
Submitted:
21 April 2025
Posted:
22 April 2025
You are already at the latest version
Abstract
Self-compacting concrete (SCC) is an innovative type of concrete that can flow and settle into every corner of the formwork solely under its own weight, without segregating. It enables quicker placement, faster construction, and smooth movement around heavily reinforced areas. The use of waste materials in concrete production has grown significantly due to environmental and economic factors. Recycled concrete, as one such material, plays a role in reducing construction-related pollution. This approach not only enhances the efficient use of natural resources but also aids in environmental conservation, promoting a sustainable and eco-friendly construction industry [1], [24]. This study explores the use of recycled concrete aggregate (RCA) as a partial replacement for natural aggregate in self-compacting concrete (SCC) of grade C30/37.5. It aims to provide valuable insights into the practical application of recycled aggregate in advanced concrete production. RCA was used to replace coarse aggregate at levels of 25%, 50%, 75%, and 100% along with recycled steel fibers obtained from scrap tires. Recycled steel fibers were added at 0.25%, 0.5%, and 0.75% by volume of concrete. A control mix (plain SCC) was also prepared for comparison reasons The flow properties of SCC were evaluated through tests such as slump flow, J-ring, L-box, and V-funnel. The hardened properties including compressive strength, split tensile strength and flexural strength were tested after 28 days. The study concluded that the optimal replacement level for coarse aggregate with recycled aggregate combined with recycled steel fiber was 35% in SCC. Also using 0.25% or 0.50% waste steel fibers improves compressive strength, while a 0.75% fiber content leads to a reduction. However, the 0.75% fiber fraction achieves the highest splitting tensile and flexural strengths.
Keywords:
Self-Compacting Concrete
; Recycled Concrete Aggregate
; Recycled Steel Fiber
; Rheological Properties
; Mechanical Properties
; Density
; UPV
1. Introduction
The construction industry is increasingly oriented toward sustainable development through the reuse of construction and demolition waste and the reduction of natural resource consumption. One such advancement that has garnered significant research interest is Self-Compacting Concrete (SCC), a highly flowable, non-segregating concrete that can fill formwork and encapsulate reinforcement without mechanical vibration. SCC was first conceptualized in the late 1980s to address issues of skilled labor shortages and durability in highly congested structural elements. The EFNARC (2005) guidelines define SCC in terms of its essential characteristics—filling ability, passing ability, and resistance to segregation—which are measured through standardized fresh state tests [1].
Recent years have witnessed a growing body of research dedicated to enhancing the sustainability of SCC by incorporating Recycled Concrete Aggregates (RCA) and Recycled Steel Fibers (RSF), both of which contribute to circular economy practices in concrete technology [6,9,21]. RCA, derived from crushed waste concrete, can partially or fully replace natural coarse aggregates, thus reducing landfill burdens and depletion of virgin materials [11,21]. However, the inherent porosity and micro-cracks within RCA typically result in inferior mechanical performance, reduced durability, and compromised workability in concrete mixes [11,12,22]. These challenges necessitate refined mix proportioning strategies and the integration of supplementary materials to restore or enhance the performance of RCA-based SCC [16,21].
Parallel to the use of RCA, the incorporation of RSF—particularly from post-consumer tire waste—has demonstrated substantial promise in improving the mechanical behavior of concrete. RSFs are capable of enhancing tensile strength, ductility, impact resistance, and energy absorption capacity due to their ability to bridge micro-cracks and control crack propagation [2,3,20,23]. Studies have reported that RSF, when added in controlled quantities, improves the post-peak behavior and toughness of SCC while maintaining acceptable workability within the limits prescribed by EFNARC [3,5,7,10]. For example, Younis et al. [3] demonstrated that SCC incorporating RSF exhibited improved compressive, tensile, and flexural strengths compared to plain SCC, provided that the fiber content and aspect ratio were optimized.
The synergistic use of both RCA and RSF in SCC offers a dual advantage: addressing waste management challenges and enhancing the structural performance of sustainable concrete. However, achieving a balance between fresh properties (such as flowability, viscosity, and segregation resistance) and hardened properties (such as strength and toughness) remains a critical concern. Research by Khalaf and Deeb [5], Al-Bayati et al. [4], and Soutsos and Tang [8] emphasized that the combined effect of RCA and RSF can significantly alter the rheological behavior of SCC, often necessitating adjustments in superplasticizer dosage, binder content, and mix design methodologies.
In response to these complexities, several mix design approaches have been proposed to accommodate recycled materials while adhering to the rheological requirements of SCC. Nan Su et al. [16] developed a mix proportioning method for SCC that considers packing density and mortar flow, which has since been adapted by researchers integrating recycled materials [7,15]. Similarly, Dhonde et al. [14] and Khayat and Roussel [13] highlighted that fiber content, geometry, and distribution critically affect SCC's flowability and homogeneity, particularly when RCA is present.
This study aims to evaluate the combined performance of Recycled Self-Compacting Concrete (RSCC) made with RCA and RSF in terms of fresh and hardened properties. The objective is to assess the feasibility of producing SCC that meets EFNARC specifications while utilizing waste-derived constituents. By conducting a detailed experimental investigation, this research contributes to the advancement of eco-efficient construction practices, providing a deeper understanding of how recycled materials interact within self-compacting systems and supporting broader efforts toward sustainable infrastructure development [6,8,9,10].
2. Experimental Program:
To accomplish the research objectives, twelve concrete mixes were prepared using demolition waste (crushed concrete) as coarse aggregate. Recycled materials were incorporated at varying percentages (25%, 50%, 75%, and 100%) to replace the coarse aggregate. Additionally, steel fibers obtained from recycled scrap tires were added at ratios of 0.25%, 0.5%, and 0.75% by volume of concrete to enhance the properties of self-compacting concrete (SCC). The optimal fiber content for the fresh state of SCC was examined. A cube specimens measuring 10×10×10 cm were tested to assess the compressive strength and density of the mixes at 7 and 28 days. Cylindrical specimens with a diameter of 10 cm and a length of 20 cm were used to evaluate the splitting tensile strength, while prisms measuring 10×10×50 cm were employed to determine the flexural strength of the mixes.
2.1. Materials:
The materials used in this study are Portland Cement (type I) produced by MASS cement plant (42.5 R – B.S) 12/96 in Kurdistan-Iraq, natural rounded river aggregate was used as coarse aggregate with a maximum size of 12 mm, recycled coarse aggregate (RCA) was obtained from demolition of concrete cubes tested from labs by projects inside Erbil city, natural river sand was used as fine aggregate with a maximum size of 4.75 mm, recycled steel fiber (RSF) recovered from scrap tires, high water reduction admixture (HWRA) as super plasticizer (SP) was used to provide high workability that essentially required for SCC, Silica fume is also used by replacement of 5% of cement, the properties of the used materials are listed in the tables below:

Table 1.
Chemical composition and physical properties of Cement.
| Chemical Composition | OPC Type I (42.5 R) |
|---|---|
| CaO | 65.10% |
| SiO2 | 19.10% |
| Al2O3 | 4.20% |
| Fe2O3 | 2.70% |
| SO3 | 2.90% |
| MgO | 1.40% |
| Na2O | 0.65% |
| K2O | 0.98 |
| Physical Properties | OPC Type I (42.5 R) |
| Specific Gravity (g/m3) | 3.16 |
| Specific surface area (m2/kg) | 325.2 |
| Loss on ignition | 3.9% |
Table 2.
Physical properties of Natural Aggregate.
| Physical Properties | Course Aggregate | Fine Aggregate |
|---|---|---|
| Specific Gravity (g/m3) | 2.64 | 2.68 |
| Water Absorption % | 0.41 | 0.24 |
| Fineness Modulus | 6.4 | 2.75 |
Table 3.
Physical properties of Recycled Aggregate.
| Physical Properties | Recycled Course Aggregate |
|---|---|
| Specific Gravity (g/m3) | 2.52 |
| Water Absorption % | 4.3 |
| Fineness Modulus | 7.1 |
Table 4.
Physical properties of Recycled Steel fiber.
| Physical Properties | Recycled Steel Fiber |
|---|---|
| Diameter(mm) | 0.25—0.3 |
| Length(mm) | 20--35 |
| Specific Gravity | 7.85 |
| Tensile Strength (Mpa) | 1250 |
Table 5.
Chemical compositions and physical properties of Superplasticizer.
| Chemical Compositions and Physical Properties | Superplasticizer |
|---|---|
| Form | Liquid |
| Color | Light Yellow |
| Odor | Slight/Faint |
| Boiling Point (C) | > 100 |
| Freezing point | -4 |
| Relative Density | 1.05- 1.08 |
| Water Solubility | Soluble |
Table 6.
Chemical compositions and physical properties of Silica Fume.
| Chemical Composition | OPC Type I (42.5 R) |
|---|---|
| CaO | 1.50% |
| SiO2 | 95.10% |
| Al2O3 | 1.20% |
| Fe2O3 | 1 % |
| SO3 | 0.12% |
| MgO | 0.9% |
| Na2O | 0.24% |
| K2O | 0.78 |
| Physical Properties | OPC Type I (42.5 R) |
| Specific Gravity (g/m3) | 2.21 |
| Specific surface area (m2/kg) | 2.0 |
| Loss on ignition | 1.5% |
2.2. Mix Proportions:
The mix design followed EFNARC guidelines for self-compacting concrete (SCC), targeting a C30/37.5 grade. A control mix was initially prepared based on the trial mix design, while four additional mixes included partial replacement of coarse aggregate with recycled concrete aggregate at replacement levels of 25%, 50%, 75%, and 100%, respectively. The materials were first mixed in their dry state. Subsequently, 70% of the total water was added and thoroughly mixed. The remaining 30% of water, combined with a superplasticizer, was then incorporated into the mix. The recycled steel fibers were added separately to SCC mixtures at volume fractions 0.25%, 0.5%, and 0.75% of concrete. The flow properties were evaluated using slump flow, J-Ring, V-funnel, and L-box tests. The hardened properties of the concrete, including compressive strength, split tensile strength, and flexural strength, were assessed at 28 days. quantities and proportion details of all mixes are shown in Table 7 below:
2.3. Casting and Testing Methods:
A drum mixer was used for the mixing process. First, fine and coarse aggregates were dry mixed for 3 minutes. During this stage, water was added based on the aggregate's water absorption capacity to bring them to a surface-saturated condition. Next, silica fume and cement were introduced, and the entire mixture was blended for 5 minutes. Subsequently, water along with 90% of the total required superplasticizer was added and mixed for another 5 minutes. Fibers were then sprinkled by hand followed by the addition of the remaining 10% of water. The mixing continued for an additional 3 to 5 minutes until signs of self-compacting concrete (SCC) formation were observed.
2.3.1. Rheological Properties:
The fresh properties of self-compacting concrete were conducted in accordance with the specified guidelines and requirements following the EFNARC 2005 recommendations, as no specific code for fiber-reinforced concrete exists to date. Therefore, the same code was applied to evaluate the fresh properties of SCC with fiber. In this study, slump flow diameter, T500 slump flow time, V-funnel flow time, J-ring, L-box ratio and segregation resistance tests were conducted to assess the filling and passing abilities, respectively.
2.3.2. Mechanical Properties:
Tests on hardened concrete are essential to evaluate its structural integrity. Key assessments include compressive strength, flexural strength and split tensile strength test were carried out in the laboratory. The compressive strength is measured using cube of size 100mm on 28 days of curing on a compression testing machine (ASTM C39). The Split tensile strength is conducted on cylinders of size 200 mm × 100 mm on 28 days of curing (ASTM C496). The flexural strength was determined by the four-point loading on the beam of size 100 mm × 100 mm × 500 mm on 28 days of curing on flexural testing machine (ASTM C78). These tests collectively ensure compliance with design specifications.
2.3.3. Density and Ultrasonic Pulse Velocity Testing:
In this study, the physical properties of (SCC) incorporating (RCA) and (RSF) were investigated through density and Ultrasonic Pulse Velocity (UPV) measurements, the density of hardened concrete was determined in accordance with standard procedures by calculating the mass-to-volume ratio of 28-day cured specimens. UPV testing was conducted following ASTM C597 to evaluate the internal homogeneity and quality of the SCC mixes.
3. Test Results & Discussion:
3.1. The Rheological Parameters:
The fresh properties of recycled self-compacting concrete (SCC) were evaluated through various tests, including slump flow, T500, V-funnel, L-box, and J-ring. The results indicated that as the recycled aggregate content (RCA) increased, the workability of the mix decreased, as evidenced by a reduction in slump flow and an increase in V-funnel, T500, and J-ring times. This is attributed to the rougher texture and higher porosity of the recycled aggregates, which reduce the flowability. Additionally, the inclusion of steel fibers further decreased workability due to the increased viscosity of the mix. As steel fiber content increased, slump flow values decreased, while the T500, V-funnel, and J-ring times increased, indicating a decrease in flowability. Despite the reduced workability with higher fiber content, the mix remained self-compacting, demonstrating that the concrete could still flow and fill molds without segregation. These results highlight the trade-off between workability and mechanical performance improvements when incorporating recycled aggregates and steel fibers. The fresh properties of concrete tested in the laboratory are summarized in Table 8. The results fall within the range specified by the EFNARC guidelines.
The fresh properties of recycled aggregate and recycled steel fiber self-compacting concrete exhibit clear trends with varying RCA and fiber content.
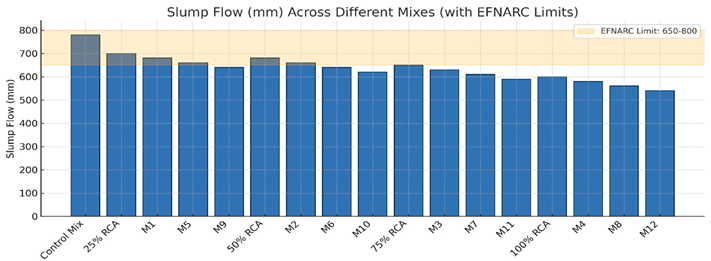
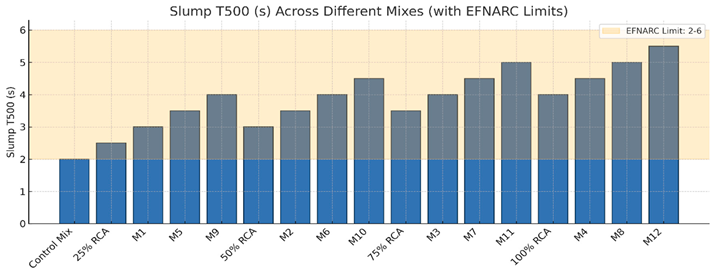
Figure 1.
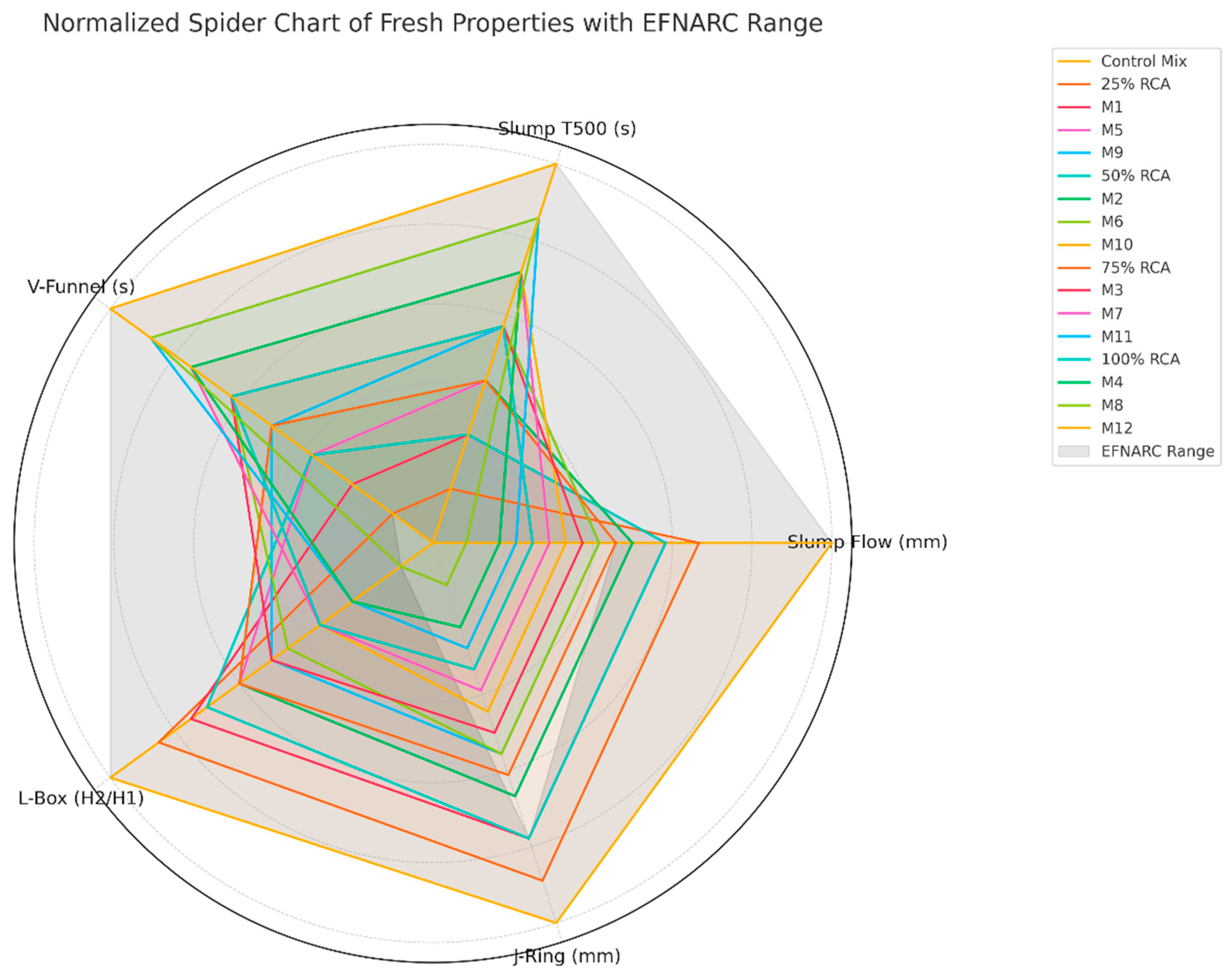
Slump flow decreases as steel fiber content increases due to the mix's higher viscosity. For the control mix (0% fiber), slump flow starts at 700 mm for 25% RCA and decreases to 600 mm at 100% RCA. With the inclusion of steel fibers, the slump flow further reduces, reaching 540 mm at 0.75% fiber for 100% RCA. Similarly, T500 time (the time taken for the slump flow to reach 500 mm) increases as fiber content rises, indicating increased viscosity. The control mix starts at 2.5 s for 25% RCA and increases to 4.0 s at 100% RCA, while the addition of steel fibers results in a further increase, reaching 5.5 s at 0.75% fiber for 100% RCA.
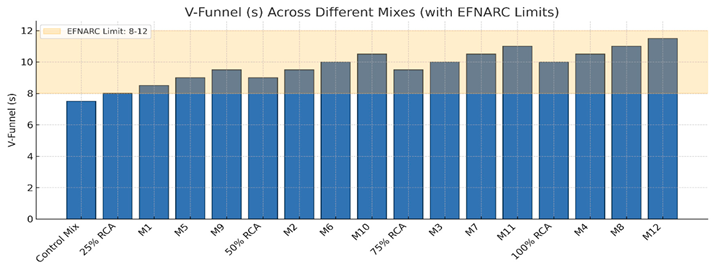
The V-funnel flow time follows a similar trend, increasing with higher RCA and fiber content. The control mix begins at 8.0 s for 25% RCA and reaches 10.0 s for 100% RCA, while the presence of steel fibers further raises the flow time, peaking at 11.5 s for 0.75% fiber at 100% RCA.
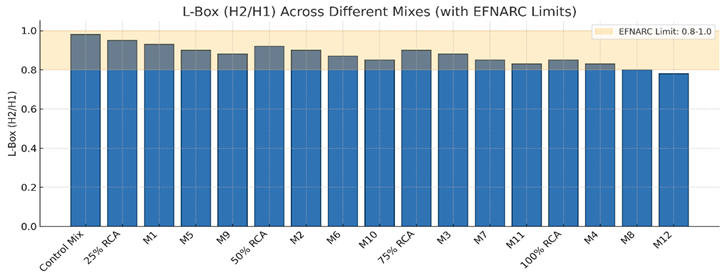
The L-box blocking ratio (H2/H1), which indicates flowability, slightly decreases as fiber content increases. The control mix starts at 0.95 for 25% RCA and declines to 0.85 for 100% RCA. With steel fibers, the L-box ratio further reduces to 0.78 at 0.75% fiber for 100% RCA, suggesting a slight restriction in flow.
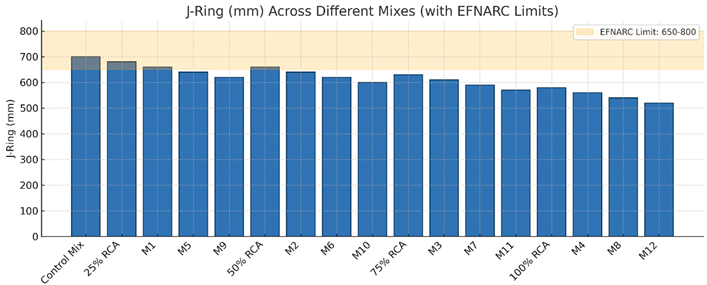
Lastly, the J-ring height difference increases with higher steel fiber content, demonstrating the fibers’ impact on reducing concrete's passing ability. The mixes with 0% fiber starts at 680 mm for 25% RCA and reaches 580 mm at 100% RCA. With fiber addition, the J-ring height difference rises from 580 mm at 0% fiber to 520 mm at 0.75% fiber for 100% RCA. These results confirm that while increasing RCA and fiber content reduces workability, the self-compacting properties are still maintained within acceptable limits.
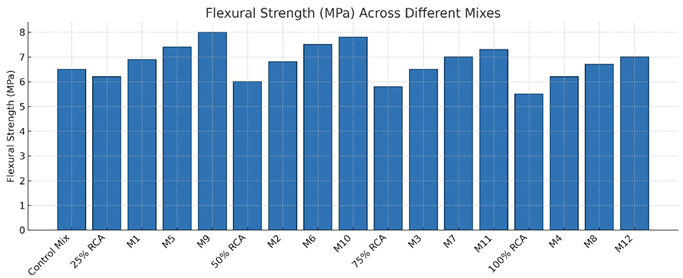
3.2. The Mechanical Properties:
The hardened concrete properties of recycled self-compacting concrete (SCC) were evaluated through tests measuring compressive strength, splitting tensile strength, and flexural strength at specified curing times (typically 28 days) using standard molds. The results indicated that as recycled aggregate content (RCA) increased, the compressive strength of the concrete decreased, likely due to the lower density and higher porosity of the recycled aggregates. However, the inclusion of steel fibers enhanced the splitting tensile strength and flexural strength, with higher fiber content leading to better crack resistance and improved bending capacity. Despite the decrease in compressive strength with higher RCA, steel fibers effectively improved the overall tensile and flexural behavior of the concrete. The best performance in splitting tensile and flexural strengths was observed at the highest steel fiber content (0.75%), demonstrating that steel fibers can significantly improve the mechanical performance of recycled SCC, especially in terms of crack control and resistance to bending and tension. The mechanical properties of concrete tested in the laboratory are summarized in Table 9.
The mechanical properties of recycled aggregate and recycled steel fiber self-compacting concrete show distinct trends with varying RCA and fiber content.
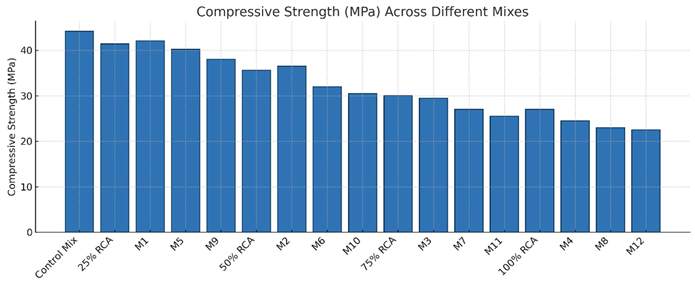
Compressive strength decreases as steel fiber content increases, primarily due to the added fibers increasing internal friction, making the mix more difficult to compact, which can lead to higher porosity. In the control mix (0% fiber), compressive strength starts at 41.4 MPa for 25% RCA and gradually decreases to 27.0 MPa at 100% RCA. The addition of steel fibers further reduces compressive strength, with values dropping from 42.1 MPa at 0.25% fiber to 38.0 MPa at 0.75% fiber in the 25% RCA mix. A similar trend is observed across all RCA contents, where increasing both RCA and fiber content results in reduced compressive strength, though it remains within an acceptable range.
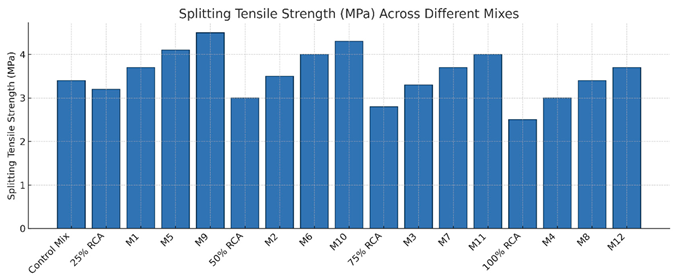
In contrast, splitting tensile strength increases with higher steel fiber content. The control mix shows a decline in tensile strength as RCA content increases, ranging from 3.2 MPa at 25% RCA to 2.5 MPa at 100% RCA. However, incorporating steel fibers significantly enhances the tensile strength. For instance, at 100% RCA, tensile strength improves from 2.5 MPa at 0% fiber to 3.7 MPa at 0.75% fiber, with the highest recorded tensile strength of 4.5 MPa occurring at 0.75% fiber with 25% RCA.
A similar improvement is observed in flexural strength, which increases with steel fiber content. In the control mix, flexural strength declines with increasing RCA content, from 6.2 MPa at 25% RCA to 5.5 MPa at 100% RCA. The introduction of steel fibers significantly enhances flexural performance, with the 0.75% fiber mix achieving a maximum of 7.8 MPa at 25% RCA and 7.0 MPa at 100% RCA. The highest flexural strength (8.0 MPa) is observed in the 0.75% fiber mix at 25% RCA. These results indicate that while compressive strength decreases with fiber addition, the enhancements in tensile and flexural strength suggest improved ductility and crack resistance in fiber-reinforced self-compacting concrete.
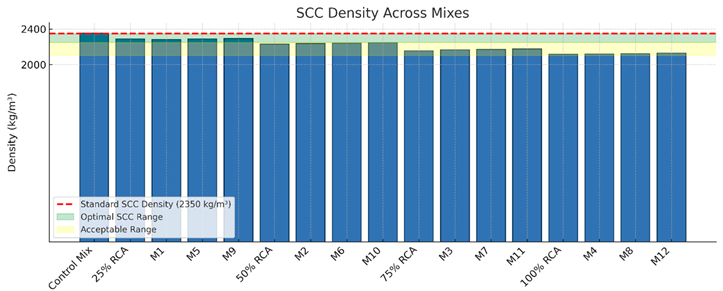
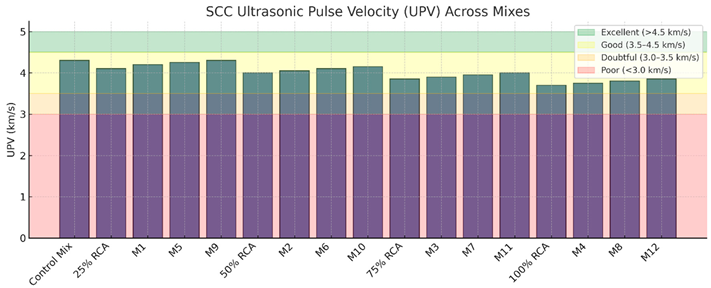
3.3. Density and Ultrasonic Pulse Velocity Testing:
As reported in previous research, the replacement of natural coarse aggregate with RCA results in a systematic reduction in density, primarily due to the lower specific gravity and increased porosity of recycled materials (8,11). However, the incorporation of RSF—extracted from post-consumer waste tires—has been shown to offset this reduction by improving matrix compaction and adding mass, especially at higher fiber contents (2,6,20).
The results of UPV testing demonstrated a decreasing trend in pulse velocity with increasing RCA content, indicating a more heterogeneous microstructure and a weaker interfacial transition zone (ITZ), as noted in previous investigations (4,5). Conversely, the presence of RSF improved UPV values due to the crack-bridging and densification effects of steel fibers (3,9). These enhancements suggest a more continuous matrix and reduced internal defects, even in the presence of recycled aggregates. Overall, the findings support the conclusion that RSF can effectively mitigate the negative effects of RCA on both density and ultrasonic pulse velocity, contributing to more durable and sustainable SCC in line with EFNARC (2005) recommendations.
Table 10.
physical property results for all mixes.
| Mix Code | RCA Content (%) | RSF Content (%) | Density (Kg/m3) |
Ultrasonic Pulse Velocity UPV (km/s) |
|---|---|---|---|---|
| Control Mix | 0% | 0% | 2355 | 4.3 |
| 25% | 0% | 2290.4 | 4.1 | |
| M1 | 0.25% | 2284.5 | 4.2 | |
| M5 | 0.5% | 2289.2 | 4.25 | |
| M9 | 0.75% | 2294.8 | 4.3 | |
| 50% | 0% | 2230.5 | 4.0 | |
| M2 | 0.25% | 2237.2 | 4.05 | |
| M6 | 0.5% | 2242.7 | 4.1 | |
| M10 | 0.75% | 2247.4 | 4.15 | |
| 75% | 0% | 2155.5 | 3.85 | |
| M3 | 0.25% | 2166.9 | 3.9 | |
| M7 | 0.5% | 2171.3 | 3.95 | |
| M11 | 0.75% | 2176.8 | 4 | |
| 100% | 0% | 2115.8 | 3.7 | |
| M4 | 0.25% | 2119.1 | 3.75 | |
| M8 | 0.5% | 2124.5 | 3.8 | |
| M12 | 0.75% | 2129.6 | 3.85 |
4. Conclusions:
- Effect of RCA on Rheology: Increasing the RCA content generally leads to a slight decrease in workability, as reflected in lower slump flow values and slightly higher V-funnel, T500, and J-ring times. This is because recycled aggregates often have a rougher texture and higher porosity, reducing the flowability of the mix.
- Effect of Steel Fiber on Rheology: As steel fiber content increases, workability decreases due to the higher viscosity of the mix caused by the fibers. This is evident in the decreasing slump flow and increasing T500, V-funnel, and J-ring values.
- Optimal Fiber Content: While higher fiber contents improve mechanical properties like splitting tensile strength and flexural strength, they can reduce flowability, the optimum fiber content might lie within the 0.25% to 0.5% range. Care must be taken when designing mixes to ensure sufficient workability, particularly for SCC, which requires good flowability and stability.
- Rheological Behavior: Steel fibers tend to improve the strength of SCC but reduce the flowability, which means that it may be necessary to adjust the mix design (e.g., using superplasticizers or adjusting the fine aggregate content) to achieve the desired workability and strength balance.
- Compressive Strength: There is a slight decrease in compressive strength as steel fiber content increases, likely due to higher viscosity and reduced compactability of the concrete mix, especially with higher RCA content. However, the values are still within an acceptable range for most applications.
- Splitting Tensile Strength: Steel fibers significantly enhance splitting tensile strength, especially at 0.75% fiber content. Even with increasing RCA content, the tensile strength shows a steady improvement.
- Flexural Strength: Similar to tensile strength, flexural strength improves consistently with steel fiber addition, showing the highest values at 0.75% fiber and 25% RCA.
- Density& UPV: Results showed that increasing RCA content led to a gradual reduction in both physical properties, due to the lighter and more porous nature of recycled aggregates. However, the inclusion of RSF improved these properties by enhancing internal matrix integrity and reducing microstructural defects.
- RCA Content: The RCA content inversely affects mechanical properties, especially compressive strength, but the addition of steel fibers mitigates some of this loss, especially in tensile and flexural strength. This analysis suggests that steel fibers are highly effective at improving tensile and flexural strengths in recycled SCC, even when RCA content is high, making it a promising material for sustainable concrete applications.
References
- EFNARC (2005). The European Guidelines for self-compacting concrete: specification, production, and use. Retrieved from http://www.efnarc.org/.
- Younis, K. H. (2016). Mechanical performance of concrete reinforced with recycled steel fibres extracted from post-consumer tyres)” Proceedings of the (2nd IEC2016) 20 – 22 February, Erbil-Kurdistan-Iraq.
- Younis, K. H., Ahmed, F. S., & Najim, K. B. (2018). Self-Compacting Concrete Reinforced with Steel Fibers from Scrap Tires: Rheological and Mechanical Properties.
- Al-Bayati, G. H., Taha, M. R., & Hameed, A. M. (2023). Effect of Recycled Aggregate Concrete and Steel Fibers on the Fresh Properties of Self-Compacting Concrete. E3S Web of Conferences, 377, 02012.
- Khalaf, M. A., & Deeb, R. A. (2015). Effect of Steel Fibers on the Properties of Recycled Self-Compacting Concrete in Fresh and Hardened State. International Journal of Civil Engineering, 13(4), 396-407.
- Kumar, R., & Dhaka, R. (2021). Recycled Fibers for Sustainable Hybrid Fiber Cement-Based Material: A Review. Materials, 14(9), 2350.
- Kadhim, A. J., & Kareem, Q. A. (2020). Mix Proportioning of Recycled Steel Fiber Reinforced Self-Compacting Concrete. Eurasian Journal of Science & Eng. ,6(1),17.25.
- Soutsos, M. N., & Tang, K. (2019). Experimental analysis of fiber-reinforced recycled aggregate self-compacting concrete. Structural Concrete, 20(1), 277-286.
- Soutsos, M. N., & Tang, K. (2022). Environment-Friendly Recycled Steel Fibre Reinforced Concrete. Construction and Building Materials, 346, 128495.
- Hatungimana, Daniel and MARDANI, ALI and Mardani, Naz and Assaad, Joseph, Feasibility of Steel Fiber-Reinforced Self-Compacting Concrete Containing Recycled Aggregates-Compliance to Efnarc Guidelines. [CrossRef]
- Grdic ZJ, Toplicic-Curcic GA, Despotovic IM, Ristic NS. Properties of self-compacting concrete prepared with coarse recycled concrete aggregate, Construction and Building Materials, 2010, No. 7, Vol. 24, pp. 1129-1133. [CrossRef]
- Khaleel OR, Al-Mishhadani SA, Abdual Razak H. The effect of coarse aggregate on fresh and hardened properties of self-compacting concrete (SCC), Procedia Engineering, 2011, Vol. 14, pp. 805-813. [CrossRef]
- Khayat K, Roussel Y. Testing and performance of fiber reinforced, self-consolidating concrete, Material & Structure, 2000, No. 6, Vol. 33, pp. 391-397.
- Dhonde HB, Mo Y, Hsu TT, Vogel J. fresh and hardened properties of self-consolidating fiber reinforced concrete, ACI Materials Journal, 2007, No. 5, Vol. 104, pp. 491 500.
- Simalti, A., & Singh, A. (2019). Mix proportioning of recycled steel fiber reinforced self-compacting concrete. Presented at the Proceeding of Int. UKIERI Concrete Congress.
- Nan Su, Kung-Chung Hsu, His-Wan Chai. “A simple mix design method for self-compacting concrete”, Cement and Concrete Research, 2001, pp. 1799 –1807. [CrossRef]
- Krishna Rao B, Ravindra V. Steel fiber reinforced self-compacting concrete incorporating class F fly ash, International Journal of Engineering Science and Technology, 2010, No. 9, Vol. 2, pp. 4936-4943.
- Qian CX, Stroeven P. Development of hybrid polypropylene-steel fibers-reinforced concrete, Cement and Concrete Research, 2000, No. 1, Vol. 30, pp. 63-69. [CrossRef]
- Nirmal Tamrakar. The effect of steel fibers type and content on the development of fresh and hardened properties and durability of self-consolidating concrete, Theses and dissertations, 2012, 794. p.
- Centonze, G., Leone, M., Aiello, A.M. (2012). Steel fibers from waste tires as reinforcement in concrete, Construction and Building Materials, 36, 45–67. [CrossRef]
- Prof. Y.V. akbari, Prof.Dr. K.B. parikh, Tejas H. raviya(2016).” A critical review of self-compacting concrete using recycled coarse aggregate.” IOSR journal of mechanical and civil engineering (IOSR-JMCE) vol 13, issue 1.
- Ajith V and Praveen Mathew (2015) ‘A study on the self-compacting properties of recycled concrete incorporating a new mix proportioning method. “International journal of science technology and engineering vol 2 issue 5.
- Pilakoutas, K., Neocleous, K., & Tlemat, H., (2004). Reuse of steel fibres as concrete reinforcement. Engineering Sustainability, 157, 131-138.
- C. S. Poon, Z. H. Shui, and L. Lam, “Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates,” Construction and Building Materials, vol. 18, no. 6, pp. 461–468, 2004. [CrossRef]
Table 7.
Concrete mix proportioning for recycled SCC grade C30/37.5 design mix (Kg/m3).
| Mix Code | Cement kg/m3 |
Fine Aggregate (Sand) kg/m3 |
Course Aggregate (Gravel) kg/m3 |
Recycled Course Aggregate kg/m3 |
Recycled Steel Fiber kg/m3 | Silica Fume kg/m3 |
Water Liter/m3 |
Admixture (SP) Liter/m3 |
|---|---|---|---|---|---|---|---|---|
| CM | 350 | 925 | 850 | 0 | 0 | 10 | 180 | 12 |
| M1 | 350 | 925 | 638 | 212 (25%) | 19 (0.25%) | 10 | 180 | 12 |
| M2 | 350 | 925 | 425 | 425 (50%) | 19 (0.25%) | 10 | 180 | 12 |
| M3 | 350 | 925 | 212 | 638 (75%) | 19 (0.25%) | 10 | 180 | 12 |
| M4 | 350 | 925 | 0 | 850 (100%) | 19 (0.25%) | 10 | 180 | 12 |
| M5 | 350 | 925 | 638 | 212 (25%) | 39 (0.50%) | 10 | 180 | 12 |
| M6 | 350 | 925 | 425 | 425 (50%) | 39 (0.50%) | 10 | 180 | 12 |
| M7 | 350 | 925 | 212 | 638 (75%) | 39 (0.50%) | 10 | 180 | 12 |
| M8 | 350 | 925 | 0 | 850 (100%) | 39 (0.50%) | 10 | 180 | 12 |
| M9 | 350 | 925 | 638 | 212 (25%) | 59 (0.75%) | 10 | 180 | 12 |
| M10 | 350 | 925 | 425 | 425 (50%) | 59 (0.75%) | 10 | 180 | 12 |
| M11 | 350 | 925 | 212 | 638 (75%) | 59 (0.75%) | 10 | 180 | 12 |
| M12 | 350 | 925 | 0 | 850 (100%) | 59 (0.75%) | 10 | 180 | 12 |
Table 8.
rheological properties results for all mixes.
| Mix Code | RCA Content (%) | RSF Content (%) | Slump Flow (mm) |
Slump T500 (s) | V-Funnel (s) | L-Box (H2/H1) | J-Ring (mm) |
|---|---|---|---|---|---|---|---|
| Control Mix | 0% | 0% | 780 | 2.0 | 7.5 | 0.98 | 700 |
| 25% | 0% | 700 | 2.5 | 8.0 | 0.95 | 680 | |
| M1 | 0.25% | 680 | 3.0 | 8.5 | 0.93 | 660 | |
| M5 | 0.5% | 660 | 3.5 | 9.0 | 0.90 | 640 | |
| M9 | 0.75% | 640 | 4.0 | 9.5 | 0.88 | 620 | |
| 50% | 0% | 680 | 3.0 | 9.0 | 0.92 | 660 | |
| M2 | 0.25% | 660 | 3.5 | 9.5 | 0.90 | 640 | |
| M6 | 0.5% | 640 | 4.0 | 10.0 | 0.87 | 620 | |
| M10 | 0.75% | 620 | 4.5 | 10.5 | 0.85 | 600 | |
| 75% | 0% | 650 | 3.5 | 9.5 | 0.90 | 630 | |
| M3 | 0.25% | 630 | 4.0 | 10.0 | 0.88 | 610 | |
| M7 | 0.5% | 610 | 4.5 | 10.5 | 0.85 | 590 | |
| M11 | 0.75% | 590 | 5.0 | 11.0 | 0.83 | 570 | |
| 100% | 0% | 600 | 4.0 | 10.0 | 0.85 | 580 | |
| M4 | 0.25% | 580 | 4.5 | 10.5 | 0.83 | 560 | |
| M8 | 0.5% | 560 | 5.0 | 11.0 | 0.80 | 540 | |
| M12 | 0.75% | 540 | 5.5 | 11.5 | 0.78 | 520 | |
| EFNARK Limits | 650-800 | 2-6 | 8-12 | 0.8-1.0 | 650-800 |
Table 9.
mechanical properties results for all mixes.
| Mix Code | RCA Content (%) | RSF Content (%) | Compressive Strength (MPa) |
Splitting Tensile Strength (MPa) | Flexural Strength (MPa) |
|---|---|---|---|---|---|
| Control Mix | 0% | 0% | 44.2 | 3.4 | 6.5 |
| 25% | 0% | 41.4 | 3.2 | 6.2 | |
| M1 | 0.25% | 42.1 | 3.7 | 6.9 | |
| M5 | 0.5% | 40.2 | 4.1 | 7.4 | |
| M9 | 0.75% | 38.0 | 4.5 | 8.0 | |
| 50% | 0% | 35.6 | 3.0 | 6.0 | |
| M2 | 0.25% | 36.5 | 3.5 | 6.8 | |
| M6 | 0.5% | 32.0 | 4.0 | 7.5 | |
| M10 | 0.75% | 30.5 | 4.3 | 7.8 | |
| 75% | 0% | 30.0 | 2.8 | 5.8 | |
| M3 | 0.25% | 29.5 | 3.3 | 6.5 | |
| M7 | 0.5% | 27.0 | 3.7 | 7.0 | |
| M11 | 0.75% | 25.5 | 4.0 | 7.3 | |
| 100% | 0% | 27.0 | 2.5 | 5.5 | |
| M4 | 0.25% | 24.5 | 3.0 | 6.2 | |
| M8 | 0.5% | 23.0 | 3.4 | 6.7 | |
| M12 | 0.75% | 22.5 | 3.7 | 7.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



