Submitted:
15 January 2026
Posted:
16 January 2026
You are already at the latest version
Abstract
The increasing demand for recombinant proteins has driven innovation in bioprocessing strategies using Komagataella phaffii as a host organism. Conventional fed-batch cultivation with pure methanol induction remains widely used but presents challenges including high methanol consumption, extended downtime, and elevated operational costs. This study evaluates alternative strategies combining mixed induction (methanol/sorbitol) with continuous cultivation to enhance productivity, sustainability, and improved economic outcome. Using KEX2 protease as a model industrial recombinant protein, we compared four cultivation modes: fed-batch with methanol (benchmark), fed-batch with mixed induction, continuous with methanol, and continuous with mixed induction. Cell growth, volumetric yield, and specific productivity were evaluated at 5L scale and then modelled to simulate industrial scales (40 L and 400 L). Results demonstrate that continuous cultivation with mixed induction significantly improves yield up to 9-fold compared to conventional fed-batch and reduces methanol usage and oxygen demand. Techno-economic simulations reveal that a 40 L continuous process can match or exceed the output of two 400 L fed-batch runs, while lowering capital and operating costs and minimising environmental footprint. This integrated strategy offers a scalable, cost-effective, and safer alternative for recombinant protein production, supporting the development of compact and sustainable manufacturing platform.
Keywords:
Komagataella phaffii
; continuous cultivation
; mixed induction
; techno-economic analysis
; recombinant protein production
1. Introduction
The global biopharmaceutical industry is undergoing a profound transformation, driven by the escalating demand for recombinant proteins that underpin vaccines, therapeutic enzymes, monoclonal antibodies, and diagnostic reagents. This surge reflects two converging imperatives: the need for scalable and cost-efficient production platforms and the growing emphasis on environmental sustainability in biomanufacturing. As the sector pivots toward greener technologies, the choice of expression system becomes a critical determinant of process economics and ecological footprint.
Among microbial hosts, Komagataella phaffii (formerly Pichia pastoris) has emerged as a cornerstone of industrial biotechnology. Its popularity stems from a unique combination of attributes: the ability to achieve high cell densities, perform eukaryotic-like post-translational modifications, and secrete recombinant proteins directly into the culture medium, thereby simplifying downstream processing. These advantages have positioned K. phaffii as a preferred alternative to mammalian systems for producing biopharmaceuticals at scale, offering a compelling balance between productivity and cost-effectiveness [1,2].
Despite these strengths, the conventional fed-batch process, which relies on pure methanol as the sole inducer for the AOX1 promoter, presents significant operational and sustainability challenges. Methanol induction, while effective in driving high-level expression, imposes a heavy metabolic burden on the host and introduces multiple engineering constraints. Among these are excessive oxygen demand, substantial heat generation, and stringent safety requirements associated with handling large volumes of flammable methanol at industrial scale[3,4]. These factors collectively inflate operational costs, increase energy consumption, and elevate the carbon footprint of production campaigns. In an era where regulatory agencies and stakeholders prioritize low-impact manufacturing, such limitations render the status quo increasingly untenable.
To overcome these bottlenecks, two promising strategies have gained traction: mixed induction and continuous cultivation. Mixed induction involves supplementing methanol with a non-repressive co-substrate, typically sorbitol, during the induction phase. This approach mitigates the physiological stress associated with methanol metabolism, reduces oxygen uptake rates, and improves cell viability while maintaining robust AOX1-driven expression [5,6]. Studies have demonstrated that methanol/sorbitol co-feeding can lower oxygen consumption by up to 30%, decrease heat output, and significantly reduce the release of host cell proteins (HCPs), thereby enhancing product purity and downstream processing efficiency [4]. Furthermore, mixed induction halves the quantity of methanol required, reducing both safety risks and environmental impact, a critical consideration for large-scale operations [7].
In parallel, continuous bioprocessing has emerged as a disruptive paradigm in upstream manufacturing. Unlike batch or fed-batch systems, continuous cultivation maintains cells in a steady state by simultaneously feeding fresh medium and removing spent broth. This configuration offers several advantages: reduced downtime between production cycles, improved process consistency, and enhanced volumetric productivity over extended campaigns [8,9]. Continuous systems also enable smaller bioreactor footprints and modular facility designs, translating into lower capital expenditure and operational flexibility [10]. Importantly, continuous processing aligns with sustainability goals by minimizing energy-intensive cleaning and sterilization steps, thereby reducing water and chemical usage.
Despite their individual merits, the combined application of mixed induction and continuous cultivation remains largely unexplored. This represents a critical knowledge gap, as integrating these strategies could synergistically address the dual challenge of productivity and sustainability. Preliminary investigations suggest that continuous cultures supplemented with sorbitol maintain high AOX1 expression while alleviating oxygen limitations, but systematic evaluations of their techno-economic feasibility at industrial scale are scarce [6,11]. Bridging this gap is essential for guiding process engineers and decision-makers toward next-generation manufacturing platforms.
Beyond process innovations, genetic and metabolic engineering strategies are reshaping the K. phaffii platform to further enhance sustainability. Recent advances include methanol-independent systems enabled by ARS plasmids and carbon source-based selection, which eliminate the hazards associated with methanol handling while improving scalability [12]. Similarly, methanol-free induction systems based on the PDH promoter allow growth-decoupled protein production, reducing oxygen demand and heat generation during induction [13]. Complementary approaches, such as introducing methanol metabolism genes from Hansenula polymorpha, have demonstrated improved methanol utilization and higher yields, mitigating some of the inherent limitations of AOX1-driven systems [14]. These innovations, combined with cell engineering strategies to optimize secretion pathways and stress tolerance [2], underscore the versatility of K. phaffii as a platform for sustainable biomanufacturing.
The present study undertakes a comparative analysis of four cultivation strategies using K. phaffii engineered to express KEX2 protease, a model protein relevant to insulin maturation and therapeutic peptide processing. The strategies under evaluation include:
(i) fed-batch with methanol (benchmark),
(ii) fed-batch with mixed induction,
(iii) continuous with methanol, and
(iv) continuous with mixed induction.
A key focus is the techno-economic comparison between a conventional setup employing two 400 L fed-batch bioreactors and an innovative alternative using a single 40 L continuous bioreactor with mixed induction. This scale-down hypothesis posits that continuous mixed induction can maintain productivity while significantly reducing raw material consumption, energy requirements, and capital investment. By integrating experimental characterization with process simulation, this work delivers a holistic assessment encompassing productivity metrics, impurity profiles, energy balances, and cost drivers.
Beyond operational metrics, the implications of this research extend to environmental sustainability. Methanol-based processes are associated with high greenhouse gas emissions and safety hazards, particularly when sourced from fossil feedstocks [15]. Transitioning to mixed induction strategies reduces methanol usage, while continuous processing minimizes resource-intensive cleaning cycles, together contributing to a smaller carbon footprint. In the long term, coupling these innovations with renewable methanol or alternative C1 substrates could further decarbonize biopharmaceutical manufacturing [16,17].
In summary, this study positions continuous mixed induction as a potential game-changer for upstream bioprocessing in K. phaffii. By systematically quantifying its performance against conventional paradigms and contextualizing it within emerging methanol-free and genetic engineering strategies, we aim to provide actionable insights for industry stakeholders navigating the shift toward sustainable, high-efficiency biomanufacturing. The findings are expected to inform design decisions, investment strategies, and policy frameworks, accelerating the adoption of greener technologies in the global biopharmaceutical landscape.
2. Materials and Methods
Materials
All chemicals were of analytical grade and purchased from Sigma-Aldrich (Poole, UK) unless otherwise specified. The fermenter was a 5-liter benchtop model with a Sartorius B+ tower (Göttingen, Germany). The system consisted of fermenter vessels equipped with temperature, dissolved oxygen (DO), pH, and antifoam sensors, as well as acid, base, antifoam, and induction solution feed bottles with their respective pumps. The fermenter uses air as its primary source of oxygen, with two six-bladed Rushton impellers employed to meet the oxygen demands. Details of the cultivation process are elucidated in the subsequent sections.
Methods
The initial fermentation steps for KEX2 protease production followed the Invitrogen Pichia Fermentation Process Guidelines Overview (2013). After a 24-hour induction phase, the cultivation transitioned to continuous mode for a minimum of 10 days (approximately 240 hours) to maintain system stability. A schematic of the workflow, from seed preparation to Erlenmeyer flask (≈20 hours) and subsequently to the fermenter (≈290 hours), is provided in the Supplementary Data (Figure S1).
Yeast Strain and Erlenmeyer Flask Culture
The Komagataella phaffii X-33 strain (Mut⁺ phenotype), provided by PT Bio Farma (Bandung, Indonesia), was used for recombinant KEX2 protease expression under the methanol-inducible AOX1 promoter. Small-scale cultivation was initiated from a working cell bank (WCB) and inoculated into a 1 L Erlenmeyer flask containing 200 mL of buffered glycerol complex medium composed of 1% (w/v) yeast extract, 2% (w/v) peptone, 1.34% (w/v) yeast nitrogen base, 0.4 mg·L⁻¹ biotin, 100 mM potassium phosphate buffer (pH 6.0), and 1% (w/v) glycerol. Cultures were incubated in a shaker at 30 °C and 250 rpm for 18–24 hours until a wet cell weight of approximately 30 g·L⁻¹ was achieved.
Continuous Fermentation in Bioreactor
A 5 L fermenter was employed for the continuous fermentation process, containing 2 L of sterilized basal salt medium (BSM) formulated according to Invitrogen™ Thermo Fisher Scientific guidelines. The inoculum was prepared from the Erlenmeyer flask culture. The BSM composition per liter included: 26.7 mL of 85% (v/v) phosphoric acid (H₃PO₄), 0.93 g calcium sulfate (CaSO₄), 18.2 g potassium sulfate (K₂SO₄), 14.9 g magnesium sulfate heptahydrate (MgSO₄·7H₂O), 4.1 g potassium hydroxide (KOH), and 40.0 g glycerol. The pH was adjusted to 4.0 using 15% (m/v) ammonium hydroxide, followed by sterilization via autoclaving. Subsequently, 4.35 mL of Pichia trace metals solution (PTM1) was added per liter of BSM, and the pH was further adjusted to 5.0 using sterile 15% (m/v) ammonium hydroxide prior to inoculation.
The PTM1 solution was prepared by dissolving (per liter of Milli-Q water): 6.0 g cupric sulfate pentahydrate (CuSO₄·5H₂O), 0.08 g sodium iodide (NaI), 3.0 g manganese sulfate monohydrate (MnSO₄·H₂O), 0.2 g sodium molybdate dihydrate (Na₂MoO₄·2H₂O), 0.02 g boric acid, 0.5 g cobalt chloride (CoCl₂), 20.0 g zinc chloride (ZnCl₂), 65.0 g ferrous sulfate heptahydrate (FeSO₄·7H₂O), 0.2 g biotin, and 5.0 mL sulfuric acid. The solution was sterilized using a Sartorius® Sartolab™ filtration system before use.
The continuous cultivation process (illustrated in Supplementary Figure S1B) comprised four main phases and a transitional phase between the second and third stages. Operating conditions were maintained at 30 °C, pH 5.0 (controlled with 12.5% ammonium hydroxide), and dissolved oxygen (DO) above 30% via cascading agitation.
Initially, cells grew in batch mode (glycerol batch phase) utilizing glycerol in the BSM. After 17–24 hours, a spike in dissolved oxygen indicated glycerol depletion, triggering the glycerol fed-batch phase. A feed of 50% (w/v) glycerol supplemented with PTM1 was supplied at 18 mL·h⁻¹·L⁻¹ BSM until wet cell weight reached 180–220 g·L⁻¹, after which feeding was stopped to initiate a 15–30 min starvation period. Induction then commenced by feeding methanol or a methanol-sorbitol mixture [4]. To facilitate adaptation, the induction feed was ramped: 33% of the final rate for 1 h, 67% for 2 h, and then maintained at 8.4 mL·h⁻¹·L⁻¹ (pure methanol) or 10.8 mL·h⁻¹·L⁻¹ (mixed strategy) for 264 h.
After 24 h of induction, the process transitioned to continuous mode, with BSM (without glycerol) fed at a calculated dilution rate while culture broth was continuously harvested to maintain constant fermenter volume. Harvested broth was stored at 2–8 °C and collected daily. At the end of the 10-day continuous phase, the remaining broth was harvested. All collected broth was centrifuged at 4000 rpm, 8 °C for 30 min to separate cells from the supernatant, where secreted KEX2 protease was recovered.
Biomass Calculation
Dry cell weight (DCW) and wet cell weight (WCW) were determined in triplicate to ensure accuracy. Empty 15 mL Falcon tubes were pre-weighed prior to sample loading. A 5 mL aliquot of culture was transferred into a centrifuge tube and centrifuged at 4000 rpm for 10 minutes using a Thermo Scientific SL 40R benchtop centrifuge. After removing the supernatant, the tube containing the cell pellet was weighed to obtain WCW. The wet biomass was then dried at 120 °C for 20–45 minutes using a KERN moisture balance analyser to determine DCW.
In this study, variables and denote the biomass (dry cell weight, DCW) measured at sampling times and , respectively, corresponding to volumes and . The cultivation process described in this study follows a fed-batch strategy, where continuous feeding of glycerol and methanol progressively increases the fermenter volume. Consequently, the specific growth rate () was calculated by accounting for changes in volume, biomass, and sampling time. All values are reported to three significant figures.
Dilution Rate and Retention Time
Based on an equation for a continuous stirred tank reactor, dilution rate was calculated using equation 1.2.
Here, (h⁻¹) denotes the dilution rate, (mL·h⁻¹) represents the harvest flow rate or the total feed rate when the bioreactor volume is maintained constant, and (mL) refers to the constant working volume inside the bioreactor during the continuous phase.
Harvest Rate and Feed Rate of Substrates
In a chemostat continuous cultivation process, dilution rate is equal to the steady state of specific growth rate, which can be depicted into equation 1.3 [19].
Where µ (h-1) is the specific growth rate and D (h-1) is the dilution rate.
For the initial calculations of the harvest rate, induction solution feed rate, fresh medium feed, and base feed rate for continuous cultivation, the equation can be simplified into the equation 1.4 to 1.6.
Here, the harvest rate refers to the rate at which broth is withdrawn from the fermenter (mL·h⁻¹), represents the dilution rate (h⁻¹), and is the fermenter volume at the onset of the continuous phase. In a chemostat system, the outflow (harvest rate) must equal the total inflow to maintain a constant broth volume inside the bioreactor [20]. The inflow comprises the induction feed (methanol or a 50% C-mol methanol–sorbitol mixture), the fresh medium feed (medium without carbon source and PTM1), and the acid/base feed, which includes the average hourly addition of NH₄OH and H₃PO₄ (mL·h⁻¹).
KEX2 Protease Characterisation and Quantification
An SDS-PAGE assay was performed on the supernatant after separating cells (pellets) from the culture medium. The supernatant was mixed with 4× SDS sample loading buffer at a 3:1 ratio and heated at 95 °C for 10 minutes. Samples were briefly centrifuged at 8000 rpm for 8 seconds to collect condensed liquid at the bottom of the tube.
Electrophoresis was carried out using Bio-Rad Any kD™ Mini-PROTEAN® TGX™ Precast Protein Gels assembled in a gel tank and submerged in 1× running buffer. A PageRuler™ Prestained Protein Ladder (Thermo Fisher Scientific, UK) served as the molecular weight standard. Each well was loaded with 3 µL of ladder or 10 µL of sample mixed with loading buffer. SDS-PAGE was run at a constant voltage of 120 V for 80 minutes using a Bio-Rad PowerPac Basic system.
Following electrophoresis, the gel was stained overnight in 50 mL of Coomassie Blue solution (Thermo Scientific, UK) with gentle agitation. The stain was then discarded, and the gel was destained four times for 30 minutes each using a solution of Milli-Q water, methanol, and glacial acetic acid (8:1:1). Protein bands were imaged using a Biostep ViewPix 700 system after destaining.
Quantification of KEX2 protease concentration was performed using TotalLab Quant software (version 13.2, TotalLab, UK) based on SDS-PAGE Coomassie staining and western blot results, following the manufacturer’s instructions. An example densitometry analysis of a KEX2 protease sample with bovine serum albumin (BSA) as a negative control is provided is provided in Supplementary Figure S2, and the corresponding quantitative results are presented in Supplementary Table S1. Gel images were processed by assigning lanes, normalizing background using the rolling method (value 800), and automatically detecting bands under recommended settings. Band size was determined by comparison with the protein ladder (10–180 kDa), and band intensity was quantified using BSA standards included on the same gel. A similar approach has been previously applied for recombinant human growth hormone (rhGH) quantification [21].
The concentration of KEX2 protease was estimated using the total soluble protein (TSP) determined by the Bicinchoninic Acid (BCA) assay from the supernatant after cell removal. KEX2 protease content was then quantified through densitometry analysis of SDS-PAGE Coomassie-stained gels. Densitometry readings were used to calculate the proportion of the target protein by comparing its band intensity to the total band intensity within the same lane. This approach was validated by prior SDS-PAGE and western blot results confirming the purity of the target band. The final concentration (mg·L⁻¹) was derived using the equations 1.7 and 1.8 below.
The concentration of KEX2 protease (mg·L⁻¹) refers to the amount of target protein (in milligrams) per liter of supernatant collected after cell separation at a given time point. The specific yield (mg·g⁻¹ DCW) represents the amount of target protein per gram of biomass based on dry cell weight. KEX2 content indicates the percentage of the target protein band in the supernatant, as determined by densitometry analysis. TSP denotes the total soluble protein concentration (mg·L⁻¹) in the supernatant, measured at the same time point using a protein quantification assay. DCW corresponds to the dry cell weight concentration (g·L⁻¹), obtained from cell density measurements.
3. Results
3.1. Biological Performance
The biological performance of Komagataella phaffii expressing KEX2 protease was assessed under fed-batch and continuous cultivation strategies using pure methanol and mixed methanol/sorbitol induction. Growth profiles demonstrated that mixed induction consistently supported higher biomass accumulation compared to methanol-only systems (Figure 1 A and B). In fed-batch mode, cultures induced with methanol and sorbitol achieved greater dry cell weight (DCW) values than those induced with methanol alone. Similarly, continuous cultivation maintained steady-state biomass at approximately 100 g DCW·L⁻¹ under mixed induction, compared to 80 g DCW·L⁻¹ with pure methanol, indicating improved metabolic stability and growth performance during extended operation (Figure 2 A and B), corroborating with the findings of [22].
Cell morphology was evaluated at the conclusion of the induction phases, with representative micrographs presented in Figure 3 (A–D). These images reveal consistent cell size and intact structural features across both induction strategies, underscoring the robustness of the mixed induction approach [23]. This morphological uniformity aligns with sustained biomass concentration and productivity observed during prolonged cultivation. Moreover, the expressed KEX2 protease demonstrated genetic stability throughout the entire cultivation process. This stability is primarily attributed to the chromosomal integration of the expression cassette within the Komagataella phaffii genome, which eliminates the reliance on episomal plasmids. Unlike plasmid-based systems that are prone to segregation loss under prolonged cultivation or stress conditions, chromosomal integration ensures consistent gene retention and robust expression over extended operational periods. This feature is particularly advantageous for continuous and large-scale bioprocesses, as it guarantees product reliability, minimises variability, and reduces the need for selective pressure or antibiotic supplementation. Consequently, the process not only enhances operational efficiency but also aligns with regulatory expectations for genetic stability in industrial biomanufacturing.
3.2. Productivity Analysis
Comprehensive protein expression analysis via SDS-PAGE and Western blot confirmed robust KEX2 protease production under all tested conditions. Quantitative densitometry and BCA assays revealed pronounced differences in productivity between induction strategies, with complete datasets, gel images, densitometry outputs, and detailed tables, provided in the Supplementary Information.
In a single 2 L run, the conventional fed-batch process using pure methanol yielded only 466.8 ± 80 mg of KEX2 protease. Incorporating mixed induction nearly doubled output to 1115.6 ± 240 mg, a 2.4-fold improvement. Under continuous operation for 15 days, mixed induction achieved 9932.7 ± 2980 mg, representing an ~8.6-fold increase compared to continuous methanol (1154.9 ± 870 mg). When normalized to an equivalent 15-day production window (three fed-batch cycles), cumulative yields for fed-batch methanol and mixed induction reached ~1400 mg and ~3347 mg, respectively, both dramatically lower than continuous mixed induction (~9933 mg).
These findings (Table 1) demonstrate that mixed induction consistently enhances KEX2 protease output and that coupling mixed induction with continuous cultivation delivers transformative productivity gains. This synergy outperforms all other strategies by an order of magnitude, underscoring its potential to redefine industrial-scale bioprocessing for protease production. In contrast, continuous methanol alone offers only marginal improvement over fed-batch, highlighting the critical role of induction strategy in process intensification.
Integrating mixed induction with continuous cultivation delivers a step-change in process performance, positioning it as a compelling alternative for industrial-scale KEX2 protease manufacturing. Conventional fed-batch with pure methanol, despite its widespread use, suffers from low yield (466.8 mg per batch) and poor daily productivity (93.4 mg/day), limiting scalability. In contrast, the combined strategy achieved a 21-fold increase in total output and a sevenfold boost in daily productivity, minimizing cycle frequency and downtime. These gains translate into tangible operational benefits, lower labour and facility costs, improved equipment utilization, and reduced batch-to-batch variability, key drivers for GMP compliance and cost-sensitive large-scale production. Successful implementation, however, hinges on precise control of feed composition and process stability, reinforcing the need for advanced automation and contamination safeguards. Collectively, these results establish mixed induction coupled with continuous operation as a high-impact platform for recombinant protein manufacturing, particularly in environments where throughput and cost-efficiency are decisive [3,5].
3.3. Techno-Economic Evaluation
The economic feasibility of two upstream processing strategies for recombinant protein production using Komagataella phaffii was evaluated in this study. The first strategy represents the conventional approach, employing fed-batch cultivation with pure methanol induction. The second strategy combines continuous cultivation with a mixed induction system, in which methanol and sorbitol each contribute 50% of the carbon molar fraction. The analysis integrates experimental laboratory-scale data with industrial-scale process simulations conducted using SuperPro Designer® (Intelligen, Inc.), with emphasis on product yield, processing time, material costs, and scalability. The target product was KEX2 protease. Laboratory experiments were performed in a 5 L bioreactor, while industrial-scale simulations were modelled at 400 L for fed-batch operation and 40 L for continuous cultivation. The continuous process was represented as a steady state chemostat. Cost estimations included media, utilities, labour, and equipment, whereas downstream processing beyond cell clarification was excluded from the system boundaries. For economic benchmarking, a minimum market value of USD 600 per milligram of KEX2 protease (2022 price guideline) was assumed. When production was evaluated over an equivalent time horizon of 15 days at the 5 L bioreactor scale, a substantial difference in productivity between the two strategies was observed. Increasing the number of batches in the conventional fed-batch process (3 runs/15 days) resulted in only approximately 14% of the total KEX2 protease produced by the 15-day continuous cultivation process with mixed induction. Consequently, in terms of cumulative KEX2 protease yield (mg), continuous cultivation with mixed methanol–sorbitol induction demonstrated a markedly superior performance compared to fed-batch cultivation using pure methanol induction. Material costs were identified as the dominant cost component across both strategies, with raw materials representing the highest cost element. This outcome is primarily attributed to the extensive consumption of carbon sources and media components required to sustain high cell density and prolonged operation times, particularly in continuous cultivation. In addition, methanol usage in fed-batch cultivation contributed significantly to operating costs due to both consumption rates and safety-related handling requirements. Although the mixed induction strategy introduced sorbitol as an additional substrate, the associated increase in raw material costs was offset by the substantially higher product yield achieved under continuous operation. Several constraints were identified that may influence the broader applicability of the results. These include assumptions regarding steady-state operation in continuous cultivation, scale-dependent differences in oxygen transfer and heat removal, and the exclusion of downstream processing steps beyond clarification. Furthermore, potential challenges related to long-term culture stability, contamination risk, and process control in continuous systems were not explicitly modelled but may affect industrial implementation.
Overall, the results indicate that process intensification through continuous cultivation combined with mixed induction offers significant advantages in terms of productivity and economic performance. Despite higher raw material consumption, the improved yield and reduced time-dependent inefficiencies enhance the overall economic viability of recombinant protein production using K. phaffii at scale.
Table 3 summarises the core performance metrics for each cultivation mode and induction strategy, highlighting significant differences in yield and process duration. While fed-batch processes deliver moderate yields within a shorter timeframe (approximately 5 days), continuous cultivation, particularly under mixed induction, achieves a dramatic increase in productivity, reaching nearly 10 g per batch (over a 15-day period). These disparities underscore the potential of process intensification through continuous operation and mixed carbon sources to substantially enhance economic viability.
At laboratory scale, material costs per batch were modest for fed-batch processes but increased substantially for continuous cultivation (Table 4). Continuous mixed induction incurred 3.6× higher material cost than fed-batch methanol-only; however, its yield was more than 20× higher, making it economically advantageous.
Industrial-Scale Simulation and Economic Assessment
Scenario 1: 400 L Fed-Batch vs 400 L Continuous Mixed Induction
The contrast between these approaches is striking. A 400 L fed-batch process yielded approximately 0.09 kg of KEX2 protease, corresponding to a gross profit of $56 million at the assumed market price. In comparison, a 400 L continuous process employing mixed induction achieved 1.98 kg, a greater than 20-fold increase in output, despite incurring higher media costs ($191,906 vs $21,389). This productivity surge translated into an estimated $1.19 billion gross profit, underscoring the transformative potential of continuous mixed-induction systems for high-value biopharmaceuticals.
Scenario 2: 400 L Fed-Batch vs 40 L Continuous Mixed Induction
Equally compelling is the downsizing opportunity. A 40 L continuous process delivered an output comparable to two 400 L fed-batch runs, reducing capital expenditure by ~70% and utility costs by ~50%. This finding highlights a paradigm shift: continuous cultivation not only scales up efficiently but also enables significant process intensification at smaller volumes, reducing infrastructure requirements without compromising productivity.
Yield-to-Cost Efficiency
The economic advantage of continuous mixed induction becomes even clearer when normalized for material cost. Table 5 summarizes the yield-to-cost ratio for each strategy, revealing that continuous mixed induction achieves a ratio of 20.73, compared to 3.56 for fed-batch methanol-only and 7.88 for fed-batch mixed induction. Despite higher absolute material costs, the efficiency of converting raw materials into product is dramatically superior in continuous mixed induction, reinforcing its economic attractiveness.
While continuous processes demand ~30% more equipment at equivalent scale and exhibit higher utility costs due to extended runtime, these factors are offset by downsizing flexibility and reduced downtime. Importantly, the yield advantage of continuous mixed induction drives superior gross margins and scalability, positioning this approach as economically dominant despite elevated material costs. Beyond economic metrics, continuous mixed-induction strategies confer notable sustainability and safety benefits. Downsized bioreactors reduce energy consumption and facility footprint, while partial substitution of methanol with sorbitol mitigates flammability risks. Furthermore, continuous operation minimizes batch-to-batch variability and eliminates idle time, enhancing process robustness and consistency. Collectively, these findings demonstrate that continuous cultivation with mixed induction represents a step-change in upstream bioprocessing economics and sustainability. By coupling unprecedented productivity gains with downsizing flexibility, this strategy offers a compelling route to reduce capital intensity, improve operational efficiency, and achieve billion-dollar profit margins in recombinant protein manufacturing. Its adoption could redefine facility design paradigms and accelerate the transition toward intensified, environmentally responsible biomanufacturing platforms.
4. Discussion
This study demonstrates the potential of integrating mixed induction strategies with continuous cultivation for recombinant protein production in Komagataella phaffii. The findings reveal a synergistic effect between methanol and sorbitol co-induction and continuous operation, resulting in enhanced productivity, reduced operational complexity, and improved sustainability compared to conventional fed-batch processes.
Biological and Process Synergy
Methanol remains the primary inducer for AOX1 promoter-driven expression in K. phaffii, yet its use at scale introduces challenges such as high oxygen demand, heat generation, and cytotoxicity. Incorporating sorbitol as a secondary carbon source mitigates these drawbacks without repressing AOX1 activity, as sorbitol is metabolized via distinct pathways and provides additional energy for growth [3,5]. This dual-carbon strategy stabilizes pH control, reduces thermal load, and improves cell viability, creating a more robust fermentation environment. Continuous cultivation amplifies these benefits by maintaining steady-state biomass and enabling uninterrupted product harvest. Unlike fed-batch systems, which suffer from downtime and variability, continuous operation sustains optimal metabolic conditions, driving volumetric yields up to nine-fold higher than traditional methanol-only fed-batch processes as shown in this study. These improvements position continuous mixed induction as a cornerstone for high-density, high-yield bioprocessing.
Techno-Economic Implications
From an economic perspective, the benefits of this approach extend beyond productivity. While continuous systems incur higher per-run material and operational costs, these are offset by dramatic gains in output and resource efficiency. In this work we have presented simulation studies reveal that a 40 L continuous process can match or surpass the output of two 400 L fed-batch runs, reducing capital expenditure, facility footprint, and downstream processing scale. Lower methanol consumption and oxygen demand further shrink the carbon footprint, aligning with global sustainability goals for greener biomanufacturing [1]. Operationally, continuous systems minimize downtime, sterilization cycles, and batch-to-batch variability, critical factors for cost control and quality assurance.
Industrial Feasibility and Scalability
The industrial viability of continuous mixed induction is reinforced by the genetic stability of K. phaffii strains and compatibility with single-use bioreactor technologies, which offer flexibility and reduced contamination risk [24]. Long-term cultivation over 80+ generations without productivity loss demonstrates robustness for extended campaigns. Moreover, the reduced scale requirement opens pathways for decentralized, modular manufacturing, an attractive model for low- and middle-income countries (LMICs) and rapid-response vaccine platforms [25]. Nevertheless, regulatory compliance remains a key hurdle; implementing real-time monitoring, process analytical technologies (PAT), and Quality by Design (QbD) frameworks will be essential for successful adoption [26].
Limitations and Future Directions
Despite its promise, this strategy’s current validation is limited to the KEX2 protease model and Mut⁺ strains. Product-specific responses to mixed induction and continuous cultivation may vary, necessitating broader screening across diverse proteins and phenotypes. Downstream integration also requires optimization to fully exploit upstream gains. Future research should explore alternative co-substrates, refine induction ratios, and extend continuous operation to assess long-term stability. Evaluating product quality attributes under continuous conditions will be critical to regulatory acceptance and industrial scalability [27].
5. Conclusions
This study demonstrates that integrating a mixed induction strategy, comprising 50% C-mol methanol and sorbitol, with continuous cultivation significantly enhances the productivity of Komagataella phaffii fermentation for KEX2 protease production. Compared to conventional fed-batch methanol induction, the continuous mixed approach achieved a remarkable improvement in output, delivering over 9-fold higher product yield within a single operational cycle. Specifically, while fed-batch methanol induction produced approximately 467 mg of KEX2 protease over five days, the continuous mixed strategy yielded 9,933 mg in 15 days, translating to a productivity of 662 mg/day, compared to 93 mg/day for the fed-batch methanol process. Even when accounting for higher material costs, $479 versus $131 for fed-batch methanol, the substantial increase in volumetric productivity and process efficiency renders this approach economically compelling [22].
Beyond productivity, the mixed induction strategy mitigates several operational challenges associated with methanol-only systems. Sorbitol supplementation reduces methanol toxicity, lowers oxygen demand, and stabilizes pH, creating a more favourable physiological environment for high-density cultures [3,5]. When coupled with continuous cultivation, these benefits are amplified through steady-state operation, enabling consistent product harvest and minimizing downtime, a critical advantage for industrial-scale biomanufacturing [8].
Recommendations for Industry
The findings of this study have direct implications for industrial practice. First, adopting continuous cultivation with mixed methanol/sorbitol induction can substantially increase yield while reducing reliance on hazardous methanol volumes, improving both safety and sustainability [1]. Second, scaling down bioreactor volumes, for example, implementing 40 L continuous systems instead of 400 L fed-batch reactors, offers significant reductions in capital expenditure, energy consumption, and facility footprint, aligning with the industry’s push toward modular and decentralized manufacturing [28]. Finally, successful deployment of extended continuous operations will require real-time monitoring and advanced control systems, leveraging Process Analytical Technology (PAT) and Quality by Design (QbD) principles to ensure process robustness and regulatory compliance [26,29].
Future Directions
While the results are promising, further research is essential to unlock the full potential of this strategy. Key priorities include:
- Optimizing sorbitol-to-methanol ratios across different strains and target proteins to maximize yield and cost-efficiency [5].
- Extending continuous cultivation beyond 10–15 days to evaluate long-term genetic stability, process consistency, and product quality attributes under prolonged operation [8].
Advancing these areas will not only improve productivity but also accelerate the transition toward fully continuous, sustainable biomanufacturing platforms, critical for meeting global demand for recombinant proteins and vaccines.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org. Figure S1- Schematic representation of the experimental setup and fermentation strategy for KEX2 protease production in Komagataella phaffii. (A) Experimental configuration showing inoculum preparation in shake flasks and the 5 L fermenter (height-to-diameter ratio 2:1) equipped with two six-bladed Rushton impellers, temperature, pH, and dissolved oxygen sensors, and four peristaltic pump sets for controlled material flow. (B) Fermentation workflow comprising four phases: glycerol batch, glycerol fed-batch, induction, and continuous mode. Biomass accumulation occurs during the glycerol phases, followed by a transition to methanol during induction, initiating KEX2 protease production. Once peak productivity is reached, the process shifts to continuous mode, where fresh medium (without carbon source) is supplied and culture broth is harvested while maintaining constant fermenter volume and operating conditions; Figure S2- SDS-PAGE, western blot, and densitometry analysis of KEX2 protease expressed in Komagataella phaffii. (A) SDS-PAGE gel stained with Coomassie Blue and (B) western blot confirmation using KEX2-specific antibody. Molecular weight (MW) is indicated in kilodaltons (kDa). Lane 1: MW marker; Lane 2: KEX2 protease; Lane 3: bovine serum albumin (BSA) as negative control. (C) Densitometry analysis (arbitrary units) of SDS-PAGE bands used to estimate the proportion of KEX2 protease relative to total soluble protein. Target bands were validated by western blot; Table S1- Quantitative densitometry analysis of KEX2 protease bands from SDS-PAGE and western blot. The table summarizes band intensity values (arbitrary units) used to estimate KEX2 protease content relative to total soluble protein. Measurements were normalized against bovine serum albumin (BSA) standards included on the same gel; Figure S3- SDS-PAGE and western blot analysis of K. phaffii cultivation using two induction strategies: (A, B) pure methanol and (C, D) 50% C-mol methanol/sorbitol; Figure S4- SDS-PAGE results (A: part 1, C: part 2) and western blot results (B: part 1, D: part 2) from K. phaffii cultivation using the pure methanol induction strategy; Figure S5- SDS-PAGE results (A: part 1, C: part 2) and western blot results (B: part 1, D: part 2) from K. phaffii cultivation using the 50% C-mol methanol/sorbitol induction strategy; Figure S6- Comparison of average KEX2 protease yields (mg) in K. phaffii cultivations under two induction strategies. (A) Fed-batch: pure methanol versus mixed induction (50% C-mol methanol/sorbitol), based on three independent replicates. (B) Continuous: pure methanol versus mixed induction (50% C-mol methanol/sorbitol), based on three independent replicates; Table S2. KEX2 Protease Production Metrics. Average batch yields were calculated based on quantified total soluble protein and KEX2 content determined using Totallab™ Quant, with data representing the mean of three independent replicates; Table S3. Continuous cultivation KEX2 protease production metrics. Average yields were calculated from quantified total soluble protein and KEX2 content determined using Totallab™ Quant, based on three independent replicates for each time point.
Author Contributions
A.Y. was responsible for experimental design and execution as part of their doctoral research as well as a first draft of the manuscript. S.d.S.M. contributed for the conceptualisation and was responsible for drafting the original manuscript, and subsequent review and editing. A.R.W was responsible for industrial supervision, contributing for the experimental design. N.N was responsible for industrial supervision, contributing to the conceptualisation. E.K-M. was responsible for conceptualisation, academic supervision and participated in manuscript review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to acknowledge PT Biofarma for funding the doctoral research carried out by Almir Yamanie. Funding for the preparation of the manuscript was provided by EPSRC for the Manufacturing Research Hub for a Sustainable Future (VaxHub Sustainable), grant reference EP/X038181/1, who supported Dr Salomé de Sá Magalhães.
Conflicts of Interest
Authors Almir Yamanie, Acep Riza Wijayadikusumah and Neni Nurainy are employed by the company PT Biofarma. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Wen, L.; Menghao, C. Ad v Ancing Recombinant Protein Expression in K Oma Gataella Phaffii : Opportunities and Challenges. FEMS Yeast Res 2025, 25. [Google Scholar] [CrossRef]
- Bustos, C.; Quezada, J.; Veas, R.; Altamirano, C.; Braun-galleani, S.; Fickers, P.; Berrios, J. Advances in Cell Engineering of the Komagataella Phaffii Platform for Recombinant Protein Production; 2022. [Google Scholar]
- Niu, H.; Jost, L.; Pirlot, N.; Sassi, H.; Daukandt, M.; Rodriguez, C.; Fickers, P. A Quantitative Study of Methanol/Sorbitol Co-Feeding Process of a Pichia Pastoris Mut+/PAOX1-LacZ Strain. Microb Cell Fact 2013, 12, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Nesbeth, D.; Keshavarz-Moore, E. Sorbitol/Methanol Mixed Induction Reduces Process Impurities and Improves Centrifugal Dewatering in Pichia Pastoris Culture. Enzyme Microb Technol 2019, 130, 109366. [Google Scholar] [CrossRef] [PubMed]
- Carly, F.; Niu, H.; Delvigne, F.; Fickers, P. Influence of Methanol/Sorbitol Co-Feeding Rate on PAOX1 Induction in a Pichia Pastoris Mut+ Strain in Bioreactor with Limited Oxygen Transfer Rate. J Ind Microbiol Biotechnol 2016, 43, 517–523. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Narang, A. P AOX1 Expression in Mixed-Substrate Continuous Cultures of Komagataella Phaf Fi i ( Pichia Pastoris ) Is Completely Determined by Methanol Consumption Regardless of the Secondary Carbon Source; 2023; pp. 1–10. [Google Scholar] [CrossRef]
- Vogl, T.; Glieder, A.; Sturmberger, L.; Fauland, P.C.; Hyden, P.; Fischer, J.E.; Schmid, C.; Thallinger, G.G.; Geier, M. Methanol Independent Induction in Pichia Pastoris by Simple Derepressed Overexpression of Single Transcription Factors; 2018; pp. 1037–1050. [Google Scholar] [CrossRef]
- Nieto-Taype, M.A.; Garcia-Ortega, X.; Albiol, J.; Montesinos-Seguí, J.L.; Valero, F. Continuous Cultivation as a Tool Toward the Rational Bioprocess Development With Pichia Pastoris Cell Factory. Front Bioeng Biotechnol 2020, 8, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Herwig, C.; Slouka, C.; Neubauer, P.; Delvigne, F. Editorial : Continuous Biomanufacturing in Microbial Systems. 2021, 9, 7–9. [Google Scholar] [CrossRef] [PubMed]
- Niazi, S.K. Continuous Manufacturing of Recombinant Drugs : Comprehensive Analysis of Cost Reduction Strategies, Regulatory Pathways, and Global Implementation. 2025, 1–32. [Google Scholar] [CrossRef] [PubMed]
- Linova, M.Y.; Sripada, S.A.; Menegatti, S.; Woodley, J.M. Effect of Cell Retention Techniques in Komagataella Phaffii Lab-Scale Continuous Processes. 2025, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Weiss, F.; Requena-moreno, G.; Pichler, C.; Valero, F.; Glieder, A.; Garcia-ortega, X. Scalable Protein Production by Komagataella Phaffii Enabled by ARS Plasmids and Carbon Source-Based Selection; 2024; pp. 1–16. [Google Scholar]
- Bernat-camps, N.; Ebner, K.; Schusterbauer, V.; Fischer, J.E.; Nieto-taype, M.A.; Valero, F.; Glieder, A.; Garcia-ortega, X. Enabling Growth-Decoupled Komagataella Phaf Fi i Recombinant Protein Production Based on the Methanol-Free P DH Promoter; 2023; pp. 1–16. [Google Scholar] [CrossRef]
- Soltani, M.K.; Arjmand, S.; Omid, S.; Siadat, R.; Bagheri, A. Hansenula Polymorpha Methanol Metabolism Genes Enhance Recombinant Protein Production in Komagataella Phaffi. 2024.
- Badger, N.; Boylu, R.; Ilojianya, V.; Erguvan, M.; Amini, S. A Cradle-to-Gate Life Cycle Assessment of Green Methanol Production Using Direct Air Capture. Energy Advances 2024, 3, 2311–2327. [Google Scholar] [CrossRef]
- Kumar, H.; Sharma, R.; Malik, A.K.; Sharma, A.K.; Kumar, P.; Singh, D. Advancements in Carbon Capture and Utilization Technologies_ Transforming CO2 into Valuable Resources for a Sustainable Carbon Economy. Next Energy 2026, 10, 100476. [Google Scholar] [CrossRef]
- de la Cal, Ana; Martin, A. Sustainable Methanol Sourcing the Methanol Economy to Advance Net Zero Chemicals. Available online: https://globalimpactcoalition.com/sustainable-methanol/ (accessed on 25 November 2025).
- Rahimi, A.; Nezamedin, S.; Karimi, A.; Aghdasinia, H. Enhancing the e Ffi Ciency of Recombinant Hepatitis B Surface Antigen Production in Pichia Pastoris by Employing Continuous Fermentation. Biochem Eng J 2019, 141, 112–119. [Google Scholar] [CrossRef]
- Fernandes, B.D.; Mota, A.; Teixeira, J.A.; Vicente, A.A. Continuous Cultivation of Photosynthetic Microorganisms: Approaches, Applications and Future Trends. Biotechnol Adv 2015, 33, 1228–1245. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Mehmet, Æ.C.L.Æ.; Meagher, M.M. Optimization of Cell Density and Dilution Rate in Pichia Pastoris Continuous Fermentations for Production of Recombinant Proteins; 2004; pp. 330–334. [Google Scholar] [CrossRef]
- Azadi, S.; Mahboubi, A.; Naghdi, N.; Solaimanian, R.; Alireza, S. Evaluation of Sorbitol-Methanol Co-Feeding Strategy on Production of Recombinant Human Growth Hormone in Pichia Pastoris. 2017, 16, 1555–1564. [Google Scholar] [PubMed]
- Jaswal, A.S.; Elangovan, R.; Mishra, S. Optimization of Dilution Rate and Mixed Carbon Feed for Continuous Production of Recombinant Plant Sucrose : Sucrose 1 - Fructosyltransferase in Komagataella Phaffii. Bioprocess Biosyst Eng 2024, 47, 1499–1514. [Google Scholar] [CrossRef] [PubMed]
- Steimann, T.; Wegmann, J.; Espinosa, M.I.; Blank, L.M.; Büchs, J.; Mann, M.; Magnus, J.B. Avoiding Overflow Metabolite Formation in Komagataella Phaffii Fermentations to Enhance Recombinant Protein Production. J Biol Eng 2024, 0. [Google Scholar] [CrossRef] [PubMed]
- Innovations in Cell Culture New Flexsafe Bag Family 12.
- Challener, C.A. The Future Is Continuous: Accelerating the Shift in Biomanufacturing. Available online: https://www.pharmasalmanac.com/articles/the-future-is-continuous-accelerating-the-shift-in-biomanufacturing (accessed on 25 November 2025).
- Drobnjakovic, M.; Hart, R. Current Challenges and Recent Advances on the Path towards Continuous Biomanufacturing; 2023; pp. 1–23. [Google Scholar] [CrossRef]
- Khanal, O.; Lenhoff, A.M. Developments and Opportunities in Continuous Biopharmaceutical Manufacturing ABSTRACT. MAbs 2021, 13. [Google Scholar] [CrossRef] [PubMed]
- Arulrajah, P.; Elina, A.; Dilara, L.; Subhashree, S.; Dirk, P.; Botz, W.; Heins, A.L. Scale-down Bioreactors—Comparative Analysis of Configurations. Bioprocess Biosyst Eng 2025, 48, 1619–1635. [Google Scholar] [CrossRef] [PubMed]
- Hamilton, Donna; Zhang, Yi; Mootrey, Karen; Davis, Keith; Gonzalez, Lunedt; Richards, M. PAT Monitoring and Control Roadmap. Available online: https://www.biophorum.com/webinar/pat-monitoring-and-control-roadmap/ (accessed on 25 November 2025).
- Strube, J. Continuous Biomanufacturing in Upstream and Downstream Processing. Physical Sciences Reviews 2022, 3167–3222. [Google Scholar] [CrossRef]
- Odum, J. The Challenges of Downstream Operations in the World of Continuous Biomanufacturing. Biopharm Int 2025, 38, 16–18. [Google Scholar]
Figure 1.
Growth curves for Komagataella phaffii under fed-batch cultivation using two induction strategies: (A) pure methanol and (B) mixed induction (50% C-mol methanol and sorbitol). Biomass concentration is shown as OD₆₀₀, wet cell weight (WCW, g·L⁻¹), and dry cell weight (DCW, g·L⁻¹). Data represent the mean of three biological replicates.
Figure 1.
Growth curves for Komagataella phaffii under fed-batch cultivation using two induction strategies: (A) pure methanol and (B) mixed induction (50% C-mol methanol and sorbitol). Biomass concentration is shown as OD₆₀₀, wet cell weight (WCW, g·L⁻¹), and dry cell weight (DCW, g·L⁻¹). Data represent the mean of three biological replicates.
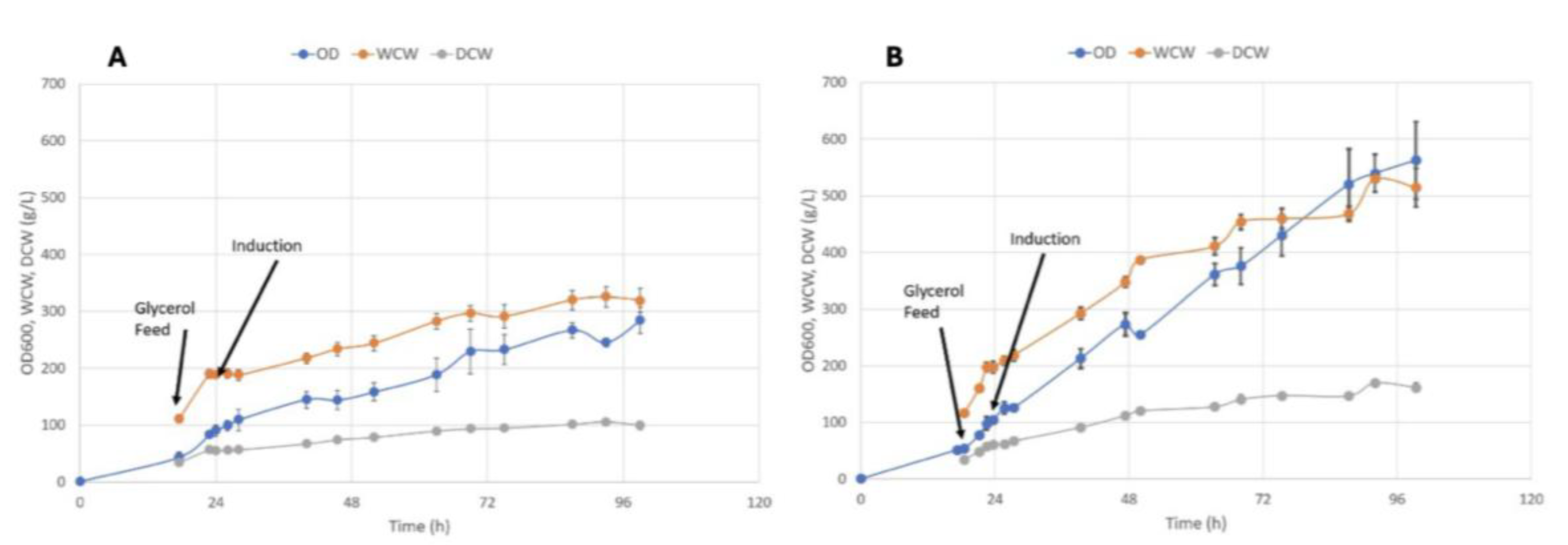
Figure 2.
Growth curves for K. phaffii under continuous cultivation using two induction strategies: (A) pure methanol, maintaining ~80 g DCW·L⁻¹ during the continuous phase, and (B) mixed induction (50% C-mol methanol and sorbitol), maintaining ~100 g DCW·L⁻¹. Data represent the mean of three independent experiments.
Figure 2.
Growth curves for K. phaffii under continuous cultivation using two induction strategies: (A) pure methanol, maintaining ~80 g DCW·L⁻¹ during the continuous phase, and (B) mixed induction (50% C-mol methanol and sorbitol), maintaining ~100 g DCW·L⁻¹. Data represent the mean of three independent experiments.
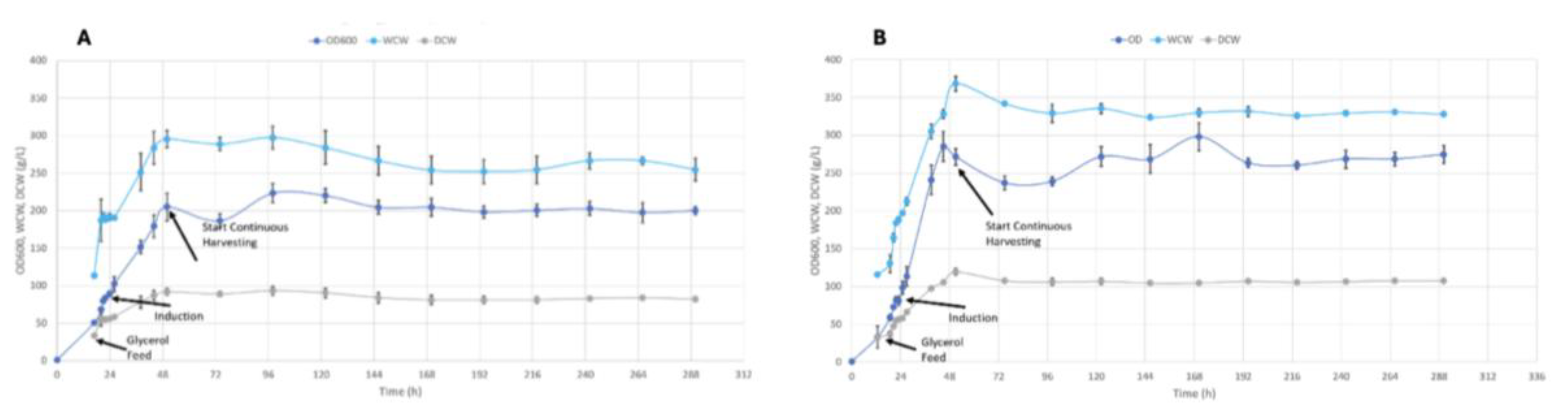
Figure 3.
Representative micrographs of cells following induction with pure methanol and mixed methanol/sorbitol: (A) after 72 hours in fed-batch cultivation with pure methanol, (B) after 72 hours in fed-batch cultivation with 50% C-mol methanol/sorbitol, (C) after 240 hours in continuous cultivation with pure methanol, and (D) after 240 hours in continuous cultivation with 50% C-mol methanol/sorbitol.
Figure 3.
Representative micrographs of cells following induction with pure methanol and mixed methanol/sorbitol: (A) after 72 hours in fed-batch cultivation with pure methanol, (B) after 72 hours in fed-batch cultivation with 50% C-mol methanol/sorbitol, (C) after 240 hours in continuous cultivation with pure methanol, and (D) after 240 hours in continuous cultivation with 50% C-mol methanol/sorbitol.
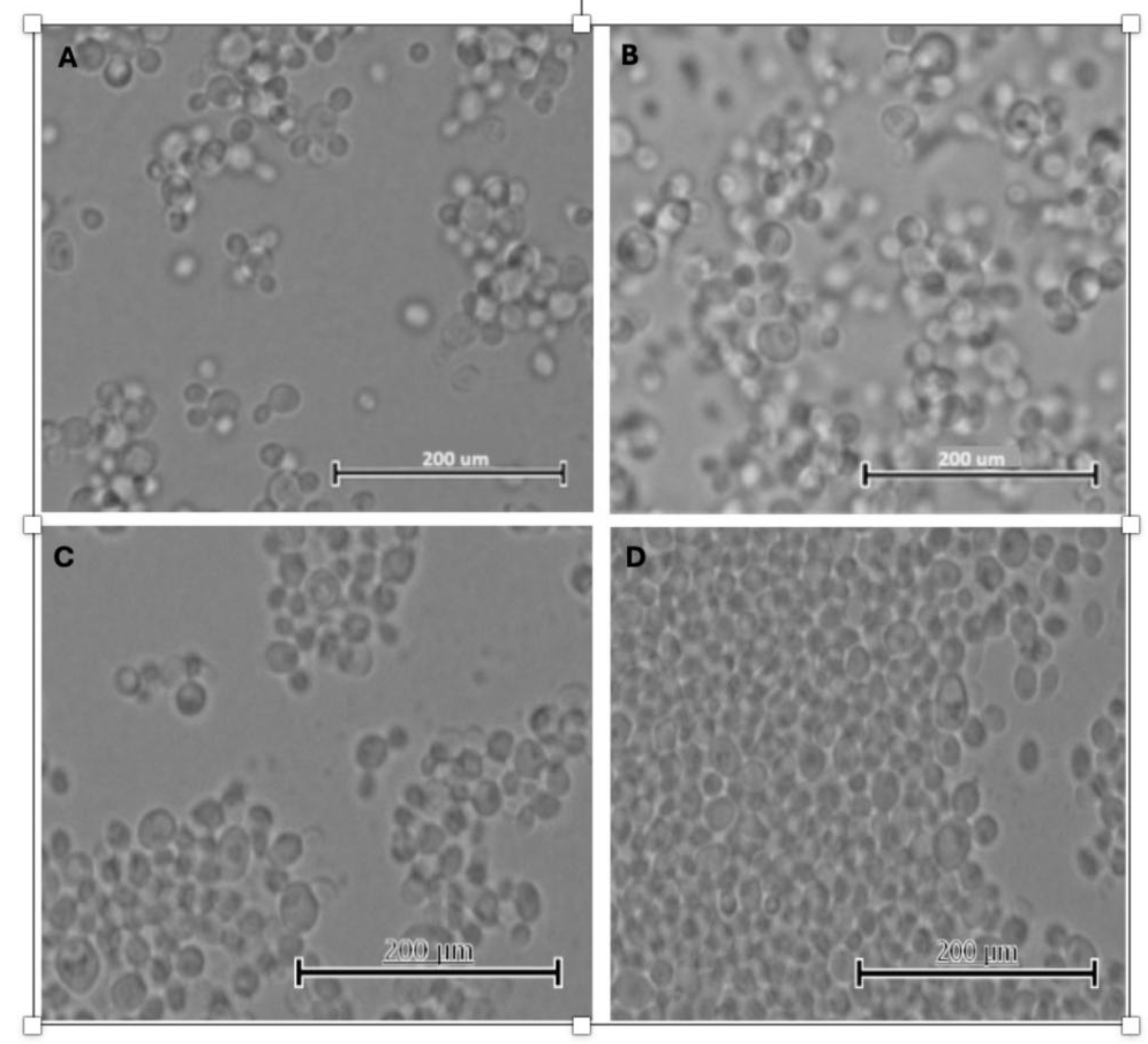

Table 1.
Comparison of KEX2 Protease Yield and Process Parameters. Fold-change values indicate improvement relative to fed-batch methanol induction. Mixed induction increased yield by ~2.4× in fed-batch and ~21× in continuous cultivation. Per-day productivity was highest for continuous mixed induction (662.2 mg/day) compared to 93.4 mg/day for conventional fed-batch methanol.
Table 1.
Comparison of KEX2 Protease Yield and Process Parameters. Fold-change values indicate improvement relative to fed-batch methanol induction. Mixed induction increased yield by ~2.4× in fed-batch and ~21× in continuous cultivation. Per-day productivity was highest for continuous mixed induction (662.2 mg/day) compared to 93.4 mg/day for conventional fed-batch methanol.
| Parameter | Fed-batch Methanol |
Fed-batch Mixed |
Continuous Methanol |
Continuous Mixed |
| Yield (mg) | 466.8 ±80 | 1115.6 ±240 | 1154.9 ±870 | 9932.7 ±2980 |
| Fold-change vs. Fed-batch Methanol | 1.0 | 2.4 | 2.5 | 21.3 |
| Per-day yield (mg/day) | 93.4 | 223.1 | 76.9 | 662.2 |
| Total harvested volume (L) | 2 ±0.5 | 2 ±0.3 | 8.2 ±0.8 | 13.5 ±0.6 |
| Total induction volume (L) | 0.6 | 0.6 | 4.6 | 5.9 |
| Total NH₄OH volume (L) | 0.26 ±0.03 | 0.3 ±0.03 | 1 ±0.3 | 1.5 ±0.3 |
| Total antifoam (mL) | 5 ±3 | 5 ±3 | 5 ±3 | 5 ±3 |
Table 3.
Comparative performance of cultivation strategies.
| Cultivation Mode | Induction Strategy | Yield per Batch (mg) | Process Time (days) |
| Fed-batch | Pure Methanol | 466.8 | 5 |
| Fed-batch | Mixed (Methanol + Sorbitol) | 1,078.9 | 5 |
| Continuous | Pure Methanol | 1,154.9 | 15 |
| Continuous | Mixed (Methanol + Sorbitol) | 9,932.7 | 15 |
Table 4.
Comparative Analysis of Lab-Scale Material Costs per Batch for Fed-Batch (5-Day) and Continuous (15-Day) Cultivation.
Table 4.
Comparative Analysis of Lab-Scale Material Costs per Batch for Fed-Batch (5-Day) and Continuous (15-Day) Cultivation.
| Method | Material Cost (USD) |
| Fed-batch (Methanol) | 131.17 |
| Fed-batch (Mixed) | 136.99 |
| Continuous (Methanol) | 329.02 |
| Continuous (Mixed) | 479.04 |
Table 5.
Comparative Yield-to-Cost Analysis of Fed-Batch (5 Days) and Continuous (15 Days) Cultivation Strategies.
Table 5.
Comparative Yield-to-Cost Analysis of Fed-Batch (5 Days) and Continuous (15 Days) Cultivation Strategies.
| Method | Yield (mg per batch) | Material Cost (USD) | Yield-to-material Cost Ratio |
| Fed-batch (Methanol) | 466.8 | 131.17 | 3.56 |
| Fed-batch (Mixed) | 1078.9 | 136.99 | 7.88 |
| Continuous (Methanol) | 1154.9 | 329.02 | 3.51 |
| Continuous (Mixed) | 9932.7 | 479.04 | 20.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



