
Submitted:
22 December 2025
Posted:
23 December 2025
You are already at the latest version
Abstract
This study investigates media wear in stirred media mills by varying key variables such as specific energy input and feed sizes. Specific energy input is considered a primary influencing factor in the grinding process, making it a central focus of the study. The investigation was carried out in two parts: experimental studies and DEM simulations. In the experimental phase, the specific energy input was varied at three levels (5, 10, and 20kWh/t), while feed sizes were varied at two levels (1150+850 μm and -600+425 μm). The data generated were used to calibrate the DEM mill program. The DEM was then used to assess energy spectra and particle probability breakage properties to predict the milling rate. The experimental findings revealed clear insights into the impact of varying specific energy and feed sizes on the grinding process, highlighting specific energy as a key driver of grinding efficiency. It is demonstrated that this simple scheme indicates good assessment capabilities without requiring the complexity of combining DEM with CFD. This approach is recommended for speedier evaluation of the material grinding rate, provided the fracture properties of the material to be ground are available.
Keywords:
media wear
; specific energy
; stirred mill
; DEM
; grinding beads
; feed size
1. Introduction
Fine and ultrafine grinding have become increasingly necessary in mineral processing operations to improve recovery and grade. The shift in the mineralogy of ores from relatively coarse to fine-grained has necessitated the need to grind to finer particle sizes. To cope with very fine grinding to below a P80 of approximately 20 μm, stirred milling technology becomes the size reduction technology of choice [1,2,3,4,5,6,7].
Stirred milling technology prevails in notable aspects such as energy efficiency and power intensity, where ball mills fall short [1,4]. The first of the many stirred mill configurations was introduced by Klein and Szegvary in 1928 [8]. Since then, various but equivalent configurations have emerged. In principle, stirred mills employ stirrers comprising a shaft with pins, disks, or a helical screw. They can be classified by their shell orientations, which are vertical, such as the Sala Agitated Mill (SAM), or horizontal, such as the IsaMill [4,8,9].
Stirred mills utilise relatively small media to achieve fine and ultra-fine product sizes due to the increased surface area. This is a fundamental limitation of ball mills, which cannot employ smaller media sizes because of the force of gravity. In contrast, stirred mills overcome this limitation by applying momentum to the media with an impeller, which enables the utilisation of small beads on the scale of millimetres [7]. Characteristics of media used (physical and mechanical characteristics) are part of the key determinants of the efficiency of the grinding process.
Due to the abrasive environment presented by the stirred milling process, grinding beads are bound to wear and, in turn, lose the required properties for efficient size reduction. Periodic replenishment of beads ensures that a consistent size distribution of beads is maintained in the mill. However, the wear nature, if not controlled, would have a significant impact on the economics of the milling process. Wear in the grinding process affects ceramic beads' desired physical and mechanical properties (particle size and shape, hardness, and impact toughness). This, in turn, will impact the comminution behavior in the stirred mills. Although the wear of ceramic beads is inevitable, how it occurs can significantly impact grinding efficiency [10]. For this reason, operational parameters need to be optimised to ensure an efficient and cost-effective operation. The more critical parameters as identified by various authors [1,11,12,13] include specific and stress energy, mill design, grinding media characteristics, stirrer speed, solids concentration, feed size, grinding media size, media filling, and product particle characteristics. To optimise both during the design and operational stages, a good understanding of the motion and dynamic physical structures of the charge during the milling process is required.
Considerable work has been done to understand how the parameters mentioned above influence the particle flow dynamics and interactions within stirred mills [3,6,14,15]. However, the effect of feed size on grinding efficiency and the prediction of ceramic bead wear, although crucial, has received very little attention from researchers compared to other parameters and is thus poorly documented in the literature. Accurate wear prediction capability provides an avenue to optimise grinding efficiencies in operation, particularly with regard to ceramic bead selection and key operating parameters.
This study focuses on the influence of the specific energy and feed size on the particle size distribution, power consumption, torque, and ceramic bead wear. It seeks to employ DEM to predict wear through a relationship between the predicted shear impact energy and the wear volume of ceramic beads. This helps to identify the conditions and dominant interactions of grinding media that drive wear, which is essential for addressing wear effectively and improving performance.
2. Materials and Methods
2.1. Experimental Tests
Experimental work was conducted to get key information needed to draw insights from the grinding process. The data was then used to calibrate the DEM program, which was also key to obtaining a holistic view of the grinding process, considering the parameters tested. The experimental campaign involved sample preparations, long grinding test runs, and product particle sizing. All this work was done at Mintek in Randburg. The test work involved using a batch vertical stirred mill to perform grinding tests on a silica ore obtained from the Chemical and Metallurgical department at the University of the Witwatersrand (Wits University).
2.2. Test Equipment
Laboratory Scale Stirred Media Mill
Batch wet grinding tests were conducted using a laboratory-scale stirred media mill, as shown in Figure 1. The mill was equipped with a stirrer, as depicted in the same figure, featuring pins attached to a shaft that was rotated by an electric motor with a power rating of 3 kW. A smooth mill chamber, also shown in Figure 1, without a liner, was used for the tests. For cooling purposes, the grinding chamber is equipped with a water jacket. A speed sensor and load cell formed part of the configuration to measure shaft speed and torque, which are recorded on a computer system. The power draw was then calculated in real-time using Equation 1.
where P is the mill power draw in Watts (W), T is the shaft torque (Nm), and ω is the angular velocity of the shaft in revolutions per minute (rpm). The power draw for a second interval is used to calculate incremental energy input in kWh to the mill during a test run.
2.3. Feed Material
Silica sand was selected as the feed material for the test campaign owing to its high availability and high relative Mohs scale hardness of seven. In our case, a sample was available at Wits University already mono-sized in the range of -1180+850μm. The density of silica sand was 2.65 g/cm³. The molecular formula is SiO2, and its molecular weight is 60.08 g/mol. The Work index, as determined at the Mintek Minerals processing laboratory, is given as 17.07 kWh/t. Thus, this is a fairly hard material.
2.4. Ceramic Bead
Mintek provided the ceramic beads used in the experiments, and the sizes used for the tests were 4 mm, 5 mm, and 6 mm beads in equal masses for each test run. The influence of the specific energy input and feed material size on the product fineness was investigated.
2.5. Test Procedure
The first step of the procedure involved preparing the samples of both the feed material and ceramic beads. Silica sand, as received, was mono-sized at -1180+850 μm, and a finer fraction of -600+425 μm was obtained by milling the coarser material in a laboratory rod mill under the test conditions presented in Table 1.
Material was added to the mill chamber, and the mill was assembled correctly. The desired rotational speed was set before the mill was started. Ensuring that the stirred mill computer program was reset at the start of each test run was essential. The computer program measured data of the operating parameters at every second, including mill load, mill speed, mill torque, mill power, accumulated energy and accumulated specific energy. The milling operation of each test run was monitored and stopped at a predetermined specific energy input, i.e. 5,10, and 20 kWh/t for tests 1 – 6, and at 1 hr, 2 hrs and 4 hrs for tests 7 – 9. Tests 7 – 9 were conducted as long runs to allow for considerable wear of the ceramic beads. At the end of each test run, the mill was disassembled to remove the contents, which were carefully separated via sieving into ceramic beads and silica sand mass fractions. Freshly prepared ceramic beads were used in each test run. The wet silica sand product was first dewatered using pressure filters and then dried in ovens at 80 °C. Once dry and cool, representative samples were extracted and sized using both sieve analysis and laser diffraction techniques. Data from these operations were recorded for analysis. For the ceramic beads, the mass was recorded after each test run for analysis.
2.6. Stirred Media Mill Simulation Set-Up for the Study
The analysis was limited to three primary DEM outputs: contact forces, collision energy spectra, and power dissipation in contacts. The interactions between the grinding beads, stirrer, and mill walls generate complex force distributions directly affecting media wear. The specifications of the mill and a summary of the simulation parameters required for the DEM simulations are presented in Table 2 and Table 3, respectively.
3. Results and Discussion
This study focuses on the influence of the specific energy and feed size on the particle size distribution, power consumption, torque, and ceramic bead wear. The feed size for stirred mills is a crucial factor affecting grinding efficiency, notwithstanding not having received significant attention from the researchers compared to other parameters, such as solids concentration. Specific energy also deserves attention due to its direct influence on both size reduction and the wear of grinding media, thereby affecting grinding efficiency.
3.1. Specific Energy Input and Product Fineness
The relationship between specific energy input and product fineness was assessed by measuring the particle size distribution at varying energy levels, and the results are presented in Figure 2. As expected, an increase in the specific energy led to the production of finer particle sizes for both coarse and fine feed materials. This finding is consistent with previous studies [5,11]. However, it is observed that the coarse particles are hardly broken, resulting in almost no overall size reduction, until the grinding is extended to 20kWh/t energy input.
As shown in Figure 3, the D50 of the product ground using the coarse feed decreased from 964 μm at 5 kWh/t to 845 μm at 20 kWh/t, while D80 also decreased from 1094 μm to 1046 μm. The product from the fine feed exhibited a similar trend with the D50 reducing from 415 μm to 81 μm, and that of D80 reducing from 526 μm to 448 μm as the energy input increased from 5 kWh/t to 20 kWh/t. This indicates that finer feed material significantly outperforms coarser feed material in terms of size reduction efficiency. This superior performance is primarily due to the larger surface area of finer particles, which enables more effective interactions with the grinding media. Furthermore, the specific energy consumed during the grinding process is influenced by the type of grinding media employed, making it a critical factor for optimising size reduction. The results also suggest that when feed particles are relatively coarse, size reduction tends to occur more through abrasion than particle shattering. This observation indicates a potential transition in the breakage mechanism, as evidenced by the decrease in the D50 size being more rapid than that of the D80 size. It is noteworthy that, among various parameters, the size of the feed plays a significant role in the efficiency of stirred mill operations, particularly in terms of energy consumption and ball wear. Therefore, it may be beneficial to optimise feed size in relation to the specific size of grinding media used in a stirred mill, as highlighted by [5]. This also supports the assertions by Hassall et al. [10] that a mismatch between the feed size and media size results in excessive energy expenditure due to wear rather than actual grinding work. Under such circumstances, the media's rapid degradation is due to the increased collision forces in the stirred mill.
An assessment of the relationship between specific energy and milling time revealed that there is no significant difference in milling time for the lower specific energy inputs (5 and 10kWh/t). At high specific energy input (20kWh/t), the coarse feed required less milling time than the fine feed. However, a smaller difference between the D50 or D80 of the feed and the product indicated grinding inefficiency, which means that a significant portion of the energy was lost in non-productive events, such as media wear and other forces that do not directly impact particle size reduction. This supports Becker et al. [16], who posited that coarse feeds are particularly susceptible to inefficiency when the media size is not optimised for the feed size, causing excessive energy dissipation into wear and abrasion of the grinding media.
To explore this in detail, the batch milling kinetics equation, which utilises the selection and breakage function, was applied. The selection and breakage functions are described by Equations 2 and 3, respectively.
where Si is the disappearance rate of fraction in the size class i, xi corresponds to the lower screen size limit of the size class i. The model parameters are: a, a, m and L. For the second equation, Bij models describe the fragment distribution pattern for a comminution event that results in the breakage of particles in a size class i whenever breakage occurs.
The breakage and selection parameters were previously determined using a standard laboratory procedure, as discussed elsewhere [17]. The parameters are given in Table 4, and the model fit of the experimental data is presented in Figure 4.
The most important thing to note is that the selection function curve shown in Figure 5 was used to produce this fit. This curve indicates that peak breakage occurs at around 220 μm, and beyond this size class, breakage rates drop sharply. Therefore, the recommended size range for this equipment should be well below the size ranges used, likely 300 μm and less.
It should be noted that by use of this selection function, it is possible to optimise the most appropriate size range by just doing a limited number of experiments.
3.2. Effect of Particle Size on Power
It is observed for the three pairs of runs summarised in Table 5 that, although the mass in the mill remains the same, on average, there is a 3.2% power increase from grinding fine to coarse particles. There is little characteristic difference between general power behaviour apart from the drift to a lower power, as shown in Figure 6. It should also be noted that the instantaneous peaks and troughs are more pronounced for the coarser sample, indicating greater work against particle interlocking. Probably, with an extended grinding period after the particle is smoothed, this would have been less pronounced. This also accounts for the higher energy dissipation as more energy is wasted in freeing locked particles.
3.3. Effect of the Power Draw
The power draw in stirred media mills is related to the energy required for the continuous motion of the grinding media, which then transfers energy to the feed material through collisions, impacts, and friction [8]. It is also a valuable indicator of how effectively the energy is being transferred to the particles [14]. Generally, coarse feed exhibits a higher instantaneous power draw than fine feed across the different energy inputs, as highlighted in Figure 6. The trends show a slight decrease in power draw over time, which is in agreement with the findings of Becker et al. [11] and Becker & Schwedes [16], who observed that as media wear increases, the efficiency of the grinding process decreases, leading to an increase in energy dissipation rather than size reduction.
Power draw in stirred media mills is influenced not only by the movement of the media and the breakage of particles but also by the viscosity of the slurry. This viscosity affects the energy required to overcome resistance in the fluid [11]. When the feed size increases while maintaining the same solids concentration, the fluid experiences greater resistance, requiring more energy to sustain consistent grinding conditions. Typically, larger feed sizes result in larger particle diameters within the slurry, which increases flow resistance and leads to higher viscous forces within the mill. These increased viscous forces consume part of the power draw, reducing grinding efficiency. This may explain the higher power draw observed for coarser feeds in experiments. Cleary et al. [15] noted that greater viscosity demands more energy to move the grinding media and achieve particle size reduction. As the viscosity of the slurry increases, more energy is diverted from particle breakage to overcome the resistance of the thicker fluid, thereby contributing to the overall inefficiency of the grinding process. This finding is crucial because it indicates that, in addition to media size and feed size, the viscosity of the slurry plays a significant role in determining total power consumption in stirred media mills.
The analysis of torque supports the findings from the power draw analysis, as expected due to their relationship. Both parameters exhibit similar trends, with coarse feed consistently requiring relatively high torque.
3.4. Media Wear Test
Wear tests were conducted as part of the grinding tests. The measurements were taken at one, two, and four-hour time intervals. Some researchers have observed that as the grinding media become smoother and more worn, less resistance is experienced, which reduces the power required to maintain the same stirrer speed [15]. However, in this work, the test durations did not extend to such lengths, and power recordings were only done for the first 244 seconds. The media wear rate is proportional to the energy input [8,18], and first-order milling kinetics equations have been found to fit this data well. For batch milling, the fractional mass loss can be described by Equation 4
where
Si is the breakage rate function
wi is the mass fraction present in the size interval i after grinding time t
This equation is valid for any size class as long as there is no mass contribution from upper classes. Since wear involves the production of fines resulting from surface wear, there is less likelihood of mass contribution from upper classes; hence, it is applicable in this case. Integration for the fraction w yields the equation below:
It is seen in Figure 7 that the wear of both the 6 mm and 5 mm beads is consistent with the model, albeit the 5 mm bead exhibits a much higher wear rate.
Interestingly, the wear rates of both media are significantly higher when milling the finer size range, as seen in Figure 8.
These results indicate that increasing the contact surface area, whether by decreasing the media or particle size, leads to a higher wear rate.
3.5. Simulation Studies
The discrete element method (DEM) was employed to gain further insight into the events that occurred in the stirred mill. The study, however, has a limited scope, as the fluid component is not modelled, and a more detailed approach will be conducted in the future. It is thus noted that the average simulated power draw is less than the experimentally measured power. This is expected as the simulation model did not include the slurry phase, which is known to play a significant role in energy dissipation through viscous forces. The slurry can contribute up to 34% of the system's power dissipation because it introduces resistance through its viscosity, as stated by Ndimande et al. [3].
Figure 9 shows the total power dissipation for both the coarse and fine samples. The respective dissipations due to the friction area are shown as dotted lines. As discussed, the simulated power is approximately 70% of the experimental results, as the fluid component was excluded from the simulations. The oscillatory behaviour of the power is also observed in the simulations, albeit without drifting. It is also noted that, contrary to the total dissipation, the power dissipation due to friction remains steady for both the coarse and fine samples, contributing about 30% of the total dissipation. This suggests that collision events are dominant and thus particle breakage will be enhanced by appropriately tailoring the feed size to the available energy levels. Therefore, this partly explains why breakage rates of large particles rapidly decline with increasing particle size, as indicated in Figure 5. This is discussed further by referring to the energy spectra.
The distribution of energy levels during particle collisions in the mill is depicted by the collision energy spectra in Figure 10, where low-energy hits are more common. These results are consistent with the findings of Ndimande et al. [3], Larsson et al. [19], and Sinnott et al. [6], who all revealed comparable energy spectra in stirred medium mills. Additionally, the simulation's collision energy spectrum aligns with the results from previous studies, which showed a predominance of low-energy collisions.
It can be seen from Figure 10 that the energy spectra for the two samples are similar. To determine the effectiveness of these energy spectra, Bwalya and Chimwani [20] detail the study of breakage response. By applying size modelling, the mass ranges and their possible threshold energies are tabulated in Table 6.
It can be seen from the table that the -600 +425 size range, with its lower threshold, will likely grind faster, as it has a broader range of collision events that exceed its threshold.
4. Conclusion
The experimental study highlighted the influence of key input parameters, such as specific energy input and feed size, on grinding performance in a laboratory-scale stirred media mill. Increasing the energy input resulted in finer particle sizes for both coarse and fine feed materials, with finer particles being reduced more efficiently, highlighting the importance of closely matching the feed material to the media size. However, fine feeds consume more energy at lower energy input than coarse feeds, underscoring that a mismatch between the feed size and media size results in excessive energy expenditure on wear rather than actual grinding work. At high energy input, a significant portion of the energy is lost in non-productive events, such as media wear and other forces that do not directly impact particle size reduction. Additionally, slurry thickness plays a crucial role in energy consumption, as larger feed particles increase the viscous forces, thereby reducing the overall grinding efficiency. This translates to the coarser feed grinding in stirred mills consuming more power than finer feed. The higher energy consumption is mainly attributed to the loss of energy to non-productive events, such as frictional losses and media wear, rather than particle size reduction. The wear test revealed a direct relationship between energy input and wear rate, where coarse feed produced a higher wear rate. As media wear increases, the efficiency of the grinding process decreases, leading to an increase in energy dissipation rather than size reduction. The results underscore that higher energy input accelerates media wear, particularly in the case of coarse feed, reinforcing the importance of balancing energy input with feed size and media selection to minimise wear and improve grinding efficiency. The study produced crucial new information about wear dynamics and particle size reduction, laying the groundwork for subsequent research that will include wear and breaking models in DEM simulations.
Author Contributions
Conceptualisation, M.M.B., N.C. and T.M.; methodology, M.M.B. and T.M.; software, M.M.B.; validation, M.M.B., N.C. and T.M.; formal analysis, M.M.B., N.C. and T.M.; investigation, T.M.; resources, M.M.B.; data curation, M.M.B. and T.M.; writing—original draft preparation, T.M.; writing—review and editing, M.M.B., N.C. and T.M.; visualisation, M.M.B.; supervision, M.M.B. and N.C.; project administration, M.M.B.; funding acquisition, N.C., M.M.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partly funded by the NRF, grant number RA22112375913, and the APC was waived.
Data Availability Statement
Data will be shared upon request.
Acknowledgments
The generous provision of lab facilities and personnel assistance by the Mintek Comminution Research division is gratefully acknowledged. NRF is also acknowledged for funding part of this work (Grant No. RA22112375913)
Conflicts of Interest
The author declares no conflicts of interest.
References
- Jankovic, A. Variables affecting the fine grinding of minerals using stirred mills. Minerals Engineering 2003, 16(3), 337–345. [Google Scholar] [CrossRef]
- Lehto, H. Developments in stirred media milling testwork and industrial scale performance of Outotec HIGmill; Elsevier: Vancouver, 2016; pp. 1–19. [Google Scholar]
- Ndimande, C. B.; Cleary, P. W.; Mainza, A. N.; Sinnott, M. D. Using two-way coupled DEM-SPH to model an industrial-scale Stirred Media Detritor. In Minerals Engineering; 2019; Volume 137, pp. 259–276. [Google Scholar]
- Radziszewski, P. Assessing the stirred mill design space. In Minerals Engineering; 2013; Volume 41, pp. 9–16. [Google Scholar]
- Rule, C. M.; Knopjes, L.; Clermont, B.; Philippe, C. Fine grinding-Developments in ceramic media technology and resulting improved plant performance at Anglo Platinum. s.l; The Southern African Institute of Mining and Metallurgy, 2008; pp. 53–62. [Google Scholar]
- Sinnott, M. D.; Cleary, P. W.; Morrison, R. Analysis of stirred mill performance using DEM simulation: Part 1 - Media motion, energy consumption, and collisional environment. Minerals Engineering 2006, 19(15), 1537–1550. [Google Scholar] [CrossRef]
- Taylor, L.; Skuse, D.; Blackburn, S.; Greenwood, R. Stirred media mills in the mining industry: Material grindability, energy-size relationships, and operating conditions. In Powder Technology; 2020; Volume 369, pp. 1–16. [Google Scholar]
- Kwade, A.; Schwedes, J. Wet grinding in stirred media mills. In Handbook of Powder Technology; Elsevier: Amsterdam, 2007; Volume 12, pp. 253–381. [Google Scholar]
- Wills, B. A.; Napier-Munn, T. Wills' mineral processing technology: An introduction to the practical aspects of ore treatment and mineral recovery, 7th ed.; Butterworth-Heinemann: Oxford, 2006. [Google Scholar]
- Hassall, P. Ceramic bead behavior in ultrafine grinding mills. In Minerals Engineering; 2016; Volume 98, pp. 232–239. [Google Scholar]
- Becker, M.; Schwedes, J. Comminution of ceramics in stirred media mills and wear of grinding beads. In Powder Technology; 1999; Volume 105, pp. 374–381. [Google Scholar]
- Ohenoja, K.; Illikainen, M. Effect of operational parameters and stress energies on stirred media milling of talc. In Powder Technology; 2015; Volume 283, pp. 254–259. [Google Scholar]
- Yang, Y.; Rowson, N. A.; Tamblyn, R.; Ingram, A. Effect of operating parameters on fine particle grinding in a vertically stirred media mill. Separation Science and Technology 2017, 52(6), 1143–1152. [Google Scholar] [CrossRef]
- Cleary, P. W.; Sinnott, M. D.; Pereira, G. G. Computational prediction of performance for a full scale Isamill: Part 1 - Media motion and energy utilisation in a dry mill. Miner. Eng. 2015, 79, 220–238. [Google Scholar] [CrossRef]
- Cleary, P; Sinnott, P. W.; Morrison, M.D.R. Analysis of stirred mill performance using DEM simulation: Part 2 - Coherent flow structures, liner stress, and wear, mixing and transport. Minerals Engineering 2006, 19(15), 1551–1572. [Google Scholar] [CrossRef]
- Becker, M.; Kwade, A.; Schwedes, J. Stress intensity in stirred media mills and its effect on specific energy requirement. International Journal of Mineral Processing 2001, Volume 61, 189–208. [Google Scholar] [CrossRef]
- Chimwani, N.; Glasser, D.; Hildebrandt, D.; Metzger, M.J.; Mulenga, F.K. Determination of the milling parameters of a platinum group minerals ore to optimize product size distribution for flotation purposes. In Minerals Engineering; 2012; Volumes 43–44, pp. 67–78. [Google Scholar]
- Kotzé, H.; Bedesi, N. Selecting ceramic media: Part 2 - Evaluating the wear. International Journal of Mineral Processing 2015, Volume 136, 45–49. [Google Scholar] [CrossRef]
- Larsson, S.; Pålsson, B. I.; Parian, M.; Jonsén, P. A novel approach for modelling of physical interactions between slurry, grinding media, and mill structure in wet stirred media mills. In Minerals Engineering; 2020; Volume 148, pp. 1–11. [Google Scholar]
- Bwalya, M.; Chimwani, N. Development of a more descriptive particle breakage probability model. Minerals 2020, 10(8). [Google Scholar] [CrossRef]
Figure 1.
Picture and schematic of the laboratory stirred mill used, showing the structure and dimensions of the components.
Figure 1.
Picture and schematic of the laboratory stirred mill used, showing the structure and dimensions of the components.
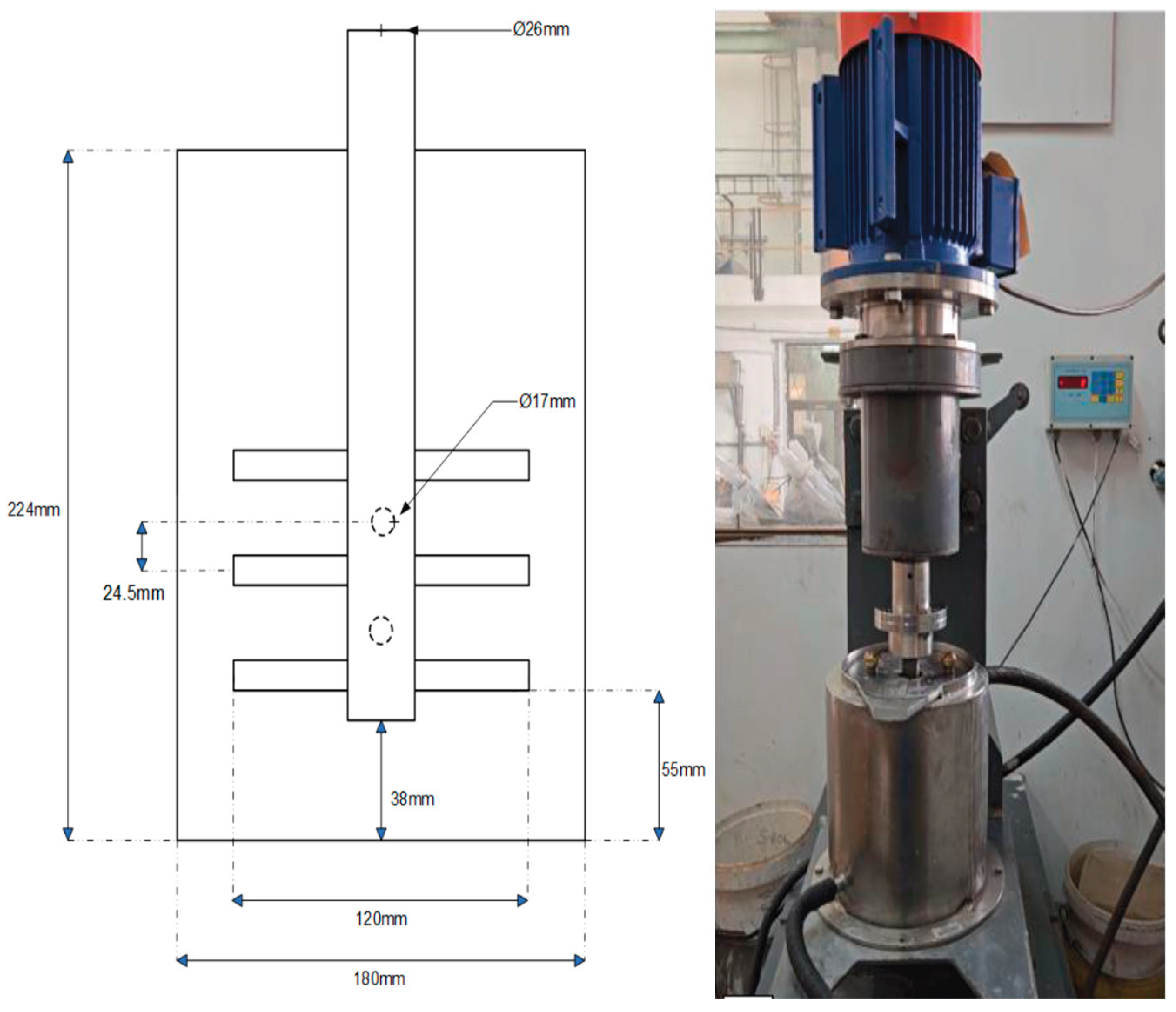
Figure 2.
Effect of specific energy input on product fineness.
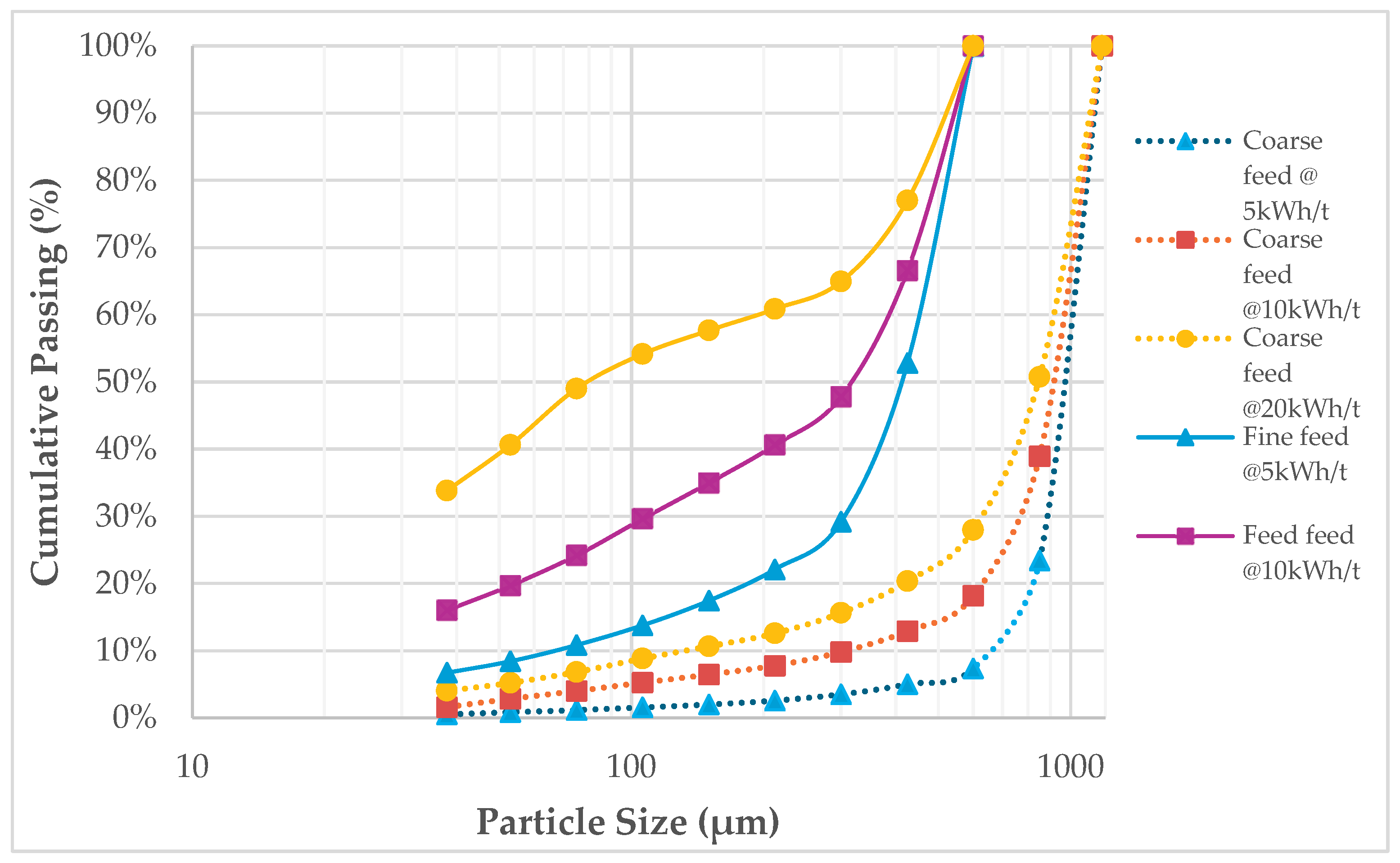
Figure 3.
Effect of the specific energy input on the grinding of different feeds.
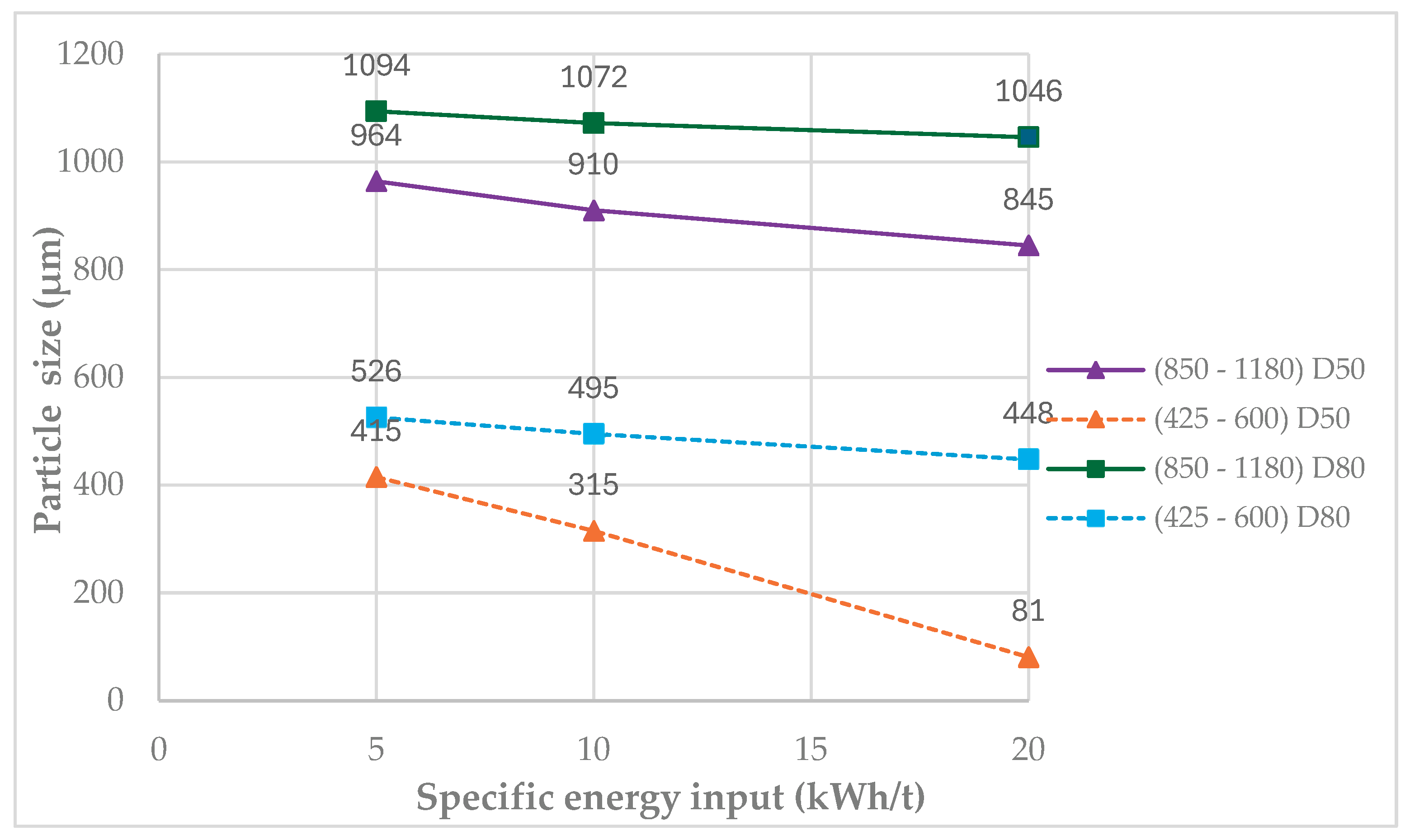
Figure 4.
Model fit for both coarse (solid lines fit) and fine feed (dotted lines fit) for the three energy input levels (5kWh/t, 10kWh/t and 20kWh/t).
Figure 4.
Model fit for both coarse (solid lines fit) and fine feed (dotted lines fit) for the three energy input levels (5kWh/t, 10kWh/t and 20kWh/t).
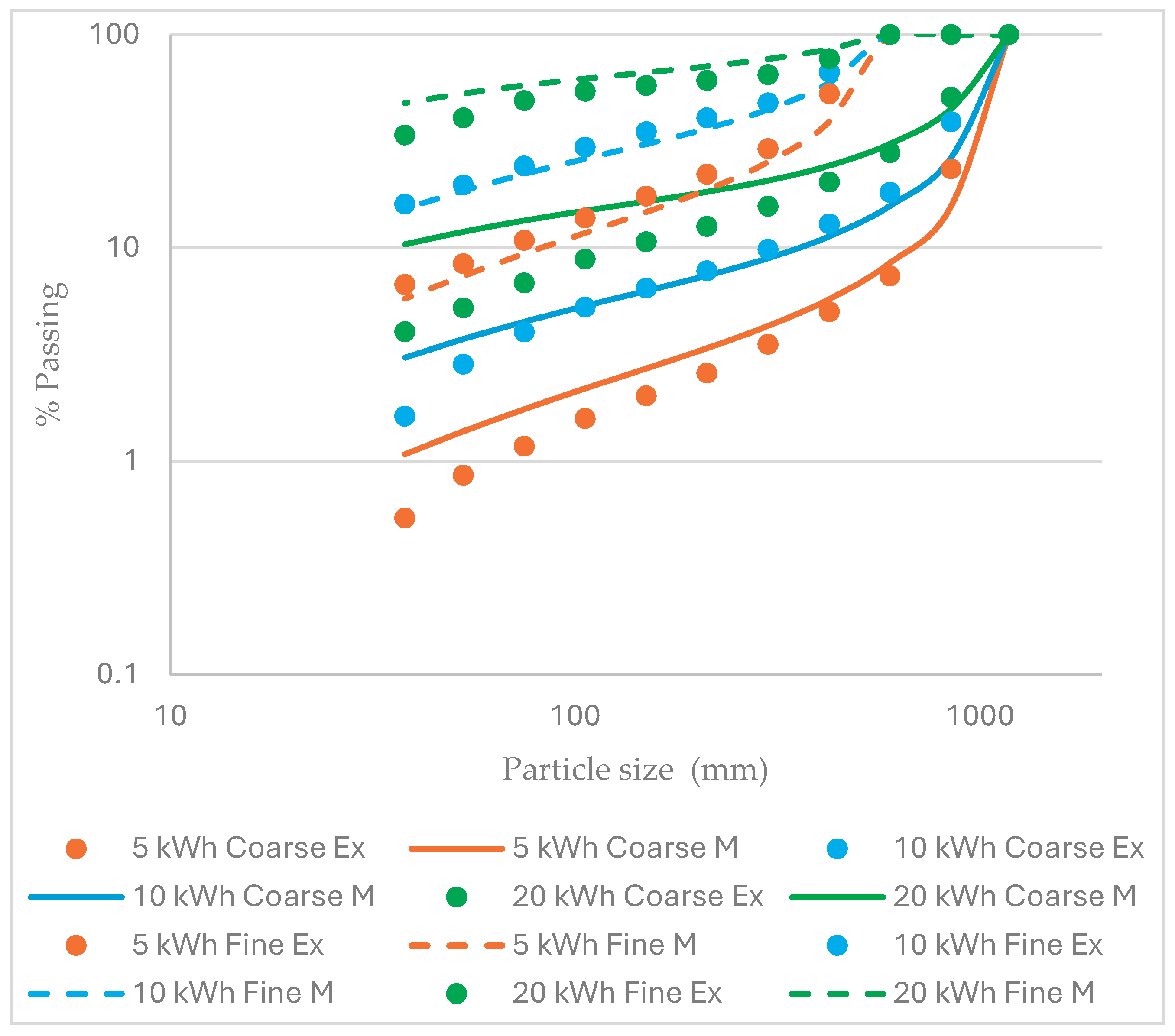
Figure 5.
The selection function curve.
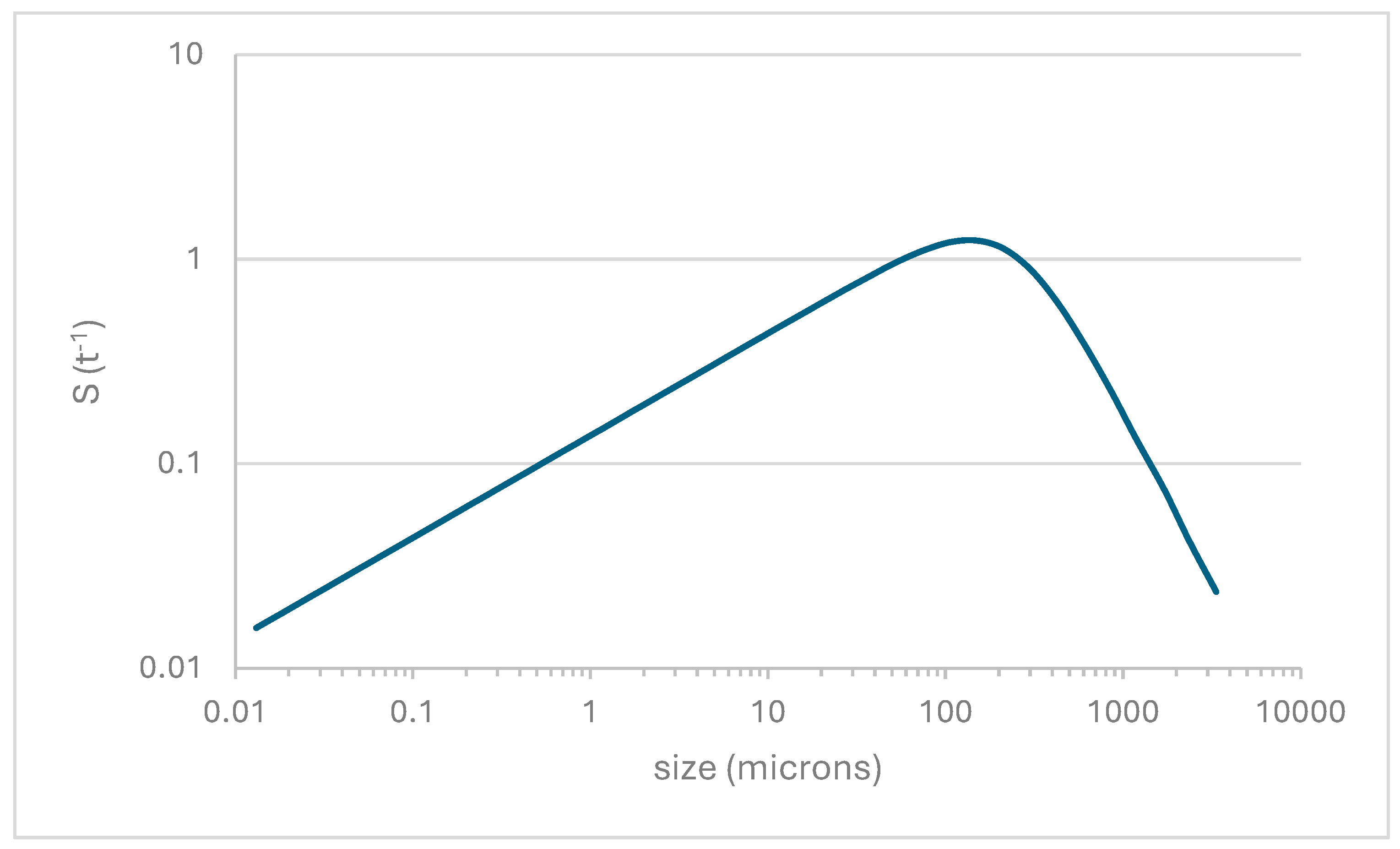
Figure 6.
Relation of specific energy input, milling time and feed size.
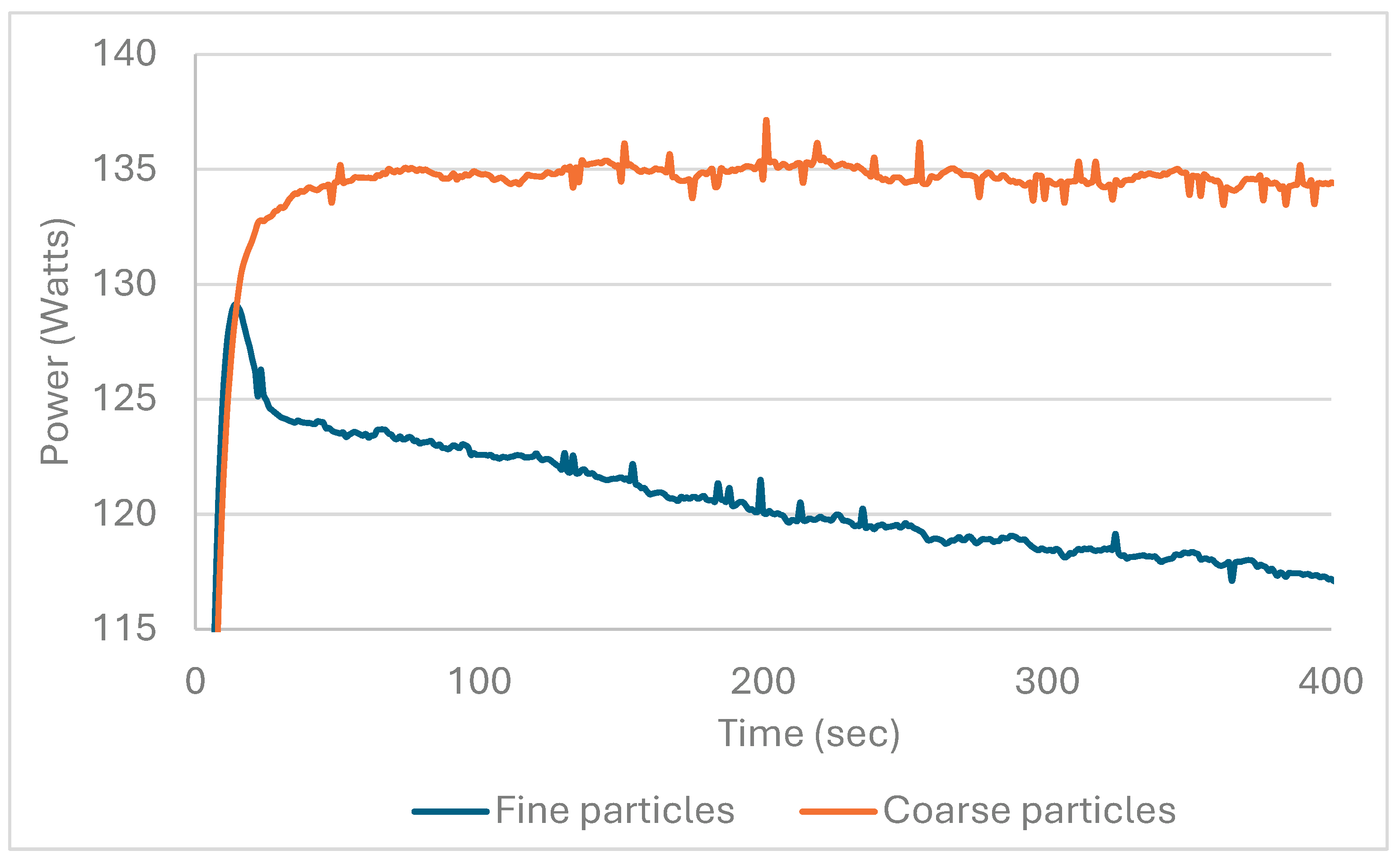
Figure 7.
Wear rates of 5 mm and 6 mm beads.
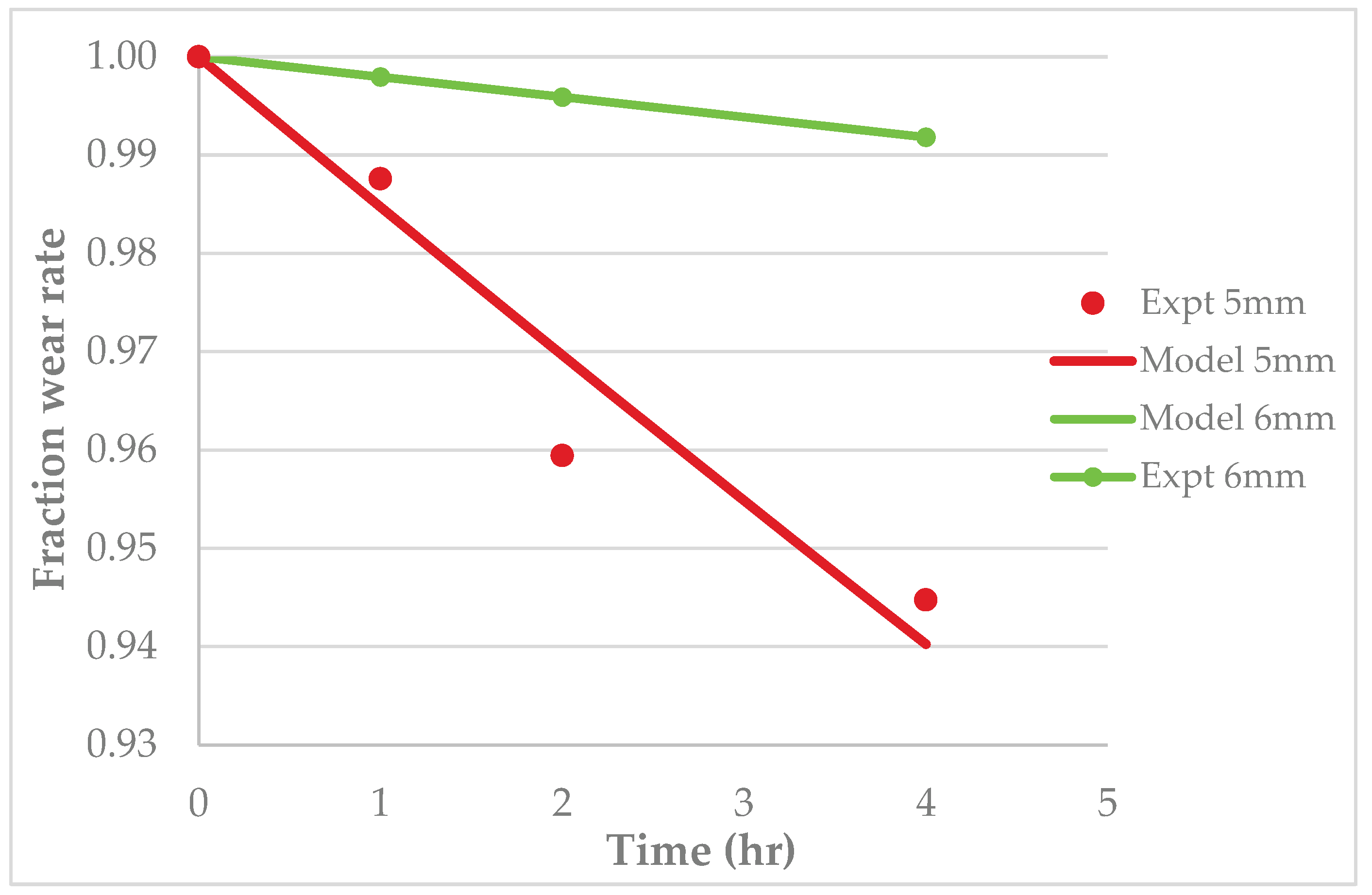
Figure 8.
Comparison between the wear rates of 5 and 6mm beads for fine and coarse samples.
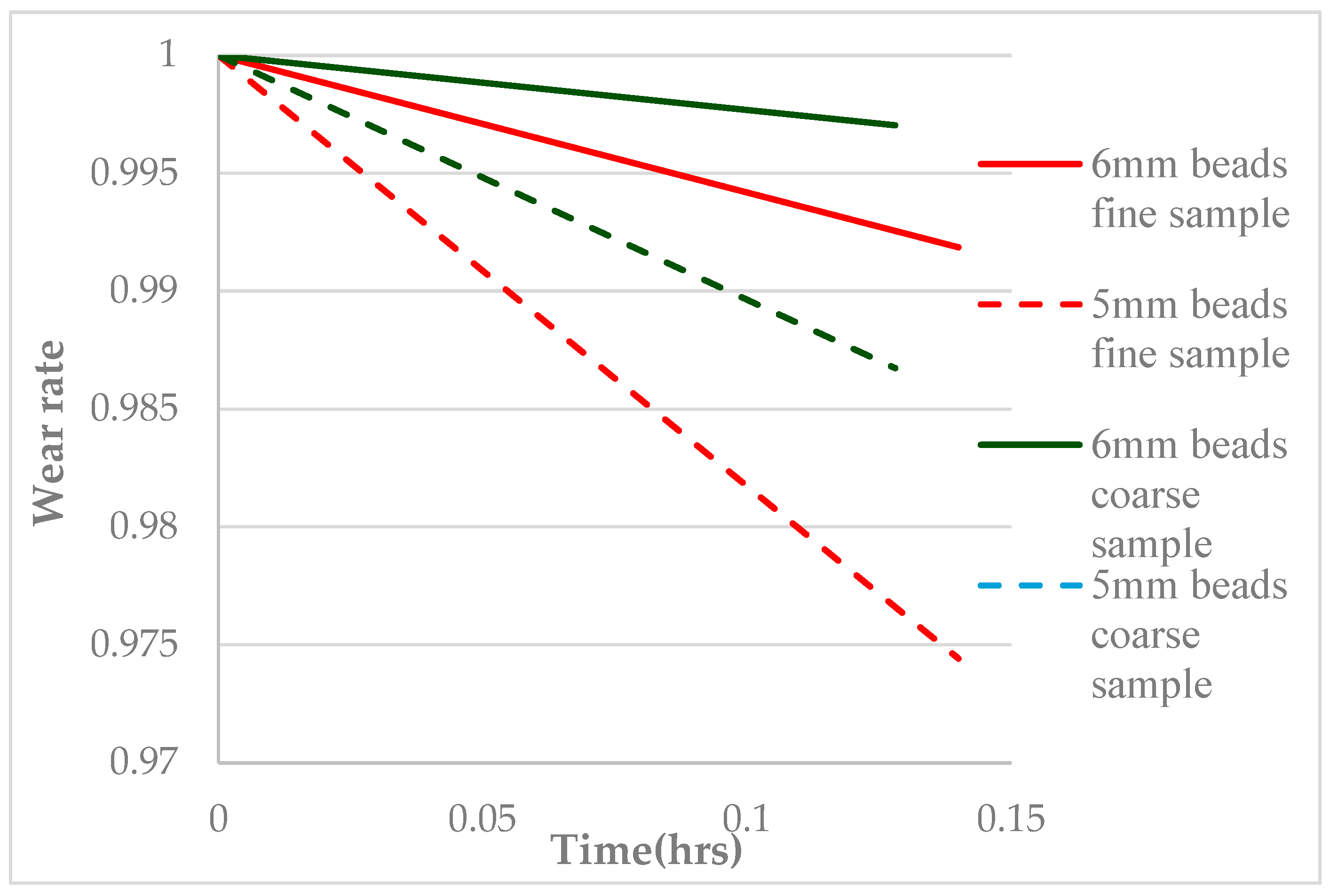
Figure 9.
Average power loss for simulation and experimental tests.
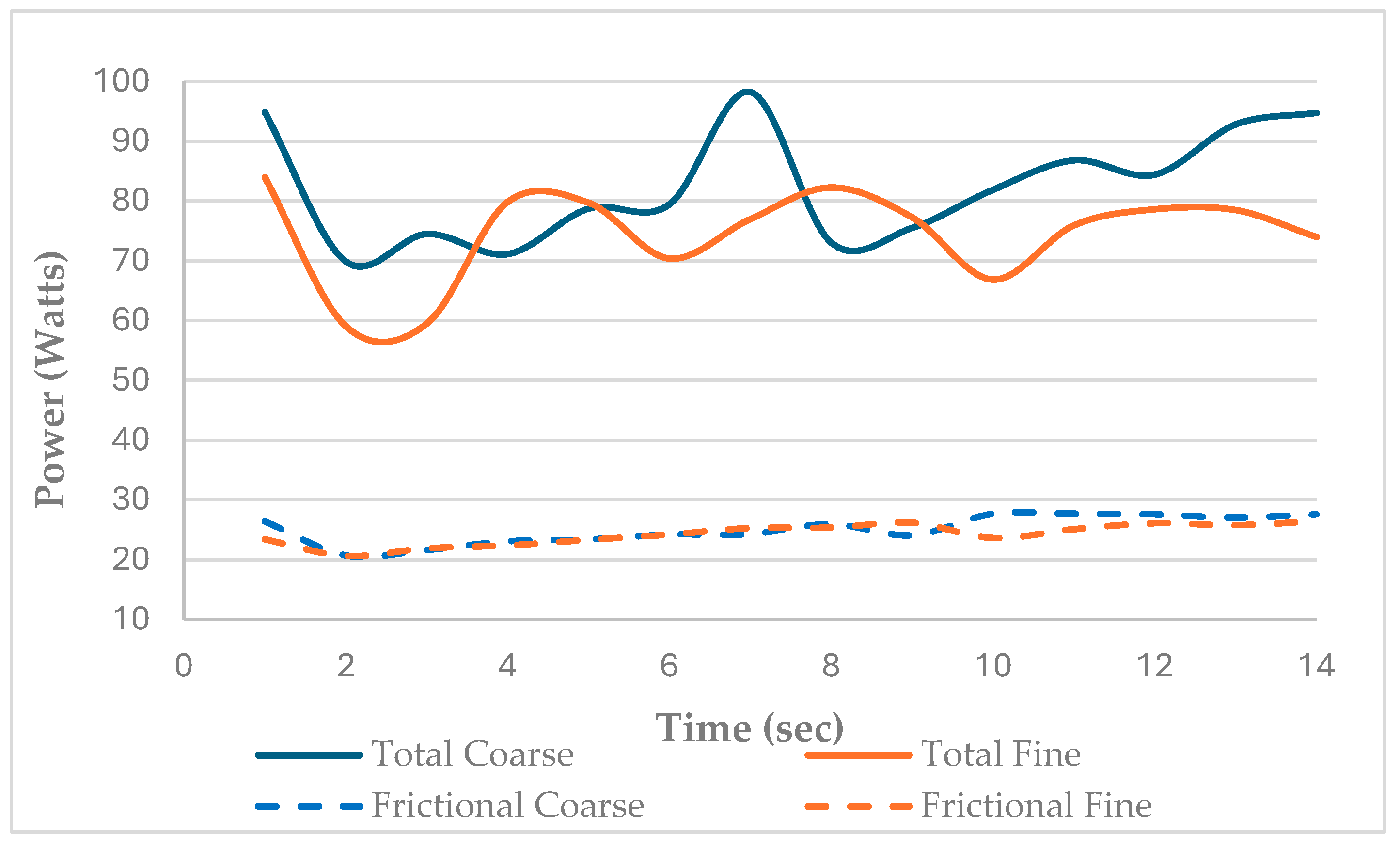
Figure 10.
Simulation collision energy spectra.
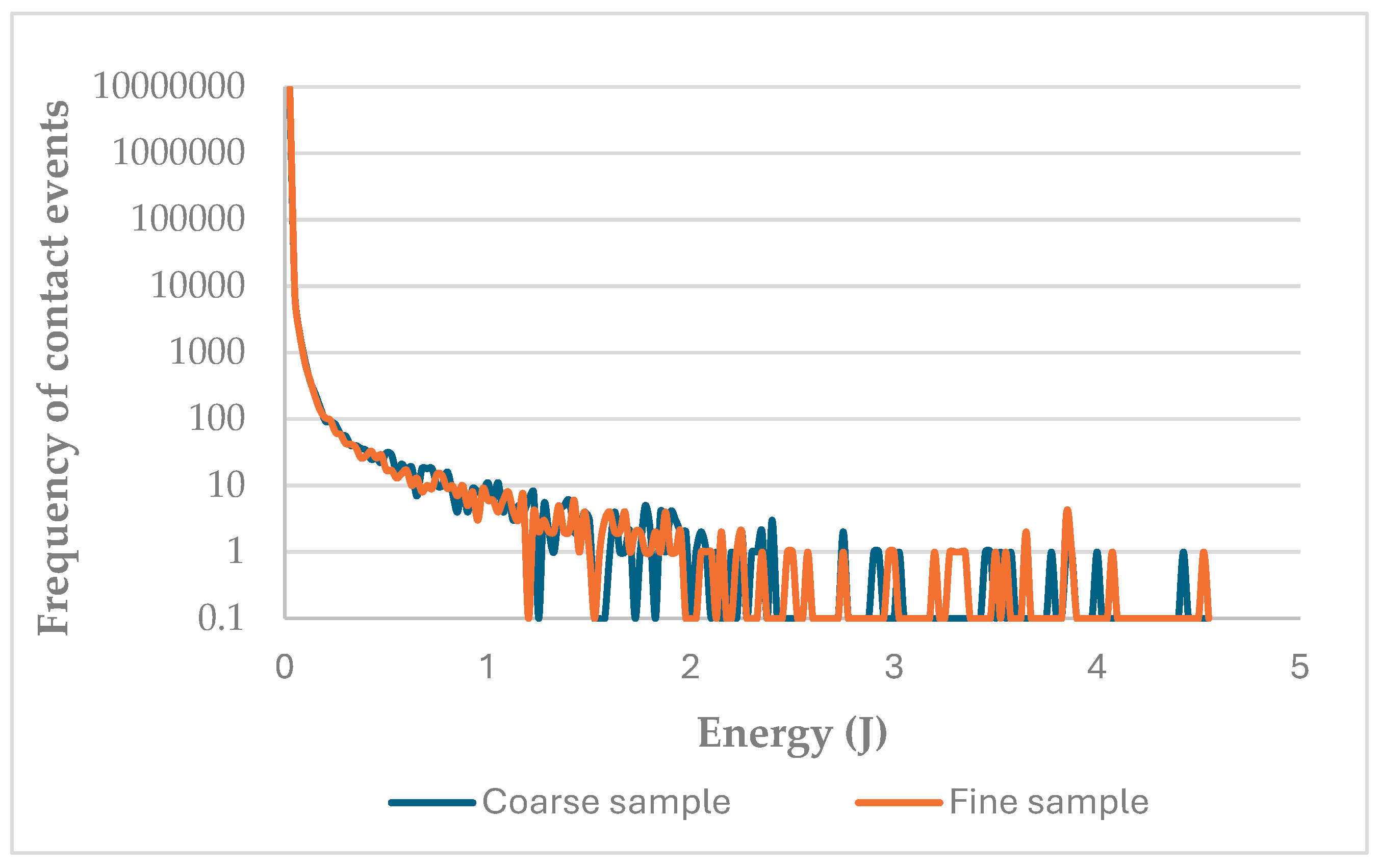

Table 1.
Test work conditions.
| Operating parameters | Value |
|---|---|
| Water S.G. (g/cm3) | 1.00 |
| Solid mass (g) | 850.00 |
| % Solids | 50.00 |
| Water mass (g) | 850.00 |
| Slurry mass (g) | 1700.00 |
| Solids S.G (g/cm3) | 2.67 |
| Slurry S.G (g/cm3) | 1.46 |
| Slurry volume (cm3) | 1168.35 |
| Pulp filling (%) | 100.00 |
| Mill Dimensions | Value |
| Diameter (cm) | 18.00 |
| Height (cm) | 23.00 |
| Mill Volume (cm3) | 5852.79 |
| % Loading (fraction) | 0.50 |
| Ball volume (cm3) | 1752.53 |
| Ball S.G (g/cm3) | 4.00 |
| Ball Mass (g) | 7010.11 |
Table 2.
Specification of the laboratory-scale stirred mill as required for the DEM simulations.
| Parameter | Description |
|---|---|
| Rated Power | 3kW |
| Angular speed | 404 rpm |
| Mill volume | 5853 cm3 |
| Stirrer | Steel pins |
| Mill diameter | 180mm |
| Mill height | 224mm |
| Stirrer shaft diameter | 26mm |
| Pin diameter | 17mm |
| Pin radial length | 120mm |
| Pin spacing (single column) | 24.5mm |
Table 3.
Summary of DEM simulation parameters.
| Parameter | DEM simulation value |
|---|---|
| Bead density | 4000g/cm³ |
| Bead diameter | 6,5,4mm |
| Stirrer velocity | 404 rpm |
| Coefficient of restitution | 0.3 |
| Coefficient of friction | 0.4 |
Table 4.
Breakage and selection function parameters.
| Selection function parameters | Breakage function parameters | ||
|---|---|---|---|
| a | 0.15 | b | 0.985 |
| a | 0.50 | F | 0.53 |
| m | 2.2 | g | 4.7 |
| L | 200 | ||
Table 5.
Power consumption of the course and fine feeds.
| Specific energy | Average power for each Run (Watts) | |
|---|---|---|
| Fine | Coarse | |
| 5kWh/t | 117.30 | 113.04 |
| 10kWh/t | 127.52 | 129.71 |
| 20kWh/t | 118.96 | 132.97 |
| Average | 121.26 | 125.24 |
Table 6.
Mass ranges and their possible threshold energies.
| Size range (mm) | Mass range (g) | Threshold range (J) |
|---|---|---|
| -600 +425 | 0.0012 - 0.003 | 3.85E-05 - 9.54E-05 |
| -1100 +850 | 0.007 - 0.011 | 2.21E-04 - 3.45E-04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



