Submitted:
05 February 2026
Posted:
06 February 2026
You are already at the latest version
Abstract
Metal packaging materials remain fundamental across food, beverage, pharmaceutical, cosmetic, and technical sectors owing to their combination of mechanical robustness, total light and gas barrier performance, thermal resistance, and established recyclability. Aluminum alloys, tinplate, tin-free steel (TFS/ECCS), stainless steels, metal–matrix composites (MMCs), and metal–polymer or metal–paper laminates define distinct metal-based packaging architectures whose metallurgical and interfacial design governs forming behaviour, corrosion and migration pathways, coating integrity, and mechanical reliability. In this review, these architectures are examined from a materials- and systems-oriented perspective, linking composition, microstructure, processing routes, and surface engineering to functional performance across rigid, semi-rigid, and flexible formats. The analysis also considers the ongoing transition from bisphenol A (BPA)-based epoxy linings to BPA-free and hybrid coating chemistries, the use of nano-structured metallic and metal-oxide surfaces, and the role of composite laminates in which thin metallic foils are combined with polymeric or paper-based structural layers. These material and architectural aspects are discussed together with safety, regulatory, and circularity considerations that increasingly influence the design and selection of metal-based packaging. Ion migration, coating degradation, and corrosion under realistic storage environments are considered in relation to EU, FDA, ISO, and sector-specific requirements, while attention is also paid to the contrast between well-established closed-loop recycling infrastructures for aluminum and steel and the more complex end-of-life management of coated metals and multilayer laminates. The review provides a unified framework connecting materials selection, metallurgical design, processing, performance, regulatory compliance, and sustainability in metal-based packaging systems. Applications spanning consumer goods, pharmaceuticals, cosmetics, and advanced electronics are integrated to support an overall understanding of how metallic and hybrid metal-based architectures underpin functional reliability and life-cycle sustainability.

Keywords:
metallic packaging
; aluminum cans
; tinplate
; food-contact materials
; corrosion and migration
; surface coatings
; regulatory compliance
; circular economy
; recyclability
; sustainability
1. Introduction
Metal-based packaging systems have played a central role in the protection, preservation, and distribution of goods for more than a century, supporting food, beverage, pharmaceutical, cosmetic, and technical applications through their unique combination of complete barrier performance, mechanical robustness, and thermal stability (Kerry, 2012; Deshwal, 2020; Pagnotta, 2024) [1,2,3]. Metals exhibit an intrinsically dense and continuous atomic structure, providing an essentially impermeable barrier to gases and moisture and complete opacity to light. In packaging, however, this intrinsic barrier must be translated into system-level barrier integrity, since containers and laminates typically include seams, closures, and coated interfaces (Wu, 2023; Montanari, 2017) [4,5]. The mechanical robustness, thermal stability, and process compatibility of metals enable this barrier continuity to be maintained during high-speed forming and under thermal processing conditions (Engler, 2025) [6]. This combination of characteristics has historically positioned metals as reference solutions for long-term storage, sterilisation, and safety-critical packaging applications.
Early metal packaging technologies relied on essentially monolithic metal containers—such as steel cans and tinplate formats—whose performance depended primarily on the bulk properties of the metal and relatively simple surface treatments (Pagnotta, 2024; Deshwal, 2020) [2,3]. Over time, however, increasing demands related to product safety, functional performance, material efficiency, and regulatory compliance have driven a progressive evolution toward system-level packaging architectures (Deshwal, 2020; Verma, 2021) [2,7]. In contemporary applications, metals rarely operate as isolated materials; instead, they function as integral components of hybrid systems incorporating coatings, polymeric layers, paper-based supports, and functional surface modifications. Within these architectures, metallic substrates continue to provide the primary barrier and mechanical backbone, while complementary layers govern sealing reliability, chemical compatibility, and the integration of additional functions required by specific application domains (Wu, 2023) [4].
In this evolving landscape, aluminium alloys, tinplate, tin-free steel (TFS/ECCS), stainless steels, and advanced metal–matrix composites (MMCs) constitute the principal metal-based packaging architectures employed across rigid, semi-rigid, and flexible formats. Their functional behaviour is governed not only by alloy composition but also by crystallographic texture, microstructural evolution, surface chemistry, and processing history. For example, texture anisotropy and strain-hardening behaviour control the formability and earing response of aluminium can-body stock (Engler, 2025) [6], while the development of Fe–Sn intermetallic layers and passivation treatments governs the corrosion resistance and durability of tinplate systems (Montanari, 2017; Pandey, 2023; Wu, 2023) [4,5,8]. In TFS materials, the stability and adhesion of chromium-based duplex layers play a key role in defining coating compatibility and long-term performance, particularly under the combined effects of corrosion and processing-induced stresses (Wint et al., 2016) [9]. Stainless steels and metal–matrix composites (MMCs) further extend the performance envelope of metal-based packaging toward reusable, high-temperature, and technical applications, including stainless-steel containers for food and pharmaceutical products and electronic housings, where chemical inertness, durability, and reliability are critical (Parenti, 2010; Allman, 2019; Schneider-Ramelow, 2011; Lai, 2023) [10,11,12,13].
Beyond structural and barrier performance, migration and safety considerations represent a critical regulatory dimension of metal-based packaging. Aluminium intake and metal ion release continue to be monitored internationally, with significant variability in exposure limits and assessment methodologies across regulatory frameworks (Yokel, 2025). Organic acids, elevated temperatures, and coating discontinuities have been shown to accelerate localised corrosion and migration phenomena even in coated systems, highlighting the central role of surface engineering in food and beverage applications (Shukla et al., 2023; Sheehan et al., 2024; Wu, 2023) [4,14,15]. Parallel concerns apply to coating-related migrants, including bisphenols, phthalates, and non-intentionally added substances (NIAS), whose release depends on coating formulation, storage conditions, and multilayer architecture (Cooper, 2011; Seref, 2025) [16,17].
At the same time, sustainability and circularity increasingly influence material selection and design strategies for metal packaging. Aluminium and steel benefit from well-established closed-loop recycling infrastructures; however, the growing use of organic coatings and multilayer laminates introduces additional challenges for end-of-life management and material recovery. Studies on complex aluminium-based waste streams demonstrate that metal recovery remains technically feasible, reinforcing the strategic role of metals within circular-economy frameworks (Shukla, 2023) [14].
Against this background, the literature on metal packaging remains fragmented, often addressing materials, coatings, regulatory aspects, or sustainability in isolation. The present review addresses this gap by adopting a materials- and systems-oriented perspective, explicitly linking metallurgical design, processing routes, surface engineering, functional performance, regulatory compliance, and circularity within a unified framework. Rather than treating metals as standalone substrates, this work analyses metal-based packaging as integrated architectures whose performance emerges from the interaction between bulk materials, surfaces, and complementary layers.
The review is structured according to the conceptual roadmap illustrated in Figure 1, which organises the discussion into four interconnected domains: (i) composition and material typologies, (ii) properties and functional performance, (iii) regulatory framework and safety considerations, and (iv) circularity and sustainability. This structure supports a coherent analysis of both established and emerging metal-based packaging systems across food, pharmaceutical, cosmetic, and advanced technical applications.
1.1. Historical and Technological Evolution of Metal Packaging
Before the emergence of true metallic packaging, metals were extensively used in proto-packaging roles. Across Bronze Age, classical and medieval contexts, containers made of bronze, copper or pewter served as durable vessels for liquids, spices, ointments and ceremonial substances, while metal caskets and boxes protected jewellery, documents and other valuables during transport. Although these artefacts were not “packaging” in the contemporary industrial sense, they already fulfilled the essential functions of containment, mechanical protection and controlled storage that would later be formalised in industrial metal packaging technologies.
The technological evolution of metallic packaging, in the strict sense, reflects a long progression from early tin-coated iron sheets to today’s advanced multilayer and high-performance systems. Historical surveys indicate that tin plating was practised in Central Europe from the late Middle Ages, with tin-coated iron sheets reported in Bohemia and Bavaria by the 14th century, although production remained artisanal and geographically restricted for several centuries (Berger 2005; Hook and Heimlich 2017) [18,19]. Early tins were primarily used for snuff, ointments and dry commodities rather than food, due to limitations in soldering quality, hygiene and concerns about metal toxicity (Berger 2005) [18].
A decisive transition occurred in the early 19th century with the emergence of heat-processed foods in hermetically sealed containers. Appert’s thermal preservation process, introduced in France in 1809 to address military supply needs, led directly to the adoption of metal vessels for food sterilisation; shortly thereafter, Peter Durand patented the first cylindrical tinplate can in 1810, marking the beginning of industrial canning (Berger 2005; Risch 2009) [18,20]. By 1812, the first commercial canning factory had been established in London, signaling a shift from artisanal methods to early mechanized production (Page 2011) [21]. Throughout the 19th century, improvements in soldering, the introduction of interior enamels and, later, the development of the double seam in the 1880s increased sealing reliability and reduced contamination risks (Berger 2005; Risch 2009) [18,20].
Metal packaging diversified rapidly during the late 19th and early 20th centuries. Printed tins for confectionery, bakery products and toiletries enabled the integration of lithography with rigid metal formats, supporting emerging branding and marketing strategies (Berger 2005; Hook and Heimlich 2017) [18,19]. In the United States, the canning industry expanded dramatically: by the early 20th century, annual production reached tens of millions of base-boxes of tinplate, with a large fraction dedicated to food processing (Baker 1918) [22]. Industrial adoption accelerated with continuous body-making, improved welding processes and better control of tin coating thickness, which enhanced forming behaviour and corrosion performance (Risch 2009) [20]. Opening systems also evolved significantly: from key-wind tear strips in the 1860s to dedicated can openers in the 1870s, and eventually to ring-pulls and stay-tabs introduced in the 1960s–1970s, which transformed beverage can usability (Berger 2005; Risch 2009) [18,20].
A major technological shift occurred with the industrial availability of aluminum. Although aluminum extraction was demonstrated in the 19th century, commercial aluminum foil entered the market only around 1910; aluminum foil containers appeared in the early 1950s, and the first aluminum beverage cans were introduced by the end of that decade (Berger 2005; Hook and Heimlich 2017) [18,19]. Aluminum’s low density, excellent formability and compatibility with deep-drawing and ironing processes enabled the development of lightweight two-piece cans that rapidly reshaped the beverage sector (Risch 2009; Verma 2021) [7,20]. In parallel, aluminum foil became a key material for pharmaceutical blisters and multilayer laminates, offering exceptional moisture and gas barrier properties when combined with polymer heat-seal layers (Risch 2009; Verma 2021) [7,20].
From the late 20th century onward, innovation in metal packaging shifted toward surface engineering, alloy optimization and multilayer structures. Electrolytic tinplate benefited from refined passivation and improved control of Fe–Sn intermetallic growth; tin-free steel (TFS/ECCS) provided chromium-based alternatives with superior coating adhesion and formability; and internal linings evolved from BPA-epoxy systems to polyester, acrylic and hybrid chemistries aimed at reducing migration while maintaining corrosion protection (Berger 2005; Deshwal 2020) [2,18]. In aluminum packaging, the differentiation of alloys for can body, end and tab applications improved drawability, earing behaviour and mechanical stability. Metal–polymer laminates further broadened the use of thin-gauge foils in both flexible and semi-rigid formats (Risch 2009; Verma 2021) [7,20]. This technical evolution progressively transformed metal packaging from predominantly monolithic containers into system-level architectures, in which metallic substrates, coatings, and complementary materials operate as integrated functional assemblies.
Beyond the food and beverage sectors, metals became integral to specialised and high-performance applications. Beer canning, introduced in the 1930s, required coatings resistant to acidity, carbonation and pasteurisation stresses, driving advances in internal linings and external varnishes (Felmingham 1960) [23]. In pharmaceuticals, aluminum laminates established themselves as the dominant material for moisture-sensitive formulations. More recently, metallic housings have become essential in MEMS, sensors and microelectronic devices, where hermeticity, residual-gas control and thermo-mechanical compatibility are critical (Lai 2023; Chang 2024) [13,24].
From an environmental standpoint, metals were among the first packaging materials to be recovered at industrial scale, aided by their magnetic or density-based separability. Steel and aluminum maintain some of the highest recycling rates globally, and emerging delamination technologies now enable the recovery of aluminum from complex multilayer structures such as pharmaceutical blisters, reinforcing the strategic position of metals in circular-economy policies (Risch 2009; Verma 2021) [7,20].
Figure 2 summarises this historical trajectory, highlighting the transition from early tin-coated iron sheets to today’s metal-based packaging architectures, where advanced alloys, coatings, laminates and recycling infrastructures jointly define the contemporary technological landscape.
1.2. Methodological Note and Scope
This review follows PRISMA 2020 principles adapted to a mixed qualitative–quantitative synthesis of metallic packaging systems, aiming at a traceable materials- and systems-level interpretation combining metallurgy, surface engineering, safety, circularity, and regulation. The literature search (updated to 2025) was conducted using Scopus, Web of Science, ScienceDirect, and Google Scholar, complemented by publisher platforms and institutional/regulatory repositories, using keyword strings covering material families, processing, corrosion/migration, coatings, and end-of-life routes.
The analysed dataset includes 94 dated scientific references (1918–2026) and 11 normative sources (technical standards, EU regulations and guidance, and reports/technical documents), for a total of 105 sources. As shown in Figure 3a, the scientific references are intentionally weighted toward recent publications to capture current technological, regulatory, and circular-economy developments; this temporal distribution reflects a selection strategy rather than a bibliometric trend of scientific growth. The document-type composition reported in Figure 3b mirrors the categories used in this review, distinguishing peer-reviewed research and review articles from conference contributions, books/chapters, and normative sources that define standardized test methods and compliance requirements.
2. Material Families and Typologies;
Metal packaging materials constitute a heterogeneous class of engineered systems whose performance arises from the interplay between alloy composition, microstructure, surface chemistry, and forming processes.
Three conventional metallurgical families dominate industrial metal packaging: aluminum alloys, steel-based systems (including tinplate and tin-free steel/ECCS), and stainless steels (Schneider-Ramelow 2011; Risch 2009) [12,20]. Each is defined not only by bulk composition but by characteristic surface architectures and processing routes, which ultimately determine forming behaviour, corrosion pathways, coating adhesion, and suitability for specific packaging functions (Risch 2009; Verma 2021) [7,20]. Alongside these systems, advanced metal-based composite architectures extend the performance domain of metallic packaging. These include both metal–matrix composites (MMCs), such as Al–SiC and Al–diamond used in hermetic and electronic housings (Jiao 2022; Lai 2023) [13,25], and metal–polymer or metal–paper laminates, where aluminum or steel foils are integrated with organic layers to provide flexible or semi-rigid, high-barrier solutions widely employed in food, beverage, and pharmaceutical applications (Risch 2009; Verma 2021) [7,20].
Beyond bulk substrates, several metallic species are employed predominantly as functional surface layers rather than structural materials. Tin, chromium, nickel, copper, silver, and gold appear in electrolytic coatings, passivation treatments, metallisations, antimicrobial layers, or sensing surfaces, particularly in food-contact, pharmaceutical, and electronic packaging (Gautam 2021; Joshi 2024; Chen 2025) [26,27,28]. Although these layers do not significantly contribute to load-bearing capacity, they critically influence corrosion resistance, interfacial adhesion, migration behaviour, functional performance, and recyclability, and are therefore discussed in the context of surface engineering, coatings, and smart or hermetic packaging systems (Kerry 2012; Joshi 2024) [1,27].
The functional behaviour of metallic packaging is governed as much by surface architecture as by alloy type. Aluminum relies on its native Al2O3 passive film, which controls corrosion resistance and provides an adhesion platform for lacquers and laminates. Tinplate performance derives from its multilayer structure consisting of a steel substrate, Fe–Sn intermetallic layer, metallic tin coating, and passivation treatments (Pandey 2023) [8]. Tin-free steel utilises a Cr/Cr-oxide duplex system providing chemical stability and excellent lacquer adhesion (Kerry 2012) [1], whereas stainless steels depend on the stability of a self-healing Cr2O3 passive film to ensure long-term inertness (Cooper 2011) [16]. In laminated architectures, barrier and durability depend on both metallic and polymeric layers and on interfacial compatibility across the multilayer system (Risch 2009; Verma 2021) [7,20].
Processing routes exert a decisive influence on performance. Cold rolling, annealing, tempering, and textural control define the mechanical and forming behaviour of aluminum and steel sheets, while deep drawing, ironing, welding, and double seaming introduce severe deformation histories unique to packaging. Microstructural gradients, residual stresses, and surface conditioning govern formability, barrier integrity, and sealing reliability (Engler 2025; Montanari 2017) [5,6]. In MMCs, manufacturing routes determine reinforcement distribution and interfacial chemistry, whereas in laminated systems bonding processes, heat-sealing, and delamination behaviour control functional stability and end-of-life recovery efficiency (Tong 2007; Huang 2024; Risch 2009; Verma 2021) [7,20,29,30].
Metal packaging therefore encompasses a broad landscape of monolithic and composite metallic architectures whose functional properties arise from their metallurgical design and surface engineering.
Figure 4 provides a conceptual overview of the main metallic packaging material families and their typical application domains, offering an orientation framework for the detailed classification and analysis presented in the following figures and subsections.
Figure 5 classifies the material families considered in this review. The following subsections are organised by material family and apply a consistent analytical framework addressing composition and architecture, microstructure and processing routes, intrinsic barrier and mechanical properties, surface chemistry and coating interactions, functional and sealing performance, and packaging applications (Figure 4).
Structural metallic families include aluminum alloys, steel-based systems (tinplate and tin-free steel/ECCS), stainless steels and metal–matrix composites. In addition to bulk materials, metals such as tin, chromium, copper, nickel, silver and gold are used as functional surface components (coatings, passivation layers or metallisations), influencing corrosion behaviour, adhesion and functional performance rather than load-bearing capacity.
For all material families discussed in Section 2, the analysis follows the same structured sequence, schematically illustrated in Figure 6. In addition, the main packaging architectures associated with the metallic systems discussed in Section 2 are schematically compared in Figure 7.
2.1. Aluminum Alloys
Aluminum alloys represent one of the most versatile material families used in packaging, covering rigid containers, closures, beverage cans, household foils, and high-barrier pharmaceutical laminates. Their widespread adoption is driven by the combination of low density, high formability, intrinsic corrosion resistance and compatibility with high-throughput forming operations. Packaging applications rely predominantly on non-heat-treatable aluminum alloys, whose mechanical behaviour is governed by solid-solution strengthening and strain hardening rather than precipitation mechanisms. In practice, alloys of the 1xxx, 3xxx, 5xxx and 8xxx series dominate the sector (AA designation: the first digit identifies the main alloying family; 1xxx ≈ commercially pure Al, 3xxx = Al–Mn, 5xxx = Al–Mg, 8xxx = other foil-oriented systems). 1xxx and 8xxx grades are used mainly for foil products (Kerry 2012) [1], whereas 3xxx and 5xxx alloys provide the microstructural stability and deformation behaviour required for deep drawing, ironing and repeated bending without fracture (Engler 2025; Risch 2009; Deshwal 2020) [2,6,20].
2.1.1. Composition and Metallurgical Architecture
The non-heat-treatable 1xxx, 3xxx, 5xxx and 8xxx aluminum families are tailored to satisfy the competing requirements of deep drawability, resistance to local thinning, sealing reliability and high-barrier performance.
Alloys of the 1xxx series (commercially pure Al) are used where maximum ductility, cleanliness and surface uniformity are required, particularly in thin-gauge foils and lidding materials, and as a substrate for laminated barrier structures. Alloys of the 3xxx series (notably AA3004 and AA3104) combine manganese in solid solution with finely dispersed Mn-bearing particles, stabilising recrystallisation textures and enabling can-body wall thicknesses below 0.1 mm while still supporting hoop stresses generated by carbonation. 5xxx alloys, in particular AA5182, provide higher yield strength and work-hardening capacity, allowing complex scoring, rivet-forming and opening operations in can ends without premature cracking. 8xxx foil alloys contain finely dispersed Fe–Si intermetallic particles that enhance tear resistance and limit pinhole formation, which is critical for pharmaceutical blisters and retortable laminates (Deshwal 2020; Kerry 2012) [1,2]. A defining feature of aluminum packaging materials is the spontaneous formation of a nanometric Al2O3 passive film, which is central not only to corrosion resistance but also to adhesion of internal coatings and to seal development in multilayer laminates. As a result, surface chemistry is an integral component of the overall metallurgical architecture rather than a secondary surface attribute (Kerry 2012) [1].
2.1.2. Microstructure and Processing Routes
The microstructural state of packaging-grade aluminum is inseparable from its processing history. Cold rolling and intermediate annealing generate well-defined recrystallisation textures—predominantly Cube, with variable contributions from Goss, Brass and S components (i.e., characteristic crystallographic orientations that control planar anisotropy and drawability)—that directly determine the material’s ability to undergo deep drawing without strain localisation. Texture gradients across the sheet thickness, extensively documented in can-body stock, govern ear formation, wall-thickness uniformity and the onset of localised thinning during ironing (Engler 2025) [6].
During drawn-and-ironed (DWI) operations, aluminum experiences very large plastic strains under biaxial and plane-strain conditions. The resulting microstructure must retain sufficient work-hardening capacity to resist buckling under internal pressure while maintaining enough ductility to prevent splitting at the base and shoulder regions. For ends and closures, higher-strength 5xxx alloys must accommodate rivet forming, scoring and controlled tearing during opening, operations in which local anisotropy and residual stresses strongly influence sealing reliability.
In foil products, extreme thickness reductions amplify the role of inclusions, Fe–Si dispersoids and grain morphology. These features regulate pinhole density, tear propagation pathways and resistance to flex cracking in pharmaceutical and retort laminates, making microstructural cleanliness and control essential for functional performance (Kerry 2012; Deshwal 2020) [1,2].
2.1.3. Barrier and Mechanical Properties
Aluminum alloys combine excellent barrier performance with a favourable strength-to-weight ratio. Their dense metallic lattice ensures near-zero permeability to gases, light and moisture, underpinning their widespread use in both rigid containers and flexible multilayer systems. In foil form (typically 6–20 μm), aluminum provides oxygen transmission rates below ~0.02 cc·m−2·24 h−1, enabling extended shelf life for oxygen-sensitive foods and pharmaceutical products (Kerry 2012; Deshwal 2020) [1,2].
In rigid packaging, the mechanical behaviour of 3xxx and 5xxx alloys supports thin-wall deformation without fracture. Typical tensile strengths range from approximately 130 to 300 MPa, while the Young’s modulus (~70 GPa) allows stable deep drawing and ironing at industrial speeds. These properties ensure dimensional integrity under internal pressure and during thermal treatments such as pasteurisation and retort.
Corrosion resistance derives from the stability of the alumina film; however, acidic or chloride-rich environments may induce localised pitting where coating defects expose bare metal. Recent studies demonstrate accelerated corrosion in beverages containing organic acids, such as sour beers, where lactic and acetic acids promote crevice attack even in coated containers (Sheehan 2025) [15]. Earlier investigations on carbonated soft drinks reported similar trends, linking localised corrosion to organic acids, dissolved CO2 and chloride ions acting at coating discontinuities (Soares 2017; Taroco 2024) [31,32].
From a food-contact perspective, dietary exposure studies indicate that aluminum migration from properly coated containers generally remains limited under standard conditions, while localised corrosion at coating defects represents the dominant risk pathway in acidic and fermented products (Stahl 2011; Yokel 2025) [33,34].
Barrier performance therefore depends critically on the quality and continuity of internal coatings.
2.1.4. Surface Chemistry, Coating Interactions, and Corrosion Behaviour
Although aluminum benefits from a protective passive film, its stability can be challenged by chloride-rich food systems, acidic media and sulfur-containing volatiles generated during thermal processing. Under retort conditions (approximately 115–130 °C), partial hydration of the oxide to boehmite modifies surface energy and may weaken adhesion of internal lacquers, affecting both corrosion resistance and sealing performance.
Failure analyses show that localised defects in organic coatings act as initiation sites for underfilm corrosion, which can propagate laterally and reduce buckle strength or compromise the tightness of ends subjected to cyclic pressure. Penetration of sulfur-containing volatiles along micro-defects has been identified as a dominant mechanism of pitting in canned foods (Wu 2024) [4].
In foil-based laminates, coating interactions define seal strength, flex durability and resistance to delamination. The oxide layer, together with rolling-induced surface roughness, establishes mechanical interlocking and chemical bonding with heat-seal polymers. Any modification of the oxide—through mechanical abrasion, hydration or thermal cycling—can therefore influence functional behaviour, including seal integrity during retort and peelability in pharmaceutical blisters. Mechanical modelling and industrial case studies confirm that barrier failure in such laminates is governed not by aluminum permeability but by foil cracking, pinhole evolution and interfacial debonding under bending and thermal cycling (Bolzon 2015) [35].
2.1.5. Mechanical, Sealing, and Functional Performance
The mechanical requirements of aluminum packaging are governed not by bulk strength alone but by the ability to sustain thin-wall geometries under combined internal pressure, axial loads, bending, thermal gradients and cyclic deformation.
For can bodies, the allowable reduction in wall thickness is constrained by hoop strength, which controls resistance to carbonation pressures (typically 0.6–0.9 MPa), buckle pressure defining catastrophic wall instability, axial load resistance relevant to stacking and transport, and panel stability, which is highly sensitive to small variations in thinning during ironing. The mechanical envelope defined by yield strength, strain-hardening exponent and elongation sets the limits for safe operation: higher yield strength improves buckle resistance but reduces formability and increases the risk of localised splits, an intrinsic trade-off in can-body design.
Ends manufactured from AA5182 must retain controlled toughness along score lines to ensure predictable opening behaviour while withstanding transient pressure spikes. Local mechanical response in the rivet region directly influences seaming integrity and leak tightness under thermal cycling and transport loads.
Foil-based structures exhibit a distinct set of functional requirements, including tear resistance controlled by dispersoid populations and grain morphology, pinhole density limiting barrier efficiency, resistance to flex cracking during handling, and seal strength and creep stability during sterilisation. Mechanical fatigue under cyclic bending and thermal loading can initiate microcracks that propagate through work-hardened grains, reducing barrier integrity even in the absence of corrosion.
Aluminum’s high thermal conductivity facilitates rapid heating and cooling during retort, reducing thermal gradients and limiting thermally induced stresses at seams and closures. However, repeated thermal cycles can modify residual stress states and local yield behaviour, influencing long-term sealing reliability.
2.1.6. Packaging Applications and Suitability
Aluminum alloys are suitable for a wide range of packaging functions due to their combination of low density, excellent formability and intrinsic barrier performance. Drawn-and-ironed 3xxx alloys dominate beverage cans and thin-walled food containers, where their strain-hardening behaviour supports high internal pressures with minimal wall thickness. Foil-based 8xxx alloys underpin pharmaceutical blister packs, retortable multilayers and high-barrier laminates, exploiting aluminum’s impermeability and thermal conductivity.
5xxx alloys, particularly AA5182, remain the standard for can ends and closures, balancing rivet-forming toughness with mechanical strength for reliable seaming. Aluminum’s compatibility with coatings, lacquers and polymer laminates makes it highly versatile, while its ability to withstand thermal processing ensures suitability for processed foods. Its limitations include susceptibility to pitting in chloride-rich or highly acidic media and sensitivity to coating defects during retort; however, these issues are effectively mitigated through appropriate alloy selection, surface treatments and coating design.
2.2. Tinplate (Tin-Coated Steel)
Tinplate represents one of the most established metallic packaging systems for thermally processed foods, particularly where long shelf life, complete barrier performance, and mechanical robustness under sterilization conditions are required. Unlike aluminum alloys, whose packaging applications rely primarily on lightweighting and passive corrosion resistance, tinplate is based on a deliberately engineered multilayer system in which mechanical strength, electrochemical behaviour and surface functionality are distributed across distinct material components.
The tinplate system combines a low-carbon steel substrate, providing stiffness and resistance to deformation, with a thin electrolytic tin coating that governs corrosion behaviour and surface reactivity. This architecture enables controlled sacrificial protection of the steel base and allows the tuning of surface interactions through differential tin coatings and organic lacquers, depending on product chemistry and processing conditions. As a result, tinplate remains widely used in applications involving acidic or complex food matrices and severe thermal cycles, where dimensional stability and sealing reliability are critical.
In the following subsections, tinplate is analysed according to the same structured framework adopted for other metallic packaging families, covering composition and metallurgical architecture, microstructure and processing routes, intrinsic barrier and mechanical properties, surface chemistry and corrosion behaviour, functional performance during processing and storage, and representative packaging applications.
2.2.1. Composition and Layered Metallurgical Architecture
Tinplate is a steel-based packaging material produced from ultra-low-carbon steel sheet coated with a thin layer of electrolytically deposited tin, resulting in a precisely controlled laminated architecture (Deshwal 2020) [2]. Although the tin overlay is typically in the micrometre range, the functional structure is defined by a multilayer stack that includes the steel substrate, Fe–Sn intermetallics at the interface, the free Sn overlay, and a final surface passivation (Kerry 2012; Pandey 2023) [1,8]. The steel substrate provides the mechanical backbone of the system, enabling the stiffness and strength required for forming, flanging and double-seaming, whereas the tin layer governs surface reactivity and establishes the basis for controlled electrochemical behaviour in service (Deshwal 2020) [2]. Electrolytic tinning allows the coating weight to be tuned, including the use of differential tinplate configurations in which the internal and external tin weights differ to match food-contact and external-environment requirements (Montanari 2018) [5].
At the steel–tin interface, thermal and/or electrochemical treatments promote the formation of Fe–Sn intermetallic phases—primarily FeSn2, with thinner contributions from FeSn—acting as a metallurgical transition layer that supports adhesion and mechanical anchoring of the coating during deformation (Pandey 2023; Montanari 2018) [5,8]. The outer free-tin overlay contributes to solderability, corrosion buffering and accommodation of microcracking during forming, while passivation treatments (commonly chromate-based in conventional systems) stabilize the surface, mitigate staining phenomena and improve adhesion of subsequent organic coatings (Kerry 2012) [1].
From a packaging perspective, tinplate is supplied either as unlacquered material—where the metallic tin provides the primary surface function—or as lacquered tinplate, where organic coatings establish the dominant barrier against aggressive product chemistries and processing conditions (Montanari 2017; Deshwal 2020) [2,5].
2.2.2. Microstructure and Processing Routes
Tinplate for packaging applications is produced through a tightly controlled sequence of thermomechanical and electrochemical processing steps designed to ensure uniform microstructure, surface quality and coating integrity. The steel substrate is typically manufactured by continuous casting followed by hot rolling, cold rolling and final annealing, either in batch annealing (BA) or continuous annealing (CA) lines. These routes allow precise control of grain size, crystallographic texture and yield strength, which are critical for forming operations such as drawing, flanging and double seaming (Kerry 2012; Deshwal 2020) [1,2].
Cold rolling reductions and annealing parameters are selected to balance strength and ductility, producing a fine-grained ferritic microstructure with limited strain ageing susceptibility. This microstructural condition ensures dimensional stability during high-speed canmaking processes and limits the development of localized thinning or Lüders band formation during deformation. Skin-pass rolling is commonly applied as a final step to adjust surface roughness and mechanical response, improving formability consistency and surface finish.
Following substrate preparation, tin is deposited by electrolytic tinning, a process that enables accurate control of coating weight, distribution and surface morphology. Electrolytic deposition produces a fine-grained tin layer whose thickness can be independently tailored on each side of the strip, allowing the production of differential tinplate grades for optimized internal and external performance. Subsequent reflow treatments may be applied to modify tin morphology, promoting either matte or bright surface finishes depending on downstream requirements (Kerry 2012) [1].
During tinning and reflow, a thin Fe–Sn intermetallic layer develops at the steel–tin interface as a result of solid-state diffusion. Although limited in thickness, this intermetallic zone plays a decisive role in coating adhesion and mechanical integrity during forming and seaming. Excessive intermetallic growth is avoided through strict thermal control, as it may embrittle the interface and degrade coating performance during deformation (Montanari 2017) [5].
Surface passivation constitutes the final step of the tinplate processing route. Conventional chromate-based treatments have historically been employed to stabilize the tin surface, reduce oxidation and staining, and enhance compatibility with subsequent organic coatings. In parallel with regulatory-driven developments, alternative passivation strategies are increasingly implemented to maintain surface stability while reducing environmental impact, without altering the underlying metallurgical architecture of the tinplate system (Deshwal 2020) [2].
Overall, the microstructure and processing routes of tinplate are inseparable from its packaging performance: mechanical reliability, surface uniformity and coating integrity all stem from the controlled interaction between substrate metallurgy, tin deposition and post-treatment processes, forming a reproducible and industrially robust material platform for food packaging applications.
2.2.3. Barrier and Mechanical Properties
From an intrinsic standpoint, tinplate provides a complete barrier to gases, vapour, light and microorganisms, a feature dictated by the continuity of the steel substrate rather than by the thin metallic coating. The dense, defect-free steel sheet ensures absolute impermeability, making tinplate inherently suitable for long-term preservation of food products and for applications requiring extended shelf life under ambient or thermally processed conditions (Kerry 2012; Deshwal 2020) [1,2].
The intrinsic mechanical behaviour of tinplate is governed by the low-carbon steel base, which defines elastic modulus, yield strength and resistance to plastic deformation. Compared with aluminium alloys used in packaging, tinplate exhibits significantly higher stiffness and rigidity, providing a mechanically stable substrate capable of retaining its geometry during forming, filling and thermal processing. These properties establish the baseline resistance to buckling, paneling and permanent deformation at the material level (Deshwal 2020) [2].
The electrolytic tin coating contributes negligibly to load-bearing capacity but plays a complementary mechanical role by accommodating surface strain and microcracking during deformation. The ductility of the tin overlay allows compatible deformation with the steel substrate, reducing the likelihood of coating fracture and local exposure of steel during drawing and seaming operations (Kerry 2012) [1].
In addition to bulk mechanical properties, surface condition and coating uniformity play a decisive role in forming consistency and strain distribution during canmaking. The controlled surface roughness imparted by skin-pass rolling, together with the homogeneous tin overlay, promotes stable frictional behaviour during drawing, flanging and seaming operations. This combination supports reproducible deformation without localized thinning or tearing and contributes to the mechanical robustness of tinplate prior to the influence of surface chemistry, corrosion phenomena or functional performance in service (Montanari 2017) [5].
Overall, the mechanical, sealing and functional performance of tinplate packaging systems emerges from the interaction between material properties, surface engineering and joint design. Reliable service behaviour is therefore a system-level outcome rather than a direct consequence of substrate metallurgy alone.
2.2.4. Surface Chemistry, Coating Interactions, and Corrosion Behaviour
In practical packaging conditions, the effective barrier performance of tinplate depends critically on the continuity and integrity of the surface system formed by the tin coating and any applied organic layers. While the steel substrate provides an absolute bulk barrier, surface chemistry governs the interaction between the container wall, the internal atmosphere, and the packaged product or propellant, thereby controlling corrosion initiation and propagation mechanisms (Coles and Kirwan 2003) [36].
Tinplate exhibits a characteristic electrochemical behaviour arising from the nobility difference between tin and steel. Under intact conditions, the tin coating acts as a sacrificial layer, preferentially corroding to protect exposed steel areas. However, this protection is effective only within a limited spatial and chemical domain. Localized discontinuities in the tin layer or in organic coatings—such as scratches, pinholes, seam-related defects, or regions of insufficient coating thickness—can disrupt the electrochemical balance and act as preferential sites for localized corrosion, leading to pitting or underfilm attack (Montanari and Zurlini 2018; Pejić 2025) [5,37].
At the steel–tin interface, the morphology, continuity and thickness of the Fe–Sn intermetallic layer further influence corrosion behaviour by governing local electrochemical coupling and adhesion of the coating system. Detailed surface and interface analyses of commercial tinplate have shown that heterogeneities in intermetallic development and passivation coverage can locally amplify corrosion susceptibility when combined with coating defects or aggressive product chemistries (Pandey 2023; Cova and Caiazzo 2018) [8,38].
The interaction between surface condition and the internal atmosphere is particularly relevant in sealed metallic packaging systems. Residual oxygen, moisture and reactive species present in the headspace can accelerate corrosion processes at exposed sites, especially when thermal cycles or long storage times promote desorption and redistribution of adsorbed species from internal surfaces. Experimental investigations on metal packages demonstrate that even minor variations in process parameters affecting residual gas content can significantly influence corrosion susceptibility at coating defects, highlighting the coupled role of surface chemistry and internal atmosphere in hermetic tinplate systems (Chang et al. 2024) [24].
Organic lacquers therefore represent a critical functional component of tinplate across food, beverage and general-line applications. Their primary role is to isolate the metallic surface from direct contact with aggressive media and to homogenize surface reactivity. When properly applied and cured, lacquered tinplate exhibits high resistance to corrosion under a wide range of service conditions. Conversely, localized coating failures can lead to underfilm corrosion and progressive degradation, even when the bulk tin coating remains nominally intact (Coles and Kirwan 2003; Pejić 2025) [36,37]. Recent developments in coating technology aim to extend the functional envelope of conventional lacquer systems. Nanostructured and multifunctional coatings—based on epoxy matrices reinforced with graphene derivatives, metal oxides or bioactive components—have been proposed to enhance corrosion resistance while introducing antimicrobial or sensing functionalities, particularly for food-contact applications requiring extended shelf life and improved safety margins (Spišák, 2015; Xavier, 2025; Priyadharshini, 2025) [39,40,41]. In parallel, increasing regulatory pressure has driven the development of chromium-free passivation strategies capable of stabilizing tinplate surfaces while reducing environmental and toxicological concerns, without altering the underlying metallurgical architecture of the system (Ros, 2026) [42].
Seam regions represent a particularly sensitive area from a corrosion standpoint. Mechanical deformation during forming and seaming may locally thin or disrupt surface layers, while geometrical complexity promotes retention of moisture or condensable species. Multiple studies have shown that corrosion phenomena often initiate preferentially at these regions, driven by the combined effects of mechanical strain, electrochemical heterogeneity and internal atmosphere rather than by bulk material properties alone (Montanari and Zurlini 2017; Wu et al. 2024) [4,5].
Overall, corrosion behaviour in tinplate packaging systems is governed by the interplay between surface chemistry, coating integrity and internal atmosphere, rather than by intrinsic material properties alone. This system-level perspective explains why tinplate performance cannot be assessed solely on the basis of substrate metallurgy or coating weight, and underscores the central role of surface engineering, coating design and process control in ensuring long-term packaging reliability across diverse application domains.
While these surface- and atmosphere-driven mechanisms govern the initiation of corrosion and degradation phenomena, their impact on container integrity ultimately manifests at the functional level through joint reliability, sealing performance and long-term mechanical stability, which are addressed in the following section.
2.2.5. Mechanical, Sealing, and Functional Performance
The functional performance of tinplate packaging systems in service is governed not only by intrinsic material properties but by the integrated response of the steel substrate and joints under mechanical loading, thermal cycling and internal pressure variations. While the high stiffness of the steel base provides a stable structural platform, long-term performance depends on the ability of the container system to preserve hermeticity and dimensional integrity throughout filling, processing, transport and storage.
Sealing performance represents a critical functional requirement across all tinplate packaging formats. Double seams, welded joints and crimped closures must withstand combined plastic deformation and thermal exposure without loss of tightness. The reliability of these joints is controlled by forming precision, seam geometry and the local behaviour of surface layers, which must accommodate severe deformation without cracking or delamination. Inadequate control of coating thickness, surface cleanliness or seam compression may compromise sealing performance even when bulk material properties remain within specification (Montanari and Zurlini 2017) [5].
Thermal processing imposes additional constraints on functional behaviour. Elevated temperatures and subsequent cooling cycles promote stress relaxation, redistribution of residual stresses and changes in the internal atmosphere of sealed containers. Experimental studies demonstrate that process parameters influencing residual gas content and surface condition can indirectly affect long-term sealing stability and corrosion susceptibility at mechanically stressed regions, particularly in seam areas (Chang et al. 2024) [24].
Beyond hermeticity, functional performance also encompasses resistance to impact, vibration and fatigue during distribution. The ductile response of the steel substrate, combined with the energy-absorbing capacity of the container geometry, limits damage propagation and supports tolerance to mechanical abuse over extended storage times.
Overall, the mechanical, sealing and functional performance of tinplate packaging systems emerges from the interaction between material properties, surface engineering and joint design. Reliable service behaviour is therefore a system-level outcome rather than a direct consequence of substrate metallurgy alone.
2.2.6. Packaging Applications and Suitability — Tinplate
Tinplate remains a widely adopted material across multiple packaging segments owing to its combination of mechanical robustness, complete barrier performance and proven reliability under demanding processing and service conditions. Its suitability extends beyond conventional food packaging to include beverage containers, aerosol cans (e.g., cosmetic sprays, technical lubricants, foams and insecticides) and so-called general-line packaging, such as containers for paints, adhesives, lubricants and other industrial or household chemical products, where structural integrity, hermetic sealing and long-term stability are critical requirements. (Coles et al., 2003) [36]. In food-packaging applications, the suitability of tinplate is closely linked to its ability to withstand thermal sterilisation, vacuum formation and long storage times without loss of dimensional stability or sealing integrity. Experimental investigations confirm that performance degradation rarely originates from the bulk material, but instead from localised surface or coating discontinuities, reinforcing the importance of surface engineering and process control in real packaging environments (Pejić, 2025) [37].
Beyond conventional lacquer systems, advanced functional coatings are increasingly investigated to extend the use of tinplate in food-packaging applications involving aggressive product chemistries or extended shelf life. In particular, nanostructured and hybrid coatings based on epoxy matrices reinforced with graphene derivatives, metal oxides or bioactive phases have been shown to enhance corrosion resistance under acidic or complex food conditions and, in some cases, to provide additional antimicrobial functionality. These developments aim to improve chemical stability and hygiene at the food–package interface without modifying the underlying tinplate architecture (Spišák, 2015; Xavier, 2025; Priyadharshini, 2025) [39,40,41].
In parallel, chromium-free passivation strategies have been developed in response to regulatory restrictions on hexavalent chromium, preserving surface stability and coating adhesion while reducing environmental and toxicological concerns (Ros, 2026) [42].
Tinplate also plays a central role in aerosol and general-line packaging, where containers must withstand sustained internal pressure, mechanical impacts and repeated handling during filling, transport and storage. Aerosol applications typically involve pressurised systems combining propellants—such as compressed gases or hydrocarbon mixtures—with cosmetic, domestic or technical products. In these conditions, the high stiffness and yield strength of the steel substrate provide resistance to deformation and bursting while maintaining dimensional stability and sealing integrity.
General-line packaging refers to rigid metal containers for non-food products such as paints, varnishes, adhesives, oils and industrial chemical formulations. In these applications, surface coatings are selected primarily to ensure chemical compatibility with solvents and active components rather than food-contact safety. The combination of chemical resistance, robust forming behaviour and reliable double-seaming underpins the continued use of tinplate in demanding service environments characterised by long shelf life and mechanical abuse.
When compared with aluminium-based packaging systems, tinplate provides higher mechanical rigidity and greater resistance to permanent deformation, albeit at the expense of higher material density. This trade-off positions tinplate favourably in applications where pressure resistance, dimensional stability and long-term shape retention outweigh lightweighting considerations, such as aerosol containers, general-line packaging and thermally processed food cans. Aluminium-based systems are instead preferred where mass reduction and extreme formability dominate design priorities.
From an application standpoint, tinplate benefits from well-established recycling infrastructures and consistently high recovery rates for steel-based packaging. This aspect is particularly relevant for high-volume applications such as food cans, aerosol containers and general-line packaging, where established collection and recycling streams strongly influence overall environmental performance. Life cycle assessment studies indicate that the environmental footprint of tinplate packaging is governed primarily by collection efficiency, recycled steel content and coating complexity rather than by the steel substrate itself (Albuquerque, 2019; Teixeira, 2025) [43,44]. Consequently, process optimisation and surface-engineering strategies offer effective pathways to reduce environmental impact while preserving existing tinplate-based packaging architectures.
2.3. Tin-Free Steel (TFS/ECCS)
Tin-free steel (TFS), also known as electrolytic chromium-coated steel (ECCS), represents the principal alternative to tinplate within steel-based packaging systems. Its distinguishing feature is a surface-engineered protection concept, in which adhesion of organic coatings, chemical inertness at the metal–product interface, and surface hardness are prioritised over the sacrificial corrosion behaviour characteristic of metallic tin.
Instead of a tin overlay, TFS employs a thin duplex layer composed of metallic chromium and chromium oxides, deposited electrochemically onto low-carbon steel sheets. Within the system-level architectures considered in this review (Figure 7 d), TFS is therefore classified as a coating-dependent steel system, in which corrosion protection and functional reliability are governed primarily by the integrity and adhesion of organic coatings rather than by electrochemical buffering of the metallic layer.
This architecture confers excellent coating adhesion, stable surface chemistry under thermal sterilisation, and high resistance to scratching and abrasion. As a result, TFS is particularly suited for packaging components in which surface stability and lacquer performance dominate design requirements, such as lids, ends, closures and drawn components requiring precise scoring (Deshwal, 2020) [2].
2.3.1. Composition and Metallurgical Architecture
The TFS substrate is the same low-carbon steel used for tinplate; however, the protective function is entirely transferred from a metallic overlay to a surface-engineered chromium-based system. Instead of forming Fe–Sn intermetallic phases, TFS develops a controlled duplex surface architecture composed of:
- Metallic chromium layer (Cr0) — dense, continuous, and extremely thin, forming a chemically inert and non-reactive interface with the steel substrate.
- Hydrated chromium oxide/hydroxide layer (CrOOH/Cr2O3) — amorphous and chemically stable, providing corrosion resistance and acting as an effective primer for organic coatings.
Here, Cr0 denotes metallic chromium deposited electrolytically, distinct from the overlying chromium oxide/hydroxide layer that governs corrosion resistance and lacquer adhesion.
The total chromium-based coating weight is low—typically 30–60 mg m−2 per side—yet its influence on surface chemistry and interfacial behaviour is disproportionate to its thickness. The chromium-rich layer system does not dissolve in contact with food; its function is not sacrificial but barrier-forming, establishing stable surface energy and strong affinity for lacquers (Kerry, 2012) [1].
A key architectural difference from tinplate is that TFS is inherently non-solderable, and all joining operations must rely on mechanical methods. Packaging design has therefore evolved toward purely mechanical sealing strategies, in which seam geometry, substrate strength and coating integrity ensure mechanical tightness without metallurgical bonding.
2.3.2. Microstructure and Processing Routes
Since the steel substrate employed in tin-free steel (TFS/ECCS) is metallurgically identical to that used for tinplate, its intrinsic formability is governed by the same parameters, including ferritic grain size, crystallographic texture developed during cold rolling, and temper grade. These factors control yield strength, elongation, and planar anisotropy, thereby defining drawability, flangeability, and dimensional stability during forming operations (Robertson, 2013; Deshwal and Panjagari, 2020) [2,45].
The processing route for TFS follows the conventional sequence adopted for packaging-grade steels, comprising continuous casting, hot rolling, cold rolling, and final annealing, with optional skin-pass rolling to adjust surface roughness and mechanical response. This metallurgical route is essentially identical to that of tinplate prior to surface coating, confirming that differences in processing behaviour arise primarily from surface condition rather than from bulk microstructure (Deshwal and Panjagari, 2020) [2].
However, the absence of a ductile metallic tin overlay introduces a fundamental difference in surface–tool interactions during forming. While tinplate benefits from the presence of a soft tin layer that can accommodate localised deformation and facilitate sliding at the tool–metal interface, the chromium-based surface of TFS exhibits higher hardness and lower ductility. As a consequence, forming behaviour becomes more sensitive to lubrication conditions, tool geometry, and surface roughness (Melvin et al., 2018) [46].
Despite these constraints, the chromium/chromium-oxide surface provides superior resistance to scratching and abrasion compared with tin-coated systems. This characteristic is advantageous in high-speed production lines and in operations involving repeated contact with tooling, where tin overlays may suffer from smearing or microcracking. Preservation of surface integrity prior to lacquer application is therefore enhanced in TFS-based systems (Melvin et al., 2018) [46].
During end forming and double seaming, TFS relies entirely on the mechanical response of the steel substrate, without the lubricating or strain-accommodating contribution of metallic tin. Coating adhesion and continuity must therefore be maintained under highly localised plastic deformation. Experimental studies on lacquered TFS surfaces have shown that curing conditions and near-surface chemistry strongly influence adhesion stability and electrochemical behaviour after deformation, highlighting the tight coupling between processing history and surface performance (Kefallinou et al., 2016; Wint et al., 2020) [9,47].
Overall, while the bulk microstructural control of TFS mirrors that of tinplate, its processing behaviour is distinguished by surface-driven constraints. These include greater dependence on coating adhesion, limited tolerance to surface damage, and the need for precise control of lubrication, curing, and seaming conditions to ensure reproducible manufacturing performance.
2.3.3. Barrier and Mechanical Properties
When combined with appropriate organic coatings, tin-free steel (TFS/ECCS) provides barrier performance comparable to that of tinplate, offering effective protection against oxygen, moisture, and light. As for all metallic packaging materials, the barrier function of the steel substrate itself is essentially complete; therefore, barrier capacity in TFS-based systems is governed primarily by coating integrity rather than by the metallic surface layer (Robertson, 2013) [45].
The chromium oxide–based surface of TFS contributes indirectly to barrier preservation by enhancing scratch and abrasion resistance during forming and handling. This characteristic reduces the likelihood of coating damage prior to filling and thermal processing, supporting the maintenance of barrier continuity throughout manufacturing operations (Melvin et al., 2018) [46]. However, in contrast to tinplate, TFS does not provide sacrificial electrochemical protection, and any exposure of the steel substrate due to coating defects can lead to rapid localised corrosion. As a consequence, the organic coating system represents the primary corrosion barrier in TFS packaging architectures (Kefallinou et al., 2016; Wint et al., 2020) [47,48].
From a mechanical standpoint, the load-bearing capacity of TFS is dictated by the steel substrate and is therefore comparable to that of tinplate with similar temper grades. Yield strength, elastic modulus, and elongation define resistance to stacking loads, internal pressure, and deformation during seaming and thermal cycling. The absence of a ductile tin overlay, however, modifies surface strain accommodation, increasing the sensitivity of TFS systems to coating continuity under severe localised deformation (Deshwal and Panjagari, 2020) [2].
Under retort and sterilisation conditions, lacquered TFS exhibits stable mechanical and barrier performance provided that curing conditions are optimised. Experimental studies have shown that curing temperature and time influence near-surface chemistry and adhesion strength, thereby affecting the electrochemical response of deformed coated areas after thermal exposure (Kefallinou et al., 2016) [47]. These observations highlight the close coupling between processing history, coating performance, and long-term barrier capacity in TFS-based packaging systems.
Overall, while the intrinsic barrier properties of TFS-based packages are equivalent to those of tinplate when coatings remain intact, their mechanical and barrier performance is more strongly dependent on coating quality, adhesion, and defect control, reflecting the coating-dependent nature of the TFS protection concept.
2.3.4. Surface Chemistry, Coating Interactions, and Corrosion Behaviour
The surface chemistry of tin-free steel (TFS/ECCS) is defined by its chromium-based duplex layer, which provides a chemically inert and energetically favourable interface for organic coatings. The outer chromium oxide/hydroxide layer exhibits high stability across a wide pH range and promotes strong interfacial bonding with epoxy–phenolic and related lacquer systems, resulting in superior coating adhesion compared with tinplate under both mechanical deformation and thermal exposure (Melvin et al., 2018) [46].
In contrast to tinplate, corrosion behaviour in TFS-based systems is not influenced by sacrificial metal dissolution or galvanic buffering. Chromium-coated steels do not provide electrochemical protection to exposed steel areas, and corrosion resistance therefore depends almost entirely on the integrity and adhesion of the organic coating. Electrochemical studies on Cr(III)-based coated steels demonstrate that, in the absence of an intact organic overlayer, localised corrosion initiates rapidly at coating defects due to direct exposure of the steel substrate (Wint et al., 2016; Robertson, 2013) [9,45].
Coating–substrate interactions are consequently central to corrosion control in TFS packaging. The chromium oxide surface forms chemically robust bonds with organic coatings, limiting underfilm corrosion and delamination when coating continuity is preserved. However, the effectiveness of this interface is strongly dependent on processing parameters, particularly coating formulation and curing conditions. Experimental investigations under simulated retort environments show that elevated temperature and prolonged thermal exposure can modify interfacial adhesion and accelerate degradation processes, especially in acidic or chloride-containing media (Allman et al., 2019) [11].
Under sterilisation and retort conditions, properly cured lacquered TFS exhibits stable electrochemical behaviour and low corrosion rates, provided that coating integrity is maintained during forming and seaming. Conversely, sub-optimal curing or mechanical damage introduced during processing can compromise adhesion, creating preferential pathways for electrolyte ingress and localised corrosion. These observations highlight the tight coupling between surface chemistry, coating performance, and processing history in determining long-term corrosion resistance (Wint et al., 2016) [9].
Overall, the corrosion behaviour of TFS-based packaging systems is best described as coating-controlled rather than metal-controlled. The chromium-based surface architecture provides an inert and adhesion-promoting interface, but long-term durability is governed primarily by coating quality, curing optimisation, and defect minimisation. This fundamental distinction differentiates TFS from tinplate and underpins its use in applications where coating reliability and surface stability are critical.
2.3.5. Mechanical, Sealing, and Functional Performance
The mechanical performance of tin-free steel (TFS/ECCS) is governed primarily by the properties of the low-carbon steel substrate and is therefore comparable to that of tinplate when equivalent temper grades are employed. Yield strength, elastic modulus, and elongation determine resistance to stacking loads, panel deformation, and dimensional stability during thermal processing. The chromium-based surface layer does not contribute to load bearing but influences the distribution of near-surface strain during forming operations (Deshwal and Panjagari, 2020) [2].
In contrast to tinplate, the absence of a ductile tin overlay reduces the capacity of the surface to accommodate localised plastic deformation. As a consequence, mechanical reliability in TFS-based systems is more strongly coupled to coating continuity, particularly in regions subjected to high strain concentration such as score lines, flanges, and seam interfaces. This behaviour necessitates careful control of temper grade, surface roughness, and forming parameters to prevent microcracking or loss of adhesion during manufacture (Melvin et al., 2018) [46].
Sealing performance in TFS packaging relies exclusively on mechanical joining methods, as the chromium-based surface is inherently non-solderable. Double seaming and crimping operations must therefore achieve hermeticity through geometric interlocking and controlled plastic deformation of the steel substrate. When coating adhesion is preserved, TFS can deliver seam tightness and leak resistance comparable to tinplate-based systems. However, because corrosion protection is coating-dependent, any coating damage introduced during seaming can directly compromise long-term sealing reliability (Robertson, 2013) [45].
From a functional standpoint, TFS offers complete light shielding and magnetic responsiveness, enabling efficient automated handling, sorting, and quality control in high-throughput packaging lines. The chemically inert nature of the chromium oxide surface minimises metal–product interactions, reducing the risk of flavour alteration, metallic off-notes, or surface staining in sensitive food categories. These attributes are particularly advantageous in applications where surface appearance, coating performance, and dimensional precision are prioritised over sacrificial corrosion protection (Wint et al., 2016) [9].
Overall, the mechanical and sealing performance of TFS-based packaging systems reflects a surface-controlled functional paradigm. While the steel substrate provides the necessary structural capacity, reliable performance depends on the preservation of coating adhesion and integrity throughout forming, seaming, and service. This balance underpins the preferential use of TFS in packaging components such as ends, lids, and closures, where precise geometry, coating stability, and functional reliability are critical.
2.3.6. Packaging Applications and Suitability — Tin-Free Steel (TFS/ECCS)
Tin-free steel (TFS/ECCS) is primarily employed in packaging applications where coating adhesion, surface stability, and dimensional precision are more critical than sacrificial corrosion protection. Its use is therefore concentrated in components and formats in which the functional performance of the organic coating system governs long-term reliability.
In food packaging, TFS is widely adopted for can ends, lids, and closures, particularly in drawn or scored components. Typical examples include easy-open ends for vegetables, fish, meat products, and ready meals subjected to thermal sterilisation. In these applications, the chromium-based surface ensures strong lacquer adhesion and stable score geometry, enabling predictable opening behaviour while maintaining hermetic sealing throughout retort processing. The absence of tin dissolution also avoids sulphide staining and metallic flavour interactions in sulphur-containing or acidic food matrices (Robertson, 2013; Melvin et al., 2018) [45,46].
TFS is also used in two-piece drawn packaging components where precise forming and surface durability are required. Shallow drawn lids, caps, and ends for composite or multi-material containers benefit from the high scratch resistance of the Cr/Cr-oxide surface, which limits coating damage during high-speed forming and handling. In these cases, corrosion protection is fully entrusted to the lacquer system, making coating quality and curing optimisation central design parameters (Wint et al., 2016) [9].
In non-food and general-line packaging, TFS finds application in closures and container components for products such as paints, coatings, lubricants, and household chemicals. Here, chemical compatibility with aggressive formulations and resistance to abrasion during filling and transport are prioritised over food-contact considerations. The strong adhesion between chromium oxides and organic coatings enables the use of specialised lacquer systems tailored to solvent-rich or alkaline environments, while the steel substrate provides the necessary mechanical rigidity.
Aerosol packaging represents a more selective application domain for TFS. While tinplate remains dominant for aerosol bodies due to its ductility and forming tolerance, TFS is used for aerosol ends and components where coating performance, surface hardness, and dimensional accuracy are critical. In these cases, TFS contributes to stable sealing and resistance to handling damage, provided that coating integrity is maintained during forming and crimping operations.
From an application perspective, the suitability of TFS is therefore defined less by the steel substrate itself than by the coating-dependent protection concept that underpins its performance. TFS is preferentially selected where surface stability, lacquer adhesion, and geometric precision dominate design requirements, while tinplate remains favoured in applications demanding sacrificial corrosion buffering or extensive plastic deformation.
Overall, TFS occupies a complementary role within steel packaging systems, serving applications in which functional reliability is governed by surface engineering and coating performance rather than by metallic corrosion protection mechanisms.
Fine modulo
2.4. Stainless Steels and Specialty Alloys
Stainless steels occupy a specialised and performance-driven role within metallic packaging systems, being selected in applications where chemical inertness, corrosion resistance, hygiene, and long-term mechanical stability are prioritised over lightweighting, cost efficiency, and high-volume formability. Unlike tinplate, tin-free steel (TFS/ECCS), or aluminium alloys, stainless steels are not widely adopted in mass-market disposable food packaging; however, they are essential in reusable containers, pharmaceutical and cosmetic components, closures, valves, pump systems, and packaging architectures requiring repeated sterilisation or prolonged service life, where any release of metal ions, coating degradation, or loss of dimensional stability is unacceptable (Robertson, 2013; Newson, 2003) [45,49].
The performance of stainless steels in packaging applications derives from their ability to form stable, self-healing passive films, which suppress metal dissolution and minimise interactions at the product–material interface. This characteristic enables coating-free or minimally coated solutions, as well as resistance to aggressive cleaning and sterilisation cycles. Comparative studies on reusable food-contact containers have shown that stainless steel systems can provide superior chemical stability and absence of organic contaminants when compared with coated aluminium or polymer-based alternatives (Parenti et al., 2010; Cooper et al., 2011) [10,16].
From a compositional standpoint, packaging-relevant stainless steels are predominantly based on austenitic Cr–Ni alloys (e.g., AISI 304 and 316 grades), which combine corrosion resistance, toughness, and sufficient formability for thin-walled components, while ferritic or low-nickel grades may be employed in cost-sensitive or magnetically responsive parts. The corrosion behaviour of these alloys in food-contact environments is governed by passive film stability and is generally characterised by very low metal ion release, remaining within regulatory limits under most service conditions, with recognised limitations in chloride-rich or highly acidic media (Mazinanian et al., 2016; Zaffora and Santamaria, 2021; Rossi et al., 2024) [48,49,50].
In the context of packaging design, stainless steels should therefore be regarded not as direct substitutes for tinplate or aluminium, but as specialty materials enabling durability-oriented, reusable, and high-reliability packaging solutions, where functional performance and chemical neutrality dominate material selection criteria.
2.4.1. Composition and Metallurgical Architecture
The stainless-steel families relevant to packaging applications are primarily represented by austenitic and ferritic grades, selected according to the required balance between corrosion resistance, formability, and cost. Austenitic stainless steels, such as AISI 304 and 316, are the most widely employed due to their combination of corrosion resistance, toughness, and processability. These alloys typically contain 18–20 wt.% Cr and 8–12 wt.% Ni, with molybdenum additions in AISI 316 further enhancing resistance to localised corrosion in aggressive or chloride-containing environments. Ferritic stainless steels, exemplified by AISI 430, contain 14–17 wt.% Cr without Ni and are occasionally adopted in cost-sensitive or magnetically responsive components where moderate corrosion resistance is sufficient.
In addition to these standard grades, specialty corrosion-resistant alloys, including Mo- or N-enriched compositions, are used in highly demanding packaging-related components such as pharmaceutical dispensing systems, atomising pumps, valves, and high-integrity housings, where dimensional stability and resistance to chemical attack are critical.
The defining characteristic common to all stainless steels is the formation of a thin, continuous, and self-healing Cr2O3-based passive film, typically 1.5–3 nm thick, which forms spontaneously in the presence of oxygen. The chemistry and protectiveness of this passive layer adapt dynamically to environmental conditions such as temperature, humidity, and oxygen availability. As a result, the passive film governs not only corrosion resistance but also metal–product interactions, influencing resistance to staining, sulphide attack, and flavour modification in food-contact applications (Jullien et al., 2002; Mazinanian et al., 2016; Zaffora and Santamaria, 2021) [50,51,53].
In contrast to tinplate or tin-free steel (TFS/ECCS), stainless steels rely exclusively on passive-film stability for corrosion protection, as no sacrificial metallic layer is present. Their corrosion behaviour is therefore controlled by a combination of metallurgical and surface-related factors, including alloying additions (Ni, Mo, N), inclusion chemistry, grain-boundary character, heat-treatment-induced sensitisation phenomena (e.g., chromium carbide precipitation), and the stability of the passive film under sterilisation, cleaning agents, or chloride exposure (Mazinanian et al., 2016; Rossi et al., 2024) [50,52].
This metallurgical framework confers exceptional chemical durability and long-term stability, which underpins the use of stainless steels in high-reliability and reusable packaging systems. At the same time, it imposes strict requirements on alloy selection, thermal processing, and surface condition, as sensitisation or surface contamination can locally impair passivity and compromise corrosion resistance in service.
2.4.2. Microstructure and Processing Routes
Austenitic stainless steels exhibit a face-centred cubic (FCC) crystal structure, which provides high ductility and formability even at modest thicknesses. This microstructural characteristic enables the fabrication of deep-drawn containers, pump housings, closures, and precision components requiring complex geometries without fracture. The FCC structure is also associated with a high strain-hardening capacity, which stabilises wall deformation and delays localised necking under the biaxial stress states typical of packaging-related operations such as crimping, rolling, and seaming (Mazinanian et al., 2016; Zaffora and Santamaria, 2021) [50,51].
Ferritic stainless steels, characterised by a body-centred cubic (BCC) structure, display lower work-hardening rates and more pronounced planar anisotropy, which can limit drawability in complex shapes. Nevertheless, these alloys offer advantages in applications where high stiffness, magnetic responsiveness, and reduced alloying cost are prioritised, particularly when Ni-free solutions are preferred. Their use in packaging-related components is therefore generally restricted to geometries involving moderate deformation and controlled forming paths (Jullien et al., 2002) [53].
Processing routes for stainless steels employed in packaging applications typically include cold rolling, which refines grain structure and increases strength through work hardening, followed by annealing to restore ductility, control grain size, and mitigate residual stresses introduced during deformation. In addition, surface finishing—ranging from bright-annealed mirror finishes to mechanically polished or brushed surfaces—plays a critical role in defining passive film structure, surface energy, and interactions with food products, cleaning agents, or polymeric components (Jullien et al., 2002; Rossi et al., 2024) [52,53].
During severe localised forming or assembly operations, such as threading, press-fitting, or crimping, stainless steels must maintain the integrity of the passive film. Although local disruption of the passive layer can occur under high contact stresses, rapid self-repassivation typically takes place in oxygenated environments. However, repeated abrasion or sliding contact—such as that experienced in pump actuators, valves, or reclosable mechanisms—may progressively expose microstructural heterogeneities or surface defects, influencing tribological behaviour and, in some cases, local corrosion susceptibility (Zaffora and Santamaria, 2021; Rossi et al., 2024) [51,52].
2.4.3. Barrier and Mechanical Properties
Stainless steels provide intrinsically complete barrier properties as a consequence of their dense metallic lattice and the presence of a chemically stable passive film. As with other metallic packaging materials, they are fully impermeable to gases, vapour, and light, and their barrier performance does not rely on organic coatings or multilayer architectures. This intrinsic impermeability is retained under service conditions involving aggressive cleaning agents or repeated thermal exposure, where polymeric coatings or aluminium-based barrier systems may suffer degradation or loss of continuity (Robertson, 2013; Zaffora and Santamaria, 2021) [45,51].
From a mechanical perspective, stainless steels exhibit high stiffness and strength, with elastic moduli on the order of ~200 GPa and tensile strengths typically exceeding 250–300 MPa, depending on grade and processing condition. Combined with pronounced work-hardening behaviour—particularly in austenitic grades—these properties enable the fabrication of thin-walled components with good resistance to buckling, denting, and crack initiation under complex loading states (Mazinanian et al., 2016; Rossi et al., 2024) [50,52].
In addition, stainless steels display excellent resistance to fatigue and thermal cycling, supporting reliable performance in applications subjected to repeated sterilisation, cleaning-in-place (CIP), or sterilisation-in-place (SIP) procedures. Mechanical integrity and barrier performance are generally preserved across multiple thermal cycles, provided that surface condition and passivation are maintained and that localised corrosion phenomena are avoided (Zaffora and Santamaria, 2021)[51].
Overall, the combination of coating-independent barrier integrity and robust mechanical stability distinguishes stainless steels from tinplate, TFS/ECCS, and aluminium alloys in durability-oriented packaging contexts. These attributes underpin their selection in applications where long service life, repeated reuse, and resistance to harsh chemical or thermal environments are prioritised over lightweighting or high-volume formability.
2.4.4. Surface Chemistry, Corrosion Behaviour, and Interactions with Coatings or Products
The corrosion resistance of stainless steels in packaging applications is governed by the chemistry, continuity, and defect structure of the Cr2O3-based passive film, which must remain stable across a broad range of service environments. These include acidic food formulations, chloride-containing cosmetic products, alcohol-based or surfactant-rich pharmaceutical liquids, as well as repeated sterilisation cycles involving steam, moist heat, or oxidising agents. The ability of the passive film to adapt dynamically to such conditions underpins the suitability of stainless steels for chemically demanding and hygiene-critical packaging components (Jullien et al., 2002; Zaffora and Santamaria, 2021) [51,53].
In pharmaceutical and cosmetic packaging systems, stainless steels minimise metal ion release, thereby reducing the risk of product instability, colour change, or pH modification. Experimental studies on food-contact and pharmaceutical environments indicate that molybdenum-containing austenitic grades, such as AISI 316, provide enhanced resistance to pitting and crevice corrosion, particularly in chloride-rich or saline formulations, compared with Mo-free grades such as AISI 304 (Mazinanian et al., 2016; Rossi et al., 2024) [50,52].
Despite their high intrinsic corrosion resistance, stainless steels are not immune to localised degradation. The stability of the passive film may be challenged under specific conditions, including elevated chloride concentrations, reducing chemical environments, repeated steam sterilisation, aggressive cleaning-in-place (CIP) agents, and surface abrasion associated with mechanical actuation. Under such circumstances, corrosion initiation is strongly influenced by surface-related factors rather than by bulk alloy composition alone (Zaffora and Santamaria, 2021) [51].
Studies addressing reusable containers and dispensing systems emphasise the critical role of surface condition, showing that parameters such as surface roughness, inclusions, polishing marks, heat tint, or residual contaminants can locally impair passivity and promote corrosion under stagnant or low-oxygen conditions. These scenarios are particularly relevant in pump valves, narrow channels, threaded closures, and complex dispensing geometries, where oxygen renewal is limited and mechanical wear may occur (Jullien et al., 2002; Cooper et al., 2011; Rossi et al., 2024) [16,52,53].
Unlike tinplate or tin-free steel (TFS/ECCS), stainless steels are typically used without internal metallic or organic coatings, and their performance relies primarily on appropriate alloy selection, surface finishing, and maintenance of passivity. Coatings are introduced only when specific functional requirements—such as reduced friction, controlled wettability, or enhanced wear resistance—are imposed, for example in pharmaceutical pumps, reclosable dispensing systems, or moving components. In these cases, adhesion of polymeric elements is governed by passive-film chemistry, surface energy, and the presence of adsorbed species, rather than by sacrificial or barrier-layer mechanisms.
2.4.5. Mechanical, Sealing, and Functional Performance
Stainless steels are employed in packaging systems where mechanical reliability, dimensional stability, and long-term functional integrity are required to a degree that exceeds the capabilities of tinplate, tin-free steel, or aluminium-based solutions. Their performance arises from a combination of high yield strength, pronounced work-hardening behaviour, and stable surface passivation, which together support demanding service conditions (Robertson, 2013; Mazinanian et al., 2016) [45,50].
From a mechanical standpoint, austenitic stainless steels provide resistance to crimping and mechanical sealing stresses, cyclic loading in reusable systems, deformation under pressurisation or vacuum, and fatigue in actuator components such as springs and valves. The ability to sustain repeated deformation without crack initiation is particularly important in dispensing mechanisms and closures subjected to thousands of actuation cycles over the product lifetime (Cooper et al., 2011; Zaffora and Santamaria, 2021) [16,51]. Ferritic grades, while less ductile, offer higher stiffness and more predictable elastic–plastic response, making them suitable for rigid housings, structural components, and systems requiring magnetic handling or sensing (Jullien et al., 2002) [53].
Sealing performance in stainless-steel packaging systems differs fundamentally from that of tinplate or aluminium. Owing to the limited low-stress plastic deformation of stainless steels, sealing is typically achieved through high-precision mechanical interfaces—including threads, crimped joints, and press fits—or through the use of polymeric gaskets and elastomeric sealing elements, rather than through metal-to-metal conformability. As a result, dimensional tolerances, surface finish, and assembly precision become critical parameters, particularly in pharmaceutical containers with stainless-steel closures and in high-pressure cosmetic or medical dispensing systems (Robertson, 2013; Jullien et al., 2002) [45,53].
In terms of functional properties, stainless steels provide complete barrier performance against gases, vapour, and light, combined with chemical inertness compatible with stringent food, cosmetic, and pharmaceutical regulations. Their high thermal stability enables exposure to autoclave sterilisation, dry-heat cycles, and, where required, radiation-based treatments without degradation of mechanical properties or loss of dimensional accuracy (Zaffora and Santamaria, 2021; Rossi et al., 2024) [51,52]. These characteristics underpin the use of stainless steels in reusable and refillable packaging systems, where durability over multiple use cycles is a primary design requirement (Parenti et al., 2010) [10].
In more specialised contexts, including electronic or hybrid packaging architectures, stainless-steel grades and specialty alloys may be selected for their dimensional stability, electromagnetic shielding capability, and reliable performance at mechanical joints or welded interfaces (Robertson, 2013) [45]. However, such applications remain limited in scope and volume.
Overall, stainless steels offer a distinct mechanical–chemical performance envelope compared with aluminium and tin-coated steels, characterised by durability, inertness, and reliability under repeated or aggressive service conditions. These advantages are accompanied by higher material cost and greater processing complexity, confining their use to applications in which stringent functional, safety, or reuse requirements justify their selection (Robertson, 2013; Zaffora and Santamaria, 2021) [45,51].
2.4.6. Packaging Applications and Suitability — Stainless Steels and Specialty Alloys
Stainless steels occupy a niche but performance-critical role in packaging, being selected when chemical neutrality, long-term durability, cleanability, and dimensional stability outweigh lightweighting and high-throughput formability. In practice, this positioning favours reusable and high-reliability packaging architectures, where functional performance is governed primarily by passivation stability and surface condition rather than by sacrificial protection or coating-dependent barrier concepts (Zaffora and Santamaria, 2021; Mazinanian et al., 2016) [50,51].
In the food and beverage sector, stainless steels are mainly adopted in reusable containers and premium packaging systems where long shelf-life stability and repeated cleaning cycles are relevant. A representative example is provided by stainless-steel bottles for extra virgin olive oil, which showed improved storage performance under simulated retail light exposure compared with glass formats (Parenti et al., 2010) [10]. In reusable beverage containers, stainless steel also offers a clear advantage with respect to absence of BPA-related migrants, in contrast to epoxy-lined aluminium bottles, reinforcing its suitability when organic contaminants from coatings are a concern (Cooper et al., 2011) [16]. Where acidic or chloride-containing formulations are involved, the suitability of stainless steels becomes grade- and surface-condition dependent; corrosion resistance and metal release remain generally low under standardised food-contact conditions, while localised corrosion risks increase in more aggressive environments, motivating conservative grade selection and strict surface finishing (Mazinanian et al., 2016; Rossi et al., 2024) [50,52].
2.5. Metal Matrix Composites (MMCs)
Metal matrix composites (MMCs) represent the most specialised class of metallic materials addressed in this review, with applications confined almost exclusively to electronic, optoelectronic, and high-power device packaging. In these systems, the term packaging refers not to containment of consumer products, but to the thermo-mechanical protection, interconnection, and long-term reliability of functional devices, where thermal management, dimensional stability, and resistance to cyclic loading are critical performance drivers (Schneider-Ramelow, 2011; Baig et al., 2021) [12,54].
Unlike aluminium alloys or steel-based packaging materials, MMCs are not employed in mass-market containers. Their relevance arises in advanced packaging architectures—such as baseplates, heat spreaders, housings, and module substrates—where combinations of high thermal conductivity, tailored coefficient of thermal expansion (CTE), elevated stiffness, and reduced creep cannot be achieved with monolithic metals alone (Shen, 1994; Lee, 2000; Lai, 2023) [13,55,56]. In the architectural framework adopted in this review (Figure 7 f), MMCs therefore occupy the domain of functional and structural metallic packaging for electronic devices, distinct from container-based packaging materials.
The MMC systems most frequently reported in the literature for packaging-related functions include Al–SiC, Al–diamond, and Cu–SiC composites, which extend the performance envelope of aluminium and copper by enabling CTE matching with semiconductor materials (Si, GaN, SiC) and improved resistance to thermomechanical fatigue under high heat-flux operation (Tong, 2007; Huang, 2024) [29,30]. As a result, MMCs play a critical role in high-reliability electronic packaging, where the package itself acts as a structural and thermal component of the device.
2.5.1. Composition and Metallurgical Architecture
The MMCs most commonly applied in packaging-related functions are based on aluminium or copper matrices reinforced with ceramic or carbon phases, designed to deliver tailored combinations of thermal conductivity, coefficient of thermal expansion (CTE), and mechanical stiffness required in electronic and power-device packaging.
Al–SiC composites typically employ SiC particles or preforms with reinforcement fractions in the range of 50–75 vol%, enabling low and controllable CTE values (~7–10 ×10−6; K−1) compatible with silicon and ceramic substrates used in microelectronic devices (Shen, 1994; Lee, 2000) [55,56]. These systems represent one of the most mature MMC architectures for electronic packaging, balancing dimensional stability with manufacturability.
Al–diamond composites exploit the exceptionally high thermal conductivity of diamond, using powders or surface-treated diamond particles to achieve effective thermal conductivities in excess of 500–600 W·m−1·K−1, making them suitable for high heat-flux applications where conventional aluminium alloys are inadequate (Tong, 2007; Huang, 2024) [29,30].
From a metallurgical standpoint, MMCs exhibit an inherently biphasic architecture, in which a ductile metallic matrix provides machinability and supports interfacial bonding and sealing, while the rigid reinforcement network governs stiffness, thermal conductivity, and thermal expansion. A central challenge in MMC design for packaging applications is the achievement of a chemically and mechanically stable matrix–reinforcement interface, free from excessive intermetallic formation, voids, or brittle reaction layers, which can degrade both thermal performance and long-term reliability (Jiao, 2022) [25].
2.5.2. Microstructure and Processing Routes
The microstructure of MMCs used in electronic packaging is governed by the fabrication route, which determines reinforcement distribution, interfacial chemistry, and the presence of defects such as porosity or clustering. The processing approaches most commonly reported for packaging-related MMCs include infiltration techniques, powder-metallurgy routes, and laser-based fabrication processes.
Low-pressure infiltration, described extensively by Tong (2007) [29], enables the production of dense Al–diamond composites with uniform reinforcement distribution and controlled formation of interfacial carbide layers. By regulating infiltration parameters and surface treatments, this approach allows optimisation of thermal conductivity while limiting the formation of brittle reaction products that can compromise reliability.
Similarly, squeeze casting and pressure infiltration are widely employed for Al–SiC composites, yielding high relative density and reproducible CTE values when reinforcement morphology, volume fraction, and wetting behaviour are carefully controlled (Lee, 2000) [56]. These processes are particularly suited to baseplate and heat-spreader geometries, where dimensional stability and thermal uniformity are critical.
More recent developments demonstrate the potential of laser cladding and laser-based deposition techniques to fabricate MMC layers directly on aluminium substrates with designed thermal-flow and stress-distribution geometries. As shown by Huang (2024) [30], this approach enables the local integration of MMCs into packaging housings without the need for fully consolidated bulk composite parts, offering additional design flexibility for advanced electronic packaging.
Across all processing routes, microstructural continuity remains essential. Porosity, reinforcement clustering, or weak matrix–reinforcement bonding reduce effective thermal conductivity and degrade resistance to thermomechanical fatigue, directly impacting the long-term reliability of electronic packaging modules subjected to high heat flux and cyclic loading.
2.5.3. Barrier and Mechanical Properties
Metal matrix composites exhibit barrier performance equivalent to that of their metallic matrices, characterised by near-zero permeability to gases and moisture and complete opacity to light. As in monolithic aluminium or copper systems, barrier integrity is not governed by the reinforcement phase but by the continuity of the metallic matrix, making MMCs inherently suitable for packaging functions requiring environmental isolation of sensitive electronic components.
Where MMCs differ fundamentally from conventional metals is in their thermal and mechanical response. Al–diamond composites achieve effective thermal conductivities exceeding 500 W·m−1·K−1, enabling rapid heat dissipation under high heat-flux conditions typical of power and optoelectronic devices (Tong, 2007; Huang, 2024) [29,30]. In contrast, Al–SiC systems offer tailorable coefficients of thermal expansion, allowing close CTE matching with silicon, GaN, SiC, or ceramic substrates, thereby limiting thermally induced stresses at bonded and soldered interfaces (Shen, 1994; Lee, 2000) [55,56].
From a mechanical standpoint, MMCs combine high elastic modulus, reduced creep, and enhanced resistance to thermomechanical fatigue, particularly under cyclic thermal loading. The presence of a rigid reinforcement network constrains matrix deformation, improving dimensional stability and preserving sealing-plane flatness in baseplates, heat spreaders, and structural packaging elements subjected to repeated temperature excursions (Lai, 2023; Baig et al., 2021) [13,54].
As a result, the combination of intrinsic barrier integrity with engineered thermal and mechanical properties positions MMCs as indispensable materials in high-reliability electronic packaging, where failure is often governed by interfacial fatigue, warpage, or loss of thermal contact rather than by classical corrosion or permeability mechanisms.
2.5.4. Surface Chemistry, Coating Interactions, and Corrosion Behaviour
The corrosion behaviour of MMCs differs fundamentally from that of monolithic aluminium or copper owing to the presence of galvanically distinct reinforcement phases and heterogeneous matrix–reinforcement interfaces. In aluminium-matrix MMCs—such as SiC/Al systems—the matrix retains its natural oxide-forming tendency; however, local discontinuities in surface films and interfacial heterogeneities can promote micro-galvanic coupling under humid or electrochemically active conditions. This effect is most relevant in packaging assemblies with multi-material interfaces and joined stacks (e.g., metallizations, solders, adhesives/underfills, and local dissimilar-metal contacts), where localized electrolyte formation and potential differences can develop (Bukhari et al., 2011) [57].
In electronic packaging applications, surface modification plays a decisive role in controlling interfacial chemistry and functional compatibility. Nickel, Ni–P, or Au metallizations are commonly employed to stabilise surface chemistry and improve solderability, ensuring predictable bonding to polymers, die-attach materials, and sealing glasses (Schneider-Ramelow, 2011; Baig et al., 2021) [12,54]. These surface treatments act primarily as interface-engineering layers, rather than classical corrosion barriers, tailored to the requirements of electronic assembly and sealing processes.
Diamond-reinforced MMCs present additional challenges related to wettability and interfacial stability. Tailored interlayers or coatings—such as WC, Mo, or Ti-based layers—are required to promote matrix–reinforcement adhesion and to suppress excessive formation of Al4C3, a brittle and moisture-sensitive phase that can compromise thermal conductivity, interfacial integrity, and long-term durability if not adequately controlled (Jiao, 2022) [25].
Because electronic packaging environments involve humidity exposure, thermal cycling, and complex interfacial stacks—including solders, adhesives, underfills, and glass seals—the long-term performance of MMCs is governed by the stability of passive surface layers, control of interfacial diffusion phenomena, and compatibility with metallization schemes used during bonding and sealing (Sidhu et al., 2015; Baig et al., 2021) [54,58]. In this context, surface chemistry and interface design directly control the retention of thermal performance and mechanical integrity throughout the service life of MMC-based packaging components.
2.5.5. Mechanical, Sealing, and Functional Performance
The functional requirements of MMCs in packaging differ fundamentally from those of conventional can-making metals. In MMC-based systems, thermal, dimensional, and mechanical stability under thermal and thermomechanical cycling constitute the primary performance metrics, reflecting the role of the package as an active mechanical and thermal element within electronic devices. From a mechanical standpoint, the high stiffness and elastic modulus of MMCs significantly limit deformation under clamping loads, internal stresses, and pressure fluctuations. This behaviour preserves sealing-plane flatness and mitigates bending-induced stress accumulation in solder joints and bonded interfaces. In composites with high reinforcement fractions, creep is strongly suppressed and resistance to fatigue under high-temperature cycling is substantially improved, enhancing long-term reliability in power and optoelectronic modules (Lai, 2023) [13].
Sealing behaviour in MMC-based packaging differs markedly from that of aluminium or steel containers. Rather than relying on plastic deformation to form hermetic seams, sealing is achieved through precision interfaces and engineered joints, including metal-to-metal contacts, bonded interfaces, and soldered or sintered joints. In this framework, the CTE matching capability of MMCs limits thermally induced interfacial stresses during service, supporting joint integrity under repeated thermal cycling (Schneider-Ramelow, 2011) [12].
These functional attributes enable MMC-based packages to operate reliably under thermal shock and rapid cycling conditions, where simultaneous control of heat flow, dimensional stability, and mechanical integrity is required. As demonstrated by Perron (2017) [59], the use of MMC baseplates enables substantial weight reduction while maintaining or improving thermal performance in aeronautic electronic packaging, highlighting the combined structural and thermal benefits of these materials.
Overall, MMCs occupy a highly specialised position within metallic packaging technologies, addressing performance requirements that emerge primarily in advanced electronic and thermal packaging architectures. Their use is therefore justified in applications where combinations of thermal conductivity, mechanical stiffness, and controlled thermal expansion are required under severe thermo-mechanical loading conditions.
2.5.6. Packaging Applications and Suitability — Metal Matrix Composites (MMCs)
Metal matrix composites fulfil packaging functions almost exclusively in high-performance electronic and optoelectronic systems, rather than in food or consumer-goods applications. In electronic and optoelectronic device packaging, MMCs are adopted to balance the requirements for engineered thermal conductivity, controlled thermal expansion, and high stiffness, enabling packaging elements to dissipate heat while preserving dimensional stability. Typical MMC-based packaging components include heat spreaders, baseplates, chip carriers, multichip module lids, and thermal-management housings, where dimensional stability and heat dissipation under thermal and thermomechanical cycling are critical (Zweben, 1992; Schneider-Ramelow, 2011; Baig et al., 2021) [12,54,60].
Al–SiC composites are widely employed to provide CTE matching with silicon and ceramic substrates, ensuring stability under thermal cycling and reducing interfacial stresses (Shen, 1994; Lee, 2000; Lai, 2023) [13,55,56]. Al–diamond systems are selected for high heat-flux devices, where exceptionally high thermal conductivity is required to maintain junction temperatures within safe operating limits (Tong, 2007; Jiao, 2022; Huang, 2024) [25,29,30]. Cu-based MMCs are used in power-electronics modules when preservation of joint integrity and mitigation of thermomechanical fatigue dominate design requirements (Schneider-Ramelow, 2011; Baig et al., 2021) [12,54].
The suitability of MMCs is inherently constrained by high material cost and manufacturing complexity compared with monolithic aluminium or steel (Baig et al., 2021; Lai, 2023) [13,54]. Consequently, MMCs are not positioned as general-purpose packaging materials, but remain confined to specialised electronic packaging domains where thermal loads, dimensional constraints, and long-term reliability requirements exceed the capabilities of conventional metallic systems (Schneider-Ramelow, 2011; Perron, 2017) [12,59].
2.6. Complementary Metallic Packaging Architectures
This section complements the material-specific analyses presented in Section 2.1, Section 2.2, Section 2.3, Section 2.4 and Section 2.5 by addressing additional ways in which metals participate in packaging systems beyond the conventional families discussed so far. Rather than introducing additional material classes for direct comparison, this section completes the conceptual framework by clarifying how metallic materials contribute to packaging across different architectures, functions, and application contexts.
In particular, two complementary categories are considered. First, fully metallic packaging systems are briefly examined to acknowledge industrial and specialised applications in which the metal itself provides containment, mechanical protection, and durability without reliance on coatings or multilayer barriers. Second, metal-based coatings and metallic fillers are discussed as function-enabling strategies in polymeric or hybrid packaging systems, where metallic phases contribute specific functionalities—such as antimicrobial activity, sensing, or barrier enhancement—without defining the structural architecture of the package.
These complementary perspectives are not intended to extend the quantitative comparison developed later in this section, nor to redefine the application-driven selection framework established on the basis of real performance data. Instead, they serve to delimit the scope of the analysis and to avoid ambiguity in the use of the term “metal packaging”, which in the literature may refer to structurally metallic containers, metal-coated systems, or hybrid architectures with dispersed metallic phases.
By explicitly distinguishing these contributions, Section 2.6 provides a coherent bridge between the material-focused discussion of metallic packaging families and the application-level comparison and synthesis that follow, ensuring that all major modes of metallic participation in packaging are clearly identified before the final comparative assessment.
The different ways in which metals contribute to packaging performance beyond monolithic containers are schematically summarized in Figure 8, which distinguishes structural metallic systems, hybrid barrier architectures, and functional metal integration according to their architectural role rather than material family.
2.6.1. Fully Metallic Packaging Systems
Fully metallic packaging systems represent a distinct and well-established category within the broader packaging landscape, in which containment, mechanical protection, and long-term durability are provided directly by the metallic material itself, without reliance on organic coatings, polymeric liners, or multilayer barrier architectures. This category is functionally distinct from the coated and multilayer metal packaging solutions predominantly discussed in the food- and consumer-oriented literature (Deshwal, 2020; Long, 1955; Sebbe et al., 2026; Engelmann et al., 2021) [2,61,62,63].
Typical examples include steel drums, barrels, and rigid metallic containers used for the storage and transport of bulk chemicals, petroleum-derived products, paints, solvents, and other regulated goods. In these applications, packaging performance is governed by structural parameters such as wall thickness, material strength, and geometric reinforcement (e.g., chimes, ribs, and closures), as well as by leak tightness and resistance to mechanical damage during handling and transport (Long, 1955; Sebbe et al., 2026) [61,62].
From a systems and service perspective, fully metallic packaging systems are closely associated with reuse, inspection, and reconditioning practices. Industrial drum management commonly involves cleaning and refurbishment operations that enable repeated use over extended service lifetimes, positioning these containers as durable assets within industrial supply chains rather than as single-use packages (U.S. EPA, 2002; Engelmann et al., 2021) [63,64].
A defining feature of fully metallic packaging systems is their strong linkage to regulatory and logistical frameworks, particularly in the transport of dangerous goods. Container geometry, closure concepts, and allowable thickness reductions are therefore addressed within certification-driven requirements, with design optimisation framed around compliance with drop, stacking, and leakproofness tests defined by transport regulations and technical standards (Long, 1955; Sebbe et al., 2026) [61,62].
Fully metallic packaging systems are also employed in highly specialised domains such as radioactive waste management, where waste packages are treated as engineered units for conditioning, transport, storage, and disposal. In this context, metallic containers—often in the form of drums or canisters—must maintain containment integrity and mechanical stability under normal and incident conditions, with performance verified through a combination of process knowledge and non-destructive or destructive characterisation techniques (Abdel Rahman and Ojovan, 2024) [65].
Despite their importance in industrial logistics and specialised technical fields, fully metallic packaging systems occupy a functionally separate domain from the product packaging architectures analysed in Section 2.1, Section 2.2, Section 2.3, Section 2.4 and Section 2.5. Their treatment here is therefore complementary and intended to delimit scope, rather than to extend the comparative, application-driven framework developed later in this chapter (Deshwal, 2020; Sebbe et al., 2026; Engelmann et al., 2021; U.S. EPA, 2002) [2,62,63,64].
2.6.2. Metal–Polymer and Metal–Paper Laminates (Hybrid Barrier Architectures)
Metal–polymer and metal–paper laminates constitute a distinct class of hybrid packaging architectures in which a thin metallic layer—most commonly aluminum foil—acts as a barrier core, while polymeric and/or paper layers provide sealability, mechanical handling strength, printability, and processability. Unlike monolithic metallic containers, where the metal simultaneously defines structural integrity and barrier performance, laminated systems rely on distributed functionality, with performance emerging from multilayer integrity and interface design rather than from the metallic component alone (Bolzon, 2015)[35].
In these architectures, the metallic foil is embedded within a multilayer stack composed of sealant polymers, tie layers or adhesives, and external polymeric or fibrous supports. This configuration enables very high barrier performance at minimal material usage, but functional reliability is governed primarily by system-level integrity, including interfacial adhesion, defect tolerance, and resistance to mechanical damage during conversion and use (Bolzon, 2015) [35]. As a consequence, the metallic foil should be interpreted as a functional layer within an interfacial stack rather than as a load-bearing substrate comparable to the metal families discussed in Section 2.1, Section 2.2, Section 2.3, Section 2.4 and Section 2.5.
From a mechanical and durability standpoint, laminated metal-based systems exhibit characteristic failure modes that differentiate them from bulk metallic packaging. Barrier degradation is frequently associated with flex cracking and pinhole formation in the foil, together with interfacial debonding under cyclic bending, thermal exposure, or localized stresses generated during sealing and opening operations. Recent experimental–numerical studies on coupled paper–aluminum laminates confirm that stress localization and damage initiation depend strongly on layer sequence, thickness ratios, and interfacial properties, supporting an architecture-driven interpretation of performance (Zarei, 2024) [66].
The multilayer nature of these systems also defines their end-of-life limitations. While aluminum and steel packaging benefit from mature recycling infrastructures, laminated structures pose intrinsic challenges to material recovery because dissimilar layers are intimately bonded and often poorly separable in existing waste streams. Thermal disengagement routes have been proposed and experimentally demonstrated for polymer-laminated aluminum packaging, enabling recovery of aluminum together with carbonaceous coproducts, while highlighting the strong sensitivity of recycled-metal quality to laminate composition, time–temperature conditions, and atmosphere control (Al Mahmood, 2019; Al Mahmood, 2020) [67,68]. In practice, these constraints make laminated metal-based packaging less compatible with true closed-loop metallic recycling and more likely to follow secondary pathways or downcycling routes (Schmidt, 2022) [69].
For these reasons, metal–polymer and metal–paper laminates are included here as complementary hybrid architectures to complete the landscape of metal-based packaging systems. They are not treated as a primary material family within the comparative framework of Section 2.1, Section 2.2, Section 2.3, Section 2.4 and Section 2.5, since their functional performance, durability, and recyclability are governed predominantly by multilayer design, interfacial engineering, and separability constraints rather than by the metallic substrate alone (Schmidt, 2022; Zarei, 2024) [66,69].
2.6.3. Metallic Fillers and Metal-Based Coatings in Packaging Systems
In contrast to fully metallic packaging systems, a large body of contemporary literature addresses the incorporation of metallic elements into packaging materials through coatings, surface treatments, or dispersed fillers. In these architectures, metals do not provide structural containment but instead introduce targeted functional properties—such as antimicrobial activity, gas scavenging, optical response, or barrier enhancement—within polymeric or hybrid multilayer systems (Deshwal, 2020; de Sousa et al., 2023)[2,70].
Metal-filled coatings and nanocomposites are predominantly investigated in the context of food and active packaging, where thin functional layers are used to extend shelf life, improve food safety, or enable intelligent responses to environmental stimuli. Common approaches include the incorporation of metallic nanoparticles (e.g., Ag, Au, Cu, ZnO, TiO2) into polymer matrices or coating formulations, exploiting their high surface-to-volume ratio and surface reactivity to impart antimicrobial or antioxidant functionality (de Sousa et al., 2023; Ahari et al., 2022) [70,71].
Among metallic fillers, gold nanoparticles have received particular attention due to their chemical stability, tunable surface chemistry, and potential compatibility with food-contact applications. Reviews by Paidari et al. (2021) [72] and Ahari et al. (2022) [71] highlight the use of Au nanoparticles in active packaging systems to suppress microbial growth, scavenge reactive species, and act as sensing elements, while also emphasising the need to control migration, particle size, and synthesis routes to address safety and regulatory concerns. In these systems, the metallic phase acts exclusively as a functional additive rather than as a load-bearing or barrier-forming component.
More broadly, metal-based coatings in packaging are often designed as ultra-thin functional layers deposited on polymer films, paper, or metallic substrates. Their performance depends critically on dispersion quality, interfacial adhesion, and long-term stability under humidity, temperature fluctuations, and mechanical deformation. Unlike monolithic metals, where barrier performance is intrinsic, the effectiveness of metal-filled coatings is inherently dependent on coating integrity and processing control, making these systems more sensitive to defects and ageing phenomena (Deshwal, 2020; de Sousa et al., 2023) [2,73].
It is important to note that, despite frequent references to “metal-based packaging” in this literature, these systems differ fundamentally from the metallic packaging families discussed in Section 2.1, Section 2.2, Section 2.3, Section 2.4 and Section 2.5. Here, the metal does not define the packaging architecture but instead modifies the behaviour of an underlying polymeric or multilayer system. As a result, their performance, recyclability, and end-of-life pathways are governed primarily by the host material rather than by the metallic phase itself (Deshwal, 2020) [2].
Within the scope of this review, metal-filled coatings and metallic fillers are therefore treated as function-enabling strategies, complementary to structural metallic packaging systems. Their inclusion highlights how metallic functionality can be decoupled from structural containment, enabling lightweight, multifunctional packaging solutions while simultaneously introducing new challenges related to migration, regulatory compliance, and circularity that differ from those associated with monolithic or fully metallic packaging systems (Ahari et al., 2022; de Sousa et al., 2023) [71,73].
2.7. Application-Driven Selection of Metallic Packaging Systems
This section synthesizes the material-specific analyses presented in Section 2.1, Section 2.2, Section 2.3, Section 2.4 and Section 2.5 into an application-driven perspective, interpreting the consolidated outcomes reported in the literature to illustrate how different metallic packaging systems are found to be suitable for distinct functional requirements across food, beverage, pharmaceutical, cosmetic, and technical domains. Rather than reiterating intrinsic material properties, the focus is placed on system-level suitability, highlighting how metallic families occupy specific performance niches as the result of recurring application constraints and processing conditions.
Food and Beverage Packaging
In food and beverage packaging, material selection is consistently shaped by the combined requirements of barrier integrity, mechanical robustness, process compatibility, and cost efficiency, under conditions that often include thermal processing, internal pressure, and long storage times.
Aluminum alloys have emerged as the dominant solution in beverage packaging, where lightweighting, high formability, and compatibility with drawn-and-ironed manufacturing routes enable thin-walled containers capable of sustaining carbonation pressures. Their low density and strain-hardening behaviour support high-volume production of two-piece cans, while internal coatings ensure compatibility with acidic or carbonated products. In food applications, aluminum systems remain widely used but exhibit greater sensitivity to product chemistry and processing severity, making coating design and formulation-specific compatibility central to their suitability.
Tinplate constitutes the reference material for thermally processed foods requiring high structural rigidity, predictable double-seaming behaviour, and tolerance to autoclave-based thermal sterilisation cycles. The steel substrate provides dimensional stability under vacuum and thermal loads, while tailored coating systems allow adaptation to a wide range of food chemistries. Tin-free steel (TFS/ECCS) occupies a complementary role, particularly in lids and ends, where coating adhesion, surface hardness, and precision scoring are prioritised over sacrificial corrosion protection.
Overall, food and beverage applications illustrate a fundamental trade-off between lightweighting and intrinsic mechanical stability, as well as between intrinsic metallic barrier performance and coating-dependent functionality. The resulting material selection reflects a balance between processing efficiency, long-term reliability, and product-specific compatibility rather than a single dominant performance criterion.
Pharmaceutical and Cosmetic Packaging
Pharmaceutical and cosmetic packaging imposes stricter requirements related to chemical inertness, control of extractables and leachables, sterilisation compatibility, and long-term functional stability. In pharmaceutical applications, aluminium foil-based systems remain the reference solution for blister packaging, where very low permeability to gases and moisture is required to ensure product stability. In these configurations, aluminium acts as the primary barrier element within multilayer architectures designed for seal integrity, mechanical robustness during forming, and controlled opening behaviour.
Stainless steels are widely adopted for closures, pumps, dispensing systems, and reusable containers in both pharmaceutical and cosmetic packaging. Their selection is typically driven by the stability of the passive surface layer, resistance to aggressive formulations and cleaning agents, and durability under repeated washing and autoclave-based thermal sterilisation cycles. In this context, lightweighting considerations are secondary to surface integrity, dimensional precision, and long-term reliability. Tinplate and TFS systems are used more selectively, typically in formats where coating systems provide full isolation of the metallic substrate from the packaged product and where robust forming and seam performance remain advantageous.
Technical and Electronic Packaging
Technical and electronic packaging operates under a distinct set of selection criteria, where thermal management, dimensional stability, hermeticity, and reliability under thermal and thermomechanical cycling dominate over cost and high-volume manufacturability. Metal–matrix composites (MMCs) are among the enabling solutions in this domain, enabling tailored coefficients of thermal expansion, high stiffness, and engineered thermal conductivity for integration with electronic components, substrates, and semiconductor devices.Stainless steels and specialty alloys are also commonly used in technical housings and enclosures requiring mechanical precision, corrosion resistance, and, where needed, electromagnetic compatibility. In these applications, metallic materials function less as containers and more as structural and functional elements within joined stacks and sealed assemblies, marking a transition from conventional packaging toward advanced encapsulation systems.
Cross-Application Interpretation of Selection Outcomes
Across all application domains, the material selections discussed above can be consistently interpreted in terms of recurring system-level considerations, rather than bulk material properties alone. These considerations emerge implicitly from the reviewed literature and include tolerance to processing variability, reliability of joining and sealing technologies, sensitivity to localized defects, and the extent to which functional performance depends on surface coatings or multilayer architectures. Systems characterized by high intrinsic robustness tend to accommodate greater variability in processing and service conditions, whereas coating-dependent solutions require stricter control of surface integrity and manufacturing precision.
At the material level, this interpretation does not introduce new selection rules, but rationalizes why different metallic families consistently occupy distinct functional roles across application domains. Aluminum alloys, tinplate, stainless steels, foil-based systems, and metal–matrix composites each recur in specific contexts because they satisfy dominant system-level requirements that cannot be compensated by improvements in isolated material properties. The resulting convergence reflects application-driven constraints rather than sector-specific prescriptions.
The qualitative decision map reported in Figure 9 summarizes this application-driven interpretation, illustrating how no single metallic system is universally optimal. Instead, each material family occupies a defined functional niche shaped by the interaction between metallurgical architecture, surface engineering, processing routes, and service environment. The grayscale scale represents relative application relevance based on consolidated suitability outcomes and does not imply weighted scoring, numerical optimization, or quantitative ranking. This synthesis provides the conceptual foundation for the system-level structure–property relationships discussed in the following section.
Qualitative matrix summarizing the consolidated relevance of major metallic packaging systems across different application domains. Rows represent material systems, while columns refer to packaging sectors. The grayscale scale indicates increasing application relevance—from marginal to dominant—based on a qualitative synthesis of system-level suitability considerations (including mechanical reliability, barrier performance, process compatibility, economic feasibility, and industrial maturity). The map does not represent quantitative performance metrics, weighted scoring, or numerical ranking, but provides an application-oriented overview to support interpretation of the selection outcomes discussed in Section 2.7.
3. Structure–Property Relationships in Metallic Packaging Systems
The performance of metallic packaging arises from the interplay among microstructure, surface chemistry, processing history, and thermo-mechanical response. Metallic materials encompass diverse crystalline architectures—including aluminum solid solutions, ferritic and austenitic steels, and reinforced metal–matrix composites—that give rise to markedly different mechanical behavior, corrosion pathways, and functional properties in packaging applications.
To provide a unified interpretative framework, this section adopts a four-domain structure, conceptually represented as a four-petal model (Figure 10), which organizes the causal mechanisms linking metallic structure to packaging performance:
- Mechanical and Microstructural Domain, governing deformation, stiffness, buckling resistance, and formability.
- Surface Chemistry, Barrier Performance and Corrosion Domain, which determines the stability of protective films, coating adhesion, and resistance to chemical degradation.
- Thermo-Mechanical Stability Domain, describing how metals respond to thermal loading, retort cycles, and coefficient-of-thermal-expansion (CTE) mismatch.
- Processing–Structure–Performance Domain, highlighting the coupling between industrial processes and final package reliability.
This four-domain structure is introduced as an interpretative model to rationalize structure–property relationships in metallic packaging systems. The following sections examine each domain in detail. Section 3.5 then brings these insights together in a comparative discussion across the main metallic families.
Schematic representation of the four interrelated mechanistic domains governing the performance of metallic packaging: (i) Mechanical and Microstructural behavior, (ii) Surface chemistry, barrier performance and corrosion mechanisms, (iii) Thermo-mechanical stability under processing and service conditions, and (iv) Processing–structure–performance coupling. The model provides an interpretative framework to rationalize how microstructure, surface state, thermal response, and manufacturing history collectively determine packaging functionality and reliability, without implying a material selection or optimization methodology.
3.1. Mechanical and Microstructural Behavior
Mechanical response in metallic packaging is primarily governed by crystal structure, grain size, crystallographic texture, and processing-induced defects. Although aluminum, low-carbon steel, stainless steel, and metal–matrix composites may serve similar packaging functions, their mechanical properties arise from fundamentally different micromechanisms.
Aluminum alloys
Aluminum alloys used for cans, closures, and foils derive their behavior from solid-solution strengthening and strain-hardening. Rolling and annealing generate strong Cube and Goss textures, producing anisotropic deep-drawing behavior and controlled thinning during ironing. The relatively low Young’s modulus (~70 GPa) renders aluminum more susceptible to panel buckling than steel for comparable geometries, but its high strain-hardening rate and capacity for uniform elongation enable lightweight structures resistant to denting and collapse under internal pressure. Microstructural stability during retort cycles is crucial: recrystallization or excessive softening can impair top-load strength.
Tinplate and tin-free steel
In tinplate, the steel substrate dictates mechanical performance. Ferritic grains elongated during rolling provide high stiffness (E ≈ 200 GPa) and tensile strengths typically exceeding 400 MPa, enabling very thin walls without loss of structural integrity. Temper rolling increases work-hardening and controls flangeability during seaming. The presence of Fe–Sn intermetallics affects surface hardness and local deformation, especially in the hook and body-hook regions of a double seam.
TFS exhibits similar mechanical attributes, though the absence of a ductile tin layer increases friction during forming and may elevate localized strain near bends or localized joining features.
Stainless steels
Austenitic stainless steels (304, 316) exhibit high toughness, exceptional resistance to crack initiation, and superior fatigue performance. Their mechanical behavior differs from ferritic steels due to slip on multiple systems and strain-induced martensite in certain grades. These features support applications requiring repeated sterilization, mechanical cycling, or high dimensional precision.
Metal–matrix composites
MMCs provide extreme stiffness, low creep, and high fatigue resistance. Reinforcements such as SiC or diamond raise the modulus into the 200–250 GPa range while maintaining low density. This microstructure–mechanical synergy enables enclosures and baseplates that remain dimensionally stable under thermal and mechanical loads encountered in electronics packaging.
Cross-material considerations
Across all systems, microstructural features—grain morphology, texture, dislocation density, precipitation state, and interface architecture—define forming behavior, buckling resistance, and failure modes. Metals exhibit a broad spectrum of mechanical anisotropies and local strain concentrations that must be managed to ensure seam integrity, wall stability, and long-term structural reliability.
3.2. Surface Chemistry, Barrier Performance and Corrosion Mechanisms
Barrier performance in metallic packaging is controlled not only by bulk impermeability but also by the properties of surface films, intermetallic layers, and organic coatings. Corrosion resistance is highly material-specific, dictated by thermodynamics, environment, and the stability of passivating layers.
Aluminum
Aluminum forms a thin Al2O3 film that provides baseline corrosion protection. Hydration, pH, and temperature influence film stability. In the presence of acidic media or chloride ions, localized pitting can initiate, especially at coating defects (Ha et al., 2026) [74]. Interactions with lactic and acetic acids, observed in certain fermented beverages, have been reported to promote corrosion during aluminum beverage can storage, with dissolved Al and visible liner degradation increasing with organic-acid content and decreasing pH; in this context, liner type may not prevent corrosion if aggressive chemistry is sustained (Sheehan et al., 2025) [15].
Tinplate
Tinplate performance in food packaging depends on the integrity of the organic coating system and the control of oxygen exposure during processing and storage. Small coating discontinuities can compromise barrier performance, particularly after thermal sterilization cycles, which impose severe mechanical and chemical stresses on the coating layer. Residual headspace oxygen is a key factor influencing internal package stability and long-term performance. In sulfur-containing foods, surface discoloration phenomena may occur, but when coating integrity is preserved these effects are generally considered aesthetic rather than structural (Risch, 2009)[20].
Tin-free steel
TFS relies almost entirely on its organic coating for corrosion protection. The chromium-based passive layer primarily promotes coating adhesion and inhibits underfilm delamination, while providing negligible sacrificial protection. As a result, corrosion at coating defects can propagate rapidly, making coating selection and curing particularly critical for acidic or low-pH food applications (Wu et al., 2024; Pejić et al., 2025) [4,37].
Stainless steels
Stainless steels exhibit superior chemical durability due to the Cr2O3 passive film, which is self-healing and stable across a broad pH range. Pitting may occur in chloride-rich environments, but Mo additions mitigate this effect. Stainless steels maintain barrier integrity under sterilization, cleaning cycles, and repeated mechanical handling, making them ideal for high-purity environments and reusable systems.
Metal–matrix composites
MMCs maintain barrier performance similar to aluminum but may exhibit enhanced corrosion resistance depending on reinforcement chemistry and interface stability. Coatings (Ni-P, Au) are often applied for solderability in electronic packaging. Their resistance to coating delamination under thermal cycling exceeds that of monolithic metals.
Key mechanisms
Across all materials, failure of barrier performance is linked to localized film breakdown, interfacial defects, coating mis-cure, or galvanic coupling at discontinuities. Understanding these mechanisms is essential for predicting durability and preventing migration phenomena, which are treated in detail in Section 4.
3.3. Thermo-Mechanical Stability
Thermal exposure during processing (pasteurization, sterilization, retort) and service conditions—during storage, transport, and use—imposes mechanical and dimensional demands on metallic packaging. The focus is on thermo-mechanical mechanisms common to different metallic systems that govern dimensional stability and coating or joint integrity under thermal loading and cycling. Thermo-mechanical coupling arises from differential thermal expansion, stress relaxation, and fatigue damage.
Aluminum
Aluminum’s relatively high coefficient of thermal expansion (23–24 × 10−6; K−1) makes it more susceptible to thermally induced dimensional changes under heat, particularly in constrained or thin-walled geometries. Retort cycles can soften strain-hardened alloys, reducing top-load strength. Mismatch between aluminum and lacquers may induce interfacial stresses, contributing to coating cracking or loss of adhesion.
Tinplate and TFS
Steel’s lower CTE (~12 × 10−6; K−1) improves dimensional stability during thermal cycles. Tinplate undergoes minimal thermal distortion, though repeated retort cycles can promote tin dissolution and accelerate coating degradation. TFS benefits from stable chromium oxides that maintain coating adhesion under thermal load, making it suitable for high-temperature closures and processed foods.
Stainless steels
Stainless steels exhibit excellent thermal stability, with minimal microstructural evolution under sterilization. Their resistance to thermal shock and creep makes them suitable for reusable containers, pharmaceutical closures, and precision components.
Metal–matrix composites
The most distinctive thermo-mechanical behavior is observed in MMCs. Reinforcements such as SiC and diamond dramatically reduce the CTE (down to <10 × 10−6; K−1) while increasing thermal conductivity beyond 200–500 W/m·K. This combination suppresses thermal deformation and significantly delays thermo-mechanically induced fatigue cracking, essential for electronic packaging under rapid thermal cycling.
Cross-material considerations
Dimensional stability depends on both intrinsic CTE and processing history. Residual stresses from forming or welding influence long-term stability. Thermal cycling can render some coatings brittle, alter passivation layers, and drive interfacial degradation. Understanding these coupled effects is crucial to predicting package longevity.
3.4. Processing–Structure–Performance Coupling
Manufacturing routes determine microstructural state, surface morphology, mechanical anisotropy, and final performance of metallic packaging. Processing effects are therefore inseparable from structure–property relationships. This section focuses on how industrial processing routes actively shape microstructure and interfaces, thereby governing mechanical reliability and functional performance of metallic packages.
Forming operations
Deep drawing, ironing, embossing, and seaming impose complex strain paths. Aluminum exhibits benign strain distribution due to high work-hardening, whereas steels require controlled temper selection. In can-making, wall thinning, earing, and flange cracking reflect the interaction between crystallographic texture and forming stresses.
Surface finishing and coating adhesion
Surface roughness from rolling or temper finishing directly affects lacquer wetting and adhesion. In aluminum, conversion coatings modify surface chemistry to stabilize the oxide layer and promote interfacial bonding. In tinplate and TFS, coating adhesion depends on the continuity and hydration state of Fe–Sn intermetallics or Cr-oxides.
Heat treatment, annealing, and tempering
Annealing governs grain size, texture, and recrystallization, influencing drawability and buckling resistance. Temper rolling in tinplate and TFS controls yield strength and stiffness, enabling stable double seams and resistance to panel deformation.
Joining and sealing
Sealing performance depends on localized deformation in seams, rivets, and closures. Failure often initiates from microcracks or coating fractures generated during forming. In stainless steels and MMCs used for advanced closures, joining methods (welding, crimping, brazing) must preserve microstructural integrity and avoid sensitization or interfacial degradation.
3.5. Comparative Evaluation Across Metallic Packaging Systems
The comparative assessment of metallic packaging materials synthesizes the structural–property relationships discussed in this section with the quantitative trends summarized in Table 1. Aluminum, coated and uncoated steels, stainless steel, and advanced metal–matrix composites occupy distinct positions within a multi-criteria performance space defined by mechanical strength, barrier capacity, packaging weight, cost, recyclability, and environmental impact.
The data summarized in Table 1 provide an indicative, system-oriented comparison of representative metallic materials used in packaging, combining intrinsic material properties with performance-relevant attributes emerging from processing and surface engineering. The reported ranges do not represent absolute material limits but reflect typical values for packaging-grade alloys and composites, as commonly employed in industrial applications.
Rather than supporting direct material selection, the table serves to contextualize the structure–property relationships discussed in Section 3.1, Section 3.2, Section 3.3 and Section 3.4, highlighting how differences in crystal structure, surface chemistry, thermo-mechanical response, and processing sensitivity translate into distinct performance profiles. In particular, the comparison illustrates how mechanical robustness, barrier capacity, packaging weight, corrosion resistance, and recyclability are not independently optimized within a single metallic system but emerge from trade-offs inherent to each material family.
On this basis, the comparative evaluation developed in this section rationalizes why aluminum, coated steels, stainless steels, and metal–matrix composites occupy different regions of the multi-criteria performance space. These trends are subsequently synthesized in a normalized graphical form in Figure 11, which integrates mechanical, barrier, economic, and sustainability-related indicators into a unified qualitative comparison.
Mechanical properties.
Coated and uncoated steels exhibit the highest structural strength among conventional metallic packaging materials, with tensile strengths typically in the range of 400–600 MPa and Young’s moduli exceeding 190 GPa. This combination provides high resistance to elastic deformation, buckling, and denting under mechanical loads encountered during handling, transport, and retort processing.
Aluminum alloys, while significantly lighter, display moderate strength levels (100–300 MPa) and a lower elastic modulus (70–80 GPa). Nevertheless, their pronounced strain-hardening behavior and favorable forming response enable the production of deep-drawn and ironed containers with thin walls that remain mechanically stable under internal pressure and service loads.
Tin, employed primarily as a surface coating rather than as a structural material, exhibits comparatively low mechanical strength (≈220 MPa tensile strength, ≈50 GPa modulus). This confirms that its functional contribution in packaging is predominantly chemical and electrochemical, rather than load-bearing.
Metal–matrix composites (e.g., Al–diamond systems) extend the mechanical performance envelope beyond that of monolithic packaging metals. Their high stiffness (moduli exceeding 250 GPa) and enhanced fatigue resistance enable exceptional dimensional stability under combined mechanical and thermal loads. However, elevated cost and processing complexity restrict their application to specialized sectors such as electronic and thermally managed packaging.
Barrier performance.
Aluminum and coated steel systems provide effective barriers against gases and moisture as a consequence of their intrinsic metallic impermeability, combined—where applicable—with continuous organic coatings. In particular, aluminum foil approaches near-total impermeability to oxygen and water vapor when free of pinholes, making it a reference material for high-barrier packaging applications.
In tinplate packaging, barrier capacity is governed by the integrity of the coating system rather than by the metallic substrate alone. As long as coating continuity is maintained, barrier performance remains stable; however, localized defects or coating discontinuities can expose the steel substrate, promoting underfilm corrosion that rapidly compromises protective function.
Metal–matrix composites do not provide intrinsic improvements in gas or moisture barrier properties relative to monolithic aluminum systems. Their contribution to packaging performance is instead indirect, arising from superior thermal conductivity and dimensional stability, which help preserve barrier integrity in applications involving thermal cycling, heat-sensitive formulations, or electronic housings.
Recyclability.
The use of recycled aluminum is associated with substantial reductions in energy demand and CO2 emissions relative to primary production, supporting low-impact packaging strategies when high collection and recycling rates are achieved. Steel also benefits from established recycling routes, aided by efficient magnetic separation and mature recovery infrastructures.
By contrast, metal–matrix composites typically involve higher embodied energy and less-defined end-of-life pathways. Their environmental balance is therefore more likely to be favorable in long-lifetime or reusable applications, where the functional benefits and service life can offset end-of-life limitations.
Environmental impact.
The use of recycled aluminum is associated with substantial reductions in energy demand and CO2 emissions relative to primary production, supporting low-impact packaging strategies when high collection and recycling rates are achieved. Steel also benefits from established recycling routes, aided by efficient magnetic separation and mature recovery infrastructures.
By contrast, metal–matrix composites typically involve higher embodied energy and less-defined end-of-life pathways. Their environmental balance is therefore more likely to be favorable in long-lifetime or reusable applications, where the functional benefits and service life can offset end-of-life limitations.
Cost efficiency.
Steel generally exhibits lower material cost on a per-kilogram basis (typical raw material and industrial sheet prices near ~0.8–1.0 €/kg) compared with aluminum, whose base commodity price is nearer ~2.7–3.2 €/kg in early 2026. The cost of tin as a pure metal is substantially higher (on the order of tens of €/kg), but because it is used in very thin coatings, its contribution to overall can cost remains limited. Metal–matrix composites, involving high-cost reinforcements, occupy the upper end of material cost considerations.
The cost ranges reported in this section are intended as indicative orders of magnitude rather than precise industrial prices. They reflect typical market values for raw materials or standard packaging-grade semi-finished products and are subject to variation depending on alloy composition, product form (sheet, foil, coating), regional market conditions, and temporal fluctuations. In particular, for coating materials such as tin, the quoted values refer to the base metal cost, while their actual contribution to packaging cost remains limited due to the extremely small quantities employed. These indicative comparisons are therefore used to support qualitative trends and relative positioning of metallic packaging systems, rather than detailed economic assessments.
Packaging Weight.
Aluminum is the lightest standard metallic material used in packaging (density ≈ 2.7 g/cm3), enabling substantial mass reductions relative to steel-based systems (density ≈ 7.85 g/cm3). Metal–matrix composites can achieve comparable or even lower effective densities depending on reinforcement content, while simultaneously offering high stiffness-to-weight ratios that are advantageous in applications requiring dimensional stability under combined mechanical and thermal loads.
To facilitate cross-material comparison, these quantitative and qualitative indicators are integrated into a normalized radar representation (Figure 11), where each axis reflects a key performance criterion derived from Table 1.
Radar chart comparing aluminum, coated steel, stainless steel, and Al–diamond composites across six normalized criteria: mechanical strength, packaging weight, barrier capacity, material cost, recyclability, and environmental impact. Each axis is scaled from 0 to 1, with 1 indicating the best relative performance within the set of materials considered. The chart provides a qualitative, system-level comparison highlighting trade-offs among different metallic packaging families, rather than absolute performance metrics.
Interpretation of Radar Differences
The radar representation shown in Figure 11 provides a qualitative synthesis of the comparative trends discussed in this section, integrating mechanical, barrier-related, economic, and sustainability-oriented indicators into a unified graphical framework. Rather than identifying an optimal material, the chart highlights how different metallic systems occupy distinct regions of the multi-criteria performance space.
Aluminum exhibits high scores in packaging weight and recyclability, reflecting its low density and well-established recycling infrastructure. At the same time, its lower elastic modulus relative to steel shifts its mechanical-performance axis toward intermediate values, consistent with the microstructural mechanisms discussed in Section 3.1.
Coated steel systems achieve the highest scores in mechanical robustness and barrier capacity, owing to their high stiffness and structural strength combined with continuous coating systems. However, their higher density and transport-related impacts reduce relative performance along the weight-efficiency and environmental-impact axes, in agreement with the thermo-mechanical and corrosion-related considerations outlined in Section 3.2 and Section 3.3.
Metal–matrix composites appear as outliers within the radar representation. They reach peak values in stiffness and dimensional stability, but score lower in cost efficiency, recyclability, and environmental impact. This pattern reflects the inherent trade-off between advanced functional performance and the material complexity, energy intensity, and end-of-life challenges associated with these systems.
Overall, the radar comparison confirms that no single metallic material simultaneously optimizes all performance criteria. Instead, each system occupies a specific functional niche shaped by the interplay between its structural architecture, surface chemistry, processing routes, and service conditions.
Because several radar axes—including recyclability, environmental impact, and aspects related to migration safety—depend on regulatory frameworks and life-cycle assessment methodologies, their detailed quantitative treatment is deferred to Section 4 and Section 5.
Figure 9 and Figure 11 provide complementary but non-overlapping perspectives on metallic packaging systems. The application-driven selection map in Figure 9 summarizes the relative relevance of different metallic families across packaging sectors, whereas the comparative radar chart in Figure 11 rationalizes these application trends by linking them to underlying structure–property relationships and normalized performance indicators. Together, the two figures clarify why material choice in metallic packaging is inherently application-specific and cannot be reduced to a single dominant criterion.
4. Regulatory and Safety Framework for Metallic Packaging
The safety and regulatory landscape governing metallic packaging is shaped by the dual need to protect consumer health and to ensure the long-term stability of packaged products under a wide range of environmental and processing conditions. Regulatory requirements differ geographically but converge on the principle that metal–food or metal–pharmaceutical interactions must not compromise product quality, chemical safety, or functionality throughout the intended shelf life.
Because metallic systems are prone to corrosion, ion migration, coating degradation, and thermo-mechanical ageing, compliance with regulatory standards is inseparable from material selection and surface-engineering strategies.
Recent reviews confirm that regulatory frameworks for food-contact packaging materials are increasingly driven by chemical migration concerns, regional regulatory divergence, and the need for harmonised safety assessment strategies across materials and application sectors (Kim, 2025) [75].
Figure 12 provides a classification of the regulatory instruments and standards cited in this section, grouping them according to their functional role and regulatory context (European Union, United States, and international frameworks), and indicating their relevance across different application sectors.
The figure organises the regulatory documents cited in Section 4 according to their functional role (legal frameworks, migration and safety limits, standardised test methods, and application-specific requirements) and their regulatory context (European Union, United States, and international standards). Application sectors indicate whether a given instrument applies directly or is commonly adopted as a baseline or by analogy in related domains.
4.1. Regulatory Architecture for Metals in Food, Pharmaceutical and Technical Packaging
4.1.1. European Union Framework
In the EU, metallic packaging is regulated under Regulation (EC) 1935/2004, which establishes the requirement that materials in contact with food must not:
- endanger human health,
- cause an unacceptable change in food composition,
- alter organoleptic characteristics.
Specific requirements for metals and coatings derive from:
- Commission Regulation (EU) 10/2011 (for polymeric coatings used on metals),
- EN 602:2004 and EN 10333 (for tinplate and TFS),
- EN 13130 / EN 1186 for migration testing,
- EFSA guidelines on specific migration limits (SMLs) for aluminum, tin, chromium, nickel, and other alloying elements.
For metallic materials, Council of Europe technical guidelines are widely adopted as an operational reference for compliance assessment, defining specific release limits (SRLs) and harmonised simulant conditions for metals and alloys in food contact (Mazinanian 2016; Santamaria 2020) [50,76].
While specific migration limits (SMLs) are formally established within EFSA-based frameworks and polymer-related regulations, SRLs are commonly applied to metallic substrates to account for corrosion-driven release mechanisms not adequately described by polymer-oriented approaches (Mazinanian 2016) [50]
Recent EFSA assessments have updated tolerable intake thresholds for aluminum, highlighting significant variability between national limits and calling for harmonization (Yokel 2025) [34].
For steel-based systems, legislation focuses on coating continuity and corrosion resistance, as uncoated steel is not acceptable for direct-contact food packaging. Requirements on tinplate include control of free tin levels, Fe–Sn intermetallic stability, and the absence of organotin residues.
4.1.2. United States and International Standards
The U.S. regulatory framework is governed by:
- FDA Title 21 CFR, which defines permitted materials and coating substances,
- NSF standards for reusable metallic containers,
- ANSI/ASTM protocols for corrosion and leaching tests.
Aluminum is permitted for direct food contact provided that migration levels remain within FDA-established limits. Epoxy, polyester, acrylic and BPA-NI coatings are regulated under substance-specific clearances requiring detailed toxicological evaluation.
Internationally, ISO standards provide harmonized methods for:
- migration testing (ISO 4531 for ceramics extended to metals in some jurisdictions),
- coating adhesion and curing (ISO 4624),
- corrosion testing (ISO 9227, salt-spray simulations),
- lacquer continuity (ISO 8301, EN 10333).
Pharmaceutical metal packaging must additionally comply with USP <661> and <671>, which address container integrity, surface reactivity, and permeation tests.
The main regulatory instruments and technical standards referenced in this section are summarised in Appendix A.
4.2. Migration Phenomena and Safety Assessment
It should be noted that test parameters such as pH, temperature, contact duration, and headspace composition are not arbitrary experimental choices, but are explicitly defined within regulatory testing protocols to represent worst-case exposure scenarios (Santamaria 2020) [76].
Migration from metallic packaging involves the release of metal ions or coating components into the product under thermal, mechanical, or chemical stress. The governing factors include pH, salinity, oxygen content, redox environment, temperature, and headspace composition.
4.2.1. Metallic Ion Migration
Aluminum.
Although aluminum forms a passivating Al2O3 layer, acidic beverages (lactic, citric, acetic acids) can destabilize the film and initiate pitting, especially at coating discontinuities. Shukla (2023) and Sheehan (2025) [14,15] demonstrated measurable Al3+ migration in low-pH beverages, with local corrosion intensified by headspace oxygen and organic acids.
Tinplate and TFS.
Tin can migrate in reducing environments, whereas steel dissolution occurs rapidly when coating defects expose the substrate. Wu (2024) [4] and Chang (2024) [24]confirmed that corrosion accelerates at weld seams or scratch lines, driven by oxygen ingress and sterilization cycles.
Chromium migration in TFS is typically minimal when the Cr/Cr-oxide duplex layer remains stable; however, regulatory restrictions on Cr(VI) demand strict process control and documentation, as these limitations directly affect material compliance rather than representing purely environmental constraints.
Stainless steel.
Stainless steels exhibit minimal migration under food-contact conditions when passive films remain intact. Nickel release is closely monitored, especially in acidic environments; USP and EU guidelines define strict SML values.
4.2.2. Migration from Coatings and Functional Additives
Modern lacquers (epoxy, polyester, acrylic, organosols, BPA-NI systems) include oligomers, additives, and catalysts that may migrate if curing is incomplete. Migration testing must be performed using worst-case simulants according to EN 1186.
Metal/metal-oxide nanoparticles (ZnO, TiO2, Ag), explored for antimicrobial or active-barrier functions (Sani 2024) [77], introduce emerging concerns regarding:
- nanoparticle detachment,
- dissolution into ionic species,
- aggregation and transport in food matrices.
Current regulations require case-by-case evaluation, and no harmonized “nano-specific” migration limits exist yet.
4.2.3. Accelerated Testing and Predictive Assessment
Because real-time ageing is impractical, predictive tests are widely used:
- electrochemical impedance spectroscopy (EIS) to monitor coating degradation,
- thermal cycling to simulate retort and storage conditions,
- pH cycling to evaluate susceptibility to episodic exposure,
- salt-spray (ISO 9227) for corrosion benchmarking.
Ali (2025) demonstrated that combined thermal–chemical–electrochemical protocols can simulate five years of shelf life in <60 days, enabling reliable pre-market assessment.
4.3. Safety Considerations in High-Value and Reusable Metallic Packaging
Although not specific to disposable food-contact packaging, hygienic and sanitary standards such as 3-A and NSF play a regulatory role for reusable, pharmaceutical, and high-value metallic packaging systems, where surface integrity, cleanability, and long-term chemical inertness are critical safety requirements (Rossi 2024) [52].
Stainless steel, anodized aluminum and MMCs are used in pharmaceutical, medical, and electronic packaging requiring:
- high chemical inertness,
- resistance to thermal sterilization,
- repeatable sealing performance,
- minimal particle shedding,
- tight dimensional tolerances.
Engler (2025) [6] shows that reusable stainless-steel systems rely on controlled surface finishes (Ra < 0.4 µm), which improve cleanability and reduce ion release.
In electronics packaging, MMCs must meet strict criteria on solderability, outgassing, and interfacial stability to avoid delamination in thermal cycling.
These systems typically fall under stricter regulatory oversight (USP, ASTM, IEC, ISO) and require comprehensive documentation covering materials, coatings, manufacturing, and sterilization compatibility.
4.4. Regulatory Trends and Outlook
Three trends are reshaping the regulatory framework for metallic packaging:
(1) Stricter controls on migration and coating composition
BPA restrictions, scrutiny of bisphenol analogues, and requirements for low-migration coatings (EU, FDA) push industry toward polyester, acrylic, and hybrid organic–inorganic lacquers.
(2) Integration of circularity principles into material safety
The EU Green Deal and packaging regulations link recyclability, traceability, and purity of recyclate to market access. Digital material passports for coatings and surface treatments (Rossi 2024) are becoming central tools to ensure compatibility with recycling streams.
(3) Expansion of safety frameworks beyond food packaging
Electronics, pharmaceutical and active packaging systems require harmonized migration-free behavior under:
- high-temperature sterilization,
- high-voltage electrical environments,
- long-term storage,
- repeated mechanical cycling.
A consolidated overview of the regulatory and standardisation framework discussed in this section is provided in Appendix A.
Future work will emphasize life-cycle-integrated safety, combining chemical risk, recyclability, and durability in a unified assessment approach.
4.5. Concluding Remarks
Regulatory and safety considerations for metallic packaging are inseparable from material selection, microstructural stability, surface engineering, and processing history. The diversity of metallic systems—ranging from aluminum and tinplate to stainless steel and MMCs—requires tailored compliance strategies grounded in both mechanistic understanding and standardized testing.
The trends outlined above highlight a shift toward safer, more transparent, and more sustainable coating systems, increased harmonization of migration limits, and integration of circular-economy criteria into regulatory practice.
The next section expands this perspective by examining sustainability, recyclability, and circularity of metallic packaging across full life-cycle boundaries.
5. Circularity and Sustainability of Metallic Packaging
Metallic packaging materials—primarily aluminum and steel—are commonly regarded as paradigmatic examples of circular materials, owing to their intrinsic recyclability, long-standing industrial use, and well-established collection and recovery infrastructures. This perception is historically justified and has supported the widespread adoption of metals in food and beverage packaging for more than a century, particularly where long shelf life, complete barrier performance, and thermal stability are required (Risch, 2009; Deshwal, 2020) [2,20]
However, recent research on circular economy and life-cycle performance indicates that recyclability alone is insufficient to characterize the sustainability of metallic packaging systems. Instead, circularity emerges as a system-level outcome, determined by the interaction between material composition, production routes, product design, waste-management pathways, and regulatory frameworks (Niero and Olsen, 2016; Bher and Auras, 2024) [78,79]. In this context, high recycling rates do not automatically translate into high material circularity if losses, downcycling, or energy-intensive recovery processes occur along the value chain.
For metallic packaging, this distinction is particularly relevant. Aluminum and steel exhibit markedly different sensitivities to energy sourcing, alloy complexity, and contamination during recycling, while multi-material structures and surface coatings introduce additional constraints that are often overlooked in simplified circularity narratives. Moreover, recent empirical studies demonstrate that real recycling performance depends strongly on the configuration of waste-management systems, including selective collection, sorting efficiency, and post-incineration metal recovery, rather than on material properties alone (Warrings and Fellner, 2019; Lederer et al., 2022) [80,81].
Accordingly, this section re-examines the circularity and sustainability of metallic packaging by moving beyond material-level assertions and adopting a system-oriented perspective. Life-cycle assessment, recycling efficiency, and environmental trade-offs are discussed in relation to aluminum, steel, stainless steel, and metal-based composites, with explicit consideration of waste-management pathways, technological limits, and policy-driven design-for-recycling requirements.
Figure 13 provides an overview of the logical structure of this section, highlighting the key dimensions addressed in the analysis of metallic packaging circularity.
5.1. Circularity Beyond Recyclability: A Life-Cycle Perspective
In the context of metallic packaging, circularity cannot be equated with recyclability in a strict material sense. While aluminum and steel are theoretically recyclable without intrinsic degradation of their metallic lattice, life-cycle studies demonstrate that effective circularity depends on how materials circulate within real industrial and waste-management systems (Niero and Olsen, 2016) [82]. This distinction is critical for packaging applications, where high material turnover, short service life, and heterogeneous waste streams amplify the gap between theoretical recyclability and actual material retention.
From a life-cycle perspective, circularity emerges from the capacity of a system to retain material value across successive use cycles while minimizing energy demand, emissions, and losses. In metallic packaging, this capacity is influenced by several interdependent factors, including the structure of recycling loops, the purity of recovered streams, and the compatibility of secondary materials with primary-grade specifications. Studies adopting multi-loop LCA frameworks show that closed product loops—such as can-to-can recycling for aluminum—yield substantially higher environmental benefits than open or mixed recycling loops, where downcycling and dilution with primary material are often unavoidable (Niero and Olsen, 2016) [82].
Recent meta-analyses of packaging LCAs further confirm that circular performance cannot be captured by single indicators such as recycling rate or recycled content alone. Instead, results are highly sensitive to system boundaries, allocation methods, and end-of-life modeling assumptions, particularly with respect to recycling credits and avoided burdens (Bher and Auras, 2024) [79]. As a consequence, two packaging systems with similar reported recycling rates may exhibit markedly different environmental profiles when assessed over their full life cycle.
For metallic packaging, these methodological insights have direct practical implications. Aluminum systems are particularly sensitive to the structure of recycling loops and to alloy management, as impurity accumulation can progressively reduce the substitutability of secondary material for primary aluminum in high-performance applications. Steel systems, while generally more tolerant to compositional variability, remain dependent on effective separation and controlled impurity levels to maintain material quality across cycles. In both cases, circularity is ultimately constrained not by recyclability in principle, but by the alignment between product design, metallurgical requirements, and the operational characteristics of waste-management infrastructures.
This system-oriented interpretation of circularity provides the conceptual basis for the following sections. Energy demand and production routes are examined first, as they dominate the environmental profile of metallic packaging (Section 5.2), followed by an analysis of real recycling pathways and recovery efficiencies within contemporary waste-management systems (Section 5.3).
5.2. Energy Demand, Alloy Complexity and Production Routes
Energy demand remains the dominant contributor to the environmental footprint of metallic packaging across most life-cycle assessments. The contrast between primary and secondary production routes is particularly pronounced for aluminum, whose primary production relies on the energy-intensive Hall–Héroult electrolysis process. Multiple life-cycle studies consistently indicate that secondary aluminum production from post-consumer scrap requires only a small fraction of the energy needed for primary aluminum, provided that scrap streams are sufficiently clean and efficiently processed. Critical reviews of aluminum packaging recycling report energy savings on the order of 90–95% for secondary routes relative to primary production, underscoring the central role of recycling in mitigating the environmental burden of aluminum packaging systems (Pereira et al., 2025) [83].
However, the environmental advantage of secondary aluminum is not uniform across all recycling configurations. Alloy complexity and impurity accumulation progressively constrain the extent to which recycled aluminum can substitute primary material in demanding packaging applications. Multi-loop life-cycle analyses show that closed product loops, such as can-to-can recycling, preserve alloy composition and enable repeated substitution of primary aluminum with minimal performance penalties, whereas mixed scrap loops often require dilution with virgin material to meet compositional specifications (Niero and Olsen, 2016) [82]. As a result, the effective circularity of aluminum packaging depends not only on recycling rates, but also on the structure and selectivity of recycling loops.
Steel packaging exhibits a different balance between primary and secondary production. Although the energy gap between blast-furnace routes and electric arc furnace (EAF) steelmaking is smaller than for aluminum, steel benefits from a high tolerance to compositional variability and from mature metallurgical processes that accommodate high scrap fractions without significant degradation of mechanical properties. Life-cycle assessments therefore tend to show more stable environmental performance for steel across different recycling scenarios, albeit with lower sensitivity to loop closure compared to aluminum (Deshwal, 2020) [2]. Nevertheless, steel production remains influenced by scrap availability and by the energy mix supporting EAF operations, linking its circular performance to broader industrial and infrastructural factors.
Beyond bulk production routes, recent studies highlight the relevance of downstream processing steps, such as rolling and forming, in shaping the life-cycle impacts of metallic packaging. For aluminum in particular, hot and cold rolling stages contribute non-negligibly to cumulative energy demand, especially when primary aluminum is involved (Astarita et al., 2023) [84]. These findings reinforce the view that circularity gains achieved through recycling can be partially offset if secondary material is repeatedly reprocessed under energy-intensive conditions, emphasizing the need for system-wide optimization rather than isolated material substitutions.
Overall, energy demand and production pathways define the upper bound of achievable sustainability for metallic packaging. While high recycling rates are a necessary condition for reducing environmental impacts, their effectiveness is mediated by alloy management, loop structure, and process efficiency. These constraints motivate a closer examination of real recycling pathways and recovery efficiencies, which determine how much of the theoretical circular potential of metals is realized in practice, as discussed in the following section.
5.3. Recycling Efficiency, Purity of Recovered Streams and Real Recovery
The effective circularity of metallic packaging is ultimately determined by how materials are recovered within real waste-management systems. While life-cycle assessments often assume idealized recycling scenarios, empirical studies demonstrate that recycling yields, material quality, and energy demand vary substantially depending on collection schemes, sorting efficiency, and post-treatment routes. For metallic packaging, this distinction is particularly relevant, as recovery pathways range from selective collection and material recovery facilities to post-incineration treatment of bottom ash.
Selective collection systems generally offer the highest potential for closed-loop recycling, especially for aluminum beverage cans and steel packaging with dedicated collection streams. However, even under optimized collection, material losses occur during sorting, shredding, and remelting. Comparative analyses of European waste-management systems indicate that reported recycling rates based on collected material may systematically overestimate effective material recovery when process losses and downgraded fractions are not fully accounted for (Warrings and Fellner, 2019) [80]. This discrepancy highlights the need to distinguish between nominal recycling performance and actual circular retention of metallic material.
Material recovery facilities (MRFs) play a central role in mixed-waste scenarios, where metals are separated from heterogeneous streams. Steel packaging benefits from intrinsic magnetic properties, enabling robust separation with high capture efficiency across a wide range of waste compositions. Aluminum recovery, by contrast, relies on eddy-current separation and is more sensitive to particle size, shape, and contamination. Empirical assessments show that aluminum recovery efficiency in MRFs decreases markedly for thin foils, laminated structures, and small packaging formats, which are increasingly prevalent in flexible packaging applications (Lederer et al., 2022) [81].
Post-incineration recovery from bottom ash represents an additional, and often underestimated, pathway for metallic packaging circularity. Several studies focusing on European incineration systems demonstrate that significant fractions of aluminum and steel can be recovered from bottom ash using advanced dry and wet treatment processes. Warrings and Fellner (2020) [85]report that, under optimized conditions, aluminum recovery from bottom ash can contribute substantially to overall recycling rates, although with increased energy demand and partial oxidation losses. Importantly, bottom-ash recovery alters the interpretation of recycling statistics, as material recovered after incineration may be counted differently depending on regulatory definitions and reporting boundaries.
Recent reviews emphasize that the contribution of bottom-ash recovery is particularly relevant for aluminum, where thin and lightweight packaging formats are more likely to bypass selective collection and enter residual waste streams (Lederer et al., 2022)[81]. However, aluminum recovered from bottom ash often exhibits reduced quality due to oxidation and alloy contamination, limiting its suitability for high-grade packaging applications and reinforcing the need for dilution with primary material or downcycling into less demanding uses.
These findings underscore that real recycling efficiency is a system-dependent outcome rather than a fixed material property. High recycling rates can be achieved through different pathways, but their implications for energy use, material quality, and effective circularity differ substantially. From a circular-economy perspective, selective collection and closed-loop recycling remain the most favorable routes for metallic packaging, while reliance on mixed-waste processing and bottom-ash recovery introduces additional trade-offs that must be explicitly considered in sustainability assessments.
The limitations observed at the waste-management level become even more pronounced for complex packaging architectures, such as multilayer laminates and coated systems, where recovery efficiency is constrained by technological and economic factors. These aspects are addressed in the following section, which focuses on material-level barriers to circularity.
5.4. Environmental Trade-Offs and Sustainability Metrics
The sustainability performance of metallic packaging cannot be reduced to a single environmental indicator. Comparative assessments consistently show that improvements in one dimension—such as energy savings through lightweighting or recycling—may introduce penalties in others, including material losses, additional processing steps, or increased system complexity. As a result, the environmental profile of aluminum- and steel-based packaging is best interpreted through a multi-criteria perspective that explicitly accounts for trade-offs across the life cycle.
Life-cycle costing (LCC) and externality-based analyses comparing aluminum and tinplate packaging illustrate this point clearly. Albuquerque et al. (2019) [43]demonstrated that aluminum packaging benefits from reduced transport emissions and lower use-phase impacts due to lightweighting, whereas tinplate exhibits more stable performance across production and recycling stages, with reduced sensitivity to alloy composition and contamination. Depending on the weighting of climate-related impacts, resource use, or economic costs, either material may appear preferable, underscoring the context-dependent nature of sustainability rankings.
Meta-analyses of packaging LCAs further confirm that divergent conclusions across studies are often driven by methodological choices rather than by fundamental material differences. Bher and Auras (2024) [79] showed that system boundaries, allocation methods for recycling credits, and assumptions regarding end-of-life treatment exert a dominant influence on calculated impacts. In particular, the use of avoided-burden approaches can amplify the apparent benefits of recycling, while cut-off or substitution-based methods may yield more conservative estimates. These methodological sensitivities reinforce the need for transparent and harmonized assessment frameworks when comparing metallic packaging systems.
Within this broader context, recent critical reviews of aluminum packaging recycling highlight an important internal trade-off. While secondary aluminum production offers substantial reductions in energy demand and greenhouse-gas emissions relative to primary routes, additional processing steps required for real packaging waste streams—such as decoating, delamination, and melt refining—introduce non-negligible energy and material penalties (Pereira et al., 2025) [83]. These penalties become particularly relevant for complex packaging formats and mixed scrap streams, where the theoretical benefits of recycling may be partially offset by increased processing intensity or by the need for dilution with primary aluminum to maintain alloy specifications.
The trade-off perspective is especially relevant when interpreting comparative sustainability visualizations, such as radar charts or multi-criteria matrices. As illustrated by the radar analysis presented in this work, aluminum typically excels in packaging weight and recyclability, while being penalized by the embodied energy of primary production. Steel, by contrast, exhibits more balanced performance across categories, benefiting from robust recycling pathways and lower sensitivity to alloy purity, but incurring higher transport-related impacts due to density. Metal–matrix composites, although functionally advantageous in niche applications, remain environmentally unfavorable under most assessment frameworks because of high embodied energy and limited recyclability.
Overall, environmental trade-offs in metallic packaging are not anomalies but structural features of complex material systems. Their explicit recognition is essential to avoid oversimplified sustainability narratives and to support informed material and design choices. In this perspective, the value of sustainability metrics lies not in identifying a single “best” material, but in clarifying how design priorities, recycling pathways, and assessment assumptions interact to shape environmental outcomes.
5.5. Limits of Circularity: Multilayers and Metal–Matrix Composites
Despite the favorable recyclability of metallic substrates, certain packaging architectures introduce intrinsic limits to circularity that cannot be resolved through recycling optimization alone. Multilayer structures and metal–matrix composites exemplify cases in which functional performance is achieved at the expense of material separability, stream purity, and effective loop closure.
Aluminum–polymer laminates are widely used in flexible and specialty packaging to combine barrier performance, mechanical integrity, and product protection. However, the intimate bonding between metallic foils and polymeric layers complicates end-of-life treatment. While several technological solutions for delamination and material separation have been proposed—including thermal, chemical, and solvent-based routes—their applicability remains constrained by scale, energy demand, and economic viability. Critical analyses of aluminum packaging recycling emphasize that, in most current systems, laminated structures are incompatible with true closed-loop recycling and are more likely to be downcycled or recovered with reduced material quality (Pereira et al., 2025; Riedewald et al., 2022) [83,84,86]. Consequently, the circular performance of such systems is strongly dependent on design choices made upstream, particularly with respect to layer thickness, adhesive chemistry, and compatibility with existing recycling infrastructures.
Similar, but more pronounced, limitations apply to metal–matrix composites. In these systems, ceramic reinforcements such as silicon carbide or oxide particles are intentionally introduced to enhance stiffness, thermal stability, or wear resistance. While these properties are advantageous in technical and electronic packaging applications, they fundamentally disrupt conventional metallurgical recycling routes. Experimental and industrial studies confirm that MMCs cannot be efficiently remelted without segregation issues, excessive slag formation, or irreversible contamination of secondary metal streams (Barot et al., 2022)[87]. As a result, recycling options for MMCs are typically restricted to niche recovery pathways, partial downcycling, or reuse within tightly controlled industrial loops.
From a circular-economy perspective, these material classes highlight the limits of a purely material-centric sustainability narrative. While metals such as aluminum and steel can sustain multiple life cycles under favorable conditions, the introduction of multi-material architectures or permanent reinforcements shifts the balance toward functionality-driven design, where circularity becomes a secondary constraint. In these cases, sustainability must be evaluated in terms of system-level trade-offs, weighing extended functionality or product protection against reduced end-of-life recovery.
These limitations do not imply that multilayers or MMCs should be excluded from packaging applications, but rather that their use requires explicit justification and transparent accounting of end-of-life implications. For metallic packaging systems aiming at high circularity, design-for-recycling principles remain most effective when applied at the earliest stages of material and product development, before structural incompatibilities are locked into the system.
5.6. Outlook: From Material Choice to System Design
The analysis presented in this section highlights that the sustainability of metallic packaging cannot be ensured through material selection alone. While aluminum, steel, and stainless steel retain clear advantages in terms of recyclability and functional performance, their effective circularity depends on the coherence between material design, production routes, waste-management pathways, and assessment methodologies. In this perspective, circularity emerges not as an intrinsic material property, but as the outcome of a coordinated system in which technical, infrastructural, and regulatory elements interact.
For high-volume packaging applications, aluminum is expected to maintain a central role in circular strategies, provided that closed-loop recycling is preserved and alloy management remains compatible with repeated can-to-can or sheet-to-sheet cycles. Steel packaging benefits from robust and tolerant recycling infrastructures, making it particularly suited to stable circular systems where material purity can be maintained despite heterogeneous waste streams. Stainless steel, although less common in single-use packaging, offers strong potential for reusable and long-lifetime applications, where extended service life compensates for higher embodied energy.
At the same time, the increasing diffusion of multilayer structures and functionally optimized composites underscores the tension between performance-driven design and circular-economy objectives. As demonstrated throughout this section, such architectures often exceed the practical limits of current recycling systems, shifting the sustainability balance toward functionality rather than material retention. Addressing this tension requires moving beyond incremental recycling improvements and embracing design-for-recycling principles that are explicitly aligned with real waste-management capabilities.
Future progress in metallic packaging sustainability is therefore expected to rely on system-level optimization rather than on isolated material innovations. This includes the development of recycling-compatible coatings, the rationalization of alloy compositions, improved traceability of material flows, and closer integration between packaging design and end-of-life infrastructure. Regulatory initiatives, such as the evolving European framework on packaging waste and circularity, are likely to accelerate this transition by shifting attention from nominal recyclability to demonstrable circular performance.
Ultimately, the circularity of metallic packaging will be determined by the capacity of the entire system to retain material value across multiple life cycles under realistic industrial conditions. Within this framework, metals remain among the most promising packaging materials, not because they are recyclable in principle, but because they can be integrated into circular systems when design, processing, and recovery are treated as interdependent elements rather than independent variables.
6. Discussion and Future Perspectives on Metallic Packaging Systems
The analysis presented in Section 3, Section 4 and Section 5 highlights that the performance of metallic packaging systems cannot be interpreted solely in terms of intrinsic material properties, but must be understood as the outcome of complex interactions among metallurgical architecture, surface engineering, processing conditions, regulatory constraints, and end-of-life scenarios. This section provides a critical discussion of the main cross-cutting challenges emerging from the literature and outlines future perspectives for the evolution of metal-based packaging systems.
6.1. Safety, Migration, and Coating Integrity
Although metals exhibit excellent intrinsic barrier properties against gases, moisture, and light, their functional performance in food-contact applications is largely governed by the integrity and long-term stability of internal coatings. Evidence accumulated over several decades indicates that even minor coating defects, incomplete coverage, or localized degradation can initiate corrosion processes and metal migration, particularly under acidic or chloride-rich conditions. Early observations already reported measurable increases in aluminum concentration in canned beverages during extended storage, linking migration phenomena to product chemistry, storage time, and acidity (Šeruga et al., 1997) [24]. These findings, rather than being obsolete, have proven structurally persistent and remain relevant in contemporary packaging systems, as confirmed by recent investigations on beverage packaging and aluminum cans (Versari et al., 2023).
Recent studies confirm that coating-mediated degradation often originates from highly localized phenomena rather than from uniform material failure. Wu et al. (2024) [4] demonstrated that pitting corrosion in coated steel cans preferentially initiates at mechanically stressed regions such as side seams, where oxygen ingress, low pH, and coating discontinuities coexist. Similarly, Chang et al. (2024) [24] showed that insufficient degassing or inadequate sealing pressure in hermetically closed containers significantly increases residual oxygen levels, accelerating internal corrosion and reducing shelf life. Taken together, these results highlight a strong coupling between processing parameters, coating integrity, and long-term safety performance (Wu et al., 2024; Chang et al., 2024) [4,24].
Beyond processing variables, growing attention has been directed toward the interaction between mechanical deformation and chemical degradation. Recent investigations on tinplate systems indicate that coating damage induced during forming, seaming, or closure can act as a trigger for localized corrosion and subsequent metal release, even when nominal coating specifications are met. Pejić et al. (2025) [37] demonstrated that corrosion at the lid–body junction arises from locally damaged organic coatings combined with insufficient tin layer thickness, emphasizing that safety risks may emerge at mechanically strained interfaces rather than from bulk material properties alone.
In this context, increasing evidence suggests that coating failure in metallic packaging is not governed solely by bulk coating properties, but critically by the integrity and adhesion of interfacial layers between the metal substrate, passivation layer, and organic coating. Detailed analyses of tinplate systems have shown that interlayer adhesion loss can precede visible coating damage, acting as a primary mechanism for localized corrosion initiation under mechanical and chemical stress (Melvin, 2019) [88]. This interfacial sensitivity is further exacerbated by forming-induced strain and thermal cycling, reinforcing the role of interfaces as critical weak points in real packaging conditions.
Recent developments in coating design increasingly aim to address these interfacial vulnerabilities through multifunctional and nanocomposite architectures. Epoxy-based nanocomposite coatings incorporating inorganic fillers or functional additives have been shown to enhance mechanical robustness, corrosion resistance, and antimicrobial performance simultaneously, thereby improving tolerance to localized damage (Xavier et al., 2025) [41]. Similarly, bio-inspired oil-infused surface treatments have demonstrated reduced electrolyte adhesion and improved corrosion resistance on tinplate substrates, suggesting alternative strategies that mitigate degradation by modifying interfacial wetting and contact phenomena rather than relying solely on barrier thickness (Li et al., 2025) [89].
At the same time, regulatory-driven transitions in surface treatments have introduced new challenges. The replacement of hexavalent chromium passivation by chromium-free alternatives has significantly altered the nanoscale chemistry and heterogeneity of tinplate surfaces. Multi-scale characterization of chromium-free passivation layers has revealed pronounced thickness variations and chemical inhomogeneities, leading to spatially variable corrosion responses and reduced coating adhesion in critical regions (Ros et al., 2026) [42]. These findings indicate that compliance with updated environmental regulations does not automatically translate into equivalent corrosion resistance or long-term safety margins.
Collectively, these studies indicate that safety in metallic packaging cannot be interpreted solely in terms of material selection or coating formulation. Instead, it emerges from a complex interaction among coating integrity, microstructural heterogeneity, mechanical deformation, and process control. From a future perspective, improvements in metallic packaging safety are therefore expected to rely increasingly on tighter control of forming and closure operations, mitigation of localized strain, and integrated assessment of mechanical–chemical degradation pathways, rather than on incremental material modifications alone (Pejić et al., 2025; Ros et al., 2026) [37,42].
6.2. Toxicological Concerns and Regulatory Gaps
From a toxicological perspective, migration from food-contact coatings remains one of the most sensitive and debated aspects of metallic packaging safety. Early studies demonstrated that epoxy-based linings could release bisphenol A (BPA) into food matrices under certain storage and thermal conditions, even when migration levels complied with regulatory limits. These investigations played a foundational role in shaping subsequent risk assessments and regulatory scrutiny, establishing migration as a coating-driven rather than substrate-driven phenomenon (Cooper et al., 2011; Stahl et al., 2011) [16,33].
In the past decade, the toxicological focus has progressively shifted from BPA itself to the broader class of bisphenol analogues and non-intentionally added substances (NIAS) associated with alternative coating formulations. Recent reviews indicate that “BPA-free” claims do not necessarily correspond to the absence of endocrine-active or insufficiently characterized migrants, particularly under elevated temperature, long storage times, or aggressive food chemistries. Kajiyama et al. (2025) [90] highlighted that many epoxy substitutes and alternative resin systems remain only partially assessed from a long-term toxicological standpoint, revealing a gap between regulatory compliance and comprehensive exposure evaluation.
This gap has become increasingly evident in the context of recent regulatory developments. The progressive restriction and subsequent ban of bisphenols in food-contact materials within the European Union have accelerated the transition toward new coating chemistries, often adopted under industrial pressure and tight implementation timelines. While these measures represent a decisive step toward improved consumer protection, they also expose limitations in current regulatory frameworks, which are largely substance-specific and may not fully account for complex migration scenarios involving degradation products, reaction by-products, and NIAS formed during processing or ageing.
In addition to substance-specific regulatory gaps, growing attention has been directed toward discrepancies between regulatory thresholds and real-world exposure scenarios. Comprehensive compilations of aluminum concentrations in foods and beverages indicate that cumulative dietary intake may approach or exceed tolerable intake levels in specific consumer groups, even in the absence of regulatory non-compliance at the individual packaging level (Yokel, 2025) [34]. This highlights a structural limitation of current frameworks, which typically assess migration and safety on a single-material or single-contact basis, rather than considering aggregate exposure across multiple sources and packaging systems.
Furthermore, recent comparative analyses of international regulatory approaches reveal significant differences in migration limits, testing protocols, and risk interpretation across regions, including the European Union, the United States, and Asian markets. These divergences complicate both industrial implementation and scientific risk assessment, particularly for globally distributed packaging solutions, and underscore the need for greater harmonization between regulatory requirements and evolving scientific evidence (Kim, 2025) [75].
Recent analytical advances further reinforce this concern. Studies employing high-sensitivity detection methods have demonstrated that trace-level metal ions and organic migrants can still be released from coated metal packaging under realistic storage conditions, particularly in acidic or high-salt foods. The development of advanced sensing and monitoring approaches for aluminum and transition-metal ions illustrates the growing emphasis on post-market verification and continuous safety assessment, rather than reliance on initial compliance testing alone (Ali et al., 2025) [91].
Collectively, these findings indicate that future toxicological risk management in metallic packaging is likely to evolve from a static, formulation-based approach toward a more dynamic framework integrating migration monitoring, ageing effects, and realistic use conditions. Rather than focusing exclusively on the elimination of individual substances, emerging strategies emphasize the need for transparent characterization of coating systems, long-term exposure assessment, and harmonized regulatory tools capable of addressing complex multilayer and composite architectures. In this context, the transition from compliance-driven approval to verification-oriented safety assessment represents a key challenge and opportunity for next-generation metallic packaging systems (Kajiyama et al., 2025; Ali et al., 2025) [90,91].
6.3. Circularity Limits of Coated and Hybrid Systems
Aluminum and steel remain among the most efficiently recycled packaging materials, with well-established collection infrastructures and high recovery rates in many regions. Their intrinsic recyclability and the significant energy savings associated with secondary production have long been central arguments in favor of metallic packaging. However, the progressive evolution toward coated, multilayer, and hybrid architectures has introduced new limitations that increasingly challenge this traditional circularity narrative.
A primary source of complexity arises from organic coatings and surface treatments, which are essential for ensuring corrosion resistance and food safety but may interfere with recycling operations. Residual coatings can contaminate recycled metal streams, affect alloy purity, or require additional thermal or chemical treatments for removal, thereby increasing energy demand and environmental burden. Life cycle assessment studies on tinplate packaging have shown that, while recycling remains beneficial overall, auxiliary materials and processing steps—including coatings, printing layers, and surface treatments—contribute non-negligibly to the overall environmental footprint and introduce trade-offs across different impact categories (Teixeira et al., 2025) [44].
These challenges are amplified in hybrid and multilayer systems combining metals with polymers, paper, or functional interlayers. Such architectures are increasingly adopted to enhance barrier performance, mechanical robustness, or sustainability credentials, yet they often rely on strong interfacial bonding that complicates end-of-life separation. Recent work on paper–aluminum laminates illustrates that advanced design and modeling tools can optimize mechanical performance and material efficiency, but also confirms that coupled systems inherently require more complex recycling pathways compared to mono-material solutions (Zarei et al., 2024) [66].
In this context, recent research increasingly emphasizes design-driven strategies aimed at mitigating circularity losses at the earliest stages of packaging development. Rather than focusing exclusively on end-of-life separation technologies, several studies highlight the role of structural optimization, material efficiency, and predictive modeling in reducing the overall environmental burden of metallic packaging systems. Geometric optimization and thickness reduction approaches have demonstrated that significant material savings can be achieved without compromising mechanical integrity or safety requirements, thereby lowering the absolute impact of coatings and auxiliary layers throughout the lifecycle (Sebbe et al., 2026) [62].
Complementarily, the adoption of digital design tools, such as digital twin models for multilayer packaging architectures, enables the simultaneous evaluation of mechanical performance, barrier function, and recyclability constraints before industrial implementation. Recent applications to paper–aluminum laminates illustrate how performance-driven hybrid designs can be quantitatively assessed against circularity metrics, supporting more informed trade-offs between functionality and end-of-life complexity (Zarei et al., 2024) [66]. When combined with life cycle assessment frameworks, these approaches confirm that circularity in coated and hybrid metallic packaging increasingly depends on integrated design choices rather than on recycling efficiency alone (Teixeira et al., 2025) [44].
From a circular-economy perspective, this evolution highlights a fundamental tension between design-for-function and design-for-recycling. Performance-driven solutions—such as multilayer coatings, hybrid laminates, and multifunctional barriers—tend to increase material heterogeneity and interfacial complexity, which may undermine recyclability if not explicitly addressed during the design phase. As emphasized in recent literature, future metallic packaging systems must therefore integrate recyclability constraints at the earliest stages of material and structural design, rather than treating end-of-life considerations as a downstream problem.
Looking forward, several strategic directions are emerging. These include the development of coatings that are either compatible with existing recycling processes or readily removable under mild conditions, the prioritization of mono-material dominance in multilayer designs, and the adoption of disassemblable or weakly bonded interfaces where hybridization is unavoidable. Without such design-for-recycling strategies, the increasing functional sophistication of metallic packaging risks eroding the circular advantages that have historically distinguished metals from alternative packaging materials.
6.4. Emerging Coating Technologies and Advanced Systems
Emerging coating technologies are increasingly proposed as a key pathway to address the simultaneous demands of safety, performance, and sustainability in metallic packaging systems. In contrast to conventional barrier coatings, recent research has focused on multifunctional surface layers capable of combining corrosion protection, antimicrobial activity, and enhanced durability under dynamic processing and storage conditions. These developments reflect a broader shift from passive protection toward functionally active and adaptive coating concepts.
Among the most investigated approaches are nanostructured and hybrid coatings designed to improve both corrosion resistance and hygienic performance. Recent studies on tinplate substrates have demonstrated that composite coatings incorporating graphene-derived phases and functional polymers can significantly enhance resistance to corrosion while providing antibacterial properties, particularly under aggressive food-contact conditions (Priyadharshini et al., 2025) [40]. While such systems highlight the potential of nanostructured coatings to extend service life and reduce contamination risks, their long-term stability, scalability, and regulatory acceptance remain open questions.
In parallel, increasing attention has been directed toward self-healing and stimuli-responsive coatings as a means of mitigating defect-driven degradation. Recent reviews indicate that self-healing mechanisms—based on reversible chemical bonds, microencapsulated healing agents, or dynamic polymer networks—may partially restore coating integrity after mechanical damage, thereby limiting localized corrosion and migration phenomena (Tavassoli et al., 2025; Gopalakrishnan et al., 2025) [92,93]. Although these concepts are still largely confined to laboratory-scale demonstrations, they provide a clear indication of future directions aimed at reducing the sensitivity of metallic packaging to unavoidable mechanical strain during forming and closure.
Beyond protective functions, advanced coating systems are also being explored in conjunction with analytical and monitoring technologies. The integration of sensing capabilities, such as fluorometric detection of trace metal ions, illustrates a complementary strategy in which coating performance and migration behavior could be continuously assessed rather than inferred solely from pre-market testing (Ali et al., 2025) [91]. Such approaches align with emerging regulatory expectations for post-market surveillance and long-term safety verification.
Despite these promising developments, several barriers currently limit the widespread adoption of advanced coating technologies in metallic packaging. Industrial scalability, cost-effectiveness, compatibility with high-speed manufacturing processes, and uncertainty regarding end-of-life behavior remain critical challenges. Moreover, increased functional complexity may exacerbate recycling constraints, particularly if novel coating chemistries are not compatible with existing material recovery streams.
A defining characteristic of emerging coating technologies is the increasing convergence of multiple functionalities within a single surface layer. Recent studies on epoxy-based nanocomposite coatings demonstrate that mechanical reinforcement, corrosion resistance, and antimicrobial activity can be simultaneously enhanced through the incorporation of nanoscale fillers and functional additives (Xavier et al., 2025) [41]. Similar multifunctional behavior has been reported for coatings based on metal and metal-oxide nanoparticles, which offer improved barrier and antimicrobial performance but also introduce new questions regarding particle release, long-term stability, and toxicological assessment (Joshi, 2024) [27].
In response to these concerns, alternative design strategies are gaining attention. Bio-inspired and oil-infused surface treatments have been proposed as a means to improve corrosion resistance and reduce food adhesion without relying on persistent or bioaccumulative nanomaterials, thereby potentially lowering toxicological and regulatory risks (Li et al., 2025) [89]. These approaches reflect a broader shift from purely performance-driven coating design toward balanced risk–benefit optimization, in which functional gains are evaluated alongside safety, regulatory acceptance, and end-of-life compatibility (Bócoli et al., 2025) [94].
From a future perspective, the successful deployment of emerging coating technologies will therefore depend on their ability to deliver demonstrable safety and performance benefits while maintaining regulatory compliance, industrial robustness, and recyclability. Rather than incremental improvements in coating composition alone, progress is likely to arise from integrated design strategies that jointly address coating chemistry, mechanical durability, process compatibility, and end-of-life considerations.
6.5. Strategic Outlook
The future of metallic packaging systems will be shaped by the ability to reconcile safety, performance, and environmental sustainability within increasingly stringent regulatory and circular-economy frameworks. As highlighted throughout this review, many of the critical challenges facing metallic packaging do not originate from intrinsic material limitations, but from the growing complexity of surface treatments, multilayer architectures, and processing conditions required to meet modern functional demands.
Figure 14 schematically summarizes the main emerging directions and system-level trade-offs shaping future metallic packaging systems, as discussed in Section 6.1, Section 6.2, Section 6.3, Section 6.4 and Section 6.5.
From a safety and toxicological standpoint, future progress is expected to rely less on the substitution of individual substances and more on system-level approaches integrating coating integrity, process control, and long-term verification of migration behavior. The transition from static compliance-based approval toward verification-oriented safety assessment, supported by advanced analytical and monitoring tools, represents a fundamental shift in how food-contact materials may be regulated and managed over their lifecycle (Kajiyama et al., 2025; Ali et al., 2025) [90,91].
In parallel, circularity considerations are likely to become an increasingly decisive design constraint. While metals retain intrinsic advantages in terms of recyclability, the continued expansion of coated, hybrid, and functionally enhanced systems risks eroding these benefits if end-of-life scenarios are not explicitly addressed at the design stage. Life cycle assessment and digital modeling studies demonstrate that performance-driven solutions must be evaluated against their full environmental footprint, including auxiliary materials, processing steps, and separation requirements (Teixeira et al., 2025; Zarei et al., 2024) [44,66].
Emerging coating technologies and advanced surface systems offer promising pathways to mitigate some of these challenges, particularly by enhancing durability, reducing defect sensitivity, and enabling new safety functions. However, their successful adoption will ultimately depend on industrial scalability, regulatory acceptance, and compatibility with existing recycling infrastructures. In this context, technological innovation alone is insufficient without coordinated advances in manufacturing practices, standardization, and policy alignment.
Overall, the strategic outlook for metallic packaging points toward a shift from material-centric optimization to integrated system design. Future developments will increasingly require the joint consideration of metallurgical architecture, surface engineering, processing control, regulatory compliance, and end-of-life performance. By addressing these dimensions in a unified manner, metallic packaging can maintain its relevance and competitiveness in applications where safety, durability, and sustainability must be simultaneously ensured.
7. Conclusions
This review has provided a system-level analysis of metallic packaging materials, integrating material-specific properties, processing routes, regulatory constraints, and sustainability considerations into a unified framework. By moving beyond a purely material-centered perspective, the work highlights how the functional performance of metallic packaging arises from the interaction between metallurgical architecture, surface engineering, joining technologies, and end-of-life pathways.
Aluminum, steel, stainless steel, and advanced metal–matrix composites each occupy distinct functional niches that cannot be ranked along a single performance axis. Lightweight aluminum systems dominate high-volume food and beverage packaging due to their formability and recyclability, while coated steel remains the reference solution for mechanically demanding and thermally processed foods. Stainless steels offer unmatched chemical inertness and durability in high-value, reusable, and pharmaceutical applications, whereas metal–matrix composites extend metallic packaging into advanced technical and electronic domains where thermo-mechanical stability outweighs cost and circularity constraints.
A central conclusion emerging from this analysis is that safety and long-term reliability are increasingly governed by surface and interface integrity rather than by bulk metal properties. Coating performance, processing conditions, headspace control, and defect tolerance play a decisive role in migration phenomena, corrosion resistance, and regulatory compliance. These aspects introduce intrinsic trade-offs between functional performance, safety assurance, and recyclability, particularly in coated and multilayer systems.
From a sustainability perspective, metals retain a strong advantage due to their high recycling rates and established recovery infrastructures. However, the growing complexity of coatings, hybrid architectures, and composite systems poses new challenges for circularity, material purity, and end-of-life management. Addressing these challenges requires a shift toward design-for-recycling strategies, simplified material architectures, and improved compatibility between functional layers and recycling processes.
Overall, the findings of this review underscore that metallic packaging should be conceived as an engineered system rather than as a single-material solution. Future developments will depend on the ability to integrate safety, performance, regulatory compliance, and circularity within coherent system designs. In this context, the continued evolution of metallic packaging will rely not only on incremental material improvements, but on coordinated advances in surface technologies, processing control, and lifecycle-oriented design principles.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Appendix A. Regulatory and Standardization Framework for Metallic Packaging
This appendix summarises the main regulatory instruments and technical standards referenced in Section 4, which govern the safety, migration behaviour, corrosion resistance, and functional performance of metallic packaging systems. These documents define mandatory requirements, test methodologies, and compliance criteria applicable to food-contact, pharmaceutical, reusable, and technical metallic packaging.
A.1 European Union Regulatory Framework
- Regulation (EC) No 1935/2004
Framework regulation on materials and articles intended to come into contact with food, establishing the general safety requirement that such materials must not endanger human health, alter food composition, or affect organoleptic properties.
- Commission Regulation (EU) No 10/2011
Regulation on plastic materials and articles intended to come into contact with food; applied in metallic packaging primarily to polymeric coatings and lacquers used on metal substrates.
- EN 1186
Materials and articles in contact with food — Test methods for overall and specific migration into food simulants.
- EN 13130
Materials and articles in contact with food — Test methods for specific migration from active and intelligent materials.
- EN 602:2004
Tinplate — Technical delivery conditions.
- EN 10333
Steel flat products for packaging — Tinplate and electrolytic chromium-coated steel (TFS/ECCS).
- EFSA guidance documents
Scientific opinions and guidelines defining tolerable intake values and specific migration limits (SMLs) for metals such as aluminium, tin, chromium, nickel, and alloying elements used in food-contact materials.
- Council of Europe technical guidelines on metals and alloys in contact with food
Technical reference documents defining specific release limits (SRLs), simulants, and test conditions for compliance assessment of metallic food-contact materials.
A.2 International and ISO Standards
- ISO 9227:2023 (UNI EN ISO 9227:2023)
Corrosion tests in artificial atmospheres (salt spray), widely used for comparative corrosion benchmarking of coated metallic packaging.
- ISO 4624
Paints and varnishes — Pull-off test for assessment of coating adhesion strength on metallic substrates.
- ISO 8301
Packaging — Determination of lacquer continuity and defect detection on coated metal surfaces.
- ISO 4531
Vitreous and porcelain enamels — Release of lead and cadmium; in some jurisdictions, test principles are extended by analogy to assess migration from metallic or coated systems.
A.3 United States Regulatory and Pharmacopoeial Standards
- FDA Title 21 Code of Federal Regulations (21 CFR)
U.S. regulatory framework defining permitted materials, substances, and conditions of use for food-contact materials, including metallic substrates and organic coatings.
- NSF standards
Standards applicable to reusable metallic containers and food-contact equipment, addressing hygiene, cleanability, and material safety.
-
United States Pharmacopeia (USP)
- ○
- USP <661> — Plastic packaging systems and materials of construction (applied by analogy to coated metallic pharmaceutical containers).
- ○
- USP <671> — Containers — Performance testing, including permeation and integrity requirements for pharmaceutical packaging.
A.4 Scope and Use Within This Review
The standards and regulations listed above are cited in the main text to clarify:
- applicable legal and regulatory constraints,
- standardized methods used for migration, corrosion, and coating-performance assessment,
- differences between food, pharmaceutical, reusable, and technical packaging requirements.
They are referenced as normative documents rather than scientific literature and are therefore reported in this appendix instead of the main reference list.
References
- Kerry, J. Aluminium Foil Packaging. In Packaging Technology; Elsevier, 2012; pp. 163–177. ISBN 978-1-84569-665-8. [Google Scholar]
- Deshwal, G.Kr.; Panjagari, N.R. Review on Metal Packaging: Materials, Forms, Food Applications, Safety and Recyclability. J Food Sci Technol 2020, 57, 2377–2392. [Google Scholar] [CrossRef]
- Pagnotta, L. Packaging Materials: Past, Present and Future. CMS 2024, 17, 275–279. [Google Scholar] [CrossRef]
- Wu, Y.; Ruffley, K.; Pascall, M.A. Investigation and Mechanism of Headspace Corrosion in Metal Cans Filled Chicken Noodle Soup. Packag Technol Sci 2024, 37, 187–197. [Google Scholar] [CrossRef]
- Montanari, A.; Zurlini, C. Influence of Side Stripe on the Corrosion of Unlacquered Tinplate Cans for Food Preserves. Packaging Technology and Science 2018, 31, 15–25. [Google Scholar] [CrossRef]
- Engler, O. Control of Texture and Earing in Al Packaging Sheet: A Review. Metall Mater Trans A 2025, 56, 2293–2306. [Google Scholar] [CrossRef]
- Verma, M.K.; Shakya, S.; Kumar, P.; Madhavi, J.; Murugaiyan, J.; Rao, M.V.R. Trends in Packaging Material for Food Products: Historical Background, Current Scenario, and Future Prospects. J Food Sci Technol 2021, 58, 4069–4082. [Google Scholar] [CrossRef]
- Pandey, S.; Mishra, K.K.; Ghosh, P.; Singh, A.K.; Jha, S.K. Characterization of Tin-Plated Steel. Front. Mater. 2023, 10, 1113438. [Google Scholar] [CrossRef]
- Wint, N.; De Vooys, A.C.A.; McMurray, H.N. The Corrosion of Chromium Based Coatings for Packaging Steel. Electrochimica Acta 2016, 203, 326–336. [Google Scholar] [CrossRef]
- Parenti, A.; Masella, P.; Spugnoli, P.; Mazzanti, L.; Migliorini, M. Stainless Steel Bottles for Extra Virgin Olive Oil Packaging: Effects on Shelf-life. Packag Technol Sci 2010, 23, 383–391. [Google Scholar] [CrossRef]
- Allman, A.; Jewell, E.; De Vooys, A.; Hayes, R.; McMurray, H.N. Food Packaging Simulant Failure Mechanisms in next Generation Steel Packaging. Packag Technol Sci 2019, 32, 441–455. [Google Scholar] [CrossRef]
- Schneider-Ramelow, M.; Hutter, M.; Oppermann, H.; Göhre, J.-M.; Schmitz, S.; Hoene, E.; Lang, K.-D. Technologies and Trends to Improve Power Electronic Packaging. International Symposium on Microelectronics 2011, 2011, 000430–000437. [Google Scholar] [CrossRef]
- Lai, L.; Niu, B.; Bi, Y.; Li, Y.; Yang, Z. Advancements in SiC-Reinforced Metal Matrix Composites for High-Performance Electronic Packaging: A Review of Thermo-Mechanical Properties and Future Trends. Micromachines 2023, 14, 1491. [Google Scholar] [CrossRef]
- Shukla, S.; Chernyaev, A.; Halli, P.; Aromaa, J.; Lundström, M. Leaching of Waste Pharmaceutical Blister Package Aluminium in Sulphuric Acid Media. Metals 2023, 13, 1118. [Google Scholar] [CrossRef]
- Sheehan, M.; Montgomery, A.; Goddard, J.M.; Sacks, G.L. Lactic and Acetic Acids in Sour Beers Promote Corrosion During Aluminum Beverage Can Storage. Journal of the American Society of Brewing Chemists 2025, 83, 126–135. [Google Scholar] [CrossRef]
- Cooper, J.E.; Kendig, E.L.; Belcher, S.M. Assessment of Bisphenol A Released from Reusable Plastic, Aluminium and Stainless Steel Water Bottles. Chemosphere 2011, 85, 943–947. [Google Scholar] [CrossRef]
- Seref, N.; Cufaoglu, G. Food Packaging and Chemical Migration: A Food Safety Perspective. Journal of Food Science 2025, 90, e70265. [Google Scholar] [CrossRef]
- Berger, K.R. A Brief History of Packaging. EDIS 1969, 2003. [Google Scholar] [CrossRef]
- Hook, P.; Heimlich, J. E. A History of Packaging; 2017. [Google Scholar]
- Risch, S.J. Food Packaging History and Innovations. J. Agric. Food Chem. 2009, 57, 8089–8092. [Google Scholar] [CrossRef]
- Page, B.; Edwards, M.; May, N. Food and Beverage Packaging Technology, 5.1 Metal Packaging; Second Edition.; Richard Coles and Mark Kirwan., 2011.
- Baker, H.A. The Canning Industry—Some Accomplishments and Opportunities along Technical Lines. J. Ind. Eng. Chem. 1918, 10, 69–71. [Google Scholar] [CrossRef]
- Felmingham, J.D. Development of Beer Canning in Britain. Journal of the Institute of Brewing 1960, 66. [Google Scholar] [CrossRef]
- Chang, L.; Wu, M.; Hu, Z.; Zhang, L.; Qu, X. Effect of Process Parameters on Residual Gas in Metal Package. Vacuum 2024, 230, 113686. [Google Scholar] [CrossRef]
- Jiao, Z.; Kang, H.; Zhou, B.; Kang, A.; Wang, X.; Li, H.; Yu, Z.; Ma, L.; Zhou, K.; Wei, Q. Research Progress of Diamond/Aluminum Composite Interface Design. Functional Diamond 2022, 2, 25–39. [Google Scholar] [CrossRef]
- Gautam, A.; Komal, P.; Gautam, P.; Sharma, A.; Kumar, N.; Jung, J.P. Recent Trends in Noble Metal Nanoparticles for Colorimetric Chemical Sensing and Micro-Electronic Packaging Applications. Metals 2021, 11, 329. [Google Scholar] [CrossRef]
- Joshi, N.C.; Negi, P.B.; Gururani, P. A Review on Metal/Metal Oxide Nanoparticles in Food Processing and Packaging. Food Sci Biotechnol 2024, 33, 1307–1322. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.-X.; Li, R.-C.; Gao, L.-Y.; Meng, Z.-C.; Liu, C.; Liu, Z.-Q. Study on the Cu Microstructure and Sn Supply Affecting the Interfacial Reaction of Cu/Sn Nanowires for Advanced Electronic Packaging. ACS Appl. Electron. Mater. 2025, 7, 1472–1482. [Google Scholar] [CrossRef]
- Tong, Z.; Shen, Z.; Zhang, Y. Aluminum/Diamond Composites and Their Applications in Electronic Packaging. In Proceedings of the 2007 8th International Conference on Electronic Packaging Technology; IEEE: Shanghai, China, 2007; pp. 1–7. [Google Scholar]
- Huang, S.; Zhao, Y.; Xie, H.; Guo, H.; Peng, L.; Zhang, W. Microstructure and Properties of Aluminum Alloy/Diamond Composite Materials Prepared by Laser Cladding. Materials 2024, 17, 5280. [Google Scholar] [CrossRef]
- Taroco, H.A.; Martins, T.D.; Coelho Madeira, A.P.; Souza, A.G.; Taroco, C.G.; Garcia, E.M.; Melo, J.O.F.; Lima, L.T. Corrosion Study of Cola Soft Drink Cans. Sci. Electronic Arch 2024, 17. [Google Scholar] [CrossRef]
- Soares, B.M.C.; Dantas, S.T.; Anjos, C.A.R. Corrosion of Aluminum for Beverage Packaging in Acidic Media Containing Chlorides and Copper Ions. J Food Process Engineering 2017, 40, e12571. [Google Scholar] [CrossRef]
- Stahl, T.; Taschan, H.; Brunn, H. Aluminium Content of Selected Foods and Food Products. Environ Sci Eur 2011, 23, 37. [Google Scholar] [CrossRef]
- Yokel, R.A. Aluminum in Beverages and Foods: A Comprehensive Compilation of Regulations; Concentrations in Raw, Prepared, and Stored Beverages and Foods; and Intake. Comp Rev Food Sci Food Safe 2025, 24, e70175. [Google Scholar] [CrossRef]
- Bolzon, G.; Cornaggia, G.; Shahmardani, M.; Giampieri, A.; Mameli, A. Aluminum Laminates in Beverage Packaging: Models and Experiences. Beverages 2015, 1, 183–193. [Google Scholar] [CrossRef]
- Food Packaging Technology; Coles, R., Ed.; Packaging technology series; Blackwell Publ. [u.a.]: Oxford, 2003; ISBN 978-0-8493-9788-2. [Google Scholar]
- Pejić, J.N.; Jegdić, B.V.; Radojković, B.M.; Simović, A.R.; Popović, A.S.; Eraković Pantović, S.G.; Marunkić, D.D. Causes of Occurrence and Methods of Prevention of Corrosion of Cans for Food Products. Russ J Electrochem 2025, 61, 446–458. [Google Scholar] [CrossRef]
- Cova Caiazzo, F.; Brambilla, L.; Montanari, A.; Mischler, S. Chemical and Morphological Characterization of Commercial Tinplate for Food Packaging. Surface & Interface Analysis 2018, 50, 430–440. [Google Scholar] [CrossRef]
- Spišák, E.; Džupon, M.; Majerníková, J.; Spišáková Duľová, E. FAILURE OF COATINGS OF TINPLATES. Acta Metall Slovaca 2015, 21, 213–219. [Google Scholar] [CrossRef]
- Priyadharshini, A.; Xavier, J.R. Innovative Reduced Graphene Oxide/Polycysteine/Coper Titanate Composite Coating for Corrosion-Resistant and Antibacterial Tinplate in Food Packaging. Results in Engineering 2025, 27, 106859. [Google Scholar] [CrossRef]
- Xavier, J.R.; Vinodhini, S.P.; Priyadharshini, A. Multifunctional Epoxy-Based Nanocomposite Coating for Tinplate: Enhancing Food Packaging with Superior Mechanical, Anticorrosion, and Antimicrobial Properties. International Journal of Biological Macromolecules 2025, 309, 142671. [Google Scholar] [CrossRef]
- Ros, E.; Fernandez, V.; Gautron, E.; Fairley, N.; Merabet, A.; Souron, E.; Turgis, J.; Humbert, B.; Caldes, M.T. Multi-Scale Characterization of a Chromium-Free Passivation Layer for Tinplate Food–Packaging. Applied Surface Science 2026, 721, 165498. [Google Scholar] [CrossRef]
- Albuquerque, T.L.M.; Mattos, C.A.; Scur, G.; Kissimoto, K. Life Cycle Costing and Externalities to Analyze Circular Economy Strategy: Comparison between Aluminum Packaging and Tinplate. Journal of Cleaner Production 2019, 234, 477–486. [Google Scholar] [CrossRef]
- Teixeira, M.S.; Mata, T.M.; Lourenço, A.; Oliveira, F.; Oliveira, J.; Martins, A.A. Life Cycle Assessment of Tinplate Aerosol Cans: Evaluating the Role of Photovoltaic Energy and Green Hydrogen in Environmental Impact Reduction. Environments 2025, 12, 73. [Google Scholar] [CrossRef]
- Robertson, G.L. Food Packaging Principles and Practice; CRC Press, 2013. [Google Scholar]
- Melvin, C.; Jewell, E.; De Vooys, A.; Lammers, K.; Murray, N.M. Surface and Adhesion Characteristics of Current and Next Generation Steel Packaging Materials. J Package Technol Res 2018, 2, 93–103. [Google Scholar] [CrossRef]
- Kefallinou, Z. The Impact of Curing Time on the Electrochemical Behaviour of Intact Epoxy-Phenolic Coatings on Tinplate and Tin-Free Steel; University of Manchester, 2016. [Google Scholar]
- Wint, N.; Warren, D.J.; DeVooys, A.C.A.; McMurray, H.N. The Use of Chromium and Chromium (III) Oxide PVD Coatings to Resist the Corrosion Driven Coating Delamination of Organically Coated Packaging Steel. J. Electrochem. Soc. 2020, 167, 141506. [Google Scholar] [CrossRef]
- Newson, T. Stainless Steel for Hygienic Applications. BSSA Conference – Stainless Solutions for a Sustainable Future 2003.
- Mazinanian, N.; Herting, G.; Wallinder, I.O.; Hedberg, Y. Metal Release and Corrosion Resistance of Different Stainless Steel Grades in Simulated Food Contact. Corrosion 2016, 72, 775–790. [Google Scholar] [CrossRef]
- Zaffora, A.; Di Franco, F.; Santamaria, M. Corrosion of Stainless Steel in Food and Pharmaceutical Industry. Current Opinion in Electrochemistry 2021, 29, 100760. [Google Scholar] [CrossRef]
- Rossi, S.; Leso, S.M.; Calovi, M. Study of the Corrosion Behavior of Stainless Steel in Food Industry. Materials 2024, 17, 1617. [Google Scholar] [CrossRef] [PubMed]
- Jullien, C.; Bénézech, T.; Carpentier, B.; Lebret, V.; Faille, C. Identification of Surface Characteristics Relevant to the Hygienic Status of Stainless Steel for the Food Industry. Journal of Food Engineering 2003, 56, 77–87. [Google Scholar] [CrossRef]
- Baig, M.M.A.; Hassan, S.F.; Saheb, N.; Patel, F. Metal Matrix Composite in Heat Sink Application: Reinforcement, Processing, and Properties. Materials 2021, 14, 6257. [Google Scholar] [CrossRef]
- Shen, Y.-L.; Needleman, A.; Suresh, S. Coefficients of Thermal Expansion of Metal-Matrix Composites for Electronic Packaging. Metall Mater Trans A 1994, 25, 839–850. [Google Scholar] [CrossRef]
- Lee, H.S.; Jeon, K.Y.; Kim, H.Y.; Hong, S.H. Fabrication Process and Thermal Properties of SiCp/Al Metal Matrix Composites for Electronic Packaging Applications. [CrossRef]
- Bukhari, M.Z.; Brabazon, D.; Hashmi, M.S.J. Application of Metal Matrix Composite of CuSiC and AlSiC as Electronics Packaging Materials. In Proceedings of the The 28th international manufacturing conference, 2011. [Google Scholar]
- Sidhu, S.S.; Kumar, S.; Batish, A. Metal Matrix Composites for Thermal Management: A Review. Critical Reviews in Solid State and Materials Sciences 2016, 41, 132–157. [Google Scholar] [CrossRef]
- Perron, C.; Kromm, F.-X.; Lacoste, E.; Arvieu, C. Thermal Numerical Simulation for Metal Matrix Composite Design: Application to Weight Saving in Electronic Packaging for Aeronautics. Case Studies in Thermal Engineering 2017, 10, 484–491. [Google Scholar] [CrossRef]
- Zweben, C. Metal-Matrix Composites for Electronic Packaging. JOM 1992, 44, 15–23. [Google Scholar] [CrossRef]
- Long, R.H. Metal Drums and Cylinders. Ind. Eng. Chem. 1955, 47, 1193–1195. [Google Scholar] [CrossRef]
- Sebbe, N.P.V.; Silva, F.J.G.; Brito, M.F.; Viamonte, A.J.; Gavina, A.; Figueiredo, I.; Sales-Contini, R.C.M. Geometric Optimization and Thickness Reduction of Metal Packaging for the Transportation of Dangerous Goods: A New Design Paradigm. Results in Engineering 2026, 29, 109081. [Google Scholar] [CrossRef]
- Engelmann, A.; Zeeuw Van Der Laan, A.; Aid, G.; Nybom, L.; Aurisicchio, M. DEVELOPING THE MATERIAL-SERVICE SYSTEM CONCEPT: A CASE STUDY OF STEEL INDUSTRIAL DRUMS. Proc. Des. Soc. 2021, 1, 1223–1232. [Google Scholar] [CrossRef]
- Whitman, C.T.; Mehan, G.T.; Grubbs, G.H.; Frace, S.E.; Anderson, D.F.; Matuszko, J.; Guilaran, Y.-T.; Tinger, J.; Covington, J. Preliminary Data Summary for Industrial Container and Drum Cleaning Industry - 2002.
- Abdel Rahman, R.O.; Ojovan, M.I. Nuclear Waste Management: A Mini Review on Waste Package Characterization Approaches. Science and Technology of Nuclear Installations 2024, 2024, 2980143. [Google Scholar] [CrossRef]
- Zarei, H.; Buchignani, M.; Giangrandi, S.; Paggi, M. Digital Twin Model of Paper–Aluminum Laminates for Sustainable Packaging. ACS Omega 2024, 9, 42386–42395. [Google Scholar] [CrossRef] [PubMed]
- Al Mahmood, A.; Hossain, R.; Sahajwalla, V. Microrecycling of the Metal–Polymer-Laminated Packaging Materials via Thermal Disengagement Technology. SN Appl. Sci. 2019, 1, 1106. [Google Scholar] [CrossRef]
- Al Mahmood, A.; Hossain, R.; Sahajwalla, V. Investigation of the Effect of Laminated Polymers in the Metallic Packaging Materials on the Recycling of Aluminum by Thermal Disengagement Technology (TDT). Journal of Cleaner Production 2020, 274, 122541. [Google Scholar] [CrossRef]
- Schmidt, J.; Grau, L.; Auer, M.; Maletz, R.; Woidasky, J. Multilayer Packaging in a Circular Economy. Polymers 2022, 14, 1825. [Google Scholar] [CrossRef]
- Souza, G.F.A.D.; Pereira, M.M.L.; Palma E Silva, A.A.; Capuzzo, V.M.S.; Machado, F. Opuntia Ficus-Indica Mucilage: A Sustainable Bio-Additive for Cementitious Materials. Construction and Building Materials 2024, 456, 139254. [Google Scholar] [CrossRef]
- Ahari, H.; Fakhrabadipour, M.; Paidari, S.; Goksen, G.; Xu, B. Role of AuNPs in Active Food Packaging Improvement: A Review. Molecules 2022, 27, 8027. [Google Scholar] [CrossRef]
- Paidari, S.; Zamindar, N.; Tahergorabi, R.; Kargar, M.; Ezzati, S.; Shirani, N.; Musavi, S.H. Edible Coating and Films as Promising Packaging: A Mini Review. Food Measure 2021, 15, 4205–4214. [Google Scholar] [CrossRef]
- De Sousa, M.S.; Schlogl, A.E.; Estanislau, F.R.; Souza, V.G.L.; Dos Reis Coimbra, J.S.; Santos, I.J.B. Nanotechnology in Packaging for Food Industry: Past, Present, and Future. Coatings 2023, 13, 1411. [Google Scholar] [CrossRef]
- Ha, O.-Y.; Sung, J.; Han, Y.; Park, J.; Oh, S. Effects of Cl− and Acetic Acid Contents on the Corrosion Behavior of Al in SWAAT Environment. Metals 2025, 16, 22. [Google Scholar] [CrossRef]
- Kim, M. Review of Recent Issues in Food Safety of Packaging Materials: Regulatory Concerns and Scientific Findings. KOREAN JOURNAL OF PACKAGING SCIENCE AND TECHNOLOGY 2025, 31, 11–27. [Google Scholar] [CrossRef]
- Santamaria, M.; Tranchida, G.; Di Franco, F. Corrosion Resistance of Passive Films on Different Stainless Steel Grades in Food and Beverage Industry. Corrosion Science 2020, 173, 108778. [Google Scholar] [CrossRef]
- Alizadeh Sani, M.; Zhang, W.; Abedini, A.; Khezerlou, A.; Shariatifar, N.; Assadpour, E.; Zhang, F.; Jafari, S.M. Intelligent Packaging Systems for the Quality and Safety Monitoring of Meat Products: From Lab Scale to Industrialization. Food Control 2024, 160, 110359. [Google Scholar] [CrossRef]
- Niero, M.; Manzardo, A. Chapter 10. Case Study – Packaging. In Life Cycle Assessment; Borrion, A., Black, M.J., Mwabonje, O., Eds.; Royal Society of Chemistry: Cambridge, 2021; pp. 232–261. ISBN 978-1-78801-445-8. [Google Scholar]
- Bher, A.; Auras, R. Life Cycle Assessment of Packaging Systems: A Meta-Analysis to Evaluate the Root of Consistencies and Discrepancies. Journal of Cleaner Production 2024, 476, 143785. [Google Scholar] [CrossRef]
- Warrings, R.; Fellner, J. Management of Aluminium Packaging Waste in Selected European Countries. Waste Manag Res 2019, 37, 357–364. [Google Scholar] [CrossRef]
- Lederer, J.; Bartl, A.; Blasenbauer, D.; Breslmayer, G.; Gritsch, L.; Hofer, S.; Lipp, A.-M.; Mühl, J. A REVIEW OF RECENT TRENDS TO INCREASE THE SHARE OF POST-CONSUMER PACKAGING WASTE TO RECYCLING IN EUROPE. Detritus 2022, 3–17. [Google Scholar] [CrossRef]
- Niero, M.; Olsen, S.I. Circular Economy: To Be or Not to Be in a Closed Product Loop? A Life Cycle Assessment of Aluminium Cans with Inclusion of Alloying Elements. Resources, Conservation and Recycling 2016, 114, 18–31. [Google Scholar] [CrossRef]
- Pereira, Antonio Clareti FROM CAN TO SHEET: A CRITICAL REVIEW OF ALUMINUM CAN RECYCLING PROCESSES, TECHNOLOGIES, AND SUSTAINABILITY DIMENSIONS (2020–2025). Engenharias, 2025, 29.
- Astarita, A.; De Luca, M.; Sinagra, C. Impact of Rolling Processes in the Production of Aluminum Packaging Assessed through LCA. Int J Life Cycle Assess 2023, 28, 1756–1772. [Google Scholar] [CrossRef]
- Warrings, R.; Fellner, J. How to Increase Recycling Rates. The Case of Aluminium Packaging in Austria. Waste Manag Res 2021, 39, 53–62. [Google Scholar] [CrossRef]
- Riedewald, F.; Wilson, E.; Patel, Y.; Vogt, D.; Povey, I.; Barton, K.; Lewis, L.; Caris, T.; Santos, S.; O’Mahoney, M.; et al. Recycling of Aluminium Laminated Pouches and Tetra Pak Cartons by Molten Metal Pyrolysis – Pilot-Scale Experiments and Economic Analysis. Waste Management 2022, 138, 172–179. [Google Scholar] [CrossRef]
- Barot, R.P.; Desai, R.P.; Sutaria, M.P. Recycling of Aluminium Matrix Composites (AMCs): A Review and the Way Forward. Inter Metalcast 2023, 17, 1899–1916. [Google Scholar] [CrossRef]
- Melvin, C.; Jewell, E.; Miedema, J.; Lammers, K.; De Vooys, A.; Allman, A.; McMurray, N. Identifying Interlayer Surface Adhesion Failure Mechanisms in Tinplate Packaging Steels. Packag Technol Sci 2019, 32, 345–355. [Google Scholar] [CrossRef]
- Li, T.; Wei, Y.; Li, R.; Liu, J.; Hou, J.; Shi, S.; Geng, Q.; Zhang, Y.; Qiu, R.; Ouyang, Y. Bioinspired Edible Oil-Infused Coating on Tinplate for Food Packaging: Preparation and Enhanced Corrosion Resistance, Anti-Icing, and Anti-Sticking Properties. Colloids and Surfaces A: Physicochemical and Engineering Aspects 2025, 709, 136093. [Google Scholar] [CrossRef]
- Kajiyama, T.; Kanazaki, K.; Venkatraman, G.; Abdul-Rahman, P.S.; Matsushima, A. Migration of Bisphenol A and Its Derivatives From Epoxy Coatings and Demand for BPA-NI Products: Scientific Insights and Perspectives Leading to Regulation (EU) 2024/3190. An Asian Journal 2025. [Google Scholar] [CrossRef] [PubMed]
- Ali, A.-M.B.H.; Elmasry, M.R.; Bin Jardan, Y.A.; El-Wekil, M.M. Smart Fluorometric Sensing of Metal Contaminants in Canned Foods: A Carbon Dot-Based Dual-Response System for Quantifying Aluminum and Cobalt Ions. RSC Adv. 2025, 15, 6962–6973. [Google Scholar] [CrossRef] [PubMed]
- Tavassoli, M.; Zhang, W.; Assadpour, E.; Zhang, F.; Jafari, S.M. Self-Healing Packaging Films/Coatings for Food Applications; an Emerging Strategy. Advances in Colloid and Interface Science 2025, 339, 103423. [Google Scholar] [CrossRef] [PubMed]
- Gopalakrishnan, K.; Bayan, A.; Mishra, P. Comprehensive Review on the Integration of Self-Healing Polymers with Smart Food Traceability: Scope, Application and Challenges. Sustainable Food Technol. 2026, 10.1039.D5FB00420A. [Google Scholar] [CrossRef]
- Bócoli, P.F.J.; Gomes, V.E.D.S.; Maia, A.A.D.; Marangoni Júnior, L. Perspectives on Eco-Friendly Food Packaging: Challenges, Solutions, and Trends. Foods 2025, 14, 3062. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Conceptual roadmap of the review, organised in four domains: composition and typologies, properties and performance, regulatory framework and safety, and circularity and sustainability for metallic packaging systems.
Figure 1.
Conceptual roadmap of the review, organised in four domains: composition and typologies, properties and performance, regulatory framework and safety, and circularity and sustainability for metallic packaging systems.
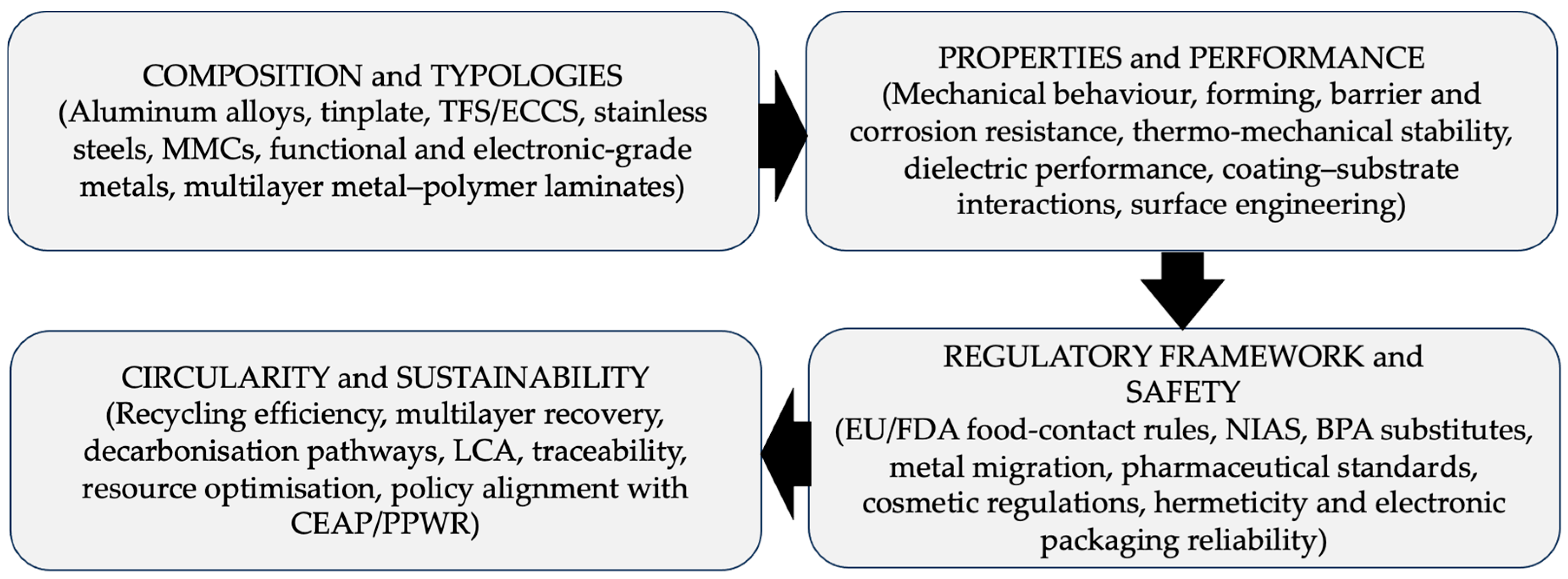
Figure 2.
Historical evolution of metal packaging technologies. Timeline summarising major technological milestones, from early tin-coated iron sheets and 19th-century canning innovations to the introduction of aluminum foil, the development of two-piece DWI cans, modern coating systems and contemporary recycling technologies.
Figure 2.
Historical evolution of metal packaging technologies. Timeline summarising major technological milestones, from early tin-coated iron sheets and 19th-century canning innovations to the introduction of aluminum foil, the development of two-piece DWI cans, modern coating systems and contemporary recycling technologies.
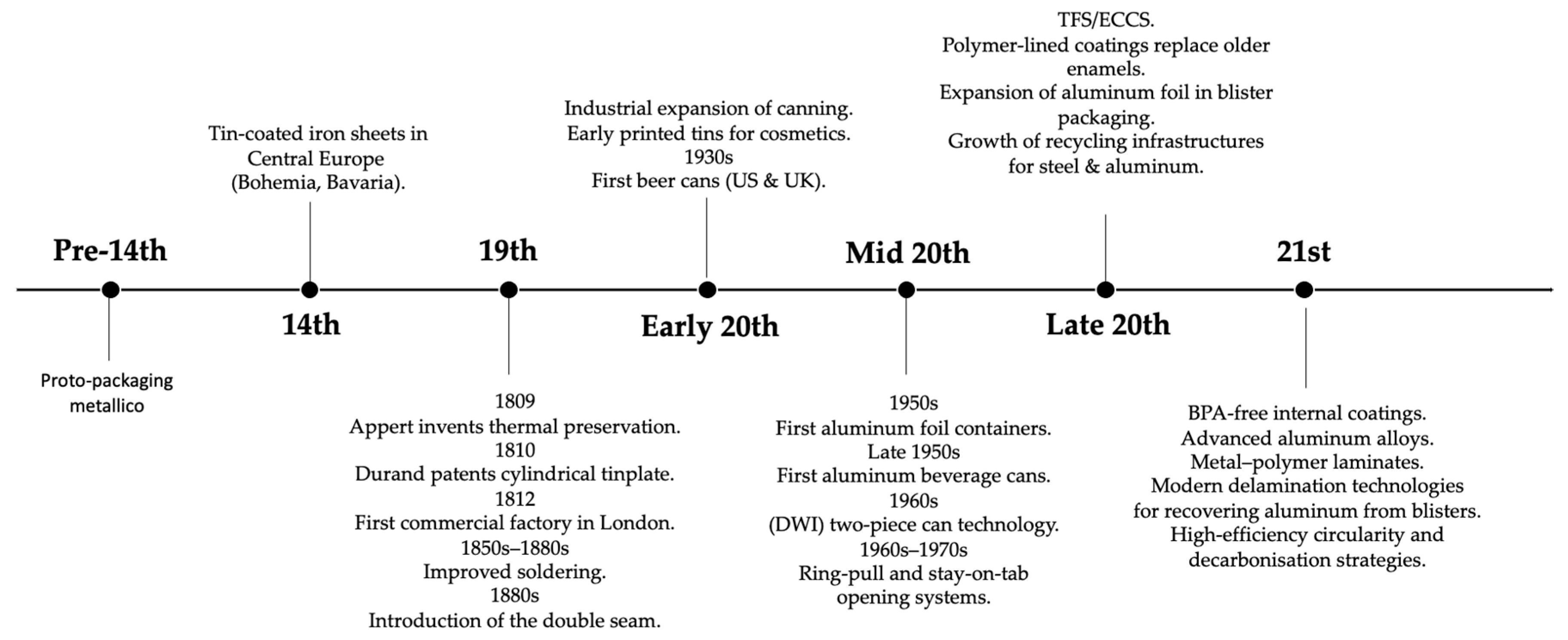
Figure 3.
Overview of the literature dataset used in this review on metallic packaging systems. (a) Temporal distribution of the analysed scientific references, expressed as percentage of total publications per time interval, highlighting the intentional prioritisation of recent works without implying a growth trend in overall scientific output. (b) Distribution of document types, expressed as percentage of total sources, including peer-reviewed articles, reviews, conference contributions, books/chapters, and normative documents (technical standards, EU regulations, and reports), reflecting the mixed scientific–regulatory scope of the analysis.
Figure 3.
Overview of the literature dataset used in this review on metallic packaging systems. (a) Temporal distribution of the analysed scientific references, expressed as percentage of total publications per time interval, highlighting the intentional prioritisation of recent works without implying a growth trend in overall scientific output. (b) Distribution of document types, expressed as percentage of total sources, including peer-reviewed articles, reviews, conference contributions, books/chapters, and normative documents (technical standards, EU regulations, and reports), reflecting the mixed scientific–regulatory scope of the analysis.
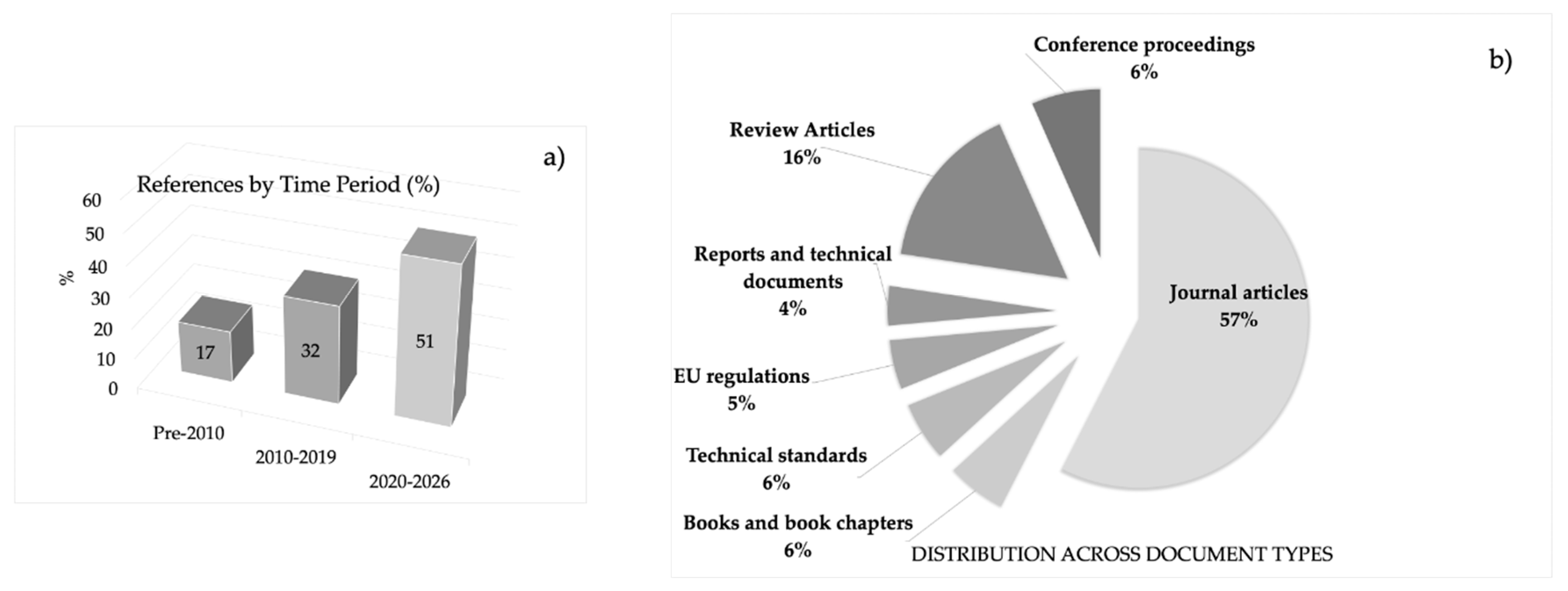
Figure 4.
Conceptual overview of metallic packaging material families and application domains. The figure provides a qualitative, application-oriented overview of the main metallic packaging material families considered in this review. Aluminum alloys, steel-based systems (tinplate and tin-free steel/ECCS), stainless steels, and metal–matrix composites are positioned according to their typical industrial application domains. The scheme is intended as an orientation framework and does not represent a comparative performance assessment, which is developed in subsequent sections.
Figure 4.
Conceptual overview of metallic packaging material families and application domains. The figure provides a qualitative, application-oriented overview of the main metallic packaging material families considered in this review. Aluminum alloys, steel-based systems (tinplate and tin-free steel/ECCS), stainless steels, and metal–matrix composites are positioned according to their typical industrial application domains. The scheme is intended as an orientation framework and does not represent a comparative performance assessment, which is developed in subsequent sections.
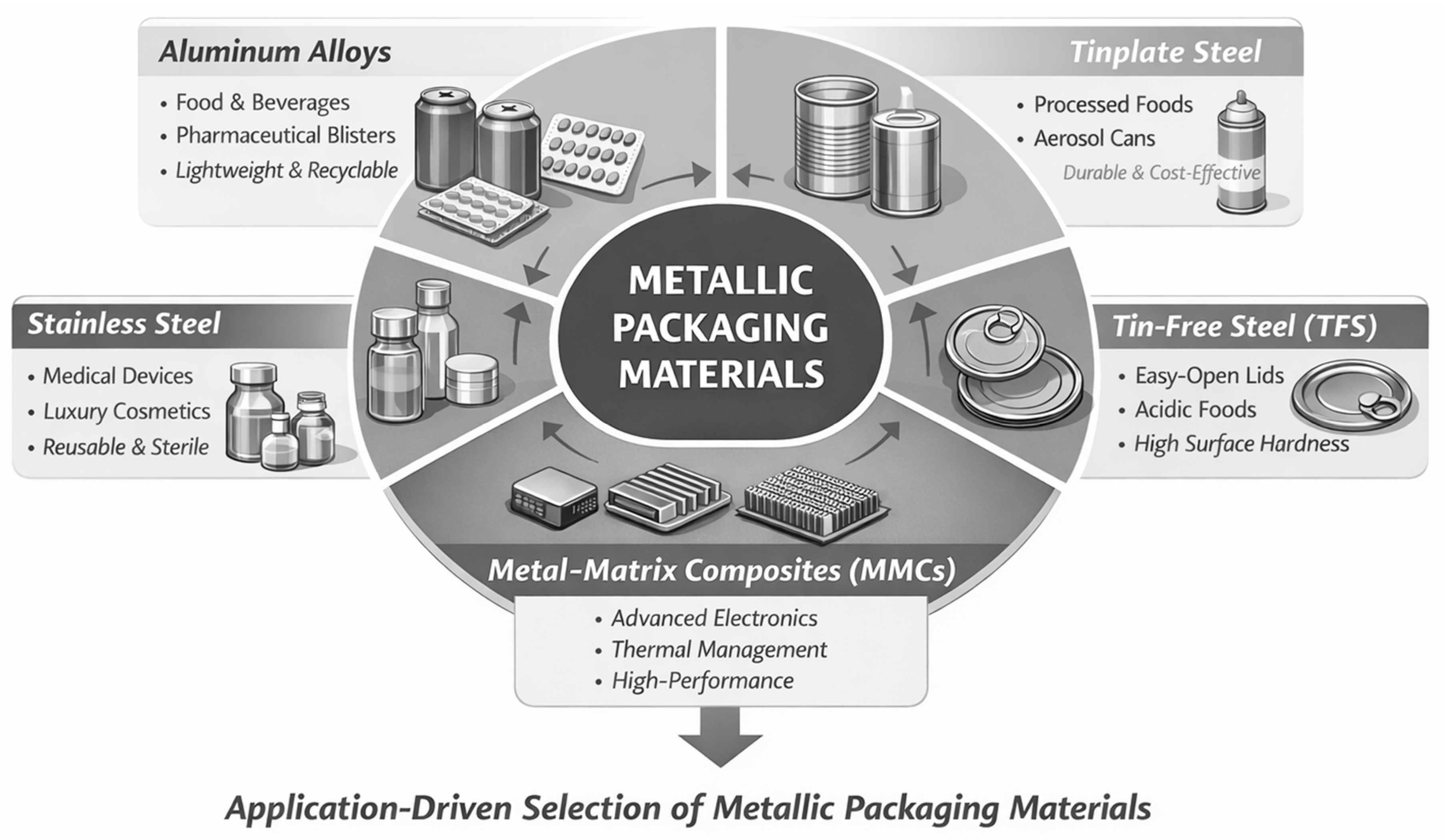
Figure 5.
Classification of metallic materials used in packaging.
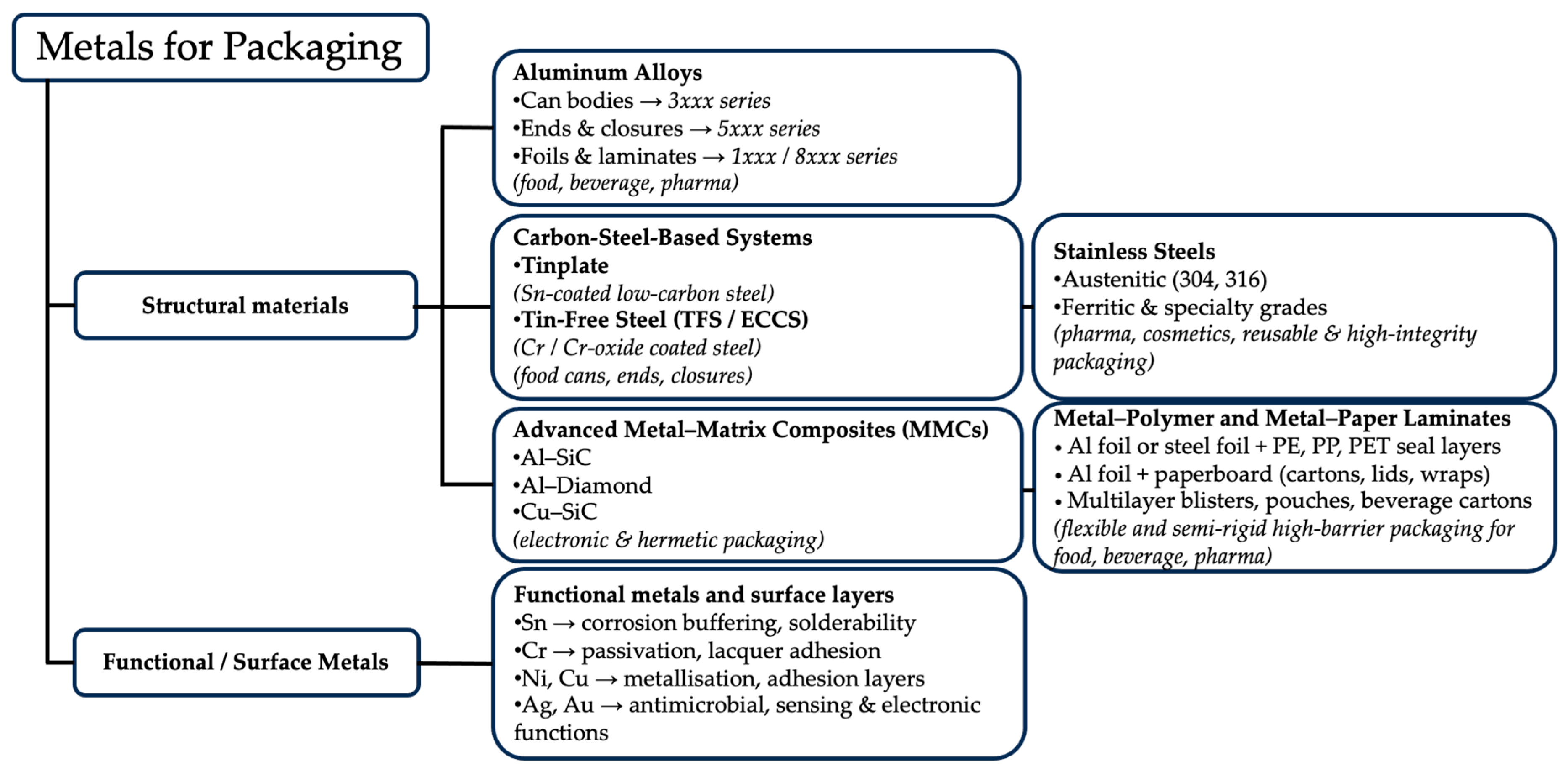
Figure 6.
Analytical framework adopted for the description of metallic packaging materials. Each material family is discussed using a consistent sequence of subsections covering (i) composition and metallurgical architecture, (ii) microstructure and processing routes, (iii) intrinsic barrier and mechanical properties, (iv) surface chemistry, coating interactions and corrosion behaviour, (v) mechanical, sealing and functional performance, and (vi) packaging applications and suitability.
Figure 6.
Analytical framework adopted for the description of metallic packaging materials. Each material family is discussed using a consistent sequence of subsections covering (i) composition and metallurgical architecture, (ii) microstructure and processing routes, (iii) intrinsic barrier and mechanical properties, (iv) surface chemistry, coating interactions and corrosion behaviour, (v) mechanical, sealing and functional performance, and (vi) packaging applications and suitability.
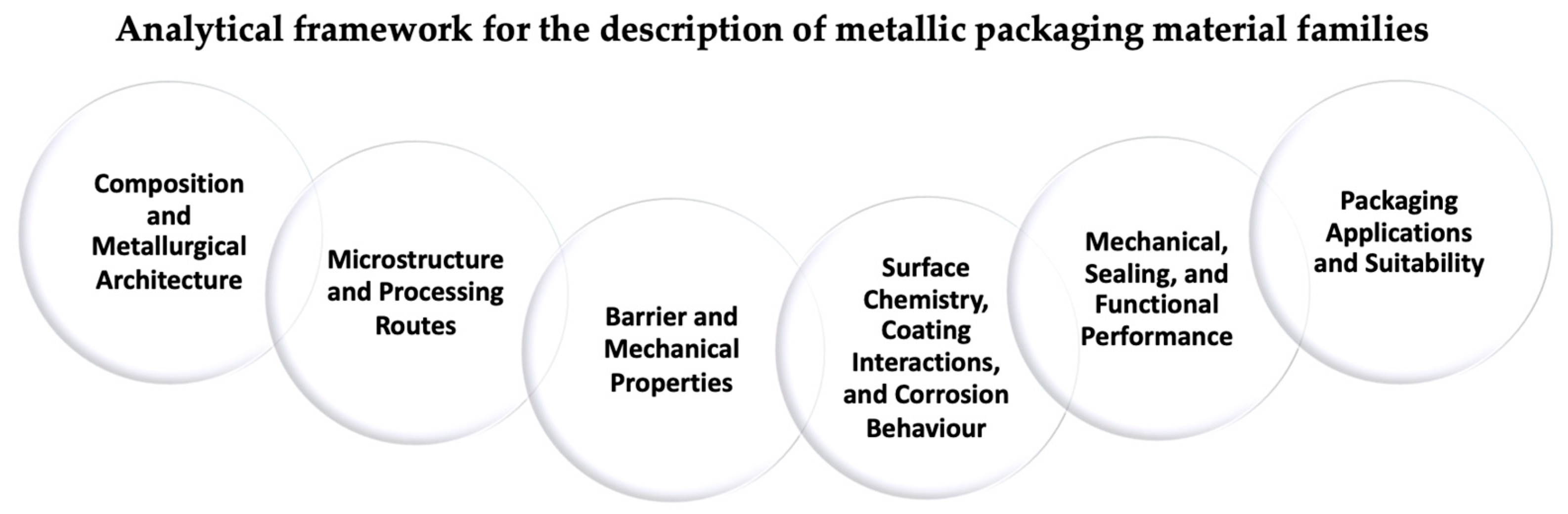
Figure 7.
Structural archetypes of metal-based packaging systems. (a) Aluminium-based monolithic systems: metallic substrate with native oxide film and internal/external protective coatings. (b) Electrolytic tinplate systems: low-carbon steel substrate coated on both sides with Fe–Sn intermetallic layers, metallic Sn and polymeric lacquers. (c) Stainless-steel systems: corrosion-resistant steel with self-healing Cr2O3 passive films and optional protective coatings. (d) Tin-free steel (TFS/ECCS): steel substrate with duplex Cr/Cr-oxide passivation layers and organic coatings ensuring corrosion protection and lacquer adhesion. (e) Laminated metal–polymer systems: multilayer architectures in which aluminium foil acts as a high-barrier layer embedded between polymer seal layers, adhesives and external polymer/paper supports. (f) Metal–matrix composite (MMC) and high-performance substrates: engineered metallic materials (e.g., Al–SiC, Al–diamond, Cu–SiC) providing tailored thermo-mechanical stability, metallisation compatibility and environmental protection for hermetic and advanced technical packaging applications.
Figure 7.
Structural archetypes of metal-based packaging systems. (a) Aluminium-based monolithic systems: metallic substrate with native oxide film and internal/external protective coatings. (b) Electrolytic tinplate systems: low-carbon steel substrate coated on both sides with Fe–Sn intermetallic layers, metallic Sn and polymeric lacquers. (c) Stainless-steel systems: corrosion-resistant steel with self-healing Cr2O3 passive films and optional protective coatings. (d) Tin-free steel (TFS/ECCS): steel substrate with duplex Cr/Cr-oxide passivation layers and organic coatings ensuring corrosion protection and lacquer adhesion. (e) Laminated metal–polymer systems: multilayer architectures in which aluminium foil acts as a high-barrier layer embedded between polymer seal layers, adhesives and external polymer/paper supports. (f) Metal–matrix composite (MMC) and high-performance substrates: engineered metallic materials (e.g., Al–SiC, Al–diamond, Cu–SiC) providing tailored thermo-mechanical stability, metallisation compatibility and environmental protection for hermetic and advanced technical packaging applications.
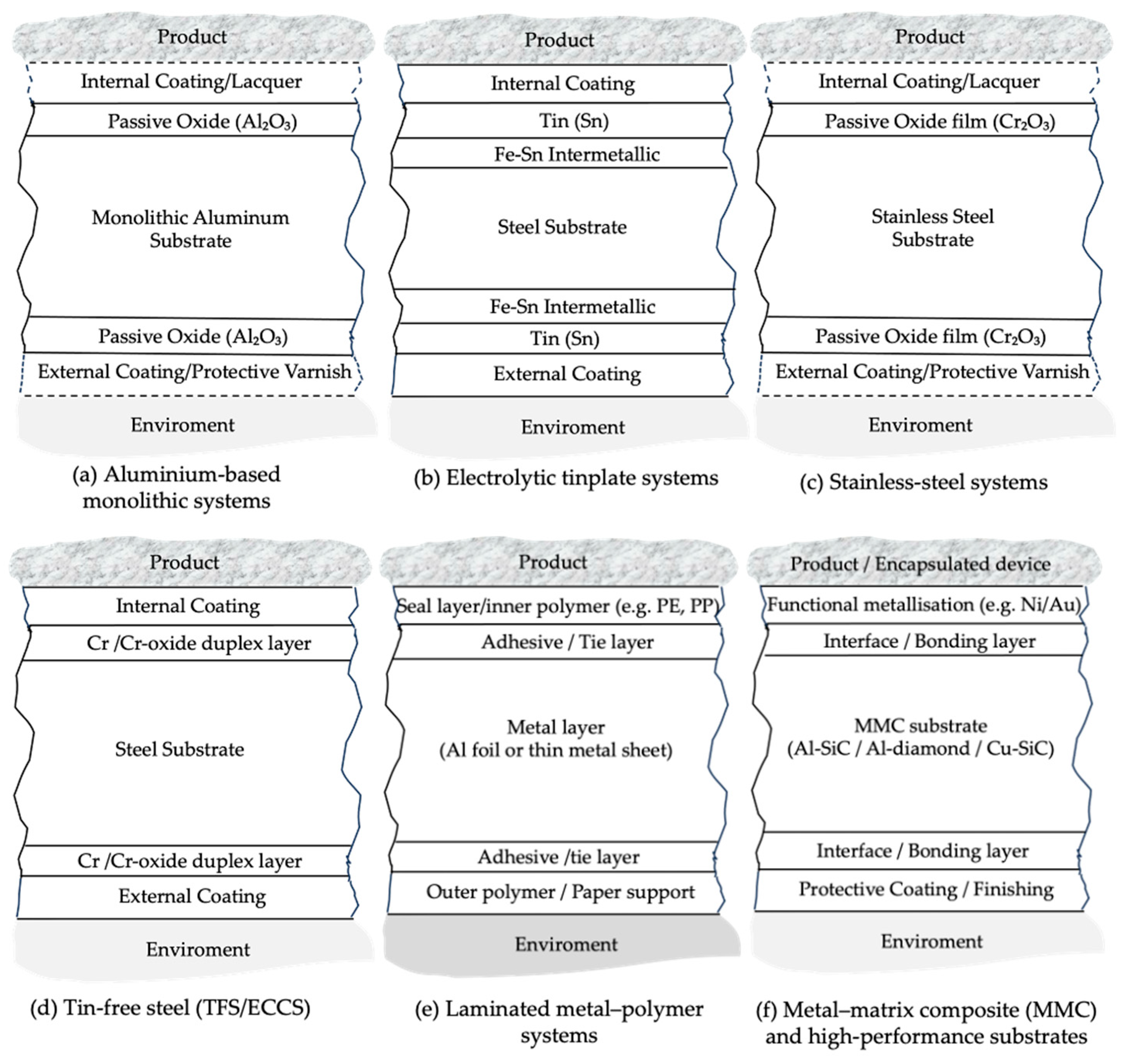
Figure 8.
Conceptual overview of complementary metallic packaging architectures, highlighting the progressive transition from functional metal integration to fully structural metallic containment.
Figure 8.
Conceptual overview of complementary metallic packaging architectures, highlighting the progressive transition from functional metal integration to fully structural metallic containment.
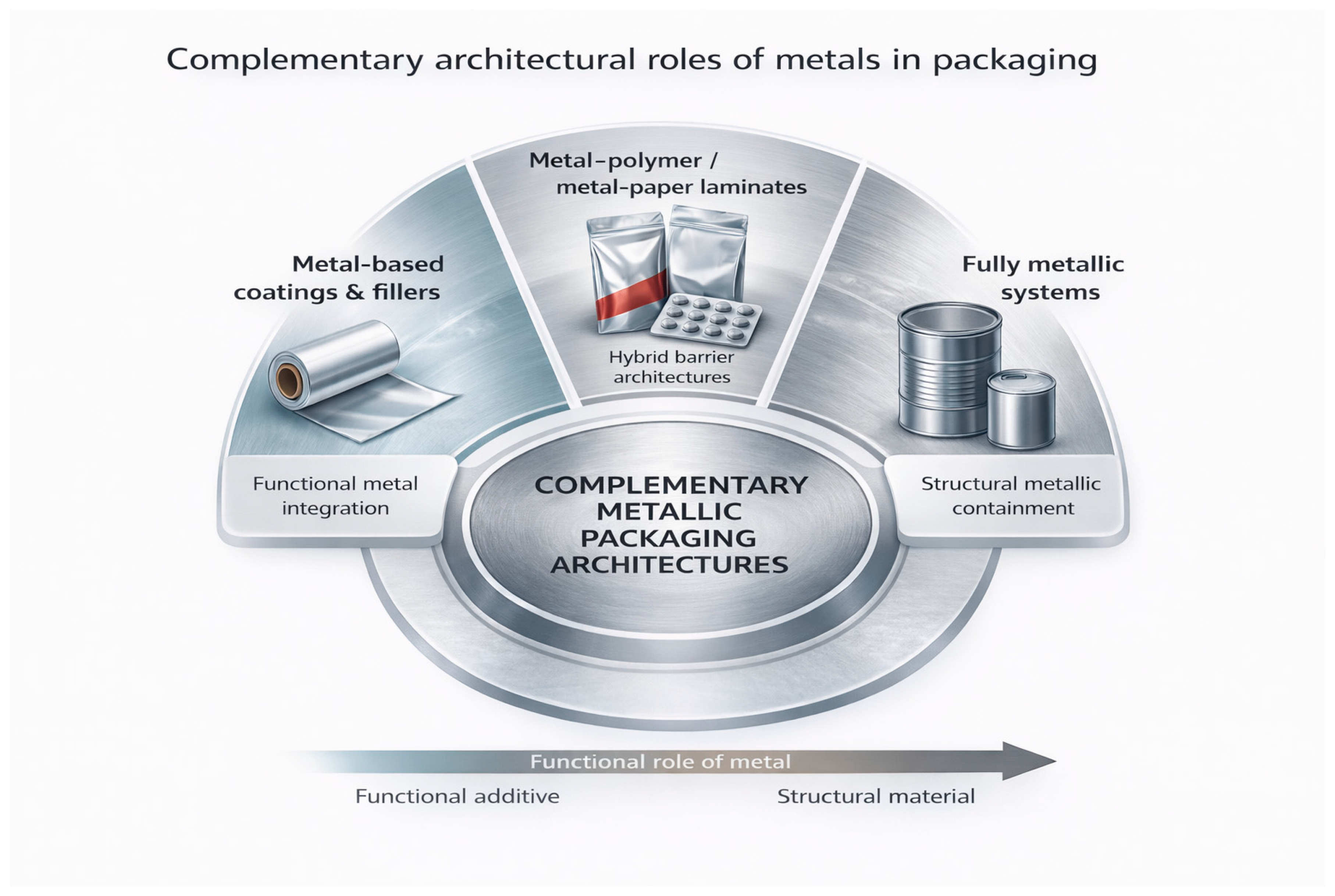
Figure 9.
Application-driven interpretation map of metallic packaging systems.
Figure 10.
Four-domain conceptual model of structure–property relationships in metallic packaging systems.
Figure 10.
Four-domain conceptual model of structure–property relationships in metallic packaging systems.
Figure 11.
Comparative performance of metals and metal–matrix composites in packaging.
Figure 12.
Classification of regulatory instruments and standards relevant to metallic packaging.
Figure 13.
Conceptual roadmap of the section on circularity and sustainability of metallic packaging. The diagram outlines the logical structure of the section, progressing from the conceptual framing of circularity beyond recyclability to energy demand and production routes, waste-management pathways, environmental trade-offs, and the limits of circularity associated with complex packaging architectures, before converging toward a system-design perspective.
Figure 13.
Conceptual roadmap of the section on circularity and sustainability of metallic packaging. The diagram outlines the logical structure of the section, progressing from the conceptual framing of circularity beyond recyclability to energy demand and production routes, waste-management pathways, environmental trade-offs, and the limits of circularity associated with complex packaging architectures, before converging toward a system-design perspective.
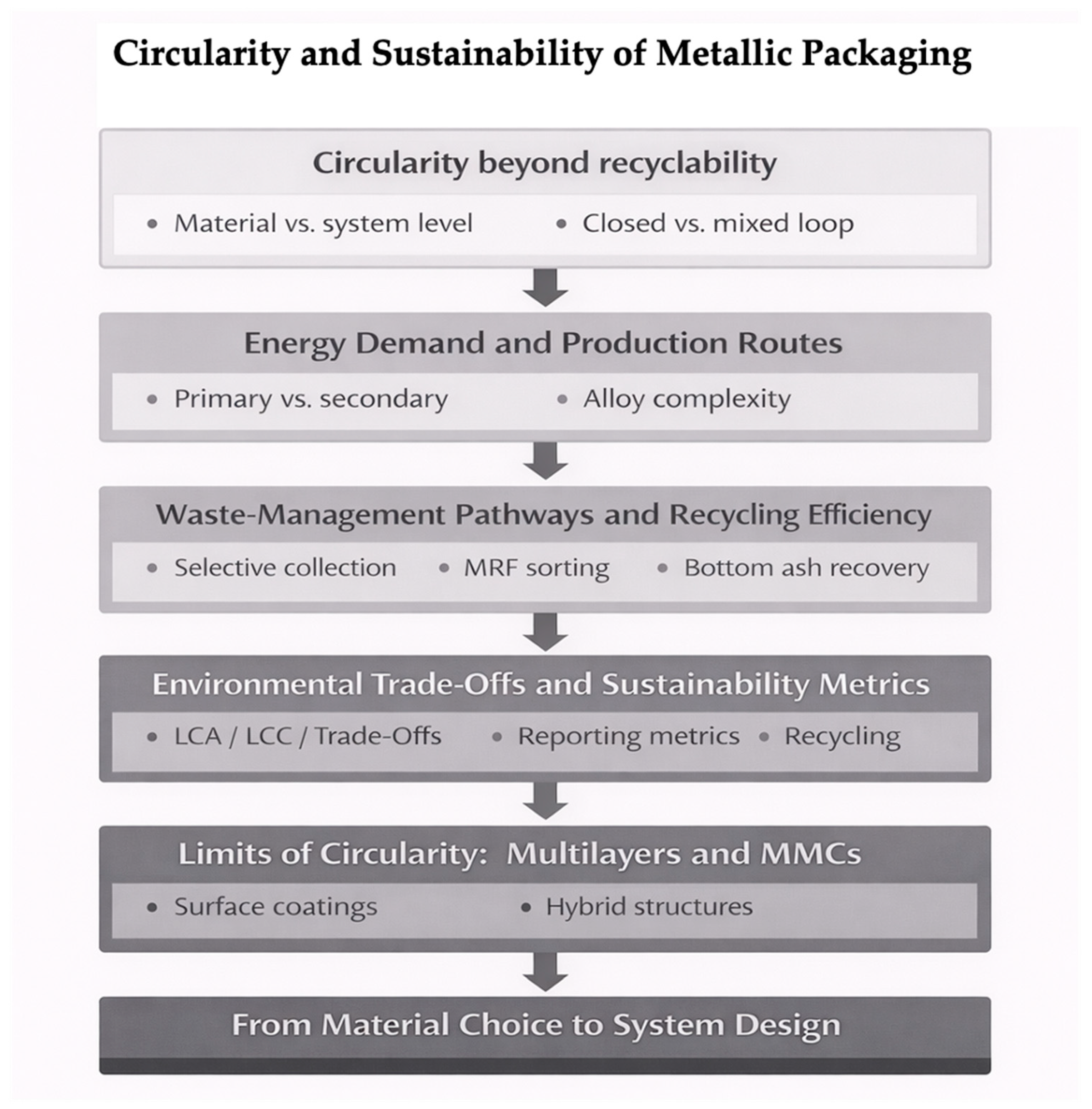
Figure 14.
Schematic overview of the main emerging directions shaping future metallic packaging systems. The figure illustrates the convergence of safety and migration control, toxicological and regulatory evolution, circularity-by-design strategies, and advanced coating functionalities toward system-level validation frameworks based on multi-criteria decision-making and lifecycle considerations.
Figure 14.
Schematic overview of the main emerging directions shaping future metallic packaging systems. The figure illustrates the convergence of safety and migration control, toxicological and regulatory evolution, circularity-by-design strategies, and advanced coating functionalities toward system-level validation frameworks based on multi-criteria decision-making and lifecycle considerations.
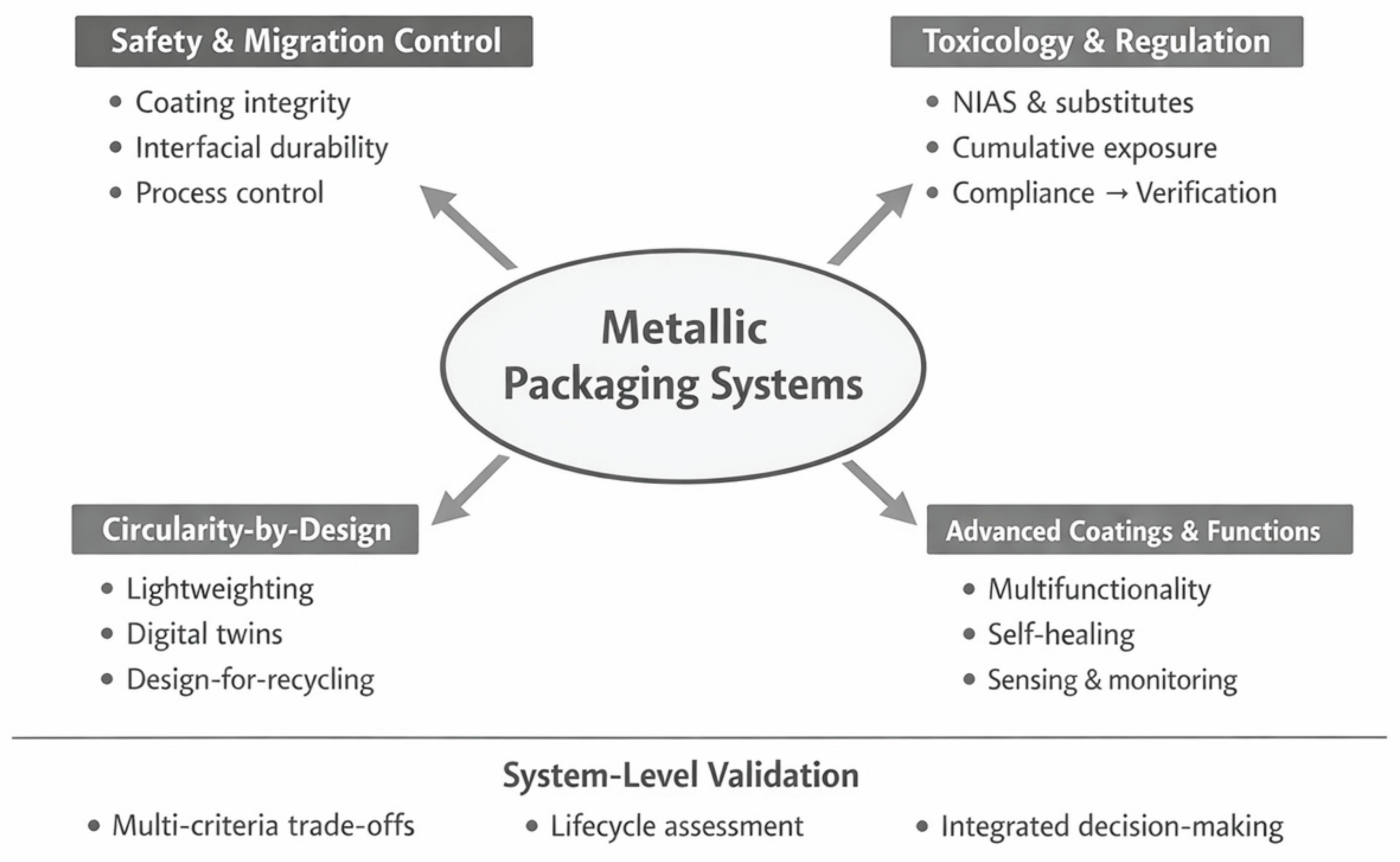

Table 1.
Technical comparison of metallic materials for packaging. Technical comparison of representative metallic materials used in packaging systems. Indicative ranges refer to packaging-grade materials and depend on alloy composition, temper, processing route, and surface condition.
Table 1.
Technical comparison of metallic materials for packaging. Technical comparison of representative metallic materials used in packaging systems. Indicative ranges refer to packaging-grade materials and depend on alloy composition, temper, processing route, and surface condition.
| Property | Aluminum (Wu, 2024) [4] |
Coated Steel (de Sousa, 2023) [73] |
Stainless Steel (Stahl, 2011) [33] |
Al–Diamond Composites (Jiao, 2022) [25] |
|---|---|---|---|---|
| Composition | Pure aluminum or Al alloys (Mg, Cu, Zn) | Carbon steel with tin (tinplate) or chromium (TFS) coating | Steel alloy with Cr ≥10.5% and possible Ni | Aluminum reinforced with diamond or SiC |
| Characteristics | Lightweight, recyclable, intrinsic metallic-barrier | High strength, cost-effective, coating-dependent performance | Chemically stable, reusable, passive surface | High thermal conductivity, low thermal expansion |
| Corrosion resistance | Moderate, coating-enhanced | Low without coating; coating-dependent | Very high (passive surface) | Moderate, interface-dependent |
| Thermal conductivity (W/m·K) | 205 | 50 | 16–25 | >200 |
| Young’s modulus (GPa) | 70–80 | 190–210 | 190–210 | 80–90 |
| Tensile strength (MPa) | 100–300 | 350–600 | 500–900 | 200–300 |
| Density (g/cm3) | 2.7 | 7.85 | 7.9–8.1 | 2.8 |
| Poisson’s ratio | 0.33 | 0.30 | 0.27–0.30 | 0.25 |
| Relative surface hardness (qualitative) | Low | Medium | High | Medium-High |
| Fracture toughness (MPa·m1/2) | 20–30 | 50–70 | 80–120 | 15–25 |
| Barrier properties (O2) (cc/m2·24h) | 0.01–0.02 | 0.1–0.3 (with coating) | Negligible (passive surface) |
0.1–0.2 |
| Barrier properties (H2O) (g/m2·24h) | 0.1–0.2 | High, coating-dependent | Near-zero | 0.1–0.3 |
| Barrier (Light/UV) | Intrinsic metallic opacity |
Intrinsic metallic opacity |
Intrinsic metallic opacity |
Intrinsic metallic opacity |
| Major applications | Food, pharmaceutical, cosmetics | Food cans, caps, closures | Reusable bottles, medical, premium food | Electronics, aerospace |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



