
Submitted:
08 April 2025
Posted:
10 April 2025
You are already at the latest version
Abstract
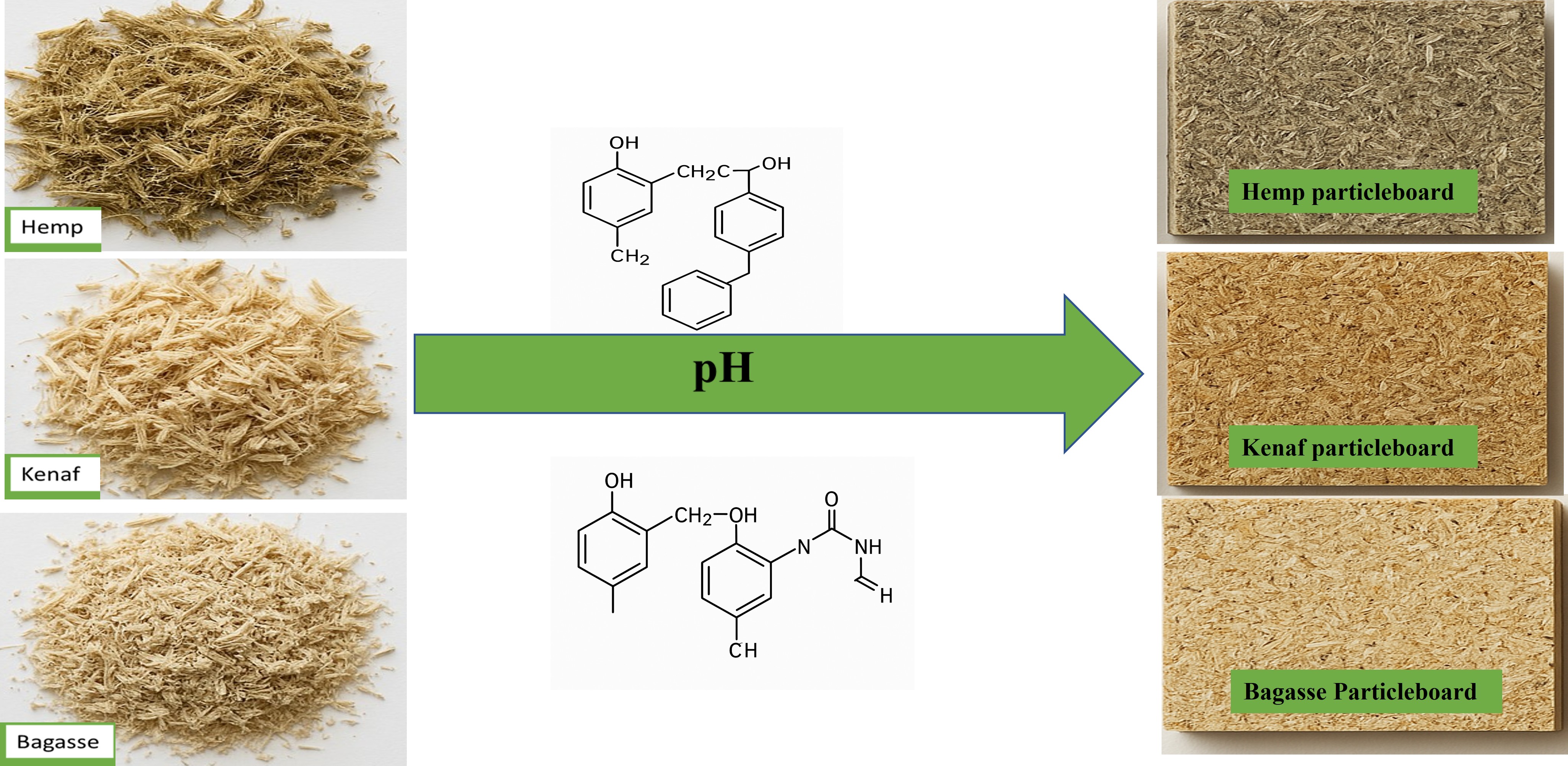
This study aims to develop high-performance biocomposites for structural applications using Kenaf, Bagasse, Hemp fibers and Softwood bonded with phenol-formaldehyde (PF) and phenol-urea-formaldehyde (PUF) resins commonly used in the industry for the production of the particleboard. A simple, low-cost fiber treatment was performed by adjusting the fiber pH from 5–6 to 11 and 13 using a 33% NaOH solution, following a standard protocol to improve fiber adhesion. PF and PUF adhesives were applied at a loading level of 13% (w/w), while polymeric diphenylmethane diisocyanate (pMDI) was used as a control adhesive at 5% (w/w) for untreated fibers. The fabricated panels were evaluated for mechanical properties, including modulus of elasticity (MOE), modulus of rupture (MOR), and internal bond strength (IB), as well as physical properties such as thickness swelling (TS) and water absorption (WA) after 24 hours of immersion. Bagasse at pH 11 exhibited the highest IB values with both PF and PUF, followed by Kenaf at pH 13, exceeding the EN 312:6 (2010) standard for heavy-duty load-bearing panels in dry conditions. The highest MOE and MOR values were obtained with Kenaf fibers at pH 11, meeting the EN 312:4 (2010) standard for load-bearing panels in dry conditions, followed by Bagasse, whereas Softwood and Hemp showed lower performance. In terms of thickness swelling, Bagasse demonstrated the best performance at all pH levels with both adhesives, followed by Kenaf and Hemp, outperforming the pMDI-based composites. The findings suggest that the high pH of the fibers creates an alkaline environment that boosts the reactivity of PF and PUF resins by enhancing the nucleophilic character of the phenolic rings during polymerization. Kenaf and Bagasse fibers can serve as viable alternatives to industrial softwood particles in EU panel production for structural applications. Furthermore, PF and PUF adhesives offer cost-effective alternatives to the more expensive and toxic pMDI. The observed performance variations among fibers are attributed to differences fiber structure (aspect ratio), and intrinsic properties, which influence their interactions with adhesives under varying pH conditions. The study suggested that Kenaf and Bagasse fibers could serve as promising raw materials for the production of medium-density homogeneous particleboards, with potential for structural application.
Keywords:
Bagasse
; Kenaf
; Hemp
; PF
; PUF PMDI
; pH alkaline treatment
; Structural particleboard and Softwood
1. Introduction
There is a vital need for development of bio-based products and technologies that are not dependent on fossil fuel as sustainability, industrial ecology, eco-efficiency, and green chemistry are guiding the development of the next generation of materials, products, and processes [1]. Biomaterials, obtained partially or entirely from biomass sources, play a relevant role in this context [2]. Particleboard is one of the major wood-based products with a global market reach a total value of 21 billion US dollars in 2020 and the anticipated annual growth rate will reach 4.4% during the next six years [3]. Particleboard manufactured by mixing wood chips or wood particles with a suitable wood glue followed by compressing the glued bonded wood chips. Hence, the main components in the particleboards include an adhesive (resin), fiber (particle) and additives, or filler. Wood chips are the second most costly element after resin in particleboard production, where both elements account for more than 50% of the overall production cost [4].
Global demand for wood and wood-based materials continues to rise steadily. Enhancing the efficiency of wood use to meet future production needs for wood-based panels aligns with key principles of the circular economy [5,6]. In Europe, increasing environmental concerns and the strong emphasis on environmentally friendly initiatives and the reduction of CO₂ emissions have introduced new challenges for the wood-based panel industry. These include optimizing the use of available wood and other lignocellulosic raw materials, advancing recycling and reuse of wood and wood-based composites, and exploring alternative resource options [7,8,9]. Moreover, the growing demand from other wood-based industries and the energy sector for wood that was traditionally used primarily in wood-based panel manufacturing has significantly increased on a global scale [10]. These challenges have forced the wood-based sector to shift towards alternative raw materials.
Therefore, a significant cost reduction could be achieved by replacing wood chips with lignocellulosic agricultural wastes and natural fibers [11]. Its widespread application ranges from construction to furniture sectors and is commonly used in home construction, floor underlayment, cabinetry, furniture, shelving, tabletops, office desks, signs, displays, countertops, bookshelves, and more [12,13].
Natural fibers have attracted the attention of scientists due to their abundance, affordability, bio-renewable properties, eco-friendly behaviors and low energy requirement in comparison with synthetic fiber [14]. In addition, the growing ecological and environmental consciousness to protect the atmosphere and the biodiversity, by enhancing the sustainability and quality of green products have increased [15] Furthermore, some studies have shown that the price of fiber-based particleboard, when compared to the industrial wood-based particleboards currently in use, offers a significantly lower cost, thereby ensuring both environmental and economic viability[16].
Recently, extensive research has been performed to address the challenges allied with manufacture of particleboard from the natural fibers. Hemp, Kenaf and Bagasse are among the biofibers that attracted significant focus as a potential alternative to synthetic fibers [17,18]. They are among the most commonly used fibers in manufacturing of particleboard using synthetic resins. Previous studies on Kenaf particleboard made from UF, PF and PMDI adhesives and Kenaf core fibers produced non load bearing materials suitable for insulation applications [19], while others showed that Kenaf particleboard made from 8% UF can produced composites suitable for use in general purpose, and interior fitments (including furniture) [20]. Kenaf fibers succeeded to produce particleboard suitable for thermal insulation and sound absorption [21].
Bagasse is among the best materials for particleboard manufacturing as its particleboards displayed satisfactory physical and mechanical properties [4] and in some cases it gave poor mechanical properties with UF [22]. To enhance the qualities of the produced panels with UF and PU percentages of wood were added [23,24], however, panels would not be suitable for interior uses due to the toxicity of UF and higher prices of UP.
Furthermore, research work has shown that particleboard made from Bagasse, UF, and PF did not meet the commercial standards for mechanical properties in all panels produced [25,26]. Additionally, another study reported that hot water-treated Bagasse fibers failed to meet the minimum requirements for type 2 non-structural panels intended for indoor use in dry conditions [27]. To produce high-quality Bagasse particleboard, several studies have suggested that alkali treatment, chemically modified Bagasse particles, and/or the addition of wood particles [28,29] could result in panels that meet the minimum requirements for use in dry conditions.
Hemp is known as an excellent insulation material already in use for thermal insulation composites. It has been chosen as filler material in composite manufacturing as it is one of the most sustainable of fast-growing agricultural crops [30]. Hemp was successfully used to produce particleboard with different resins types. The results indicated that Hemp particleboards exhibited low mechanical properties and poor thickness swelling (TS) and water absorption (WA), when UF resin was used, however their mechanical properties were superior to those of particleboards made from wood when PMDI and Soybean resins were used [31,32].
To improve the properties of hemp particleboard, several studies have investigated the use of hemp mixed with other fibers or wood particles, showing that such combinations can produce panels with mechanical properties comparable to those made entirely from industrial wood [33,34,35,36,37,38,39,40]. Generally, most of the board properties made from agricultural and wood-based fibers are lower than fiberboard made from virgin wood fiber. The strength properties of composites can be improved by surface modification, chemical treatment [41] and by controlling resin types and the amount used in the composite formulations. Some studies revealed that the particleboard fabricated from untreated fibers often show inferior mechanical properties therefore, to enhance these properties, the treatment of natural fibers becomes necessary for achieving good mechanical properties [42].
Several studies reported large increase in mechanical properties when fibers were treated with alkali, Saline, acetylation and benzoylation [43]. However, using high concentration of these chemicals lead to the breaking and fragmentation of non-cellulosic material which further decreased the mechanical properties or enhanced marginally as the case of using silane and acetylation treatments [44].
This study reporting a simple method of alkali treatment relay on modifying the pH of the fibers using a normal solution of NaOH.
Conventional adhesives for wood composites are based on four major synthetic thermosetting resins: phenol formaldehyde (PF), urea formaldehyde (UF) melamine formaldehyde (MF), and polymeric diphenylmethane diisocyanate (pMDI). In comparison to traditional natural adhesives, synthetic adhesives are increasingly prevalent since they are more effective and less expensive. Among these adhesives, UF resins are mainly used in manufacturing of particleboard and medium density fiberboard (MDF) as it has good bonding properties, short pressing time and can be formulated for a wide range of curing temperature resulting in a faster production rate, lower energy consumption and hence relatively low cost. The types of adhesives used for manufacturing PB in the European market are mainly UF (90–92%), MUF (6–7%), and pMDI (1–2%) [45]. However, UF resins have been categorized as a carcinogenic and toxic material, with acute oral toxicity [46]. Therefore, the selection of resins that could reduce the amount of dangerous, volatile compounds emitted, coupled with producing high performance particleboards that have a low impact on the environment are among the main goals of this research work.
The use of PF and PUF resins, which emit lower levels of formaldehyde compared to urea-formaldehyde (UF) and are less expensive and less toxic than pMDI, is recommended for manufacturing particleboards from agricultural fibers. Unlike pMDI, PF and PUF are not considered highly toxic, making them more suitable for sustainable applications.
In this study, Bagasse, Kenaf, and Hemp fibers were combined with phenol-formaldehyde (PF) and phenol-urea-formaldehyde (PUF) resins to produce high-performance particleboards for various applications. A simple and low-cost fiber treatment method—based on pH modification—was applied to enhance fiber-resin adhesion. The mechanical properties of the resulting panels were evaluated and compared with those made from industrial softwood, commonly used in commercial particleboard production. Additionally, panels bonded with PF and PUF were compared to those using polymeric methylene diphenyl diisocyanate (pMDI), a high-performance but expensive and toxic adhesive.
The primary aim of this study was to demonstrate the effectiveness of a cost-efficient pH modification treatment in improving resin reactivity and adhesion to agricultural fibers. The study also investigated the role of fiber morphology in influencing the mechanical performance of the panels, with the goal of developing sustainable, high-quality alternatives to conventional wood-based particleboards.
2. Materials and Methods
2.1. Materials
2.1.1. Lignocellulosic Materials
Kenaf was planted at the experimental farm of Khartoum University, Sudan. Kenaf bast fibers (KBF) were water retted and dried at room temperature according to a method reported by Bledzki, A. et al, 2015 [47]. The Bagasse was collected from White Nile Sugar Factory at Algenaid in the White Nile State, Sudan. The fibers were air dried and kept in polyethylene bags. Hemp, was of type SKF 2, Super kurzfaser, it purchased from Bafa neu GmbH, Germany.
softwood was supplied by Rettenmaier & Söhne GmbH + CO KG, their color was yellow and the particle size was ranging from 300 μm - 500 μm.
Kenaf, Bagasse and hemp fibers were further grinding using cutting Mill SM 300, fibers size was in the range of 1mm or less.
2.1.2. Binding Materials
All adhesives’ materials were purchased from Dynea Company, phenol urea formaldehyde (PUF, commercial code 10J227), PMD, PF (commercial code 4976) was used as powder and prepared by dissolving 50/50(w/w) in water at room temperature.
2.2. Methods
2.2.1. Fibers’ pH Modification
A regular procedure for modifying the pH was used for the fibers. NaOH solution 33 % concentration was prepared and added slowly to each of the fibers while monitoring the pH until the recommended pH value was achieved. The excess solution was drained off and the fibers were dried at 105°C, for overnight prior to their blending with the different adhesives.
2.2.3. Panel Manufacturing
Duplicate one-layer particleboards of 350×310×16 mm dimensions were produced from different fibers and the binders. The level of resin loading was 13% for PF and PUF and 5% for PMDI. A range of boards’ densities between 600 and 680 kg/m3 were used. Panels were manufactured using a maximum pressure of 3.5-4.0 N/mm², pressing temperature was 180°C (pressplates), and the pressing time was30s/mm.
2.2.4. Mechanical and Physical Testing
Three days prior testing, panels were stored in a conditioning room at 20°C and 65% relative humidity until reaching equilibrium humidity. They were then trimmed and test specimens were prepared according to BS EN (326: 1994) [48].
The mechanical properties namely internal bond (IB) strength, modulus of rupture (MOR) and modulus of elasticity (MOE) were investigated in accordance with BS EN 319, 1993 and EN 310, 1993 respectively [49,50]. Physical properties, such as thickness swelling (TS) was determined based on EN 317 (1993) [51]. Samples were immersed in distilled water for 24 h before thickness measurements.
3. Results and Discussion
3.1. Mechanical Properties
3.1.1. Internal Bond
Figure 1 shows the results of the internal bond (IB) for the panels made from the three types of fibers and the softwood. The test was conducted to determine the interfacial bonding strength of the fibers in the panels. Among the three fibers studied, the highest mean values were achieved by the Bagasse and the Kenaf fibers with all types of the resins used at the modified pH. The highest internal bond (IB) value was achieved by bagasse with PUF at pH 11 (0.76 N/mm²]), followed by kenaf with PF at pH 13(0.67 N/mm²). It is noteworthy that all IB values obtained using kenaf and bagasse with both resins at the modified pH levels exceeded the minimum requirement specified in EN 312-6 (2010) for heavy-duty load-bearing boards intended for use in dry conditions [52].
It was also higher than the values obtained by the pMDI. It appears that the alkaline environment created by the high pH of the fiber enhances the nucleophilicity of the phenolic aromatic rings, thereby increasing the reactivity of phenol-formaldehyde (PF) and phenol-urea-formaldehyde (PUF) resins during polymerization. It was observed that the best values were achieved by Bagasse, surpassing those of Kenaf, Hemp, and wood when combined with PUF resin. This superior performance could be attributed to the unique structure of Bagasse fibers, which include pith fibers, as well as their lower aspect ratio (5.96) compared to Kenaf (12.27), and slightly higher than that of Hemp (5.66) [53].
It implies that Bagasse possessed finer fibers, providing a larger surface area for adhesive bonding, enhances the adhesive penetration and bonding strength within the panels. Similar trends were observed, where molded products made from bagasse pith exhibited higher bending strength compared to those made from depithed bagasse. This can be attributed to the structure of the pith region, which contains large, thin-walled parenchyma cells. These pith particles are more easily deformed and can pack more tightly than rind particles, resulting in an increased self-bonding area [54]. Furthermore, alkaline conditions can break down some non-cellulosic components (such hemicellulose and lignin) and expose more hydroxyl groups, improving adhesion.
The lower IB values unexpectedly produced by PMDI could be related to the fact that pMDI resin can be more difficult to use in production since its sticky nature easily creates build-up on the surfaces of the press. The Kenaf bast fibers followed the Bagasse, the best values were achieved with the PF resin. It was observed that the obtained values were higher than those reported in the literature, particularly those achieved using heat-treated Bagasse fibers [55], with the addition of 30% eucalyptus particles [28], and with fibers treated with citric acid [56]. Furthermore, the values achieved using Bagasse and Kenaf exceeded those obtained from agricultural fibers combined with UF resin, which have generally been found suitable only for furniture applications [57].
In contrast, Hemp could not meet the standard value, this may do to the fact that the volume of the hemp fibers was the larger among the others insufficient contact between the particles was observed which resulted in poor quality adhesion [58].
It could also due to the fact that the modification of the Hemp pH may resulted in a delignification process that led to weakening of the fibers which became similar to the cottons fibers in the texture and it increase its sensitivity to moisture absorption. This phenomenon had been observed during the process of pH modification.
Notably, the values obtained using Bagasse with PUF exceeded those achieved with softwood using the same adhesive. In addition, the internal bond (IB) values for both Bagasse and Kenaf with PF surpassed the EN 312-6 standard requirements [52]. This finding is significant from both economic and environmental perspectives, as it suggests that these fibers could effectively replace softwood particles while utilizing more affordable adhesives like PUF. Moreover, the use of pMDI is restricted in some countries due to health and safety concerns for workers, further highlighting the potential advantages of alternative adhesives.
3.1.2. Modulus of Elasticity (MOE) and Modulus of Rupture (MOR)
Figure 2 and Figure 3 show respectively (MOR) and MOE results of the four fibers used to fabricate particleboards with different resins. It was observed that the highest mean MOR and MOE values were produced by the Kenaf particleboard and PUF at pH11.
These results showed that the modification of pH has significantly affected the bending strength, both MOR and MOE values surpassed the standard requirements (15 N/mm²) specified in EN 312:4(2010) for Load bearing board in dry conditions [59]. Furthermore, they also higher than the values achieved by the softwood fibers. However, it seems that pH beyond 11 did not have a great effect on the MOR and MOE as the values obtained at pH 13 with both PF and PUF were slightly decreased. This observation is very important from economic and environmental point of view. It appears that both resins cured effectively at pH11. Same effect was noticed on particleboard made from Bagasse; however, the values were lower than the ones achieved by the Kenaf although their densities were comparable.
As for the Hemp fibers, no improvement in MOR and MOE values was noticed, the best values where produced when PMDI was used and it was below EN standards. It worth noting that the values produced by the PF and PUF were higher than the values produced by the PMDI. This could be attributed to the lower level of resin loading used (5%) compared to the light weight of the fibers and hence bigger volume as it didn’t allow sufficient covering of the fibers surfaces [60,61]. Overall, based on mechanical performance Kenaf and Bagasse with a modified pH could be considered as alternate biomass for high performance particleboards production. They could effectively replace the wood fibers in different applications.
Overall, based on mechanical performance, Kenaf and Bagasse with modified pH treatment can be considered promising alternative biomass sources for the production of high-performance particleboards. These fibers demonstrated the potential to effectively replace conventional wood fibers in various applications. In contrast, Hemp did not perform well with any of the adhesives used in this study. This was primarily attributed to its high content of fine particles, which led to uneven resin distribution during panel fabrication [62,63]. As a result, resin adhesion was poor, producing low-density panels with suboptimal mechanical properties. Notably, particleboards made from Hemp exhibited the lowest density (Table 1) among the tested fibers, while those made from Kenaf achieved the highest]. Furthermore, the significantly lower bulk density of hemp fiber compared to wood presents challenges in forming a uniform pressing mat. This often necessitates a reduction in target board density, which can further compromise the mechanical performance of the final product[64].
3.2. Physical Properties
3.2.1. Thickness Swelling for 24hrs
The thickness swelling test, though not required for the type of boards targeted in this study, was performed to assess the effect of pH modification on the physical properties of the produced boards. The results of thickness swelling for 2 hours and 24 hours are presented in Figure 4 and Figure 5.
Bagasse-based boards, regardless of the adhesive used, consistently showed lower thickness swelling values than those specified in EN 312-4 [59]. These values were also lower than those reported in the literature, although the authors of those studies attributed their lower values to the use of a high pressing temperature of 260°C [65]. The results obtained in this study are particularly noteworthy, considering that one of the main limitations of using bagasse in particleboards is its low dimensional stability due to a high tendency to absorb water. This is primarily because of the presence of short fibers explained by its lower aspect ratio which is comparable to wood and lower than Kenaf and hemp fibers. In addition the presence of the parenchyma cells(pith) which was reported to have high compaction ratios resulted in compact board [66,67].
Kenaf fibers present structural characteristics such as high aspect ratio [53], suggest the presence of thinner fibers that combined with a bulk density ranging from 0.10 to 0.20 g/cm³ [21], can occupy a larger volume relative to the resin content. This may lead to the formation of more porous boards, which are more susceptible to water absorption and result in compromised dimensional stability. Supporting this, some studies have reported that kenaf fibers undergo significant swelling and micro-cracking when exposed to moisture, further increasing their water absorption capacity [68]
Hemp-based panels displayed varying physical properties. When bonded with pMDI, they achieved comparable thickness swelling to the other fibers. However, when PF and PUF were used, hemp panels exhibited the highest swelling values among all studied fibers.
This can be linked to the highly absorbent nature of hemp, which is well-documented in the literature [69], and may also be associated with its low lignin content, as lignin is the primary contributor to water resistance in plant fibers [70].
Beyond fiber morphology, density (Table 1) was found to significantly influence the physical performance of the panels. Hemp fibers, for example, possess lower boards density which leads to weak physical properties. Bagasse board showed low density than Kenaf board however, their physical properties were better than Kenaf. This could be attributed to morphological characteristics of the Bagasse which is closer to wood.
In conclusion, while panel density plays a role in the physical performance of particleboards, this study shows that fiber morphology, chemical composition, and the presence of fine particles are equally if not more important in determining dimensional stability and overall performance. A comprehensive understanding and optimization of these parameters are essential to improve the quality of agricultural-fiber-based particleboards.
4. Conclusions
This study highlights the potential of Kenaf and Bagasse fibers as viable alternatives to industrial softwood for the production of high-performance biocomposite panels. When treated using a simple and cost-effective pH modification protocol and bonded with phenol-formaldehyde (PF) and phenol-urea-formaldehyde (PUF) resins, these fibers demonstrated superior mechanical and physical properties.
Bagasse achieved the highest internal bond (IB) strength of 0.76 MPa with PUF at pH 11, followed closely by 0.70 MPa with PF at the same pH—both exceeding the EN 312:6 (2010) standard for heavy-duty load-bearing panels in dry conditions. The highest modulus of rupture (MOR) values were recorded with Kenaf at pH 11 for both adhesives, surpassing the EN 312:4 (2010) requirements for load-bearing boards, with Bagasse also performing comparably to industrial softwood. The highest modulus of elasticity (MOE) was reported for Kenaf bonded with PUF at pH 11, followed by Bagasse under similar conditions. Both Kenaf and Bagasse outperformed softwood in terms of MOR and MOE when used with PF and PUF adhesives.
In terms of dimensional stability, Bagasse consistently exhibited the lowest thickness swelling (TS) and water absorption (WA) values across all pH levels and adhesive types, with TS values falling below those specified in EN 312:4 (2010) and comparable to those of softwood-based panels.
The study also demonstrated that PF and PUF adhesives offer safer and more cost-effective alternatives to the more expensive and toxic pMDI, without compromising panel performance. Conversely, Hemp fibers showed the lowest mechanical and physical properties, attributed to their higher content of fine particles, which led to poor resin distribution, lower panel density, and inadequate bonding.
Overall, this study concludes that the use of pH-modified Kenaf and Bagasse fibers—combined with PF or PUF adhesives—offers a promising approach for producing medium-density homogeneous particleboards. The simplicity and cost-effectiveness of the fiber treatment process, alongside the strong performance of the resulting panels, underscore their potential for commercial application in the construction industry.
Author Contributions
Conceptualization, Z.O &Y. R.; A.P.Formal analysis, M.E. &Y. R..; Funding acquisition, B.C.& Z.O. Methodology, Z.O., A. P.and M.E.; Resources, Y.R. and B.C.; Writing—original draft, Z.O.; M.E. Writing—review and editing, Z.O., M.E. ,A. P. and Y.R.. All authors have read and agreed to the published version of the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to acknowledge the fund provided by NAPATA program, jointly funded by France campus and the Ministry of Higher Education and Scientific research, Sudan. Lab facilities provided by LERMAB/ENSTIB University of Lorraine, IPREM Université Pau and the Institute of engineering research,National Center for Research, Sudan.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be available upon request.
Acknowledgments
Authors would like to acknowledge the technical, financial and administrative support provided by IPREM, Pau University and LERMAB/ENSTIB, university of Lorraine . Zeinab Osman wants to acknowledge the PAUSE program of Collège de France for funding a research visit to France.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. J. Polym. Environ. 2002, 10, 19–26. [CrossRef]
- Weiss, M.; Haufe, J.; Carus, M.; Brandão, M.; Bringezu, S.; Hermann, B.; Patel, M.K. A Review of the Environmental Impacts of Biobased Materials. J. Ind. Ecol. 2012, 16, S169–S181. [CrossRef]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pedzik, M.; Rogozinski, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from Agricultural Biomass and Recycled Wood Waste: A Review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [CrossRef]
- Owodunni, A.A.; Lamaming, J.; Hashim, R.; Taiwo, O.F.A.; Hussin, M.H.; Mohamad Kassim, M.H.; Bustami, Y.; Sulaiman, O.; Amini, M.H.M.; Hiziroglu, S. Adhesive Application on Particleboard from Natural Fibers: A Review. Polym. Compos. 2020, 41, 4448–4460. [CrossRef]
- Antov, P.; Krišt’ák, L.; Réh, R.; Savov, V.; Papadopoulos, A.N. Eco-Friendly Fiberboard Panels from Recycled Fibers Bonded with Calcium Lignosulfonate. Polym. 2021, Vol. 13, Page 639 2021, 13, 639. [CrossRef]
- Janiszewska, D.; Frackowiak, I.; Mytko, K. Exploitation of Liquefied Wood Waste for Binding Recycled Wood Particleboards. Holzforschung 2016, 70, 1135–1138. [CrossRef]
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative Lignocellulosic Raw Materials in Particleboard Production: A Review. Ind. Crops Prod. 2021, 174, 114162. [CrossRef]
- Mirski, R.; Dukarska, D.; Walkiewicz, J.; Derkowski, A. Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams. Mater. 2021, Vol. 14, Page 4781 2021, 14, 4781. [CrossRef]
- Jivkov, V.; Simeonova, R.; Antov, P.; Marinova, A.; Petrova, B.; Kristak, L. Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer. Mater. 2021, Vol. 14, Page 5064 2021, 14, 5064. [CrossRef]
- FAO Forestry Production and Trade. 2024. [CrossRef]
- Barbu, M.C.; Reh, R.; Çavdar, A.D. Non-Wood Lignocellulosic Composites. In Materials Science and Engineering: Concepts, Methodologies, Tools, and Applications; IGI Global, 2017; pp. 947–977.
- Youngquist, J.A. Wood-Based Composites and Panel Products. Wood Handbook—Wood as an Eng. Mater. 1999, 1–31.
- Youngquist, J.A. Wood-Based Panels: Their Properties and Uses. A Review. 1987.
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A Review on Natural Fibers for Development of Eco-Friendly Bio-Composite: Characteristics, and Utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [CrossRef]
- Bekhta, P. Recent Developments in Eco-Friendly Wood-Based Composites II. Polym. 2023, Vol. 15, Page 1941 2023, 15, 1941. [CrossRef]
- Mursalin, R.; Islam, M.W.; Moniruzzaman, M.; Zaman, M.F.; Azmain Abdullah, M. Fabrication and Characterization of Natural Fiber Composite Material. Int. Conf. Comput. Commun. Chem. Mater. Electron. Eng. IC4ME2 2018 2018. [CrossRef]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green Composites: A Review of Material Attributes and Complementary Applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [CrossRef]
- Bhatia, G.S.; Andrew, J.J.; Arockiarajan, A. Experimental Investigation on Compressive Behaviour of Different Patch–Parent Layup Configurations for Repaired Carbon/Epoxy Composites. J. Compos. Mater. 2019, 53, 3269–3279. [CrossRef]
- Miller, G.D.; Fuller, M.J. Kenaf Core as a Board Raw Material. For. Prod. J. 1993, 43, 69.
- Kalaycioglu, H.; Nemli, G. Producing Composite Particleboard from Kenaf (Hibiscus Cannabinus L.) Stalks. Ind. Crops Prod. 2006, 24, 177–180. [CrossRef]
- Saad, M.J.; Kamal, I. Kenaf Core Particleboard and Its Sound Absorbing Properties. J. Sci. Technol. 2012, 4.
- Atoyebi, O.D.; Osueke, C.O.; Badiru, S.; Gana, A.J.; Ikpotokin, I.; Modupe, A.E.; Tegene, G.A. Evaluation of Particle Board from Sugarcane Bagasse and Corn Cob. Int. J. Mech. Eng. Technol. 2019, 10, 1193–1200.
- Silva, M.R.; Pinheiro, R.V.; Christoforo, A.L.; Panzera, T.H.; Rocco Lahr, F.A. Hybrid Sandwich Particleboard Made with Sugarcane, Pínus Taeda Thermally Treated and Malva Fibre from Amazon. Mater. Res. 2017, 21, e20170724. [CrossRef]
- Buzo, A.L.S.C.; Silva, S.A.M.; De Moura Aquino, V.B.; Chahud, E.; Branco, L.A.M.N.; De Almeida, D.H.; Christoforo, A.L.; Almeida, J.P.B.; Lahr, F.A.R. Addition of Sugarcane Bagasse for the Production of Particleboards Bonded with Urea-Formaldehyde and Polyurethane Resins. Wood Res. 2020. [CrossRef]
- Mendes, R.F.; Mendes, L.M.; JÚNIoR, J.Benedit.G.; dos Santos, R.C.; Bufalino, L. The Adhesive Effect on the Properties of Particleboards Made from Sugar Cane Bagasse Generated in the Distiller. Rev. Ciências Agrárias 2009, 32, 209–218.
- Mendes, R.F.; Mendes, L.M.; Oliveira, S.L.; Freire, T.P. Use of Sugarcane Bagasse for Particleboard Production. Key Eng. Mater. 2015, 634, 163–171. [CrossRef]
- Silva Brito, F.M.; Bortoletto Júnior, G.; Surdi, P.G. Properties of Particleboards Made from Sugarcane Bagasse Particles. Brazilian J. Agric. Sci. Bras. Ciências Agrárias 2021, 16. [CrossRef]
- Magzoub, R.; Osman, Z.; Tahir, P.; Nasroon, T.H.; Kantner, W. Comparative Evaluation of Mechanical and Physical Properties of Particleboard Made from Bagasse Fibers and Improved by Using Different Methods. Cellul. Chem. Technol 2015, 49, 537–542.
- Ahmadi, P.; Efhamisisi, D.; Thévenon, M.-F.; Hosseinabadi, H.Z.; Oladi, R.; Gerard, J. Chemically Modified Sugarcane Bagasse for Innovative Bio-Composites. Part One: Production and Physico-Mechanical Properties. J. Renew. Mater. 2024, 12, 1715–1728. [CrossRef]
- Zvirgzds, K.; Kirilovs, E.; Kukle, S.; Gross, U. Production of Particleboard Using Various Particle Size Hemp Shives as Filler. Mater. 2022, Vol. 15, Page 886 2022, 15, 886. [CrossRef]
- Papadopoulou, E.; Chrysafi, I.; Karidi, K.; Mitani, A.; Bikiaris, D.N. Particleboards with Recycled Material from Hemp-Based Panels. Materials (Basel). 2023, 17, 139. [CrossRef]
- Fehrmann, J.; Belleville, B.; Ozarska, B.; Gutowski, W. (Voytek) S.; Wilson, D. Influence of Particle Granulometry and Panel Composition on the Physico-mechanical Properties of Ultra-low-density Hemp Hurd Particleboard. Polym. Compos. 2023, 44, 7363–7383. [CrossRef]
- Rimkienė, A.; Vėjelis, S.; Kremensas, A.; Vaitkus, S.; Kairytė, A. Development of High Strength Particleboards from Hemp Shives and Corn Starch. Mater. 2023, Vol. 16, Page 5003 2023, 16, 5003. [CrossRef]
- Alao, P.; Tobias, M.; Kallakas, H.; Poltimäe, T.; Kers, J.; Goljandin, D. Development of Hemp Hurd Particleboards from Formaldehyde-Free Resins. 2020.
- Placet, V. Characterization of the Thermo-Mechanical Behaviour of Hemp Fibres Intended for the Manufacturing of High Performance Composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1111–1118. [CrossRef]
- Auriga, R.; Pędzik, M.; Mrozowski, R.; Rogoziński, T. Hemp Shives as a Raw Material for the Production of Particleboards. Polym. 2022, Vol. 14, Page 5308 2022, 14, 5308. [CrossRef]
- Kukle, S.; Putnina, A.; Gravitis, J. Hemp Fibres and Shives, Nano-and Micro-Composites. Sustain. Dev. Knowl. Soc. Smart Futur. Manuf. Technol. 2015, 291–305.
- Nguyen, Q. How Sustainable Is Particle Board (LDF)? Here Are the Facts | Impactful Ninja Available online: https://impactful.ninja/how-sustainable-is-particle-board-ldf/ (accessed on 28 March 2025).
- Lykidis, C.; Grigoriou, A. Hydrothermal Recycling of Waste and Performance of the Recycled Wooden Particleboards. Waste Manag. 2008, 28, 57–63. [CrossRef]
- Rammou Aikaterini; Mitani Andromachi; Dimitrios Koutsianitis; Ntalos Geogios Mechanical and Physical Properties of Particleboards Made from Different Mixtures of Industrial Hemp ( Cannabis Sativa L .) and Wood. 2019, 3, 359–362. [CrossRef]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. For. 2020, Vol. 11, Page 1166 2020, 11, 1166. [CrossRef]
- Chhetri, S.; Bougherara, H. A Comprehensive Review on Surface Modification of UHMWPE Fiber and Interfacial Properties. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106146. [CrossRef]
- Martínez Suárez, C.; Rojas Montejo, P.; Gutiérrez Junco, O. Effects of Alkaline Treatments on Natural Fibers. J. Phys. Conf. Ser. 2021, 2046, 012056. [CrossRef]
- Arunachalam, S.J.; Saravanan, R.; Anbuchezhiyan, G. An Overview on Chemical Treatment in Natural Fiber Composites. Mater. Today Proc. 2024. [CrossRef]
- Pankaj; Jawalkar, C.S.; Kant, S. Critical Review on Chemical Treatment of Natural Fibers to Enhance Mechanical Properties of Bio Composites. Silicon 2022, 14, 5103–5124.
- Gonçalves, D.; Bordado, J.M.; Marques, A.C.; Dos Santos, R.G. Non-Formaldehyde, Bio-Based Adhesives for Use in Wood-Based Panel Manufacturing Industry—A Review. Polym. 2021, Vol. 13, Page 4086 2021, 13, 4086. [CrossRef]
- Bledzki, A.K.; Franciszczak, P.; Osman, Z.; Elbadawi, M. Polypropylene Biocomposites Reinforced with Softwood, Abaca, Jute, and Kenaf Fibers. Ind. Crops Prod. 2015, 70, 91–99. [CrossRef]
- BS EN Wood-Based Panels. Sampling, Cutting and Inspection. Part 1, Sampling and Cutting of Test Pieces and Expression of Test Results, BS EN 326. 1994, 16.
- BS EN Particleboards and Fibreboards : Determination of Tensile Strength Perpendicular to the Plane of the Board, BS EN 319. 1993, 6.
- BS EN Wood-Based Panels - Determination of Modulus of Elasticity in Bending and of Bending Strength, BS EN 310 Available online: https://www.en-standard.eu/une-en-310-1994-wood-based-panels-determination-of-modulus-of-elasticity-in-bending-and-of-bending-strength/ (accessed on 28 March 2025).
- BS EN Particleboards and Fibreboards - Determination of Swelling in Thickness after Immersion in Water, BS EN 317 Available online: https://www.en-standard.eu/une-en-317-1994-particleboards-and-fibreboards-determination-of-swelling-in-thickness-after-immersion-in-water/ (accessed on 28 March 2025).
- EN Particleboards - Specifications - Part 6: Requirements for Heavy Duty Load-Bearing, EN 312-6 Available online: https://standards.iteh.ai/catalog/standards/cen/5f877ca1-15a9-4752-b1a3-5d8658a5268c/en-312-6-1996?srsltid=AfmBOoodzE5Q4rXB_xMLcxVEkWiCRt_YcBZTv-7r28b6ecXV8_Ozeix6 (accessed on 8 April 2025).
- Osman, Z.; Elamin, M.; Ghorbel, E.; Charrier, B. Influence of Alkaline Treatment and Fiber Morphology on the Mechanical, Physical, and Thermal Properties of Polypropylene and Polylactic Acid Biocomposites Reinforced with Kenaf, Bagasse, Hemp Fibers and Softwood. Polym. 2025, Vol. 17, Page 844 2025, 17, 844. [CrossRef]
- Mobarak, F.; Fahmy, Y.; Augustin, H. Binderless Lignocellulose Composite from Bagasse and Mechanism of Self-Bonding. 1982. [CrossRef]
- Widyorini, R.; Xu, J.; Umemura, K.; Kawai, S. Manufacture and Properties of Binderless Particleboard from Bagasse I: Effects of Raw Material Type, Storage Methods, and Manufacturing Process. J. Wood Sci. 2005, 51, 648–654. [CrossRef]
- Milagres, E.G.; Barbosa, R.A.G.S.; Caiafa, K.F.; Gomes, G.S.L.; Castro, T.A.C.; Vital, B.R. Properties of Particleboard Panels Made of Sugarcane Particles with and without Heat Treatment. Rev. Árvore 2019, 43, e430502. [CrossRef]
- Kusumah, S.S.; Umemura, K.; Guswenrivo, I.; Yoshimura, T.; Kanayama, K. Utilization of Sweet Sorghum Bagasse and Citric Acid for Manufacturing of Particleboard II: Influences of Pressing Temperature and Time on Particleboard Properties. J. Wood Sci. 2017, 63, 161–172. [CrossRef]
- Nikvash, N.; Kraft, R.; Kharazipour, A.; Euring, M. Comparative Properties of Bagasse, Canola and Hemp Particle Boards. Eur. J. Wood Wood Prod. 2010, 68, 323–327. [CrossRef]
- EN Particleboards - Specifications - Part 4: Requirements for Load-Bearing Boards for Use in Dry Conditions, EN 312. Available online: https://standards.iteh.ai/catalog/standards/cen/1c838d7a-5d6b-46d8-9cc5-90623beec403/en-312-4-1996?srsltid=AfmBOoo_dVv1AmxBvJy5QLLmR-FQ0xG7wxPWltjZ4BS6aKd59bdD8K87 (accessed on 8 April 2025).
- Schopper, C.; Kharazipour, A.; Bohn, C. Production of Innovative Hemp Based Three-Layered Particleboards with Reduced Raw Densities and Low Formaldehyde Emissions. Int. J. Mater. Prod. Technol. 2009, 36, 358–371. [CrossRef]
- Adam, A.-B.A.; Basta, A.H.; El-Saied, H. Evaluation of Palm Fiber Components an Alternative Biomass Wastes for Medium Density Fiberboard Manufacturing. Maderas. Cienc. y Tecnol. 2018, 20, 579–594. [CrossRef]
- Moulana, R. Utilization of Hemp (Cannabis Sativa L.) as an Alternative Raw Material for the Production of Three-Layered Particleboard. In Proceedings of the Proceedings of The Annual International Conference, Syiah Kuala University-Life Sciences & Engineering Chapter; 2012; Vol. 2.
- Saad, M.J.; Kamal, I. Mechanical and Physical Properties of Low Density Kenaf Core Particleboards Bonded with Different Resins. J. Sci. Technol. 2012, 4.
- Yu, H.-X.; Fang, C.-R.; Xu, M.-P.; Fei, •; Guo, Y.; Yu, W.-J. Effects of Density and Resin Content on the Physical and Mechanical Properties of Scrimber Manufactured from Mulberry Branches. [CrossRef]
- Nogueira, N.D.; Narciso, C.R.P.; Felix, A. de L.; Mendes, R.F. Pressing Temperature Effect on the Properties of Medium Density Particleboard Made with Sugarcane Bagasse and Plastic Bags. Mater. Res. 2022, 25, e20210491. [CrossRef]
- Hiranobe, C.T.; Gomes, A.S.; Paiva, F.F.G.; Tolosa, G.R.; Paim, L.L.; Dognani, G.; Cardim, G.P.; Cardim, H.P.; dos Santos, R.J.; Cabrera, F.C. Sugarcane Bagasse: Challenges and Opportunities for Waste Recycling. Clean Technol. 2024, Vol. 6, Pages 662-699 2024, 6, 662–699. [CrossRef]
- de Barros Filho, R.M.; Mendes, L.M.; Novack, K.M.; Aprelini, L.O.; Botaro, V.R. Hybrid Chipboard Panels Based on Sugarcane Bagasse, Urea Formaldehyde and Melamine Formaldehyde Resin. Ind. Crops Prod. 2011, 33, 369–373. [CrossRef]
- Nosbi, N., Akil, H. M., Mohd Ishak, Z. A., and Abu Baker, A. (2011). “Behavior of kenaf fibers after immersion in several water conditions,” BioRes. 6( 2), 950-960. [CrossRef]
- Tarasov, D.; Leitch, M.; Fatehi, P. Lignin–Carbohydrate Complexes: Properties, Applications, Analyses, and Methods of Extraction: A Review. Biotechnol. Biofuels 2018 111 2018, 11, 1–28. [CrossRef]
- Alwadani, N.; Ghavidel, N.; Fatehi, P. Surface and Interface Characteristics of Hydrophobic Lignin Derivatives in Solvents and Films. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 609, 125656. [CrossRef]
Figure 1.
Internal bond for the biocomposites made from the four fibers.
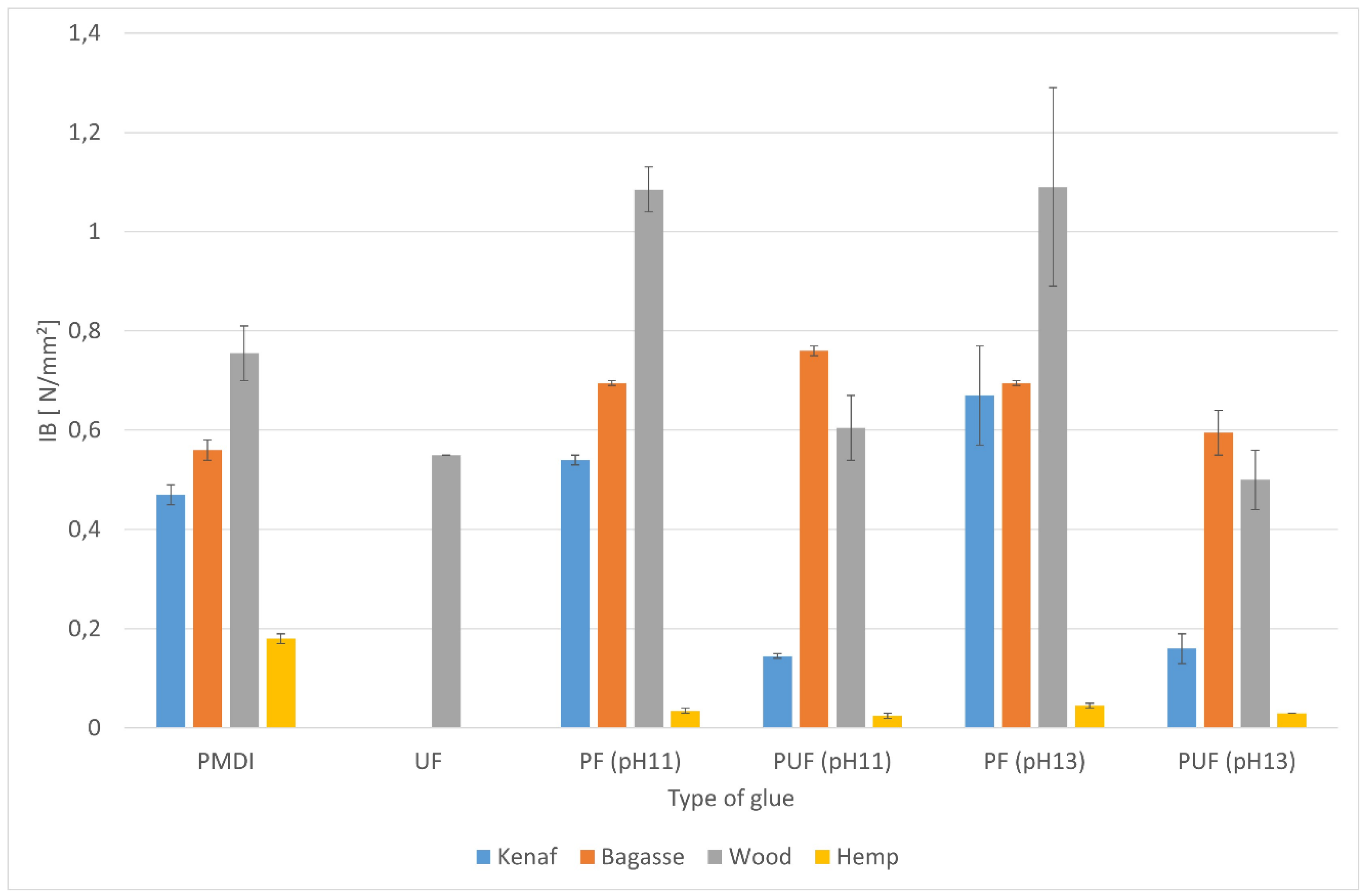
Figure 2.
MOR for the biocomposites made from the four fibers.
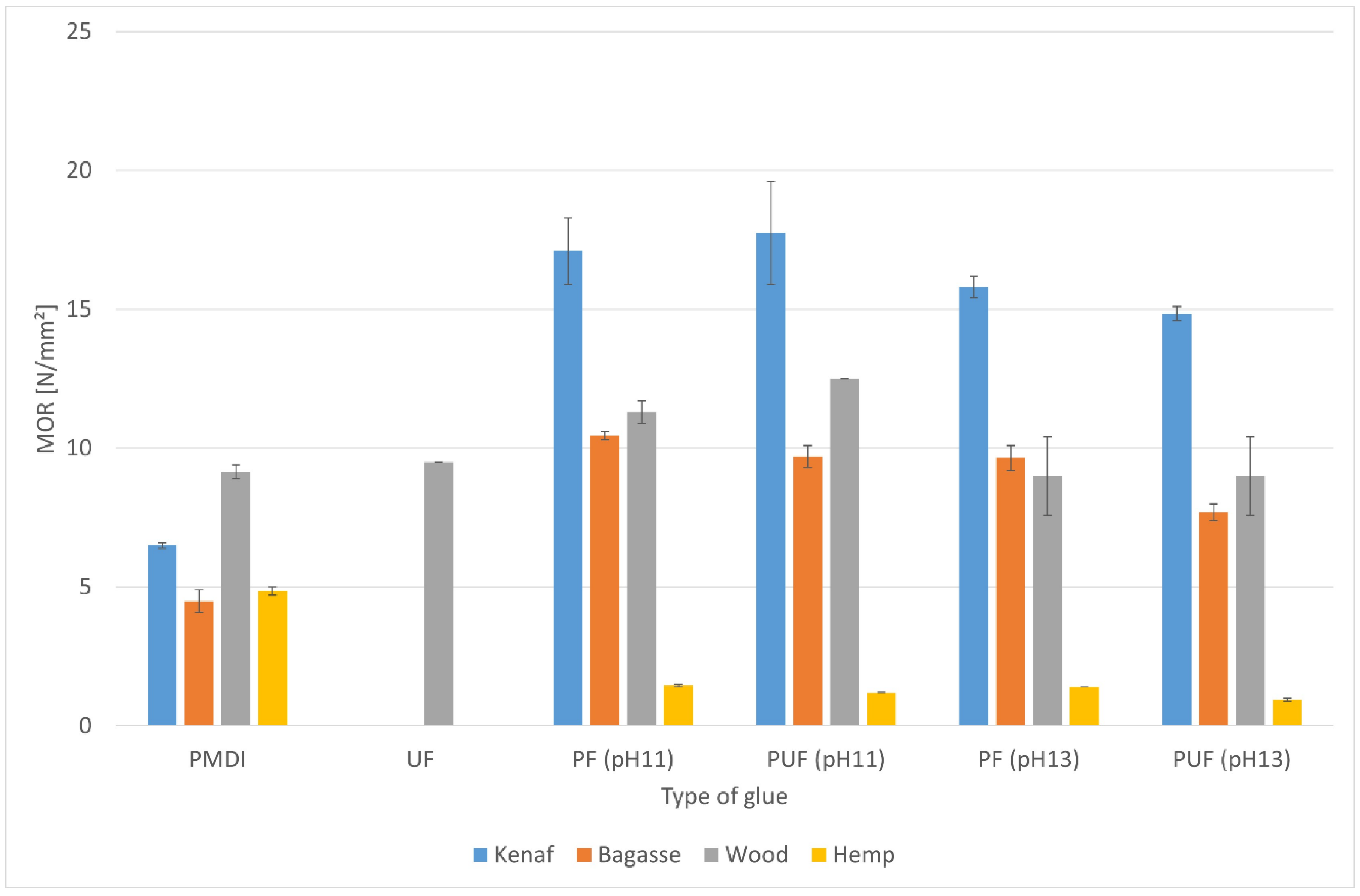
Figure 3.
MOE for the biocomposites made from the four fibers.
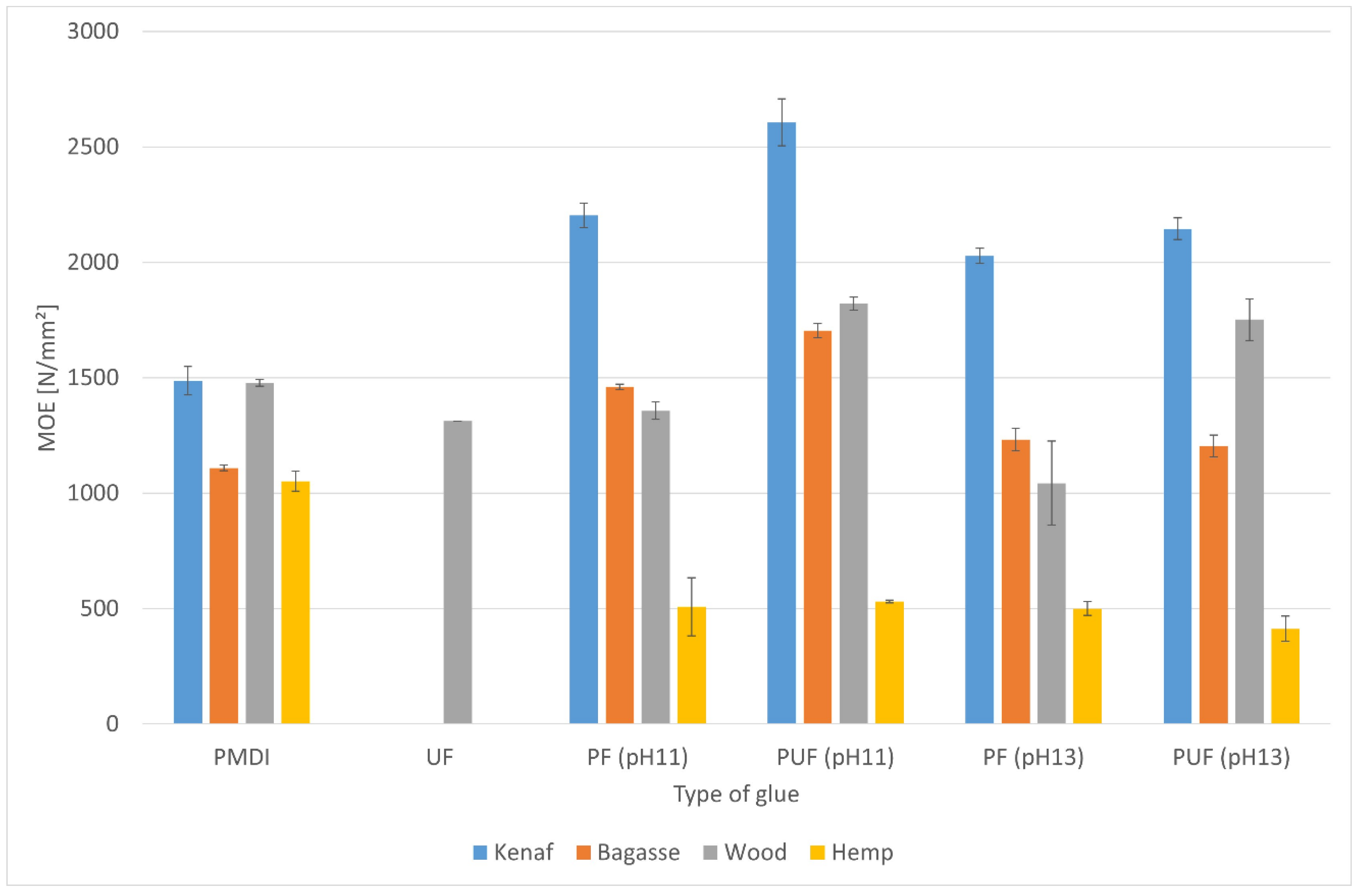
Figure 4.
TS 2hrs for the biocomposites made from the four fibres.
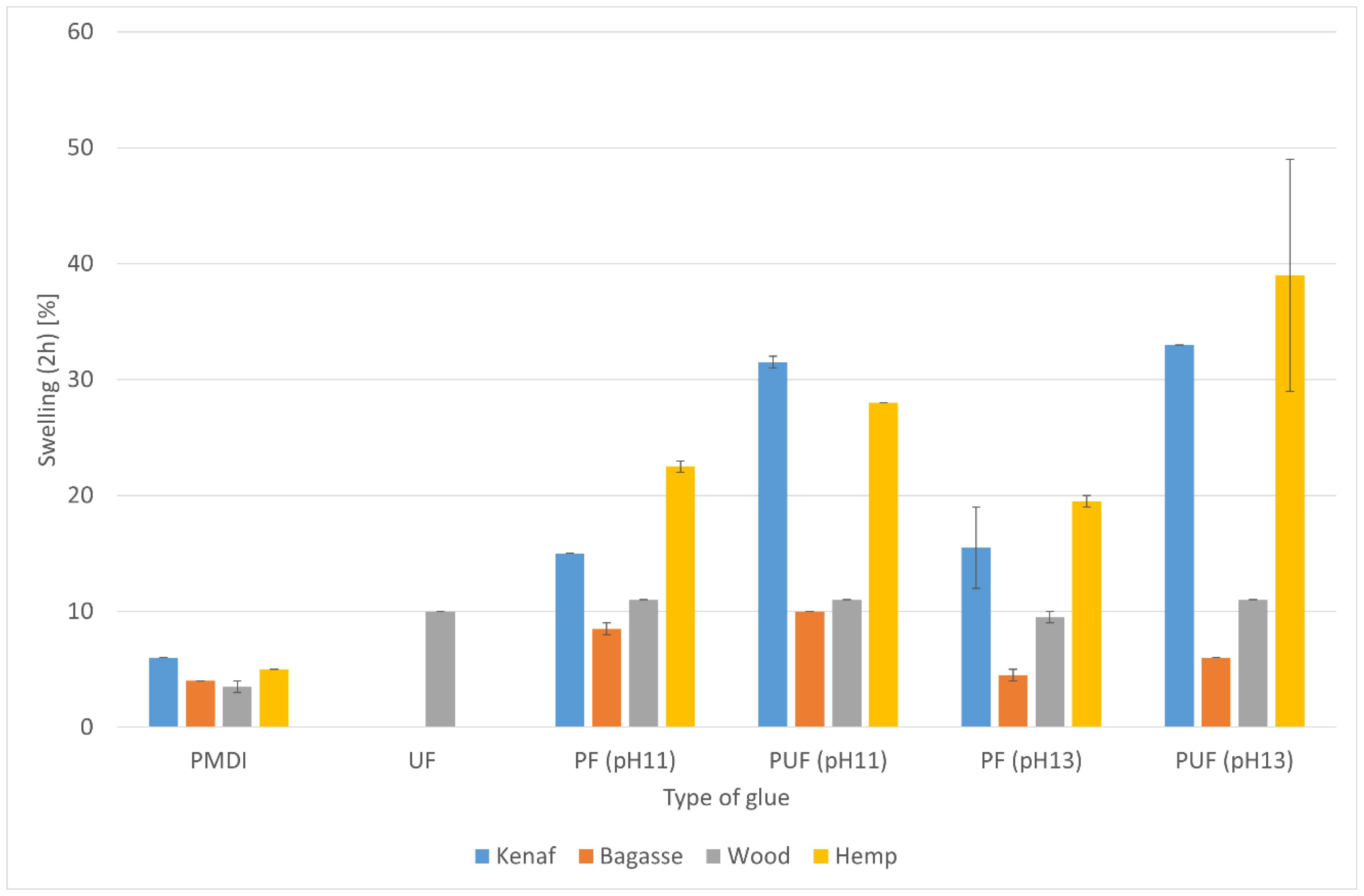
Figure 5.
TS 24hrs for the biocomposites made from the four fibres.
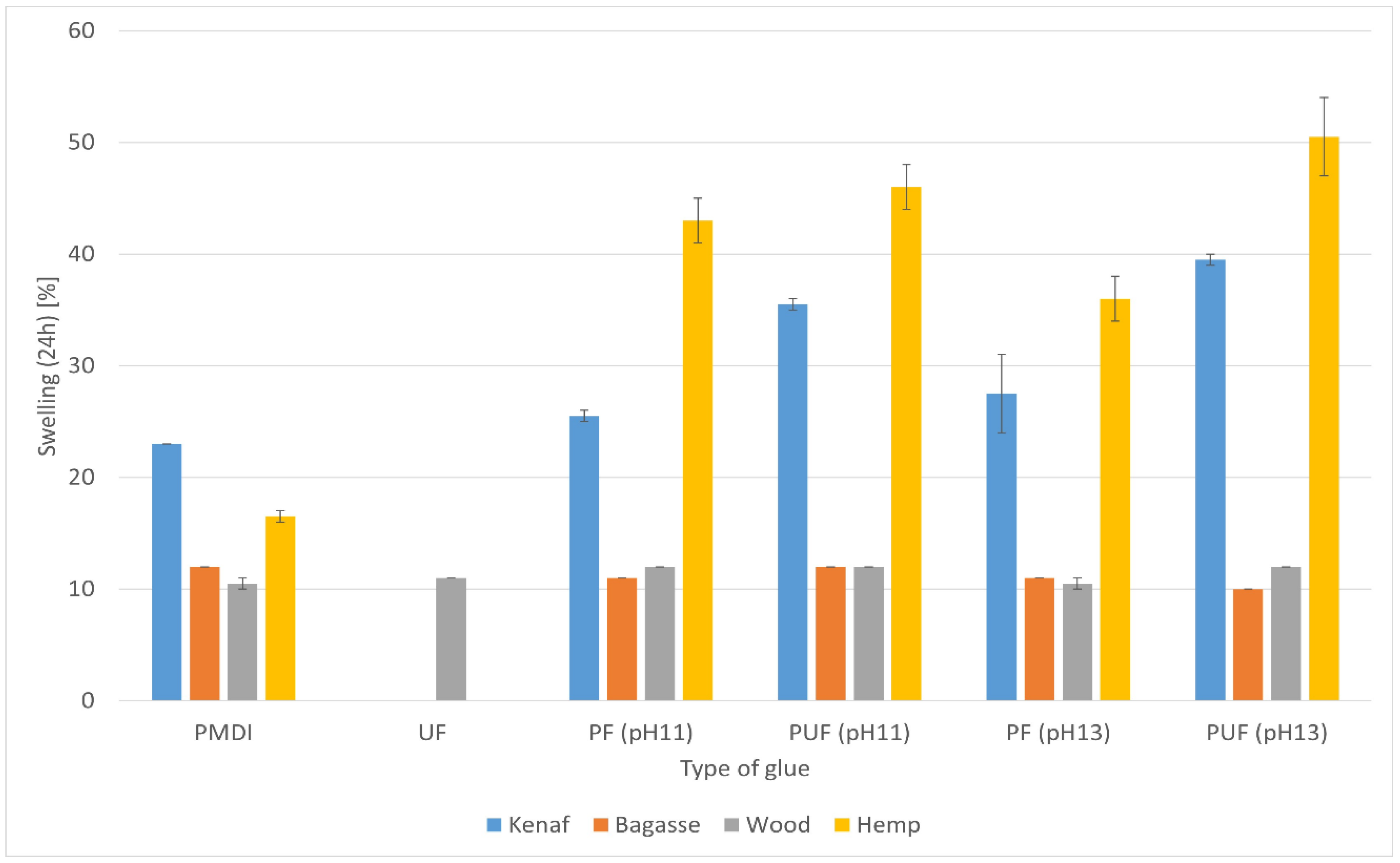

Table 1.
Average densities of the fibers-based particleboard.
| Fibers | Mean Density(kg/m³) Values |
| Kenaf | 671.20 |
| Bagasse | 662.40 |
| Hemp | 604.70 |
| Wood | 691.40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



