Submitted:
26 January 2026
Posted:
26 January 2026
You are already at the latest version
Abstract
This study focused on simulating and optimizing the production of cumene (isopropylbenzene) through the alkylation of benzene with propylene using a Beta Zeolite catalyst. Two process configurations were evaluated: one without a transalkylation reactor and another incorporating a transalkylation unit to convert byproducts back into cumene. The process was modeled under steady-state conditions in Aspen HYSYS using plug flow reactors and the Peng-Robinson fluid package, with reaction kinetics derived from literature on zeolite-catalyzed systems. Optimization studies examined the effects of reactor temperature, pressure, and benzene-to-propylene molar ratio. Increasing the reactor temperature to 178°C improved propylene conversion to 96.20%, while raising the pressure from 3540 kPa to 3600 kPa further enhanced conversion to 96.24%. The fresh benzene feed flow rate was initially 127.7 kmol/h, which was reduced to 101 kmol/h, and optimizing the benzene-to-propylene molar feed ratio to approximately 0.75:1 increased cumene production to 135.792 kmol/h while minimizing byproduct formation. A comparative analysis revealed that the configuration without a transalkylation reactor produced 4.171 kmol/h of diisopropylbenzene (DIPB) as waste, representing both economic losses and environmental concerns due to its toxicity. In contrast, the transalkylation reactor enabled DIPB conversion into additional cumene, improving process efficiency and sustainability. These findings demonstrate that optimizing reaction conditions including temperature, pressure, and feed ratios along with integrating a transalkylation step, significantly enhances cumene yield while reducing waste generation, leading to a more viable and environmentally friendly process.
Keywords:
cumene production
; beta zeolite catalysis
; energy-efficient alkylation
; transalkylation reactor
; Aspen HYSYS optimisation
1. Introduction
Cumene, also known as isopropyl benzene, is an aromatic organic compound that appears as a colorless, flammable liquid. It is volatile at room temperature and has a boiling point of 152°C. Cumene is characterized by its sharp, aromatic odor. It is insoluble in water but dissolves in alcohol and many other organic solvents. Structurally, cumene belongs to the alkyl-aromatic hydrocarbon group, which includes compounds such as benzene, ethylbenzene, and toluene. It can be found in refined fuels, crude oil, and in small amounts in processed high-octane gasoline [1].
Industrially, cumene is produced on a large scale, with most of it being converted into cumene hydroperoxide. This compound serves as an essential intermediate in the production of other significant industrial chemicals, mainly phenol and acetone.
To optimize the process, three key variables are studied. The first is the effect of temperature on the conversion of propylene in the alkylation reactor. The second is the influence of pressure on the same conversion efficiency. Lastly, the fresh benzene feed flow rate is varied to determine its impact on cumene production in the final distillation column. These optimization efforts aim to improve the conversion rate, increase cumene purity, and minimize byproduct generation for both process configurations While previous studies such as those by Lei et al. [2] and Sengupta et al. [3] have provided valuable simulations of cumene production processes, they did not place significant emphasis on detailed process optimization. This study distinguishes itself by addressing that gap through a focused simulation and improvement approach aimed at enhancing cumene yield and process efficiency. By integrating updated operating conditions, applying energy recovery strategies, and adopting kinetic modeling within Aspen HYSYS, this work offers a novel contribution to the ongoing development of more efficient cumene production systems.
Several simulation studies have been conducted to model cumene production using different process configurations and catalysts. For instance, F. Flegiel et al. [4], conducted a detailed simulation of the cumene production process using Aspen HYSYS v7.2, where the Peng–Robinson equation of state was employed for thermodynamic property estimation. Their process design involved a packed-bed reactor operating at 24.9 bar, with an inlet temperature of 304.9°C and an outlet temperature of 368.5°C. The highly exothermic alkylation reactions were simulated over a solid acid catalyst, typically zeolite-based in industrial settings. The feed included pure benzene and propene containing 5% propane as an impurity. To enhance energy efficiency, the reactor effluent was passed through a feed-effluent heat exchanger (FEHE), followed by an expander that reduced pressure to 11.97 bar for energy recovery. For separation, the system used either a two-stage flash (2.26 bar/80°C and 2 bar/35°C) or a 6-stage purge column at 5 bars with a 33°C overhead. Final purification was achieved through distillation: a benzene recycle column with a reflux ratio of 0.38–0.48, and a product column delivering 99.99% pure cumene. as shown in Figure 1.
Mahmoudian et al. [5] conducted an extensive simulation and optimization study of the cumene production process using Aspen HYSYS V9. The research developed a hybrid approach combining statistical methods and artificial intelligence techniques to optimize the alkylation process, with particular focus on maximizing cumene yield. Key process parameters investigated included reactor temperature (160-240°C), pressure (3300-4000 kPa), and reactor length (2-7 m). The simulation utilized the Chien Null thermodynamic model and featured two adiabatic fixed-bed reactors containing zeolite-based catalysts, achieving a baseline cumene yield of 76.81%. The innovative methodology integrated response surface methodology (RSM) with artificial neural networks, showing exceptional predictive accuracy (R² = 0.9986) that surpassed conventional statistical models. Optimization results pinpointed ideal operating conditions at 160°C temperature, 2 m reactor length, and 4000 kPa pressure, delivering maximum cumene production efficiency of 0.7771. This work offers significant contributions to enhancing industrial cumene production through process intensification and cost optimization strategies as shown in Figure 2.
Ahmad et al. [6] proposed a comprehensive simulation and optimization framework for cumene production that integrates conventional process modeling with advanced machine learning methodologies. The study began with the development of a steady-state process model in Aspen Plus using the Chien–Null thermodynamic method. The simulated process included preheaters, fixed-bed reactors (operating at 3540 kPa and within a temperature range of 160–240°C) utilizing zeolite catalysts, and separation columns. To account for process variability, a ±10% uncertainty was introduced across nine key operating parameters such as feed flow rates, pump pressures, and heater temperatures resulting in 200 distinct simulation scenarios. Exergy efficiency and destruction were then calculated for each case using MATLAB integrated with Aspen Plus, with the baseline exergy efficiency determined at 84.89%. A deep artificial neural network (ANN) model with five hidden layers (18-13-11-13-18 neurons) was trained using the Levenberg–Marquardt algorithm, achieving high prediction accuracy (R² = 0.996 for training, 0.923 for testing). Optimization was subsequently performed using Particle Swarm Optimization (PSO) and Genetic Algorithm (GA), with the trained ANN serving as a surrogate model. The optimized results showed an improved exergy efficiency of 89.54% using PSO, along with a substantial reduction in exergy destruction compared to the base case. This work illustrates the potential of hybrid modeling techniques in enhancing energy efficiency and robustness in industrial-scale chemical processes as shown in Figure 3.
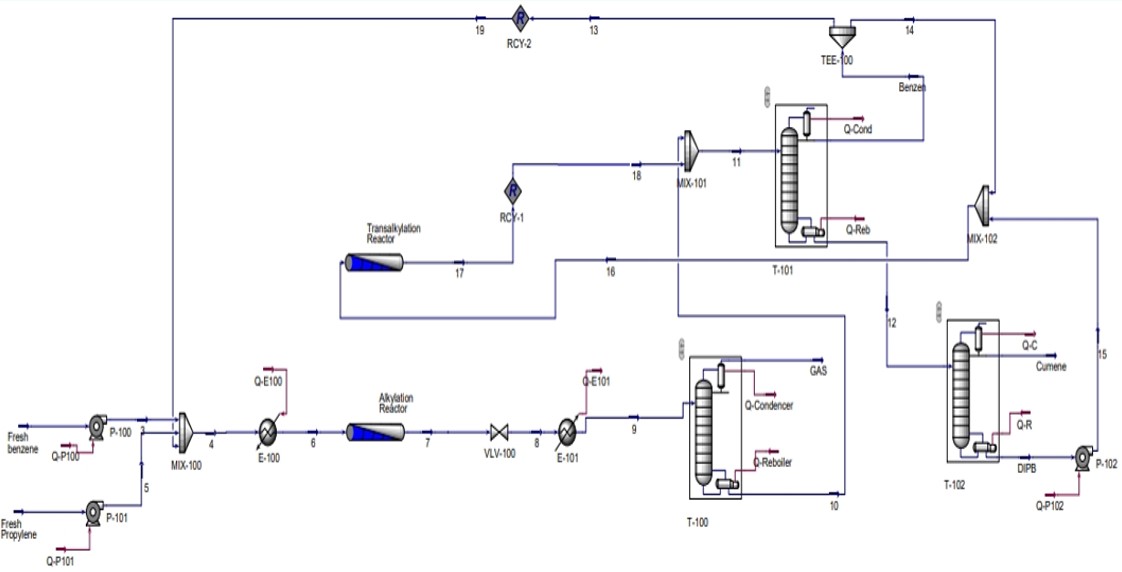
In a study conducted by Luyben et al., [7] an integrated control system for the cumene production process was developed using Aspen Dynamics. The control strategy focused on maintaining process stability under varying operating conditions while ensuring final product quality. Key control elements included: (1) fresh propylene flow control as the throughput manipulator, (2) regulation of total benzene feed (fresh + recycle) at a fixed ratio to propylene flow, and (3) reactor temperature control using feed-effluent heat exchange for the inlet and steam pressure for the outlet. Distillation columns employed stage temperature control (e.g., Stage 11 in Column C1 and Stage 16 in Column C2) to maintain separation efficiency. The system demonstrated robust performance during disturbance tests (±20% feed flow changes, 5-7% propane concentration variations, and ±8°C reactor outlet temperature changes), maintaining cumene purity >99.9% while minimizing transient byproduct (PDIB) formation. This simulation highlights the critical integration of design and control for achieving operational and economic efficiency in complex chemical processes as shown in Figure 4.
In recent years, artificial intelligence [8] and machine learning techniques [9] have increasingly been applied to optimize chemical processes [10], enabling enhanced efficiency, improved product yield, and reduced energy consumption in complex industrial systems such as cumene production.
Ayub et al. [11] applied ANN models to predict the quality and yield of cumene in the outlet stream using Aspen Plus and MATLAB. The models demonstrated high accuracy, with correlation coefficients of 0.99216 and 0.99412, respectively, showcasing the potential of ANN models for process optimization and control in cumene production.
Amooey et al. [12] enhanced the cumene production process by adding a transalkylation reactor and employed multi-objective optimization using PSO to improve process design. They applied seven multi-criteria decision-making methods to select the optimal solution from the Pareto-optimal front, considering conflicting objectives such as total capital cost, energy cost, wastage rate, and safety target.
In this work, the problem addressed is the need to improve industrial cumene production by simultaneously increasing propylene conversion and cumene yield, reducing the formation of diisopropylbenzene (DIPB) waste, and enhancing overall energy efficiency for both process configurations, with and without a transalkylation reactor. The novelty of the study lies in the combined use of a detailed Aspen HYSYS V11 simulation of two realistic process schemes and a systematic optimization of key operating variables (temperature, pressure, and benzene-to-propylene molar ratio), explicitly quantifying their impact on cumene production, DIPB generation, and process performance under comparable conditions. Accordingly, the purpose of this research is to develop and validate a simulation-based methodology that compares these two configurations on a consistent basis, identifies the optimal operating window for each, and demonstrates how the integration of a transalkylation reactor and proper operating conditions can lead to higher cumene yield, lower waste, and a more energy-efficient and sustainable process.
2. Industrial Production of Cumene
Cumene is synthesized through an alkylation reaction between benzene and propylene using zeolite-based catalysts such as beta-zeolite, ZSM-12, and MCM-22 [13]. In the primary reaction, benzene reacts with propylene to form cumene. However, a portion of the produced cumene may undergo an additional reaction with propylene in a side process, leading to the formation of diisopropylbenzene (DIPB).
2.1. Alkylation Reaction
The Alkylation is a chemical process in which an alkyl group, such as methyl, ethyl, or propyle,is added to an organic compound. trans alkylation, In the first reactor, known as the alkylation reactor, the following reactions take place [13].
2.2. Transalkylation Reaction
The Transalkylation reaction is a reaction where an alkyl group is transferred from one organic compound to another. The trans alkylation of heavy aromatics is used in the production of various compounds, such as mixed xylene or p-xylene, as well as in the production of ethylbenzene and cumene in the second reactor, known as the alkylation reactor, the following reactions take place [13].
2.3. Reaction Kinetics
The kinetics of both the alkylation and transalkylation reactions involved in cumene production are summarized in Table 1 [14,17]. These reactions are typically catalyzed by solid acid catalysts such as zeolites and follow rate expressions dependent on the concentration of the reactants and catalyst properties. In this study, a typical zeolite Beta catalyst is considered with a Si/Al ratio of 25, pellet size of 2 mm, and a bed density of 0.70 g/cm³ in the fixed-bed reactor. These specifications directly influence both the catalytic activity, and the pressure drop across the reactor. The alkylation reaction primarily involves the reaction between benzene and propylene to form cumene, while the transalkylation reaction involves the conversion of heavier alkylated aromatics such as diisopropylbenzene (DIPB) back into cumene in the presence of benzene.
2.4. Cumene Production with Transalkylation Reactor
An advanced cumene production process produced high-quality cumene by alkylating benzene with propylene using a zeolite catalyst, benzene is alkylated to cumene over a zeolite catalyst in a fixed-bed, liquid-phase reactor. As showing in Figure 5, Fresh benzene is combined with recycled benzene and fed to alkylation reactor. The benzene feed flows in series through the beds, while fresh propylene feed is distributed equally between the beds. This reaction is highly exothermic, and heat is removed by recycling a portion of reactor effluent to the reactor inlet and injecting cooled reactor effluent between the beds. Unreacted benzene is recovered from the overhead of the benzene column, the cumene product is taken as overhead from the cumene column, Diisopropylbenzene (DIPB) is recovered in the overhead of the DIPB column and fed back to the transalkylation reactor where it is transalkylated with benzene over a second zeolite catalyst to produce more cumene [15].
2.5. Cumene Production without Transalkylation Reactor
A typical process flow scheme to produce cumene without transalkylation reactor. As showing in Figure 6, Fresh benzene is combined with propylene and heated then fed to alkylation reactor at the right condition using a zeolite catalyst. Unreacted propylene and propane along with partial amount of benzene will be separated in a flash unit. Benzene is separated in a distillation column overhead while cumene and DIPB are moved to another distillation column in which cumene is separated from DIPB in the column’s overhead. DIPB is considered as a waste and will be separated in the last column bottom.
3. Methodology
The production of cumene was simulated using Aspen HYSYS following a systematic methodology (Figure 7). Benzene and propylene were selected as the primary feedstocks. To provide an intrinsic characterization independent of plant size, the feed composition is reported in terms of molar ratio (benzene/propylene = 0.95) and mole fractions (benzene: 0.487, propylene: 0.513). The reaction was modeled in a plug flow reactor (PFR) using Beta Zeolite as the catalyst due to its high selectivity and activity in promoting the alkylation reaction. To describe the reactor operation in an intrinsic manner, the gas hourly space velocity (GHSV) based on catalyst mass (kmol/mass_cat·h) and normalized molar fluxes (kmol/m²·h) were provided. Reaction kinetics were taken from published data related to Beta Zeolite-catalyzed systems. After the reaction, the product stream was sent to separation units to recover unreacted feedstocks and remove by-products. The final product, cumene, was obtained with a purity of 99% through distillation. Simulation results, including material balances, energy consumption, and product specifications, were analyzed to evaluate the efficiency and technical feasibility of the process.
4. Different Simulation Approaches for Cumene Production
Jian Zhai et al. [16] studied the use of Dividing Wall Columns (DWC) to improve cumene production. They simulated the conventional process, then proposed alternative designs by replacing some distillation columns with DWC units. One design reduced both energy consumption and cost, while another led to an increase in both.
H. R. Norouzi et al. [17] optimized cumene production using zeolite catalysts. They redesigned the reactor and separation column to reduce energy use and applied factorial analysis to study key variables. An economic model evaluated cost and efficiency.
Building upon the insights from these studies, the current work involves simulating the cumene production process using Aspen HYSYS under two configurations: one with a transalkylation reactor and one without it. The objective is to evaluate how the inclusion of the transalkylation reactor influences overall cumene yield and the formation of byproducts such as DIPB.
Based on the insights gained from previous simulation and optimization studies, an improved process simulation for cumene production was carried out using Aspen HYSYS V11, as illustrated in Figure 8, Figure 9, Figure 10, Figure 11, Figure 12 and Figure 13. The Peng-Robinson fluid package was selected due to its high reliability and efficiency in handling vapor-liquid equilibria over a wide range of temperatures and pressures, including the maximum process conditions of 261.7°C and 3540 kPa. The reaction system was modeled using two plug flow reactors (PFRs), since packed-bed reactor models were not available in the software. The PFRs were configured with specifications approximating the behavior of industrial packed-bed reactors. Kinetic data for the alkylation and transalkylation reactions were implemented accordingly. This simulation framework, based on the process flow diagram (PFD) described in the Methodology section, served as the foundation for performance evaluation and subsequent process improvement. The goal was to optimize key parameters such as temperature, pressure, and feed ratios to enhance cumene yield and overall energy efficiency.
5. Results and Discussions
In this part, process optimization was carried out by varying three key parameters: reaction temperature, benzene flow rate, and system pressure. The objective was to evaluate their impact on propylene conversion in the alkylation reactor. Through simulation and analysis, it was observed that each variable had a significant influence on the conversion rate, with temperature showing the most pronounced effect. Unless otherwise stated, all conversion values reported in this section refer to propylene conversion, as it is treated as the limiting reagent in the kinetic model and is the basis for assessing alkylation performance. The results are presented and discussed to identify the optimal operating conditions that maximize propylene conversion while maintaining process efficiency.
To improve the efficiency of the cumene production process, optimization studies were performed using Aspen HYSYS. These studies aimed to maximize the conversion of propylene in the alkylation reactor and enhance the production and purity of cumene.
5.1. Reactor Temperature Optimization
As part of the optimization study, a case study was conducted to evaluate the effect of feed temperature on the conversion of propylene in the alkylation reactor. The temperature range was initially set between 150°C and 220°C to identify the optimal temperature for maximum conversion. The results showed that the highest conversion of 96.20% was achieved at 180°C. Before optimization, the reactor was operating at 170°C, where the conversion was slightly lower at 96.13%, As shown in Table 2, the simulation results at different temperatures are presented. It is evident from the figure that temperature has a significant impact on the conversion of propylene in the alkylation reactor. The conversion increases with rising temperature until it reaches an optimal value, after which it stabilizes or slightly decreases due to side reactions or thermal limitations.
To refine the results, a second case study was performed with a narrower temperature range between 170°C and 180°C (Table 2) in order to determine the minimum temperature that still achieves the highest conversion. It was found that 178°C also resulted in a conversion of 96.20%, making it a more energy-efficient option while maintaining optimal performance, as shown in Figure 14, the results of the second trial for studying the effect of temperature on propylene conversion.
According to Figure 14, we see that the relationship between temperature and propylene conversion in the alkylation reactor shows an increase in conversion with temperature up to an optimal point.
5.2. Fresh Benzene feed Optimization
The effect of fresh benzene feed rate on cumene production in the final distillation column was investigated in the second optimization case study Part (a). Initially, the benzene feed rate was set at 127.7 kmol/h, which resulted in a cumene production rate of 127.8 kmol/h. A range from 100 to 140 kmol/h was tested to evaluate the impact on cumene yield. The results showed that in Table 3 at a feed rate of 110 kmol/h, the cumene production increased to 133.458 kmol/h. According to Figure 15, we observe the relationship between fresh benzene flow rate and cumene production.
The Figure 16 shows the cumene production according to fresh benzene molar flowrate. The increase in cumene production with lower benzene feed is attributed to a better benzene -propylene molar ratio, which reduces the side reactions and enhances the alkylation efficiency.
5.3. Reactor Pressure Optimization
In the third optimization case study, the effect of inlet pressure to the alkylation reactor on the conversion of propylene was examined. Initially, the operating pressure was set at 3540 kPa, which resulted in a conversion of 96.20%. A pressure ranges from 3500 to 4000 kPa was tested to determine the optimal pressure for maximizing conversion. The results showed that at a pressure of 3600 kPa, as showing in Figure 17 the conversion increased slightly to 96.24%, indicating a small but measurable improvement in reactor performance by adjusting the operating pressure. We see also that the relation hip between pressure and the conversion in the alkylation reactor. It is noted that the alkylation reactor was modeled as a plug flow reactor due to software limitations, although the actual system would involve a zeolite-packed bed. While pressure drop across such beds is not explicitly included in the simulation, the use of relatively large (2 mm) catalyst pellets and operation in the liquid phase help maintain low pressure drop, estimated to be under 100 kPa. The small increase in pressure from 3540 to 3600 kPa is within practical limits and serves to offset kinetic limitations more than mechanical losses.
All optimization studies were carried out on the process configuration that includes the transalkylation reactor. The aim was to enhance propylene conversion and maximize cumene production by adjusting various operating parameters. After identifying the optimal conditions, the same settings were applied to the simpler configuration without the transalkylation reactor for comparison. While the results were relatively similar in terms of propylene conversion and cumene yield, a significant difference was observed in the handling of DIPB. With the transalkylation reactor in place, DIPB is recovered and converted into additional cumene. However, in its absence, DIPB accumulates as a waste byproduct at a rate of 90.624 kmol/h. This highlights the critical role of the transalkylation reactor in improving process efficiency and reducing waste.
The optimization efforts focused on three key variables: temperature and pressure in the alkylation reactor, and the fresh benzene feed rate to the final distillation column. In the first study, increasing the alkylation reactor feed temperature from 170°C to 180°C raised the propylene conversion from 96.13% to 96.20%. Further analysis within a narrower range (170–180°C) indicated that a temperature of 178°C could maintain the same high conversion while being more energy-efficient.
The second optimization explored the effect of benzene feed rate on cumene production. Interestingly, reducing the feed rate from 127.7 kmol/h to 101 kmol/h increased cumene production from 127.8 kmol/h to 135.792 kmol/h. This suggests that a high benzene-to-propylene ratio is not always beneficial and may negatively impact reaction efficiency or distillation performance.
In the third case, increasing the reactor pressure from 3540 kPa to 3600 kPa slightly improved conversion from 96.20% to 96.24%. Although the difference is small, it demonstrates that fine-tuning the pressure can still enhance reactor performance.
When these optimized conditions were applied to the configuration without the transalkylation reactor, conversion and cumene yield remained nearly consistent. However, the accumulation of DIPB as waste clearly emphasized the importance of including the transalkylation reactor to improve overall process sustainability and reduce byproducts.
Table 2 summarize all results of the optimization of the process.
6. Conclusion
This study demonstrated that process simulation and optimization of cumene production using Aspen HYSYS can provide valuable insights for improving industrial-scale operations. The optimization of key operating variables: temperature, pressure, and fresh benzene feed enabled a higher propylene conversion of 96.24% at 178°C and 3600 kPa, while simultaneously reducing byproduct (DIPB) generation and improving overall process efficiency. The introduction of a transalkylation reactor was shown to be a crucial design choice, enhancing sustainability by converting byproducts into valuable products and reducing environmental impact. Although the improvements in conversion appear incremental, they translate to significant energy savings, raw material efficiency, and cost reduction at large production scales, which is critical for industrial competitiveness. The unique contribution of this work lies in its comprehensive comparison of two process configurations (with and without transalkylation) combined with rigorous optimization. This provides a validated simulation-based methodology to guide decision-making in cumene plant design, enabling better resource utilization, enhanced sustainability, and reduced environmental footprint.
The main findings of this study are:
- Achieving a maximum propylene conversion of 96.24% at an optimized temperature of 178°C, pressure of 3600 kPa, and fresh benzene flowrate of 101 kmol/h.
- Reducing the reaction temperature from 180°C to 178°C while maintaining high conversion, leading to energy savings and improved efficiency.
- Increasing cumene production from 127.7 kmol/h (base case) to 135.8 kmol/h after optimization, reflecting enhanced productivity.
- Lowering raw material consumption and waste generation, contributing to better sustainability and reduced operational cost.
- Demonstrating the capability of Aspen HYSYS to predict process behavior and optimize key parameters prior to industrial implementation.
Future work should address dynamic simulation and advanced process control, techno-economic assessments to quantify financial benefits, pilot-scale validation of simulation findings, and AI-based optimization techniques for further process intensification. These efforts will build on this study to develop a robust, cost-effective, and environmentally responsible cumene production process.
Author Contributions
Conceptualization, M.B.B.H; methodology, M.B.B.H; software, M.B.B.H.; validation, M.B.B.; formal analysis, M.B.B.H; data curation, M.B.B.H; writing—original draft preparation, M.B.B.H; writing—review and editing, M.B.B.H; visualization, M.B.B.H; supervision, M.B.B.H; project administration, M.B.B.H.; funding acquisition, M.B.B.H. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported and funded by the Deanship of Scientific Research at Imam Mohammad Ibn Saud Islamic University (IMSIU) (grant number IMSIU-DDRSP2603).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
References
- Ullmann, F.; Gerhartz, W. Ullmann’s Encyclopedia of Industrial Chemistry; VCH: Weineim, 1986. [Google Scholar]
- Lei, Z.; Dai, C.; Wang, Y.; Chen, B. Process optimization on alkylation of benzene with pro-pylene. Energy & Fuels 2009, 23(6), 3159–3166. [Google Scholar]
- Sengupta, S. L.; Pal, S.; Lahiri, S. K. Design and simulation of cumene plant. International Journal of Chemical Engineering and Applications 2011, 2(3), 192–196. [Google Scholar]
- Flegiel, F.; Sharma, S.; Rangaiah, G. P. Development and Multiobjective Optimization of Improved Cumene Production Processes. Materials and Manufacturing Processes 2015, 30(4), 444–457. [Google Scholar] [CrossRef]
- Mahmoudian, F.; Moghaddam, A. H.; Davachi, S. M. Genetic-based multi-objective optimization of alkylation process by a hybrid model of statistical and artificial intelligence approaches. Can. J. Chem. Eng. 2022, 100(1), 90–102. [Google Scholar] [CrossRef]
- Ahmad, F.; Ahmad, N.; Al-Khazaal, A. A. Z. Machine Learning-assisted Prediction and Optimization of Exergy Efficiency and Destruction of Cumene Plant under Uncertainty. Eng. Technol. Appl. Sci. Res. 2024, 14(1), 12892–12899. [Google Scholar] [CrossRef]
- Luyben, W. L. Principles and Case Studies of Simultaneous Design, 1st ed.; Wiley, 2011. [Google Scholar] [CrossRef]
- Ben Hamida, M.B.; Ali, A.B.M.; Sawaran Singh, N.S.; Mostafa, L. Optimization of MXene-Based Aqueous Ionic Liquids for Solar Systems Using Conventional and AI-Based Techniques. Sci Rep 2025, 15, 20565. [Google Scholar] [CrossRef] [PubMed]
- Ayadi, B.; Adnan; Khan, S.U.; Bani-Fwaz, M.Z.; Khidhir, D.M.; Ali, M.M.; Bashir, M.N.; Ben Hamida, M.B. Machine Learning Investigation of Wavy Fin Using Penta Type Nanomaterial with Multiple Parameters: Computational Design. Case Studies in Thermal Engineering 2025, 74, 106816. [Google Scholar] [CrossRef]
- Ben Hamida, M.B.; Basem, A.; Rajab, H.; Othayq, M.M. Dynamic Optimization of a Solar–sCO2–CAES Hybrid Energy System: Integration of Green Hydrogen Production and AI-Based Energy Management. International Journal of Hydrogen Energy 2025, 146, 149888. [Google Scholar] [CrossRef]
- Ayub, A.; Zulkefal, M.; Sethi, H. Artificial-Intelligence-Assisted Investigation of Quality and Yield of Cumene Production. In Proceedings of the CEMP 2023; MDPI, April 10 2024; p. 10. [Google Scholar]
- Amooey, A.A.; Mousapour, M.; Nabavi, S.R. Multiobjective Particles Swarm Optimization and Multicriteria Decision Making of Improved Cumene Production Process Including Economic, Environmental, and Safety Criteria. Can J Chem Eng 2024, 102, 1203–1224. [Google Scholar] [CrossRef]
- Al-Ghamdi, B.; Al-Ghazal, M.; Al-Abdulkareem, Q.; Al-Sharif, A.; Al-Saad, I. Production of Cumene via Alkylation of Benzene and Propylene By Honeywell UOP QMax Technology. ResearchGate, Dec. 2019. [Google Scholar]
- Hazmi, H.A. Process Simulation & Sensitvity Analysis of Cumene Production from an Integrated Alkylation and Transalkylation Reaction. JCPE 2022, 7, 64–78. [Google Scholar] [CrossRef]
- Zhai, J.; Liu, Y.; Li, L.; Zhu, Y.; Zhong, W.; Sun, L. Applications of dividing wall column technology to industrial-scale cumene production. Chem. Eng. Res. Des. 2015, 102, 138–149. [Google Scholar] [CrossRef]
- Norouzi, H. R.; Fatemi, S. Economic optimization of the cumene production process using response surface methodology. Chem. Eng. Commun. 2012, 199(11), 1375–1393. [Google Scholar] [CrossRef]
- Pathak, A. S.; Agarwal, S.; Gera, V.; Kaistha, N. Design and control of a vapor-phase conventional process and reactive distillation process for cumene production. Ind. Eng. Chem. Res. 2011, 50(6), 3312–3326. [Google Scholar] [CrossRef]
Figure 1.
Detailed Process flow.
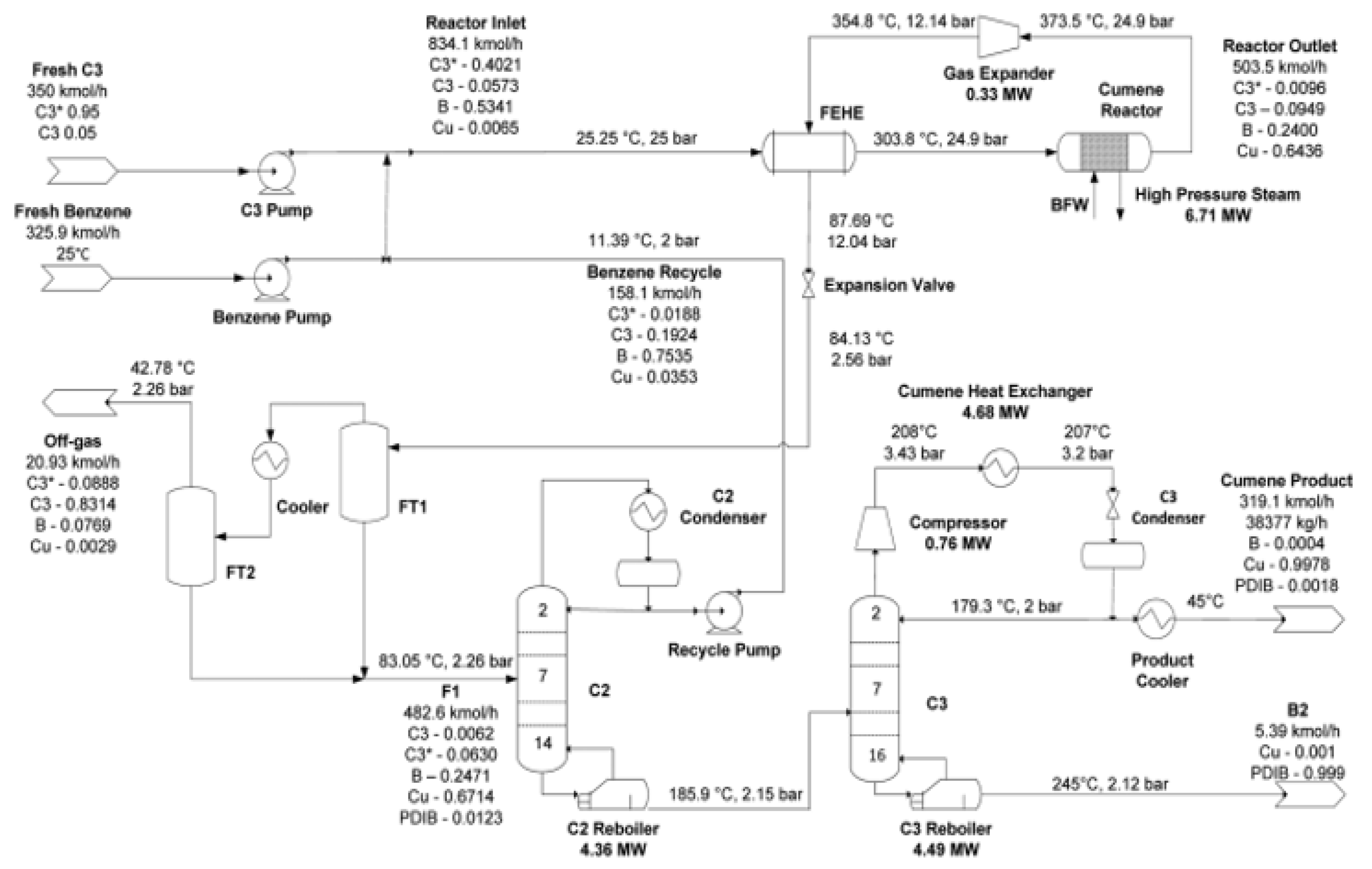
Figure 2.
Cost optimization strategies. Adapted by Mahmoudian et al. [5].
Figure 2.
Cost optimization strategies. Adapted by Mahmoudian et al. [5].
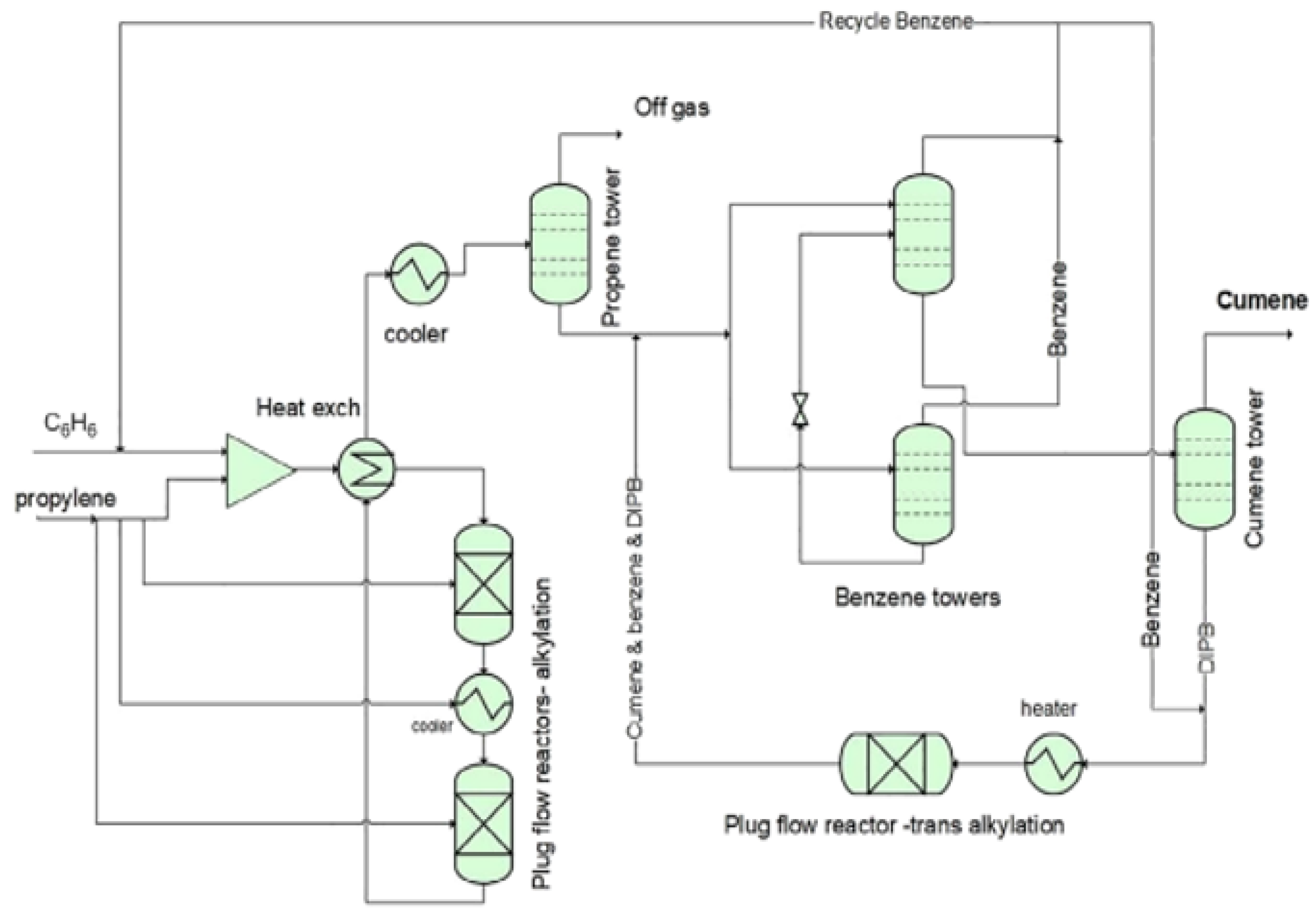
Figure 3.
Process modeling with advanced machine learning methodologies. Adapted by Ahmad et al. [6].
Figure 3.
Process modeling with advanced machine learning methodologies. Adapted by Ahmad et al. [6].
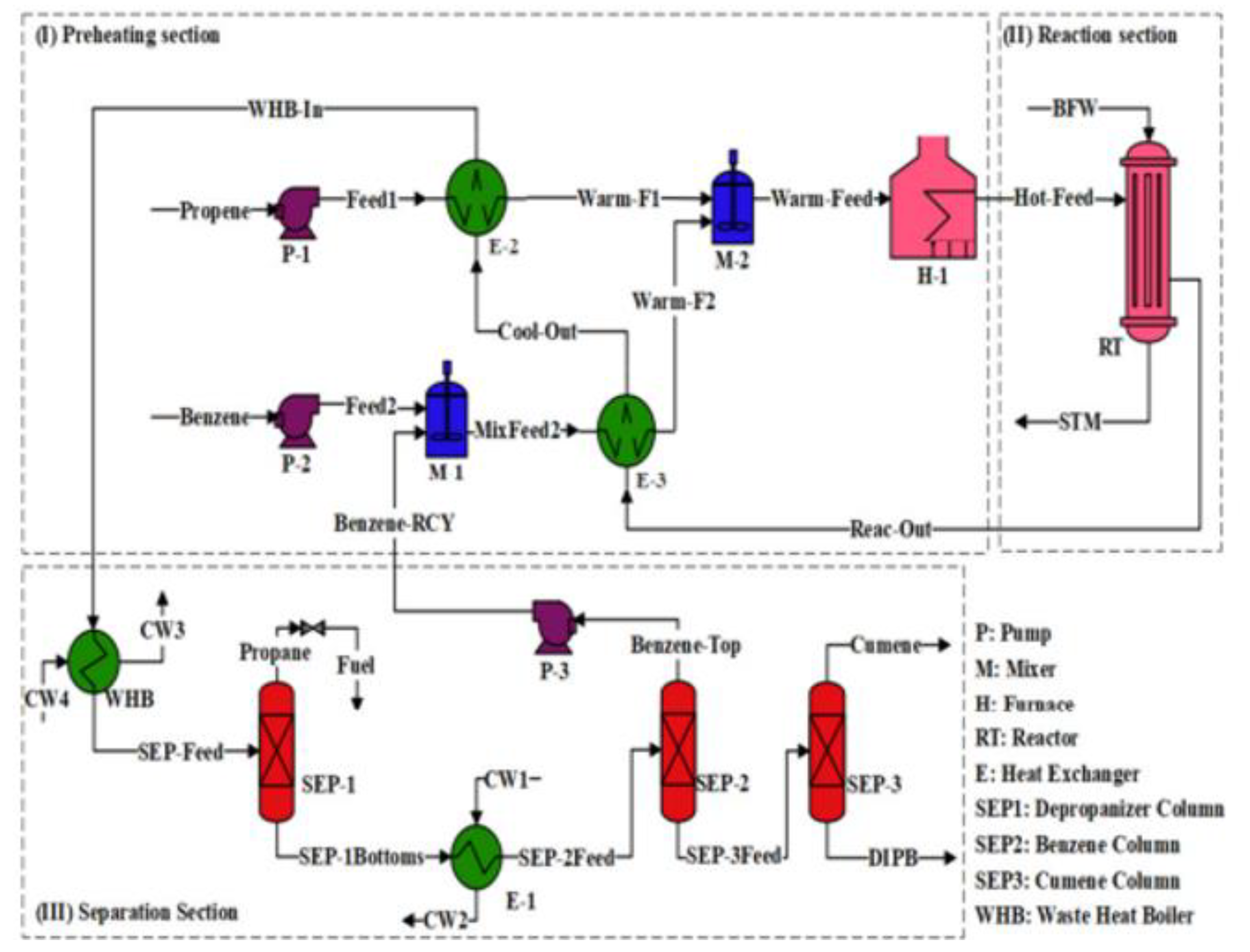
Figure 4.
Economic efficiency Process. Adapted by Luyben [7].
Figure 4.
Economic efficiency Process. Adapted by Luyben [7].
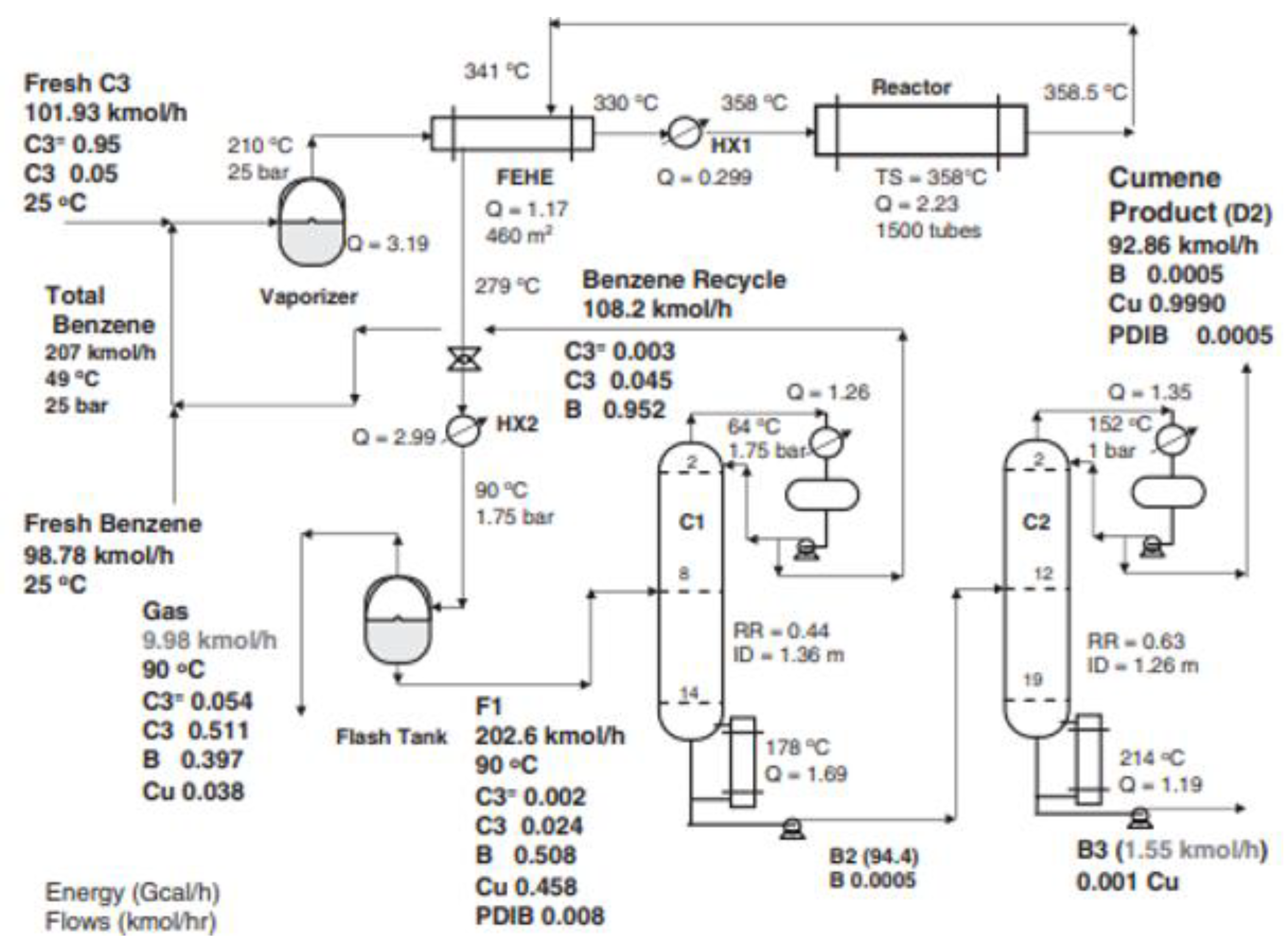
Figure 5.
Cumene Production with Transalkylation Reactor. Adapted by Zhai [15].
Figure 5.
Cumene Production with Transalkylation Reactor. Adapted by Zhai [15].
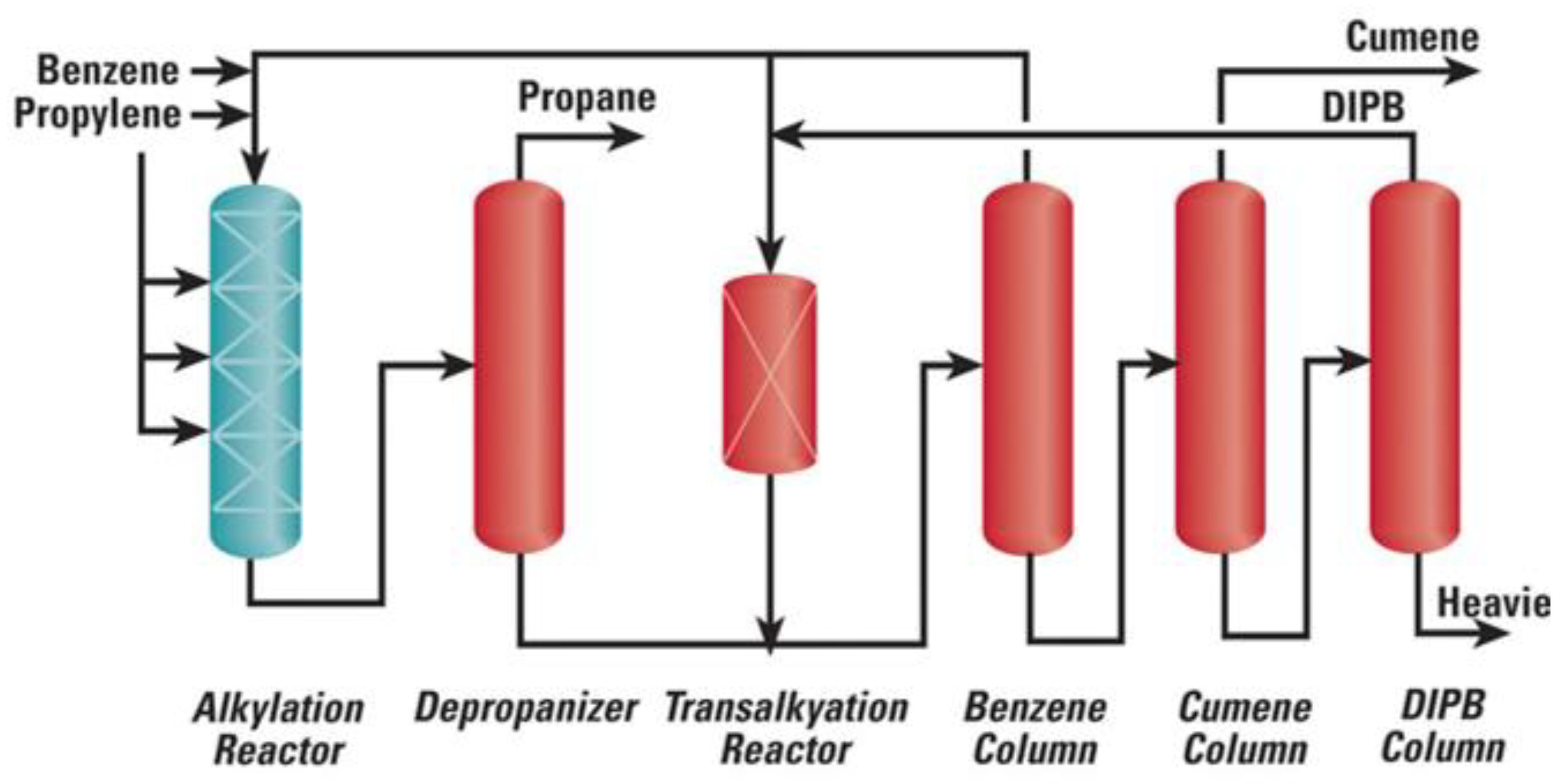
Figure 6.
Typical process flow scheme to produce cumene without transalkylation. Adapted by Al-Ghamdi [13].
Figure 6.
Typical process flow scheme to produce cumene without transalkylation. Adapted by Al-Ghamdi [13].
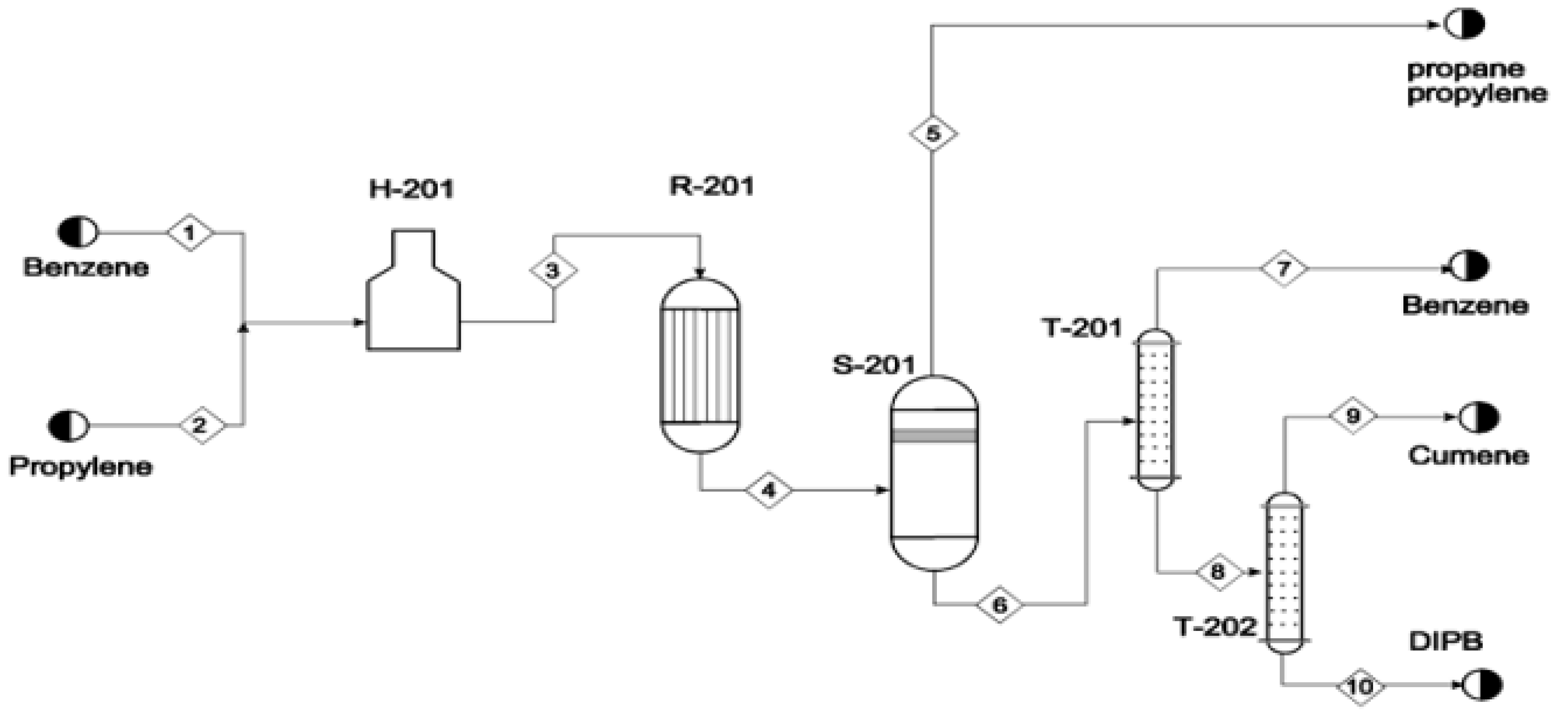
Figure 7.
Process flow diagram.
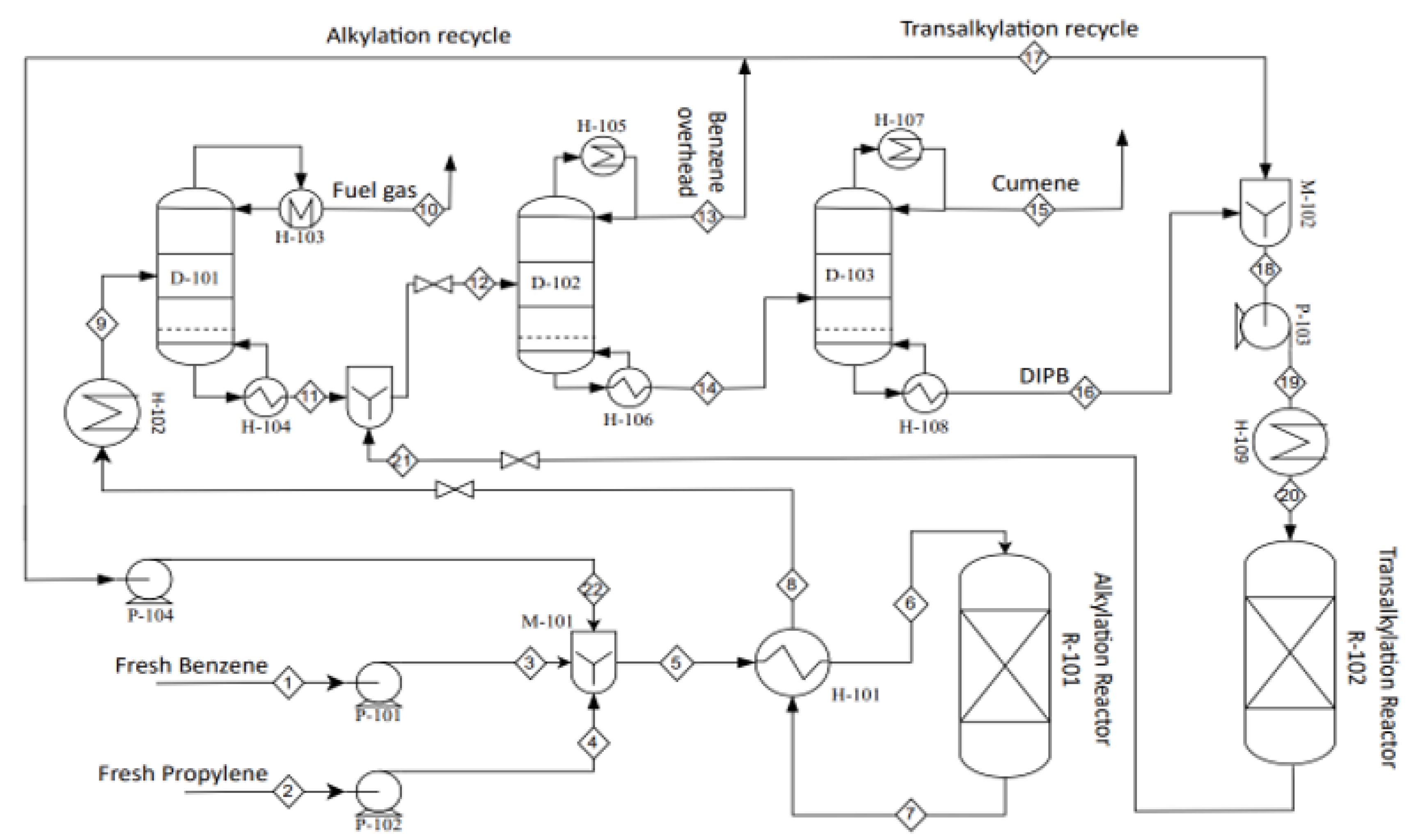
Figure 8.
Economic efficiency Process.
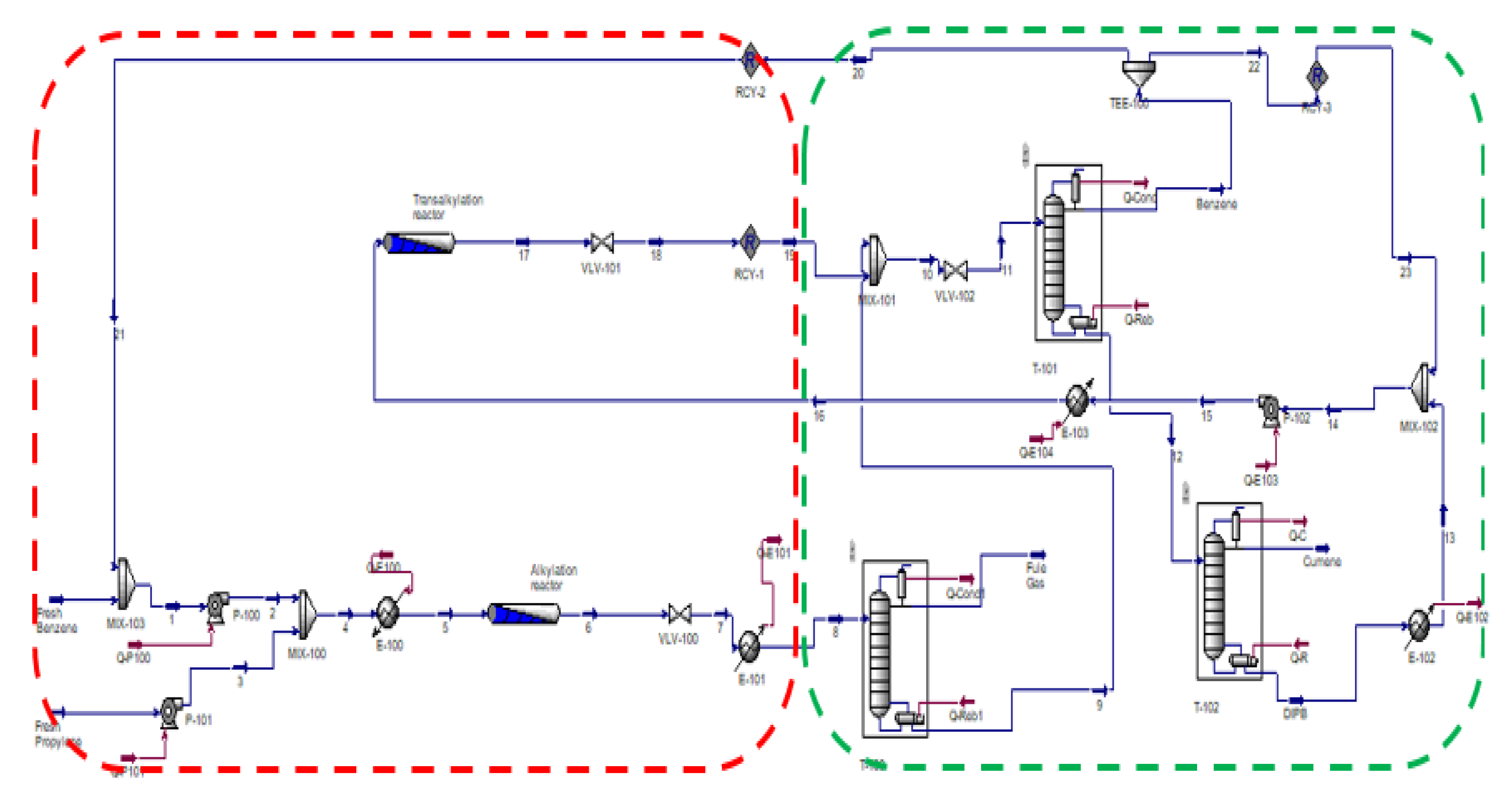
Figure 9.
Zoom in Part (A).
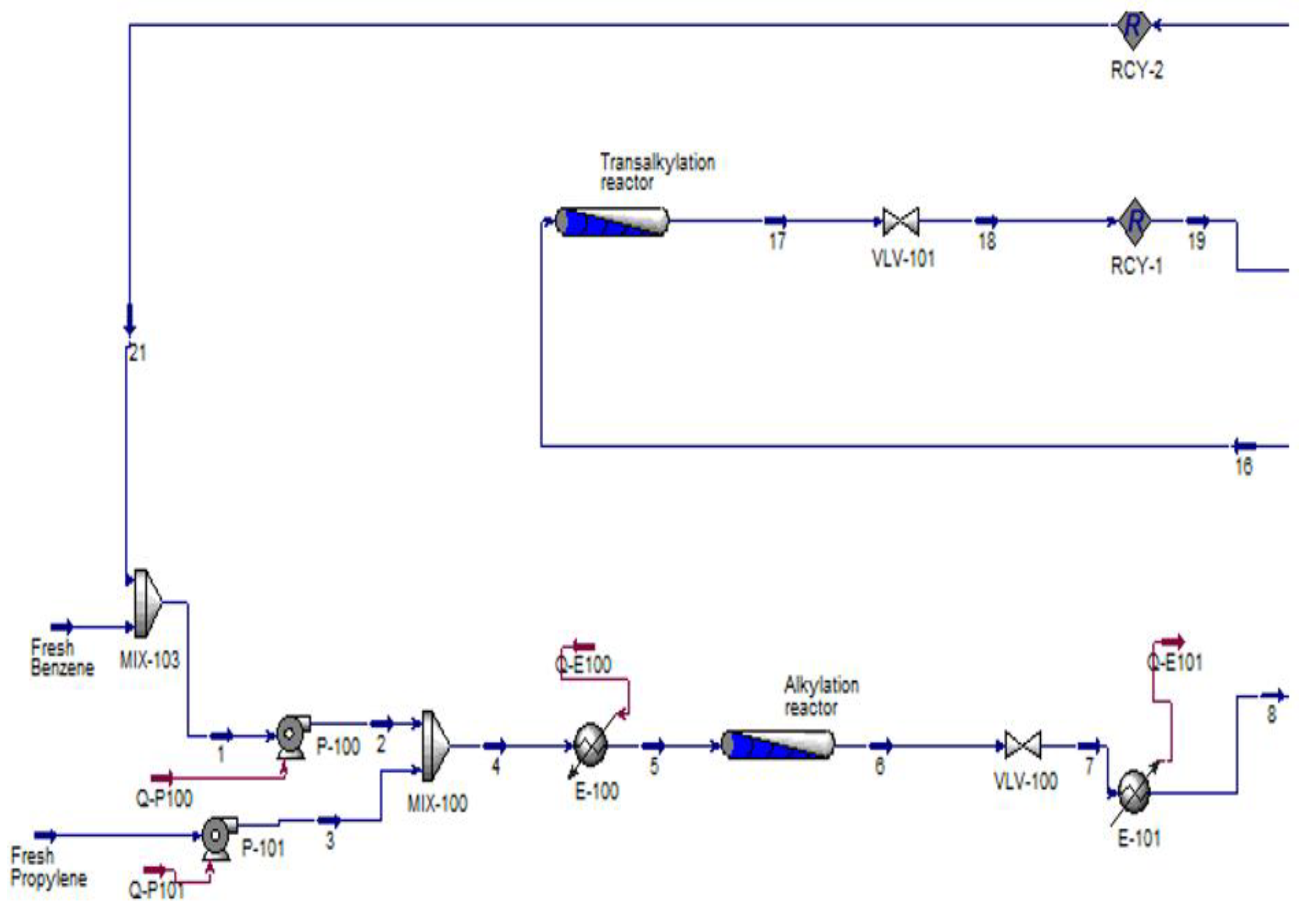
Figure 10.
Zoom in Part (B).
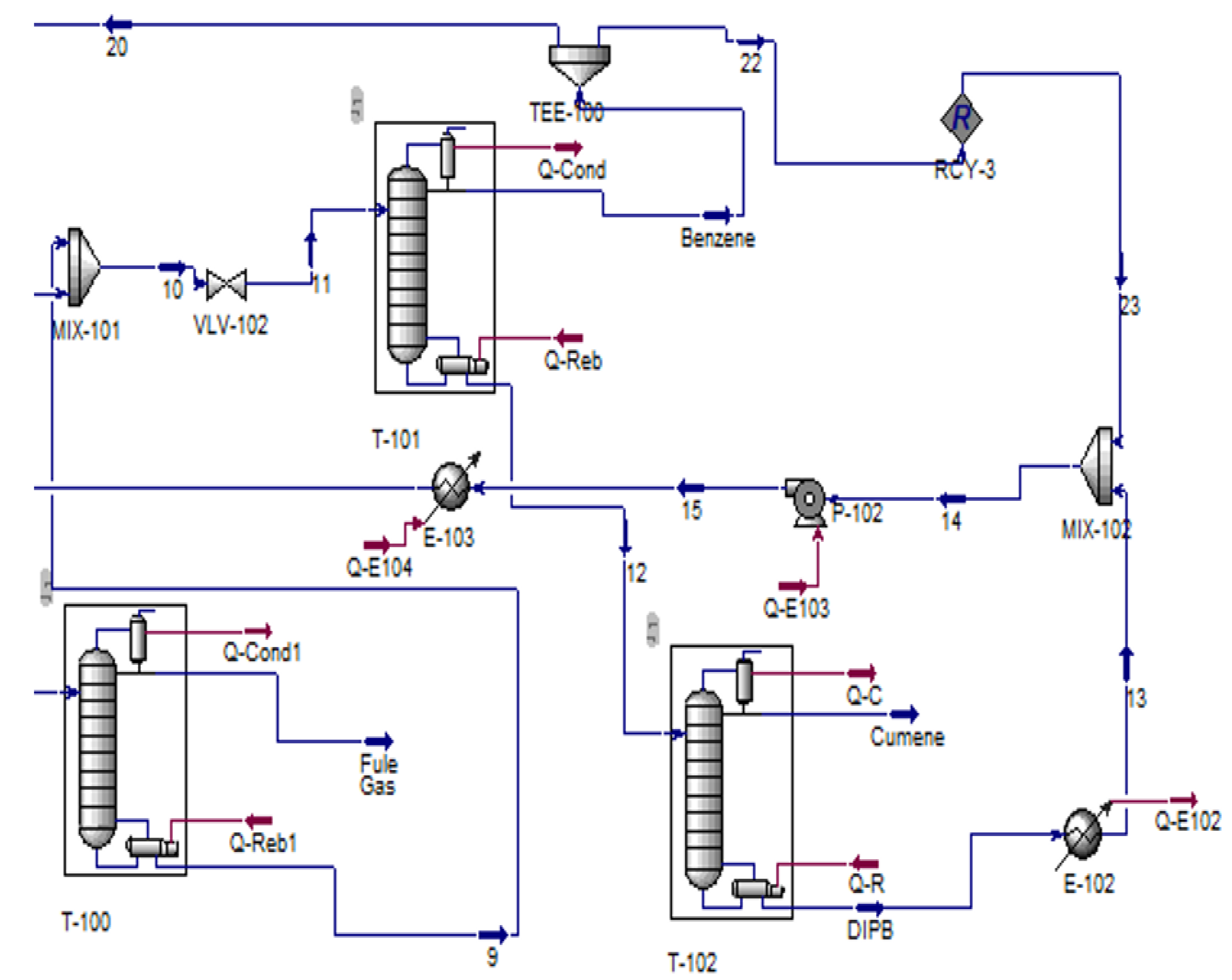
Figure 11.
Full process flow diagram used in the simulation software without transalkylation reactor.
Figure 11.
Full process flow diagram used in the simulation software without transalkylation reactor.
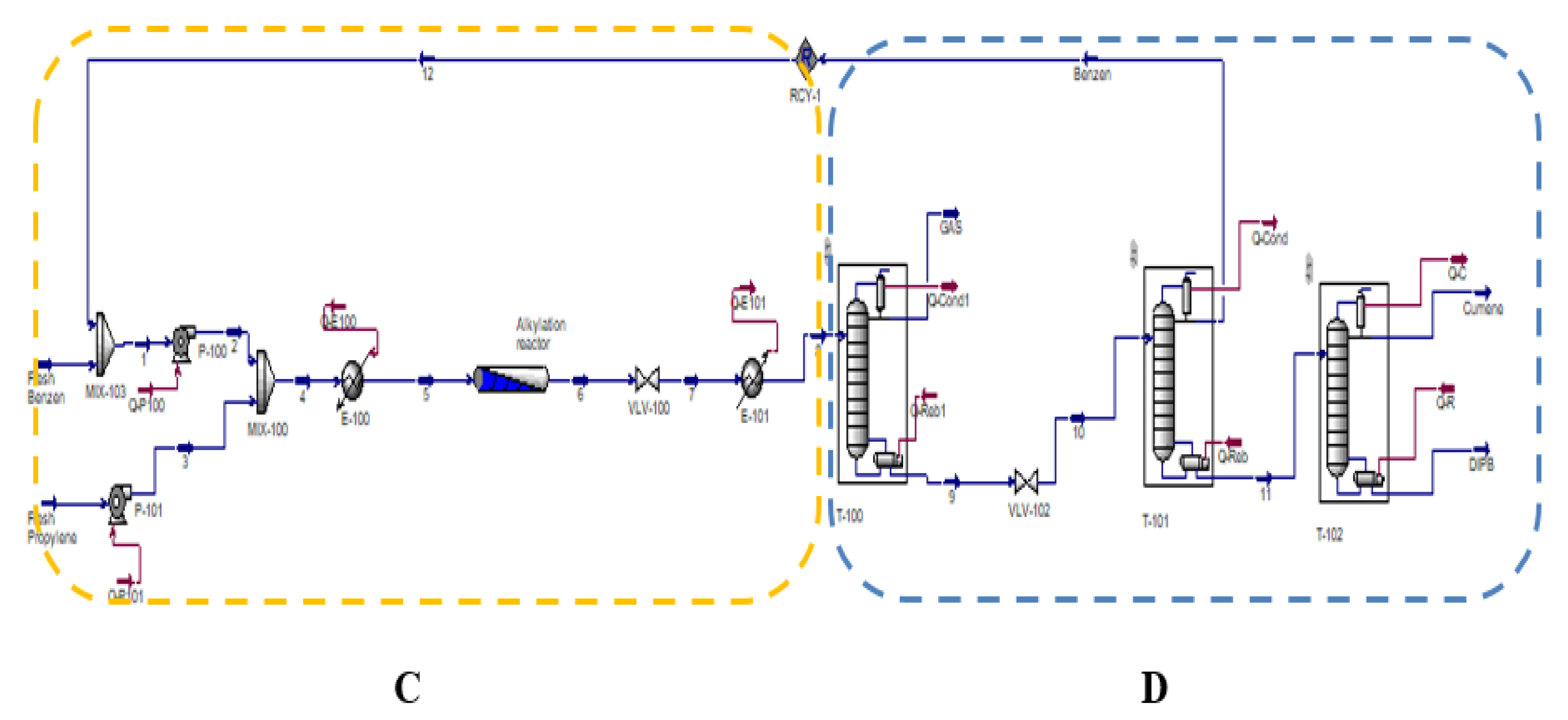
Figure 12.
Zoom in Part (C).
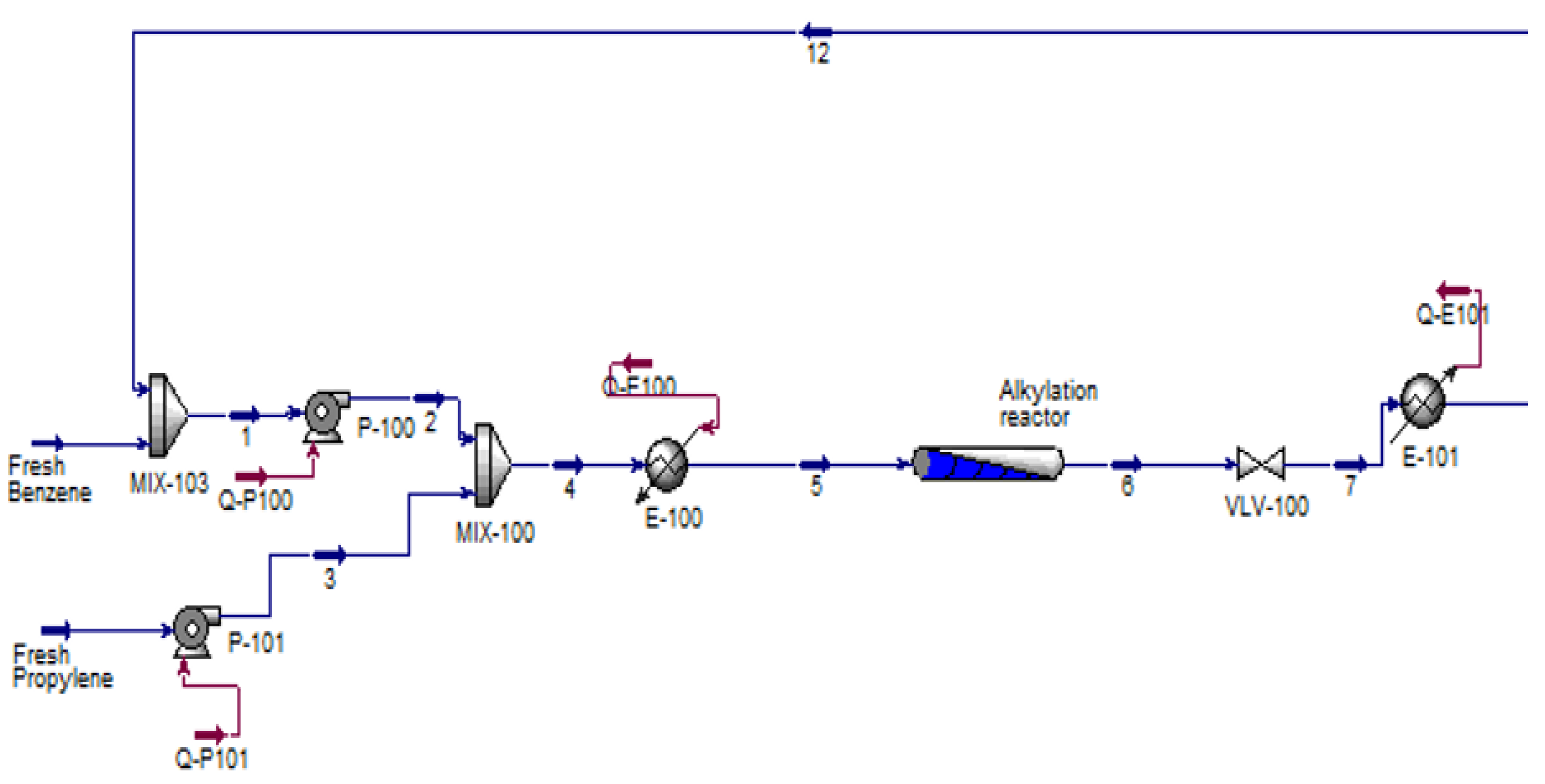
Figure 13.
Zoom in Part (D).
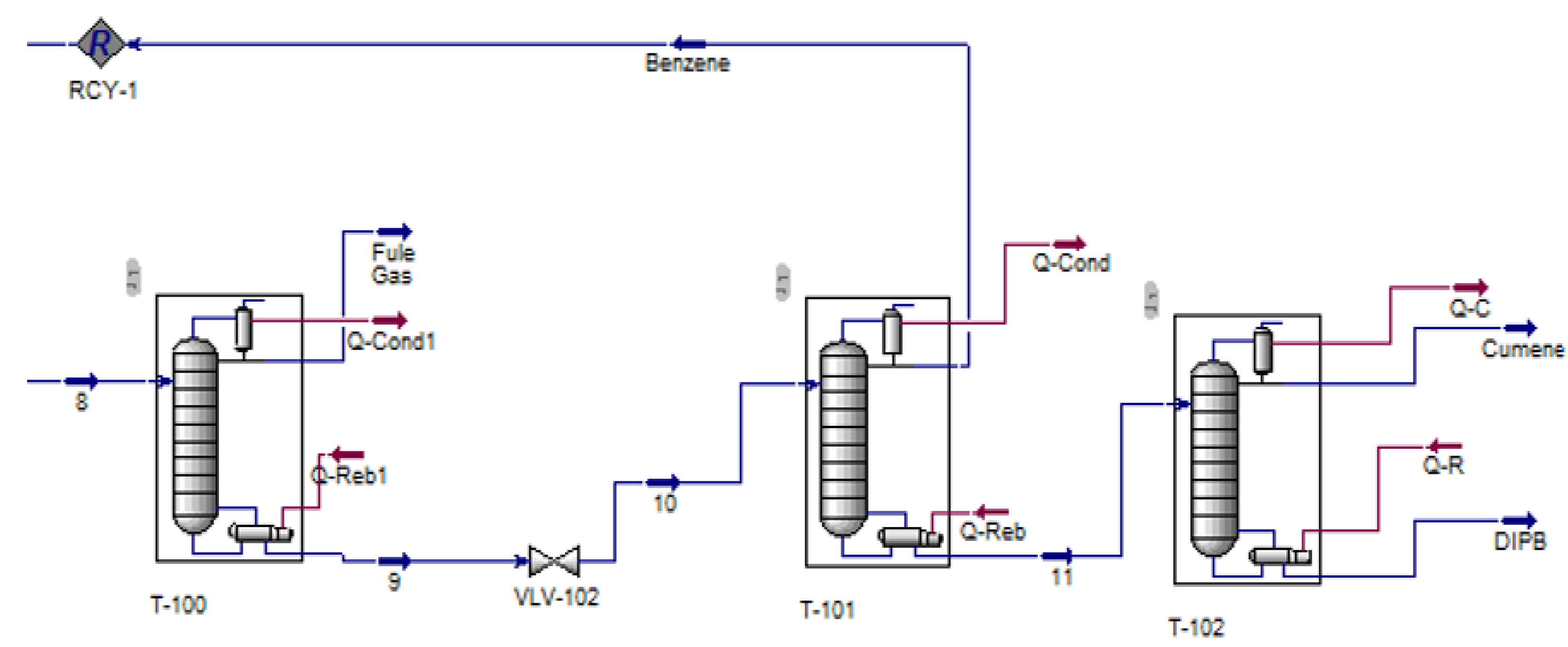
Figure 14.
Optimum temperature for the alkylation reactor.
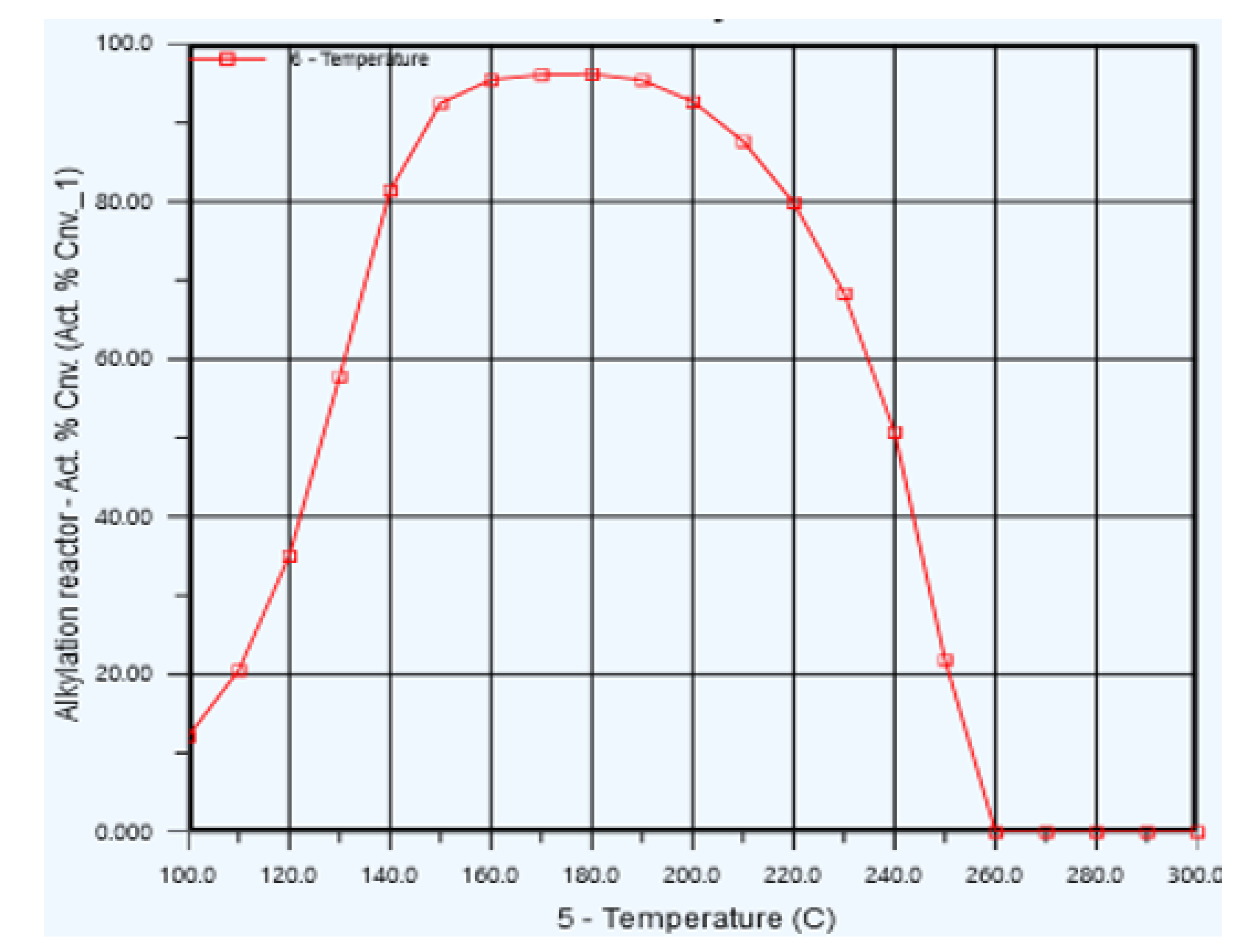
Figure 15.
Optimum Fresh Benzene Feed Rate for Cumene Production.
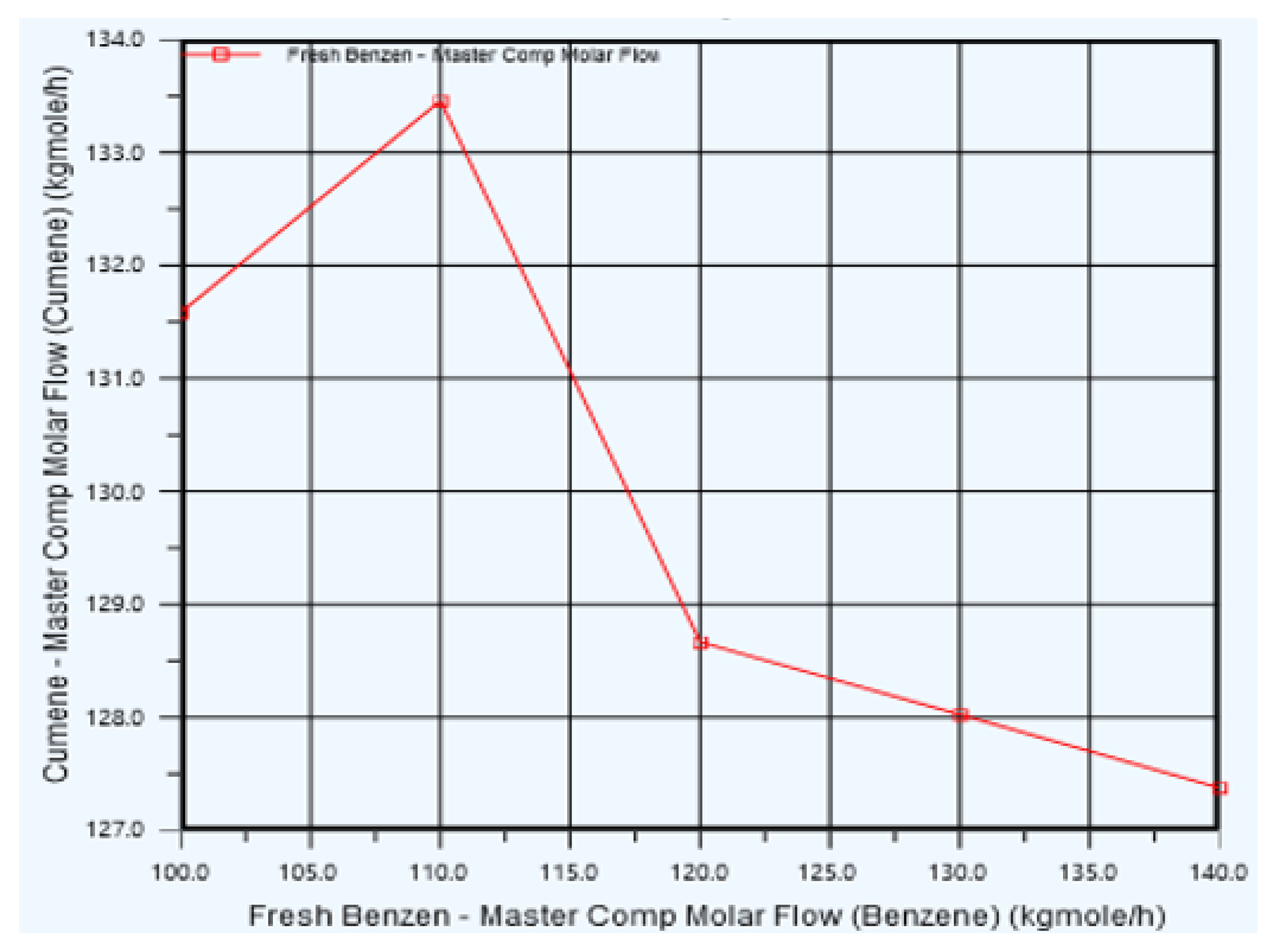
Figure 16.
Cumene Production with Varying Benzene Feed Rate.
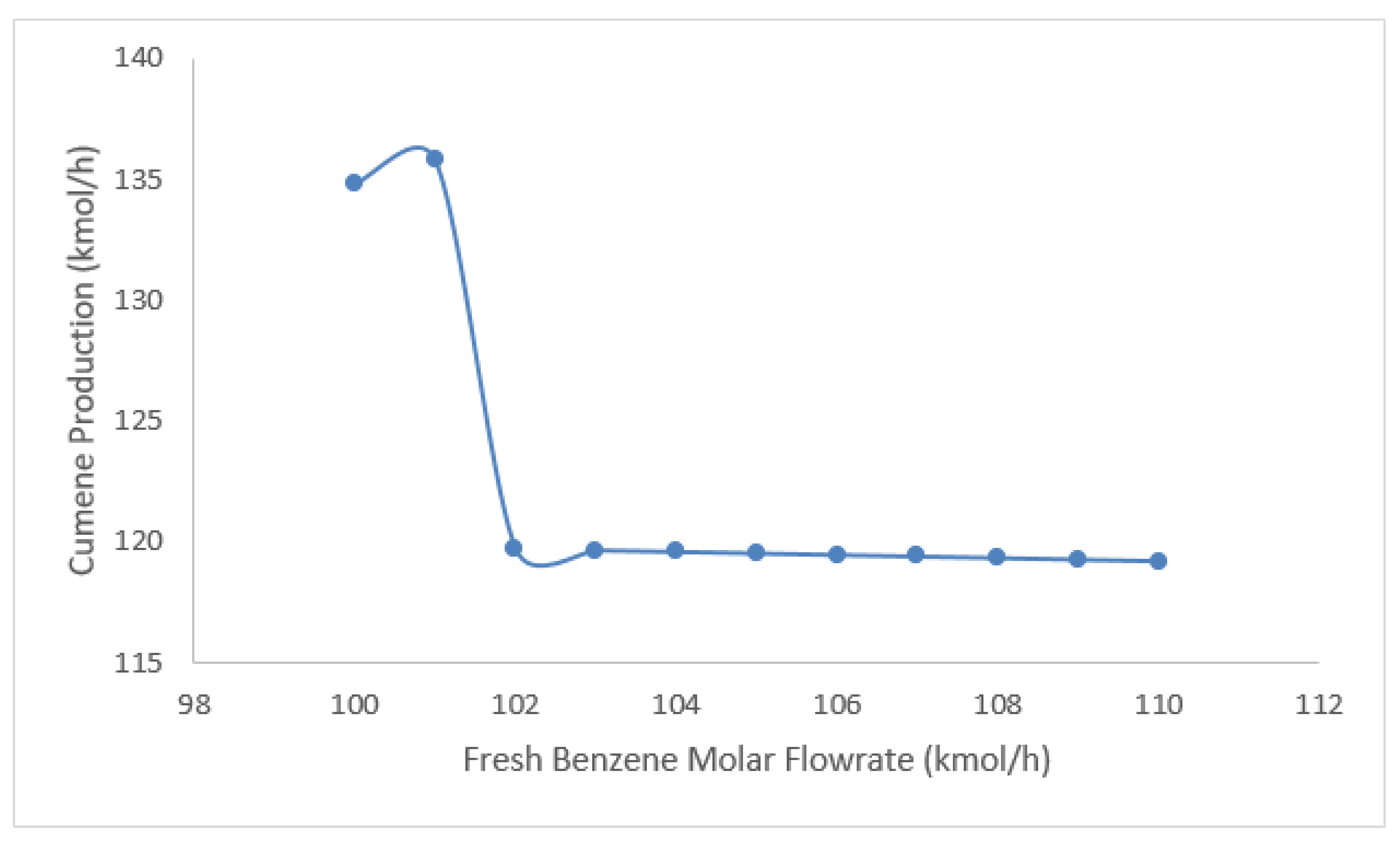
Figure 17.
Optimum Pressure for the alkylation reactor.
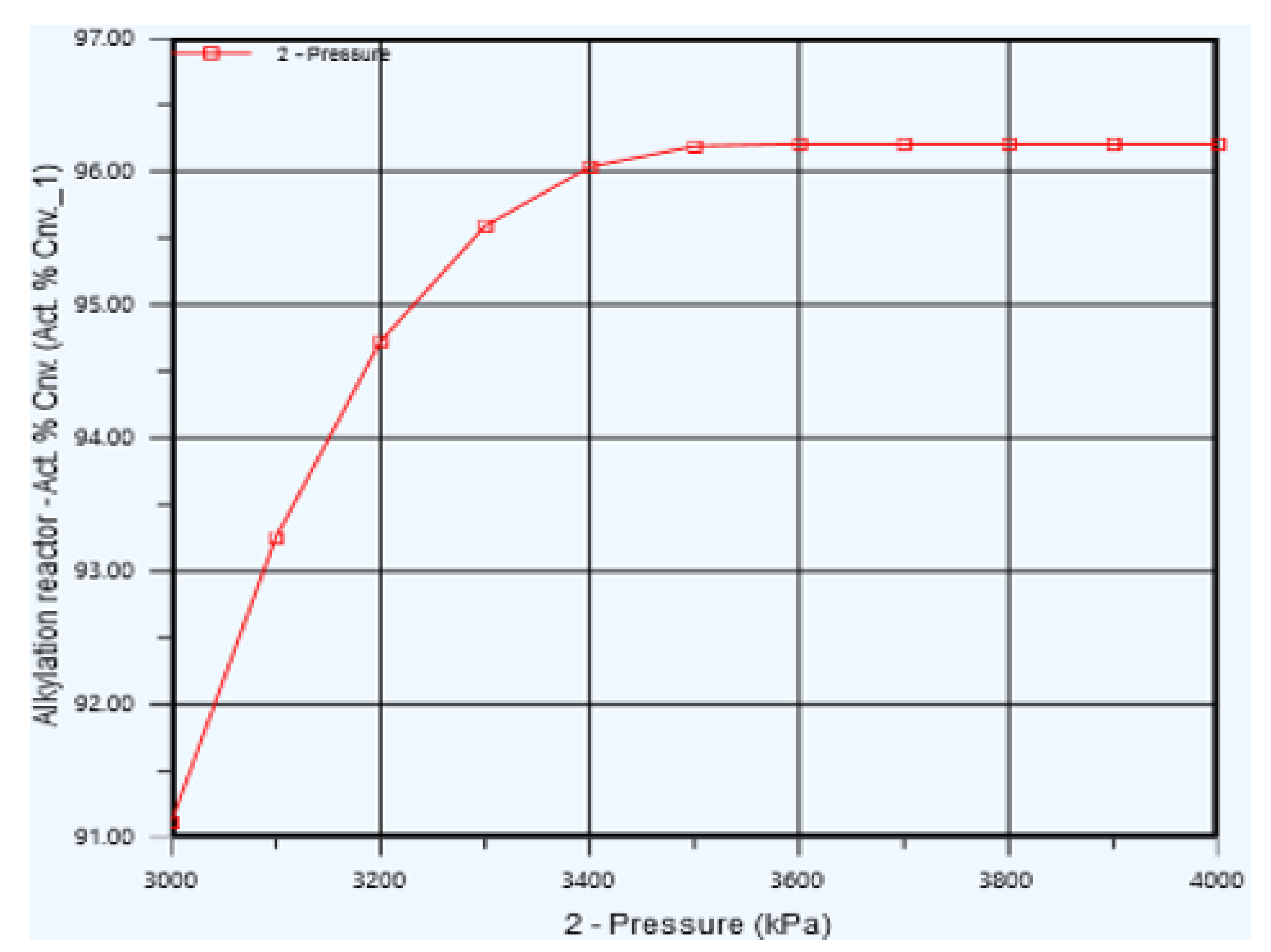

Table 1.
Kinetics of alkylation and transalkylation reactions for cumene production over zeolite Beta catalysts [14,17].
| Reactor | Reaction | Rate expression |
Rate constants |
| Alkylation | Cumene reaction | ||
| DIPB reaction |
|||
| Transalkylation | Forward | ||
| Backward |
E is in kJ/kmol, rate of reaction is in kmol/m3.s, and concentration is in kmol/m3
Table 2.
Effect of Reactor Temperature on Propylene Conversion in the Alkylation Reactor from ASPEN HYSYS.
Table 2.
Effect of Reactor Temperature on Propylene Conversion in the Alkylation Reactor from ASPEN HYSYS.
| Cases | Temperature (°C) | Propylene conversion |
| Case 1 | 170 | 95.71 |
| Case 2 | 171 | 94.28 |
| Case 3 | 172 | 83.85 |
| Case 4 | 173 | 93.14 |
| Case 5 | 174 | 92.77 |
| Case 6 | 175 | 87.01 |
| Case 7 | 176 | 70.11 |
| Case 8 | 177 | 68.03 |
| Case 9 | 178 | 96.20 |
| Case 10 | 179 | 96.20 |
| Case 11 | 180 | 96.20 |
Table 3.
Selection of maximum of Cumene Production in the Final Distillation Column.
| Cases | Fresh benzene Flow (Kgmole/h) | Cumene Flow (Kgmole/h) |
| Case 1 | 100 | 134.844 |
| Case 2 | 101 | 135.792 |
| Case 3 | 102 | 119.725 |
| Case 4 | 103 | 119.665 |
| Case 5 | 104 | 119.605 |
| Case 6 | 105 | 119.542 |
| Case 7 | 106 | 119.477 |
| Case 8 | 107 | 119.413 |
| Case 9 | 108 | 119.349 |
| Case 10 | 109 | 119.284 |
| Case 11 | 110 | 119.219 |
Table 2.
Summary of Process optimization Results.
| Parameter | Before Optimization | After optimization |
| Alkylation Reactor Temperature () | 170 | 178 |
| Propylene Conversion (%) | 96.13 | 96.20 |
| Fresh Benzene Feed (kmol/h) | 127.8 | 101 |
| Cumene Production (kmol/h) | 127.7 | 135.792 |
| Pressure (kpa) | 3540 | 3600 |
| Propylene Conversion (%) | 96.20 | 96.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



