
Submitted:
08 October 2024
Posted:
10 October 2024
You are already at the latest version
Abstract
The circular economy and sustainable development are crucial in addressing environmental pollution from solid waste, especially plastics. Plastic waste has sparked significant social concerns, driving a redesign of products in the flexible packaging industry. This study focuses on redesigning flexible plastic packaging to improve recyclability and accelerate degradability while maintaining essential mechanical and barrier properties for food applications. The goal is to create sustainable packaging that reduces material usage, ensures recyclability, and promotes faster degradation at the product's end of life. The study compared the redesigned packaging's mechanical, physical, and barrier properties with existing products. Results showed that switching from a trilaminate to a bilaminate structure, as in laminated coils and Doypack packaging, reduced material thickness without compromising performance. Oxygen permeability was maintained at 35.38 cc/m²·day, and moisture permeability at 0.56 mg/m²·day for laminated coils. These changes reduced raw material consumption by 26.48% for laminated coils and 12.68% for Doypack packaging. Additionally, a degradable solution combining cellulose paper with a high-barrier polymer reduces plastic adhesives and solvents by 50%, reducing water usage. This research provides a practical approach to more sustainable flexible packaging in the food industry, achieving material reductions without sacrificing performance. The findings can be directly applied to promote sustainable packaging solutions within circular economy initiatives.
Keywords:
flexible packaging
; Doypack
; laminated coil
; circular economy
1. Introduction
Due to its long shelf life, cost-effectiveness, versatility, and lightweight nature, the increased use of plastic spans various industries such as food packaging, electronics, aerospace, and more. However, this has led to a surge in low-biodegradability plastic waste, contributing to environmental problems [1,2,3]. Annually, 12 million of the 275 million tons of plastic waste end up in oceans, causing severe environmental damage. Solid waste is an inevitable by-product of production and consumption [4]. Plastic production surged from 2.3 million tons in 1950 to 448 million tons in 2015.[5]. Plastics account for about 8% of global oil production, with 4% used for raw materials and 3-4% for manufacturing energy. Reports show that 8 million tons of plastic enter the ocean annually, with projections suggesting that by 2050 [6], plastic will outnumber fish in the sea [7,8,9].
Effective plastic waste management through recycling, reuse, and biodegradability is crucial. Recycling, disposal, and incineration are common options with or without energy recovery. Design plays a key role in ensuring plastics can be reintegrated into production rather than becoming waste. The flexible packaging industry faces challenges in redesigning for optimal recycling or eco-friendly disposal. While synthetic polymer packaging films protect food well, they are non-biodegradable and harmful to the environment [10]. Sustainable packaging must balance barrier properties, environmental impact, and mechanical performance [11].
Redesigning products with a focus on sustainability, especially single-use plastics and primary food packaging is crucial [12]. Polypropylene, low-density polyethylene, and high-density polyethylene dominate single-use plastics, while other polymers make up the remaining 50%. Despite their high-barrier properties, these synthetic polymers are difficult to degrade and contribute to environmental pollution [13,14]. Ecodesign, integrating environmental considerations into product design, is essential for reducing waste and fostering a circular economy. The flexible packaging industry must address both "fit for use" and "fit for manufacture" challenges [15]. Efforts should include using single-polymer laminations or compostable materials to simplify recycling and reduce plastic waste.
1.1. Sustainable Development
Sustainable development refers to the ability to meet the current generation's needs without compromising future generations' ability to meet their own needs. This concept implies economic growth and highlights the importance of ensuring an adequate supply of resources and promoting social prosperity [16,17].
In contrast, the contemporary industrial era has led to the emission of numerous greenhouse gases, contributing to climate change and impacting ecological diversity [18]. The main intention of sustainable development is to foster a process that enables social development so that, for future generations, natural resources and ecosystems that ensure adequate well-being and quality of life should remain [19].
1.2. Circular Economy and Its Relation to Sustainable Development
Sustainable development requires balancing human progress with environmental protection, where the circular economy plays a crucial role. This approach extends material use, minimizes waste, and reintegrates it into production, reducing resource consumption, emissions, and energy losses [20,21,22]. The circular economy enhances sustainability by promoting recycling, green jobs, and lower ecological footprints. Implementing circular economy practices in flexible packaging benefits both the environment and the economy by lowering production costs and creating recycling opportunities [23]. However, challenges include building recycling infrastructure and raising awareness of sustainable packaging choices.
1.3. Plastic and Sustainable Development
Plastic pollution has been rising, with up to 12 million tons of the 275 million tons of plastic waste produced annually ending up in oceans, harming livelihoods and marine ecosystems [24]. Global waste composition varies by income level: in low-income nations, over 50% is organic matter, decreasing in higher-income countries [25]. Oceanic plastic pollution damages marine environments and wildlife, as ingested plastics release toxic chemicals that affect marine organisms and the food chain, potentially impacting human health through contaminated seafood [26]. Plastics have many applications in daily life and can be recycled many times. However, their improper management and low percentage of effective recycling contribute significantly to environmental pollution. Improving recycling practices and promoting the development of more sustainable and biodegradable plastic materials are essential to addressing these challenges [23].
1.4. Flexible Packaging and Functions
Flexible packaging often uses multilayer films of materials like polyethylene (PE), polyethylene terephthalate (PET), and nylon [26]. In the food industry, packaging is chosen for its ability to protect against moisture, temperature, oxygen, light, microbes, and chemicals. Petroleum-based plastics such as PET, low- and high-density polyethylene (LDPE, HDPE), polypropylene (PP), polyvinyl chloride (PVC), and polystyrene (PS) are the most common choices for flexible packaging.
Biopolymers offer a sustainable alternative due to their biodegradability, reliance on biomass, and use of renewable raw materials. Commonly used in flexible packaging, materials like Polylactic Acid (PLA), Poly-hydroxyalkanoates (PHA), and thermoplastic starch (TPS) are valued for their biodegradability and versatility. They can also be combined into composites or laminated to enhance performance [27]. However, designers face the challenge of creating eco-friendly packaging that preserves product quality while supporting circular economy principles [28]. Multilayer packaging, often made from polymers, paper, aluminum, and coatings, complicates recycling due to the difficulty and cost of separating adhesives. Single-polymer or biodegradable alternatives simplify recycling and reduce environmental impact. Emerging technologies like nanotechnology enhance barrier properties and enable thinner, more sustainable packaging [29,30,31]. Advanced recycling methods like pyrolysis and chemical depolymerization also help close the material life cycle by converting flexible plastics into reusable monomers [32,33,34].
1.5. Circular Economy and Flexible Packaging
Consumers are increasingly willing to pay more for sustainable, recyclable, and waste-reducing packaging, indicating a clear preference for eco-friendly options [35]. This shift is driving the adoption of circular economy practices in the flexible packaging industry, focusing on materials that can be recycled or composted to minimize environmental impact. Bioplastics, made from renewable resources like corn or sugar cane, offer a promising alternative to fossil-based plastics and are expected to replace conventional plastics in the coming decades, reducing reliance on non-renewable resources and lowering carbon footprints. These circular economy practices benefit both the environment and the economy by cutting production costs and creating business opportunities in recycling and waste management. However, challenges remain, including the need for better recycling infrastructure and increased awareness of sustainable packaging design among consumers and producers.
1.6. Sustainable Materials for Flexible Packaging
ASTM defines biodegradable packaging as materials that decompose into carbon dioxide, methane, water, inorganic compounds, or biomass through the enzymatic action of microorganisms over a specific period. Biodegradable polymers can come from renewable plants or petroleum sources, but their biodegradability depends on their chemical structure, not the raw material source. Recycling, whether chemical or mechanical, restores the value of waste and conserves energy and raw materials to benefit health and ecosystems [36,37].
Biodegradable materials include fully biodegradable, photodegradable, semi-biodegradable, and synthetic types. Biopolymers from renewable resources should be biodegradable and compostable to serve as fertilizers and soil conditioners [38]. Plastic degradation involves physical changes like discoloration, cracking, reduced tensile strength, and chemical changes such as chain breakage and cross-linking [39].
Key aspects of sustainable plastic processes:
- Photodegradation: Sunlight alters material structures, reducing molecular weight [40].
- Thermal degradation: Polymers degrade at their melting point, transitioning from solid to liquid [41].
- Chemical degradation: Involves structural changes to polymers [42].
- Compostable polymers: These degrade into biomass, carbon dioxide, water, and inorganic compounds quickly under specific conditions [43].
1.7. Recyclability for Flexible Packaging
Plastic recyclability involves processes to restore the economic value of waste and reduce disposal. The main goal is to conserve energy and raw materials while protecting health and ecosystems. Plastic recycling is classified into four types [44,45,46,47]:
- Primary (re-extrusion): Reprocessing plastic to create materials similar to the original.
- Secondary (mechanical): Recovering plastics through grinding and reprocessing to produce new products.
- Tertiary (chemical): Breaking down plastics chemically into basic components to create new materials.
- Quaternary (energy recovery): Converting plastic waste into energy through incineration.
For a package or product to be recyclable, it must meet APR (Association of Plastic Recyclers) standards, which help reduce the demand for virgin materials and plastic waste. Recycling can save up to 70% of the energy required to produce new plastics and cut greenhouse gas emissions by 50% [48]. However, recycling flexible packaging poses challenges, such as separating multilayer materials and contamination. Innovations like water-soluble adhesives and advanced chemical recycling technologies address these issues, fostering a circular economy. Accelerated biodegradation, using genetically modified microorganisms or enzymes, offers a promising solution by breaking down plastics more quickly. For example, enzymatic processes are being developed to break down PET into reusable components.
Contamination from food and other residues complicates recycling by lowering material quality and increasing cleaning costs. Solutions include advancements in waste sorting, cleaning technologies, and recycling methods that tolerate contamination. Research is also focused on developing monomaterials—packaging made from a single type of plastic—to simplify recycling and improve quality. Poor waste management and low recycling rates contribute to environmental pollution, with plastic waste surging, particularly in industrialized nations [49]. Addressing knowledge gaps in solid waste management is crucial. Companies and governments are raising awareness about proper disposal and recycling while researchers work on recyclable, biodegradable, and monomaterial packaging technologies to replace traditional laminates with sustainable alternatives [50].
Flexible packaging can incorporate barrier materials compatible with the main polymer, such as multiple layers of the same material in different orientations, making recycling easier. A polyethylene laminate was created using bimodal polyethylene and machine-direction-oriented (MDO) processing technology [51]. The key challenge is producing packaging stable enough for rotogravure or flexography printing, with flexography being the preferred process, though rotogravure is being integrated. Efforts are also focused on laminating biodegradable plastic films with eco-friendly adhesives to produce Doypack, Flowpack, and three-seal packaging that withstand high temperatures. These materials must have excellent thermal and sealability properties.
Doypack packaging with zippers has been successfully manufactured using polyethylene or polypropylene, maintaining mechanical and hermetic properties despite temperature-related deformation. Designers aim to reduce raw material consumption and optimize resources while maintaining essential qualities like product protection, extended shelf life, and ease of transport, especially for non-hazardous products. There are restrictions on inks and additives for recyclable films. For example, printing must cover less than 50% of the surface; otherwise, it is considered low-compatibility and likely sent for energy recovery. Additives must also be limited, as they can affect optical recognition and density [51]. Flexible packaging is valued for its ability to create thinner, lighter, and more compact products [52].
Biopolymers offer a sustainable alternative to synthetic polymers due to their biodegradability, agro-industrial waste (biomass) use, and renewable raw materials. They can be used in laminated composites to enhance properties, mimicking conventional polymers while degrading more quickly in the environment [53]. Ecodesign principles are crucial for achieving a circular economy. Based on life cycle analysis, designers must consider the environmental impact of a product from raw material extraction to manufacturing, distribution, packaging, and end-of-life disposal. Attention should also be given to repairability, recyclability, and material improvement [54,55,56].
This work proposes a flexible packaging design using biodegradable materials and monomaterial laminations, making it highly recyclable using a single polymer as the base substrate. The paper is divided into four sections. Following the Introduction, Section 2 compares the mechanical and barrier properties of the current multipolymer design with those of a thinner monomaterial structure. Characterizing these properties is crucial for assessing the packaging's performance. Section 3 presents and compares the results to achieve the main objective: redesigning the current packaging to create a more sustainable option that reduces plastic waste, promotes recycling, and maintains adequate mechanical strength and barrier properties. The paper concludes with Section 4.
2. Materials and Methods
In this study, the ecological redesign of two different types of plastic packaging was undertaken: laminated coil and Doypack. A comparative analysis was conducted between the commercial packaging structures and the proposed ecological designs, focusing on the following mechanical properties: a) thickness, b) weight, c) lamination strength, d) sealing resistance, e) tensile strength, f) elongation percentage, g) coefficient of friction, h) oxygen permeability, and i) water vapor permeability of both the laminated coil and Doypack packaging. Finally, the mechanical resistance of the Doypack packaging was evaluated through destructive tests, including impact resistance, atmospheric pressure testing, and hermeticity assessment.
2.1. Processes for Obtaining Flexible Doypack Containers and Laminated Coil
Laminated coils are used in the flexible packaging industry to form a package while filling with product. The processes used in the development of the laminated coil in flexible packaging are described below:
It is important to highlight that there are processes before the production of the laminated coil, such as the extrusion processes of plastic films. However, they are not considered for this case study since the coil production process already includes extruded plastic films.
a) Obtaining a coil with an image referring to the product to be packaged; this consisted of printing on a plastic film using rotogravure, selecting the color for the generation of the image (CMYK), and using ten polymeric inks based on nitrocellulose diluted in ethyl acetate at a speed of 150 meters per minute. The printed plastic substrate was left to rest for 4 hours so that the ink polymerizes completely and thus guarantees its correct operation.
b) In the lamination process, two plastic films were joined with an acrylic-based polymeric adhesive diluted with ethyl acetate and its catalyst for lamination at 250 meters per minute. They were left to rest for 8 hours.
c) Cutting process: This was carried out using an unwinder and blades. The coil's width is 395 millimeters, and its outer diameter is 350 millimeters (see Figure 1).
Regarding the Doypack packaging, like the laminated coil, the process begins considering that the plastic films are already extruded as raw material. This was manufactured using the rotogravure printing process, capturing the product's image to be packaged. It was laminated and then formed, and folds were generated through a laminated coil, sealing the sides and bottom with metal jaws at high temperatures. The sealing temperature to form the packaging was 180-220°C, and the jaw contact time was 0.5 seconds (see Figure 2).
2.2. Proposals for the Redesign of Flexible Packaging
Numerous sustainable design projects and initiatives have emerged intending to reduce the environmental impact caused by the flexible packaging industry. These efforts focus on implementing design methodologies in industrial settings to encourage the development of environmentally friendly products. Consequently, experiments demonstrate a significant reduction in plastic consumption and the integration of recyclable or biodegradable materials. This framework evaluates various plastic laminates' physical and mechanical characteristics and recommends improvement measures.
2.3. Redesign and Reduction of Lamination Layers in Trilaminate Structure for Flexible Packaging for the Food Sector, Laminated Coil Type, and Implementation of Monomaterial Structure
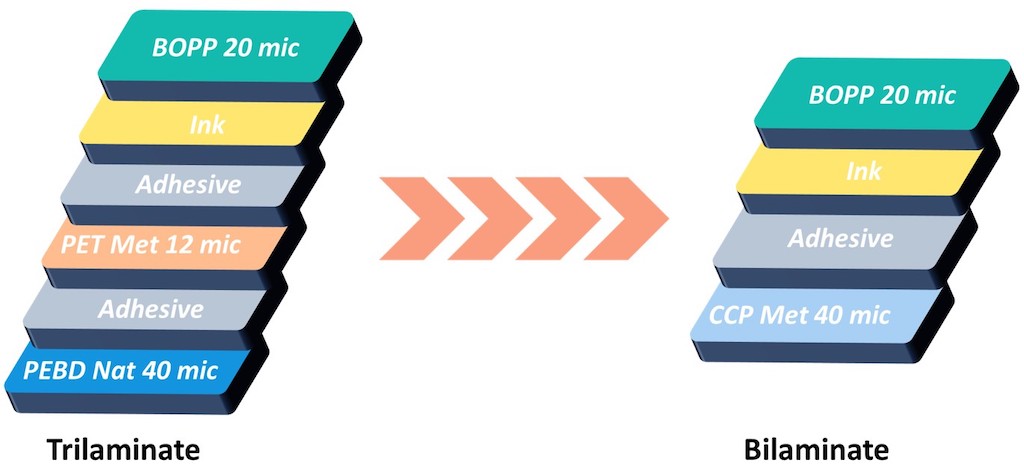
One approach to reducing the environmental impact of plastics in the flexible packaging industry is to reduce raw material consumption and eco-design. As can be seen in Table 1, roll-on packaging for the food sector has a trilaminate structure with three substrates of different polymeric origins: polypropylene as a printing substrate, metalized polyester as a substrate to provide mechanical strength, and polyethylene as a sealing substrate. Therefore, it must meet specific quality requirements to ensure the packaging is suitable for the intended application.
The plastic films are manufactured in Mexico through the extrusion process with virgin and FDA-certified resins. The adhesive is polyurethane-based and diluted in ethyl acetate solvent.
Table 2 provides an overview of the quality requirements and conditions to be met for laminated coils and Doypack-type packages in the flexible packaging sector, particularly applicable to the food industry; similarly, Table 2 includes units of measurement, measuring equipment, and relevant regulations.
The mechanical properties evaluated are described below:
Determination of thickness: This test was performed with a Mitutoyo digital micrometer to measure the thickness of each plastic film or plastic laminate, following the applicable regulations of the ASTM D6988.
Procedure: A square decimeter of film is cut in three positions in a transverse direction and placed on the granite table. Three measurements are obtained, and a measurement average is generated to obtain the thickness in units of microns.
Weight determination: The weight of each plastic film or laminate and adhesive applications in lamination or inks was obtained with an analytical balance.
Procedure: A one-decimeter square of film is cut in three positions in a transverse direction, then placed on the analytical balance, generating three measurements respectively. Once the data is available, an average of the measurements is generated to obtain the base weight in units of g/m².
Lamination strength: The test determines the strength of two adhesively bonded films. It is performed using a universal testing machine, such as the MECMESIN Multi-test 2.5-I, which measures mechanical properties and obtains stress-strain graphs, following the applicable regulations, ASTM F88 Method A.
Procedure: A 1-inch wide and 10 centimeters long sample is cut, with a delaminated tab between 2 plastic films. It is placed in the jaws of the universal machine, and the test is carried out at 200 mm/min until the films delaminate or break. This is done in quintuplicate to obtain an average between the measurements; the result is generated in grams of force (gf).
Sealing strength: Regarding the sealing strength, the polyethylene is sealed using a vertical jaw sealer at 150°C, and then a universal testing machine is used to check whether the seal comes off or if the plastic laminate breaks, following the applicable regulations ASTM F88 Method A.
Procedure: The sample is 1 inch wide and 5 cm long. The sample is cut out, and two tabs of the already sealed film are placed in the universal machine's jaws. The test is carried out at 200 mm/min until the films break or, where the seal is weak, come off. This is done in quintuplicate to obtain an average between the measurements. The result is generated in gram force (gf).
Tensile strength and elongation percentage: The mechanical properties of plastic films or laminates were analyzed using a stress-strain graph. A test piece was obtained and subjected to a tensile force until breaking, following the applicable ASTM D882 regulations.
Procedure: A sample 1 inch wide and 10 centimeters long is cut out, and both tabs are placed in the jaws of the universal machine. The test lasts 200 mm/min until the films break. This is done in quintuplicate to obtain an average between the measurements. The result is generated in grams of force (gf), and a stress-strain graph is obtained.
Coefficient of friction: It is a sliding property that indicates the processability of the plastic film in a container-forming machine. This test has no specific methodology, but the applicable ASTM D1894 standard is followed.
Procedure: 2 samples of 1 square decimeter are cut out and placed on the testing machine so that one film is displaced and dragged over the other. Once the test is generated at 200 mm/min, the coefficient of friction result is obtained in dimensionless units.
Oxygen permeability: Oxygen barrier properties are measured to ensure that the packaged product meets the time and characteristics requirements on the sales line, following the applicable ASTM D3985 standards using OX-TRAN 2/21 MOCON equipment at 23 °C with an oxygen concentration of 100% and an evaluation time of 30 minutes.
Water vapor permeability: Moisture permeability properties are measured to guarantee that the packaged product meets the time and characteristics requirements on the sales line, following the applicable ASTM F1249 standards. Through a PERMATRAN 3/61 MOCON model at a temperature of 37.8°C and relative humidity of 90% with an evaluation time of 30 minutes.
Procedure for destructive drop test on flexible packaging: The destructive test consisted of filling the packaging with product, then dropping the flexible packaging in free fall at a height of 1 m; it is essential for the perfect sealing of the packaging. The test evaluated the container's ability to withstand three falls in different positions: vertical, horizontal, and random, and the container must remain completely sealed without breakage or damage after three falls (see Figure 3).
Procedure for destructive testing of flexible packaging tightness using a vacuum chamber: The flexible packaging was subjected to a vacuum at 31 cmHg (centimeters of mercury) for 60 seconds to evaluate its tightness, as established in ASTM D3078-2 [52]. The test was performed in triplicate (see Figure 4).
Procedure for destructive air pressure testing on flexible packaging: Air pressure testing is crucial to ensure the packaging has the mechanical strength to withstand various conditions during storage and transportation. This test was performed by opening the container and subjecting it to the air pressure machine. The pressure gauge is then pressurized to 0.1 MPa for 60 seconds, ensuring the container does not break or leak air (see Figure 5).
Reviewing the quality requirements and briefly explaining each of the requirements and tests to be performed, it was proposed that weight reduction could be improved by applying lamination layers to a trilaminate structure in flexible coil packaging. Therefore, the proposal suggests using a bilaminate and monomaterial structure in coil food packaging, as shown in Table 3.
The proposed structure significantly reduces raw materials and lamination processes, saving machine and adhesive time, among other benefits. This contributes to sustainable development by employing polypropylene as the only polymeric material, making it a monomaterial proposal that facilitates product recycling. The product design must also consider the end of its life cycle and comply with the above requirements. Therefore, the methodology will directly compare the properties of the current and proposed structures. After presenting the new structure, it is necessary to compare the characteristics listed in Table 2 to verify that the proposal has not impacted these properties. The objective is to ensure that the essential properties of the packaging are not affected and are within the acceptable and functional range for the intended purpose. It will directly compare the proposed packaging with the previous properties by measuring and performing statistical tests on quantitative properties. A t-distribution analysis was performed to determine the means of measuring the properties of flexible packaging.
The statistical analysis will help to understand and analyze the mechanical properties of the current packaging structure and the proposed design. This comparison will cover properties such as tensile strength, sealing force, and coefficient of friction.
Five measurements were generated for each of the properties mentioned in Table 2: five for the current structure and five for the proposed design. The measurements were compared to the properties, and it was decided if using a more environmentally friendly laminate that does not compromise these properties is feasible. A comparative analysis of the oxygen and moisture barrier properties was also performed.
These tests allow for checking if the packaging is functional for specific applications. The tests were carried out on the two packaging options in quintuplicate, seeking to compare and verify whether the properties are not affected by changing the material.
Each test was carried out in quintuplicate except for the mechanical strength tests (carried out in triplicate), both on the commercial packaging and the proposal. The data are expressed as the mean ± the standard error of the mean, and a significance level of p˂0.05 will be used after the Student t-test of independent samples.
2.4. Redesign of Flexible Food Packaging in Doypack Format with a Three-Layer and Multi-Polymeric Structure to a Monomaterial Using Polyethylene as the Base Polymer
Using a single polymer in flexible packaging offers several advantages to facilitate mechanical recycling. The recycling process involves crushing and melting the polymer, creating pellets that can serve as raw material for various applications. However, including multiple polymers in packaging poses a significant challenge, as each material has a different melting point, making it difficult to create stable and functional pellets. Unfortunately, most flexible packaging today comprises multiple polymer layers, further complicating recycling. Consequently, the next redesign focuses on flexible packaging in Doypack format for the food sector. This type of packaging requires sufficient mechanical strength to withstand destructive drop and break tests. Therefore, the new formulation used corresponds to the composition of the packaging structure for the Doypack format using the materials detailed below.
The laminated structure for food applications, where 12-micron polyesters give the packaging excellent mechanical strength, as shown in Table 4, and low-density polyethylene can offer adequate sealing.
Table 5 presents the characteristics of the newly proposed structure, which is expected to maintain the mechanical strength of Doypack-type packaging. This lamination aims to achieve the desired gloss and adequate sealing capacity without compromising the mechanical strength of the flexible packaging, which will be assessed by destructive testing. Therefore, it is advisable to use a bilaminate and monomaterial structure.
Figure 6 reveals that the mechanical strength of the pre-existing flexible packaging is due to three measurable characteristics. The structure's composition is the first measurable characteristic concern, which involves the lamination of two layers of polyethylene. This lamination achieves the desired appearance regarding the plastic film and sealing and confers mechanical strength to the flexible packaging. Consequently, it is recommended to use a bilaminate and monomaterial structure to meet these requirements. The proposed design allows for the experimental evaluation of the properties listed in Table 2 to determine whether the flexible packaging can reach or exceed the mechanical properties of the existing trilaminate packaging. In addition, this test will determine through testing the feasibility of replacing the current packaging with the proposed monomaterial and thinner structure. Finally, as mentioned above, mechanical strength plays a crucial role, which requires destructive testing of the packaging under specific conditions. These conditions will include destructive drop testing.
2.5. Redesign of Trilaminate Flexible Packaging to a Hybrid Paper Packaging with a High Barrier Plastic and an Additive That Allows Anaerobic Degradation in Contact with the Landfill
One approach to sustainable development is the use of rapidly degradable materials. Most packaging does not have this condition because polymers' degradation time is too long. Therefore, it is of the utmost importance to design under criteria where the materials can be disposed of in nature in an organic way. This requirement is often impossible because bio-based materials do not have the properties a synthetic polymer can provide, including a barrier to oxygen and moisture. The main function of synthetic polymers is to provide these properties and mechanical properties.
Research focuses on integrating biodegradable materials into a current multipolymer structure, as shown in Table 6.
The product to be packaged consists of a mixture of organic herbs intended for marketing as infusions in the food sector.
Given the product's nature, which depends largely on its aromas, ensuring a high oxygen barrier in the packaging is crucial. Organoleptic studies evaluate the quality of the product based on its sensory characteristics.
The integration of paper into flexible packaging presents challenges today. Because paper is of organic origin, it presents very broad sustainability conditions. Still, if mixed with plastic that is not biodegradable or compostable, it could generate a greater negative environmental impact.
The paper will be integrated and laminated to a synthetic plastic material for the research. Still, a special technical additive known as ECO-ONE will be integrated into this material, which will cause the plastic to suffer degradation in anaerobic conditions or in the presence of a landfill; said additive is integrated into the plastic film extrusion process in a weight percentage of 1% of the total weight; said structure is shown in Table 7.
The proposed packaging design will be evaluated by generating a comparison of the properties shown in Table 2, both mechanical properties and destructive tests, between the current trilaminate plastic packaging and the hybrid degradable paper packaging, seeking that said properties are equal or superior, guaranteeing the shelf life of the product, and the stability, as well as the integrity in transport until the packaging reaches the final consumer.
3. Results and Discussion
Following the generation of improvement proposals, the proposed and current structures were characterized considering the mechanical properties of the laminated coil and the Doypack. In addition, oxygen and moisture permeability were measured using the standards mentioned in the methodology section. In addition, the fundamental characteristics of flexible packaging were evaluated to ensure that sustainable options meet the qualities required for specific applications. The following section presents the analysis and results for each type of design proposal.
3.1. Redesign and Reduction of Lamination Layers in Trilaminate Structure for Flexible Packaging in the Food Sector, Laminated Coil Type, and Implementation of Monomaterial Structure
The methodology considers a design of experiments to evaluate the fundamental characteristics of flexible packaging and compare the performance of trilaminate and bilaminate systems. Table 8 shows the results obtained from these experiments, presenting the mean values of the measurements for easy reference. This comprehensive analysis offers valuable information on the distinctions between the two types of packaging and can guide future decision-making processes.
The data are expressed as the mean ± standard error of the mean n=5 *p˂0.05 after the Student t-test for independent samples.
After performing experiments on the mechanical properties of the bilaminate and trilaminate structures and the oxygen and moisture barrier values, it becomes evident that the proposed sustainable design exhibits technically viable performance.
Eliminating a lamination layer in the entire flexible packaging structure produces a 26% weight reduction (see Figure 7), which allows for considerable savings in raw materials and energy consumption throughout the flexible packaging value chain, from oil extraction to obtaining virgin plastic resins, the plastic film extrusion process, and its conversion into printing, lamination, cutting, and bagging processes.
The properties summary in Table 8 indicates that the laminated roll packaging for the food sector is not affected, making the bilaminate proposal a viable option. The mechanical properties, including lamination strength, sealing strength, tensile strength, and elongation percentage, show striking similarities and are considered acceptable for the new bilaminate design (see Figure 8). This results in a 26% reduction in raw material consumption, positively contributing to the circular economy of flexible packaging.
Similarly, adhesive consumption and machine lamination time are reduced by 50% since, with the proposed bilaminate structure, only one lamination will be performed instead of two, reducing energy consumption and process water usage.
In addition, due to its monopoly composition, the design proposal includes the property of being easily recyclable at the end of its packaging life cycle, which will be evaluated in future work. The most important property of the packaging is its ability to properly preserve food, creating a barrier against oxygen and humidity.
After carrying out the study, the oxygen barrier in the proposed structure is 35.38 cc/m²·day, which is negative since the permeability increased in terms of oxygen. In the case of moisture permeability, an improvement was achieved with a value of 0.56 mg/m²·day (See Figure 9). It is important to highlight that the moisture barrier is the most important property of this packaging since it improves food preservation. Regarding the oxygen barrier, shelf-life tests confirmed that the proposed packaging is functional.
Under this scheme, the sustainable and monomaterial proposal is feasible. The proposed structure (see Figure 10) significantly reduces raw materials and lamination processes, saving machine and adhesive time, among other benefits, and contributes to sustainable development by using polypropylene as the only polymeric material.
Furthermore, the latter makes it a monomaterial proposal, making recycling the product more feasible. The product design must also consider the end of its life cycle and meet the abovementioned requirements.
The thickness of the proposed structure did not show a significant difference compared to the commercial packaging. However, a reduction in the weight of the design was observed (see Figure 7). The lamination strength is similar for both packages. On the contrary, the sealing strength was reduced in the proposed packaging compared to the commercial packaging, which could translate into ease of opening the package without guaranteeing functionality. The tensile strength can ensure that the structures do not deform, fracture, or break; the proposed structure shows an increase in this property. The elongation percentage of the proposed structure increased in the transverse direction, indicating greater ductility (see Figure 8). These parameters show the suitability of the material for manufacturing throughout the technological process (printing, lamination, and packaging), as well as the resistance during transport, handling, and storage.
The friction coefficient determines the kinetic (in motion) and static (at rest) mobility of the proposed packaging, which does not differ from commercial packaging. The 27.8% reduction in raw materials contributes to the circular economy of flexible packaging. Likewise, adhesive consumption and machine lamination time are reduced by 50%, reducing energy consumption and the use of processed water in terms of eliminating a lamination layer.
After conducting oxygen and moisture barrier experiments, the proposed sustainable design is verified to present a technically viable performance (See Table 8).
It is essential to highlight that the moisture barrier is the most important property of this packaging since it improves the conservation of the product. Under this scheme, the sustainable and monomaterial proposal is feasible.
Due to its monopoly composition, the design proposal includes the property of being easily recyclable at the end of its packaging life cycle. These properties ensure that the most critical properties are preserved in this type of packaging since, in doing so, we provide the shelf life of the packaged products.
As can be seen in Figure 11, a 26% reduction in plastic film consumption is achieved. By redesigning the packaging from 3 layers to 2 layers, less plastic is consumed, reflected in the reduction of polyurethane-based adhesive and ethyl acetate solvent by 50%. The ink remained at the same level, but water consumption was reduced by at least 50%.
3.2. Redesign of Flexible Food Packaging in Doypack Format with a Three-Layer and Multi-Polymeric Structure to a Monomaterial Using Polyethylene as the Base Polymer
Analyzing the mechanical properties of the packaging is crucial when considering the redesign of flexible packaging to use monomaterial structures. In addition, the Doypack requires correct performance throughout the process, distribution, and shelf life. Therefore, it is essential to conduct experiments to evaluate the mechanical properties and perform destructive tests to determine the functionality of the packaging with the proposed sustainable design. Therefore, after completing the characterization of the mechanical properties at the laboratory level, the proposed methodology considers a series of destructive tests to validate the mechanical resistance of the monomaterial packaging against impact, air pressure, and hermeticity.
The first evaluation corresponds to the drop test on flexible packaging, comparing the trilaminate structure with the monomaterial design. The results not only determine the optimal structure of the package but also provide valuable information on handling the product from the factory to the point of sale. In this regard, both packaging structures yielded excellent results, as summarized in Table 9.
Next, the destructive test methodology is employed to obtain and contrast experimentally the mechanical properties of the trilaminate and monomaterial structures. Table 9 and Figure 13 demonstrate that the proposed monomaterial design provides sufficient mechanical strength for packaging and product containment, as its tensile strength, elongation percentage, lamination strength, and sealing strength outperform the trilaminate structure, as shown graphically.
The data are expressed as the mean ± standard error of the mean n=5 *p˂0.05 after the Student t-test for independent samples.
Figure 12.
Physical properties of current Doypack vs. proposed monomaterial Doypack.

Figure 13.
Mechanical properties of current Doypack vs. proposed monomaterial Doypack.
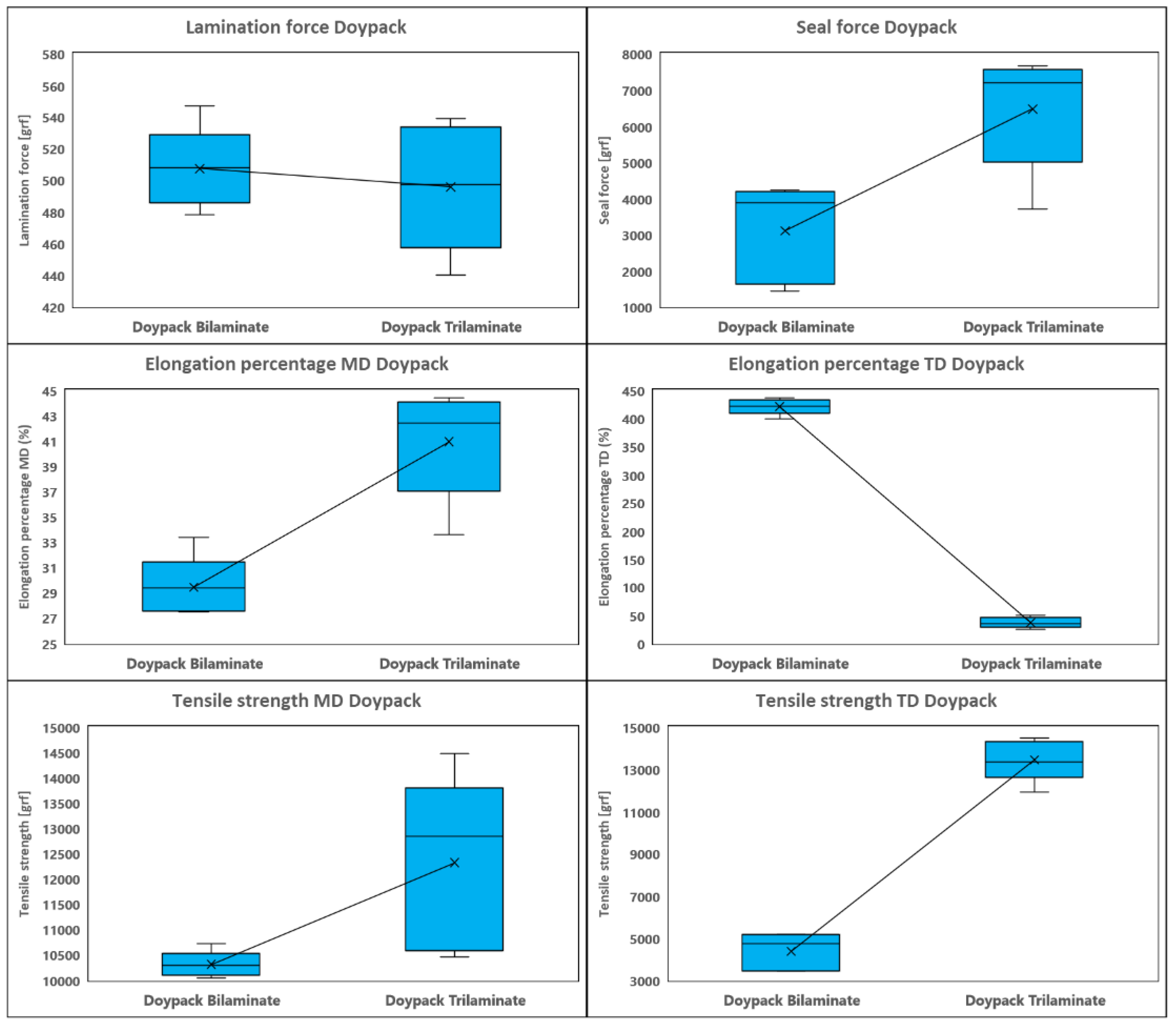
Thus, a monomaterial polyethylene structure is a viable option for recyclable packaging, contributing to a circular economy through recycling where, through future work, this product's correct application of recycling and the reintegration of raw materials into the value chain will be reviewed. Therefore, the company redesigned the flexible packaging, reducing raw material consumption by 12.8%, as shown in Figure 12. The redesign eliminated a lamination layer, generating a 50% reduction in adhesive. This modification ensured that the packaging maintained the appropriate mechanical strength for the durability required during product distribution and display on shelves. The mechanical strength of the proposed packaging was not affected, as demonstrated by destructive testing. In addition, with the redesign to monomaterial, the tightness was correctly maintained. Thus, the redesigned packaging is completely mechanically recyclable, the most common type of recycling in the application. The results of destructive tests against impact, atmospheric pressure, and hermeticity show no differences between the trilaminate structure and the monomaterial proposal. Therefore, it is suggested that a monomaterial polyethylene structure is viable for recyclable packaging, which will be demonstrated in future work. Reducing raw material consumption was achieved by removing one lamination layer, contributing to a circular economy through recycling, and reintegrating the packaging into the value chain. This modification ensured that the packaging maintained adequate mechanical strength for long-term durability.
As shown in Figure 14, plastic film consumption was reduced thanks to implementing a bi-laminated monomaterial system using MDO technology in polyethylene, reaching a reduction level of 12% in weight. A 50% reduction in polyurethane adhesive and ethyl acetate solvent weight was obtained. It is worth mentioning that ink consumption is the same in both presentations. However, water consumption was reduced by 50%.
3.3. Redesign of Trilaminate Flexible Packaging to a Hybrid Paper Packaging with a High Barrier Plastic and an Additive That Allows Anaerobic Degradation in the Presence of a Landfill
Analyzing the mechanical properties of Doypack-type packaging is necessary because it must be guaranteed that the product to be packaged will survive distribution and shelf life until it reaches the final consumer and, in some cases, withstand the time in which the packaged product is finished, and the packaging ends its life cycle.
Flexible packaging that is made up of plastic laminations has the property of having high mechanical resistance. This design proposal integrates sustainable materials such as paper and polyethylene with ethylene vinyl alcohol with additives for anaerobic degradation. The challenge is to ensure that paper and polyethylene can provide a high mechanical resistance property and a barrier to oxygen and humidity, guaranteeing the product's shelf life to be packaged.
To guarantee the mechanical properties, a broad characterization must be carried out comparing it with the current flexible plastic packaging and verifying whether using this packaging for the defined application is possible.
Table 10 shows the results of the physical and mechanical properties and destructive tests performed on the two types of packaging, one current and commercial, and the hybrid sustainable paper proposal.
The characterized properties must present a similar or better behavior in the proposed sustainable structure than the plastic laminate. Still, it is even more critical that the packaging withstands the destructive tests that can guarantee the product's packaging, considering a shelf fall or some mechanical pressure generated by transportation and distribution.
Based on this information, it is important to analyze the measurements shown in Table 10 to verify that using a hybrid structure for the Doypack application is feasible.
The data are expressed as the mean ± standard error of the mean n=5 *p˂0.05 after the Student t-test for independent samples.
As can be inferred from Table 10 and Figure 15, the physical properties of the hybrid packaging versus the plastic laminate are different because the paper packaging has a greater thickness and a higher base weight due to the nature of the paper, its thickness, and its density. Based on this information, an analysis of the mechanical properties must be carried out, shown in Table 10 and Figure 16, and it is observed that the lamination force is greater in the hybrid proposal, as well as the sealing force property, where they are very similar.
The elongation percentage is greater in the plastic structure because paper naturally lacks mechanical properties and breaks very easily. Therefore, the tensile strength of the plastic packaging is greater. However, it is necessary to review the analysis of destructive tests, where it can be verified that this value of elongation percentage and tensile strength does not directly affect the performance of the packaging.
As seen in Table 10, the destructive drop, air tightness, and air pressure tests were effective on the hybrid and plastic packaging. This shows that the packaging is correctly designed and can be functional in the market.
Therefore, sustainable, flexible packaging can be achieved by combining the properties of paper with the performance of plastic that can be used to manufacture the packaging and provide barrier properties, thus accelerating degradable packaging since paper is naturally biodegradable. Polyethylene combined with EVOH and an accelerated anaerobic degradation additive, a degradable flexible packaging can be had when its life cycle ends. It is in the presence of a landfill. It can begin to degrade in an optimal way, where it is estimated that the degradation of the packaging does not last more than one year, compared to the current flexible packaging that can last up to 200 years under the same conditions. This should be verified in future work through biodegradability analysis.
As can be seen in Figure 17, by using paper as a base substrate for printing, a 37% reduction in plastic film consumption is achieved, which is reflected in the consumption of isopropyl alcohol solvent, since when printing on a paper substrate, the inks to be used are water-based, which allows reducing the consumption of isopropyl alcohol. Likewise, when switching from a trilaminate to a bilaminate, the consumption of adhesive and ethyl acetate solvent is reduced by 50%, and the consumption of nitrocellulose ink is similar in both packaging cases. Consequently, water consumption for the process was reduced by 17%.
4. Conclusions
Designing flexible packaging involves balancing functionality, barrier properties, mechanical strength, and thermal resistance. Packaging must extend shelf life while preserving product quality, using various polymers that maintain consumer appeal. The challenge is to create eco-friendly designs that are either easily degradable or recyclable without sacrificing physical properties despite using fewer materials, reducing thickness, or incorporating biodegradable elements. Any changes must be evaluated for their impact.
This research demonstrates that reducing raw materials can lower environmental impact by decreasing laminate thickness and using single-source degradable materials. Sustainable packaging solutions can integrate polymer-compatible materials for easier recycling, reducing reliance on non-renewable resources like oil and water. A design using rapidly degradable materials was as functional as traditional plastics. Recyclability, biodegradability, and compostability are essential for sustainability, enabling resource reuse and minimizing environmental harm.
Challenges in recycling remain. Even with films made from the same polymer, inks and adhesives—though less than 5% of the total weight—complicate recycling. However, new additives now aid in mechanical recycling. The goal is to develop 100% recyclable, single-layer packaging without sacrificing performance. Technologies for ink removal and barrier coatings are improving recyclability. While biodegradable materials degrade without pollution, they waste non-renewable resources, whereas compostable materials reintegrate as biomass but cannot be reused for the same product. Therefore, recycling remains the most viable option for reducing plastic waste. This study shows that reducing water, solvent, and adhesive usage by 50%, along with plastic use by 27% for laminated coils and 12% for Doypack packaging, supports sustainability and economic benefits.
The methodology confirms that laminated and Doypack-type packaging can use fewer layers without compromising performance. Laminated coils showed at least a 20% improvement in moisture barrier properties compared to trilaminate, with similar or better results.
The key findings of this research are summarized below:
1. Removing one material layer is feasible to preserve and improve the moisture barrier properties (mg/m²·day) of bilaminate flexible roll-on packaging. Previously, the moisture barrier was measured at 35.38 cc/m²·day but improved to 0.56 mg/m²·day. This improvement in packaging performance is significant.
2. A proposed structural change from trilaminate to bilaminate design has reduced raw material consumption in laminated roll-on packaging for the food sector by 26%.
3. Raw material consumption in Doypack packaging for the food sector has been reduced by 12% through a proposed structural change from trilaminate to monomaterial MDO polyethylene-based design.
4. The number of lamination layers in Doypack flexible packaging for food applications can be reduced from two to three without compromising mechanical properties. This conclusion is based on successful destructive packaging tests, including vacuum, drop, and air pressure tests performed on bilaminate and monomaterial packaging.
5. By redesigning the bilaminate food reel packaging with the same polypropylene polymer, a package that meets the mechanical and shelf-life characteristics for the current application based on a bilaminate and monomaterial design is obtained.
6. The new structure proposed for Doypack-type food packaging that includes a combination of paper and plastic is completely functional compared to plastic packaging, comparing the physical and mechanical properties and destructive tests on the packaging.
7. At least 50% of the consumption of polyurethane-based adhesives in laminated reel and Doypack flexible packaging was reduced.
8. Solvents such as ethyl acetate and isopropyl alcohol were reduced by 50% for lamination and printing on flexible packaging.
Author Contributions
Conceptualization, J.G.B.C., A.C.S.N., E.M.C., M.D.G., L.E.L.U., M.A.M., I.P., M.A.C.F., J.M., H.A.G., and I.E.G.; methodology, J.G.B.C., A.C.S.N., E.M.C., M.D.G., M.A.M., M.A.C.F., and J.M.; data curation, J.G.B.C., A.C.S.N., E.M.C., M.D.G., M.A.M., M.A.C.F., and J.M.; validation, J.G.B.C., A.C.S.N., E.M.C., M.D.G., M.A.M., M.A.C.F., J.M., and I.E.G.; formal analysis, J.G.B.C., A.C.S.N., E.M.C., M.D.G., L.E.L.U., M.A.M., I.P., M.A.C.F., J.M., H.A.G., and I.E.G.; writing—original draft preparation, J.G.B.C., A.C.S.N., E.M.C., M.D.G., L.E.L.U., M.A.M., I.P., M.A.C.F., J.M., H.A.G., and I.E.G.; writing—review and editing, J.G.B.C., L.E.L.U., I.P., H.A.G., and I.E.G.; project administration, J.G.B.C., H.A.G., and I.E.G.; All authors have read and agreed to the published version of the manuscript.
Data Availability Statement
Not applicable.
Acknowledgments
J. Mayén, H. Arcos–Gutiérrez, and I.E. Garduño gratefully acknowledge support from Investigadores por México CONAHCYT program through project No. 674.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Azevedo, A.G.; Barros, C.; Miranda, S.; Machado, A.V.; Castro, O.; Silva, B.; Saraiva, M.; Silva, A.S.; Pastrana, L.; Carneiro, O.S.; et al. Active Flexible Films for Food Packaging: A Review. Polymers 2022, 14, 2442. [Google Scholar] [CrossRef] [PubMed]
- Sani, I.K.; Masoudpour-Behabadi, M.; Sani, M.A.; Motalebinejad, H.; Juma, A.S.M.; Asdagh, A.; Eghbaljoo, H.; Khodaei, S.M.; Rhim, J.-W.; Mohammadi, F. Value-Added Utilization of Fruit and Vegetable Processing by-Products for the Manufacture of Biodegradable Food Packaging Films. Food Chemistry 2023, 405, 134964. [Google Scholar] [CrossRef] [PubMed]
- Vlad-Bubulac, T.; Hamciuc, C.; Rîmbu, C.M.; Aflori, M.; Butnaru, M.; Enache, A.A.; Serbezeanu, D. Fabrication of Poly(Vinyl Alcohol)/Chitosan Composite Films Strengthened with Titanium Dioxide and Polyphosphonate Additives for Packaging Applications. Gels 2022, 8, 474. [Google Scholar] [CrossRef]
- Chandrappa, R.; Das, D.B. Solid Waste Management; Springer International Publishing, 2024; ISBN 978-3-031-50441-9.
- Nkwachukwu, O.; Chima, C.; Ikenna, A.; Albert, L. Focus on Potential Environmental Issues on Plastic World towards a Sustainable Plastic Recycling in Developing Countries. International Journal of Industrial Chemistry 2013, 4, 34. [Google Scholar] [CrossRef]
- Kalpana, S.; Priyadarshini, S.R.; Leena, M.M.; Moses, J.A.; Anandharamakrishnan, C. Intelligent Packaging: Trends and Applications in Food Systems. Trends in Food Science & Technology 2019, 93, 145–157. [Google Scholar] [CrossRef]
- Letcher, T.M. Plastic Waste and Recycling; Elsevier, 2020; ISBN 978-0-12-817880-5.
- Bharadwaj, B.; Subedi, M.N.; Rai, R.K. Retailer’s Characteristics and Compliance with the Single-Use Plastic Bag Ban. Sustainability Analytics and Modeling 2023, 3, 100019. [Google Scholar] [CrossRef]
- Kumar, R.; Verma, A.; Shome, A.; Sinha, R.; Sinha, S.; Jha, P.K.; Kumar, R.; Kumar, P.; Shubham; Das, S.; et al. Impacts of Plastic Pollution on Ecosystem Services, Sustainable Development Goals, and Need to Focus on Circular Economy and Policy Interventions. Sustainability 2021, 13, 9963. [CrossRef]
- Lopez, O.; Garcia, M.A.; Villar, M.A.; Gentili, A.; Rodriguez, M.S.; Albertengo, L. Thermo-Compression of Biodegradable Thermoplastic Corn Starch Films Containing Chitin and Chitosan. LWT - Food Science and Technology 2014, 57, 106–115. [Google Scholar] [CrossRef]
- Trinh, B.M.; Chang, B.P.; Mekonnen, T.H. The Barrier Properties of Sustainable Multiphase and Multicomponent Packaging Materials: A Review. Progress in Materials Science 2023, 133, 101071. [Google Scholar] [CrossRef]
- Lebreton, L.; Andrady, A. Future Scenarios of Global Plastic Waste Generation and Disposal. Palgrave Commun 2019, 5, 6. [Google Scholar] [CrossRef]
- Oktavilia, S.; Hapsari, M.; Firmansyah; Setyadharma, A.; Wahyuningsum, I.F.S. Plastic Industry and World Environmental Problems. E3S Web of Conferences 2020, 202, 05020. [CrossRef]
- Foschi, E.; Zanni, S.; Bonoli, A. Combining Eco-Design and LCA as Decision-Making Process to Prevent Plastics in Packaging Application. Sustainability 2020, 12, 9738. [Google Scholar] [CrossRef]
- Dunn, T. Manufacturing Flexible Packaging: Materials, Machinery, and Techniques; Elsevier, 2015; ISBN 978-0-323-26436-5.
- Sadiq, M.; Ngo, T.Q.; Pantamee, A.A.; Khudoykulov, K.; Thi Ngan, T.; Tan, L.P. The Role of Environmental Social and Governance in Achieving Sustainable Development Goals: Evidence from ASEAN Countries. Economic Research-Ekonomska Istraživanja 2023, 36, 170–190. [Google Scholar] [CrossRef]
- Roorda, N. Roorda, N. Fundamentals of Sustainable Development; Routledge, 2020; ISBN 978-1-00-305251-7.
- Wen, H.; Liang, W.; Lee, C.-C. China’s Progress toward Sustainable Development in Pursuit of Carbon Neutrality: Regional Differences and Dynamic Evolution. Environmental Impact Assessment Review 2023, 98, 106959. [Google Scholar] [CrossRef]
- Vink, E.T.H.; Rábago, K.R.; Glassner, D.A.; Gruber, P.R. Applications of Life Cycle Assessment to NatureWorksTM Polylactide (PLA) Production. Polymer Degradation and Stability 2003, 80, 403–419. [Google Scholar] [CrossRef]
- Rogers, P.P.; Jalal, K.F.; Boyd, J.A. An Introduction to Sustainable Development; 0 ed.; Routledge, 2012; ISBN 978-1-136-57177-0.
- Geissdoerfer, M.; Morioka, S.N.; De Carvalho, M.M.; Evans, S. Business Models and Supply Chains for the Circular Economy. Journal of Cleaner Production 2018, 190, 712–721. [Google Scholar] [CrossRef]
- Lewandowski, M. Designing the Business Models for Circular Economy—Towards the Conceptual Framework. Sustainability 2016, 8, 43. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic Waste Inputs from Land into the Ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef]
- Lamba, H.K.; Kumar, N.S.; Dhir, S. Circular Economy and Sustainable Development: A Review and Research Agenda. IJPPM 2024, 73, 497–522. [Google Scholar] [CrossRef]
- Khuc, Q.; Dang, T.; Tran, M.; Nguyen, D.; Nguyen, T.; Pham, P.; Tran, T. Household-Level Strategies to Tackle Plastic Waste Pollution in a Transitional Country. Urban Science 2023, 7, 20. [Google Scholar] [CrossRef]
- Rochman, C.M.; Tahir, A.; Williams, S.L.; Baxa, D.V.; Lam, R.; Miller, J.T.; Teh, F.-C.; Werorilangi, S.; Teh, S.J. Anthropogenic Debris in Seafood: Plastic Debris and Fibers from Textiles in Fish and Bivalves Sold for Human Consumption. Sci Rep 2015, 5, 14340. [Google Scholar] [CrossRef] [PubMed]
- Biopolymers for Food Design; Grumezescu, A.M., Holban, A.M., Eds.; Handbook of food bioengineering / edited by Alexandru Mihai Grumezescu, Alina Maria Holban; Academic Press, an imprint of Elsevier: London San Diego Cambridge, MA Oxford, 2018; ISBN 978-0-12-811449-0.
- Uehara, G.A.; França, M.P.; Canevarolo Junior, S.V. Recycling Assessment of Multilayer Flexible Packaging Films Using Design of Experiments. Polímeros 2015, 25, 371–381. [Google Scholar] [CrossRef]
- Sid, S.; Mor, R.S.; Kishore, A.; Sharanagat, V.S. Bio-Sourced Polymers as Alternatives to Conventional Food Packaging Materials: A Review. Trends in Food Science & Technology 2021, 115, 87–104. [Google Scholar] [CrossRef]
- Bauer, A.-S.; Tacker, M.; Uysal-Unalan, I.; Cruz, R.M.S.; Varzakas, T.; Krauter, V. Recyclability and Redesign Challenges in Multilayer Flexible Food Packaging—A Review. Foods 2021, 10, 2702. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.; Vijayakumar, P.S.; Prabhakar, E.P.K.; Kumar, R. Nanotechnology Applications for Food Safety and Quality Monitoring; Elsevier, 2023; ISBN 978-0-323-85791-8.
- Zhao, X.; Cornish, K.; Vodovotz, Y. Narrowing the Gap for Bioplastic Use in Food Packaging: An Update. Environ. Sci. Technol. 2020, 54, 4712–4732. [Google Scholar] [CrossRef]
- Lackner, M.; Mukherjee, A.; Koller, M. What Are “Bioplastics”? Defining Renewability, Biosynthesis, Biodegradability, and Biocompatibility. Polymers 2023, 15, 4695. [Google Scholar] [CrossRef]
- Karan, H.; Funk, C.; Grabert, M.; Oey, M.; Hankamer, B. Green Bioplastics as Part of a Circular Bioeconomy. Trends in Plant Science 2019, 24, 237–249. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, W.; Ye, S.; Batista, L. Packaging Design for the Circular Economy: A Systematic Review. Sustainable Production and Consumption 2022, 32, 817–832. [Google Scholar] [CrossRef]
- Mangaraj, S.; Yadav, A.; Bal, L.M.; Dash, S.K.; Mahanti, N.K. Application of Biodegradable Polymers in Food Packaging Industry: A Comprehensive Review. J Package Technol Res 2019, 3, 77–96. [Google Scholar] [CrossRef]
- Berkane, I.; Cabanes, A.; Horodytska, O.; Aracil, I.; Fullana, A. The Delamination of Metalized Multilayer Flexible Packaging Using a Microperforation Technique. Resources, Conservation and Recycling 2023, 189, 106744. [Google Scholar] [CrossRef]
- Siracusa, V.; Rocculi, P.; Romani, S.; Rosa, M.D. Biodegradable Polymers for Food Packaging: A Review. Trends in Food Science & Technology 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanistic Implications of Plastic Degradation. Polymer Degradation and Stability 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Abdelmoez, W.; Dahab, I.; Ragab, E.M.; Abdelsalam, O.A.; Mustafa, A. Bio- and Oxo-degradable Plastics: Insights on Facts and Challenges. Polymers for Advanced Techs 2021, 32, 1981–1996. [Google Scholar] [CrossRef]
- Alhanish, A.; Abu Ghalia, M. Developments of Biobased Plasticizers for Compostable Polymers in the Green Packaging Applications: A Review. Biotechnology Progress 2021, 37, e3210. [Google Scholar] [CrossRef]
- Spaccini, R.; Todisco, D.; Drosos, M.; Nebbioso, A.; Piccolo, A. Decomposition of Bio-Degradable Plastic Polymer in a Real on-Farm Composting Process. Chem. Biol. Technol. Agric. 2016, 3, 4. [Google Scholar] [CrossRef]
- Avella, M.; Bonadies, E.; Martuscelli, E.; Rimedio, R. European Current Standardization for Plastic Packaging Recoverable through Composting and Biodegradation. Polymer Testing 2001, 20, 517–521. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and Recovery Routes of Plastic Solid Waste (PSW): A Review. Waste Management 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Briassoulis, D.; Hiskakis, M.; Babou, E. Technical Specifications for Mechanical Recycling of Agricultural Plastic Waste. Waste Management 2013, 33, 1516–1530. [Google Scholar] [CrossRef]
- Barlow, C.Y.; Morgan, D.C. Polymer Film Packaging for Food: An Environmental Assessment. Resources, Conservation and Recycling 2013, 78, 74–80. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics Recycling: Challenges and Opportunities. Phil. Trans. R. Soc. B 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Kubiczek, J.; Derej, W.; Hadasik, B.; Matuszewska, A. Chemical Recycling of Plastic Waste as a Mean to Implement the Circular Economy Model in the European Union. Journal of Cleaner Production 2023, 406, 136951. [Google Scholar] [CrossRef]
- Vasudeo, R.A.; Abitha, V.K.; Vinayak, K.; Jayaja, P.; Gaikwad, S. Sustainable Development Through Feedstock Recycling of Plastic Wastes. Macromolecular Symposia 2016, 362, 39–51. [Google Scholar] [CrossRef]
- Soares, C.T.D.M.; Ek, M.; Östmark, E.; Gällstedt, M.; Karlsson, S. Recycling of Multi-Material Multilayer Plastic Packaging: Current Trends and Future Scenarios. Resources, Conservation and Recycling 2022, 176, 105905. [Google Scholar] [CrossRef]
- Morris, B.A. The Science and Technology of Flexible Packaging: Multilayer Films from Resin and Process to End Use; Plastics design library (PDL) handbook series; Second edition.; William Andrew: Kidlington, Oxford Cambridge, MA, 2022; ISBN 978-0-323-85574-7.
- Selke, S.E.; Hernandez, R.J. Packaging: Polymers in Flexible Packaging. In Encyclopedia of Materials: Science and Technology; Elsevier, 2001; pp. 6652–6656.
- Mekonnen, T.; Mussone, P.; Khalil, H.; Bressler, D. Progress in Bio-Based Plastics and Plasticizing Modifications. J. Mater. Chem. A 2013, 1, 13379. [Google Scholar] [CrossRef]
- James, B.D.; Ward, C.P.; Hahn, M.E.; Thorpe, S.J.; Reddy, C.M. Minimizing the Environmental Impacts of Plastic Pollution through Ecodesign of Products with Low Environmental Persistence. ACS Sustainable Chemistry & Engineering 2024, 12, 1185–1194. [Google Scholar] [CrossRef]
- Doorsselaer, K.V. The Role of Ecodesign in the Circular Economy. In Circular Economy and Sustainability; Elsevier, 2022; pp. 189–205.
- FBR Sustainable Chemistry & Technology; Thoden Van Velzen, U.; De Weert, L.; Molenveld, K. Flexible Laminates within the Circular Economy; Wageningen Food & Biobased Research: Wageningen, 2020.
- ASTM International Committee, D6988-21. Guide for Determination of Thickness of Plastic Film Test Specimens 2021.
- ASTM International Committee, F88/F88M-23. Test Method for Seal Strength of Flexible Barrier Materials 2023.
- ASTM International Committee, D882-18. Test Method for Tensile Properties of Thin Plastic Sheeting 2018.
- ASTM International Committee, D1894-14. Test Method for Static and Kinetic Coefficients of Friction of Plastic Film and Sheeting 2023.
- ASTM International Committee, D3985-24. Test Method for Oxygen Gas Transmission Rate Through Plastic Film and Sheeting Using a Coulometric Sensor 2024.
- ASTM International Committee, F1249-20. Test Method for Water Vapor Transmission Rate Through Plastic Film and Sheeting Using a Modulated Infrared Sensor 2020.
- ASTM International Committee, D3078-02. Test Method for Determination of Leaks in Flexible Packaging by Bubble Emission 2021.
Figure 1.
A laminated coil is used to form flexible packaging with different plastic films.

Figure 2.
Flexible packaging (Doypack) is used for food packaging.

Figure 3.
The methodological procedure corresponds to the drop test on flexible packaging (Doypack). A) Package, B) Sealing process, C) Drop test.
Figure 3.
The methodological procedure corresponds to the drop test on flexible packaging (Doypack). A) Package, B) Sealing process, C) Drop test.
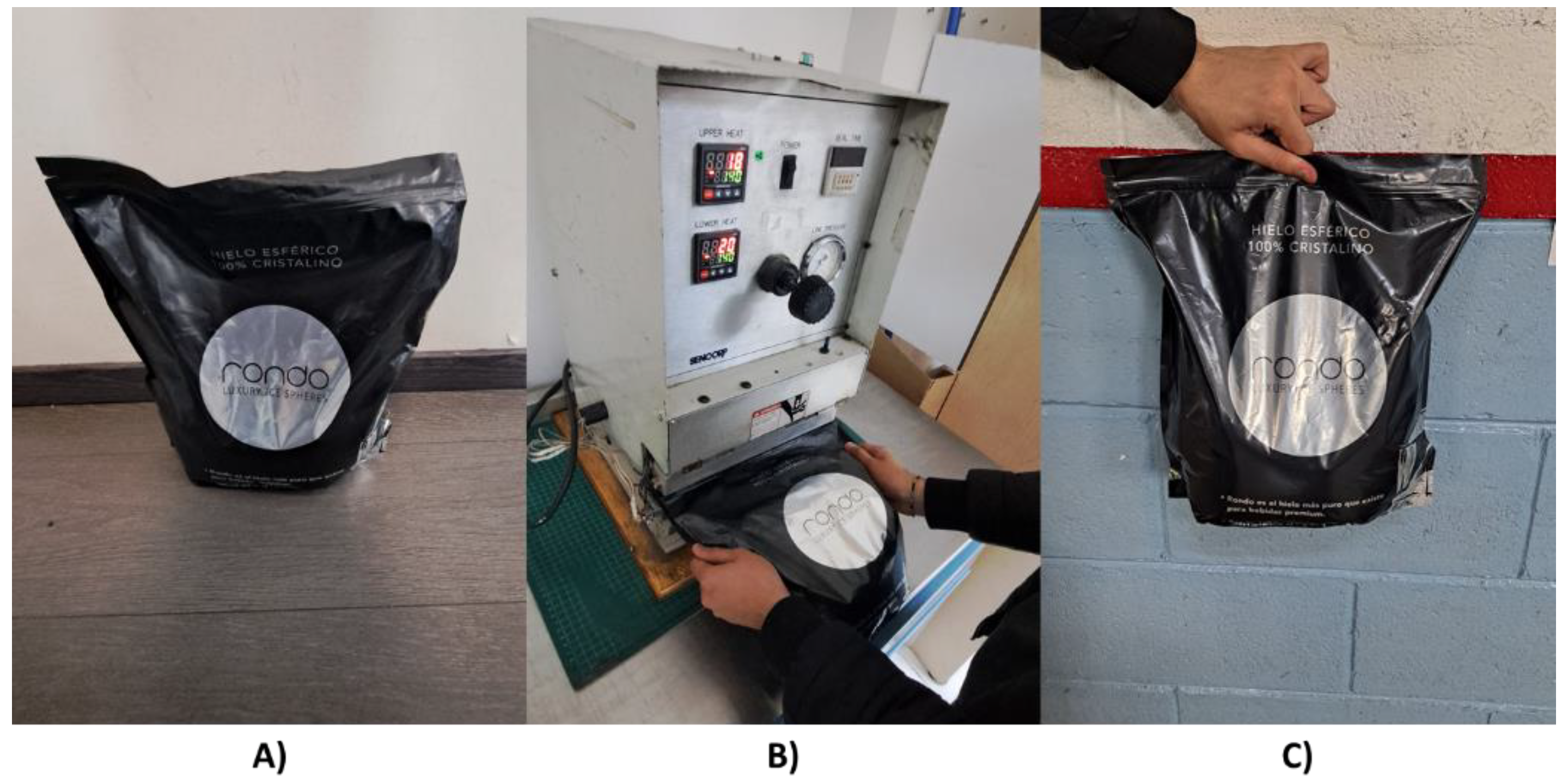
Figure 4.
Vacuum tightness test: A) Doypack packaging placed inside the vacuum chamber for the test, B) Vacuum gauge.
Figure 4.
Vacuum tightness test: A) Doypack packaging placed inside the vacuum chamber for the test, B) Vacuum gauge.
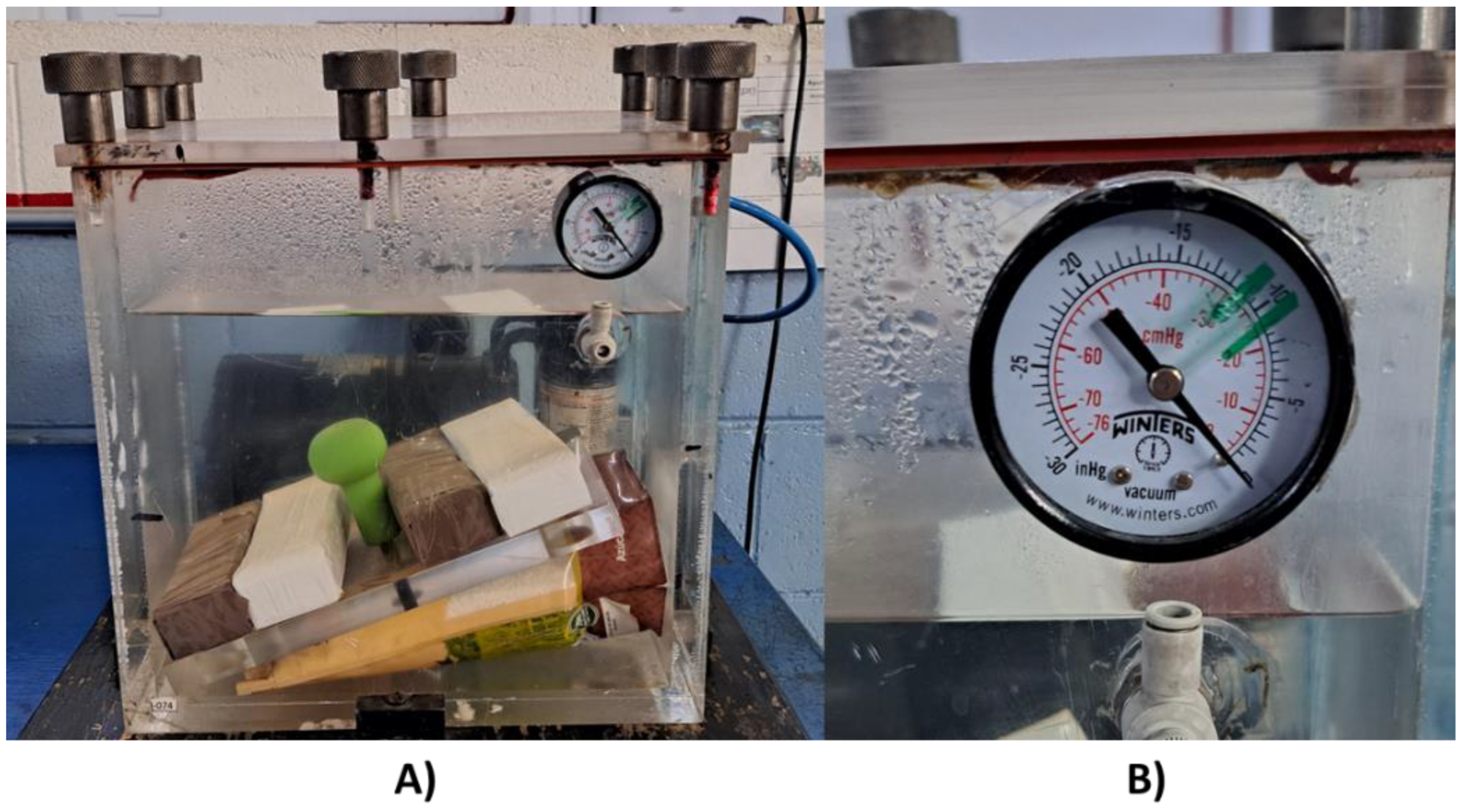
Figure 5.
Air pressure test on flexible packaging. A) Pressure gauge, B) Packaging sample with air pressure.
Figure 5.
Air pressure test on flexible packaging. A) Pressure gauge, B) Packaging sample with air pressure.
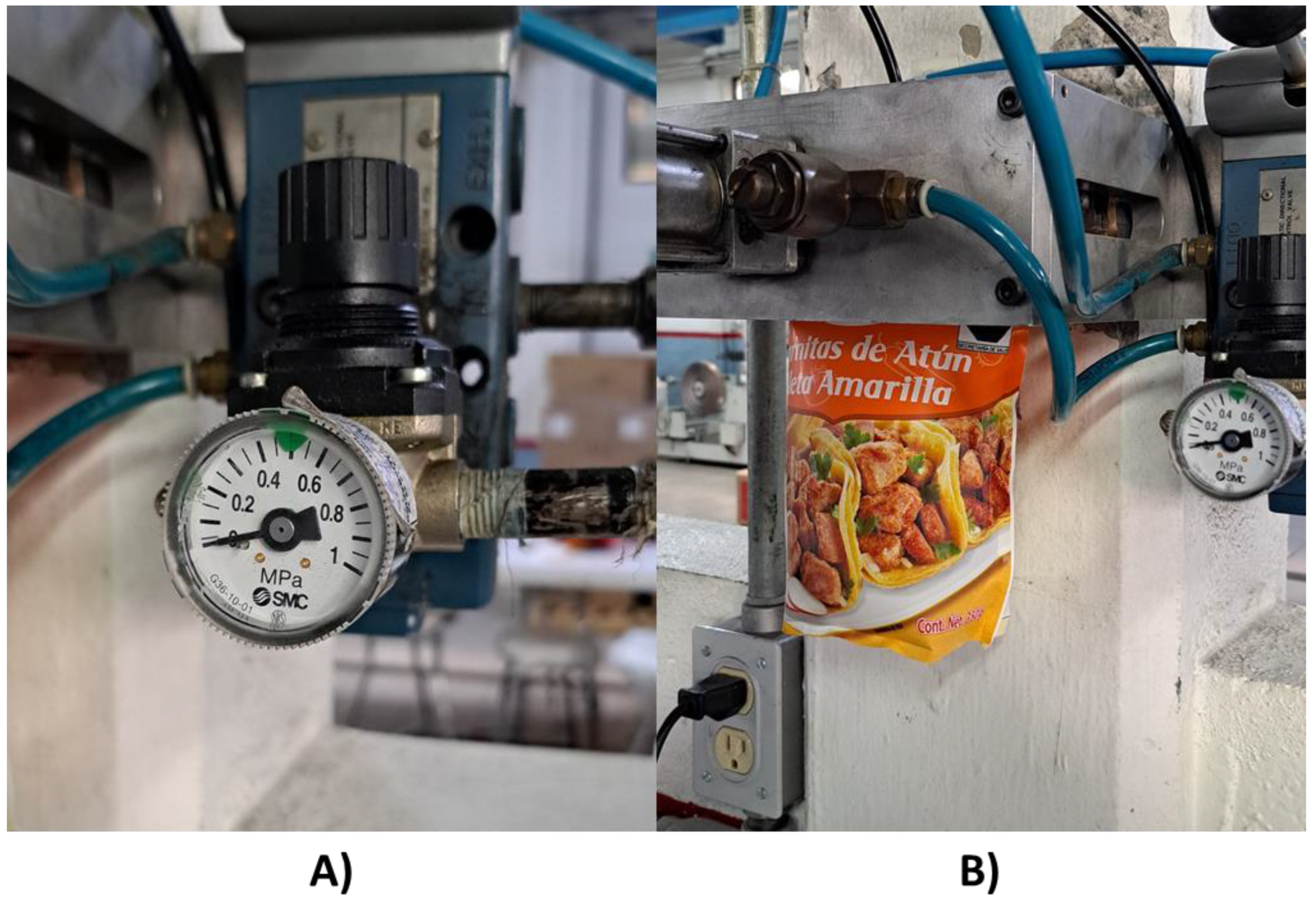
Figure 6.
Diagram of a proposed recyclable monomaterial structure in Doypack.
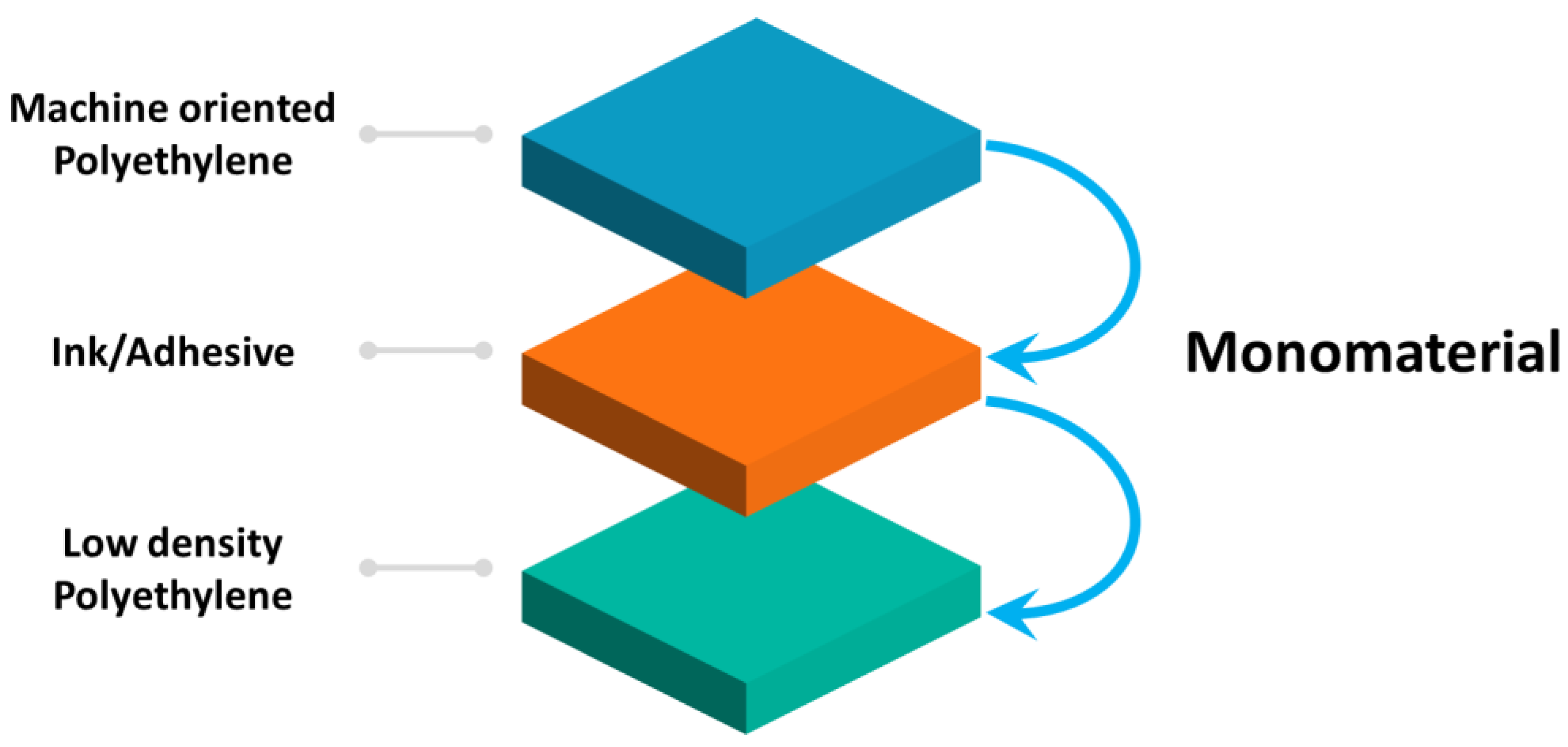
Figure 7.
Physical properties of the current laminated coil (trilaminate) vs. proposed laminated coil (bilaminate).
Figure 7.
Physical properties of the current laminated coil (trilaminate) vs. proposed laminated coil (bilaminate).
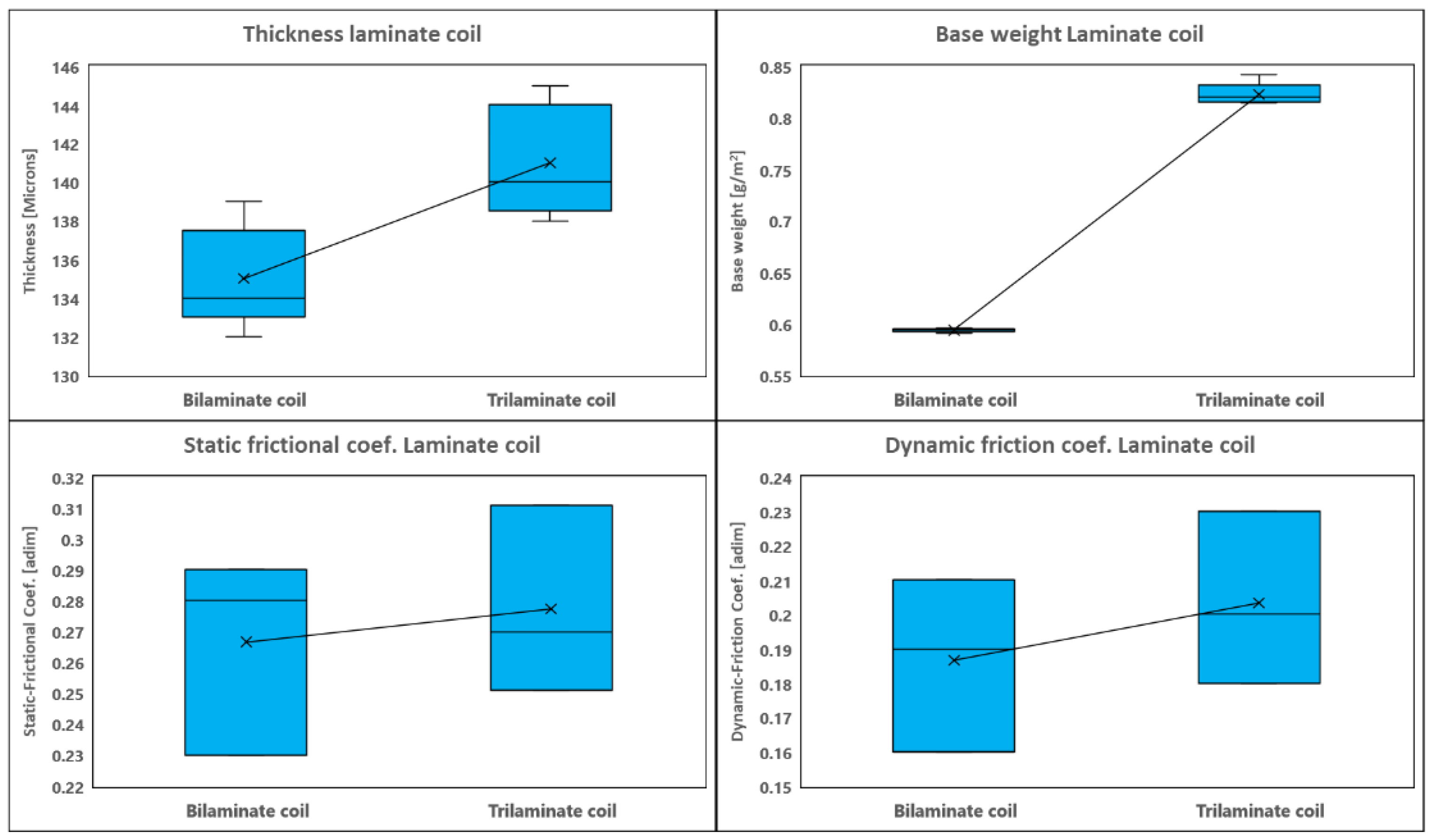
Figure 8.
Mechanical properties of current laminated coil (trilaminate) vs proposed laminated coil (trilaminate).
Figure 8.
Mechanical properties of current laminated coil (trilaminate) vs proposed laminated coil (trilaminate).
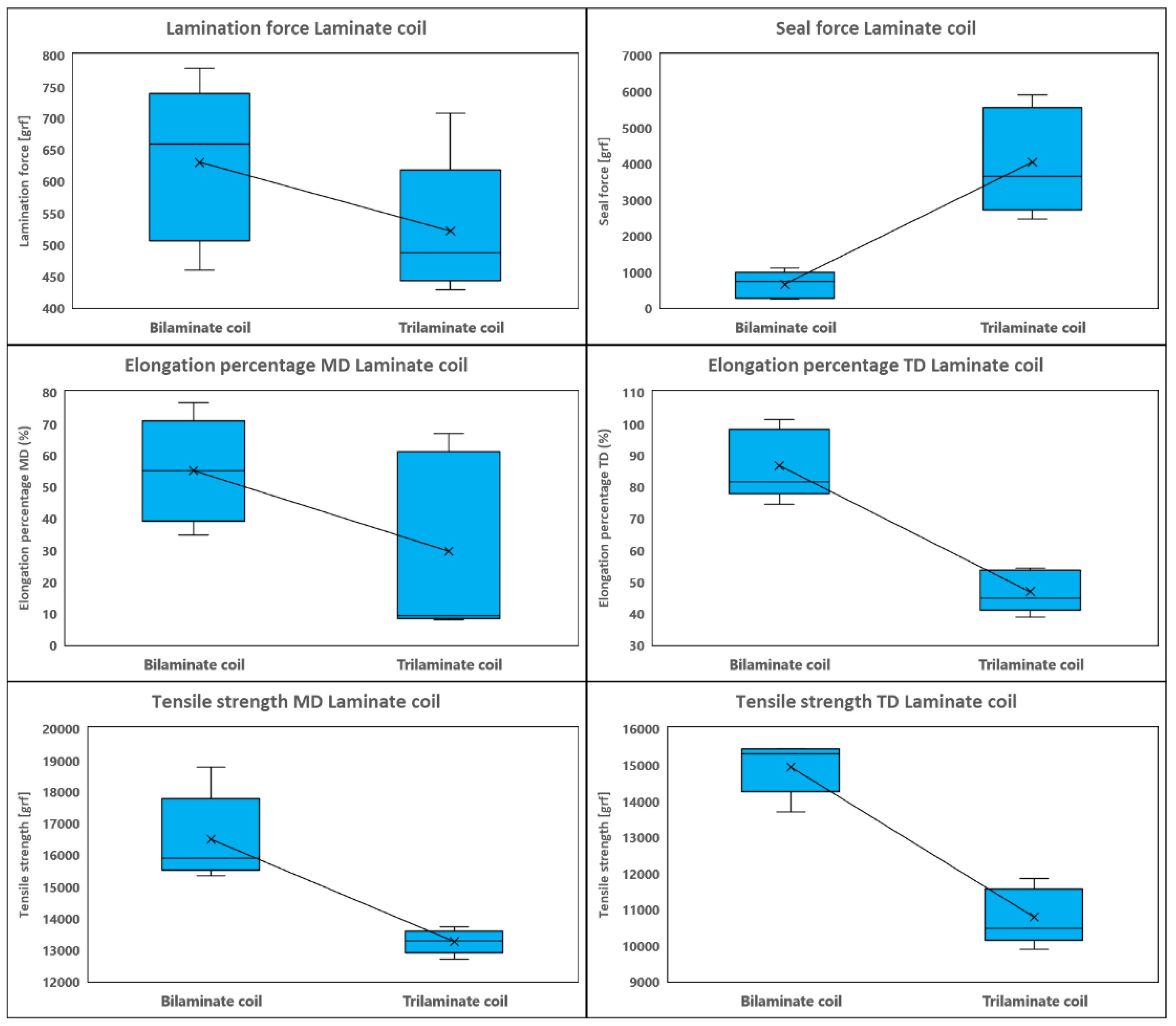
Figure 9.
Barrier properties of current laminated coil (trilaminate) vs proposed laminated coil (bilaminate).
Figure 9.
Barrier properties of current laminated coil (trilaminate) vs proposed laminated coil (bilaminate).
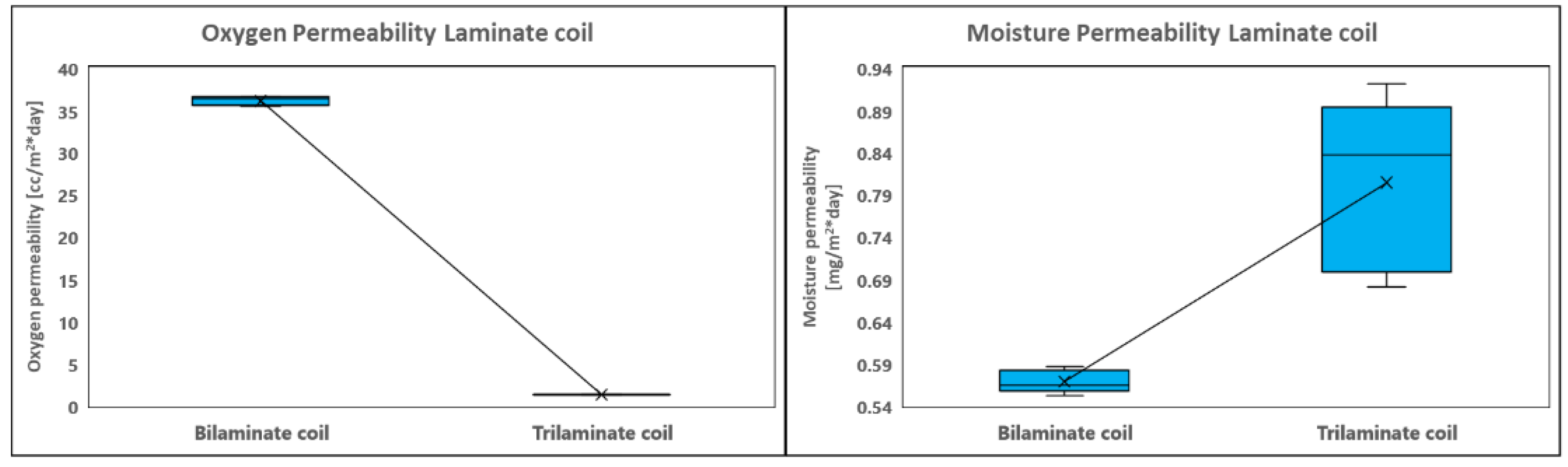
Figure 10.
Comparison of trilaminate structure versus bilaminate structure.
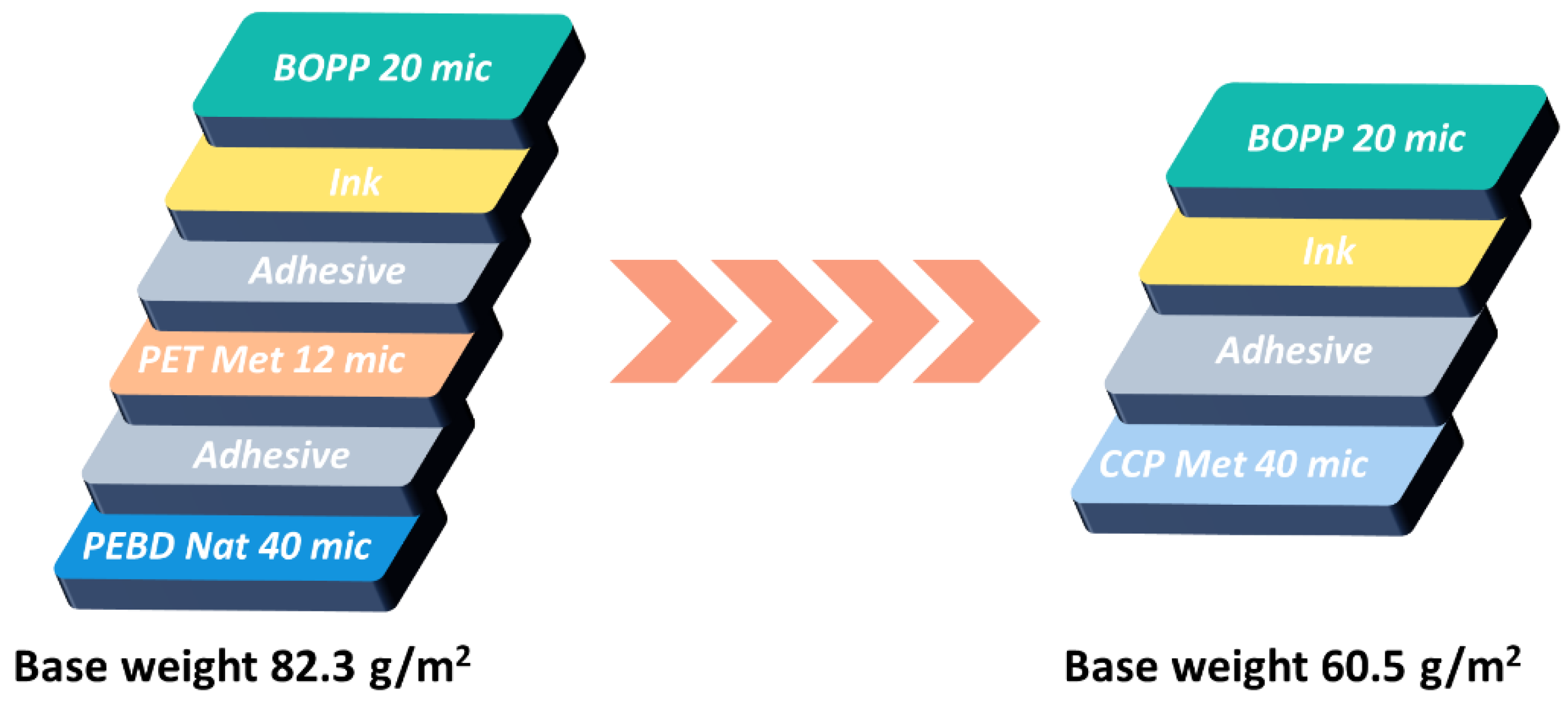
Figure 11.
Analysis of reduction of consumption of polluting raw materials in rolled coil. Values in reverse order. *Calculations made to manufacture 100,000 pieces of finished product in laminated coil format. *Consumption reflected in kilograms and liters (solvent and water).
Figure 11.
Analysis of reduction of consumption of polluting raw materials in rolled coil. Values in reverse order. *Calculations made to manufacture 100,000 pieces of finished product in laminated coil format. *Consumption reflected in kilograms and liters (solvent and water).
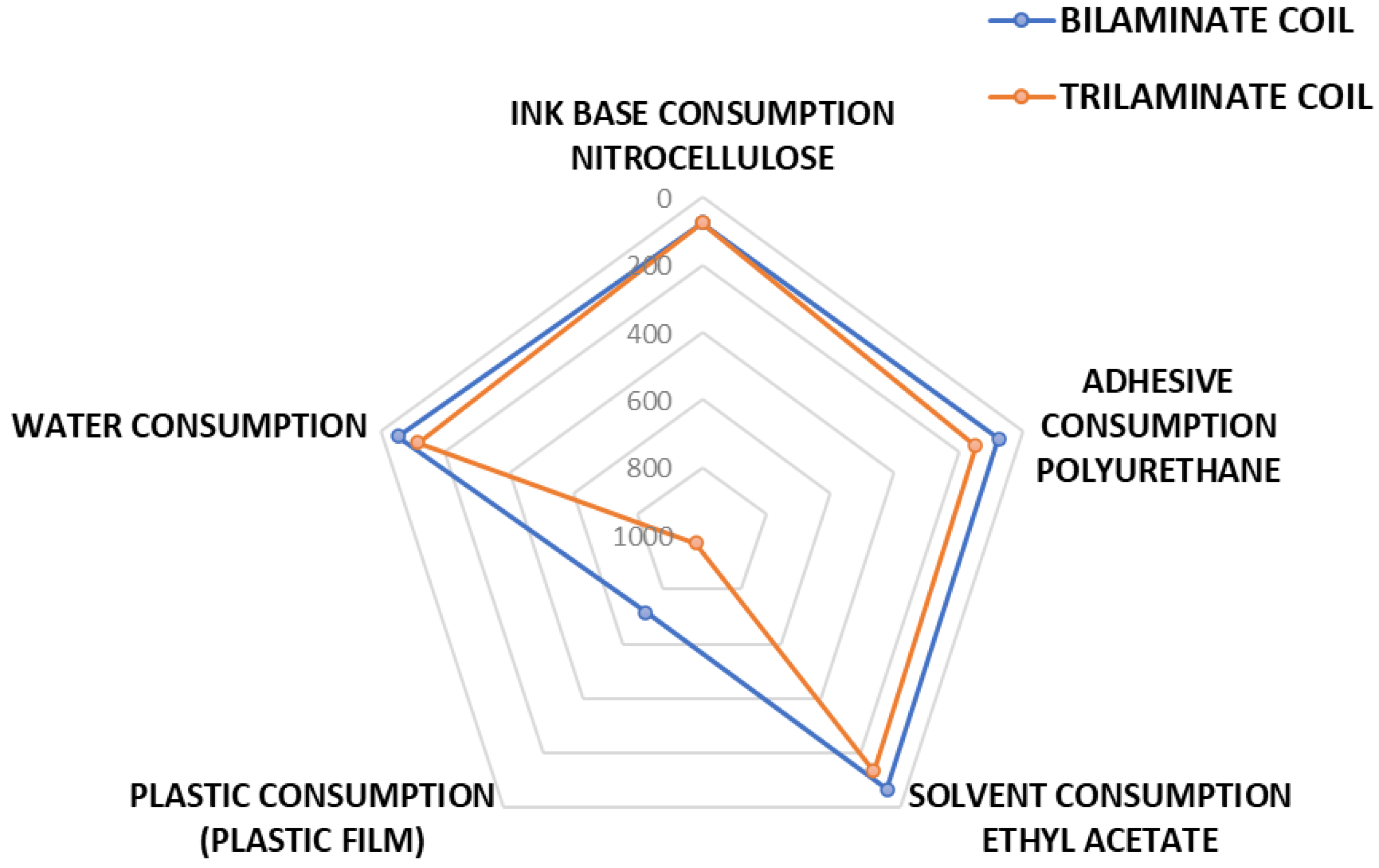
Figure 14.
Analysis of reduction in consumption of polluting raw materials in Doypack type packaging. Values in reverse order. *Calculations made to manufacture 1,000,000 pieces of finished product in Doypack format. *Consumption reflected in kilograms (Kg) and liters (l) (solvent and water).
Figure 14.
Analysis of reduction in consumption of polluting raw materials in Doypack type packaging. Values in reverse order. *Calculations made to manufacture 1,000,000 pieces of finished product in Doypack format. *Consumption reflected in kilograms (Kg) and liters (l) (solvent and water).
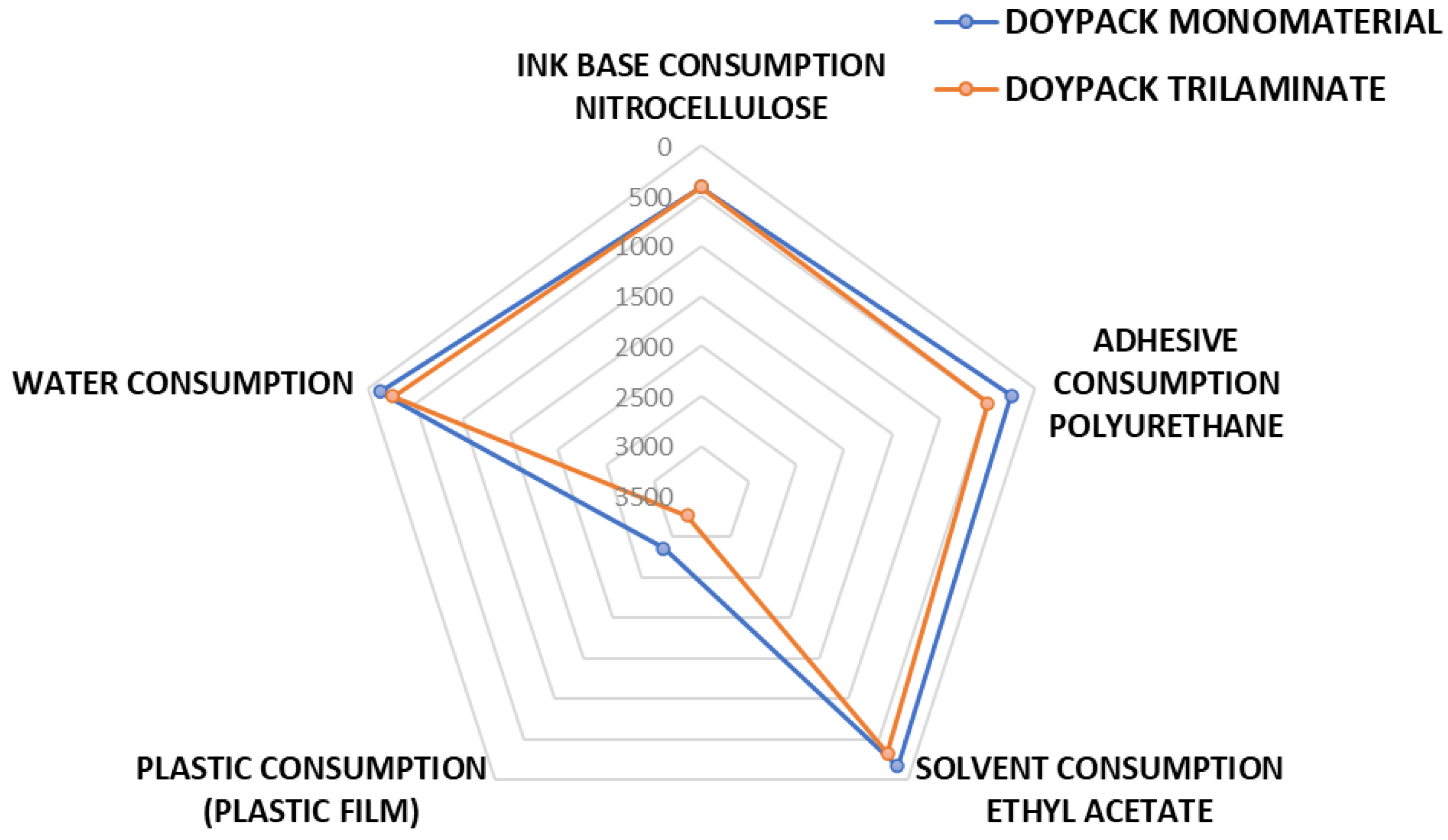
Figure 15.
Physical properties of current Doypack vs. proposed Doypack hybrid.
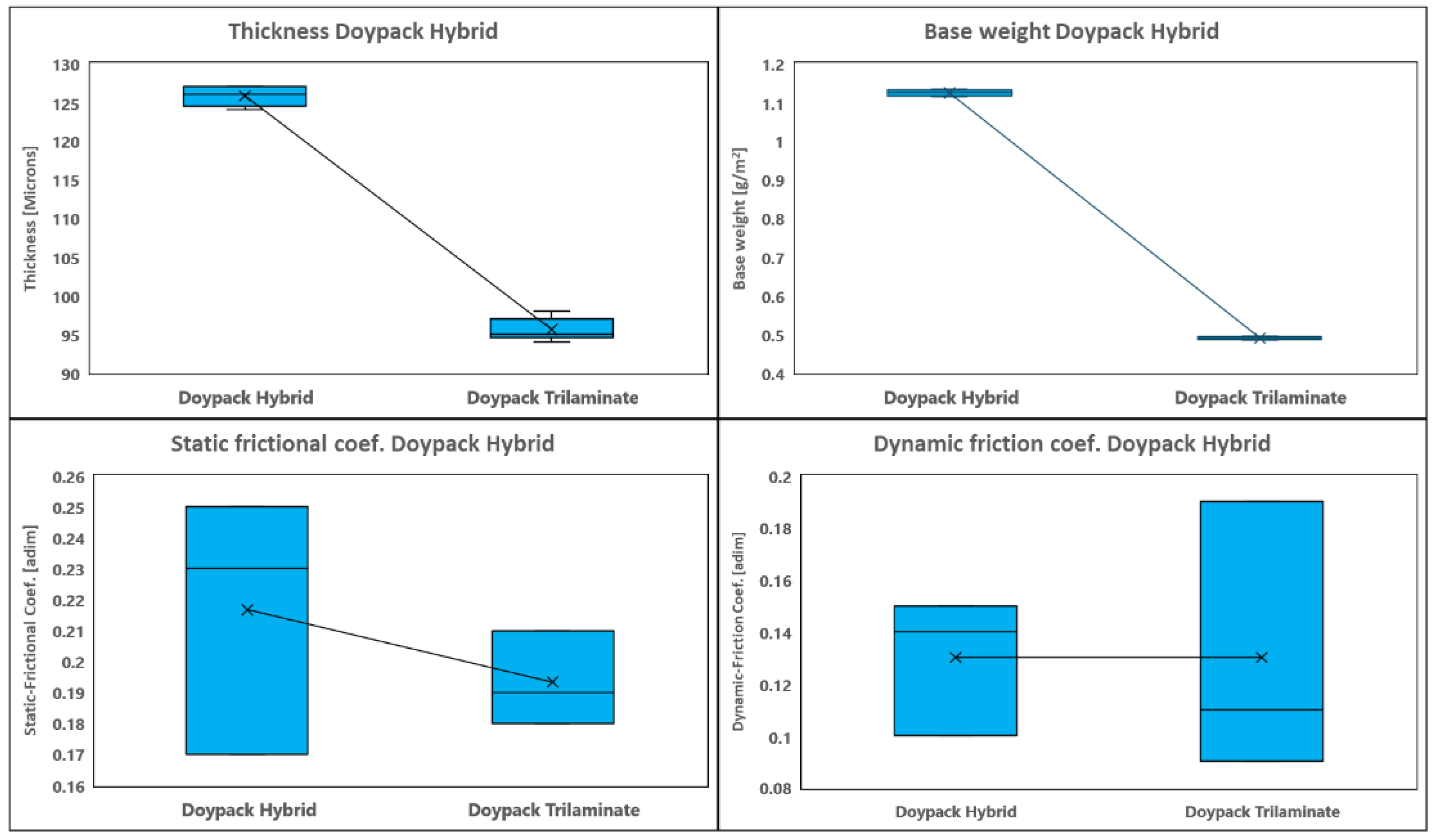
Figure 16.
Mechanical properties of current Doypack vs. proposed hybrid Doypack.
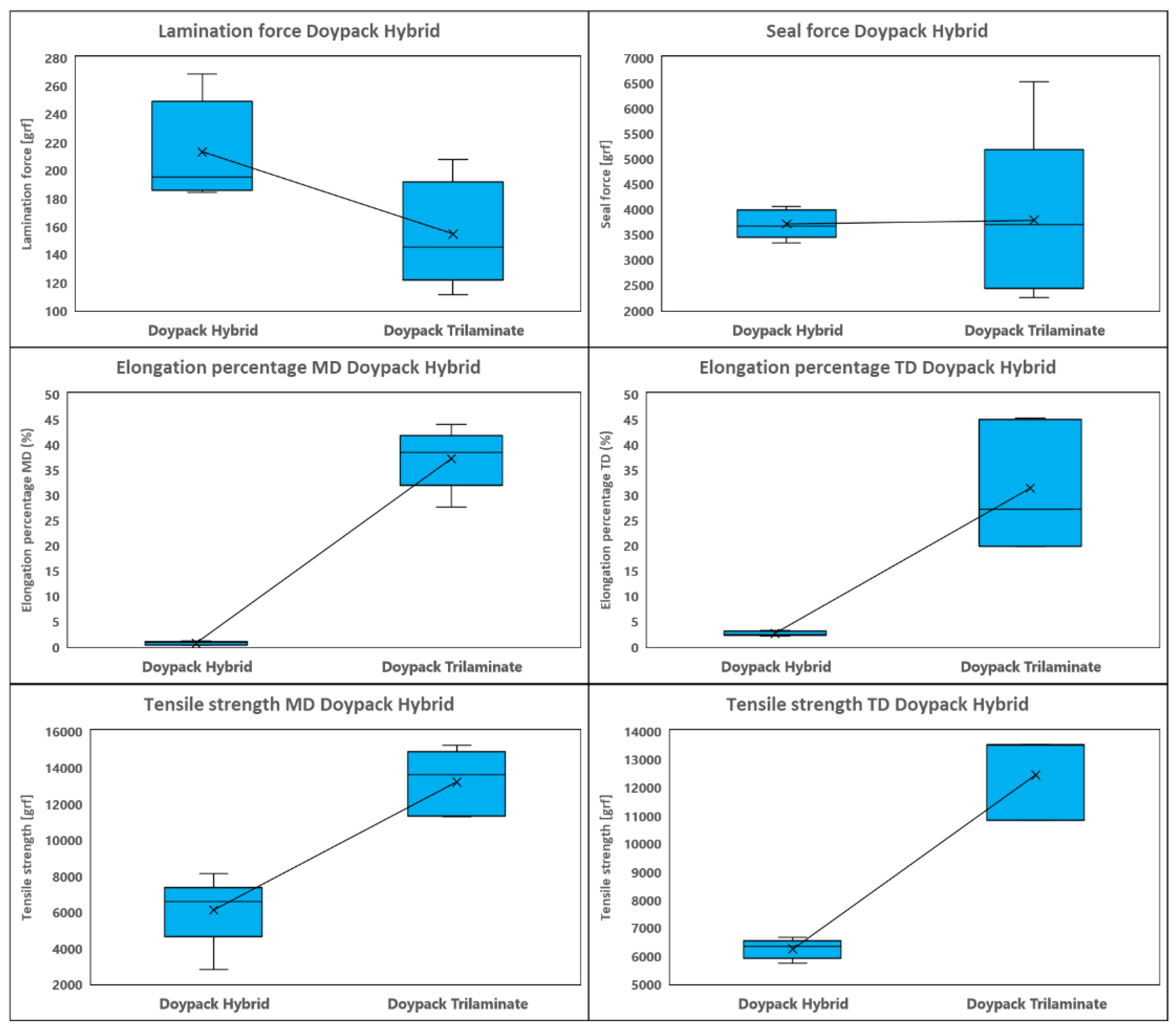
Figure 17.
Analysis of reduction in consumption of polluting raw materials in hybrid Doypack type packaging. Values in reverse order. *Calculations made to manufacture 1,000,000 pieces of finished product in Doypack format.
Figure 17.
Analysis of reduction in consumption of polluting raw materials in hybrid Doypack type packaging. Values in reverse order. *Calculations made to manufacture 1,000,000 pieces of finished product in Doypack format.
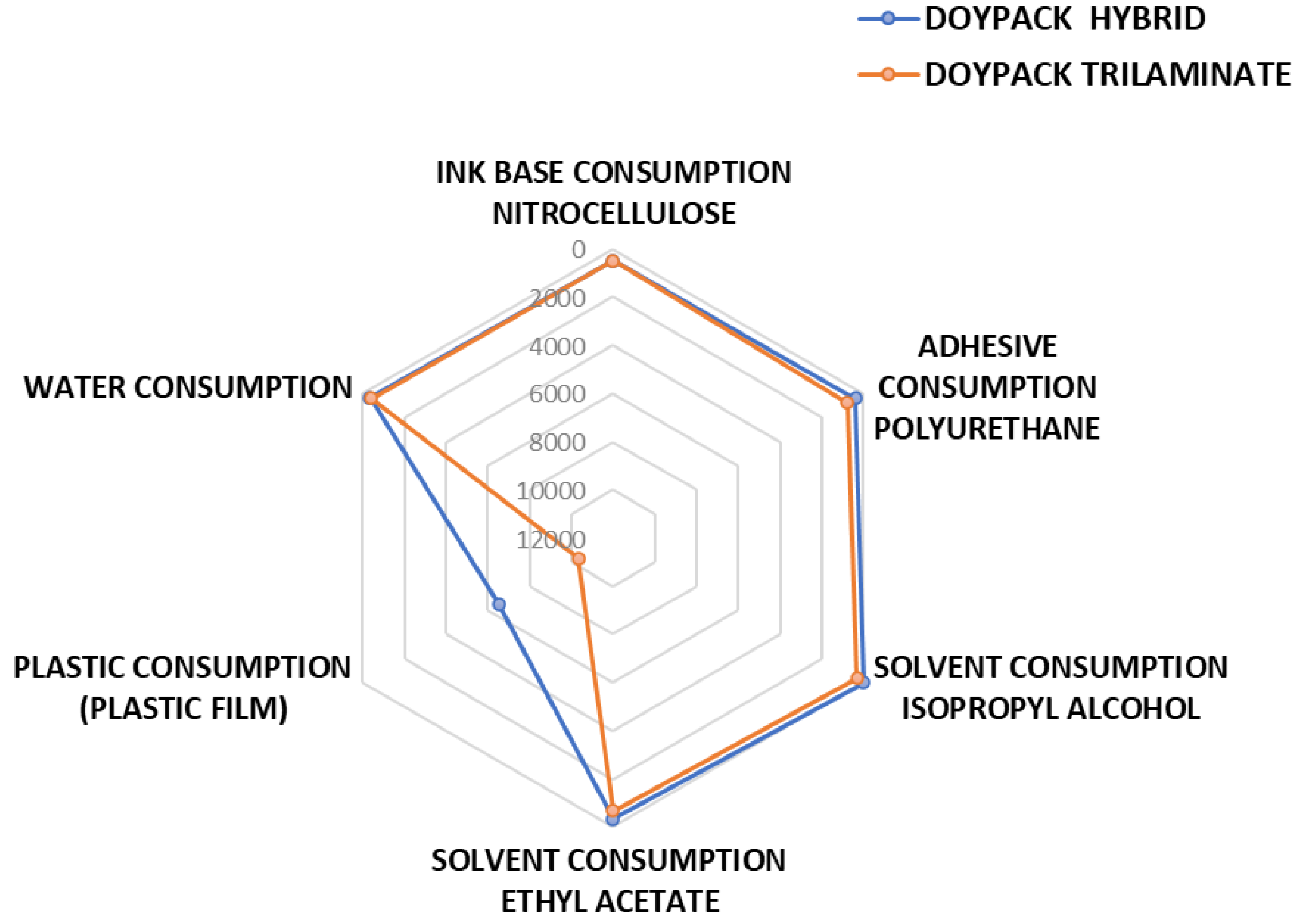

Table 1.
Features of the rolling structure for laminated coil packaging for the food sector.
| Current structure | Thickness (microns) | Base weight (g/m2) | Variation% |
|---|---|---|---|
| Natural BOPP (bi-oriented polypropylene) | 20 | 18.1 | 10% |
| Ink | 3 | 3 | 5% |
| Adhesive | 3 | 3 | 5% |
| Metalized polyester | 12 | 16.8 | 10% |
| Adhesive | 3 | 3 | 5% |
| Low-density polyethylene | 40 | 38.4 | 10% |
| Total | 81 | 82.3 | 10% |
Table 2.
Quality requirements for flexible packaging in roll and Doypack type.
| Quality requirement | Units | International Standards | Packaging type |
|---|---|---|---|
| Thickness | microns | ASTM D6988-21 [57] | Laminated coil/Doypack |
| Base weight | g/m2 | N/A | Laminated coil/Doypack |
| Lamination strength | gf | ASTM F88/F88M-23 [58] | Laminated coil/Doypack |
| Seal strength | gf | ASTM F88/F88M-23 [58] | Laminated coil/Doypack |
| Tensile strength | gf | ASTM D882-18 [59] | Laminated coil/Doypack |
| Elongation percentage | mm | ASTM D882-18 [59] | Laminated coil/Doypack |
| Coefficient of friction | Non dimensional | ASTM D1894-14 [60] | Laminated coil/Doypack |
| Oxygen permeability | cc/m2·día | ASTM D3985-24 [61] | Laminated coil |
| Water vapor permeability |
mg/m2·día | ASTM F1249-20 [62] | Laminated coil |
| Drop packing resistance | Non dimensional | N/A | Doypack |
| Vacuum tightness test | Non dimensional | ASTM D3078-02 [63] | Doypack |
| Air pressure packing resistance | Non dimensional | N/A | Doypack |
| Shelf life | Months | N/A | Laminated coil/Doypack |
Table 3.
Bilaminate structure in coils is proposed for flexible packaging in the food sector.
| Proposed structure | Thickness [microns] | Base weight [g/m2] | Variation % |
|---|---|---|---|
| Natural BOPP (bi-oriented polypropylene) | 20 | 18.1 | 10% |
| Ink | 3 | 3 | 5% |
| Adhesive | 3 | 3 | 5% |
| Metalized CPP (cast polypropylene) | 40 | 36.4 | 10% |
| Total | 66 | 60.5 | 10% |
Table 4.
Characteristics of the trilaminate structure for flexible packaging (Doypack).
| Proposed Structure | Thickness [microns] | Base weight [g/m2] | Variation % |
|---|---|---|---|
| Natural polyester | 12 | 16.8 | 10% |
| Ink | 3 | 3 | 5% |
| Adhesive | 3 | 3 | 5% |
| Natural polyester | 12 | 16.8 | 10% |
| Adhesive | 3 | 3 | 5% |
| Low-density polyethylene | 75 | 72 | 10% |
| Total | 108 | 114.6 | 10% |
Table 5.
Proposal for characteristics of bilaminate and monomaterial structure (Doypack).
| Proposed Structure | Thickness [microns] | Base weight [g/m2] | Variation % |
|---|---|---|---|
| Mono-oriented polyethylene (MDO) | 25 | 19.1 | 10% |
| Ink | 3 | 3 | 5% |
| Adhesive | 3 | 3 | 5% |
| Low-density polyethylene | 75 | 72 | 10% |
| Total | 101 | 97.1 | 10% |
Table 6.
Characteristics of the trilaminate structure for a flexible package (Doypack).
| Proposed Structure | Thickness [microns] | Base weight [g/m2] | Variation % |
|---|---|---|---|
| Natural polyester | 12 | 16.8 | 10% |
| Ink | 3 | 3 | 5% |
| Adhesive | 3 | 3 | 5% |
| Natural polyester | 12 | 16.8 | 10% |
| Adhesive | 3 | 3 | 5% |
| Low-density polyethylene | 62.5 | 60 | 10% |
| Total | 95.5 | 102.6 | 10% |
Table 7.
Proposal for a hybrid structure: Paper and biodegradable plastic in Doypack packaging.
| Proposed Structure | Thickness [microns] | Base weight [g/m2] | Variation % |
|---|---|---|---|
| Cellulose Paper | 50 | 40 | 10% |
| Water-based ink | 3 | 3 | 5% |
| Adhesive | 3 | 3 | 5% |
| Polyethylene coextrusion EVOH + ECO-ONE Additive | 62.5 | 72 | 10% |
| Total | 118.5 | 118 | 10% |
Table 8.
Summary of average measurements (food industry packaging).
| Quality requirement | Trilaminate Average of measurements |
Bilaminate Average of measurements |
Quality requirement Trilaminate | Average |
|---|---|---|---|---|
| Thickness | 141 microns | 135 microns | 2.9154 | 2.6457 |
| Weight base | 0.8228 g/m2 | 0.5936 g/m² | 0.01118 | 0.001816 |
| Rolling force | 520.6 gf | 629 gf | 110.52 | 125.13 |
| Seal strength | 4011.2 gf | 633.2 gf | 1464.10 | 372.06 |
| Tensile strength | MD: 13236 gf DT:1059 gf | MD: 16482.4 gf TD:14921.6 gf | MD:390.64 TD:777.63 | MD: 430.28 TD: 737.43 |
| Percentage of elongation | MD: 29.482% TD:46.674% | MD: 54.954% TD:86.542% | MD:5.10 TD:6.657 | MD:16.65 TD:11.06 |
| Coefficient of friction | ST: 0.2773 DI: 0.2033 | ST: 0.266 DI: 0.1866 | ST:0.0306 DI:0.0251 | ST:0.0321 DI:0.0251 |
| Oxygen permeability | 1.29531cc/ m²·día | 35.38771 cc/ m²·día | 0.36 | 0.82 |
| Moisture permeability | 0.82589 mg/ m²·día | 0.569552 mg/ m²·día | 0.02 | 0.01 |
| Shelf life (six months) | Pass | Pass | N/A | N/A |
*MD: Machine direction *TD: Transverse direction *ST: Static *DI: Dynamic.
Table 9.
Average measurement summary (Doypack type packaging).
| Quality requirement | Current trilaminate structure for Doypack | Proposed monomaterial structure for Doypack | Trilaminate structure standard deviation | Monomaterial structure standard deviation |
|---|---|---|---|---|
| Thickness | 106 microns | 109.4 microns | 2.236 | 1.1401 |
| Base weight | 1.2048 g/m² | 1.0520 g/m² | 0.131 | 0.0073 |
| Rolling force | 495.6 gf | 507.2 gf | 40.290 | 25.72 |
| Seal strength | 6461.2 gf | 3095.2 gf | 1632.23 | 1358.28 |
| Tensile strength | MD: 12319.4 gf TD: 13449.4 gf | MD:10306.8 gf TD:4368.2 gf | MD: 1707.37 TD: 991.21 | MD:258.26 ST: 881.70 |
| Elongation percentage | MD: 40.924% TD: 36.73% | MD: 29.442% TD:420.832% | MD: 4.353 TD: 9.527 | MD:2.387 ST:14.270 |
| Friction coefficient | ST: 0.3266 DI: 0.0966 | ST: 0.2233 DI: 0.0533 | ST: 0.0750 DI: 0.0351 | ST: 0.0611 DI: 0.020 |
| Packaging drop test | 5/5 | 5/5 | N/A | N/A |
| Vacuum packaging tightness test | 3/3 | 3/3 | N/A | N/A |
| Packaging air pressure test | 5/5 | 5/5 | N/A | N/A |
| Shelf life | Pass | Pass | N/A | N/A |
*MD: Machine direction *TD: Transverse direction *ST: Static *DI: Dynamic.
Table 10.
Quality requirements average measurement summary.
| Quality requirement | Current trilaminate structure of Doypack-type packaging | Proposed biodegradable hybrid structure of Doypack-type packaging | Trilaminate structure standard deviation | Biodegradable Hybrid structure standard deviation |
|---|---|---|---|---|
| Thickness | 95.6 microns | 125.8 microns | 1.51 | 1.30 |
| Base weight | 1.08 g/m2 | 1.1238 g/m2 | 0.0037 | 0.0079 |
| Rolling force | 154.2 gf | 212.6 gf | 37.77 | 35.78 |
| Seal strength | 3779.4 gf | 3700.4 gf | 1678.26 | 284.59 |
| Tensile strength | SM:13162.4 gf DT:12420.8 gf | SM:6074 gf TD:6229.4 gf | MD: 1803.5 TD: 1461.34 | MD:1903.2 ST: 344.33 |
| Elongation percentage | SM:37.124% TD:31.346% | SM:0.628% TD:2.564% | MD: 6.052 TD: 12.74 | MD:0.366 ST:0.488 |
| Friction coefficient | ES: 0.19 DI: 0.13 | ES: 0.2166 DI: 0.13 | ST: 0.015 DI: 0.052 | ST: 0.041 DI: 0.026 |
| Packaging drop test | 5/5 | 5/5 | N/A | N/A |
| Vacuum packaging tightness test | 3/3 | 3/3 | N/A | N/A |
| Packaging air pressure test | 5/5 | 5/5 | N/A | N/A |
| Shelf life | Pass | Pass | N/A | N/A |
*MD: Machine direction *TD: Transverse direction *ST: Static *DI: Dynamic.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



