
Submitted:
15 December 2025
Posted:
17 December 2025
You are already at the latest version
Abstract
Transitioning to more efficient and digital industrial processes requires plant design methodologies that go beyond traditional approaches and respond to the operational challenges of Industry 4.0. The objective of this study was to integrate Artificial Intelligence (AI) and Augmented Reality (AR) into SLP methodology for the design of a cosmetic emulsion production plant. A case study was developed based on the layout of a previously reported cosmetic plant by creating a preliminary layout using SLP and evaluating it using AI based on technical prompts. Subsequently, the refined model was represented in three dimensions and validated in a real environment using AR. The results show that AI identified opportunities for improvement in operational flows, relationships between critical areas, and space proportions, allowing for precise adjustments without altering the original design logic. Likewise, AI verification and immersive validation using AR confirmed the spatial compatibility of the layout with the selected site, facilitating the early assessment of circulation, access, and volumetric behavior. Thus, the sequential integration of SLP + AI + AR demonstrated its potential to reduce uncertainty in the early stages and move toward modernizing plant design in line with Industry 4.0 principles.
Keywords:
systematic layout planning
; artificial intelligence
; augmented reality
; cosmetic plant
1. Introduction
Currently, chemical industries, including agribusiness, recognize the importance of digital technologies because they redefine the way production facilities are designed and operated under Industry 4.0 principles [1,2]. This evolution is driven by the Internet of Things (IoT), artificial intelligence, big data, and collaborative robotics, and responds to the need to optimize resources, reduce operating costs, increase productivity, and develop sustainable models that balance economic growth with environmental preservation [3,4]. Augmented reality (AR) and artificial intelligence (AI) are therefore transformative technologies that revolutionize the planning, operation, and optimization of agro-industrial systems [5].
AR has the ability to superimpose virtual elements onto real environments using mobile devices, thus providing an interactive visualization of digital data in real time [6,7].This feature has demonstrated significant improvements in efficiency and accuracy in plant design, equipment assembly, construction supervision, technical training, and prototype validation [6].For agro-industrial industries, AR offers opportunities for optimizing the technical and logistical configuration of production lines and identifying failures ahead of physical execution [8]. In the cosmetics industry in particular, this technology could be useful for validating layouts of critical areas such as formulation, emulsification, and packaging, thereby anticipating possible failures before physical construction.
For its part, AI can be applied in industrial process automation, even in routine tasks, advanced data analysis, pattern identification, intelligent monitoring, reduction of operational errors, and optimization of strategic decision-making [9,10]. In the design of cosmetic production plants, AI can add value by optimizing material flow, anticipating bottlenecks, and recommending more efficient configurations in complex scenarios. This industry recognizes the need to be adaptable and innovative in the face of growing demand for high-quality, customized, and sustainable products [4]. These demands have forced a rethink of production methods and the supply chain, which in turn is driving the modernization of plant design.
The synergy between AR and AI is known as the digital twin and consists of a virtual representation of physical systems that interacts bidirectionally through constant real-time data flows [11]. Its application allows industrial processes to be simulated, monitored, and optimized without interfering with actual operations. This reduces operational risks, anticipates failures, improves efficiency, and promotes continuous improvement [12]. However, most of this research focuses on sectors like health and wellness, education, construction, or general manufacturing [13,14,15,16]. Cassandra Stern [17] notes that its application to the design of cosmetic production plants is still limited. According to Adexcp [18], the adoption of digital twins in the cosmetics industry is mainly focused on product design and development, consumer personalization, and the visualization of results through immersive applications (AR and virtual reality (VR)). The application of AR + AI-supported digital twins to the design of cosmetic production plants remains an unexplored field that is an opportunity for further research. Only recently have specific cases emerged that apply to cosmetic processes, such as conditioner emulsions, as described by Basetwo [19]. These experiences focus on batch optimization and scaling rather than the comprehensive design of cosmetic production plants with AR + AI. This is a field, therefore, that remains largely unexplored in research.
The design and layout of chemical plants is currently dominated by traditional methodologies that are characterized by their static nature, their dependence on approaches based on pre-established rules, and their limited ability to adapt to changing conditions [20]. Some of the most recognized methodologies for improving plant layout are approaches that seek to maximize efficiency, functionality, and adaptability. These include that of [21], which incorporates general services and future expansions, and that of [22], whose systematic layout planning (SLP) establishes a structured framework for analyzing and optimizing spatial layout by considering material flows, operational interactions, and specific functional requirements [23], among others.
Nonetheless, these approaches remain essentially static. This limits their applicability in the cosmetics industry, which is undergoing a transition to Industry 4.0, characterized by dynamic processes and high regulatory requirements [4,24]. It has been suggested that design methodologies should contribute to the: i) strategic location of equipment, ii) efficient access to raw materials and supplies and safe circulation routes, iii) operational logic that minimizes production times, and iv) periodic renewal of machinery to avoid unscheduled downtime and ensure the continuity and efficiency of the production process [25]. The design of facility layout design (FLD) is another fundamental element in industrial planning. It has evolved from empirical methods (FLD 1.0) to mathematical optimization models (FLD 2.0), simulation tools (FLD 3.0), and, more recently, the integration of disruptive technologies specific to Industry 4.0 (FLD 4.0), supported by generative AI and digital twins [26]. Consequently, it is necessary to develop methodological frameworks that integrate AR and AI into the design of cosmetic production plants, allowing progress towards more efficient production aligned with the sustainability principles of Industry 4.0. In this context, this research aimed to integrate AI and AR into SLP methodology for the design of a cosmetic emulsion production plant.
2. Materials and Methods
2.1. Procedure for Plant Design (Plant Layout)
For the plant layout design, the SLP methodology proposed by Muther [22] was modified and employed (Figure 1). The modification consisted of incorporating AI and AR tools into the plant layout.
Plant layout modeling (PLM) was performed using SketchUp Web 2025 software and focused on generating three-dimensional representations of the areas and equipment involved in the technology described in the case study (Section 2.2).
Integration of AI and AR in Modeling
The technological implementation of AR and AI followed the methodology outlined in Figure 1 and aimed to obtain the best layout according to the criteria that follow the SLP methodology.
The process began with the PLM, and an analysis was performed using AI, following these steps to interact with the AI (Chat GPT 4.5):
- 1)
- Upload the top view of the plant layout, taken from [27].
- 2)
- Implement prompt and formulate questions to AI (Chat GPT 4.5).
The general prompt used was: “Act as an industrial design specialist. I need to perform a technical evaluation of the plant layout as seen from above. I need the analysis to include a review of operational flows, spatial distribution, and compliance with plant layout principles using SLP in order to identify opportunities for improvement.” This instruction allows the AI to function as a virtual expert consultant, capable of applying SLP criteria and making suggestions for designing the ideal model (Table 1). The ideal model was understood to be the design that met the plant layout criteria implemented in the prompts (Table 1).
The AI consultant evaluated the plant layout (top view) to verify its suitability according to the criteria established in the SLP methodology, generating specific recommendations for improvement. These recommendations were incorporated iteratively into the initial design (SketchUp) until a version was achieved in which the AI consultant did not identify any additional adjustments, thus constituting the final validated model.
The model was then implemented in an appropriate AR environment using the following steps:
- 1)
- Identification of a space with the appropriate dimensions, where the model was examined and evaluated through the implementation of AR.
- 2)
- Implementation of visualization systems using AR:
- ∙
- The three-dimensional model was converted to the .glb (Graphics Language Binary) extension. This transformation was performed by installing the ARexporter plugin in the SketchUp Web 2025 software (Trimble 2025). The resulting .glb file was transferred to Google Drive for later access and viewing. The mobile device used met the hardware requirements for AR viewing [28].
- ∙
- The model was viewed by opening the file in Google Drive, where the system offers the option of viewing through Google’s native viewer. This automatically generated a preview of the three-dimensional model in the browser. To activate the AR experience, the “view in your space” option was selected, allowing the virtual model to be projected and integrated into the desired physical environment, facilitating spatial evaluation and decision-making based on the immersive visualization of the proposed design.
2.2. Methodological Validation of AI and AR Integration in the Design of the Plant Layout
Case study of the Layout of a Cosmetic Emulsion Production Plant
Following the above methodology, the proposed intensified plant layout [27] was taken as the basis for the research. This plant allows cosmetic emulsions to be obtained from the extraction of morete (Mauritia flexuosa L.f.) and ungurahua (Oenocarpus bataua Mart) oils. A structured approach without operational delays was employed, making use of the available space and including improvements in maintenance and process monitoring systems (Figure 2).
For the integration of AI, following the methodology in Figure 1, the top-view image of the plant layout from the case study [26] was used. The main areas were oil extraction, cream formulation, and finished product storage, which were integrated with complementary areas such as administration, control, and general services. To implement the model in an appropriate AR environment, using this case study, we assessed the identification of a space with dimensions greater than the values obtained in the plant layout and that meets the appropriate requirements for its location, given that the raw materials (morete and ungurahua fruits) are found in that locality [29].
3. Results
3.1. Obtaining the Ideal Model Through AI-Assisted Analysis
In the first iteration, the AI analyzed the base design developed using SLP for cosmetic emulsion technology and identified opportunities for refinement aimed at improving internal flow and traceability (Table 2). Within the Product Journey (PJ) criterion, the AI noted that the design could benefit from greater integration between raw material reception and the mixing stage by reducing the distance between the mixing and packaging areas, thereby supporting operational continuity. In response, the AI suggested spatial alignment adjustments while keeping the logic of the original layout intact.
Concerning the Relationships between activities (RBA) criterion, the AI detected that the base design could be enhanced by incorporating a more direct communication mechanism between the formulation and packaging areas (Table 2). This observation did not question the proposed structure but rather proposed an improvement in operational coordination to reduce possible variations in product specifications. To this end, the AI recommended integrating digital communication systems to facilitate synchronization between processing and storage.
The review of the relational diagram indicated that, in addition to optimizing distances between key areas, it was necessary to improve the articulation between the production flow and the flow of quality control (Table 2). The AI-assisted analysis suggested shortening and clarifying these routes in order to ensure efficient sample transit and continuous supervision of the product being manufactured. This adjustment promotes consistency between the production process and control activities. Regarding the analysis of space requirements, the AI added a complementary estimate of surface areas per area that serves as a reference for adjusting the dimensions without altering the original logic or the overall structure of the design (Table 2).
Based on this analysis, the AI identified that the first iteration still required adjustments to improve the spatial consistency of the design. In contrast, the second iteration, once the indicated guidelines were integrated, was classified as the ideal model, as no additional deficiencies were found in the criteria evaluated (Table 2).
3.2. Final Plant Design After AI-Assisted Analysis
A comparison between the base design (Figure 3a) and the refined model (Figure 3b) shows that the overall structure of the process remains unchanged, while the internal layout has been reorganized to facilitate a more fluid operational sequence and more direct connectivity between key areas. In the resulting layout, the aqueous and oily phases of the turboemulsifier are located closer to the packaging and labeling stages, which helps to reduce movement and to consolidate a continuous production flow.
Similarly, the support areas (laboratory, changing rooms, supplies, and administration) are laid out in a more orderly fashion, minimizing their interference with the main operating routes and creating a cleaner, more controlled auxiliary circuit. The spaces for maintenance, control, and storage are also grouped together in a more functionally coherent manner, improving their accessibility without compromising the movement of personnel or materials.
Finally, the entry and exit points, loading and unloading areas, boiler, water storage, and emergency exits are arranged with a clearer spatial alignment, reinforcing the process’ internal traceability and safety conditions. Overall, the second iteration, validated by AI, is the ideal model, as it retains the logic of the base design but presents it in a more organized and efficient layout that is consistent with SLP criteria.
Modeling the ideal design in SketchUp allowed us to obtain an accurate three-dimensional representation of the plant layout, from which it was possible to determine the exact horizontal surface area required for the project. The full-scale visualization made it easy to identify the total footprint of the ideal model, as well as the proportional distribution of each functional area, ensuring that the spatial dimensions matched the criteria established in the SLP and the guidelines derived from the AI-assisted analysis. This measurement was a fundamental input for the next phase, as the surface area established (60 m x 50 m) was used as a reference to verify the compatibility of the design with the available land using location techniques and immersive validation in augmented reality.
3.3. Spatial Evaluation of the Design: Static Verification and Immersive Validation in Augmented Reality
3.3.1. Plant Location
Overlaying the ideal model onto actual images of the site revealed that the horizontal surface area required by the plant coincides with the dimensions and boundaries of the selected land (Figure 4). This verification showed that the main areas of the process, accesses, and circulation routes are adequately distributed within the site, without interfering with elements of the immediate environment. Similarly, the spatial comparison showed a clear connection between the orientation of the land and the general layout of the design, which supports the layout’s compatibility with the physical conditions of the proposed site.
Moreover, the insertion of the design into the actual space revealed an adequate articulation between the operational flows and the planned circulation areas, offering initial confirmation of the site’s viability. On this basis, the results obtained pave the way for further validation using augmented reality, aimed at evaluating the three-dimensional distribution and interaction of the ideal model with its immediate physical environment.
3.3.2. AR-Assisted Three-Dimensional Validation
AR validation allowed the three-dimensional model of the plant to be projected into the real environment, providing an immersive visualization of the building volume and internal layout on a real scale (Figure 5). The integration of the design into AR showed that the layout of the areas, corridors, and access points maintains spatial consistency within the physical context in which the plant will be built. What is more, the incorporated QR code provided access to an immersive virtual tour, facilitating a detailed inspection of the design in its actual location. Overall, AR reinforced the compatibility of the layout with the site and provided early validation of its spatial feasibility.
4. Discussion
Integrated SLP + AI + AR
The comparative analysis between the base design developed with the SLP approach of Muther [22] and the AI-generated observations shows that both complement each other. SLP provides the classic methodological structure (journeys, relationships, relational diagrams, and space requirements) that defines the logic of the production process. However, as noted by Muther [22] in the field of facility planning, the effectiveness of a layout also depends on its ability to integrate with contemporary operating conditions, where aspects such as traceability, digital coordination, and spatial flexibility take on a more decisive role. From this perspective, AI does not contradict the structure proposed by SLP but rather adds a level of analysis compatible with these modern principles and consistent with trends that highlight AI’s growing role in the optimization of industrial and agri-food processes [30].
AI is able to identify elements that are recognized as essential in classical theory but whose traditional verification is often postponed to later stages of design. Aspects such as the proximity between critical stages, clarity in flows, or the interaction between production and quality control areas emerge here as fine adjustments that enrich Muther [22] and strengthen the “operational relationships” that Tompkins, White et al. [31] consider decisive for flow efficiency. This early anticipation coincides with recent studies that describe the use of generative AI as a natural evolution of heuristic methods, capable of strengthening the consistency of a layout without altering its foundational logic [26]. In this way, AI operates as a mechanism that, ahead of time, makes visible what conventional methodologies recognize but do not always allow a person to explore in depth in the initial phases.
At an industrial level, this behavior coincides with advanced planning analyses that highlight the value of AI when used to refine established distributions, especially in sectors where traceability and operational coordination are critical, such as the cosmetics industry [32]. Similarly, research on multilayer digital twin models shows that digitization provides a robust basis for complementing physical design decisions by integrating operational data and quality criteria into the analysis [33]. Although these approaches have a broader scope, both they and the present study share the premise that integrating AI with traditional planning systems improves design accuracy and adaptability.
Taken together, the results of this study show that the added value of AI does not lie in redefining the technical design developed using SLP but in enhancing its responsiveness to contemporary requirements for efficiency, traceability, and digitization. This hybrid approach strengthens the robustness of the layout, confirms the soundness of the basic approach, and aligns the design with modern trends in cosmetic facilities within the framework of Industry 4.0.
Recent literature on AR-supported Facilities Planning shows that AR has been used primarily to digitize existing layouts, overlay models on the plant floor, and facilitate the evaluation of alternatives in generic manufacturing environments [33]. In line with these contributions, the experience presented in this study confirms that AR allows a 2D design or 3D model to be converted into a full-scale immersive experience. However, it adds a distinctive nuance by applying this logic to the specific context of a cosmetic emulsion production plant and integrating it with a suitable model previously refined using SLP and AI. In this scenario, AR ceases to function solely as a visualization tool and becomes a spatial validation mechanism that connects conceptual planning with the practical requirements of the site, an aspect also highlighted in recent studies on immersive applications in industrial engineering [35].
From the perspective of Muther [22] and Tompkins et al. [31], the validation of a layout depends on anticipating how functional relationships and flows will behave in real spaces. Nonetheless, both approaches rely on two-dimensional representations and conceptual modeling, which limit the appreciation of the three-dimensionality and volumetric interaction of the design.
In this study, AR added a verification instance that complements this limitation by allowing the three-dimensional model to be observed directly on the projected site, aligning with current approaches that emphasize the importance of integrating immersive technologies to improve understanding of complex industrial configurations [30]. What is significant about this approach is that AR facilitates the review of critical spatial relationships, such as circulations, heights, volumes, and transition zones, that in the SLP are inferred from diagrams and that, within the framework of Facility Planning by Tompkins, White, et al. [29], are usually evaluated in later stages of the project. By moving this appraisal to the beginning of the process, incompatibilities are anticipated that, in traditional methodologies, only emerge in the detailed engineering or construction phases. This coincides with studies that demonstrate the potential of AR to strengthen human–system interaction, improve decision-making, and facilitate the technical communication of complex solutions [35].
Additionally, recent research in Agriculture and Industry 4.0 shows that the integration of AR with AI, IoT, and digital twins allows for the optimization of industrial processes, improved real-time monitoring, and support for early design validation [36,37,38]. Although these studies focus on other sectors, both they and the present study share the concept that AR offers an immersive interface capable of reducing uncertainty and anticipating adjustments with greater precision.
Overall, AR acts as a complementary resource that extends the capacity of classical theoretical frameworks to anticipate the physical behavior of the layout, without replacing the principles of SLP or Facilities Planning. It allows for a more immediate reading of “constructability” and “spatial operability,” bringing conceptual planning closer to the real experience of the productive space and aligning with the contemporary demands of Industry 4.0 [30].
5. Conclusions
This study shows that the sequential integration of the SLP methodology with AI-assisted analysis and immersive validation using AR is a solid strategy for increasing the accuracy of designing cosmetic production plants. SLP provided the fundamental structure of the process, while AI allowed the layout to be adjusted through improvements in functional proximity, flow continuity, and proportional space allocation. In turn, AR confirmed the compatibility of the ideal model with the actual site through static verifications and three-dimensional scale visualizations, which reduced the uncertainty typical in early phases and acted as an operational bridge between conceptual planning and contemporary Facilities Planning principles. Together, this methodological flow (SLP + AI + AR) enables the description of the sequence used in the study as a classic structural basis refined by artificial intelligence and spatially verified using augmented reality.
The results achieved suggest various opportunities to expand this approach in future work. Spatial validation could evolve towards more detailed three-dimensional models that incorporate structural, sanitary, and auxiliary service constraints, allowing for a preliminary approach to aspects specific to detailed engineering. Likewise, the combination of generative AI with process simulators could be explored as a way to automate the comparison between layout options and anticipate their operational impact through dynamic analysis. The articulation of AR with digital twins could also be investigated in order to evaluate how a conceptual model would feed back into real operating data. Emerging technologies such as mixed reality or immersive virtual reality could open up new possibilities for collaborative evaluations, advanced ergonomic analyses, or remote reviews. This methodological flow, based on SLP, intelligent refinement, and immersive validation (SLP + AI + AR), could be examined in regulated industries, such as pharmaceuticals, functional foods, or biotechnology, in order to assess its replicability and potential contribution to the modernization of facility design within the framework of Industry 4.0.
Author Contributions
Conceptualization, A.P.M. and E.G.Y.; methodology, A.P.M., L.L.G., J.A.C.B. and L.X.L.O.; software, J.A.C.B., L.X.L.O., and R.A.-N.; formal analysis, R.D.V.P., M.R. and Y.A.C. investigation, Y.A.C., L.L.G. and R.A.-N.; writing—original draft preparation, E.G.Y., R.D.V.P., and L.L.G.; writing—review and editing, M.R. and A.P.M.; supervision, A.P.M. All authors have read and agreed to the published version of the manuscript.
Funding
No external funding.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding authors.
Acknowledgments
The authors wish to thank Helen Pugh for proofreading the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Chasipanta Baraja, A. J.; Corrales Bonilla, J. I. Perspectivas y desafíos en la industria 4.0 para el sector agroindustrial de La Maná. Revista Científica Multidisciplinar G-nerando 2023, 4. [Google Scholar] [CrossRef]
- Peñalver-Higuera, M. J.; Rodríguez-Alegre, L. R.; López-Padilla, R. D. P.; Isea-Argüelles, J. J. Ingeniería de prompts en la industria 4.0: Optimización y automatización inteligente de procesos industriales. Ingenium et Potentia 2025, 7, 35–49. [Google Scholar] [CrossRef]
- Gonzales-Zurita, O.; Rosero, R.; Llumiquinga, C.; Rosero, M. Diseño e implementación de una aplicación de realidad aumentada enfocada a mejorar la educación tecnológica. I+D Tecnológico 2023, 19. [Google Scholar] [CrossRef]
- Furlan, S. Industria 4.0 y cosmética: hacia una revolución en la gestión de competencias. MERCATEAM. 2024. Available online: https://merca.team/es/industrie-4-0-cosmetique-gestion-de-competencias/.
- Montalván-Vélez, C. L.; Mogrovejo-Zambrano, J. N.; Romero-Vitte, I. J.; Pinargote-Carrera, M. L. D. C. Introducción a la Inteligencia Artificial: Conceptos Básicos y Aplicaciones Cotidianas. Journal of Economic and Social Science Research 2024, 4, 173–183. [Google Scholar] [CrossRef]
- Pérez Fernández, C.; Espinosa Escudero; del M., M. La realidad aumentada como apoyo al diseño. Técnica Industrial 2022, 332, 40–48. [Google Scholar]
- Cuevas Magaña, J. J.; Najar Macías, D. G.; Cárdenas Magaña, J. A. Análisis Descriptivo de Aplicaciones de Realidad Aumentada en la Industria y Educación Técnica. Investigación y Ciencia Aplicada a la Ingeniería 2025, 8, 26–35. [Google Scholar]
- Medina Fonseca, D. F.; Lozano González, J. S.; Barbosa Rodríguez, R. A. Implementación de la Realidad Aumentada en la Logística de Bodegas Automatizadas. Revista Innovación y Desarrollo Sostenible 2023, 3, 21–28. [Google Scholar] [CrossRef]
- Fernández, F. Inteligencia Artificial En Acción: Transformando Nuestra Vida y Trabajo; Independently Published; 2024; vol. 1. [Google Scholar]
- Chen Cheng, C.; Chung, E.; Correa, N. La inteligencia Artificial y su Impacto en la Industria de la Ingeniería. REICIT 2023, 3, 26–40. [Google Scholar]
- Singh, M.; et al. Digital Twin: Origin to Future. Applied System Innovation 2021, 4, 36. [Google Scholar] [CrossRef]
- Bustamante-Limones, A.; Rodriguez-Borges, C.; Pérez-Rodriguez, J. A. Evaluación del uso de gemelos digitales en los sistemas de producción. AiBi Revista de Investigación, Administración e Ingeniería 2024, 12, 195–204. [Google Scholar] [CrossRef]
- Bacca-Acosta, J.; Beltrán-Sánchez, K. Co-diseño y co-creación de experiencias de realidad aumentada: una revisión sistemática de la literatura. Revista científica 2024, 49, 99–124. [Google Scholar]
- Aguilar Larrarte, E. M.; Vivas Alban, O. A.; Sabater Navarro, J. M. Una aproximación a la realidad aumentada y sus aplicaciones quirúrgicas. Entre Ciencia e Ingeniería 2018, 12, 15–24. [Google Scholar] [CrossRef]
- Salgado Reveles, M. A. The effects of virtual and augmented reality on attitudes towards science in Mexican primary school students. Paakat: Revista de Tecnología y Sociedad 2023, 13, 1–30. [Google Scholar]
- Martínez-Manso, H.; Delgado-Fernández, T. Arquitectura básica de diseño de gemelos digitales para la construcción. Revista de Investigación, Desarrollo e Innovación 2022, 12, 327–336. [Google Scholar]
- Stern, C. Tech Talk Q&A: Why virtual twins are the next big step for cosmetics and personal care manufacturers and suppliers. In CosmeticsDesign USA; 2025. [Google Scholar]
- ADÉX. Digital Twin – The Future of the Cosmetic Industry; 2023. [Google Scholar]
- Basetwo. Digital Twins for Optimized Cosmetic Emulsion Processes. 2025. Available online: https://www.basetwo.ai/blogs/digital-twins-for-optimized-cosmetic-emulsion-processes.
- Kilari, S. D. Use Artificial Intelligence into Facility Design and Layout Planning Work in Manufacturing Facility. European Journal of Artificial Intelligence and Machine Learning 2025, 4, 27–30. [Google Scholar] [CrossRef]
- Reed, Ruddell. Plant Layout: Factors, Principles, and Techniques; R. D. Irwin, USA: Homewood, Illinois, 1961. [Google Scholar]
- Muther, R. Planificación y Proyección de La Empresa Industrial: (Método S.P.L., Sistematic Layout Planning); Richard Muther & Associates, Inc.: Barcelona, España, 1968. [Google Scholar]
- Arango-Serna, M. D.; Zapata, J.; Cáceres-Gelvez, S. Sistemas Prácticos Para El Diseño Del Layout de Plantas Industriales Con Celdas de Manufactura; Universidad Nacional de Colombia: Facultad de Minas, Departamento de Ingeniería de la Organización, Medellín, Colombia, 2024. [Google Scholar] [CrossRef]
- García-Mujica, R.; Benavides-Cedeño, G. Diseño de una planta a escala industrial para la elaboración de ácido láctico mediante fermentación líquida. Revista Científica INGENIAR: Ingeniería, Tecnología e Investigación 2020, 3, 25–34. [Google Scholar]
- Ortiz-Campo, G.; Javier-Sánchez, H.; Ipatia-Moreno, G.; Fabian-Heredia, I.; Sebastián-Sánchez, C. Diseño de una planta de acabados textiles para la optimización de sus procesos químicos, mediante el uso de diagramas bpd, pfd y disposición layout. Polo del Conocimiento 2022, 7, 42–71. [Google Scholar]
- Hu, F.; Wang, C.; Wu, X. Generative Artificial Intelligence-Enabled Facility Layout Design Paradigm. Applied Sciences 2025, 15, 5697. [Google Scholar] [CrossRef]
- Scalvenzi, L.; et al. The Design of an Intensified Process and Production Plant for Cosmetic Emulsions Using Amazonian Oils. Processes 2025, 13, 1923. [Google Scholar] [CrossRef]
- Augmented Reality for Enterprise Alliance. AR Hardware Requirements: Inputs / Outputs: Sensors – Augmented. 2025. Available online: https://thearea.org/ar_requirement/ar-hardware-requirements-inputs-outputs-sensors-augmented/.
- Zhuang, E. Process location decisions; 2016. [Google Scholar]
- Voinea, G.-D.; Gîrbacia, F.; Duguleană, M.; Boboc, R. G.; Gheorghe, C. Mapping the Emergent Trends in Industrial Augmented Reality. Electronics (Basel) 2023, 12, 1719. [Google Scholar]
- Tompkins, J. A.; White, J. A.; Bozer, Y. A.; Tanchoco, J. M. A. Facilities Planning; Wiley, 2010. [Google Scholar]
- Disselkamp, J.-P.; Schütte, B.; Dumitrescu, R. Challenges of the integrative product and production system development. Proceedings of the Design Society 2024, 4, 553–562. [Google Scholar] [CrossRef]
- Isuru, A.; Kelton, W.; Bayer, C. Digital twins in food processing: A conceptual approach to developing multi-layer digital models. Digital Chemical Engineering 2023, 7, 100087. [Google Scholar] [CrossRef]
- Tan, C. H.; et al. Augmented reality assisted facility layout digitization and planning. Journal of Mechanical Science and Technology 2021, 35, 4115–4123. [Google Scholar] [CrossRef]
- Fernández-Moyano, J. A.; Remolar, I.; Gómez-Cambronero, Á. Augmented Reality’s Impact in Industry—A Scoping Review. Applied Sciences 2025, 15, 2415. [Google Scholar] [CrossRef]
- Peladarinos, N.; et al. Enhancing Smart Agriculture by Implementing Digital Twins: A Comprehensive Review. Sensors 2023, 23, 7128. [Google Scholar] [CrossRef]
- Escribà-Gelonch, M.; et al. Digital Twins in Agriculture: Orchestration and Applications. J Agric Food Chem 2024, 72, 10737–10752. [Google Scholar] [CrossRef]
- Begout, P.; Kubicki, S.; Bricard, E.; Duval, T. Augmented Reality Authoring of Digital Twins: Design, Implementation and Evaluation in an Industry 4.0 Context. Front Virtual Real 3 2022. [Google Scholar] [CrossRef]
Figure 1.
SLP methodology proposed by Muther [22]and modified by incorporating AI tools and augmented reality modeling to optimize plant layout.
Figure 1.
SLP methodology proposed by Muther [22]and modified by incorporating AI tools and augmented reality modeling to optimize plant layout.
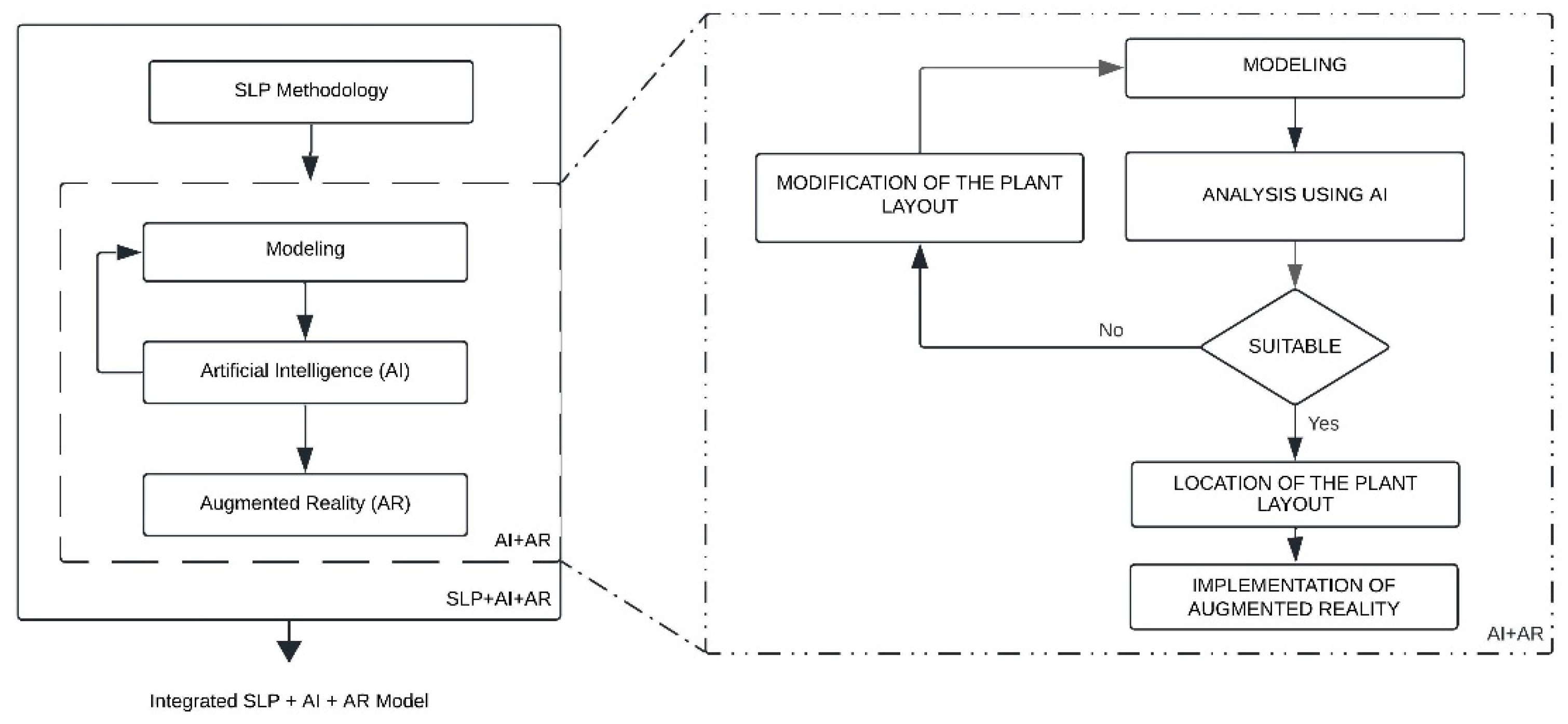
Figure 2.
Plant layout for obtaining cosmetic emulsion. Taken from Scalvenzi, et al. [27]. A. Selection; B. Washing; C. Softening; D. Pulping; E. Pressing and filtering; F1. Morete oil; F2. Ungurahua oil; G. Aqueous phase of the turboemulsifier; H. Oily phase of the turboemulsifier; I. Packaging machine; J. Labeling; K. Packaging; L. Storage; M1. Morete fruits; and M2. Ungurahua fruits. Administration area:- A1. Secretary; A2. Administrator; A3. Supplies and ingredients; A4. Laboratory; A5. Disinfection room; and A6. Changing rooms. Maintenance and control area:- C1. Electrical systems; C2. Maintenance storeroom; C3. Control room; and C4. Container and label storeroom. Complementary areas:- X. Boiler fuel; X1. Unloading area; X2. Finished product unloading area; XE1. Main entrance; XD. Employee circulation area; XD. Waste exit point; Y. Boiler; Z. Water storage; S1, S2, and S3. Emergency exits; and Z1. Unloading area.
Figure 2.
Plant layout for obtaining cosmetic emulsion. Taken from Scalvenzi, et al. [27]. A. Selection; B. Washing; C. Softening; D. Pulping; E. Pressing and filtering; F1. Morete oil; F2. Ungurahua oil; G. Aqueous phase of the turboemulsifier; H. Oily phase of the turboemulsifier; I. Packaging machine; J. Labeling; K. Packaging; L. Storage; M1. Morete fruits; and M2. Ungurahua fruits. Administration area:- A1. Secretary; A2. Administrator; A3. Supplies and ingredients; A4. Laboratory; A5. Disinfection room; and A6. Changing rooms. Maintenance and control area:- C1. Electrical systems; C2. Maintenance storeroom; C3. Control room; and C4. Container and label storeroom. Complementary areas:- X. Boiler fuel; X1. Unloading area; X2. Finished product unloading area; XE1. Main entrance; XD. Employee circulation area; XD. Waste exit point; Y. Boiler; Z. Water storage; S1, S2, and S3. Emergency exits; and Z1. Unloading area.
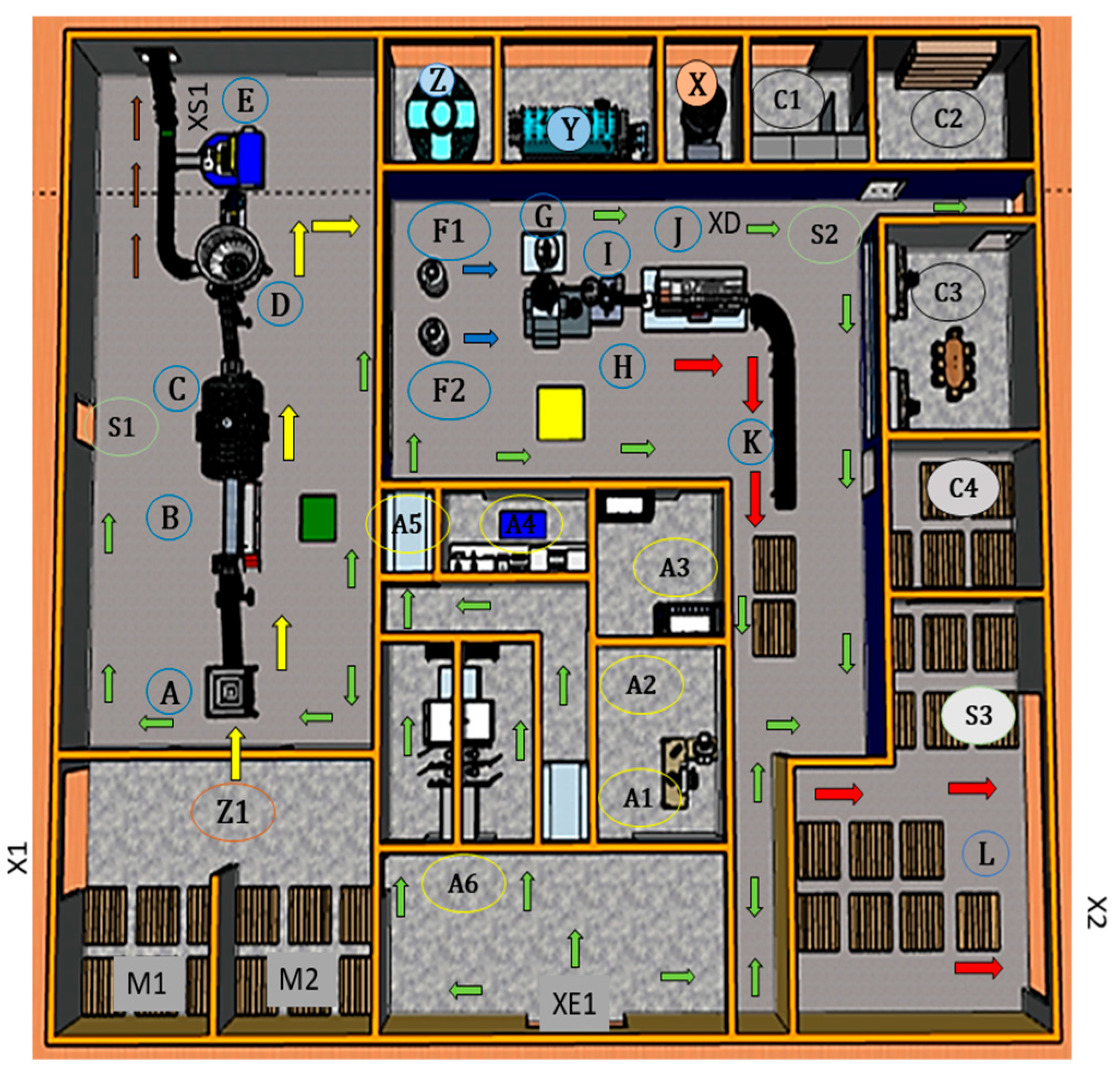
Figure 3.
Plant design for the production of cosmetic emulsions (a) Design without the implementation of artificial intelligence and taken from Scalvenzi et al. [27] (b) Design of the plant layout for the production of cosmetic creams with the implementation of artificial intelligence. Production area:- A. Selection; B. Washing; C. Softening; D. Pulping; E. Pressing and filtering; F1. Morete oil; F2. Ungurahua oil; G. Aqueous phase of the turboemulsifier; H. Oily phase of the turboemulsifier; I. Packaging machine; J. Labeling; K. Packaging; L. Storage; M1. Morete fruits; and M2. Ungurahua fruits. Administration area:- A1. Secretary; A2. Administrator; A3. Supplies and ingredients; A4. Laboratory; A5. Disinfection room; and A6. Changing rooms. Maintenance and control area:- C1. Electrical systems; C2. Maintenance storeroom; C3. Control room; and C4. Container and label storeroom. Complementary areas:- X. Boiler fuel; X1. Unloading area; X2. Finished product unloading area; XE1. Main entrance; XD. Employee circulation area; XD. Waste exit point; Y. Boiler; Z. Water storage; S1, S2, and S3. Emergency exits; and Z1.
Figure 3.
Plant design for the production of cosmetic emulsions (a) Design without the implementation of artificial intelligence and taken from Scalvenzi et al. [27] (b) Design of the plant layout for the production of cosmetic creams with the implementation of artificial intelligence. Production area:- A. Selection; B. Washing; C. Softening; D. Pulping; E. Pressing and filtering; F1. Morete oil; F2. Ungurahua oil; G. Aqueous phase of the turboemulsifier; H. Oily phase of the turboemulsifier; I. Packaging machine; J. Labeling; K. Packaging; L. Storage; M1. Morete fruits; and M2. Ungurahua fruits. Administration area:- A1. Secretary; A2. Administrator; A3. Supplies and ingredients; A4. Laboratory; A5. Disinfection room; and A6. Changing rooms. Maintenance and control area:- C1. Electrical systems; C2. Maintenance storeroom; C3. Control room; and C4. Container and label storeroom. Complementary areas:- X. Boiler fuel; X1. Unloading area; X2. Finished product unloading area; XE1. Main entrance; XD. Employee circulation area; XD. Waste exit point; Y. Boiler; Z. Water storage; S1, S2, and S3. Emergency exits; and Z1.
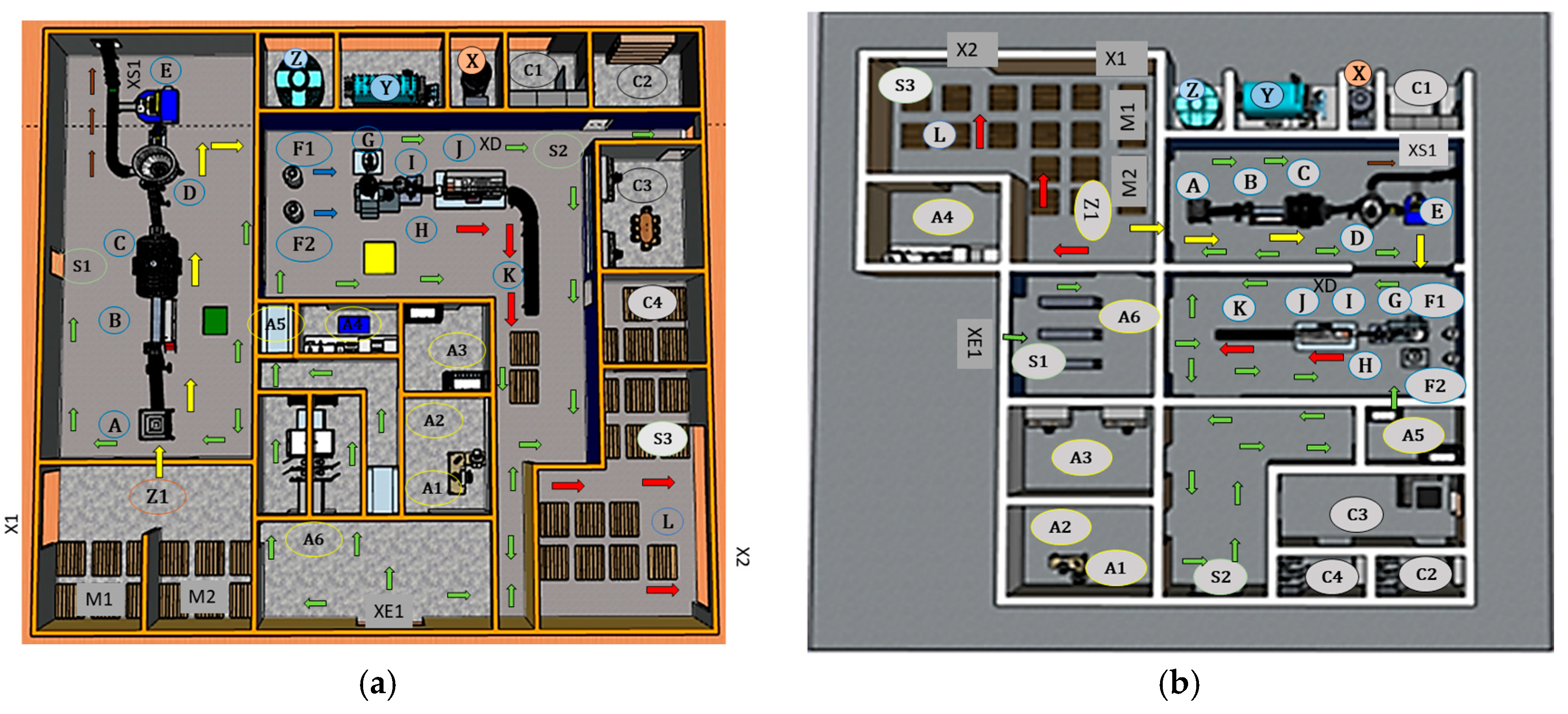
Figure 4.
Preliminary location of the site, adjusted to the dimensions of the designed plant layout.
Figure 4.
Preliminary location of the site, adjusted to the dimensions of the designed plant layout.

Figure 5.
Scaled 3D model (Augmented Reality) of the cosmetics plant integrated into the real environment and its internal layout.
Figure 5.
Scaled 3D model (Augmented Reality) of the cosmetics plant integrated into the real environment and its internal layout.
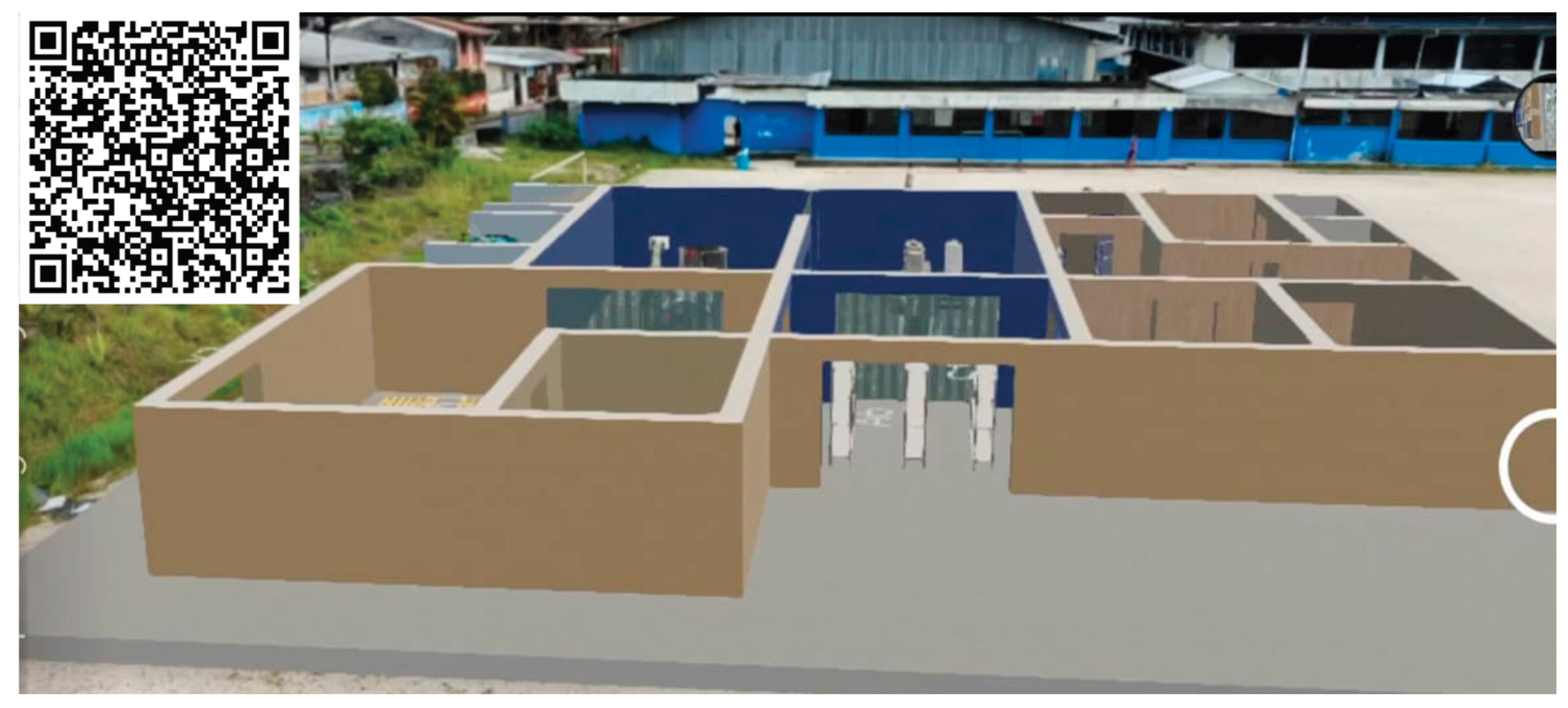

Table 1.
Prompts provided to the AI to obtain the ideal model under SLP plant layout criteria.
| SLP Analysis Criteria | Implemented Prompt |
|---|---|
| Product journey (PJ) | What are the main deficiencies that can arise throughout a product’s journey within an industrial plant? How does the absence of a traceability system influence the efficiency and control of the production process? What criteria should AI consider when suggesting the optimal location for receiving raw material? |
| Relationship between activities (RBA) | How can the layout of critical areas, such as formulation and packaging, affect operational continuity? What risks can arise from the inappropriate location of complementary areas, such as laboratories, staff access points, and common areas? What advantages does the implementation of digital communication systems offer for the internal operations of an industrial plant? |
| Relational diagram of journeys and activities | What types of deficiencies can be identified by using AI in relational diagrams of the production process? What are the most common errors in the graphical representation of activities and journeys within a plant’s design? What general recommendations does the AI analysis offer to improve the integration and fluidity of the production process? |
| Space requirements | What problems can arise from not properly scaling and sizing the spaces required in an industrial plant? What general guidelines can AI offer for optimizing space distribution in different types of production processes? |
Table 2.
AI-assisted analysis for refining plant layout based on iterations of the SLP methodology.
| Iteration | SLP criteria used in the prompt | AI Analysis | |
|---|---|---|---|
| Opportunities for refinement identified | Adjustment suggestions | ||
| 1 | 1. Product journey (PJ) | Lack of a traceability system for cosmetic ingredients from raw material reception to mixing. Inefficient connection between the mixing (processing) and packaging (storage and distribution) areas, affecting continuous production. |
Relocate the raw material reception area in line with the first processing station. Reorganize the layout to bring the mixing and packaging areas closer together, optimizing product transfer. |
| 2. Relationship between activities (RBA) | Limited communication between formulation (processing) and packaging areas, causing errors in specifications. | Implement a digital communication system to coordinate formulation and packaging between processing and storage. | |
| 3. Relational diagram of journeys and activities | Incomplete graphical representation, omitting key interactions between emulsification (processing) and quality control (laboratory) processes. | Include all interactions, with emphasis on quality control points between processing and laboratory. | |
| 4. Space requirements | Determination of the size required for each area, according to its function and operational load. | Estimate of the area required per area, based on its function and frequency of use: - Raw Material Reception: 15% - Processing Area: 25% - Packaging: 15% - Storage: 20% - Laboratory: 5% - Offices (management and conf.): 10% - Services (cleaning, restrooms, and supplies): 10% |
|
| Decision-making/Ideal Model | AI response: No | AI response: Yes. If yes, changes are made. | |
| 2 | 1. | No deficiencies identified | No adjustments required |
| 2. | No deficiencies identified | No adjustments required | |
| 3. | No deficiencies identified | No adjustments required | |
| 4. | No deficiencies identified | No adjustments required | |
| Decision-making/Ideal Model | AI response: No | AI response: Yes | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



