
Submitted:
13 January 2026
Posted:
15 January 2026
You are already at the latest version
Abstract
Conductive thread is an integral aspect of smart textiles in the domain of electronic textiles (e-textiles). This study unveils the development of twelve distinct variants of conductive threads using twisting method, the fusion of copper filament with cotton and polyester threads. The threads are coated with a carbon paste solution enriched with dissolved sea salt. The carbon paste is obtained from non-functional dry cell batteries, conventionally categorized as hazardous electronic waste (e-waste), that underscores an economically viable and environmentally sustainable approach. Experiments proved that each variant demonstrates minimal electrical resistance. Comparative analysis against commercially available conductive threads on the market reveals a significant performance advantage. Notably, the ‘Carbon Coated Cotton Twisted Copper Thread-II’ showcases a record low resistance of 0.0164 Ω cm-1 which is approximately 19.39 times lower than the most efficient counterpart, ‘Bekinox VN type (12/1x275/100z)’. Further investigation also demonstrates the integration of these conductive threads into fabric-based flexible circuits marking a significant advancement in e-textiles. Future avenues of research may focus on optimization strategies for fabricating conductive threads and exploring their diverse applications in wearable technology and smart textiles, thus catalyzing further progress in the field.

Keywords:
conductive threads
; smart textiles
; e-textiles
; e-waste
; environmentally sustainable
; electrical resistance
; fabric-based flexible circuits
1. Introduction
The term ‘smart textile’ denotes fabrics capable of sensing their surroundings and responding appropriately to external factors.[1,2] These innovative textiles seamlessly integrate electronic components into fabric structures, facilitating a wide array of functionalities including sensing, communication, and actuation.[3] In the past decades, various efforts have been made to develop electrically conductive textiles and optimize their performances.[4] The conductive thread serves as the fundamental building block for creating flexible and interconnected circuits within fabric substrates.[5] The development of conductive threads with enhanced functionality, conductivity, flexibility, and environmental sustainability is essential for advancing the capabilities and applications of smart textiles.
Conventional conductive threads, including metal-coated fibers and conductive yarns have been the primary materials used in smart textiles for conducting electricity.[5] Conductive thread commonly found in the market often features a solid metal wire, like copper or stainless steel, or a non-conductive thread coated with a thin layer of metal, typically silver with a thickness of approximately 1 micron. Due to their tendency to become hard and brittle and their susceptibility to shattering after repetitive bending, these solutions become inferior.[6] Other coatings, for instance conductive polymers,[7] graphene flakes, and carbon nanotubes (CNTs)[8,9,10] have lately been proposed as viable replacements for flexible conductive threads. Graphene coating is often expensive and complex which limits large-scale production, and its conductivity depends on factors like solvent type and annealing temperature. Furthermore, it has been demonstrated that conductive thread can be produced by coating the thread using metallic nanoparticles for example gold (Au), silver (Ag) or platinum (Pt).[1,11,12,13,14] However, their comparatively high cost can have an adverse effect on end-user affordability. Nanostructured polymers that are conductive or conjugated are ideal for bio-sensing applications.[14,15] In 2004, Atwa et al. demonstrated the fabrication of conductive threads using nylon and cotton coated with silver nanowires and achieved a resistance of 0.8 Ω cm-1 by varying the nanowire density.[16] Fahad Alhashmi Alamer and colleagues developed the threads by drop-casting method and calculated the least resistance at 0.0072 Ω, in contrast to SWCNTs and PEDOT:PSS at 0.0211 Ω and 0.0528 Ω respectively.[17] In addition, employing 6 mL of graphene in ethanol treated at 78 °C and they obtained a remarkable maximum electrical conductivity of 2505.68 S cm-1.[5] Recent advances have enabled flexible conductors from 2D materials like graphene, integrated into electronic skins and textiles.[18] Silver is the most prevalent metal due to its superior conductivity, affordability compared to gold or platinum, and overall stability in air. Silver nanoparticles are more expensive than copper ones and can accumulate in soil and water. This poses risks to ecosystems and human health when they are released during production or disposal. The copper (Cu) filament is a cost-effective and high-conductive material. At 0 °C, the conductivity of copper is 64 x 10-5 S cm-1, while that of silver is 66 x 10-5 S cm-1.[19] Copper has been extensively researched as an alternative to silver owing to its significantly lower cost, approximately 1% of that of silver and high electrical conductivity, which is only about 6% less than that of silver.[20] Compared to the electrical resistance of metals, which is approximately 10-5 Ω cm-1 and insulators exhibit a much higher resistance typically around 1012 Ω cm-1.[21]
The growing global focus on environmental sustainability has spurred efforts to explore and create innovative materials by recycling waste, aiming to reduce reliance on non-renewable resources and minimize environmental harm from waste generation.[22] Many researchers have developed textiles using waste materials as the increasing amount of non-biodegradable waste poses a significant threat to environmental sustainability. Recently, disposed electrical and electronic equipment (EEE) has been identified as hazardous waste.[23] Lockdowns and remote work increasing electronics demand during the COVID-19 pandemic have exacerbated worldwide electronic waste (e-waste).[24] Toxic components and heavy metals in e-waste, which totalled 53.6 million metric tons in 2019 and are expected to reach 120 million by 2050. These substances pose a significant threat to human and environmental health.[25] Another important fact is that, most wearable microelectronic devices are rigid, even though some are integrated into flexible textiles. As a result, the practical applications of textile-based wearable systems are still in the early stages.[26]
This study aims to address the challenges prevalent in electronic textiles by developing low-resistance, cost-effective conductive threads and formulating eco-friendly coating agents from e-waste. Through systematic experimentation, the research endeavours to optimize the fabrication processes with a particular emphasis on examining the connection between the selection of solvents and the electrical characteristics of conductive textile threads.
2. Materials and Methods
2.1. Materials
This research used commercially available Cotton threads (40/3) and Polyester threads (40/2). Each copper filament obtained from copper wire was capable of conducting a current of 31.81 mA and had a density of 0.4262 mg cm-1. Carbon paste was extracted from a non-operational dry-cell battery, and the sodium chloride (NaCl), commonly known as sea salt, was obtained from seawater.
2.2. Preparation of Coating Solution
The procedure for preparing the coating solutions or agents is illustrated in Figure 1. Two distinct coating solutions (A and B) were prepared using the following procedure. Solution ‘A’ was prepared by first dissolving 1.84 g of NaCl in 10 mL of water (H₂O). This NaCl solution was then mixed with 3.78 g of carbon paste and stirred thoroughly to ensure uniform dispersion. The final composition of the mixture was 24.20% carbon paste, 11.78% NaCl, and 64.02% water by weight. Solution ‘B’ was prepared with 0.76 g of carbon powder obtained by grinding a carbon rod. Afterward, 1.84 g of NaCl was mixed with 10 ml of water and thoroughly stirred with carbon powder. The content of carbon powder, NaCl, and water were 6.03%, 14.60%, and 79.37% respectively.
2.3. Preparation of Conductive Threads
In this research, twelve types of conductive threads were produced, encompassing both coated and uncoated variations. All types of threads were made by hand twisting process including multi-filament twisted (Figure 2a), double twisted (Figure 2b), and Z-twisted structures (Figure 2c).
The fabrication process of conductive threads involved the utilization of two distinct coating agents, denoted as Solution ‘A’ and Solution ‘B’. Initially, a total of 190.5 cm each of polyester and cotton threads were dipped into Solution A, followed by subjecting them to a heat dryer set at 40 °C for a duration of 20 minutes. Subsequently, the treated threads were allowed to undergo thorough drying under room temperature for a period spanning 7 hours. Figure 3a demonstrates the coating technique applied to conductive threads. In a parallel procedure, another batch of identical dimensions (190.5 cm), comprising polyester and cotton threads was similarly dipped in Solution B, with identical procedural steps encompassing heat drying at 40 °C for 20 minutes. Subsequently, the treated threads were also allowed to undergo thorough drying under ambient conditions for a period spanning 7 hours. Figure 3b depicts the twisting procedure for the conductive thread. The cotton thread comprised three plies and the polyester thread had two plies. Table 1 provides details of the number of plies, twisting method and coating agent (solution) used for different conductive threads.
3. Results and Discussion
3.1. Surface Morphology Analysis of Conductive Threads Using Scanning Electron Microscopy (SEM)
This study employed scanning electron microscopy (SEM) to investigate the surface morphology of three types of developed conductive threads: carbon-coated polyester twisted copper thread (Thread 3), carbon-coated cotton twisted copper thread-II (Thread 7), and non-coated cotton twisted copper thread (Thread 8). SEM analysis of Thread 3 (Figure 4a) presents the twisting structure of polyester and copper filament. Figure 4b confirms the minimal presence of carbon coating on polyester fibers apparently. Figure 4c shows the SEM image of Thread 7, a carbon-coated cotton thread demonstrates the twisting structure of cotton and copper noticeably under the carbon coating. Figure 4d illustrates the coated cotton thread with carbon paste, showing that a greater number of fibers become coated and fill the inter-fiber spaces. This is due to the high absorbency characteristics of cotton fibers compared to polyester thread (Thread 3). In contrast, Figure 4e illustrates Thread 8 exhibits no coating agent but shows the presence of some wax. Despite the absence of a coating agent, this thread shows a well-defined twisting structure of cotton and copper filaments that contributes to its higher electrical conductivity.
3.2. Electrical resistance and thread count measurement
In this study, the resistance and count of twelve developed threads (DT) were calculated, which are displayed in Table 2. This study observed a consistent trend where finer threads showed lower resistance. Specifically, conductive threads such as ‘Non-Coated Polyester Twisted Copper Thread-I’, ‘Non-Coated Cotton Twisted Copper Thread-I’, ‘Carbon Coated Polyester Twisted Copper Thread’, ‘Non-Coated Cotton Double Twisted Copper Thread’, ‘Non-Coated Polyester Double Twisted Copper Thread’, and ‘Non-Coated Cotton Twisted Copper Thread-III’, each with a count of 3 Ne, consistently exhibited a resistance of 0.0197 Ω cm-1. Additionally, ‘Carbon Coated Cotton Twisted Copper Thread II’ with a count of 3 Ne displayed a resistance of 0.0164 Ω cm-1. Noteworthy results were also observed in the ‘Non-Coated Cotton Twisted Copper Thread’ and the ‘Non-Coated Polyester Twisted Copper Thread-III’ with a count of 3.6Ne, which showed resistances of 0.0470 Ω cm-1 and 0.0230 Ω cm-1 respectively. The ‘Non-Coated Cotton Twisted Copper Finest Thread’ with a count of 4.5 Ne demonstrated a resistance of 0.0459 Ω cm-1. The ‘Carbon Coated Cotton Twisted Copper Thread-V’ with a count of 3.18 Ne and the ‘Carbon Coated Cotton Twisted Copper Thread-VI’ with a count of 3.37 Ne showed resistances of 0.0250 Ω cm-1and 0.0273 Ω cm-1 respectively. Moreover, this study recognized the influential role of thread count in shaping the electrical properties and performance of conductive threads. Although not the primary focus, thread count indirectly affects conductivity but is less significant than the type of conductive material. In this study the linear density of the conductive threads is represented using the English cotton count (Ne), where a higher count indicates finer threads and a lower count indicates coarser threads.[27] Coarser conductive threads have lower resistance due to increased cross-sectional area that allows better current flow.[28] Higher Ne counts provide greater durability and are suitable for applications like wearable pressure sensors. Lower Ne counts offer better flexibility and make them ideal for designs that prioritize visual appeal.
3.3. Comparative Analysis of Conductive Threads Resistances with Commercial Conductive Threads
The analysis of the developed conductive threads provides significant insights into their electrical resistance (R) properties and comparative performance against several benchmark threads, as shown in Table S1 (Supporting information). Among the commercially available conductive threads, Bekinox® VN type 140NY/35/2/140NY/350 (BV-1) is a prominent example. It is constructed using multiple 2-ply combinations of steel and nylon fibers and demonstrates a resistance of 3.8 Ω cm-1.[29] and Another widely recognized variant is Bekinox® VN type 12/1x275/100z (BV-2), which is produced by spinning stainless steel into a continuous filament structure, resulting in a significantly lower resistance of 0.318 Ω cm-1.[29] Additionally, threads such as HC-40 and HC-12 from ‘MADEIRA Garnfabrik’ utilizing 100% polyamide/silver-plated yarn displayed resistances (as measured) of 3 Ω cm-1 and 1 Ω cm-1, respectively.[28] Further comparisons were made with Silver Tech-50 (ST-50) and Silver Tech-120 (ST-120) threads, showcasing resistances of 1.5 Ω cm-1 and 5.3 Ω cm-1 respectively.[30] Moreover, the Coats Magellan (CM) thread characterized by a single-ply construction comprising 70% steel and 30% PES, exhibited an internal resistance of 0.6 Ω cm-1.[31] In the comparative analysis of conductive threads’ (Thread 1-6) resistances with commercial benchmarks, it was evident that several developed threads exhibited significant superiority in low resistance. ‘Non-Coated Polyester Twisted Copper Thread-I’, ‘Non-Coated Cotton Twisted Copper Thread-I’, ‘Carbon Coated Polyester Twisted Copper Thread’, ‘Non-Coated Cotton Double Twisted Copper Thread’, ‘Non-Coated Polyester Double Twisted Copper Thread’, and ‘Non-Coated Cotton Twisted Copper Thread-III’ demonstrated low resistance, surpassing benchmark threads’ resistance by factors ranging from 16.14 to 269.03 times. Carbon Coated Cotton Twisted Copper Thread-II (Thread No 7) demonstrated performance improvements between 19.39 and 323.17 times over commercial threads. Non-Coated Cotton Twisted Copper Thread (Thread No 8) also showed significant enhancement, performing 6.76 to 112.77 times better than commercial equivalents. ‘Non-Coated Polyester Twisted Copper Thread-III’ (Thread No 9) displayed enhanced performance that excelled commercial threads by factors ranging from 13.83 to 230.43 times.
Furthermore, ‘Non-Coated Cotton Twisted Copper Finest Thread’ (Thread 10) outperformed commercial threads by factors ranging from 6.93 to 115.47 times. ‘Carbon Coated Cotton Twisted Copper Thread V’ (Thread No 11) also exhibited superior performance, exceeded commercial threads by factors ranging from 12.72 to 212 times. Lastly, Carbon Coated Cotton Twisted Copper Thread-VI’ (Thread No 12) showed substantial improvements ranging from 11.65 to 194.14 times compared to benchmark threads. After comparison, it is evident that all developed conductive threads displayed significantly lower resistance compared to some commercially available conductive threads. Specifically, ‘Carbon Coated Cotton Twisted Copper Thread-II’ exhibiting a resistance approximately 19.39 times lower than one of the most efficient counterparts, Bekinox® VN (12/1x275/100z). Figure 5 presents a clear comparative visualization showing that the developed conductive threads exhibit lower electrical resistance than commercially available conductive threads.
3.4. Resistance Dynamics of Conductive Threads Under Wash-Dry Cycles
In the present study, a stir-washing test was employed to evaluate the wash durability of conductive threads by simulating the stirring, washing, and drying processes typically encountered in a domestic washing machine. Two types of conductive threads: coated and uncoated were tested. Each thread sample was placed in a container filled with tap water and detergent and stirred using a magnetic stirrer at 500 rpm at room temperature. After 10 minutes, the thread was taken out and dried on a hot plate at 50 °C for 30 minutes.[4] This washing and drying cycle was repeated ten times to assess the electrical stability of the conductive threads under repeated laundering conditions.
Figure 6 presents a graphical representation of the effects of washing on the two categories of conductive threads. Notably, Thread No. 9, designated as “Non-Coated Polyester Twisted Copper Thread-III” exhibited minimal change throughout the ten wash-dry cycles. During the first three cycles, the resistance remained stable at 0.0230 Ω cm-1. After the third cycle, a slight increase in resistance was observed, rising to 0.0238 Ω cm-1. This minor increase is attributed to fiber swelling and structural relaxation within the twisted copper-polyester bundle, which slightly reduced electrical contact between the filaments. From cycles 7 to 10, the resistance remained stable without any significant fluctuations.
In contrast, Thread No. 3 identified as “Carbon-Coated Polyester Twisted Copper Thread” initially displayed a resistance of 0.0197 Ω cm-1. It exhibited a continuous increase in resistance across the wash-dry cycles, escalating from 0.0250 Ω cm-1 to 0.0319 Ω cm-1. Thread No. 7, referred to as “Carbon-Coated Cotton Twisted Copper Thread-II” had an initial resistance of 0.0164 Ω cm-1. It maintained stability after the first cycle but later showed a minimal increase from 0.0180 Ω cm-1 to 0.0210 Ω cm-1. Similar to Thread No. 9, its resistance remained stable from cycle 7 to 10. Importantly, Thread No. 7 demonstrated greater resistance stability than Thread No. 3 over the ten stir-wash cycles. This improved performance is attributed to cotton’s hydrophilic nature,[32] which enhances mechanical bonding and the retention of the carbon coating. In comparison, polyester’s smooth and hydrophobic surface limits coating adhesion,[33] resulting in higher resistance increases. For comparative analysis, a commercial conductive thread, Bekinox® VN (12/1x275/100z), was also tested because of the lower resistance. Its resistance remained virtually almost unchanged throughout the ten wash-dry cycles due to its stainless-steel multifilament structure, which provides high mechanical integrity and electrical stability under laundering conditions.[34]
The process of washing engendered a reduction in the cross-sectional area of the thread due to the absence of fixation chemicals, resulting in an irregular surface topology impeding the flow of electricity.[35] Consequently, this alteration precipitated an increase in resistance as Equation (1),
In this context, ‘R’ denotes the resistance of the thread, ‘ρ’ represents its resistivity, ‘A’ stands for its cross-sectional area, and ‘L’ is its length. The graphical representation of this phenomenon shows the increase in resistance that is indicative of a change in resistivity due to washing. The analysis of the washing graph highlights that non-coated conductive threads demonstrate better washability compared to carbon-coated conductive threads after ten washing cycles. This difference is due to the significant increase in resistance seen in the carbon-coated threads which comparatively reduces their washability performance. Furthermore, it is discerned that both coated and non-coated conductive threads exhibit analogous washability outcomes within this study. Hence, it is recommended that non-coated twisted copper threads find application in washable smart textile garments or devices and carbon-coated twisted copper threads are more suitable for non-washable smart textile garments or devices.
3.5. Mechanical-Electrical Stability of Conductive Threads Under Bending and Twisting
To evaluate the mechanical durability, flexibility and electrical stability of conductive threads under repeated deformation, bending and twisting tests were performed on three coated and non-coated thread samples (Thread 9, Thread 3, and Thread 7) over 500 cycles. Figure 7 shows the change of resistance for conductive threads under repeated bending (angle of 150°) and twisting (angle of 360°). The performance outcomes were benchmarked against a commercially available stainless steel-based conductive thread identified as ‘Bekinox® VN type (12/1x275/100z)’.
During the bending test, all threads exhibited excellent flexibility and superior low resistance variation (Figure 7a). Thread no. 9 remained stable at 0.0230 Ω cm-1 through 300 cycles and slightly decreased to 0.0211 Ω cm-1 by cycle 500. The slight increases in resistance observed in some threads during bending were attributed to reduced filament contact caused by structural relaxation. Thread no. 3 showed a gradual increase from 0.0197 to 0.0213 Ω cm-1. Thread no. 7 demonstrated a modest initial rise from 0.0164 to 0.0210 Ω cm-1 by cycle 200 and then remained stable for the remainder of the test. The minor decreases in resistance observed in Threads 3 and 7 were due to improved filament-to-filament contact and internal compaction under bending stress, which enhanced conductivity. The results of the bending test indicate that all threads tolerated cyclical bending with minimal degradation. In comparison, the commercial thread, Bekinox® VN (12/1x275/100z) exhibited minimal fluctuation from 0.3770 Ω cm-1 to 0.3212 Ω cm-1 after 500 cycles. However, Thread no. 7 showed significantly lower resistance throughout the test and achieved comparable or better stability under deformation which demonstrated superior performance over the commercial thread.
In the twisting test, all developed threads remained almost unchanged resistance across 500 cycles (Figure 7b). Thread no. 9 showed a slight decrease from 0.0230 to 0.0191 Ω cm-1. Thread no. 3 maintained consistent values with minimal deviation, ranging between 0.0197 and 0.0190 Ω cm-1. The slight decrease in resistance observed in Thread 3 and Thread 9 was due to better alignment and tighter contact between the copper filaments during 360° twisting. This structural compaction under torsional stress improved the electrical pathways and reduced the resistance. Thread no. 7 was the most stable and showed almost no change from its initial resistance of 0.0164 Ω cm-1 after 500 cycles. The commercial thread also displayed no measurable variation in resistance during twisting. However, Thread 7 matched this stability while offering a much lower resistance value, indicating better electrical performance and enhanced mechanical stability.
3.6. Signal’s Amplitude & Strength Analysis
To observe the signal’s amplitude and strength in the conductive threads (Thread No. 9, 3, 7, and the commercial thread- Bekinox® VN), a digital oscilloscope was used. A signal generator supplied a 5V peak-to-peak signal through these threads, with a 10kΩ resistor used as a load for each. Figure 8 illustrates the schematic diagram of the signal setup.
In the study, the same signal was applied to all conductive threads. The applied parameters set on the signal generator are provided in Table 3. The signal strength of these threads was observed to be almost the same for all threads. The output from Channel 1 corresponds to the commercial thread, and the other three samples are the developed threads. The oscilloscope output shows that all threads reached a peak of approximately +2.5V to -2.5V and completed one clock cycle in 0.001 seconds. Additionally, it was observed that the noise present in the signals was almost similar across all threads and was produced by natural electromagnetic interference (EMI) sources. Figure 9 shows the signal amplitude comparison among all threads. The results of the test indicate that the signal strength in the developed conductive threads is comparable to that of the commercial conductive wire.
3.7. Overall Performance Evaluation
Considering all tests collectively, Thread 7, titled ‘Carbon Coated Cotton Twisted Copper Thread-II,’ demonstrated the most balanced and robust performance across bending, twisting, wash–dry cycles, and signal amplitude and strength analysis. It consistently maintained low resistance and exhibited excellent mechanical-electrical stability with minimal variation under cyclic deformation. Although some resistance increase was observed during wash–dry testing compared to the commercial thread, but Thread 7 retained significantly lower absolute resistance after each cycle. This variation is not expected to impact its functional application as the thread incorporates ultra-fine copper filaments twisted with textile yarns and coated with carbon paste which ensures continuity of the conductive path. Signal transmission analysis showed that the developed threads delivered signal amplitude and strength comparable to the commercial conductive thread. The output waveforms maintained a peak of approximately +2.5 V to –2.5 V with minimal noise, confirming the reliability of the threads in data transmission applications. The use of e-waste supports sustainability through recycling and reuse while helping reduce environmental footprint. Carbon paste derived from e-waste provides cost-effective conductive coating agents for threads and significantly lowers production costs compared to commercially available conductive materials. The selection of accessible and low-cost base materials further improves the economic viability of the developed threads compared to those reported in recent studies. Impressively, Thread 7 displayed the lowest resistance at 0.0164 Ω cm-1, achieving 48.78 times lower resistance than synthesized silver nanowire-coated textile threads.[16] Moreover, the environmental and cost advantages of these developed threads are also remarkable and represent a more sustainable and economical alternative to graphene-based conductive cotton threads,[5] and SWCNTs and PEDOT:PSS-based conductive threads.[17] These combined attributes position Thread 7 as a technically and environmentally superior candidate for conductive thread applications.
3.8. Conductive Threads: Future Textiles
Wearable electronic textiles (e-textiles) integrated into smart clothing are garnering increasing recognition for their versatile applications across various sectors. These applications include monitoring vital signs in healthcare and improving physical performance in sports. They also ensure safety for personnel such as soldiers and firefighters, assist in treatment and rehabilitation, and provide interactive entertainment experiences.[36] In this research the developed conductive threads effectively replaced conventional power cables in smartphone chargers and exhibited remarkably low electrical resistance as shown in Figure 10a. Our observations demonstrated exceptional efficiency and flexibility in the charger’s operation. We also replaced conventional wires in light-emitting diodes (LEDs) with these threads and displayed their superior performance (Figure 10b). By integrating these conductive threads, we seamlessly embedded an electrical circuit into fabric and facilitating the integration of an AD8232 ECG Sensor with an ESP32 Arduino circuit (Figure 10c) and an Arduino Uno circuit (Figure 10d) within a smart jacket (Figure 11a). This integration highlighted the adaptability of these threads across various wearable electronic textile circuits and their capacity to support sophisticated functionalities due to their minimal internal resistance.[37] Furthermore, we developed flexible fabric circuits (Figure 11b) and fabric PCBs (Figure 11c,d) for the smart jacket using conductive threads integrated with textile fabric and electrical components.[37] These innovations with exceptional flexibility and minimal internal resistance make the conductive threads catalysts for breakthroughs in smart textiles, electronic textiles, flexible electronics and soft robotics. They offer key advantages such as low resistivity, high flexibility, environmental sustainability and cost-effectiveness.
4. Conclusions
This research marks a notable advancement in the area of smart textiles, addressing key challenges and paving the way for innovative applications. This study addresses the need for low-resistance and cost-effective conductive materials by developing twelve distinct varieties of conductive threads. Among them, the most promising is Thread 7 titled “Carbon Coated Cotton Twisted Copper Thread-II,” which shows exceptionally low resistance of 0.0164 Ω cm-1. The use of carbon paste derived from electronic waste as a coating material enhances the sustainability of the conductive threads and highlights the potential of environmentally responsible approaches in advanced material development. Furthermore, the successful integration of fabric flexible circuits and electrical components into textile apparel demonstrates the practical impact of this research and opens new opportunities for wearable technology and smart textile applications across sectors including healthcare, sports, defense and fashion. However, to fully realize the potential of these advancements, future research should focus on optimizing scalable fabrication processes, developing fixation methods for coating materials, ensuring long-term durability and exploring new applications across various fields. Moreover, as a prospect for the future, the fabrication method utilized for these conductive threads can have potential for application in other natural cellulosic fibers, yielding distinctive outcomes. Expanding the use of natural cellulosic fibers from renewable sources is vital for a sustainable world journey.[35] By continuing to push the boundaries of materials science and interdisciplinary collaboration, we can unlock new possibilities for smart textiles, driving innovation and shaping more connected, responsive, and sustainable future textiles.
Supplementary Materials
The following supporting information can be downloaded at: https://doi.org/10.5281/zenodo.18209867, Table S1: Electrical resistance comparison of developed conductive threads (DT) with commercial benchmark threads.
Author Contributions
Aman Ul Azam Khan: Conceptualization, Investigation, Methodology, Formal analysis, Writing - Original Draft. Nazmunnahar Nazmunnahar: Conceptualization, Investigation, Methodology, Formal analysis, Writing - Original Draft. Mehedi Hasan Roni: Conceptualization, Methodology. Aurghya Kumar Saha: Resources. Zarin Tasnim Bristy: Data Anaylsis. Abdul Baqui: Supervision, Writing - Review & Editing. Abdul Md Mazid: Writing - Review & Editing.
Funding
This research received no external funding.
Data Availability Statement
All data analyzed during this study are included in this published article and its supplementary materials. The datasets are fully represented in the graphs and tables provided and no additional data is available.
Acknowledgments
Author 1 and Author 2 contributed equally to this work. During the preparation of this manuscript, the authors used Gemini Pro and ChatGPT 5.2 for grammatical checking. The authors have reviewed and edited the output and take full responsibility for the content of this publication.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Dong, H.; Wang, D.; Sun, G.; Hinestroza, J.P. Assembly of metal nanoparticles on electrospun nylon 6 nanofibers by control of interfacial hydrogen-bonding interactions. Chemistry of Materials 2008, 20, 6627–6632. [Google Scholar] [CrossRef]
- Shuai, L.; Guo, Z.H.; Zhang, P.; Wan, J.; Pu, X.; Wang, Z.L. Stretchable, self-healing, conductive hydrogel fibers for strain sensing and triboelectric energy-harvesting smart textiles. Nano Energy 2020, 78, 105389. [Google Scholar] [CrossRef]
- Cherenack, K.; Van Pieterson, L. Smart textiles: Challenges and opportunities. Journal of Applied Physics 2012, 112. [Google Scholar] [CrossRef]
- Tang, Y.; Guo, B.; Cruz, M.A.; Chen, H.; Zhou, Q.; Lin, Z.; Xu, F.; Xu, F.; Chen, X.; Cai, D. Colorful conductive threads for wearable electronics: transparent Cu–Ag nanonets. Advanced Science 2022, 9, 2201111. [Google Scholar] [CrossRef]
- Alhashmi Alamer, F.; Almalki, G.A.; Althagafy, K. Advancements in Conductive Cotton Thread-Based Graphene: A New Generation of Flexible, Lightweight, and Cost-Effective Electronic Applications. Journal of Composites Science 2023, 7, 476. [Google Scholar] [CrossRef]
- Lam Po Tang, S.; Stylios, G. An overview of smart technologies for clothing design and engineering. International Journal of Clothing Science and Technology 2006, 18, 108–128. [Google Scholar] [CrossRef]
- Tsukada, S.; Nakashima, H.; Torimitsu, K. Conductive polymer combined silk fiber bundle for bioelectrical signal recording. PloS one 2012, 7, e33689. [Google Scholar] [CrossRef] [PubMed]
- Cheng, H.; Dong, Z.; Hu, C.; Zhao, Y.; Hu, Y.; Qu, L.; Chen, N.; Dai, L. Textile electrodes woven by carbon nanotube–graphene hybrid fibers for flexible electrochemical capacitors. Nanoscale 2013, 5, 3428–3434. [Google Scholar] [CrossRef] [PubMed]
- Ajani, A.; Gilani, H.; Islam, S.; Khandoker, N.; Mazid, A.M. Fabrication of CNT-reinforced 6061 aluminium alloy surface composites by friction stir processing. Jom 2021, 73, 3718–3726. [Google Scholar] [CrossRef]
- Jung, S.; Lee, J.; Hyeon, T.; Lee, M.; Kim, D.-H. Fabric-based integrated energy devices for wearable activity monitors. Advanced Materials (Deerfield Beach, Fla.) 2014, 26, 6329–6334. [Google Scholar] [CrossRef]
- Liu, H.; Goh, W.-P.; Norsten, T.B. Aqueous-based formation of gold nanoparticles on surface-modified cotton textiles. Journal of Molecular and Engineering Materials 2013, 1, 1250001. [Google Scholar] [CrossRef]
- Dong, B.H.; Hinestroza, J.P. Metal nanoparticles on natural cellulose fibers: electrostatic assembly and in situ synthesis. ACS applied materials & interfaces 2009, 1, 797–803. [Google Scholar]
- Lee, J.; Kwon, H.; Seo, J.; Shin, S.; Koo, J.H.; Pang, C.; Son, S.; Kim, J.H.; Jang, Y.H.; Kim, D.E. Conductive fiber-based ultrasensitive textile pressure sensor for wearable electronics. Advanced materials 2015, 27, 2433–2439. [Google Scholar] [CrossRef]
- Guo, J.; Wang, Y.; Zhang, H.; Zhao, Y. Conductive materials with elaborate micro/nanostructures for bioelectronics. Advanced Materials 2022, 34, 2110024. [Google Scholar] [CrossRef]
- Dev, B.; Alam, M.R.; Rahman, M.A.; Newaz, K.; Khan, M.A.; Rahman, M.Z. Advanced nanocomposites for sensing applications. 2023. [Google Scholar] [CrossRef]
- Atwa, Y.; Maheshwari, N.; Goldthorpe, I.A. Silver nanowire coated threads for electrically conductive textiles. Journal of Materials Chemistry C 2015, 3, 3908–3912. [Google Scholar] [CrossRef]
- Alhashmi Alamer, F.; Badawi, N.M. Fully Flexible, Highly Conductive Threads Based on single walled carbon nanotube (SWCNTs) and poly (3, 4 ethylenedioxy thiophene) poly (styrenesulfonate)(PEDOT: PSS). Advanced Engineering Materials 2021, 23, 2100448. [Google Scholar] [CrossRef]
- Wang, B.; Facchetti, A. Mechanically flexible conductors for stretchable and wearable e-skin and e-textile devices. Advanced Materials 2019, 31, 1901408. [Google Scholar] [CrossRef]
- Bardeen, J. Electrical conductivity of metals. Journal of Applied Physics 1940, 11, 88–111. [Google Scholar] [CrossRef]
- Islam, M.R.; Afroj, S.; Yin, J.; Novoselov, K.S.; Chen, J.; Karim, N. Advances in printed electronic textiles. Advanced Science 2024, 11, 2304140. [Google Scholar] [CrossRef]
- Cork, C. Conductive fibres for electronic textiles: an overview. Electronic Textiles 2015, 3–20. [Google Scholar]
- Dev, B.; Rahman, M.A.; Tazrin, T.; Islam, M.S.; Datta, A.; Rahman, M.Z. Investigation of Mechanical Properties of Nonwoven Recycled Cotton/PET Fiber-Reinforced Polyester Hybrid Composites. Macromolecular Materials and Engineering 2024, 2400020. [Google Scholar] [CrossRef]
- Grant, K.; Goldizen, F.C.; Sly, P.D.; Brune, M.-N.; Neira, M.; van den Berg, M.; Norman, R.E. Health consequences of exposure to e-waste: a systematic review. The lancet global health 2013, 1, e350–e361. [Google Scholar] [CrossRef]
- Vishwakarma, S.; Kumar, V.; Arya, S.; Tembhare, M.; Dutta, D.; Kumar, S. E-waste in Information and Communication Technology Sector: Existing scenario, management schemes and initiatives. Environmental Technology & Innovation 2022, 27, 102797. [Google Scholar] [CrossRef]
- Ghulam, S.T.; Abushammala, H. Challenges and opportunities in the management of electronic waste and its impact on human health and environment. Sustainability 2023, 15, 1837. [Google Scholar] [CrossRef]
- Shi, J.; Liu, S.; Zhang, L.; Yang, B.; Shu, L.; Yang, Y.; Ren, M.; Wang, Y.; Chen, J.; Chen, W. Smart textile-integrated microelectronic systems for wearable applications. Advanced materials 2020, 32, 1901958. [Google Scholar] [CrossRef]
- contributors, W. Units of textile measurement. Available online: https://en.wikipedia.org/wiki/Units_of_textile_measurement.
- Stavrakis, A.K.; Simić, M.; Stojanović, G.M. Electrical characterization of conductive threads for textile electronics. Electronics 2021, 10, 967. [Google Scholar] [CrossRef]
- Berzowska, J.; Bromley, M. Soft computation through conductive textiles. In Proceedings of the Proceedings of the International Foundation of Fashion Technology Institutes Conference, 2007; pp. 12–15. [Google Scholar]
- Group, A. AMANN TechX Brochure. Available online: https://www.amann.com/fileadmin/user_upload/Download_Center/Brochures/AMANN_TechX_Brochure_EN.pdf.
- Coats. Coats Magellan. Available online: https://www.coats.com/en/products/threads/magellan/magellan/.
- Badawi, N.M.; Batoo, K.M.; Hussain, S.; Agrawal, N.; Bhuyan, M.; Bashir, S.; Subramaniam, R.; Kasi, R. Design and Characterization of electroconductive graphene-coated cotton fabric for wearable electronics. Coatings 2023, 13, 1601. [Google Scholar] [CrossRef]
- Sfameni, S.; Lawnick, T.; Rando, G.; Visco, A.; Textor, T.; Plutino, M.R. Super-hydrophobicity of polyester fabrics driven by functional sustainable fluorine-free silane-based coatings. Gels 2023, 9, 109. [Google Scholar] [CrossRef]
- Marciniak, K.; Grabowska, K.; Stempień, Z.; Ciesielska-Wrobel, I.; Rutkowska, A.; Taranek, D. Woven fabrics containing hybrid yarns for shielding electromagnetic radiation. Fibres & Textiles in Eastern Europe 2016, 109–115. [Google Scholar] [CrossRef]
- Islam, M.R.; Ahmed, R.; Siddique, A.B.; Begum, H.A. Extraction and characterization of a newly developed cellulose enriched sustainable natural fiber from the epidermis of Mikania micrantha. Heliyon 2023, 9. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.; Jin, L.; Qi, J.; Liu, Z.; Xu, L.; Hayes, S.; Gill, S.; Li, Y. Performance evaluation of conductive tracks in fabricating e-textiles by lock-stitch embroidery. Journal of Industrial Textiles 2022, 51, 6864S–6883S. [Google Scholar] [CrossRef]
- Khan, A.U.A.; Saha, A.K.; Bristy, Z.T.; Tazrin, T.; Baqui, A.; Dev, B. Development of the smart jacket featured with medical, sports, and defense attributes using conductive thread and thermoelectric fabric. Engineering Proceedings 2023, 30, 18. [Google Scholar] [CrossRef]
Figure 1.
Procedure for preparation of coating solutions.
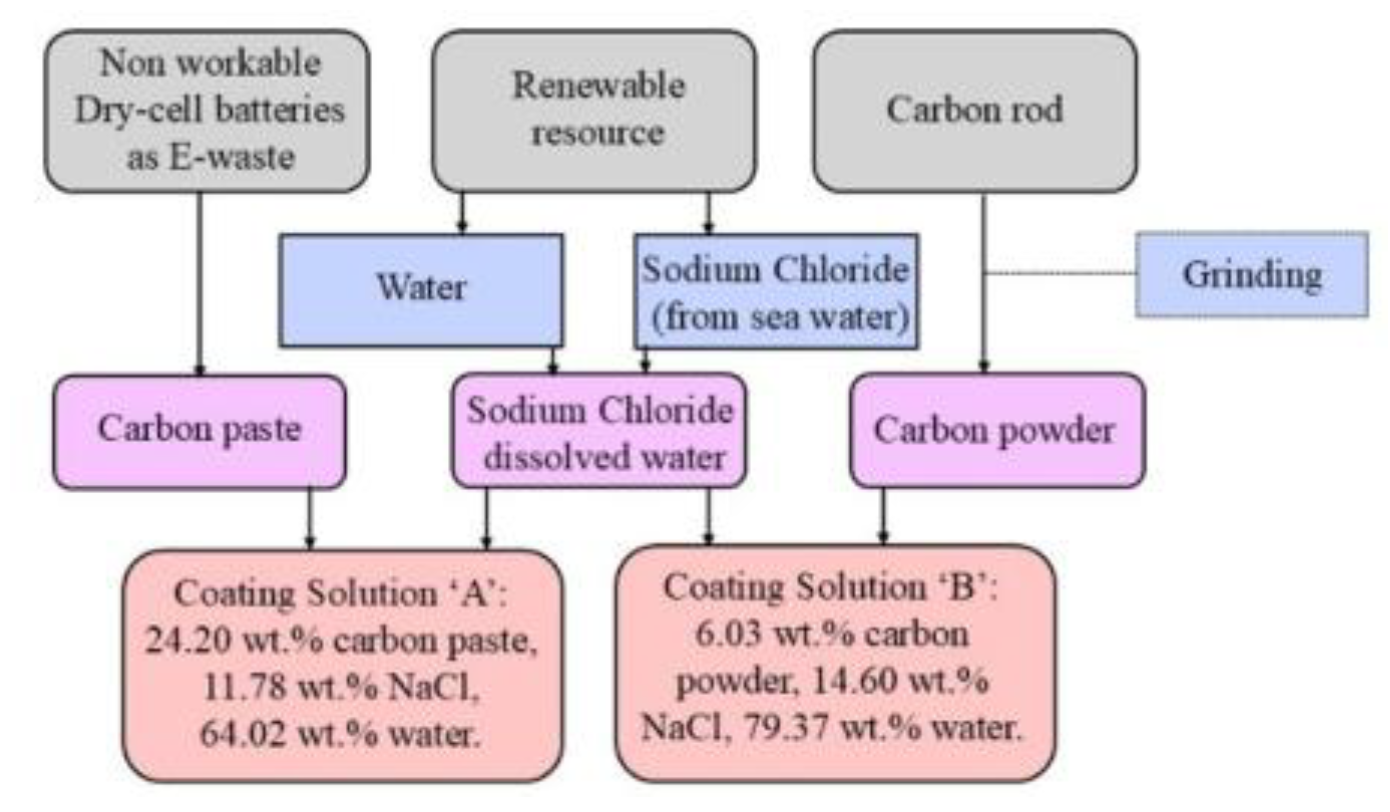
Figure 2.
Twisting Techniques; a) multi-filament twisted structure. b) Double twisted structure. c) Z-twisted structures (coated and non-coated thread).
Figure 2.
Twisting Techniques; a) multi-filament twisted structure. b) Double twisted structure. c) Z-twisted structures (coated and non-coated thread).
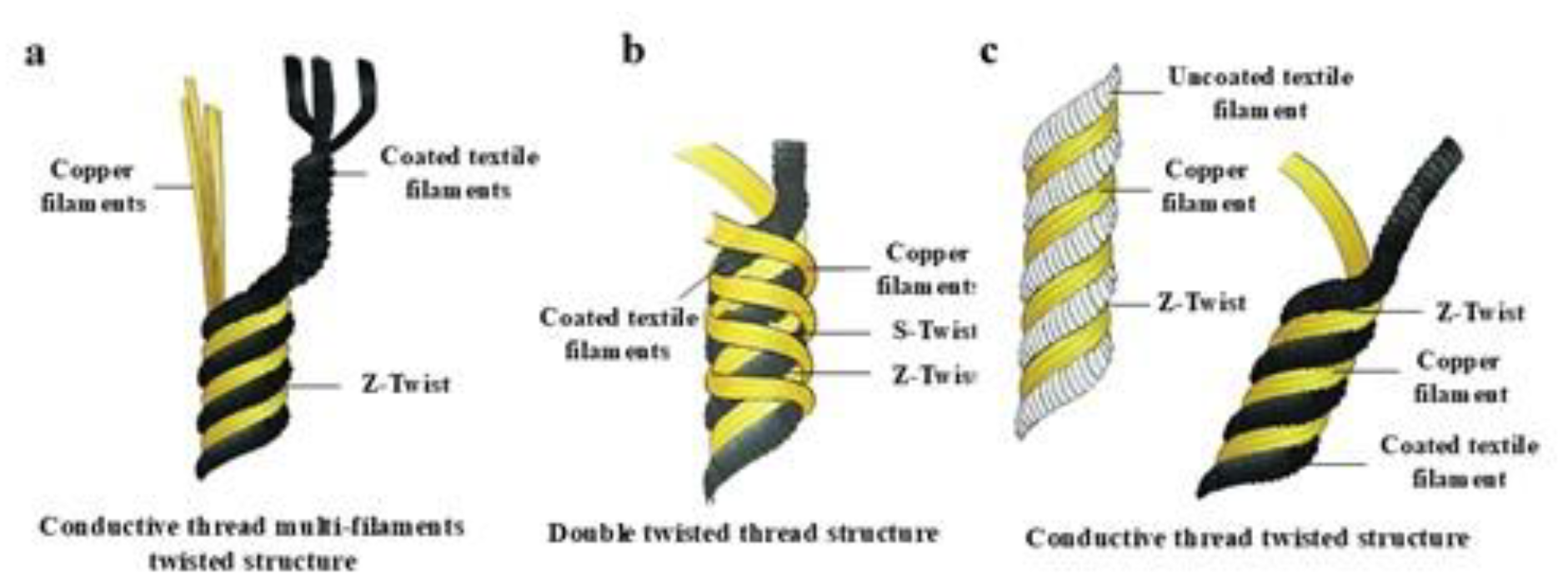
Figure 3.
(a) Coating procedure for the conductive thread; (b) Twisting procedure for the conductive threads.
Figure 3.
(a) Coating procedure for the conductive thread; (b) Twisting procedure for the conductive threads.
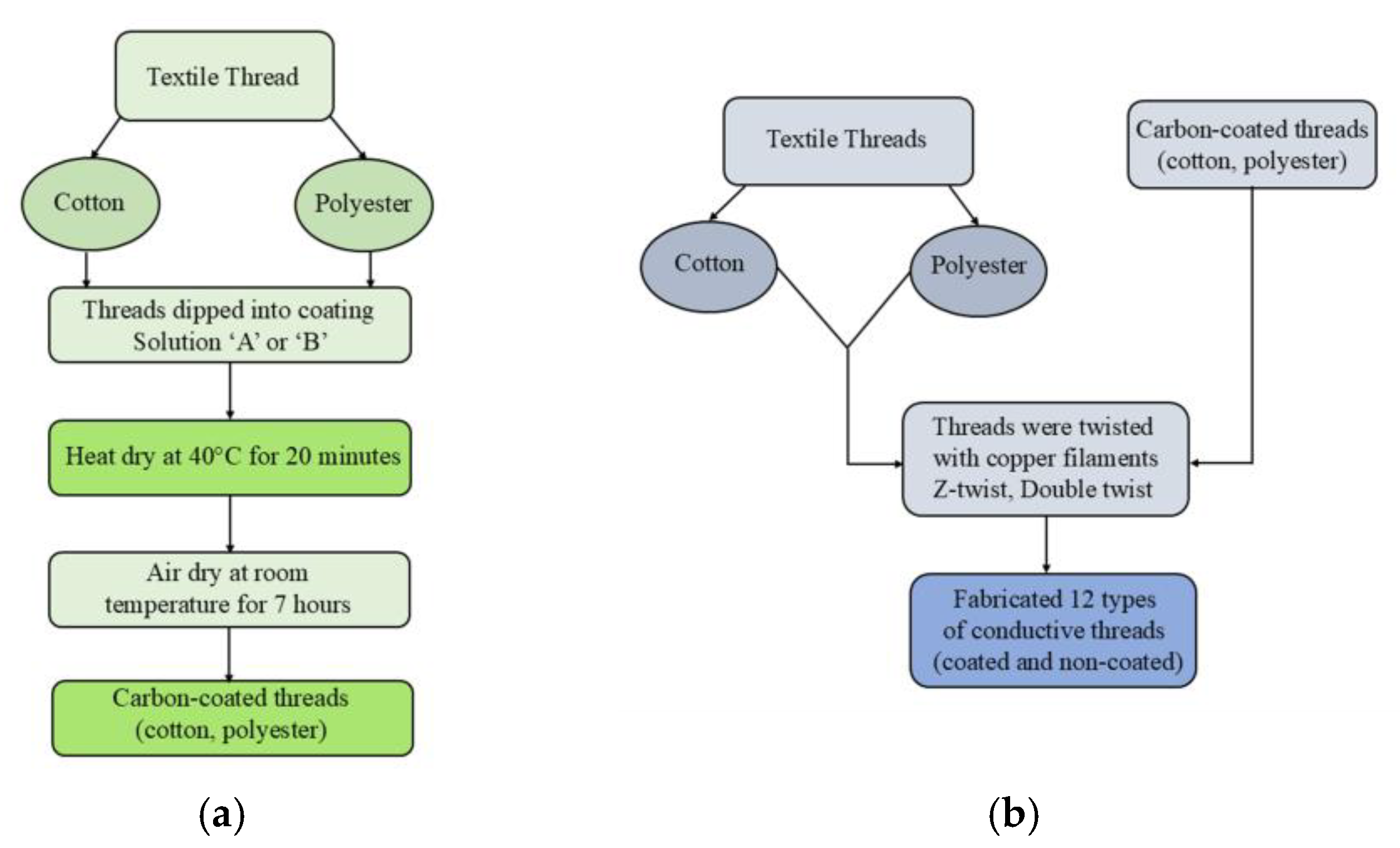
Figure 4.
(a) SEM image of carbon-coated polyester twisted copper thread. (b) Presence of Carbon Coating on Polyester Fibers. (c) SEM image of carbon-coated cotton twisted copper thread. (d) A higher number of cotton fibers become coated with carbon, completing the filling of inter-fiber spaces with coating agents. (e) Scanning electron microscograph of uncoated cotton twisted copper thread.
Figure 4.
(a) SEM image of carbon-coated polyester twisted copper thread. (b) Presence of Carbon Coating on Polyester Fibers. (c) SEM image of carbon-coated cotton twisted copper thread. (d) A higher number of cotton fibers become coated with carbon, completing the filling of inter-fiber spaces with coating agents. (e) Scanning electron microscograph of uncoated cotton twisted copper thread.
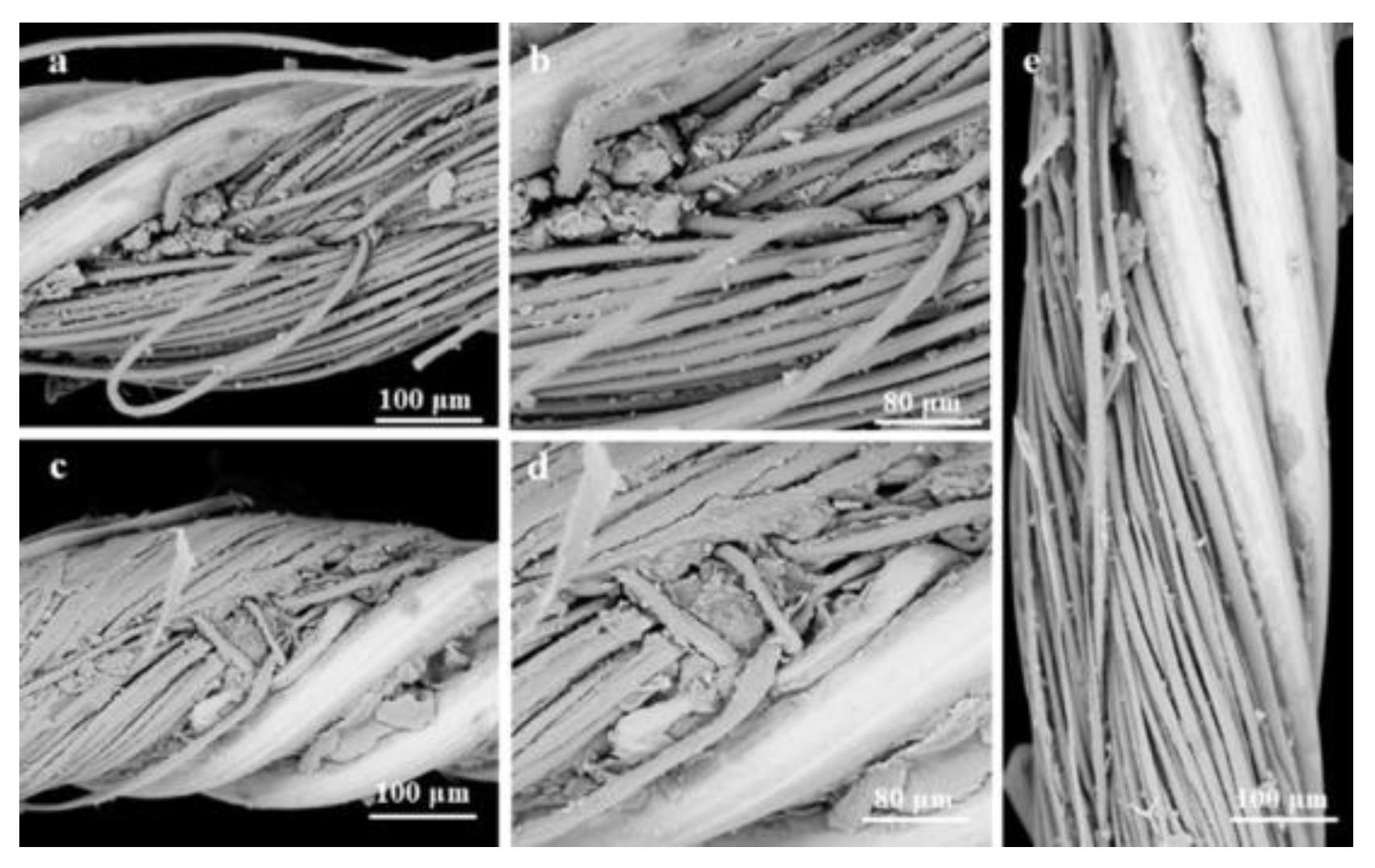
Figure 5.
Comparison of developed conductive threads with commercially available conductive threads.
Figure 5.
Comparison of developed conductive threads with commercially available conductive threads.
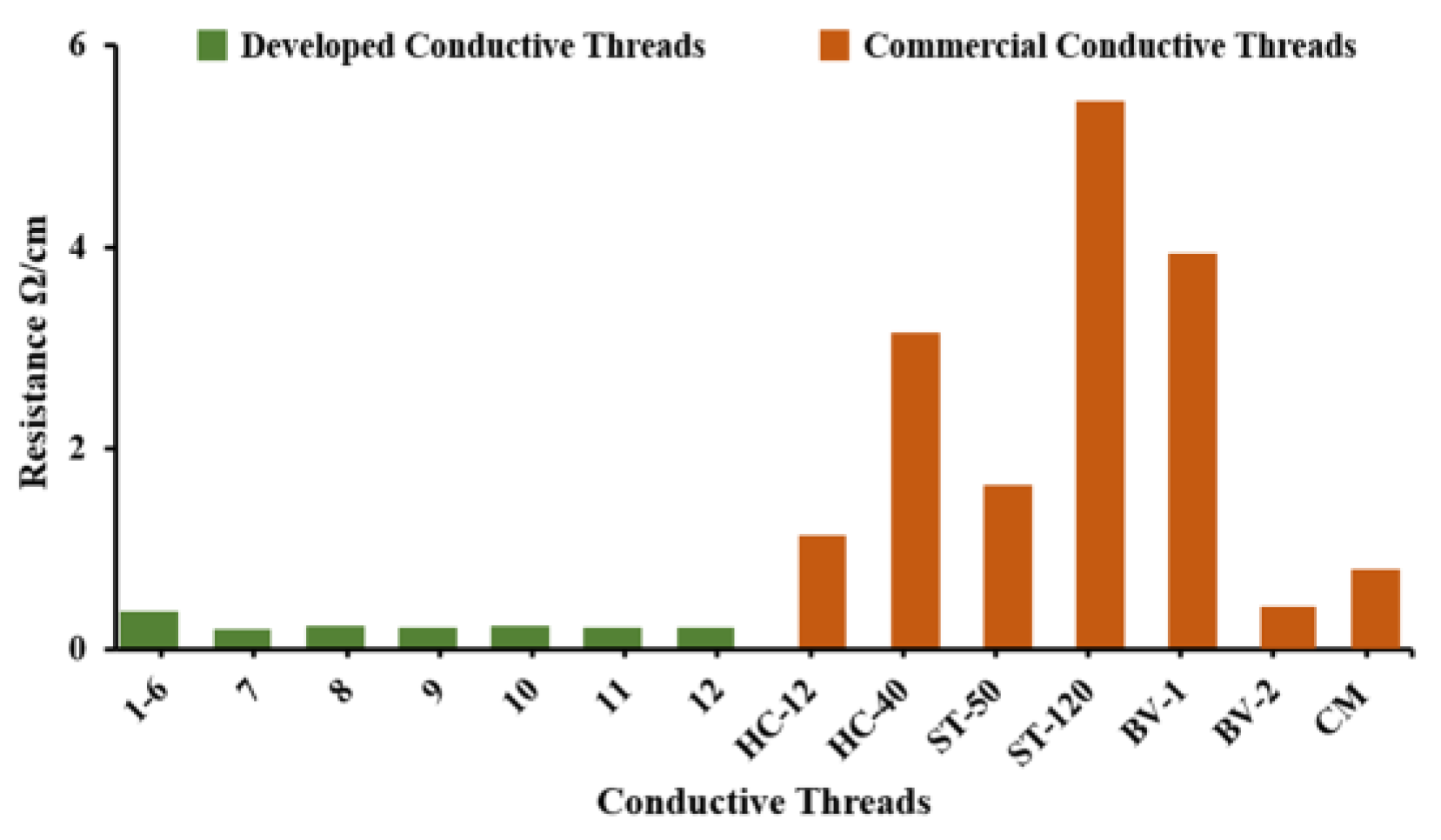
Figure 6.
Stability tests under washing and drying cycles in water showing the electrical resistance of the conductive threads.
Figure 6.
Stability tests under washing and drying cycles in water showing the electrical resistance of the conductive threads.
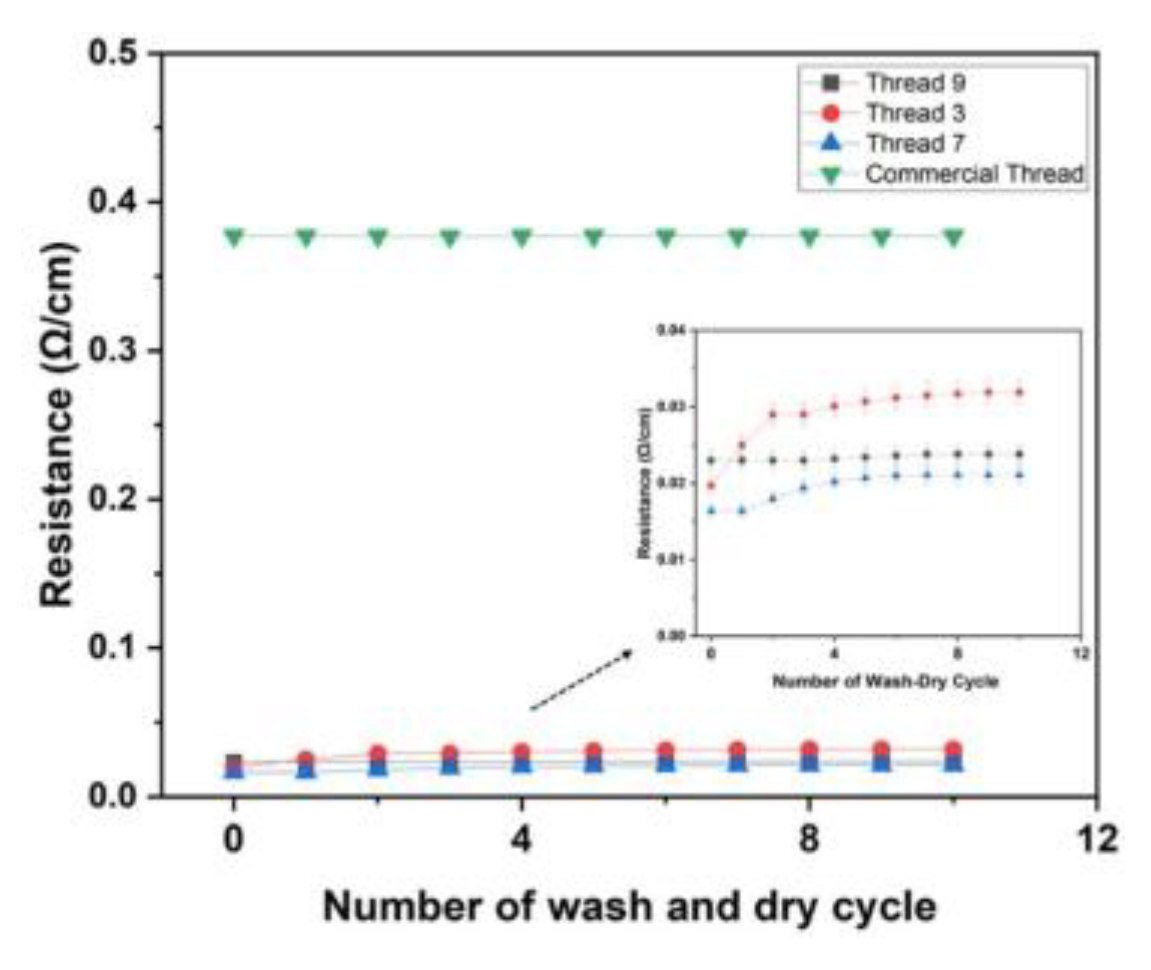
Figure 7.
(a) Resistance Stability and Flexibility Tests of Conductive Threads Under Bending and (b) Twisting.
Figure 7.
(a) Resistance Stability and Flexibility Tests of Conductive Threads Under Bending and (b) Twisting.
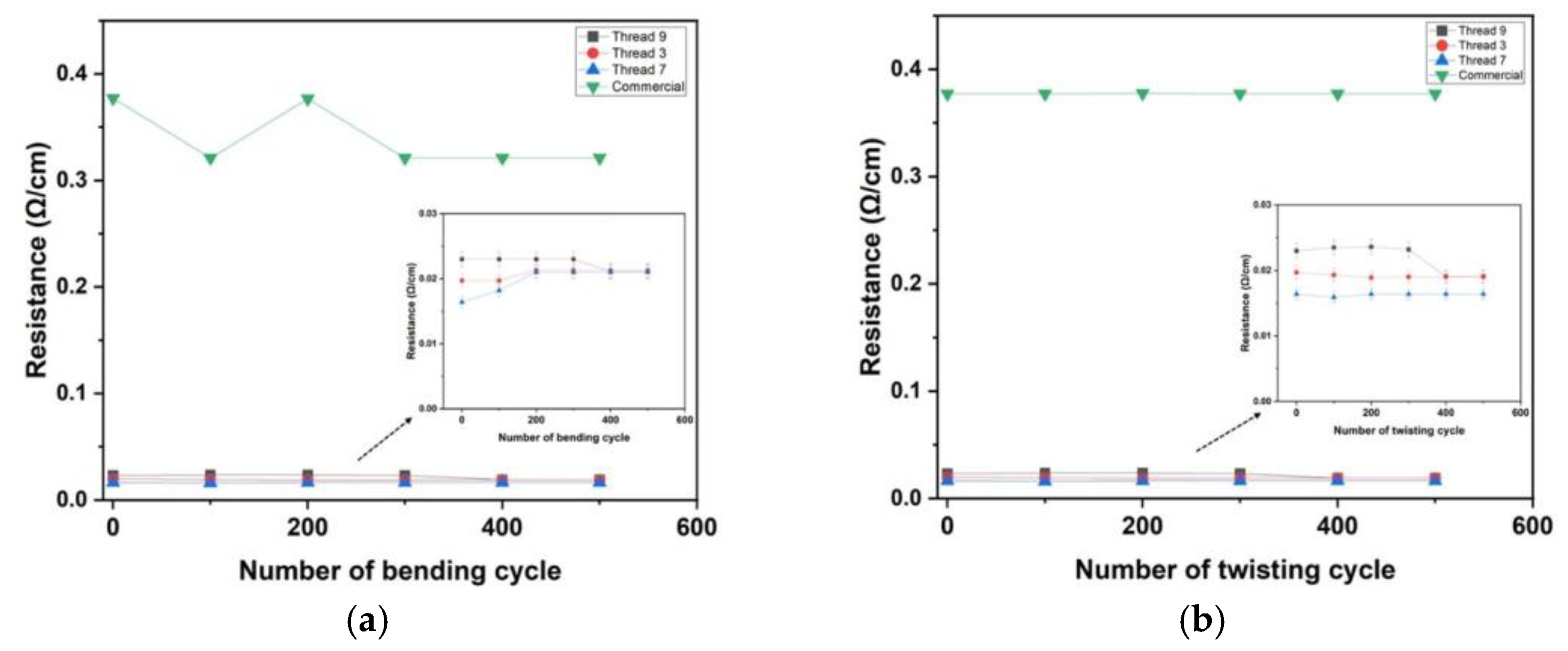
Figure 8.
The Schematic Diagram of the Signal Setup.
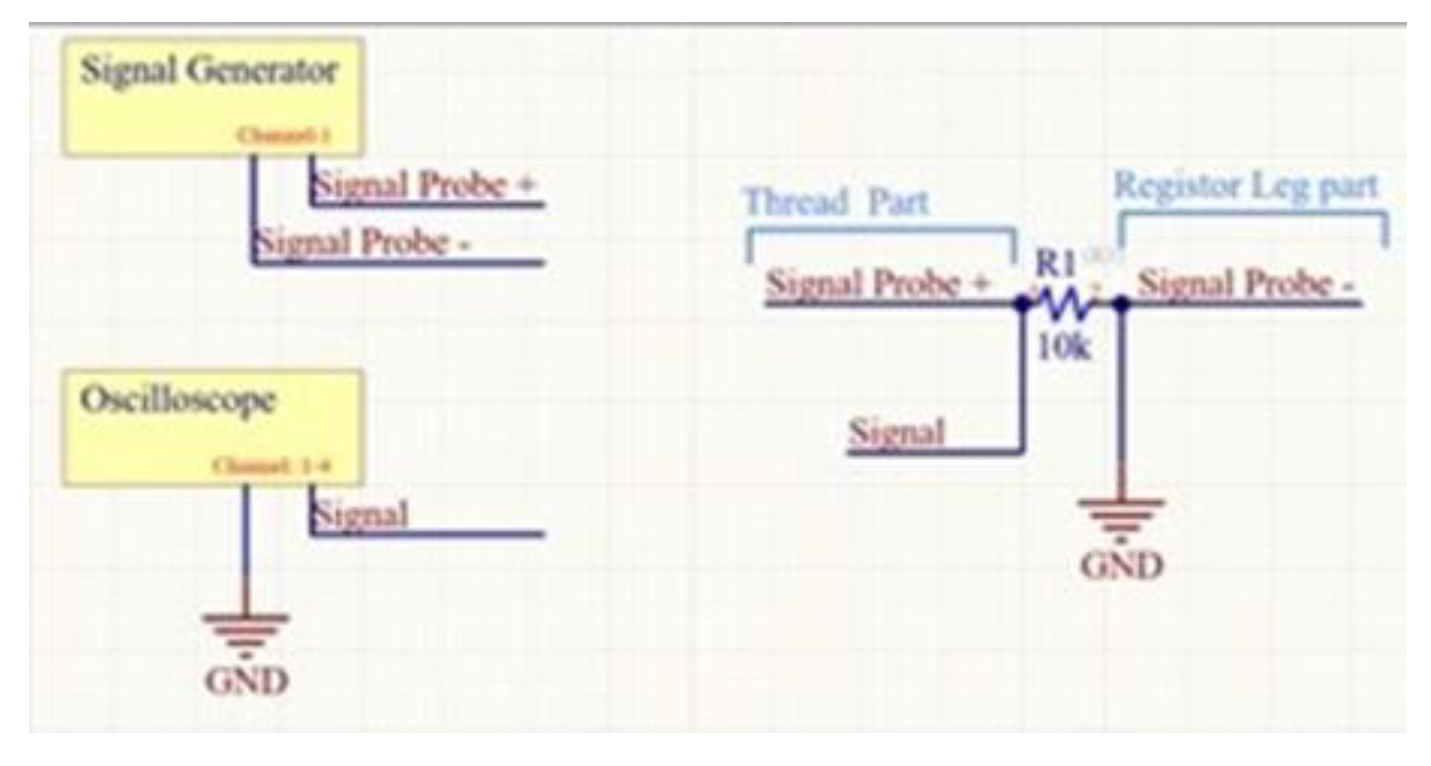
Figure 9.
This is a figure. Schemes follow the same formatting.
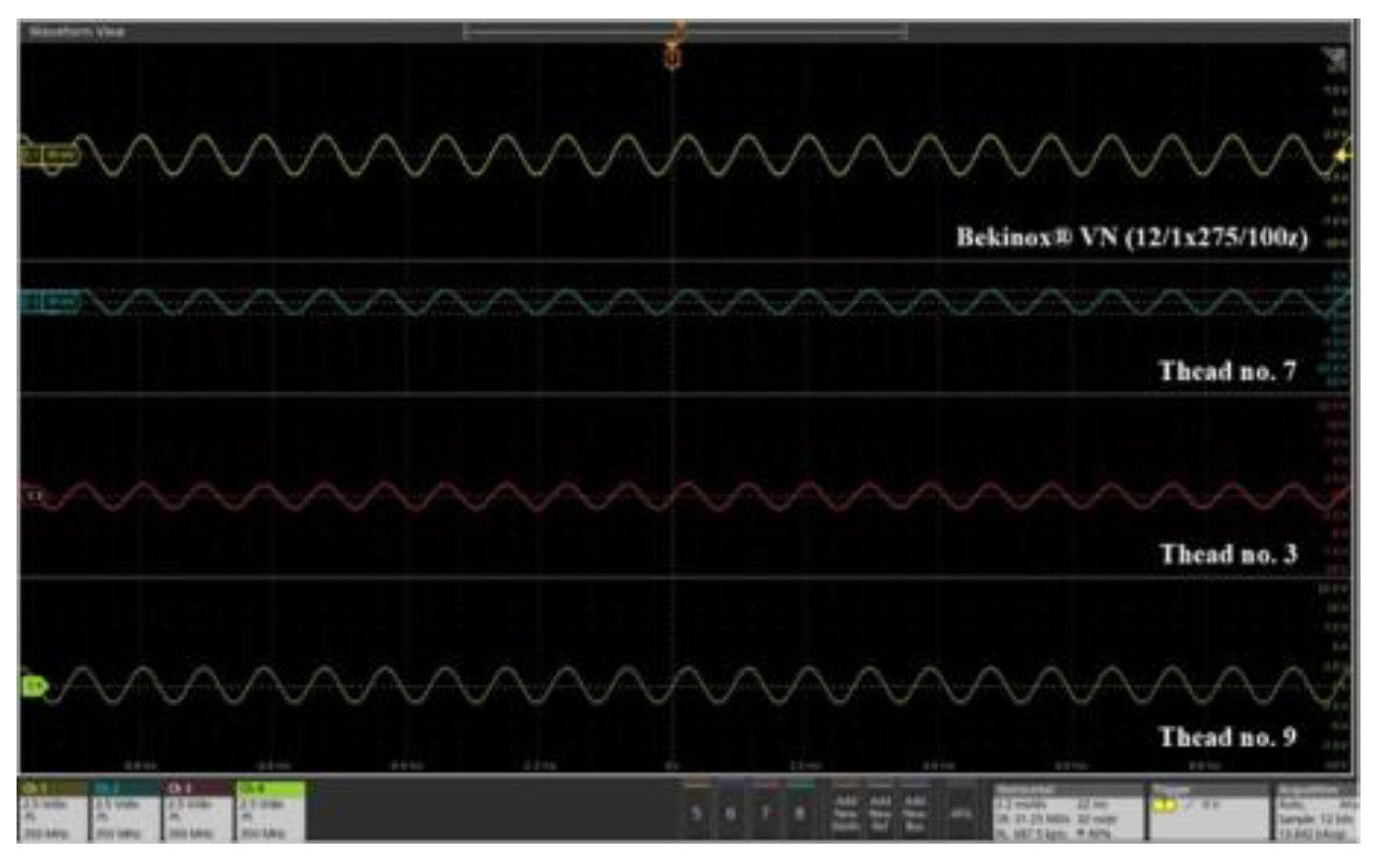

Table 1.
Fabrication details of conductive threads showing number of plies, twisting method and coating agent used.
Table 1.
Fabrication details of conductive threads showing number of plies, twisting method and coating agent used.
| Thread No | Thread Name | Twist Direction | No of Ply [filament] |
Coating Agent [Solution] |
|---|---|---|---|---|
| 1 | Non-Coated Polyester Twisted Copper Thread-I | Z | Polyester-2, Copper-4 | N/A |
| 2 | Non-Coated Cotton Twisted Copper Thread-I | Z | Cotton-3, Copper-4 | N/A |
| 3 | Carbon Coated Polyester Twisted Copper Thread | Z | Polyester-2, Copper-4 | Solution ‘A’ |
| 4 | Non-Coated Cotton Double Twisted Copper Thread | Z, S | Cotton-3, Copper-4 | N/A |
| 5 | Non-Coated Polyester Double Twisted Copper Thread | Z, S | Polyester-2, Copper-4 | N/A |
| 6 | Non-Coated Cotton Twisted Copper Thread-III | Z | Cotton-3, Copper-3 | N/A |
| 7 | Carbon Coated Cotton Twisted Copper Thread- II | Z | Cotton-3, Copper-4 | Solution ‘A’ |
| 8 | Non-Coated Cotton Twisted Copper Thread | Z | Cotton-3, Copper-2 | N/A |
| 9 | Non-Coated Polyester Twisted Copper Thread-III | Z | Polyester-2, Copper-3 | N/A |
| 10 | Non-Coated Cotton Twisted Copper Finest Thread | Z | Cotton-3, Copper-1 | N/A |
| 11 | Carbon Coated Cotton Twisted Copper Thread-V | Z | Cotton-3, Copper-3 | Solution ‘A’ |
| 12 | Carbon Coated Cotton Twisted Copper Thread–VI | Z | Cotton-3, Copper-3 | Solution ‘B’ |
Table 2.
Measured resistance and thread count of the developed conductive threads.
| Thread No | R of DT [Ω cm-1] | Count [Ne] |
|---|---|---|
| 1 | 0.0197 | 3 |
| 2 | 0.0197 | 3 |
| 3 | 0.0197 | 3 |
| 4 | 0.0197 | 3 |
| 5 | 0.0197 | 3 |
| 6 | 0.0197 | 3 |
| 8 | 0.0470 | 3.6 |
| 9 | 0.0230 | 3.6 |
| 10 | 0.0459 | 4.5 |
| 11 | 0.025 | 3.18 |
| 12 | 0.0273 | 3.37 |
Table 3.
Signal Generator Parameters Applied During Conductive Threads Testing.
| Signal Amplitude | Pick-to-Pick 5V |
|---|---|
| Frequency | 1kHz |
| Offset | 0 VDC |
| Phase | 0 degree |
| Load | 10 kΩ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



