
Submitted:
21 January 2026
Posted:
23 January 2026
You are already at the latest version
Abstract
Rice husk ash is a valuable material produced from the thermal processing of rice husks, which generate over 100 million tonnes of waste annually worldwide. This review examines the production methods, chemical and physical properties, applications, and challenges associated with rice husk ash utilization across various industries. The production methods analyzed include uncontrolled burning, controlled combustion, fluidized bed combustion, gasification, and pyrolysis. Processing conditions, particularly combustion temperature, significantly influence the final properties of rice husk ash. The optimal temperature range of 500-700°C produces ash with predominantly amorphous silica content ranging from 80 to 95 percent, which provides excellent pozzolanic reactivity. The study evaluates key applications in construction, where rice husk ash serves as a supplementary cementitious material that enhances concrete strength and durability at replacement levels of 10-20 percent. Additional applications include high-purity silica extraction, ceramic manufacturing, environmental remediation through wastewater treatment and heavy metal adsorption, and soil amendment for agricultural improvement. Emerging applications in nanotechnology and advanced materials demonstrate the expanding scope of rice husk ash utilization. The environmental benefits are substantial, including agricultural waste reduction, lower carbon dioxide emissions compared to conventional cement production, and contribution to circular economy principles. However, several barriers limit widespread adoption. These include high variability in ash quality depending on rice variety and processing conditions, absence of standardized production protocols, limited infrastructure in rice-producing regions, and insufficient regulatory frameworks. Current research trends show increasing focus on geopolymer concrete, digital fabrication applications, and high-value silica products. Successful implementation requires coordinated efforts to develop quality standards, optimize processing technologies, establish efficient supply chains, and create supportive policies. Future research should prioritize process optimization for consistent quality, development of application-specific standards, exploration of high-value nanotechnology applications, and comprehensive techno-economic assessments to guide industrial adoption.
Keywords:
agricultural waste valorization
; amorphous silica
; circular economy
; pozzolanic activity
; rice husk ash
; supplementary cementitious material
; sustainable construction
1. Introduction
1.1. Global Significance of Rice Production
Rice (Oryza sativa and Oryza glaberrima) serves as a primary food source for more than half of the world’s population [1]. The cultivation of rice has a documented history spanning approximately 10,000 years in Asia, and the crop has subsequently become integral to agricultural systems across diverse geographic regions worldwide [2]. Beyond its nutritional importance, rice production forms the economic foundation of many Asian nations, with growing significance in Africa and Latin America driven by urbanization and evolving dietary patterns [1]. The cultural and religious importance of rice extends across multiple societies, where it symbolizes prosperity, fertility, and community cohesion [3].
Global rice production currently exceeds 500 million tonnes annually, with approximately 90 percent of this output concentrated in Asian countries [1,4]. As illustrated in Figure 1, India and China account for more than half of worldwide rice production, while Bangladesh, Indonesia, Vietnam, and Thailand represent other major producing nations. Recent data indicates that global rice production reached a record 535.8 million tonnes on a milled basis, representing almost 3 percent increase from the previous year [6]. India contributed the largest portion of this growth, followed by Indonesia, Cambodia, Brazil, Taiwan, and Venezuela [6]. China maintained its position as the leading producer with over 200 million tonnes in 2021, as shown in Figure 1. This steady growth pattern reflects the increasing demands of a growing global population [1]. Rice consumption rates remain particularly high in Asia, where it constitutes a major dietary staple, and projections indicate continued increases driven by population growth in both Asia and Africa [7,8].
1.2. Rice Husk as a Major Agricultural Byproduct
The milling process required to convert paddy rice into edible rice generates substantial volumes of agricultural byproducts. Rice husk, which is removed during the initial husking step to obtain brown rice, constitutes approximately one-fifth of paddy weight [5]. This proportion results in the annual production of over 100 million tonnes of rice husk worldwide [1,5,9]. This considerable volume presents both significant waste management challenges and opportunities for resource utilization within circular economy frameworks. Traditional disposal methods for rice husks have raised substantial environmental concerns. Open burning, a common practice, releases significant air pollutants including particulate matter, carbon monoxide, and greenhouse gases, thereby degrading air quality and contributing to climate change [10]. Landfill disposal consumes extensive land area, and the slow natural degradation rate of rice husk can result in the leaching of organic matter and nutrients, potentially contaminating soil and water resources [11]. The geographic concentration of rice production in Asia directly correlates with high volumes of rice husk generation in these regions, making sustainable management practices particularly critical.
Rice husk ash represents a product of controlled thermochemical transformation of rice husk and constitutes a valuable resource with diverse industrial applications. The conversion of rice husk to ash significantly reduces waste volume while producing a silica-rich material with distinctive properties. With annual global paddy rice production estimated at approximately 750 million tons, the potential production and utilization of rice husk ash approaches 150 million tons annually [1], demonstrating substantial scope for value-added applications.
1.3. Challenges and Research Trends
Despite numerous advantages and potential applications, several obstacles limit the widespread industrial adoption of rice husk ash. The material exhibits considerable variability in properties due to differences in rice varieties, agricultural practices, and production methods [12]. This inherent variability complicates efforts to ensure consistent quality and performance in products incorporating rice husk ash. The absence of standardized processing procedures and quality assurance systems further impedes commercial adoption [13]. Practical difficulties arise from the processing and handling of fine rice husk ash particles, which exhibit dusty characteristics and low bulk density [14]. The high water absorption capacity of rice husk ash can adversely affect workability in applications such as concrete, necessitating the use of water-reducing admixtures [15]. Additionally, impurities including unburnt carbon and alkali metals can influence reactivity and overall performance [16].
Ongoing technological developments aim to enhance the processing and utilization of rice husk ash. Researchers are advancing controlled combustion techniques that enable precise adjustment of rice husk ash properties, including silica phase composition and reactivity [16]. Innovations in grinding and processing methods are increasing fineness and surface area, thereby improving pozzolanic reactivity [17]. Chemical and physical pre-treatment processes, such as acid and alkali leaching, have demonstrated success in removing impurities and enhancing the purity and surface area of extracted silica [16]. Market projections indicate continued expansion of the rice husk ash market in coming years as additional industries adopt the material in construction, steel production, silica extraction, and other sectors [18]. This optimistic outlook is supported by growing global rice production driven by population increases [8], continued reliance on rice as a staple food, and rising awareness of environmental sustainability and circular economy principles [16].
2. Origin and Production Methods of Rice Husk Ash
2.1. Thermal Transformation Process
Rice husk ash is obtained through thermal treatment of rice husks, which constitute a large-scale agricultural byproduct of rice processing. The thermal conversion of rice husk to ash involves complex physicochemical changes that modify both organic and inorganic components, resulting in a material enriched in silica with desirable pozzolanic properties [19]. The transformation process typically proceeds through several distinct stages [20]. During the initial dehydration phase at temperatures below 200 °C, moisture is expelled from the husks. As temperatures increase to the range of 200-500 °C, devolatilization occurs, releasing organic volatile components from cellulose, hemicellulose, and lignin structures. At elevated temperatures between 500-800 °C, combustion of remaining carbon produces ash composed primarily of silica. The thermal degradation characteristics depend significantly on several key factors including heating rate, temperature, residence time, and atmospheric conditions, which collectively influence the physicochemical properties of the resulting ash [20].
2.2. Overview of Production Methods
Rice husk ash can be produced through various methods, which may be categorized as direct methods where rice husk ash forms the primary product, or indirect methods where it emerges as a byproduct. Figure 2 illustrates the various production methods for converting rice husks to rice husk ash through different processing routes.
Uncontrolled burning, commonly practiced in developing regions, involves open-field burning without control of critical parameters [19]. This method typically operates at temperatures between 400-600 °C and produces ash of variable quality with high levels of unburnt carbon. Localized overheating can induce crystalline silica formation, reducing the material’s suitability for high-performance applications [19,21]. The lack of parameter control results in inconsistent ash quality [22], rendering the product less valuable for processes requiring uniform material properties such as high-performance concrete production. Moreover, uncontrolled burning represents the most environmentally problematic method, generating substantial air pollution through the release of particulate matter, smoke, and greenhouse gases [23,24].
Laboratory-scale combustion provides precise control of conditions using muffle furnaces [20]. Ash produced at optimal temperatures ranging from 500-800 °C, particularly at 650 °C, consists predominantly of amorphous silica with minimal residual carbon content as low as 0.59 percent [20]. Regulated combustion approaches, especially those employed in contemporary industrial settings with proper emission management facilities, demonstrate significantly reduced environmental impacts compared to unregulated burning [23,25].
Industrial-scale production utilizes furnaces such as stoker and suspension-fired units, which operate at temperatures between 800-850 °C and provide more uniform combustion than uncontrolled processes [23,26,27]. The quality of ash produced through these methods is typically more predictable and consistent, with color serving as a quality indicator. Many industrial systems incorporate energy recovery mechanisms to enhance efficiency and cost effectiveness [26]. Fluidized bed combustion promotes efficient combustion through turbulent mixing in a sand fluidized bed, providing consistent heat distribution and enhanced carbon conversion [26,28]. This process produces amorphous, low-carbon ash with approximately 1.9 percent residual carbon at operating temperatures around 670 °C [28,29]. The resulting ash exhibits high reactivity suitable for pozzolanic applications [28,29,30,31].
Rice husk ash formed through fluidized bed gasification demonstrates a high level of reactivity and is appropriate for use in cementitious applications [37,38]. Gasification converts rice husks into synthesis gas while producing rice husk ash as a byproduct [32]. Operating at temperatures between 600-800 °C with limited oxygen supply, this method facilitates the formation of amorphous silica with reduced emissions [23,32,33,34,35,36]. When combined with carbon capture technologies, gasification can potentially achieve carbon neutrality, particularly in integrated systems [23,32,33,34,35,36]. Despite high capital costs, gasification may prove cost-effective when considering the value of fuels produced and environmental benefits [36,37]. Pyrolysis involves the thermal decomposition of rice husks in the absence of oxygen, producing bio-oils, gases, and biochar, with ash as a secondary product [33,38]. Pyrolysis followed by calcination at temperatures between 650-850 °C yields ash containing 85-90 percent amorphous silica with high porosity, depending on calcination conditions [39,40]. The biochar produced during pyrolysis offers additional benefits including carbon sequestration and soil enhancement opportunities, providing environmental advantages beyond energy recovery [41]. The TORBED reactor system provides controlled combustion between 700-950 °C, achieving complete carbon conversion while maintaining amorphous silica [42]. This technology offers uniform ash quality, increased energy output, and reduced health risks from crystalline silica formation [42].
2.3. Influence of Production Methods on Rice Husk Ash Properties
Production methods significantly determine the principal characteristics of rice husk ash, particularly silica structure, carbon content, and pozzolanic activity [19,20,22]. These properties directly influence the suitability of ash for various applications in construction, materials science, and environmental management [20]. The silica structure in rice husk ash, whether amorphous or crystalline, depends largely on combustion temperature and duration [20]. Amorphous silica, characterized by disordered atomic arrangement, exhibits high pozzolanic activity and performs better in cementitious applications [20]. Controlled combustion techniques operating within the temperature range of 500-800 °C typically yield ash composed predominantly of amorphous silica [20]. Conversely, elevated temperatures or prolonged burning periods, as occur in uncontrolled burning or some industrial operations, may cause silica crystallization into less reactive forms such as cristobalite or tridymite [20,29].
Carbon content in rice husk ash serves as a key indicator of combustion efficiency and directly affects ash quality [22]. Incomplete combustion, commonly characterized by black or gray residual color, can disrupt pozzolanic reactions in concrete [21,22]. Methods providing effective control of oxygen supply and temperature, such as controlled laboratory combustion and fluidized bed systems, typically produce ash with lower carbon content [20,28]. Fluidized bed combustion has achieved ash with carbon content as low as 1.9 percent at an operating temperature of 670 °C, while suspension combustion has reached 0.8 percent at 700 °C [28,31]. Specific surface area and particle size distribution represent additional properties influenced by production methods [20]. These characteristics affect the reactivity and performance of the material in different applications. The cellular nature of rice husk ash formed through fluidized bed combustion leads to increased surface area, which proves beneficial in applications requiring high reactivity [23].
2.4. Comparative Analysis of Production Methods and Selection Criteria
A comprehensive analysis of rice husk ash production techniques reveals distinct advantages and disadvantages across key parameters including temperature regulation, silica structure, carbon content, energy recovery, environmental effects, and manufacturing cost [19,20,23,29]. These parameters influence the appropriateness of each technique for specific applications and contexts. Table 1 provides a comparative summary of the various production methods.
As illustrated in Figure 3, the selection of an appropriate rice husk ash production method depends on several interrelated factors including the intended end-use of the ash, operational scale, economic considerations, environmental goals, and regulatory constraints [20,29,43,44].
Methods incorporating energy co-generation, including industrial furnaces, fluidized bed combustion, gasification, and pyrolysis, demonstrate economic feasibility particularly in regions with abundant rice husk feedstock [26,29,32,42,44]. Environmental objectives motivate method selection, with preference given to approaches that minimize emissions and contribute to circular economy principles [23,35,36]. Modern combustion systems and fluidized bed combustion provide superior emission control compared to uncontrolled burning, whereas gasification and pyrolysis offer possibilities for carbon neutrality and valuable biochar byproducts [35,36,41]. Technology adoption is influenced by infrastructure availability and regulatory frameworks, with strict emission standards necessitating advanced combustion systems, while resource-limited areas may focus on lower-technology but improved solutions [20,23]. The choice of methodology remains context-dependent, considering technical, economic, and environmental requirements. Growing interest in hybrid approaches and continuing innovations expand the potential of rice husk ash production technologies [20,29].
3. Chemical and Physical Properties of Rice Husk Ash
3.1. Chemical Composition of Rice Husk Ash
The chemical composition of rice husk ash is dominated by a high percentage of silicon dioxide (SiO2), which serves as the primary source of its pozzolanic strength [45]. Silica content in rice husk ash exhibits considerable variability, with reported values ranging from approximately 80 percent to over 95 percent. Research has documented silica content varying significantly among different sources, with the lowest reported amount at 75.36 percent and the highest at 97.39 percent [46]. This variability underscores the important influence of factors such as rice variety, geographical cultivation location, and burning process conditions including temperature and duration on the final ash composition [47]. Additional chemical constituents present in lower concentrations include alumina (Al2O3), ferric oxide (Fe2O3), calcium oxide (CaO), magnesium oxide (MgO), potassium oxide (K2O), sodium oxide (Na2O), sulfur trioxide (SO3), and phosphorus pentoxide (P2O5) [45]. The typical chemical composition ranges of these constituents are presented in Table 2.
Amorphous silica, representing non-crystallized silicon dioxide, constitutes one of the main components of rice husk ash. This form exhibits high reactivity, which explains the desirable pozzolanic attributes of rice husk ash. In contrast to crystalline forms such as quartz, cristobalite, and tridymite, amorphous silica possesses an unorganized atomic structure that provides a higher surface area available for chemical reactions. The development of crystalline silica in rice husk ash is undesirable for pozzolanic applications and can be associated with health risks. Consequently, controlling the production process, particularly combustion temperature, is essential to maximize amorphous silica content.
Figure 4 presents X-ray diffraction patterns that differentiate amorphous and crystalline silica in rice husk ash samples produced at different temperatures [50]. The broad peak indicates amorphous structure with optimal reactivity, whereas sharp peaks signify crystalline forms that develop at elevated combustion temperatures.
Although minor oxides occur in much lower percentages than silica, they can affect the reactivity and other characteristics of rice husk ash. For example, the presence of alkali oxides such as potassium oxide (K2O) may influence pozzolanic reactions and can, under certain circumstances, contribute to alkali-silica reaction. The suitability of a material for use as a pozzolan in concrete is commonly evaluated by its chemical composition, particularly the combined amount of silicon dioxide (SiO2), aluminum oxide (Al2O3), and ferric oxide (Fe2O3). ASTM C 618 standards specify that the total of these three oxides must be at least 70 percent [51]. Numerous studies have demonstrated that the amount of these oxides in rice husk ash often exceeds this threshold, supporting its potential as an effective supplementary cementitious material [51].
Loss on ignition represents another important chemical property of rice husk ash, indicating unburnt carbon and other volatile substances remaining in the ash after burning [49]. The efficiency of the combustion process significantly affects loss on ignition values. Excessive loss on ignition in rice husk ash may adversely affect concrete performance, potentially reducing pozzolanic activity and compromising the strength and durability of the resulting concrete [49]. Therefore, efficient burning is essential to minimize unburned carbon content and optimize rice husk ash characteristics. Rice husk ash is primarily characterized by its high silica content, with other metallic oxides present in lesser amounts. These constituents vary considerably in their proportions, depending on the source of rice and the conditions of the combustion process. To maximize the pozzolanic potential of rice husk ash in cement-based materials, it is important to ensure efficient combustion to reduce the amount of unburned carbon.
3.2. Physical Properties of Rice Husk Ash
The physical characteristics of rice husk ash play an important role in determining its suitability and performance in diverse applications, particularly in the construction industry. Properties such as morphology, density, particle characteristics, and water absorption are inherently connected with chemical composition and production technology. Table 3 demonstrates the various physical characteristics of rice husk ash.
Scanning electron microscopy analyses of rice husk ash morphology and microstructure reveal that particles are generally irregular in shape with porous and cellular microstructure, as illustrated in Figure 5. These particles frequently exhibit small pits, open pores, and microscopic channels on their surface [50]. This structure results in a very high specific surface area, which is vital for enhancing pozzolanic reactivity by creating more contact interface with calcium hydroxide and increasing the capacity of the ash to absorb water [45].
Rice husk ash exhibits considerable water absorption capacity due to its porous structure and high specific surface area, which may result in reduced slump in fresh concrete mixtures and increased water demand [45]. To address this issue, superplasticizers are typically required to maintain desired workability in mixtures containing rice husk ash [19]. Additionally, the color of rice husk ash may vary from black to grey to white, depending on burning conditions and the quantity of unburnt carbon remaining in the ash. Whiter ash generally indicates better combustion and higher silica content, which correlates with improved pozzolanic reactivity and overall material quality [45]. The physical characteristics of rice husk ash, including its porous cellular structure, low density relative to cement, fine particles with high specific surface area, substantial water absorption capacity, and variable color related to combustion conditions, all represent important factors that affect its performance and efficiency in various applications, particularly as a supplementary cementitious material in concrete.
3.3. Factors Affecting the Chemical and Physical Properties
The chemical and physical properties of rice husk ash exhibit considerable variability influenced by numerous factors throughout its lifecycle, from the initial properties of rice husk through processing conditions. Understanding and controlling these influencing factors is essential for ensuring rice husk ash quality in specific applications. Table 4 presents the key factors affecting rice husk ash properties along with their impacts and supporting references.
Combustion temperature and duration represent among the most critical factors affecting the chemical and physical characteristics of rice husk ash. The optimal temperature range for pozzolanic activity typically falls between 500 °C and 700 °C, as this range maintains amorphous silica formation and enhances pozzolanic reactivity while reducing carbon content [13,45]. Higher temperatures exceeding 800 °C result in the formation of less active crystalline silica forms such as quartz and tridymite [45]. Extended firing at steady conditions such as 600 °C for longer duration may also decrease carbon content and increase silica purity [13].
The combustion method exerts considerable influence on ash quality [48,52]. Controlled combustion using industrial furnaces or laboratory equipment ensures uniform results and increased amorphous silica content, while uncontrolled methods such as open-air burning or self-made furnaces yield unpredictable outcomes and cause variability in the final product [48,52]. Pre-treatment methods including acid leaching with hydrochloric acid can remove metallic impurities and increase silica purity and surface area, thereby enhancing reactivity [45,49]. Alkaline treatments are also employed, particularly for silica extraction applications [45,49]. Physical processing, especially grinding, affects properties such as particle size and surface area following combustion [45,51,53]. Although finer grinding enhances reactivity and pozzolanic activity by improving the reaction rate with calcium hydroxide [45,51,53], excessively fine grinding may not necessarily provide proportional benefits due to diminishing returns in the contribution of internal surface area to rice husk ash performance [53].
3.4. Pozzolanic Activity of Rice Husk Ash
Rice husk ash demonstrates significant potential in construction applications due to its substantial pozzolanic activity [45]. The primary basis for this activity is its high content of amorphous silica (SiO2), which chemically reacts with calcium hydroxide (Ca(OH)2) in the presence of water to form calcium silicate hydrate (C-S-H) gel [45]. Calcium hydroxide is a byproduct generated during Portland cement hydration, and the pozzolanic reaction of rice husk ash effectively utilizes this byproduct, resulting in the formation of additional cementitious material. This secondary hydration process plays a vital role in improving concrete strength and durability in cement-based composites [45].
The pozzolanic activity of rice husk ash depends not only on amorphous silica presence but also on the quantity and availability of reactive silanol sites (Si-OH) on silica particle surfaces [54]. Research has demonstrated that silanol concentration is crucial for the reactivity of rice husk ash with calcium hydroxide. Studies have found that rice husk ash formed by incineration at 500 °C for 12 hours followed by rapid cooling exhibited the highest concentration of silanol groups and produced the most significant reduction in conductivity when added to saturated calcium hydroxide solution [54]. This conductivity reduction serves as a major indicator of pozzolanic action, as it signifies the consumption of calcium hydroxide in the reaction with silica in rice husk ash. The interaction between amorphous silica in rice husk ash and calcium hydroxide formed during cement hydration produces additional C-S-H gel, contributing to a denser microstructure and enhanced strength, particularly at later curing ages. Research studies have frequently indicated that optimal strength development occurs when rice husk ash replaces cement content between 5 and 20 percent by mass [55]. The improved mechanical performance resulting from this pozzolanic activity makes rice husk ash a valuable addition to concrete.
4. Applications and Uses of Rice Husk Ash
Rice husk ash represents a sustainable and versatile material produced through controlled burning of rice husks [56,57,58]. This section discusses the various applications of rice husk ash, as demonstrated in Figure 6, including uses in construction materials, silica recovery processes, ceramic applications, environmental remediation, and emerging applications in nanotechnology and materials science.
4.1. Construction Materials
4.1.1. Concrete Applications
Rice husk ash serves as an extremely effective supplementary cementitious material due to its amorphous silica content and high pozzolanic properties [47,56,59]. In concrete, rice husk ash reacts with calcium hydroxide to produce additional calcium silicate hydrate (C-S-H) that strengthens and improves concrete durability [56]. Performance typically exceeds other supplementary cementitious materials such as fly ash and silica fume [56,60]. Rice husk ash can be blended or substituted by weight at 5-30 percent of Portland cement to achieve desired performance depending on rice husk ash properties [56,61]. While it enhances cohesiveness in applications such as self-compacting concrete [30], its high surface area necessitates the use of superplasticizers to maintain workability [56,62]. Concrete incorporating rice husk ash exhibits improved compressive, tensile, and flexural strength, particularly when the substitution rate approximates 10-15 percent [56,60]. The material demonstrates enhanced resistance with reduced permeability to water and aggressive substances including chlorides, sulfates, and carbon dioxide, making it suitable for marine and infrastructure applications [56,61]. Rice husk ash proves applicable in high-performance concrete and self-compacting concrete for structures such as bridges, marine facilities, and nuclear plants where high strength and durability are essential [23,60,61].
Table 5 contrasts the major characteristics of concrete with and without rice husk ash, illustrating how the material affects various concrete properties.
Rice husk ash performs well when utilized as a partial substitute for cement in concrete. The pozzolanic reaction of rice husk ash improves compressive strength and durability while contributing to a denser microstructure. Resistance to sulfate attack and chloride ingress is enhanced, indicating superior performance in aggressive environmental conditions. Permeability of the concrete is reduced, thereby limiting moisture and chemical infiltration. However, the finer particle size and high water demand of rice husk ash can slightly reduce concrete workability. Despite this limitation, the overall cost of concrete can generally be reduced because rice husk ash is an inexpensive, readily available byproduct. These improvements make rice husk ash an effective, sustainable material for enhancing concrete quality while decreasing environmental impact.
4.1.2. Brick Production
Brick production can incorporate rice husk ash, providing a more affordable and environmentally friendly alternative to conventional clay bricks [63]. Rice husk ash is applied in clay bricks as a clay substitute and in concrete bricks as a cement substitute [60,64,65]. Research has demonstrated that a 5 percent rice husk ash replacement can balance strength and water absorption properties [64]. The advantages include reduced environmental impact, improved thermal insulation, and lower costs, particularly in regions with abundant rice husk availability [64,66,67]. Rice husk ash bricks also exhibit lower density and may provide enhanced energy efficiency, especially when manufactured through low-fired or unfired production processes [68,69]. However, compressive strength can decrease with increased rice husk ash content, necessitating careful mix optimization [61,64].
Figure 7 illustrates the relationship between compressive strength and the percentage of rice husk ash in brick manufacturing [70]. The graph demonstrates that larger percentages of rice husk ash mixed with clay result in lower compressive strength, indicating that increased rice husk ash utilization in brick manufacturing requires careful optimization [70]. Interestingly, raw rice husk performs better than heap-burned rice husk ash for stabilizing adobe, a traditional building material [71].
Similarly, Figure 8 displays the correlation between water absorption and rice husk ash content in bricks [72]. The graph shows that water absorption increases with rice husk ash content. At 5 percent rice husk ash, water absorption measures 17.8 percent, increasing to 18.08 percent at 10 percent, 19.13 percent at 15 percent, and 21.33 percent at 20 percent rice husk ash [72]. This indicates that higher rice husk ash percentages create more porous bricks that absorb more water. This effect can be attributed to the porosity and light weight of rice husk ash, which creates more voids in the brick matrix. Although rice husk ash may enhance properties such as insulation or sustainability, excessive amounts may reduce durability and water resistance. Therefore, optimal rice husk ash content must be selected based on intended applications [72].
4.2. Silica Extraction
Rice husk ash serves as an environmentally friendly source of amorphous silica, with extraction methods including alkaline treatment using sodium hydroxide, acid leaching, and thermal treatment [23,47,73]. Rice husk ash is converted into silica to produce sodium silicate, which is separated to form silica gel, geopolymer cement, and other products [74]. Amorphous silica is preferred due to its reactivity and high surface area [47,73]. Rice husk ash is utilized industrially where its high silica content can be extracted through various chemical and thermal processes [75]. Properly controlled burning below 700 °C combined with pre-treatment can produce silica exceeding 99 percent purity with high specific surface area, which can be effectively used as adsorbents, catalyst supports, and fillers in paints, plastics, and food filtration systems [47,73,76,77]. Silica produced from rice husk ash is also critical in electronics, particularly in semiconductor and microchip production [47,77].
Figure 9 illustrates the various processes for obtaining green silica from rice husk ash, based on the timing of acid leaching [78]. Rice husk ash is processed to produce silica solution containing suspended silica particles and impurities (depicted with red dots). The silica solution is then gelled to create a gel with impurities still suspended in solvent. The gel solidifies as aged gel, though impurities remain present. When dried and then leached with acid, the resulting silica is designated as T3. When acid washing occurs first followed by drying, the silica produced is designated as T2 [78]. In the alternative route, rice husk ash is first subjected to acid leaching to eliminate many impurities, then extracted. The silica is then removed from the leached rice husk ash, producing purer silica solution. In gelation, a translucent material is created with fewer impurities. This is followed by aging and drying to produce silica designated as T1 [78].
4.3. Ceramic Applications
Rice husk ash proves useful in ceramic tile production to enhance bending strength and water absorption, aligning with trends in sustainable manufacturing [56,79,80,81]. It is applied in refractory materials for steel foundries, ladles, and tundishes due to its high insulation capacity and thermal resistance [47]. Ceramic glazes represent another major application where rice husk ash serves as a renewable silica source that influences aesthetic and functional characteristics [56]. Its lightweight nature makes it suitable for lightweight ceramics, which benefit from thermal insulation and building material applications due to its porosity and low weight [60,66].
4.4. Environmental Applications
Rice husk ash serves as an effective and inexpensive adsorbent for removing heavy metals during wastewater treatment due to its high surface area and active silanol groups (Si-OH) capable of adsorbing lead (Pb), cadmium (Cd), copper (Cu), zinc (Zn), arsenic (As), and mercury (Hg) [58,82]. Figure 10 demonstrates the adsorption characteristics of rice husk ash against zinc (Zn(II)), cadmium (Cd(II)), and mercury (Hg(II)) ions, along with competing metal ions under various conditions [83]. The graphs illustrate adsorption performance for different pollutants under varying conditions. Rice husk ash exhibits the greatest adsorption capacity for Zn(II), followed by Cd(II) and Hg(II) under single component systems, as indicated by higher equilibrium adsorption values in Figure 10(a). This implies that rice husk ash possesses greater affinity for Zn(II) ions. However, adsorption capacity for each metal decreases significantly in the presence of competing ions in multi-component systems, as shown in Figure 10(b)-(d). Particularly, Zn(II) adsorption is greatly reduced in the presence of Cd(II) and Hg(II) as illustrated in Figure 10(b), revealing competition effects. Similarly, Cd(II) adsorption decreases in the presence of Zn(II) and Hg(II) as shown in Figure 10(c), and Hg(II) adsorption, while less affected, decreases when other metals are present as demonstrated in Figure 10(d). Overall, findings reveal competitive adsorption behavior, wherein Zn(II) typically prevails in single systems but faces significant competition in mixed-metal systems, indicating the complexity of adsorption processes in multi-contaminant environments [83].
Adsorption capacity can be increased through surface modifications such as acid or alkali activation [82]. Rice husk ash is also applied in removing textile dyes from industrial effluents, providing a sustainable alternative to activated carbon [56,58]. Rice husk ash serves as a soil amendment that enhances aeration, water retention, temperature regulation, and pH balance, while also providing silica that improves plant stress resistance [22,61]. The material functions as an effective soil amendment that enhances structure, aeration, and water retention properties [84]. Rice husk ash demonstrates resistance to microbial decay, which assists in carbon sequestration by storing carbon in soils and reducing atmospheric carbon dioxide emissions [58,60]. Utilizing rice husk ash also helps reduce the environmental effects of rice husk disposal [60].
4.5. Emerging Applications
4.5.1. Nanotechnology
Rice husk ash serves as an excellent precursor for nanosilica, which is generated through sol-gel, precipitation, or hydrothermal processes [47]. Applications of this nanosilica in drug delivery systems, sensors, and catalysis require high surface area and controlled release characteristics [47]. Carbon nanotubes and graphene can also be synthesized using rice husk ash, which finds applications in energy storage, electronics, and composite materials [47].
4.5.2. Materials Science
Rice husk ash is added to polymer composites to enhance mechanical strength, thermal stability, and hardness [47]. Surface treatments improve bonding with the polymer matrix. Other advanced ceramics manufactured using rice husk ash include mullite, cordierite, forsterite, and wollastonite, which possess properties of durability, insulation, and thermal resistance [47]. Rice husk ash also serves as a precursor to non-oxide ceramics including silicon carbide and silicon nitride, which are useful in high-performance, corrosion-resistant applications. The material is being explored for applications in lithium-ion batteries, coatings, adhesives, and photo-luminescent materials, marking its potential in future innovations in materials science [47,85].
5. Discussion on Rice Husk Ash Utilization
5.1. Critical Analysis of Current Research
Recent studies indicate substantial global interest in rice husk ash across various fields, with particular focus on construction materials. Multiple studies demonstrate the potential of rice husk ash as a sustainable alternative to traditional cement [76]. Research has diversified with the introduction of new applications such as digital fabrication [86], suggesting that the scope of rice husk ash usage continues to expand [33]. Recent investigations have observed increased interest in applying rice husk ash in alkali-activated materials, especially in geopolymer concrete, as an environmentally friendly substitute for conventional cement-based systems [87]. Studies have indicated that rice husk ash can serve effectively as a binding agent in geopolymer concrete with replacement levels of 10-20 percent without compromising material performance [87]. Research has also examined how rice husk ash influences other characteristics of alkali-activated materials, including its effects on alkali-activated slag efflorescence and alkali leaching [88].
Another developing research area involves the use of rice husk ash in specialized construction materials by capitalizing on its unique properties. Specifically, the high silica content of rice husk ash is being investigated as a source of flame resistance in geopolymer coatings, with research suggesting that increasing silica content from rice husk ash results in improved flame resistance [89]. Market forecasts indicate substantial expansion due to the versatility of rice husk ash in construction, manufacturing, agriculture, and water treatment industries [90]. Additionally, considerable research is devoted to investigating the potential of rice husk ash to improve soil properties, understanding its ability to enhance soil characteristics and promote sustainable agriculture [91]. The material properties primarily define the effectiveness of rice husk ash in different applications. Its high silica content, ranging between 70 and 98 percent, is consistently identified as the main factor motivating its use as a cement replacement and in other industrial applications [76]. The fineness and particle size distribution play a major role in the reactivity and performance of rice husk ash, especially in concrete applications, where smaller particles tend to exhibit higher pozzolanic activity and contribute to increased strength development [60]. The pozzolanic activity of rice husk ash, representing its reaction capacity with calcium hydroxide generated during cement hydration to create supplementary strength-enhancing substances, has been extensively researched and identified as a decisive factor in its functionality [92].
The research approaches within the field are quite varied, with experimental validation being quite robust. Concrete and mortar mixtures incorporating different percentages of rice husk ash as a cement substitute are frequently studied in laboratory settings to evaluate mechanical properties such as compressive strength, flexural strength, and tensile strength, along with durability properties including water absorption and resistance to chemical attacks [52]. In agricultural applications, researchers employ pot experiments and field trials to test the effectiveness of rice husk ash as a soil amendment, examining its effects on soil characteristics, nutrient availability, and crop yield [91]. The chemical composition, crystalline structure, and purity of rice husk ash produced under various processing conditions are regularly analyzed using chemical characterization methods such as X-ray diffraction (XRD) and X-ray fluorescence (XRF) [60]. Emerging trends in research demonstrate increasing interest in more complex and advanced applications. There is growing attention to the use of rice husk ash in high-performance concrete with enhanced strength and durability properties [93], and in geopolymer concrete, which represents a more sustainable material than traditional Portland cement through alkaline activation of pozzolanic materials [94]. The potential future use of rice husk-based materials in digital fabrication, including both 3D printing and CNC machining, is currently being explored [33]. Additionally, substantial effort is directed toward investigating rice husk ash as a low-cost and environmentally friendly source of high-purity silica, which is useful in many fields such as catalysts, zeolites, and lithium-ion battery components [95].
Although developments are promising, the quality and reliability of current studies on rice husk ash utilization vary significantly. While most research includes elaborate experimental procedures and statistical data, some studies do not fully report vital parameters such as specific rice husk ash characteristics including silica content, particle size distribution, and carbon content, along with precise processing conditions [52]. This inconsistency in reporting makes direct comparison of outcomes from various studies and clear conclusions about optimal rice husk ash usage in particular applications rather difficult [76]. Furthermore, the natural variation in rice husk ash properties, which depend on rice variety, cultivation practices, and combustion conditions including temperature, duration, and atmosphere, contributes to inconsistencies in research findings [90]. Future studies would benefit from increased standardization of rice husk ash production, characterization, and performance evaluation procedures to improve reliability and comparability [96].
5.2. Comparative Advantages and Limitations
5.2.1. Environmental Advantages
The utilization of rice husk ash offers significant environmental advantages as it converts agricultural waste into useful products while addressing the disposal problem of approximately 151 million tonnes of rice husks produced worldwide annually [52]. Rice husk ash has been identified as an environmentally friendly alternative that provides a feasible solution for managing rice waste [97]. Industries can reduce their ecological footprint by utilizing rice waste and contribute to achieving more sustainable resource management practices [98]. When compared to traditional Portland cement production, partial replacement with rice husk ash results in a smaller carbon footprint [76]. Compared to cement manufacturing, rice husk ash production emits considerably less carbon dioxide and can be viewed as a carbon-neutral material requiring less energy input [60]. By incorporating agricultural-based supplementary cementitious materials such as rice husk ash in cement manufacturing, cement requirements can be significantly reduced, potentially lowering carbon dioxide emissions by up to 40 percent [99]. Rice husk possesses potential for carbon sequestration when processed into biochar and applied as a soil amendment [33]. Converting rice husk biomass into value-added products such as biochar helps conserve the environment, utilize sustainable energy sources, enhance soil health, and capture carbon [100]. Research demonstrates that rice husk biochar has the potential to enhance carbon storage in greenhouse soils [101].
5.2.2. Material Performance Advantages
When used in concrete at optimal replacement rates, typically 10-20 percent of cement, incorporation of rice husk ash results in enhanced compressive, tensile, and flexural strength due to its pozzolanic reaction [76]. The addition of rice husk ash has been established to improve the overall strength of concrete [92]. Rice husk ash concrete mixtures with 5-15 percent replacement demonstrate equivalent or superior performance in compressive, flexural, and tensile strength compared to regular concrete [102]. Specifically, compressive and tensile strength gains of 11.8 percent and 7.31 percent, respectively, have been demonstrated with 10 percent rice husk ash incorporation [103]. Rice husk ash incorporation also enhances concrete durability, including reduced water uptake, improved resistance to chloride intrusion, sulfate attack, and corrosion of steel reinforcement [97]. Research has demonstrated that cement concrete with blended rice husk ash exhibits superior fresh properties and higher durability [60]. Additionally, rice husk ash additives improve concrete impermeability, which helps increase resistance to various environmental factors [92].
The finer particle size and porosity of rice husk ash may, in certain cases, result in improved workability of fresh concrete, potentially reducing water requirements to achieve the same slump [92]. Rice husk ash is recognized as a highly reactive pozzolanic material capable of enhancing concrete workability when applied as a Portland cement alternative [62]. It is more likely to render fresh concrete more plastic and cohesive, thereby enhancing placeability and finishability [92].
5.2.3. Economic Advantages
Rice husk ash represents an economical alternative to cement, being cost-effective in terms of total concrete costs [76]. The use of rice husk ash as a partial cement substitute in concrete has been demonstrated to reduce construction costs [103]. Low prices of raw material also favor the rice husk ash market because rice husk ash is a byproduct of rice milling, resulting in production costs approximately 30 percent lower compared to conventional silica sources [18]. The utilization of rice husk and ash generates additional revenue sources for farmers and rice millers as raw materials in rice husk ash manufacture [97]. This potential aids in the economic development of small-scale farmers through incorporation of rice waste into new value chains [98]. By selling rice husk waste for reprocessing into useful products, farmers can earn additional income [99]. There exists potential monetary gain for agricultural communities that typically generate or burn such residues [97].
5.2.4. Limitations
High replacement ratios of rice husk ash in concrete, typically exceeding 15-20 percent of cement, may limit performance through reduced strength and durability [97]. Replacement of over 15 percent of cement with rice husk ash may lead to reductions in concrete strength and durability [92]. Concrete incorporating rice husk ash can experience reduced strength, especially at high replacement rates, except at low water-cement ratios [62]. The quality of rice husk ash is greatly influenced by rice variety, cultivation methods, and processing conditions including combustion intensity, duration, and grinding method [52]. Variation in quality depending on the calcination environment produces unpredictable impacts on properties [96]. Chemical composition may vary with the origin of rice husks, the nature of pretreatment, and the heating process during combustion [90].
Rice husk ash typically contributes to workability problems in fresh concrete mixtures due to its porous characteristics causing high water uptake, which reduces slump and concrete workability [92]. Concrete workability is likely to decrease with increasing rice husk ash proportion, mainly due to the porous nature of rice husk ash and its large specific surface area, which absorbs substantial mixing water [60]. Rice husk ash concrete requires more water and may influence the hydration process when water is insufficient [19]. Managing fine rice husk ash particles can be potentially hazardous to health [49]. Landfill or open disposal has been mentioned as a possible cause of environmental and human health issues due to low bulk density [95]. This concern arises from the fine nature of rice husk ash particles, which makes them difficult to handle and process [104].
5.3. Implementation Barriers
5.3.1. Technical Challenges
One of the main technical issues is that rice husk ash quality exhibits high variability, depending greatly on rice variety, cultivation practices, and processing conditions, especially combustion temperature, duration, and grinding operations [52]. This variability in properties such as silica content, carbon content, and particle size makes it difficult to guarantee consistent performance in industrial applications that demand specific material properties [90]. Lack of standardized processing and quality control measures for industrial rice husk ash production represents a major technical challenge [52]. Absence of established standards for combustion, cooling, and grinding makes it difficult to consistently achieve desired rice husk ash properties, thus limiting uniform application across industries [96]. Further technical challenges exist in ensuring optimal performance in selected applications. In concrete, high rice husk ash replacement ratios can cause adverse effects on workability due to excessive water absorption, and strength can be compromised at extremely high replacement ratios [76]. Similarly, the effectiveness of rice husk ash as a soil amendment can vary depending on soil type and intended outcomes [91].
5.3.2. Economic Barriers
The initial costs of establishing rice husk ash processing facilities and required infrastructure are substantial, posing a barrier particularly for small-scale farmers or industries seeking to explore rice husk ash utilization [52]. Equipment for controlled combustion and fine grinding of rice husk can be expensive [52]. Rice husk ash competes with established and readily accessible traditional materials such as conventional Portland cement and silica fume in many applications [52]. Breaking into an already competitive market requires demonstrating clear performance and economic benefits of rice husk ash usage [93]. The cost of transporting bulky rice husk or rice husk ash from rural regions where rice is grown to industrial centers poses a substantial economic hurdle [52]. Rice husk possesses low bulk density, making it less economical to transport over long distances [95].
5.3.3. Regulatory and Policy Barriers
Certain industries, especially construction and environmental sectors, lack definite guidelines, standards, and regulations for rice husk ash utilization [52]. This absence of well-defined regulatory frameworks introduces uncertainty among prospective users and obstructs widespread adoption of rice husk ash [52]. Poor awareness among end-users and industry regarding rice husk ash benefits and varied applications is also problematic [52]. Rice husk ash may be unfamiliar to many potential users, who might harbor doubts regarding its performance and reliability compared to traditional materials.
5.3.4. Logistical and Infrastructural Barriers
Establishing efficient and reliable supply chains for rice husk and rice husk ash presents a challenge, especially in regions where rice milling is decentralized among rural areas [52]. This necessitates efficient logistical networks to collect and transport rice husk to centralized processing plants, considering the presence of many small mills [52]. Rice husk ash possesses low bulk density and dusty characteristics, which makes it challenging to provide sufficient storage and handling facilities at both production sites and end-user locations [91]. Efficient and safe rice husk ash handling and storage may require specific equipment and measures [105].
6. Conclusion and Future Research
6.1. Conclusion
This comprehensive review demonstrates that rice husk ash represents a promising resource with substantial potential for sustainable utilization across various industries. The conversion of rice husk, a major agricultural byproduct, into valuable rice husk ash exemplifies circular economy principles at their finest, transforming waste resources into useful materials. Rice husk ash proves especially useful as a supplementary cementitious material in construction applications when properly processed. Its high amorphous silica content ranging from 80-95 percent, combined with its unique physical properties, can be utilized to increase concrete strength and durability while decreasing the carbon footprint compared to standard cement production.
The study has clearly demonstrated that production method plays a crucial role in determining rice husk ash properties, with controlled combustion between 500-700 °C exhibiting the best pozzolanic activity. This underscores the importance of standardizing production processes to maintain consistent quality in industrial applications. Although substantial progress has been achieved in understanding how rice husk ash behaves in diverse applications, several barriers to implementation remain, including technical barriers related to quality variability, economic barriers concerning processing infrastructure, and regulatory barriers affecting widespread adoption. Successful incorporation of rice husk ash into industrial processes requires joint effort between researchers, industry stakeholders, policymakers, and agricultural communities. Enabling policy systems, technology transfer programs, and market development strategies are needed to overcome current implementation barriers. By addressing these challenges, the full potential of rice husk ash will be realized, playing a significant role in resource efficiency, waste reduction, and sustainable development across various sectors of the global economy.
6.2. Future Research Directions
Future research on rice husk ash utilization can be conducted in various directions to maximize its value in terms of technology, environment, and economy. Due to its rich silica content and structural characteristics, rice husk ash demonstrates bright prospects for application in nanotechnology. Additional studies should focus on nano-silica extraction and refinement from rice husk ash for introduction into higher value industries such as electronics, catalysis, drug delivery systems, and advanced materials [60,86,106]. The potential of rice husk ash as a precursor for silica nanoparticles, mesoporous silica, and silica aerogels needs detailed exploration, as these materials possess considerable commercial importance and improve the financial feasibility of silica usage [86,106]. Additionally, functionalizing rice husk ash-derived silica nanoparticles with various organic and inorganic substances could expand their application scope in sensors, pollutant adsorbents, and high-performance composite materials in the future [60,86,106], potentially transforming rice husk ash into a high-value feedstock for high-tech devices [86,105].
Process optimization represents a very important research area. The development of energy-efficient and precisely controlled combustion technologies, including fluidized bed combustion, gasification, and microwave-assisted combustion, holds promise for generating quality ash while simultaneously extracting energy from rice husks [60,86]. Furthermore, pre-treatment methods such as acid and alkali leaching have proven effective in purifying impurities and improving silica content and surface area of rice husk ash [106]. Therefore, alternative research should focus on more cost-effective and environmentally friendly methods that may involve bio-based acids or principles of a sustainable circular economy [106]. Mechanical activation methods can also be used as alternatives or complements to chemical methods [60]. The optimization of grinding methods and particle size reduction to minimize energy use while obtaining application-specific fineness is also crucial, and may benefit from new grinding aids and mechanochemical methods [60] to improve efficiency.
Standardization programs are also important for mainstreaming rice husk ash utilization. The creation of correlations between rice husk ash properties and performance in end-use applications will be part of establishing application-specific quality criteria [86]. This should be accomplished through coordinated efforts by academia, industry, and regulatory bodies to develop consensus-driven standards and test procedures. Development of rapid and efficient characterization methods, such as non-destructive testing, in-process monitoring, and simplified analytical processes, will further ensure uniform quality control throughout production settings [18].
Beyond current applications, numerous market and environmental opportunities exist in investigating new applications of rice husk ash. For example, its application in energy storage, particularly in electrode materials for batteries and supercapacitors, could be considered given the material’s large surface area and silica richness [60,86]. A second promising field is environmental remediation, using rice husk ash in advanced filtration systems, membranes, and composite adsorbents to address emerging contaminants [86]. Rice husk ash could contribute to the development of new cementitious systems such as geopolymers, ultra-high-performance concrete, and self-healing concrete in construction applications [9,86]. In agriculture, applications could include controlled-release fertilizers, hydroponic growth mediums, and biochar-rice husk ash composites [9,86], which represent sustainable solutions with added value.
Finally, thorough techno-economic studies are necessary to identify cost-efficient pathways for implementing rice husk ash in different sectors [105]. These studies need to include collection, transportation, processing, and end-use economics along with possible revenue models [105]. Accurate definition of rice husk ash competitiveness compared to other materials will guide investment opportunities and policy models [105]. The development of decentralized processing models, integration with bioenergy systems, and establishment of producer cooperatives can give rise to scalable and economically feasible value chains [105]. Such configurations would be further cemented by policy interventions and incentives aimed at supporting these arrangements to establish a sustainable rice husk ash economy [18,105].
Author Contributions
Ajay Oli: Conceptualization, methodology, investigation, data curation, writing—original draft preparation, writing—review and editing, visualization, project administration. Saugat Sharma: Investigation, resources, writing—original draft preparation, writing—review and editing, validation. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Ethics, Consent to Participate, and Consent to Publish
Ethics, Consent to Participate, and Consent to Publish declarations: not applicable.
Data Availability Statement
Not applicable.
Competing Interests
The authors declare no competing interests.
Clinical Trial Number
Not applicable.
References
- Alliance Bioversity and CIAT, Importance of Rice Crop Research. Alliance Bioversity and CIAT. 2025. Available online: https://alliancebioversityciat.org/crops/rice/importance (accessed on 8 May 2025).
- Linares, F. African rice ( Oryza glaberrima ): History and future potential. Proc. Natl. Acad. Sci. U.S.A 2002, 99(25), 16360–16365. [Google Scholar] [CrossRef] [PubMed]
- TorontoPho, Rice and Culture: How this Simple Grain Shapes the Culinary Traditions of Different Societies. TorontoPho. 2025. Available online: https://www.torontopho.com/blogs/rice-and-culture-how-this-simple-grain-shapes-the-culinary-traditions-of-different-societies.html (accessed on 8 May 2025).
- USDA; Economic Research Service. Rice. U.S. Department of Agriculture, 2025. Available online: https://www.ers.usda.gov/topics/crops/rice (accessed on 8 May 2025).
- USDA, Foreign Agricultural Service, Rice - Production. U.S. Department of Agriculture, 2025. Available online: https://www.fas.usda.gov/data/production/commodity/0422110 (accessed on 8 May 2025).
- Childs, N.; Abadam, V. Rice outlook: April 2025 (Report No. RCS-25C). U.S. Department of Agriculture, Economic Research Service, 2025. Available online: https://ers.usda.gov/sites/default/files/_laserfiche/outlooks/111379/RCS-25C.pdf?v=34269 (accessed on 8 May 2025).
- DFGRUPO, The Global Importance of Rice. DFGRUPO, 2023. Available online: https://www.dfgrupo.com/en/the-global-importance-of-rice/ (accessed on 8 May 2025).
- Bin Rahman, A. N. M. R.; Zhang, J. Trends in rice research: 2030 and beyond. Food Energy Secur. 2023, 12(2), e390. [Google Scholar] [CrossRef]
- Muleya, F.; Tembo, C.; Lungu, A.; Muwila, N. Partial replacement of cement with rice husk ash in concrete production: An exploratory cost-benefit analysis for low-income communities. Eng. Manag. Prod. Serv. 2021, 13, 127–141. [Google Scholar] [CrossRef]
- Odoom, D. Factors affecting cracking and breakage of rice (Oryza sativa L.) during milling: A review. J. Food Technol. Pres. 2021, 3(1), 116. [Google Scholar] [CrossRef]
- Rodrigo, A.; Perera, S. Potential and viability of rice husk based power generation in Sri Lanka. Engineer: J. Inst. Eng. Sri Lanka 2014, 46. [Google Scholar] [CrossRef]
- Ghaly, E.; Li, B.; Zhang, Y. Physical properties of rice residues as affected by variety and climatic and cultivation conditions in three continents. Am. J. Appl. Sci. 2012, 9, 1757–1768. [Google Scholar] [CrossRef]
- Wang, Z.; Li, B.; Othman, A.; Zhang, Z. Performance of rice husk ash under different two periods combustion conditions and effect of particle size on the strength of mortar. Mater. Construcción 2023, 73(349), Art. no. e305. [Google Scholar] [CrossRef]
- Kook, J. W. Gasification and tar removal characteristics of rice husk in a bubbling fluidized bed reactor. Fuel 2016, 181, 942–950. [Google Scholar] [CrossRef]
- The Observatory of Economic Complexity, Rice in the Husk (Paddy or Rough) in Malaysia. OEC. 2025. Available online: https://oec.world/en/profile/bilateral-product/rice-in-the-husk-paddy-or-rough/reporter/mys (accessed on 8 May 2025).
- Pachchigar, S.; Hannl, T. K.; Öhman, M. Ash formation during combustion of rice husks in entrained flow conversion conditions. Energy Fuels 2024, 38(14), 13278–13294. [Google Scholar] [CrossRef]
- Rice Knowledge Bank, By-products. IRRI Rice Knowledge Bank, 2025. Available online: http://www.knowledgebank.irri.org/step-by-step-production/postharvest/rice-by-products (accessed on 8 May 2025).
- Global Growth Insights, Rice Husk Ash Market Size & Industry Report, 2025-2033. Global Growth Insights, 2025. Available online: https://www.globalgrowthinsights.com/market-reports/rice-husk-ash-market-108402 (accessed on 8 May 2025).
- Vaggar, G. B.; Yashwanth, K.; Sameer; Farooq, U.; Kumar, P. Benefits of rice husk ash used in cement concrete: A review. Int. J. of Engineering Research & Technology (IJERT) 2023, 12(1). [Google Scholar] [CrossRef]
- Thiedeitz, M.; Schmidt, W.; Härder, M.; Kränkel, T. Performance of Rice Husk Ash as Supplementary Cementitious Material after Production in the Field and in the Lab. Materials 2020, 13(19), 4319. [Google Scholar] [CrossRef]
- Kotwal, S. S. A literature review on use of rice husk ash as cementation material. Int. J. for Research in Applied Science & Engineering Technology 2022, 10(8). [Google Scholar] [CrossRef]
- Muthadhi, A.; Anitha, R.; Kothandaraman, S. Rice Husk Ash - Properties and its Uses: A Review. Journal of the Institution of Engineers (India): Civil Engineering Division 2007, 88, 50–56. [Google Scholar]
- Amran, M. Rice Husk Ash-Based Concrete Composites: A Critical Review of Their Properties and Applications. Crystals 2021, 11(2), 168. [Google Scholar] [CrossRef]
- Adnan, Z. S. Performance of rice husk ash as a material for partial cement replacement in concrete. Materials Today: Proc. 2022, 48, 842–848. [Google Scholar] [CrossRef]
- In-Depth Industry OutlooK, Rice Husk Ash Market Size, Forecast. Verified Market Research, In-Depth Industry Outlook, 2025. Available online: https://www.verifiedmarketresearch.com/product/rice-husk-ash-market/ (accessed on 13 May 2025).
- Hossain, S. S.; Mathur, L.; Roy, P. K. Rice husk/rice husk ash as an alternative source of silica in ceramics: A review. J. Asian Ceramic Soc. 2018, 6(4), 299–313. [Google Scholar] [CrossRef]
- Thongma; Chiarakorn, S. Recovery of silica and carbon black from rice husk ash disposed from a biomass power plant by precipitation method. IOP Conf. Ser.: Earth Environ. Sci. 2019, 373(1), 012026. [Google Scholar] [CrossRef]
- Rozainee, M. Influence of bed height on the quality of rice husk ash in a fluidised bed combustor. Int. J. Environmental Technology and Management 2013, 16, 65–81. [Google Scholar] [CrossRef]
- Kleih, U.; Hollingdale, A. C. Production of high quality rice husk ash, Natural Resources Institute, Technical Report, 1993. Available online: https://gala.gre.ac.uk/id/eprint/12130/1/Doc-0494.pdf (accessed on 13 May 2025).
- Pachchigar, S.; Takehara, M. D. B.; Pettersson, E.; Öhman, M. Ash transformation processes during pulverized fuel combustion of rice husks. Energy & Fuels 39(9), 4481–4493, 2025. [CrossRef]
- Rozainee, M.; Ngo, S.; Salema, A. A.; Tan, K. G. Fluidized bed combustion of rice husk to produce amorphous siliceous ash. Energy for Sustainable Development 2008, 12(1), 33–42. [Google Scholar] [CrossRef]
- Madhu Vershit, H.; Kaur, A.; Vasudha, L. Exploitation of rice husk and ash: A review. Pharma Innovation 2023, 12(3), 5203–5208. [Google Scholar]
- Vijaya, R.; Idrishi, R.; Singh, S.; Islam, M. “Processing of rice husk and its applications,” in Rice husk biomass: Processing, properties and applications; Jawaid, M., Parmar, B., Eds.; Springer Nature Singapore, 2025; pp. 1–26. [Google Scholar] [CrossRef]
- Sekifuji, R. Optimal combustion of rice husks and recycling of amorphous silica. Doctoral Thesis, Ishikawa Prefectural University, 2022. Available online: https://ishikawa-pu.repo.nii.ac.jp/record/212/files/2021_sekifuji_fulltext.pdf (accessed on 13 May 2025).
- Dizaji, H. B. Generation of High Quality Biogenic Silica by Combustion of Rice Husk and Rice Straw Combined with Pre- and Post-Treatment Strategies—A Review. Applied Sciences 2019, 9(6), 1083. [Google Scholar] [CrossRef]
- Lundgren, J. Biomass gasification for hydrogen production, IEA Bioenergy, 2025. Available online: https://www.ieabioenergy.com/wp-content/uploads/2025/03/IEA-Bioenergy_T33_Bio-H2_Final_v2.pdf (accessed on 13 May 2025).
- Kaniapan, S. A Review of the Sustainable Utilization of Rice Residues for Bioenergy Conversion Using Different Valorization Techniques. Int. J. Environ. Res. Public Health 2022, 19(6), 3427. [Google Scholar] [CrossRef]
- Herrera, K. Use of biochar from rice husk pyrolysis: Part A: Recovery as an adsorbent in the removal of emerging compounds. ACS Omega 2022, 7(9), 7625–7637. [Google Scholar] [CrossRef]
- Baraitaru, A. Synthesis of rice husk ash through various methods and determination of the highest silicon content for subsequent applications. AIP Conf. Proc. 2019, 2129(1), 020093. [Google Scholar] [CrossRef]
- Geethakarthi, A. Novel approaches towards sustainable management of an agricultural residue - The rice husk. Nature Environ. and Pollution Tech. 2021, 20(1), 349–355. [Google Scholar] [CrossRef]
- Li, Z. Review on Rice Husk Biochar as an Adsorbent for Soil and Water Remediation. Plants 2023, 12(7), 1524. [Google Scholar] [CrossRef]
- Blissett, R. Valorisation of rice husks using a TORBED® combustion process. Fuel Process. Technol. 2017, 159, 247–255. [Google Scholar] [CrossRef]
- Xi; Zhang, N.; Duan, H.; He, J.; Song, G.; Li, H.; Shi, X. Optimization of rice husk ash concrete design towards economic and environmental assessment. Environmental Impact Assessment Review 2023, 103, 107229. [Google Scholar] [CrossRef]
- Liu, X. A review on recent advances in the comprehensive application of rice husk ash. Research on Chemical Intermediates 2016, 42, 893–913. [Google Scholar] [CrossRef]
- Wang, J.; Hu, X.; Jiang, F.; Chen, H. The Role and Mechanism of Rice Husk Ash Particle Characteristics in Cement Hydration Process. Materials 2024, 17(22), 5594. [Google Scholar] [CrossRef] [PubMed]
- Vayghan, A. G.; Khaloo, A. R.; Nasiri, S.; Rajabipour, F. Studies on the effect of retention time of rice husk combustion on the ash’s chemo-physical properties and performance in cement mixtures. J. Mater. Civ. Eng. 2012, 24(6), 691–697. [Google Scholar] [CrossRef]
- Hossain, S. S.; Mathur, L.; Roy, P. K. Rice husk/rice husk ash as an alternative source of silica in ceramics: A review. J. Asian Ceram. Soc. 2018, 6(4), 299–313. [Google Scholar] [CrossRef]
- Kaleli, M. J.; Kamweru, P. K.; Gichumbi, J. M.; Ndiritu, F. G. Characterization of rice husk ash prepared by open air burning and furnace calcination. Journal of Chemical Engineering and Materials Science 2020, 11(2), 24–30. [Google Scholar] [CrossRef]
- Ullal, V. N.; S. H., T; A. K., P. Rice husk ash utilization, composition and properties: A brief review. Journal of Metals, Materials and Minerals 2022, 32(4), 37–46. [Google Scholar] [CrossRef]
- Bie, R.-S.; Song, X.-F.; Liu, Q.-Q.; Ji, X.-Y.; Chen, P. Studies on effects of burning conditions and rice husk ash (RHA) blending amount on the mechanical behavior of cement. Cement and Concrete Composites 2015, 55, 162–168. [Google Scholar] [CrossRef]
- Raheem, A. A.; Kareem, M. A. Chemical Composition and Physical Characteristics of Rice Husk Ash Blended Cement. International Journal of Engineering Research in Africa 2017, 32, 25–35. [Google Scholar] [CrossRef]
- Thiedeitz, M.; Schmidt, W.; Härder, M.; Kränkel, T. Performance of rice husk ash as supplementary cementitious material after production in the field and in the lab. Materials (Basel, Switzerland) 2020, 13(19), 4319. [Google Scholar] [CrossRef]
- Bui, D. D.; Hu, J.; Stroeven, P. Particle size effect on the strength of rice husk ash blended gap-graded Portland cement concrete. Cement and Concrete Composites 2005, 27(3), 357–366. [Google Scholar] [CrossRef]
- Nair, D. G.; Fraaij, A.; Klaassen, A. A. K.; Kentgens, A. P. M. A structural investigation relating to the pozzolanic activity of rice husk ashes. Cement and Concrete Research 2008, 38(6), 861–869. [Google Scholar] [CrossRef]
- Ubayi, S. M.; Mathur, V.; Abubakar, B. S.; Ungogo, H. I. Rice husk ash in concrete: A review of cement replacement proportions and mechanical properties. International Journal in Engineering Science 2024, 1(5), 1–15. [Google Scholar] [CrossRef]
- Patel, H. Rice husk ash in concrete: Uses, pros & cons, Gharpedia, 2019. Available online: https://gharpedia.com/blog/rice-husk-ash-in-concrete-pros-cons/ (accessed on 8 May 2025).
- Kumar, R. Utilization of rice husk ash as a partial replacement for cement in concrete. M.S. thesis, Massachusetts Institute of Technology, 2017. Available online: https://dspace.mit.edu/handle/1721.1/107587 (accessed on 8 May 2025).
- Quora User, What are the advantages and disadvantages of rice husk?, Quora. 2025. Available online: https://www.quora.com/What-are-the-advantages-and-disadvantages-of-rice-husk (accessed on 8 May 2025).
- Islam, K.; Hossain, Z. Use of rice husk ash (RHA) as a supplementary cementitious material in producing normal concrete. MATEC Web of Conferences 2019, 271, pp. 07007. [Google Scholar] [CrossRef]
- Endale, S. A.; Taffese, W. Z.; Vo, D.-H.; Yehualaw, M. D. Rice Husk Ash in Concrete. Sustainability 2023, 15(1), 137. [Google Scholar] [CrossRef]
- Rice Husk Ash Asia, Application, Rice Husk Ash Asia. 2025. Available online: https://www.ricehuskashasia.com/17793637/application (accessed on 8 May 2025).
- Alsaed, M. M.; Al Mufti, R. L. The Effects of Rice Husk Ash as Bio-Cementitious Material in Concrete. Construction Materials 2024, 4(3), 629–639. [Google Scholar] [CrossRef]
- Mofijur, M.; Indra Mahlia, T. M.; Logeswaran, J.; Anwar, M.; Rahman, S. M.; Shamsuddin, A. H. Potential of rice industry biomass as a renewable energy source. Energies 2019, 12, 4116. [Google Scholar] [CrossRef]
- Ani, F. M.; Nahid, A. M. Development of brick by utilizing rice husk ash as the partial replacement for clay. Multidisciplinary Science Journal 2022, 5(1), 2023004. [Google Scholar] [CrossRef]
- Minh, L. T.; Tram, N. X. T. Utilization of rice husk ash as partial replacement with cement for production of concrete brick. MATEC Web Conf. 2017, 97, 01121. [Google Scholar] [CrossRef]
- Janbuala, S.; Wasanapiarnpong, T. Effect of Rice Husk and Rice Husk Ash on Properties of Lightweight Clay Bricks. Key Eng. Mater. 2015, 659, 74–79. [Google Scholar] [CrossRef]
- Ricehuskash, Use of rice husk ash in concrete. YouTube. 10 May 2015. [Online Video]. Available online: https://www.youtube.com/watch?v=WHfzHaivCz0.
- Amante, S. M. M.; Fabia, F. G. L.; Nasayao, S. C.; Nograda, K. L. D. Potential of rice husk ash as cement alternative in constructing bricks: Utilization for ‘Gulayan sa Paaralan’ program. Int. J. Sci. Res. Archive 2024, 11(2), 1968–1975. [Google Scholar] [CrossRef]
- Elhusna, E.; Abdullah, A.; Saleh, S.; Hasan, M.; Astriani, N.; Prakoso, B. Fly Ash and Rice Husk Ash Utilization to Enlarge Clay Brick Dimension. Proc. Int. Conf. Multidisciplinary Research for Sustainable Innovation 2024, 1, 449–456. [Google Scholar] [CrossRef]
- Damanhuri, A. A. M.; Lubis, A. M. H. S.; Hariri, A.; Herawan, S. G.; Roslan, M. H. I.; Hussin, M. S. F. Mechanical properties of rice husk ash (RHA) brick as partial replacement of clay. J. Phys.: Conf. Ser. 2020, 1529(4), 042034. [Google Scholar] [CrossRef]
- Ayite, Y. M. X. D.; P’Kla, A.; Pachoukova, I.; Bedja, K.-S. Study of rice husk ashes influence on diggable clay soil characteristics in Togo. Research Journal of Engineering Sciences 2020, 9(1), 1–6. Available online: https://www.isca.me/IJES/Archive/v9/i1/1.ISCA-RJEngS-2019-032.php.
- Ani, M.; Nahid, A. M. Development of brick by utilizing rice husk ash as the partial replacement for clay. Multidisciplinary Science Journal 2022, 5(1), 2023004. [Google Scholar] [CrossRef]
- Fernandes, J. Characterization of silica produced from rice husk ash: Comparison of purification and processing methods. Mater. Res. 2017, 20, 512–518. [Google Scholar] [CrossRef]
- Begum, M. H. A.; Hossain, M. M.; Islam, M.; Aziz, S. Pilot plant study on production of sodium silicate from rice husk ash. Appl. Res. J. 2018, 4(2), 38–42. [Google Scholar] [CrossRef]
- JUW, Extraction of Silica Gel from Rice Husk Ash. JUW. 2024. Available online: https://www.juw.edu.pk/extraction-of-silica-gel-from-rice-husk-ash/ (accessed on 8 May 2025).
- Alam, M.; Biswas, M.; Mia, M.; Alam, S.; Hossain, M. The influence of rice husk ash on mechanical properties of the mortar and concrete: A critical review. Open Journal of Civil Engineering 2024, 14, 65–81. [Google Scholar] [CrossRef]
- Dhaneswara; Fatriansyah, J. F.; Situmorang, F. W.; Haqoh, A. N. Synthesis of amorphous silica from rice husk ash: Comparing HCl and CH3COOH acidification methods and various alkaline concentrations. Int. J. Technol. 2020, 11(1), 200–208. [Google Scholar] [CrossRef]
- Steven, S.; Restiawaty, E.; Pasymi, P.; Bindar, Y. An appropriate acid leaching sequence in rice husk ash extraction to enhance the produced green silica quality for sustainable industrial silica gel purpose. J. Taiwan Inst. Chem. Eng. 2021, 126, 338–348. [Google Scholar] [CrossRef]
- Climate Action Reserve, Low-carbon cement ASTM standards guidelines, Climate Action Reserve, 2024. Available online: https://climateactionreserve.org/wp-content/uploads/2024/01/LCC-ASTM-Standards-Guidelines_.pdf (accessed on 8 May 2025).
- Sungkono, K. D. Characteristics of clay tile with rice husk ash on absorption and flexural strength. Proc. 1st Int. Conf. Comput. Sci. Eng. Technol. (ICCSET 2018), 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Maingam, P.; Wangrakdiskul, U.; Piyarat, N. Potential of alternative waste materials: Rice husk ash and waste glass cullet with boric acid addition for low-fired unglazed tiles. AIMS Mater. Sci. 2021, 8(2), 283–300. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M.; Gupta, V. K. Rice husk and its ash as low-cost adsorbents in water and wastewater treatment. Ind. Eng. Chem. Res. 2011, 50(24), 13589–13613. [Google Scholar] [CrossRef]
- El-Said, A. G.; Badawy, N. A.; Garamon, S. E. Adsorption of heavy metal ions from aqueous solutions onto rice husk ash low cost adsorbent. J. Environ. Anal. Toxicol. 2018, 8(1), 1–7. [Google Scholar] [CrossRef]
- WasteX, 7 Surprising Uses of Rice Husks that Turn Trash into Treasure. WasteX. 2024. Available online: https://www.wastex.io/post/rice-husk-uses (accessed on 8 May 2025).
- Tipsotnaiyana, N.; Jarupan, L.; Pechyen, C. Synthesized silica powder from rice husk for printing raw materials application. Adv. Mater. Res. 2012, 506, 218–221. [Google Scholar] [CrossRef]
- Morimoto, K.; Tsuda, K.; Mizuno, D. Literature review on the utilization of rice husks: Focus on application of materials for digital fabrication. Materials 2023, 16(16), 5597. [Google Scholar] [CrossRef]
- Rihan, M. A. M.; Alahmari, S.; Turki. Review of recent development regarding strength, durability and microstructure properties of geopolymer concrete containing rice husk ash. Advances in Civil Engineering 2025, pp. 7211661, 2025. [CrossRef]
- Nseke, J.; Kirkelund, G. M.; Sithole, T. The inhibitory influence of rice husk ash on the alkali leaching and efflorescence extents of alkali activated granulated blast furnace slag. Frontiers in Built Environment 2024, 10. [Google Scholar] [CrossRef]
- Abdullah, M. N.; Mustapha, F.; Ahmad, K. A.; Mustapha, M.; Khan, T.; Singh, B.; Sebaey, T. A. Effect of Different Pre-Treatment on the Microstructure and Intumescent Properties of Rice Husk Ash-Based Geopolymer Hybrid Coating. Polymers 2022, 14(11), 2252. [Google Scholar] [CrossRef] [PubMed]
- Fortune Business Insights, Rice husk ash market size, industry share | Forecast [2025–2032], 2025. Available online: https://www.fortunebusinessinsights.com/rice-husk-ash-market-103996 (accessed on 13 May 2025).
- Nguyen, T.; Nguyen, N. T.; Pham, H. N. T.; Phung, H. H.; Nguyen, H. V. Rice husk ash and its utilization in soil improvement: An overview. Journal of Mining and Earth Sciences 2020, 61(3), 1–11. [Google Scholar] [CrossRef] [PubMed]
- Zaid, O.; Ahmad, J.; Siddique, M. S.; Aslam, F. Effect of incorporation of rice husk ash instead of cement on the performance of steel fibers reinforced concrete. Frontiers in Materials 2021, 8, 665625. [Google Scholar] [CrossRef]
- Phatak, O. A.; Kishor, R. A systematic review on utilization of rice husk ash in manufacturing of concrete. IOP Conference Series: Earth and Environmental Science 2023, 1252(1), 012001. [Google Scholar] [CrossRef]
- Varghese, J.; Bahurudeen, A.; Ajinkya, S. D. Utilisation of rice husk ash for cleaner production of different construction products. Journal of Cleaner Production 2020, 263, 121578. [Google Scholar] [CrossRef]
- Pode, R. Potential applications of rice husk ash waste from rice husk biomass power plant. Renewable and Sustainable Energy Reviews 2016, 53, 1468–1485. [Google Scholar] [CrossRef]
- Kim, J.; Fumino, H.; Kanematsu, M. Effects of rice husk ash particle size and Luxan value influence on mortar properties and proposal of hydration ratio measurement method. Materials 2024, 18(1), 21. [Google Scholar] [CrossRef] [PubMed]
- Henao; Sanchez-Echeverri, L. A.; Tovar-Perilla, N. J. Potential utilization of rice waste in the construction sector: A multi-criteria decision analysis approach. Resources 2024, 13(10), 139. [Google Scholar] [CrossRef]
- Rusmayadi; Iffah, N.; Ninasari, A.; Laksmono, R.; Rais, R.; Indriyani. Community empowerment through utilization of rice husk waste in Cirebon Regency. Amalee: Indonesian Journal of Community Research and Engagement 2023, 4(2), 571–584. [Google Scholar] [CrossRef]
- Onsongo, S. K.; Olukuru, J.; Munyao, O. M.; Mwabonje, O. The role of agricultural ashes (rice husk ash, coffee husk ash, sugarcane bagasse ash, palm oil fuel ash) in cement production for sustainable development in Africa. Discover Sustainability 2025, 6(1), 62. [Google Scholar] [CrossRef]
- Tsai, C.C.; Chang, Y.-F. Effects of rice husk biochar on carbon release and nutrient availability in three cultivation age of greenhouse soils. Agronomy 2020, 10(7), 990. [Google Scholar] [CrossRef]
- Shen, Y. Rice husk silica-derived nanomaterials for battery applications: A literature review. Journal of Agricultural and Food Chemistry 2017, 65(5), 995–1004. [Google Scholar] [CrossRef]
- Syahida, Z.; Ariffin, N. F.; Syed Mohsin, S. M.; Lim, N. H. Abdul Shukor. Review paper: Performance of rice husk ash as a material for partial cement replacement in concrete. Materials Today Proceedings 2021, 48(4), 1357–1363. [Google Scholar] [CrossRef]
- Bheel, N.; Abro, A. W.; Shar, I. A.; Dayo, A. A.; Shaikh, S.; Shaikh, Z. H. Use of rice husk ash as cementitious material in concrete. Engineering, Technology & Applied Science Research 2019, 9(3), 4209–4212. [Google Scholar] [CrossRef]
- Insider Market Research, Rice husk ash: Properties, applications and environmental impact, 2025. Available online: https://insidermarketresearch.com/environmental-impact-of-rice-husk-ash/ (accessed on 13 May 2025).
- SpendEdge, Global Rice Husk Ash Market - Procurement Intelligence Report, SpendEdge, 2017. Available online: https://procurement.spendedge.com/report/rice-husk-ash-market-procurement-research-report (accessed on 8 May 2025).
- Liu, J.; Xie, C.; Fu, C.; Wei, X.; Wu, D. Hydrochloric Acid Pretreatment of Different Types of Rice Husk Ash Influence on the Properties of Cement Paste. Materials 2020, 13(7), 1524. [Google Scholar] [CrossRef]
Figure 1.
Top rice-producing nations showing global amount and percentage of rice production by country [5].
Figure 1.
Top rice-producing nations showing global amount and percentage of rice production by country [5].
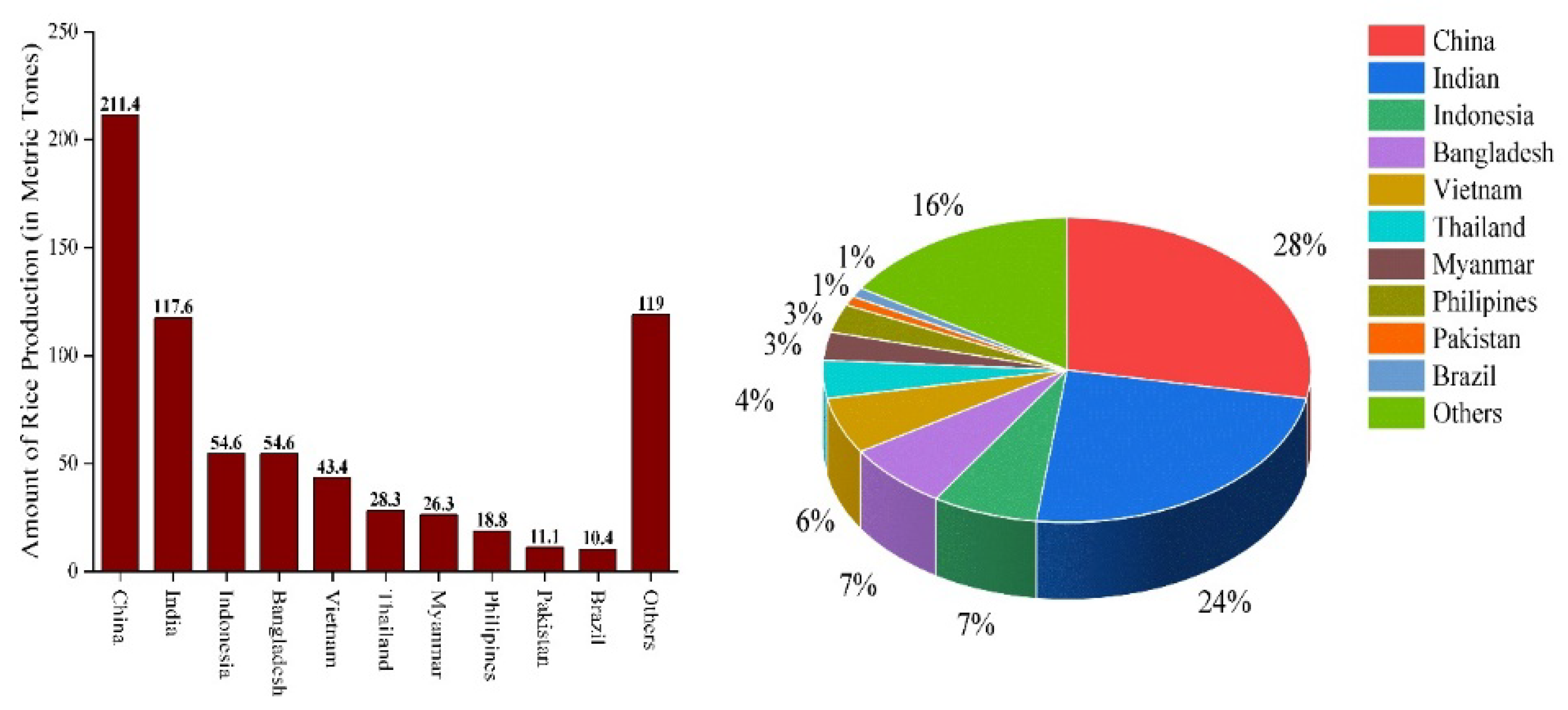
Figure 2.
Flow diagram illustrating the process of converting rice husks to rice husk ash through different production methods.
Figure 2.
Flow diagram illustrating the process of converting rice husks to rice husk ash through different production methods.
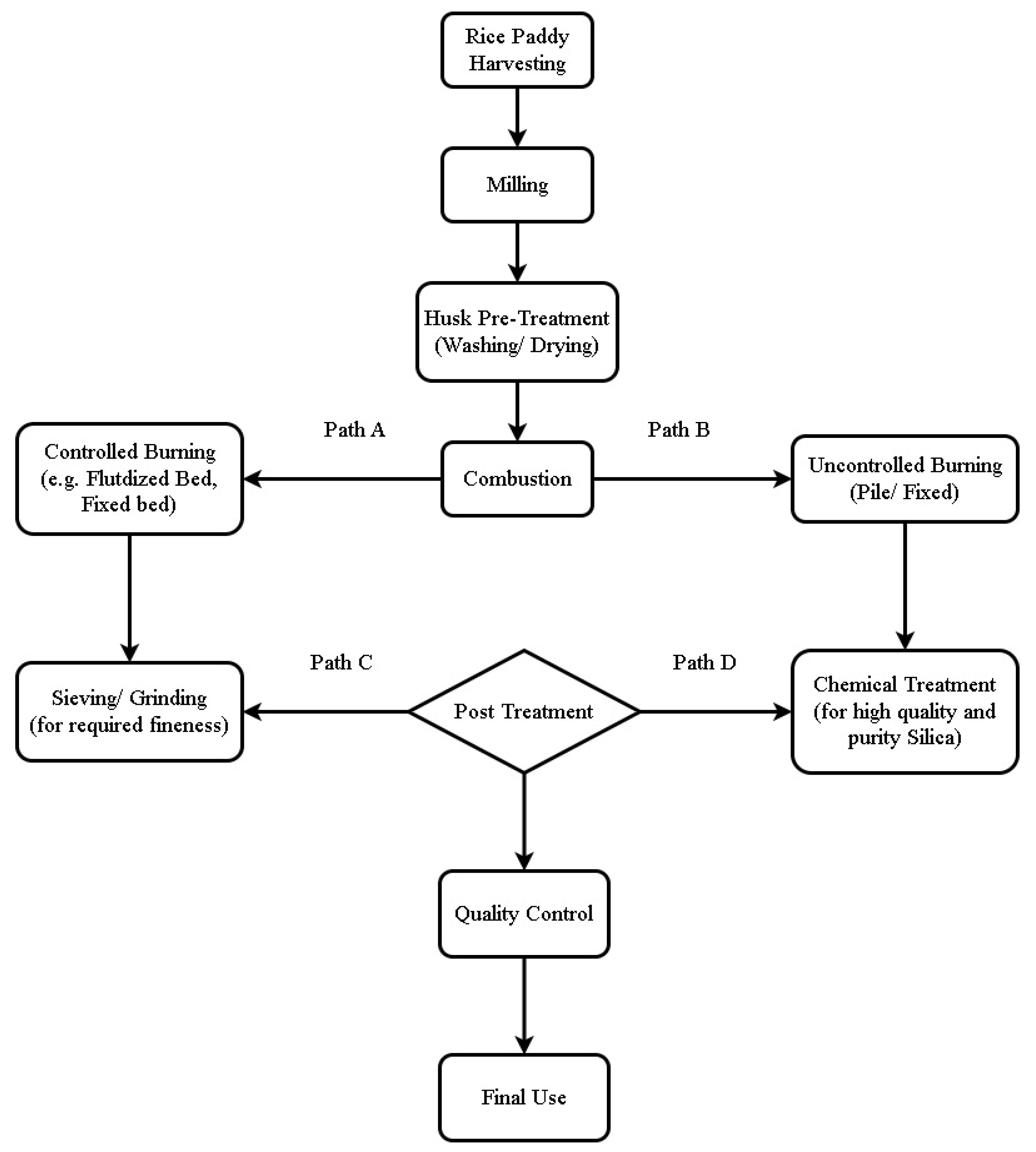
Figure 3.
Selection Criteria for RHA Production MethodsHigh-performance applications requiring high-purity amorphous silica and low carbon levels, such as concrete or advanced materials, benefit from controlled combustion and fluidized bed combustion methods capable of maintaining the optimal temperature range of 500-800 °C [20,29]. Laboratory-controlled combustion, while not feasible at large scale, provides fundamental information for industrial standards [20]. Operational scale influences method selection, with smaller facilities potentially employing controlled combustion while larger facilities utilize industrial furnaces, fluidized bed systems, or gasification [26,29]. The TORBED reactor proves optimal for medium-to-large-scale processes requiring consistent ash quality and power recovery [42].
Figure 3.
Selection Criteria for RHA Production MethodsHigh-performance applications requiring high-purity amorphous silica and low carbon levels, such as concrete or advanced materials, benefit from controlled combustion and fluidized bed combustion methods capable of maintaining the optimal temperature range of 500-800 °C [20,29]. Laboratory-controlled combustion, while not feasible at large scale, provides fundamental information for industrial standards [20]. Operational scale influences method selection, with smaller facilities potentially employing controlled combustion while larger facilities utilize industrial furnaces, fluidized bed systems, or gasification [26,29]. The TORBED reactor proves optimal for medium-to-large-scale processes requiring consistent ash quality and power recovery [42].
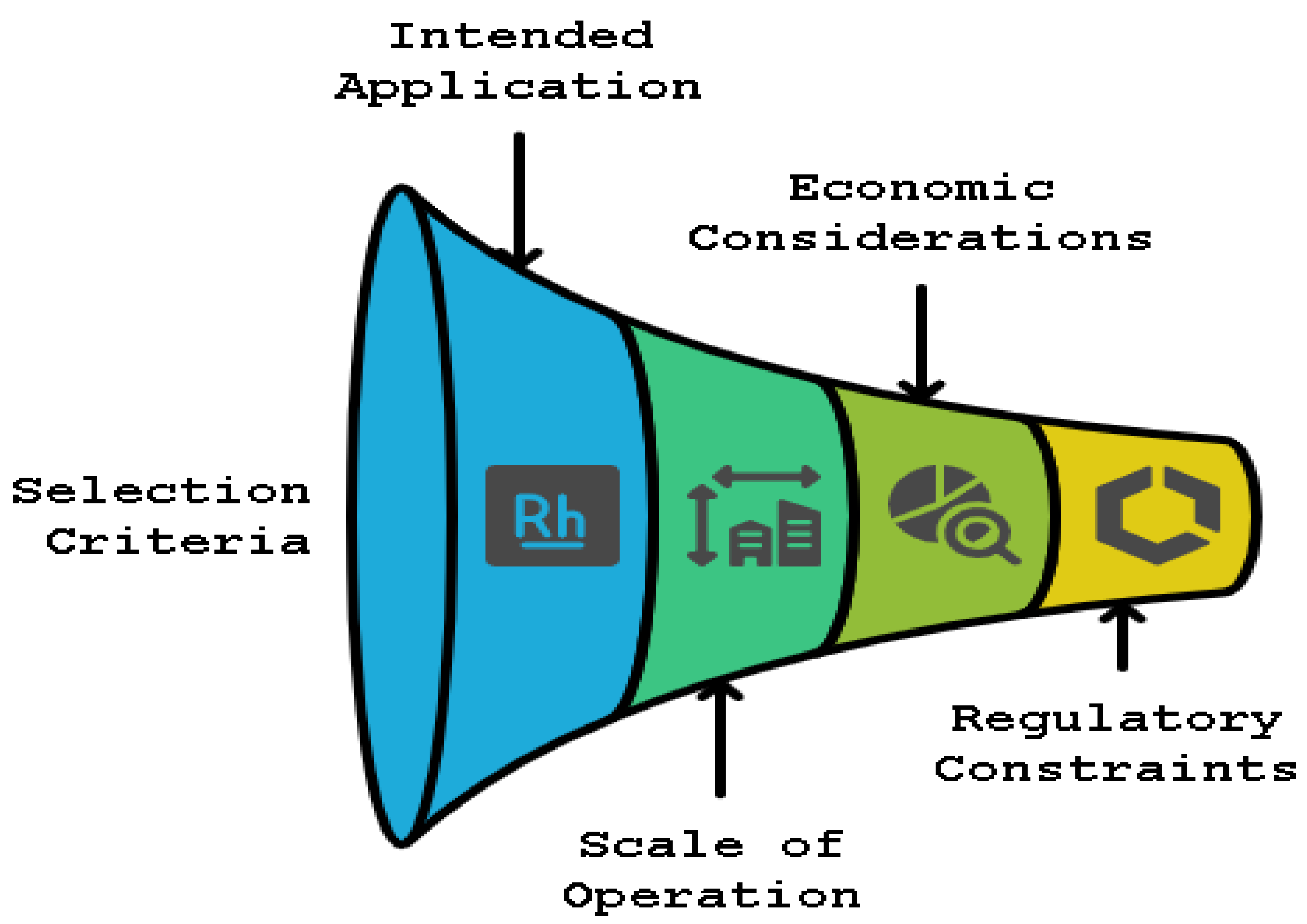
Figure 4.
XRD patterns showing the difference between crystalline and amorphous silica in RHA samples produced at different temperatures [50].
Figure 4.
XRD patterns showing the difference between crystalline and amorphous silica in RHA samples produced at different temperatures [50].
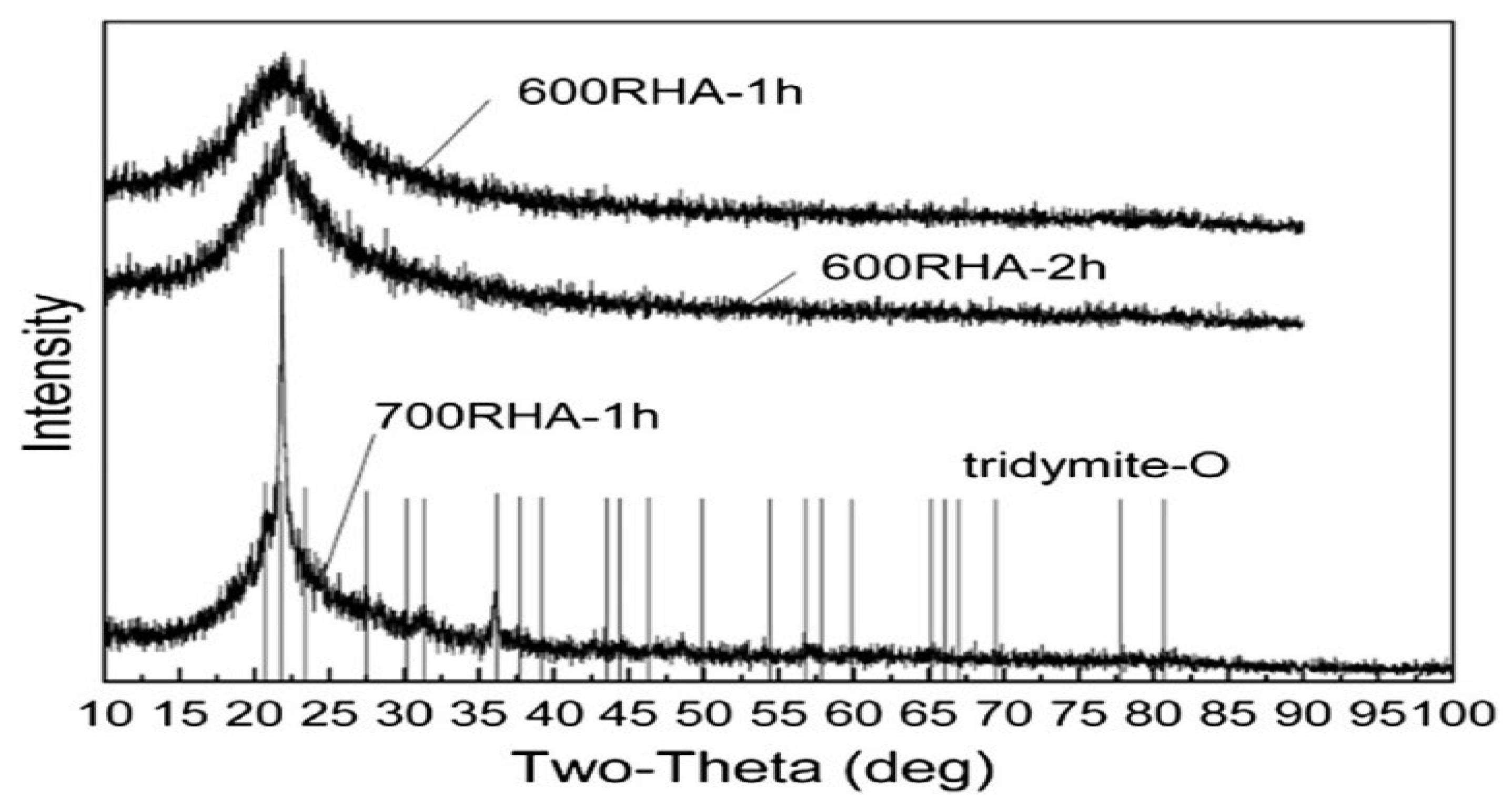
Figure 5.
SEM images showing the microstructure of RHA particles at different magnifications, revealing their porous nature and irregular morphology [50].Rice husk ash demonstrates considerably lower density than typical Portland cement, with reported values of approximately 2.21 g/cm3 for rice husk ash compared to about 3.15 g/cm3 for cement [45]. Furthermore, the bulk density of rice husk ash, representing the combined mass of particles and pore volume, typically ranges between 180 and 429.1 kg/m3 [23]. The porosity of rice husk ash is notably high at 67.04 percent, a direct consequence of its cellular structure [45]. This high porosity and low density make rice husk ash a beneficial constituent for lightweight concrete, reducing structural mass and influencing water requirements and internal microstructure of concrete mixtures. Regarding particle characteristics, rice husk ash typically possesses a significantly smaller particle size distribution than cement, with average sizes ranging from 5.0 to 7.41 μm [45]. Its specific surface area substantially exceeds that of cement, with one study using BET-N2 adsorption recording a value as high as 207.8 × 103 m2/kg [45]. This extensive surface area enhances the reactivity of rice husk ash, improving the strength, durability, and performance of concrete.
Figure 5.
SEM images showing the microstructure of RHA particles at different magnifications, revealing their porous nature and irregular morphology [50].Rice husk ash demonstrates considerably lower density than typical Portland cement, with reported values of approximately 2.21 g/cm3 for rice husk ash compared to about 3.15 g/cm3 for cement [45]. Furthermore, the bulk density of rice husk ash, representing the combined mass of particles and pore volume, typically ranges between 180 and 429.1 kg/m3 [23]. The porosity of rice husk ash is notably high at 67.04 percent, a direct consequence of its cellular structure [45]. This high porosity and low density make rice husk ash a beneficial constituent for lightweight concrete, reducing structural mass and influencing water requirements and internal microstructure of concrete mixtures. Regarding particle characteristics, rice husk ash typically possesses a significantly smaller particle size distribution than cement, with average sizes ranging from 5.0 to 7.41 μm [45]. Its specific surface area substantially exceeds that of cement, with one study using BET-N2 adsorption recording a value as high as 207.8 × 103 m2/kg [45]. This extensive surface area enhances the reactivity of rice husk ash, improving the strength, durability, and performance of concrete.
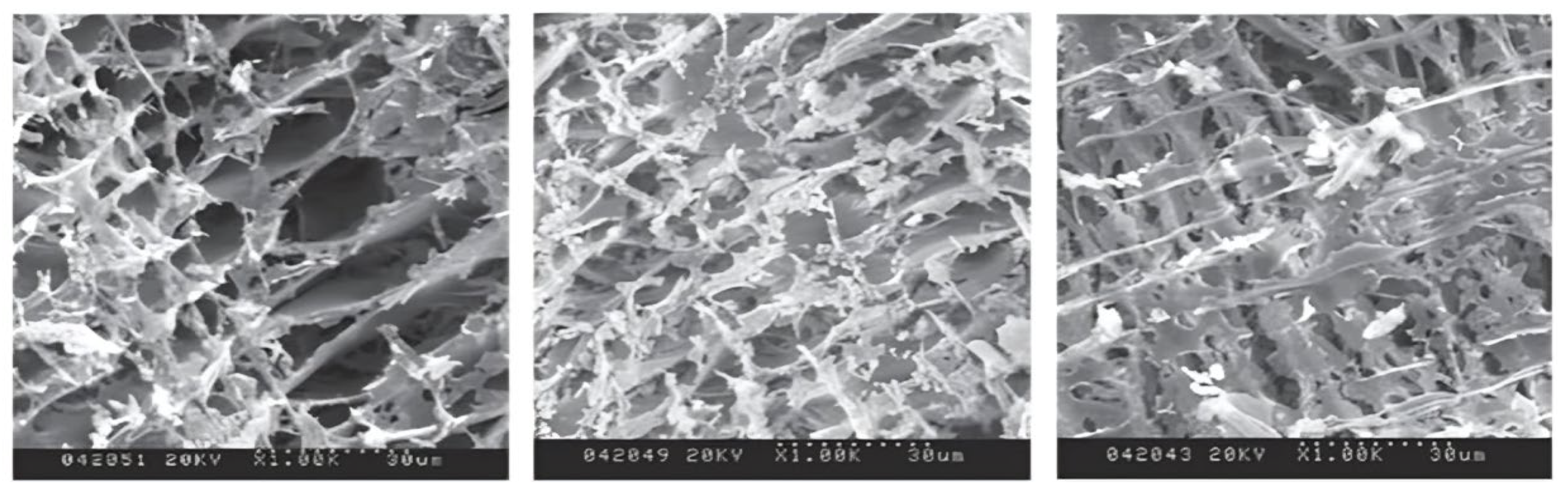
Figure 6.
Applications and uses of rice husk ash showing the diverse sectors including construction, silica extraction, ceramics, environmental applications, and emerging technologies.
Figure 6.
Applications and uses of rice husk ash showing the diverse sectors including construction, silica extraction, ceramics, environmental applications, and emerging technologies.
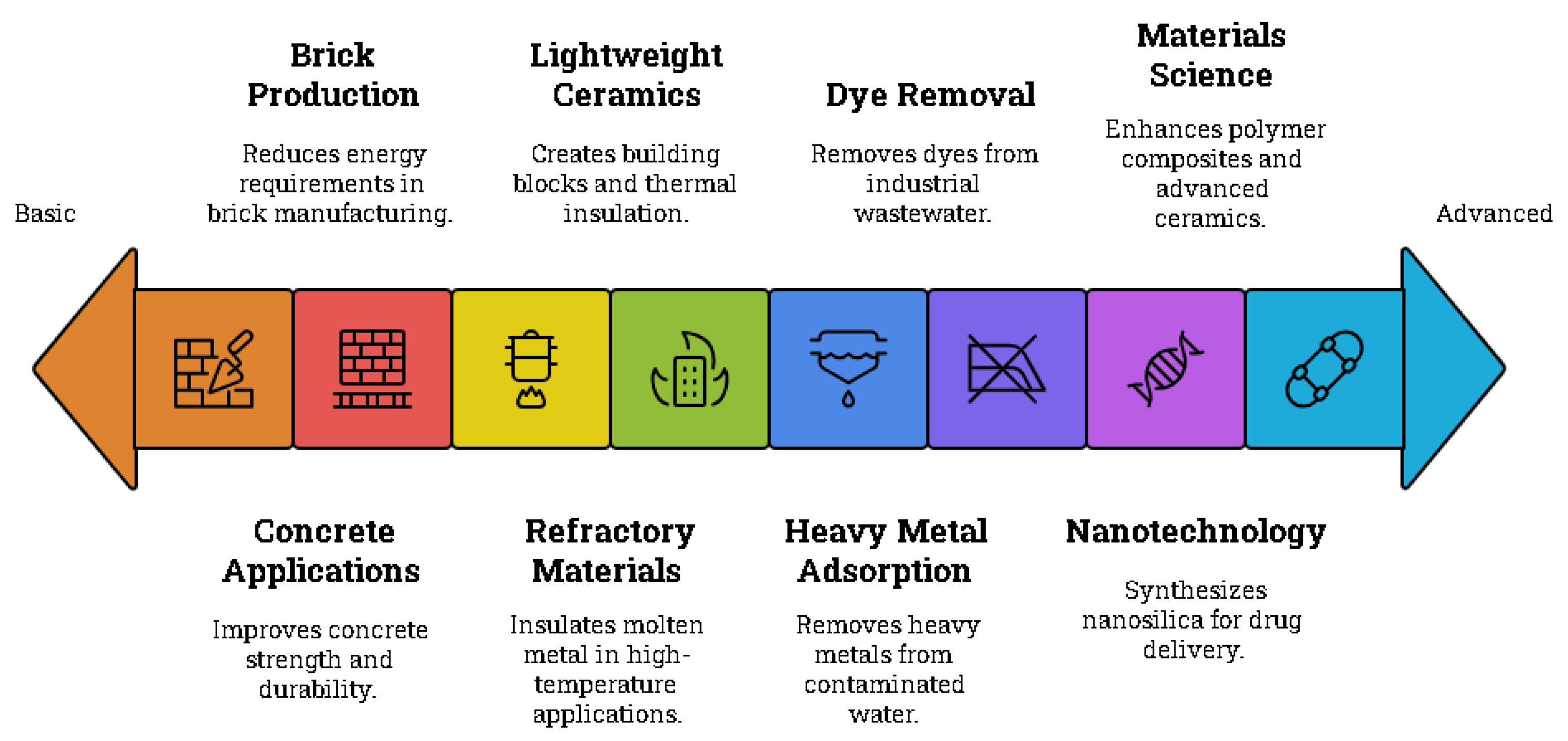
Figure 7.
Bar chart showing the relationship between compressive strength and percentage of rice husk ash in brick manufacturing, demonstrating the inverse relationship [70].
Figure 7.
Bar chart showing the relationship between compressive strength and percentage of rice husk ash in brick manufacturing, demonstrating the inverse relationship [70].
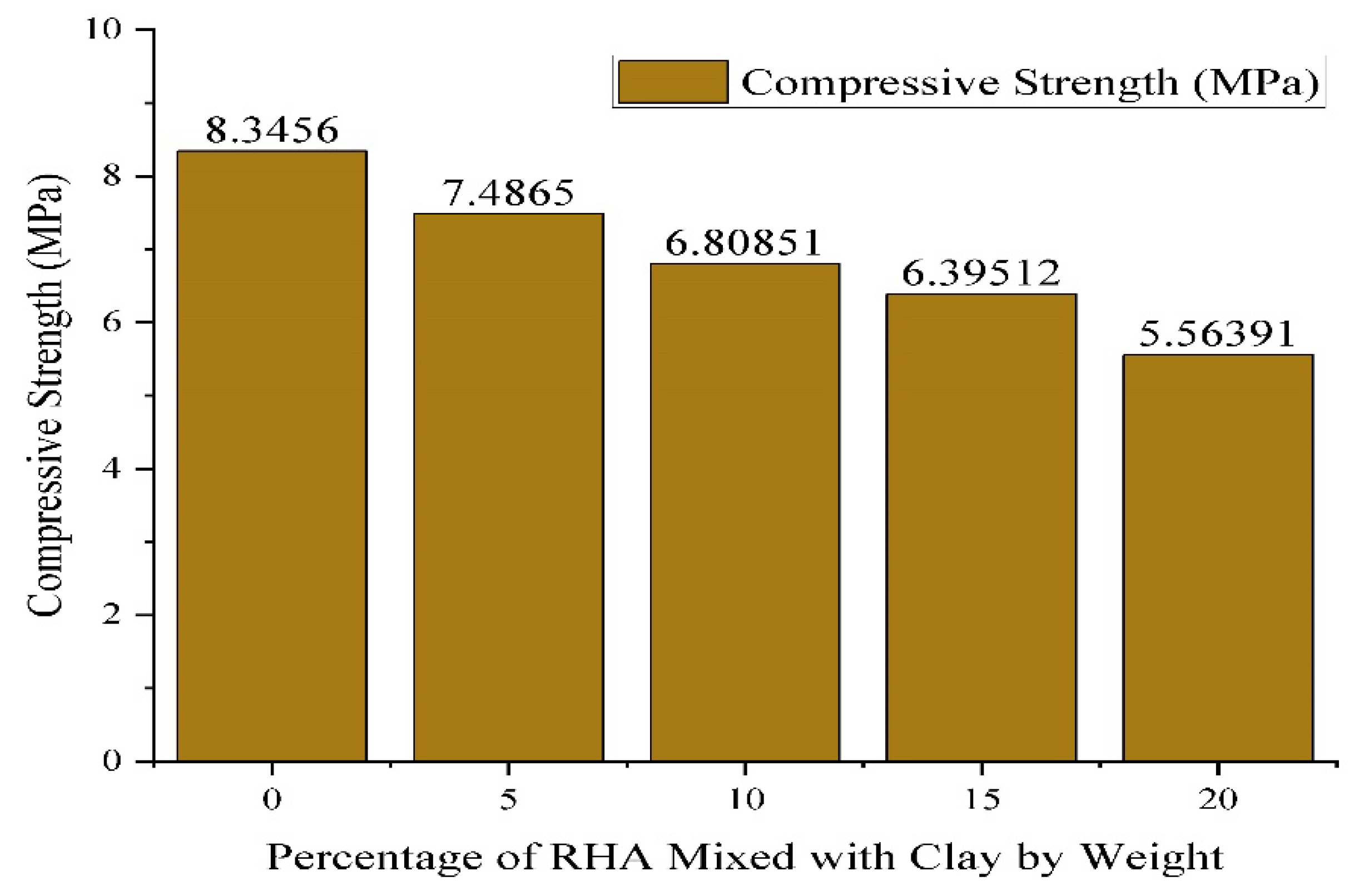
Figure 8.
Relationship between rice husk ash content in bricks and their water absorption percentage, showing increasing water absorption with higher rice husk ash content [72].
Figure 8.
Relationship between rice husk ash content in bricks and their water absorption percentage, showing increasing water absorption with higher rice husk ash content [72].
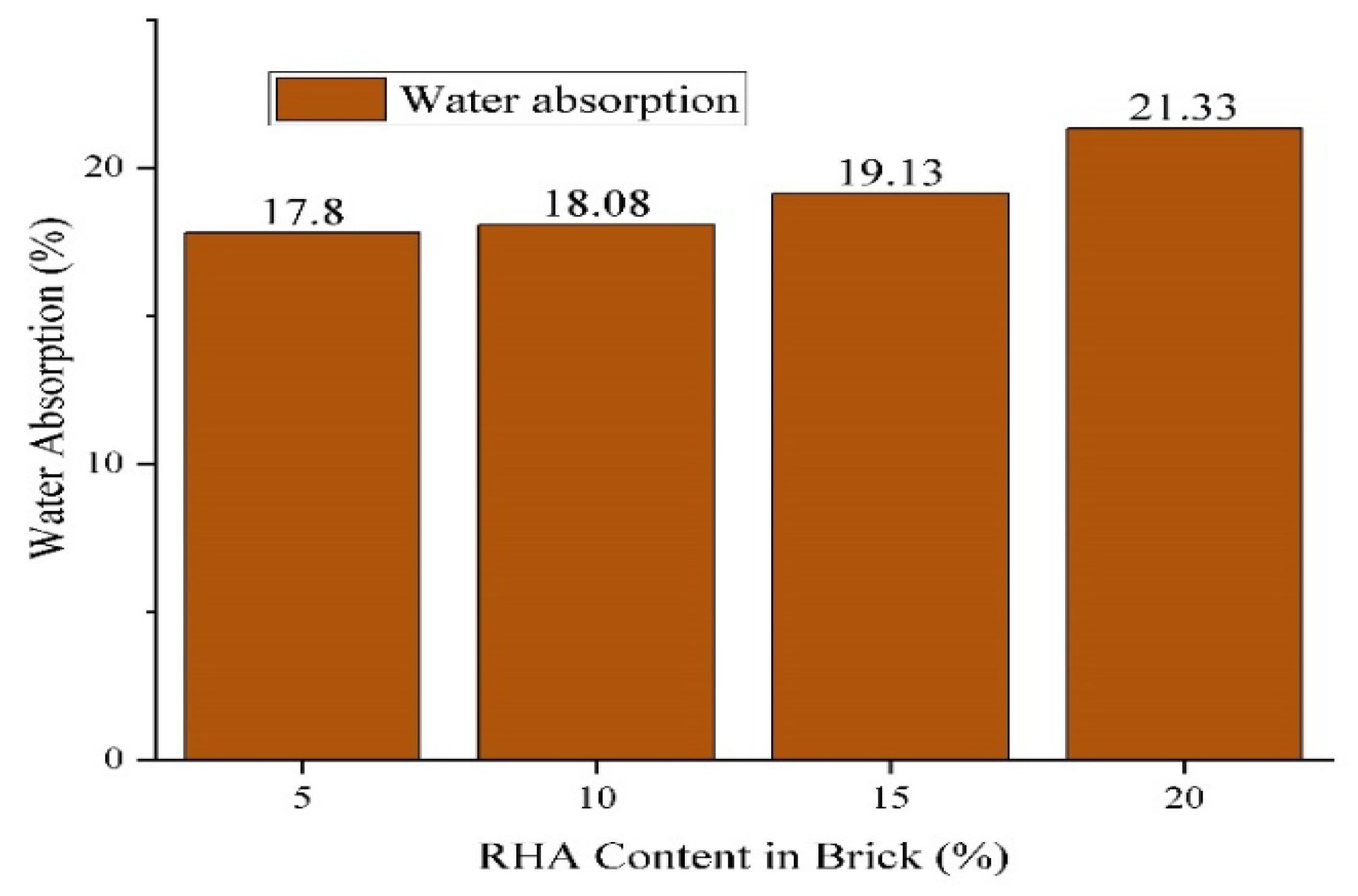
Figure 9.
Different pathways for producing green silica from rice husk ash showing three routes (T1, T2, T3) based on different sequences of acid leaching, drying, and aging processes [78].
Figure 9.
Different pathways for producing green silica from rice husk ash showing three routes (T1, T2, T3) based on different sequences of acid leaching, drying, and aging processes [78].
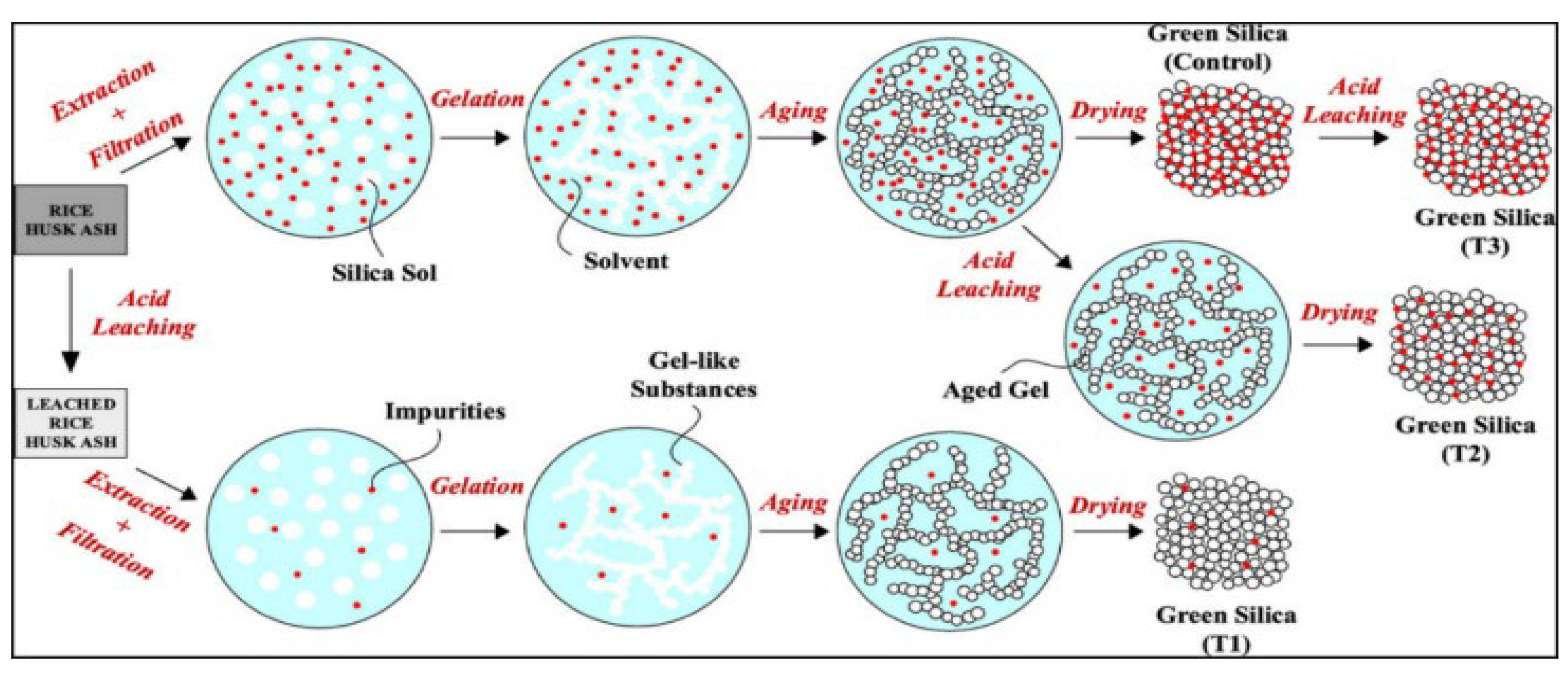
Figure 10.
Graphs (a), (b), (c), and (d) showing adsorption performance of rice husk ash for different pollutants (Zn(II), Cd(II), Hg(II)) under varying conditions including single-component and multi-component systems [83].
Figure 10.
Graphs (a), (b), (c), and (d) showing adsorption performance of rice husk ash for different pollutants (Zn(II), Cd(II), Hg(II)) under varying conditions including single-component and multi-component systems [83].
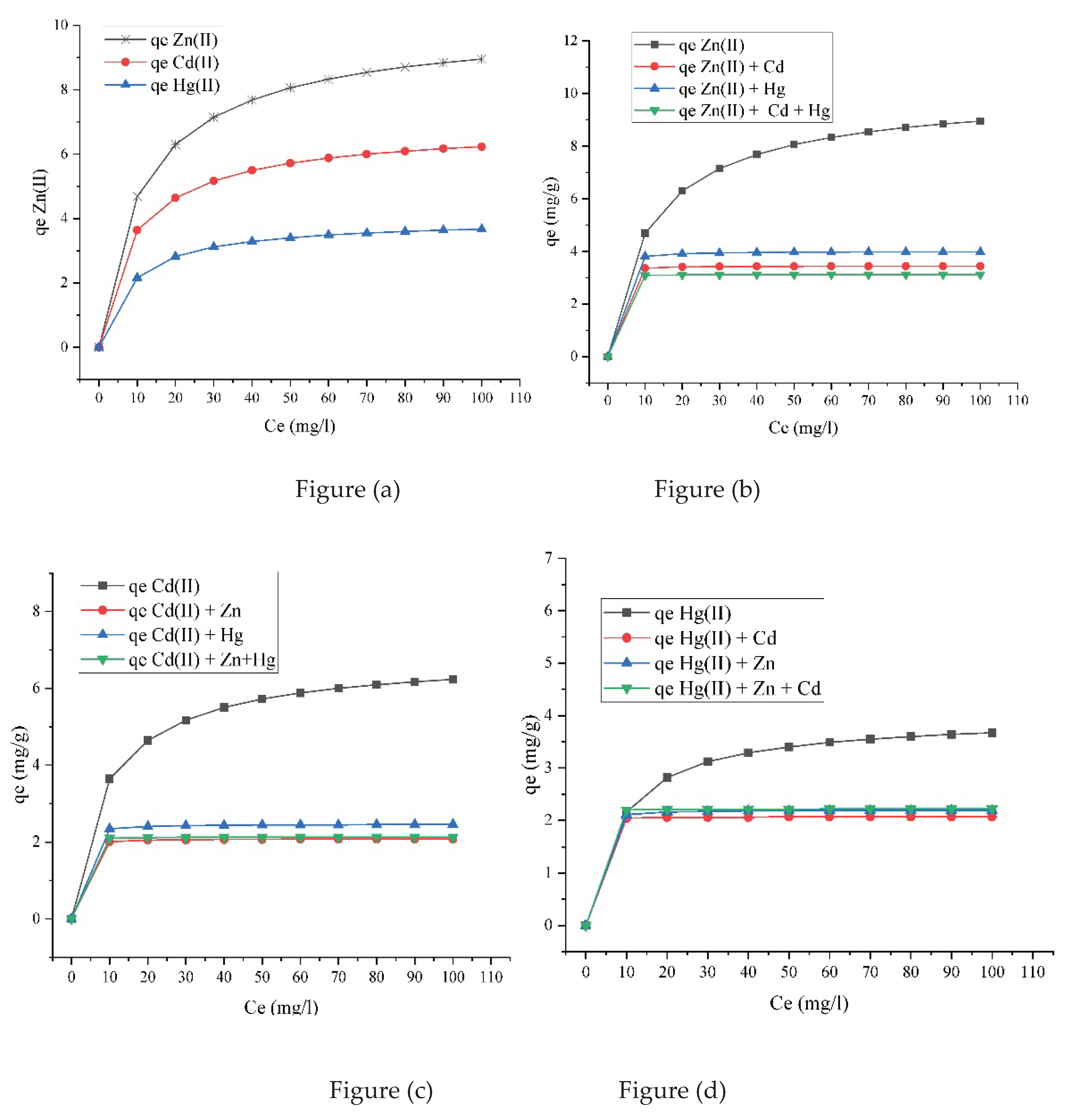

Table 1.
Summary Table of Comparative Analysis of Rice Husk Ash Production Methods.
| Production Method | Temperature Control | Silica Structure | Carbon Content | Energy Recovery | Environmental Impact | Production Cost |
|---|---|---|---|---|---|---|
| Uncontrolled Burning | Wide range, poor control [19] | Variable, can be crystalline [21] | High, incomplete combustion [22] | Not a focus, inefficient [29] | Severe pollution [23] | Low [32] |
| Controlled Combustion (Laboratory) | Precise control (500-800 °C optimal) [20] | Favors amorphous silica [20] | Low with good oxygen supply [20] | Not the primary goal, potential for heat recovery [20] | Lower than uncontrolled [23] | Higher due to equipment [20] |
| Industrial Furnaces | Better than uncontrolled (800-850 °C) [26] | High-quality, often amorphous [23] | Low with complete burnout [23] | Often integrated for steam/electricity [23] | Potential disposal issues [23] | Costs offset by energy recovery [26] |
| Fluidized Bed Combustion | Good control, below 1000 °C (670 °C optimal for low C) [29] | Amorphous, highly cellular [23] | Low (around 1.9%) [28] | Used for energy generation [23] | Lower than open burning [23] | Requires reactor investment, economically viable with benefits [29] |
| Gasification | High temperature (600-800 °C) [31] | Can yield amorphous silica [33] | Low, carbon converted to gas [33] | Primary goal is syngas production [32] | Cleaner than direct combustion, potential for low GHG with CCS [23] | High capital cost, competitive with alternatives [36] |
| Pyrolysis | 450-600 °C tested, 650-850 °C for amorphous silica [38] | Can yield high porosity ash [39], 85-90% amorphous at higher temp [40] | Carbon-rich biochar is the main product; ash carbon depends on conditions [38] | Promising for bio-oil, biochar, and gas production [38] | Can be nearly CO2 neutral, biochar for soil improvement [35] | Promising, low cost for biochar [41] |
| TORBED Reactor | 700-950 °C | Avoids harmful crystalline silica | Low residual carbon | Sustainable and renewable energy source | Avoids crystalline silica waste | Not detailed in snippets |
Table 2.
Typical Chemical Composition Ranges of Rice Husk Ash (Mass Fractions %).
| Component | Range (%) | Reference |
|---|---|---|
| Silicon Dioxide (SiO2) | 80.00 - 95.00+ | [45] |
| Aluminum Oxide (Al2O3) | 0.04 - 2.00+ | [45] |
| Ferric Oxide (Fe2O3) | 0.05 - 1.50+ | [45] |
| Calcium Oxide (CaO) | 0.07 - 3.00+ | [45] |
| Magnesium Oxide (MgO) | 0.03 - 2.00+ | [45] |
| Potassium Oxide (K2O) | 0.72 - 4.00+ | [22] |
| Sodium Oxide (Na2O) | Trace - 0.50+ | [45] |
| Sulfur Trioxide (SO3) | 0.08 - 1.00+ | [45] |
| Phosphorus Pentoxide (P2O5) | Trace - 6.50+ | [48] |
| Loss on Ignition (LOI) | 0.76 - 12.00+ | [49] |
Table 3.
Typical Chemical Composition Ranges of Rice Husk Ash (Mass Fractions %) [45].
Table 3.
Typical Chemical Composition Ranges of Rice Husk Ash (Mass Fractions %) [45].
| Property | Range |
|---|---|
| Density (g/cm3) | 2.05 - 2.24 |
| Bulk Density (kg/m3) | 180 - 429.1 |
| Specific Surface Area (m2/kg) | 240 – 2765 |
| Average Particle Size (µm) | 3.8 - 7.41 |
| Porosity (%) | 35.08 - 67.04 |
| Water Absorption (%) | Varies significantly |
Table 4.
Key factors affecting RHA properties.
| Factors | Details | Impact on Properties | References |
|---|---|---|---|
| Combustion Temperature and Duration | -Optimal range: 500 °C–700 °C. -Above 800 °C: Crystalline silica forms. -600 °C for a longer duration improves silica purity |
-Enhances pozzolanic reactivity -Reduces carbon content |
[13,45] |
| Method of Combustion | -Controlled (industrial/lab furnaces) -Uncontrolled (open-air, self-made furnaces) |
-Controlled methods yield uniform ash with higher amorphous silica -Uncontrolled causes variability |
[48,52] |
| Pre-treatment | -Acid leaching (e.g., HCl) removes metallics -Alkaline for silica extraction |
-Increases silica purity and surface area - Enhances reactivity |
[45,49] |
| Post-combustion Processing | - Grinding increases fineness and surface area | -Improves reaction rate with Ca(OH)2 -Excessive grinding may reduce benefits |
[45,51,53] |
Table 5.
Comparison of Concrete Properties with and without RHA.
| Property | Concrete without RHA | Concrete with RHA (Typical) |
|---|---|---|
| Compressive Strength | Baseline | Increased |
| Workability | Baseline | May be reduced |
| Durability | Baseline | Increased |
| Resistance to Sulfate Attack | Baseline | Increased |
| Resistance to Chloride Ingress | Baseline | Increased |
| Permeability | Baseline | Reduced |
| Cost | Baseline | Potentially reduced |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



