1. Introduction
The global mining industry continues to expand production to meet growing demand for metals. In particular, annual copper ore production has increased by an average of 2.2–2.5 %, reaching ~20 million tons in recent years [
1]. Pyrometallurgy remains the primary method for processing copper concentrates because it ensures high productivity and efficient extraction of associated precious metals [
2,
3]. The greatest economic benefits are achieved by companies that cover the entire production cycle, from copper mining to refining [
4,
5]. However, tightening environmental regulations and growing interest in waste-free technologies are stimulating the modernization of existing production facilities, including the introduction of modern exhaust gas cleaning systems and the integrated processing of slags and dusts [
6,
7,
8,
9]. In this context, hydrometallurgical alternatives, regarded as more environmentally friendly solutions, attract increasing attention, setting the stage for rethinking approaches to managing beneficiation tailings and processing problematic mineral phases [
10].
Froth flotation is the primary method for beneficiating sulfide ores, particularly chalcopyrite ores [
6]. However, its selectivity decreases when processing ores with fine dissemination and complex mineralogical intergrowths of valuable and gangue minerals [
11]. The presence of pyrite in concentrates and tailings is one of the key technological problems. This occurs due to its activation by copper ions, which could be released from secondary copper minerals or added to the process as an activating reagent for sphalerite [
12,
13,
14,
15]. As a result, pyrite, along with its impurities (Zn, Pb, As, etc.), passes either into the final concentrate, reducing its quality and market value, or into the tailings, increasing their environmental hazard [
10]. Interestingly, in complex systems containing sphalerite, the latter can act as a copper sink, leading to pyrite depression [
16,
17]. Consequently, there is a need to develop novel methods which would selectively modify or remove the sulfide phase, primarily pyrite, just after primary enrichment.
Mine tailings are finely ground rock material remaining after the extraction of valuable components from ore [
18]. Globally, they are produced in excess of 20 billion tons per year, and the total area of tailings storage facilities is estimated at over 200,000 km² [
19,
20]. The primary environmental hazard associated with mine tailings is the presence of residual sulfide minerals, primarily pyrite (FeS
2). When exposed to atmospheric oxygen and precipitation, pyrite oxidizes, producing sulfuric acid and acid mine drainage. This process significantly increases the mobility of heavy metals, causing contamination of soils, surface water, and groundwater. Furthermore, the instability of tailings storage structures creates the risk of catastrophic failures, as demonstrated by accidents at Mount Polley (Canada), Brumadinho and Mariana (Brazil), which resulted in widespread and long-term environmental damage [
21,
22]. Since the source of both acidity and toxicity is the sulfide fraction, primarily pyrite, managing its behavior in tailings is key to reducing environmental risks.
The use of hydrometallurgical technologies as a method for chemical enrichment or purification of concentrates and tailings is a promising approach to addressing these issues [
23,
24,
25,
26,
27,
28,
29]. The method involves the interaction of undesirable pyrite (FeS
2) with copper ions in aqueous solutions at elevated temperatures to form secondary copper sulfides (CuS, Cu
1·8S, Cu
2S) [
30,
31]. However, the high chemical stability of pyrite is the main challenge in implementing this approach. Numerous studies show that its significant conversion is achieved at high temperatures only, typically above 225–240 °C, while it remains virtually inert at temperatures below 200 °C [
32,
33,
34].
Controlling this process requires a deep understanding of the fundamental mechanisms of pyrite interaction with copper ions in various aqueous media, which is supported by a number of key studies. For example, Kritsky et al. [
35] present a detailed kinetic analysis of the process in an acidic sulfate medium using pyrite with particle sizes of 10–29 μm. The process was studied in the temperature range of 443–523 K (170–250°C) at CuSO
4 concentrations of 0.08–0.96 mol/L and H
2SO
4 concentrations of 0.05–0.6 mol/L. It has been established that an exchange reaction proceeds at the initial stage:
Significant pyrite conversion (up to 50 %) is achieved at temperatures above 250 °С only. The process kinetics were found to be two-stage, with activation energies of 61.1 kJ/mol and 37.0 kJ/mol, respectively, indicating internal diffusion control limited by the formation of a dense product film (Kp-B > 1) from successive layers of CuS, Cu1·8S, and Cu2S.
In contrast, a study by Zhang et al. [
36] in a chloride medium showed a different mechanism when working with natural pyrite crystals (~2 mm, Shanbao deposit) within 100–250°C and pH from 1 to 8. Here, coupled dissolution-precipitation dominates, including reductive precipitation and oxidative dissolution;
The composition of the products is tightly controlled by pH, namely: within pH 3.0–6.0, chalcopyrite and bornite are formed, while chalcocite and bornite are formed at pH 8.2, forming a zonal structure from the pyrite core to the surface. Diffusion through the product layers is the limiting factor here.
Supplementing these data, Fuentes et al. [
30] also investigated the sulfate system using pyrite with a purity of 95–98 % (25–40 μm, Navahun deposit) at 180–240°C and pH 1.1–1.4. It was found that conversion of up to 47 % in 2 h is achieved at 240°C only, and the process is controlled by a chemical reaction (activation energy ~110 kJ/mol). The reaction products are digenite (Cu
1.8S) and chalcocite, and the resulting layer is porous (Kp-B ≈ 1.6), facilitating the access of reagents.
Thus, our analysis of the literature shows that the hydrothermal conversion of pyrite is a complex multifactorial process, and despite a significant volume of research, few questions regarding its adaptation to heterogeneous technogenic materials remain open [
37,
38]. The kinetics of the process are controlled by a complex combination of diffusion and chemical factors, and a dense layer of reaction products forms on the mineral surface, slowing further interaction with reagents. The complexity of the mechanism, which depends on pH, temperature, and solution composition, as well as the high stability of pyrite, necessitate further fundamental study of its behavior under hydrothermal conditions to develop effective technologies for processing pyrite-containing industrial products.
The passivation layer, which shields the mineral surface from reagents, creates a kinetic barrier and may lead to the complete cessation of the leaching reaction by limiting pyrite interaction with the reagents [
39]. This phenomenon creates a technological demand for the use of surface-active additives (surfactants) capable of removing sulfur films and other solid reaction products and stabilizing dispersion in the system [
40].
Lignosulfonates (LS) have proven themselves to be highly effective and cost-effective reagents for solving the problem of passivation of the surface of sulfide minerals. They act as sulfur dispersants and modifiers of the interfacial properties of the system. Their mechanism of action involves adsorption at the interfaces, which leads to a decrease in interfacial tension at the liquid sulfur–aqueous solution boundary and a reduction in the work of adhesion of sulfur to the mineral surface [
41,
42]. By adsorbing at the mineral–solution and sulfur–solution boundaries, they make the mineral surface more hydrophilic and less easily wetted by sulfur [
43]. This prevents sulfide particles from being coated with molten sulfur and intensifies the leaching process. Due to their effectiveness, availability, and non-toxicity, lignosulfonates have found widespread industrial application, including pressure leaching of sulfide concentrates [
44,
45].
Under hydrothermal conditions characterized by elevated temperatures and pressures, managing interfacial phenomena such as wetting and adsorption becomes critical to suppressing sulfide surface passivation and maintaining high rates of mass and charge transfer. The use of lignosulfonates under these conditions is an effective tool for reducing sulfide surface passivation, ensuring reagent access and intensifying the recovery process. For example, in oxidative pressure leaching of sulfides in a sulfuric acid medium, the addition of lignosulfonates prevents the encapsulation of sulfide particles by molten elemental sulfur. This removes the kinetic barrier and achieves a higher recovery rate, exceeding 95 % [
46,
47].
Under hydrothermal conditions, lignosulfonate acts as a dispersant, effectively removing molten sulfur from the mineral surface and altering the solid residue morphology [
48]. Instead of the characteristic spherical sulfur agglomerates formed in the absence of surfactants, particles with a rougher surface form in its presence [
49]. The key mechanisms of lignosulfonate action in pressure leaching processes involve a sequence of colloidal chemical processes, including wetting, adsorption, and dispersion. Adsorption of lignosulfonates at the elemental sulfur–solution and mineral–solution interfaces leads to a decrease in their surface tension. The combination of these effects transforms the system from a regime of mineral wetting by molten sulfur to that of poorly wetted sulfur surface protected by an adsorbed lignosulfonate layer and stabilized dispersion of sulfur in the solution.
Therefore, this study aimed to investigate the influence of lignosulfonate on the interaction of pyrite with copper ions under hydrothermal conditions, the composition of the resulting products, and surface phenomena.
3. Results and Discussion
To optimize the autoclave processing, it is necessary to understand the interaction of pyrite with copper sulfate in sulfuric acid solutions. The behavior of FeS2 is known from the literature; however, information on the behavior of this mineral in the presence of surfactants is lacking.
The reactions describing the autoclave processing of the pyrite are presented below:
This section is devoted to studying the effectiveness of sodium lignosulfonate (SLS) as a surfactant in the autoclave processing of pyrite. The study aims to establish quantitative relationships between the main process parameters and copper precipitation and pyrite recovery indicators. In particular, the kinetics of pyrite dissolution with the release of iron ions into solution is examined in detail.
The experiments were conducted under high hydrothermal conditions (180–220 °C). It should be emphasized that the presented results are unique: the influence of SLS on phase transformations during the interaction of copper sulfate solutions with pyrite in the specified temperature range has not previously been described in the literature.
The influence of key process parameters on the degree of interaction of pyrite with copper (II) ions under hydrothermal conditions was studied. Variable factors included process temperature (180–220 °C), the initial concentration of sulfuric acid (10–30 g/dm3), copper (II) (6–24 g/dm3) and SLS (0.25–1.00 g/dm3).
The efficiency of pyrite conversion was assessed based on the degree of iron transfer into solution and the amount of copper precipitation on the solid phase surface. This approach allows for a comprehensive characterization of both FeS2 dissolution and the accompanying redox exchange processes between pyrite and Cu (II), which is particularly important when analyzing the behavior of minerals in complex sulfate systems.
3.1. Effect of Sodium Lignosulfonate
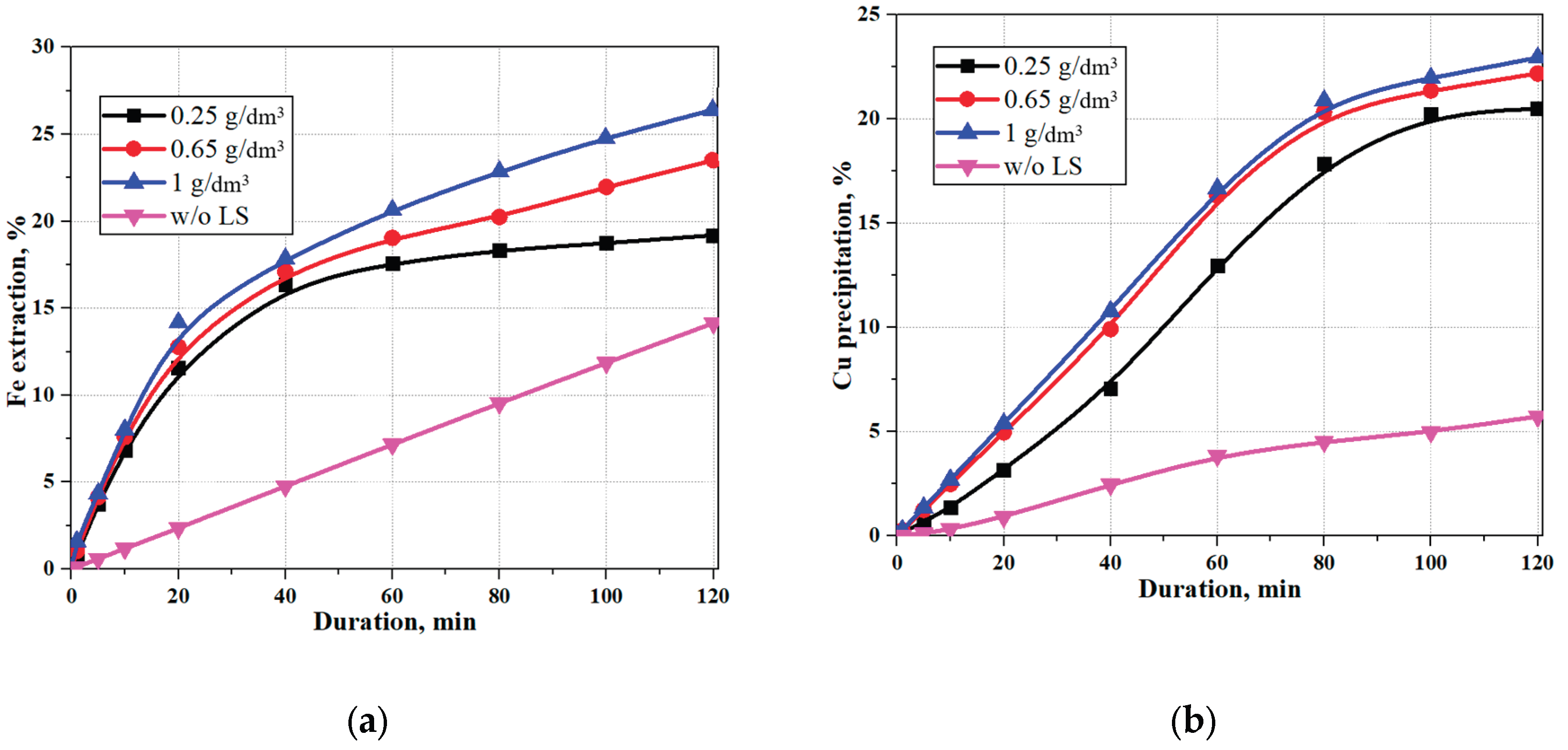
Figure 3 shows the effect of SLS concentration on the degree of iron extraction and the degree of copper precipitation during hydrothermal treatment of pyrite.
The graph shows a significant effect of sodium lignosulfonate addition on iron extraction from pyrite and copper precipitation onto pyrite. As with sphalerite, the addition of sodium lignosulfonate significantly intensifies the hydrothermal treatment of pyrite. Increasing the initial lignosulfonate concentration moderately increases iron extraction. After 120 min of hydrothermal treatment with 0.25 g/dm3 and 1 g/dm3 lignosulfonate, iron extraction was 19 % and 26 %, respectively, compared to 14 % without sodium lignosulfonate. Copper precipitation also increases with increasing initial sodium lignosulfonate concentration, namely: after 120 min without sodium lignosulfonate, with 0.25 g/dm3 and 1 g/dm3, copper precipitation was 5 %, 20 %, and 23 %, respectively. For the following calculations, an initial SLS concentration of 1 g/dm3 was adopted.
Analysis of the experimental data (
Figure 3) showed that sodium lignosulfonate (SLS) has a significant impact on iron extraction and the concomitant copper deposition on the pyrite surface. SLS introduction significantly intensifies the hydrothermal interaction of pyrite with copper (II) ions.
With increasing initial SLS concentration, an increase in the degree of iron release into solution is observed. After 120 min of hydrothermal treatment at SLS concentrations of 0.25 and 1.0 g/dm3, iron extraction was 19 % and 26 %, respectively, while it did not exceed 14 % in the control experiment without surfactants. A similar trend is observed for the copper precipitation process, namely: the degree of Cu (II) precipitation increases from 5 % (without SLS) up to 20 % at an SLS concentration of 0.25 g/dm3 and up to 23 % at 1.0 g/dm3 over 120 min.
Given the significant increase in the system’s reactivity and the most pronounced effect at 1.0 g/dm3, an initial SLS concentration of 1 g/dm3 was adopted for further experiments and modeling.
3.2. Effect of Temperature
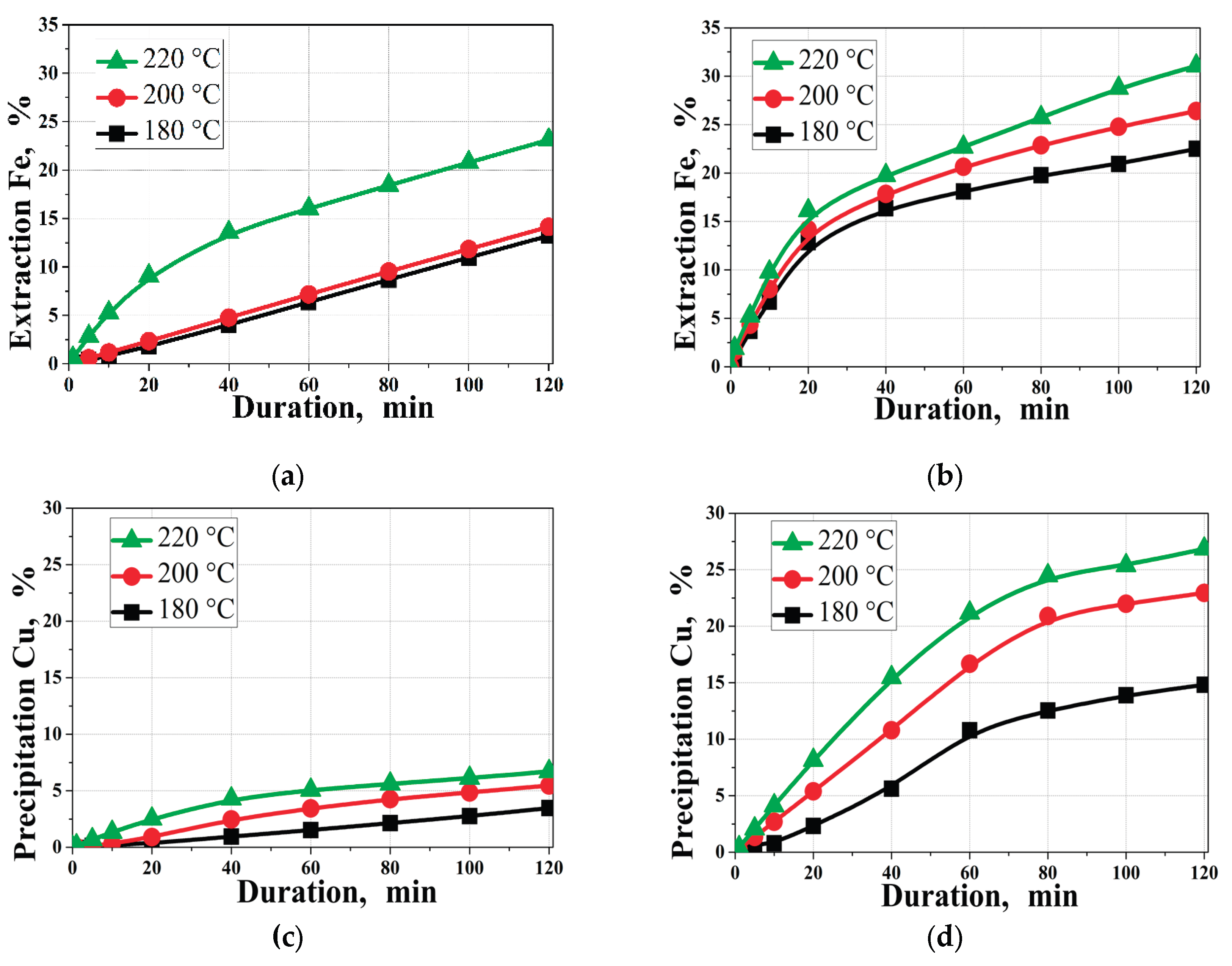
Figure 4 shows the effect of temperature on the degree of iron extraction and copper precipitation.
As can be seen from the data presented in
Figure 4, increasing temperature has a pronounced positive effect on iron extraction into solution and the degree of copper precipitation on the solid phase surface. In the presence of sodium lignosulfonate (SLS) at 220 °C, 33.4 % of the iron is released into solution within 120 min, compared to only 23.1 % in the absence of SLS. Thus, the addition of SLS intensifies the sulfide matrix destruction and iron release into solution.
A similar pattern is observed for copper. The presence of SLS significantly increases its precipitation rate. At temperatures of 180, 200, and 220 °C with no addition of SLS, the copper precipitation rate is 3.5, 5.5, and 6.7 %, respectively after 120 min of treatment. The addition of SLS leads to a sharp increase in this rate—up to 14.8, 22.9, and 26.8 %, respectively, at the same temperatures. This behavior indicates the nature of the influence of SLS, likely related to modification of the surface properties of mineral particles and accelerated reagent transfer.
Based on the obtained dependencies, a temperature of 220 °C was adopted for subsequent experiments as providing the greatest process intensity.
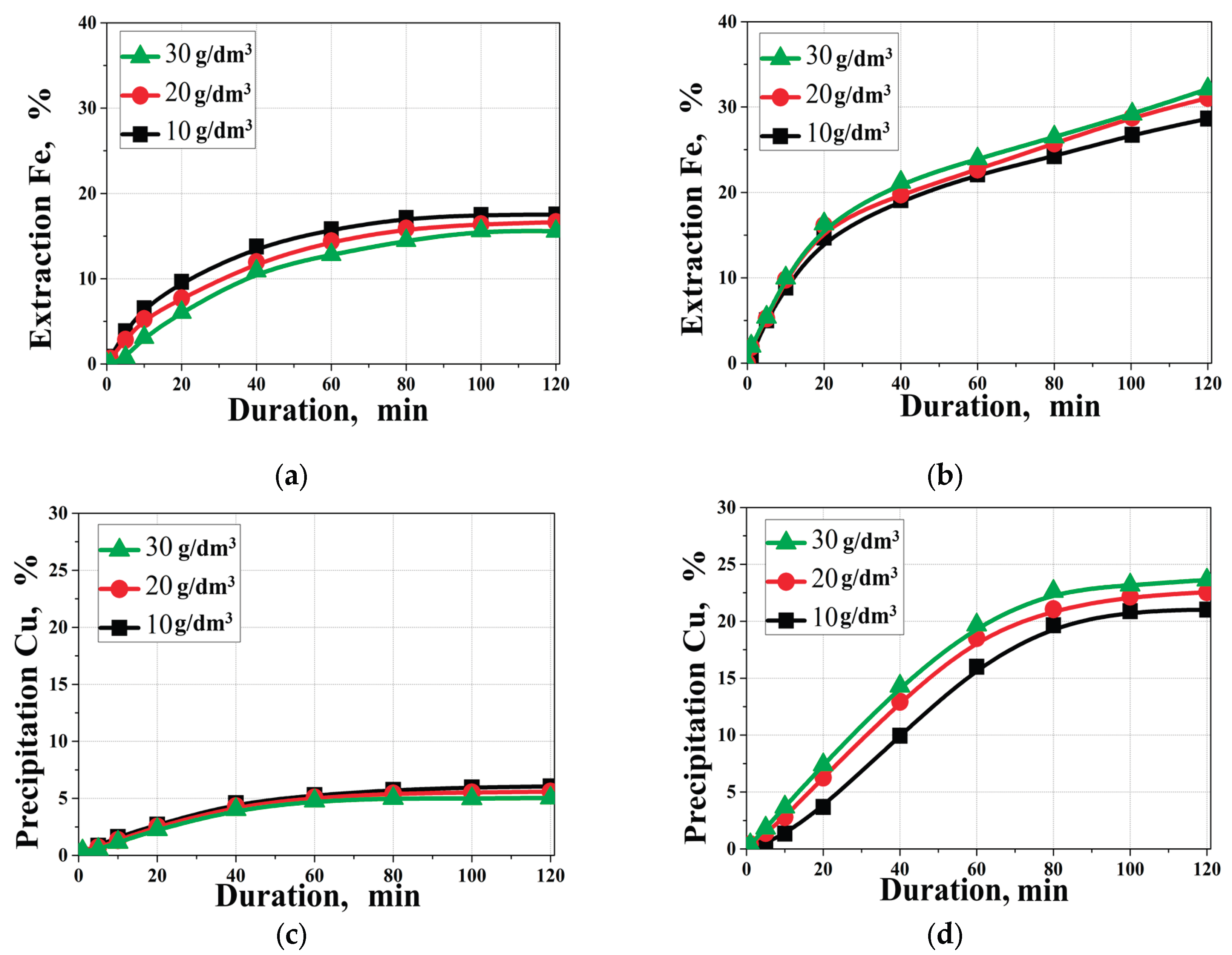
3.3. Effect of Initial Sulfuric Acid Concentration in Solution
Figure 5 shows the effect of the initial sulfuric acid concentration on the degree of iron extraction and copper precipitation.
According to the data presented in
Figure 5, the change in the degree of iron extraction from pyrite and copper precipitation indicates that SLS exhibits pronounced dispersing and adsorption properties, which help reduce the passivating effect of elemental sulfur, сovellite, digenite on the surface of mineral particles and, consequently, increase the availability of active sites for reactions.
In the absence of SLS, increasing the initial sulfuric acid concentration leads to a decrease in iron extraction and copper precipitation, which is consistent with the concept of enhanced surface passivation at elevated acidity. Conversely, in the presence of SLS, increasing the acid concentration from 10 up to 30 g/dm3 is accompanied by a small but steady increase in the degree of conversion. E.g., after 120 min of hydrothermal treatment of pyrite at 10, 20, and 30 g/dm3 sulfuric acid, 31.3, 33.4, and 33.9 % Fe are extracted, respectively, while copper precipitation reaches 21, 22.5, and 23.6 %, respectively.
These data demonstrate that the use of SLS not only compensates for the negative effect of increased acidity but also ensures more stable oxidation and precipitation reactions. Based on the maximum achieved iron recovery and copper precipitation values, an initial sulfuric acid concentration of 30 g/dm3 was adopted for subsequent experiments.
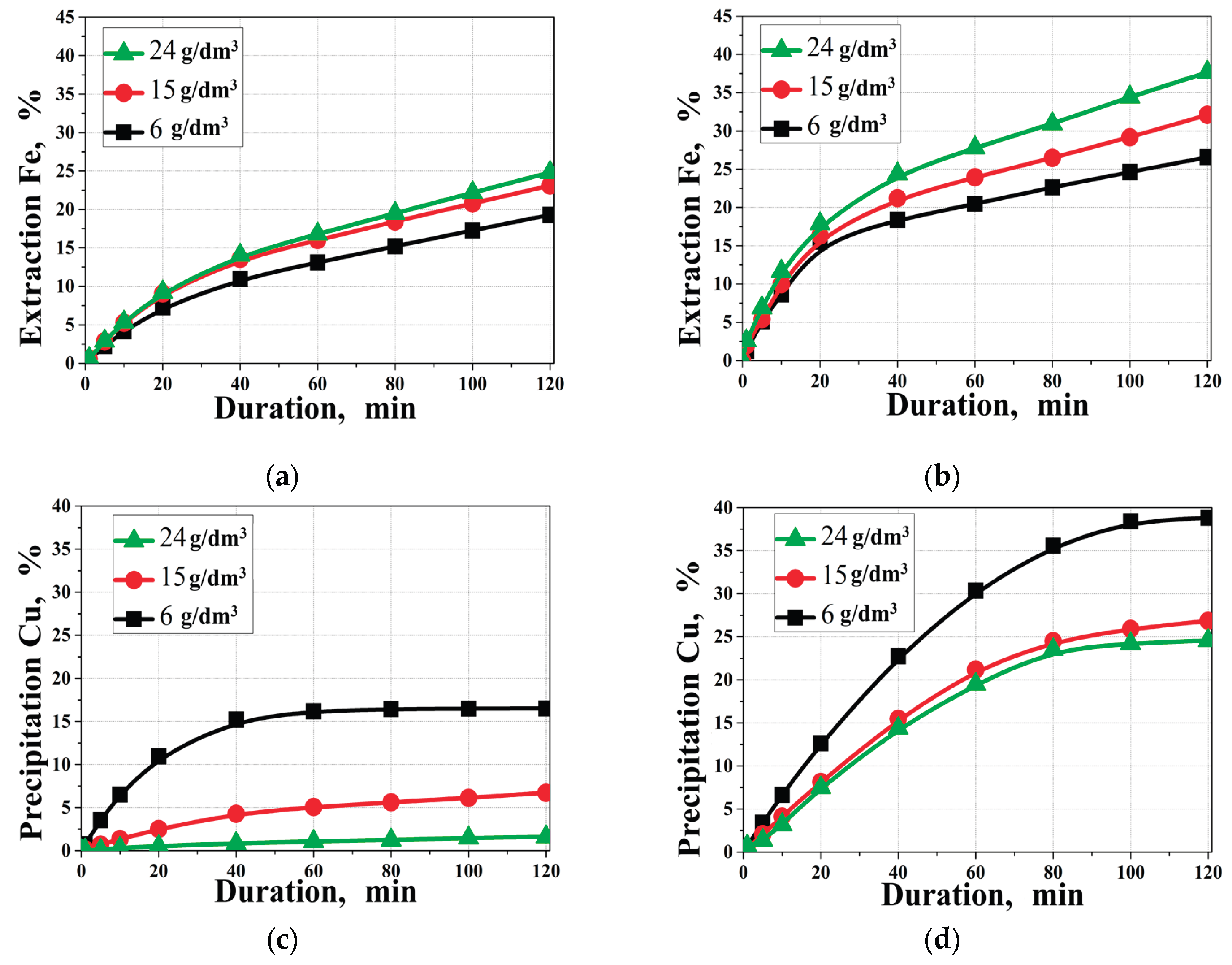
3.4. Effect of Initial Copper Concentration
Figure 6 shows the effect of the initial copper concentration on iron recovery and copper precipitation.
According to
Figure 6, increasing the initial copper (II) ion concentration leads to an increase in iron recovery in both the absence and presence of SLS. However, the magnitude of the effect is significantly greater in systems with SLS. E.g., at a copper (II) ion concentration of 24 g/dm
3, 41.2 % of Fe is recovered after 120 min of hydrothermal treatment, compared to only 25 % in the system without surfactants. This indicates an increased role for copper as an oxidizer and that SLS facilitates reagent access to the pyrite surface, reducing the effect of passivating films.
Interestingly, copper behavior in solution exhibits a different trend, namely: at an initial concentration of 6 g/dm3, its precipitation rate is 38.8 %, while at 24 g/dm3, it decreases down to 24 %. Despite this, both values significantly exceed those of similar systems without SLS (16.5 and 6 %, respectively). This discrepancy emphasizes that SLS promotes the formation of active copper precipitation sites even at high copper (II) ion concentrations in solution.
Taken together, the data obtained confirm the pronounced positive effect of SLS on the interaction of pyrite with copper ions under hydrothermal conditions, manifested both in enhanced iron dissolution and in increased copper precipitation efficiency.
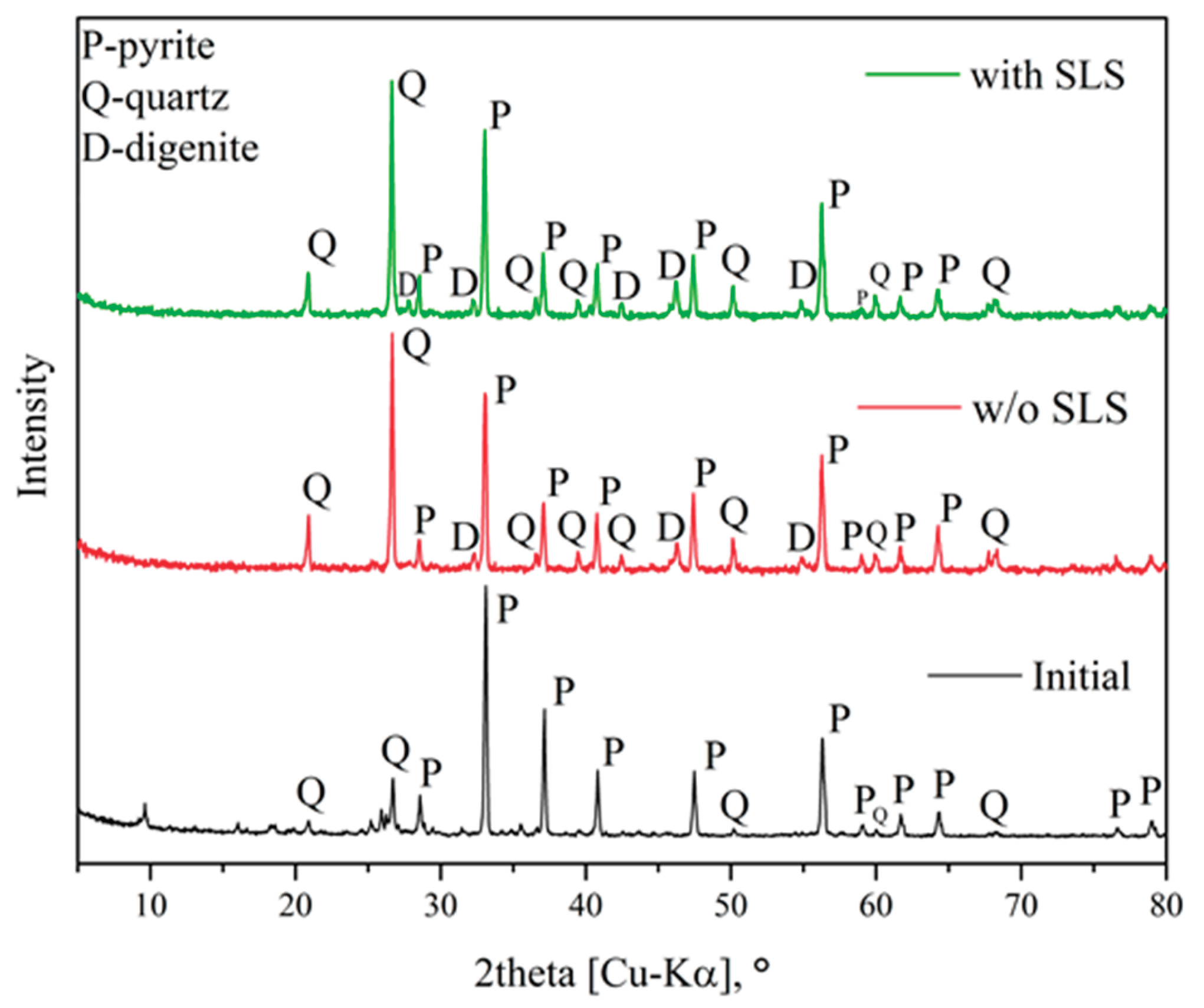
3.5. Characteristics of the Resulting Precipitates
Figure 7 shows X-ray diffraction patterns of the solid products obtained after the hydrothermal treatment of pyrite.
According to the X-ray diffraction data, secondary copper sulfide digenite (Cu
1.8S) is formed during the hydrothermal reaction of pyrite, which is consistent with previously published results [
32,
35,
50,
51,
52,
53]. In the early stages of transformation or at low temperatures, the presence of CuS could be detected in the solid product, whereas at elevated temperatures or longer reaction times, the formation of Cu
1·8S phase is observed.
Temperature has a significant effect on the degree of pyrite transformation and the reaction mechanism. No formation of Fe
2O
3, metallic copper, or other secondary phases is observed. The phase composition of the solid residue indicates that the pyrite transformation process proceeds predominantly according to Eqs (4–7). Similar to the results of [
51], the presence of Cu
1·8S is confirmed.
Based on these data, it can be concluded that pyrite transformation in copper sulfate solution occurs sequentially through the formation of the phases CuS → Cu
1·8S → Cu
1·94S → Cu
2S [
35]. This sequence reflects the gradual enrichment of the sulfide layer with copper, which is consistent with the thermodynamically determined direction of the interaction processes between FeS
2 and Cu (II).
During hydrothermal treatment of pyrite in a CuSO4 solution, the resulting layer of copper sulfides (CuS–Cu1·8S) may shield the pyrite surface and reduce the rate of reaction due to a diffusion barrier associated with reagent access to the surface and impeding the removal of transformation products. The rate of diffusion through this product layer is determined primarily by its thickness, density, and porosity.
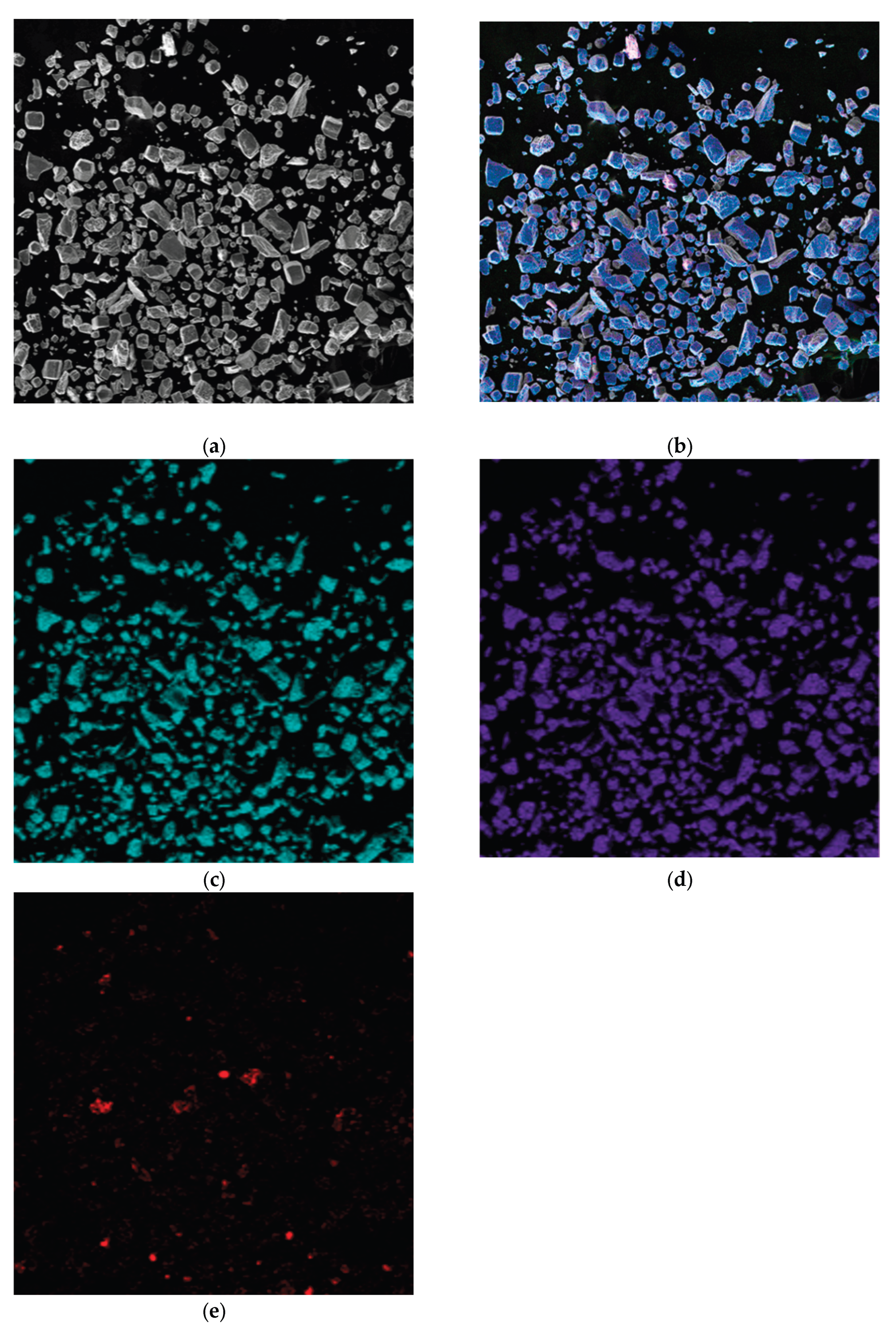
Scanning electron microscopy (SEM) was used to characterize the resulting precipitates. The results of analysis of the resulting precipitates from the hydrothermal treatment of pyrite with copper sulfate in the absence and presence of SLS at [H
2SO
4]
0 = 30 g/dm
3; t = 220 °C; [SLS]
0 = 1 g/dm
3, [Cu]
0 = 15 g/dm
3 are presented in
Figure 8.
Figure 8a shows cake particles for which the EDS map visualizes the distribution zones of the main elements: turquoise areas correspond to sulfur (
Figure 8c), violet areas to iron (
Figure 8d), and red areas to copper (
Figure 8e). The overlap of turquoise and violet zones indicates the presence of pyrite, which is consistent with the morphology of the particles identified in
Figure 8b.
The amount of copper deposited on pyrite is insignificant; its distribution is localized. Copper is observed primarily as individual small inclusions, irregularly dispersed across the surface of mineral particles. This is a typical feature of autoclave systems, where copper (II) ions are reduced to copper (I) and then precipitate as secondary sulfides on active surface areas.
When the image is zoomed in to 10 µm (
Figure 9), it becomes apparent that the surface of most pyrite grains remains relatively smooth.
However, pronounced irregularities and microdepressions are observed in a number of localized areas. These morphological defects are due to the formation of secondary copper phase of digenite (Cu1.8S). This is consistent with phase analysis data and general understanding of the mechanism of copper deposition on pyrite during hydrothermal oxidation.
This surface heterogeneity indicates that copper deposition is a point-like, nucleation process, controlled by localized electrochemical microzones and heterogeneities in the pyrite surface [
54,
55,
56,
57,
58,
59,
60].
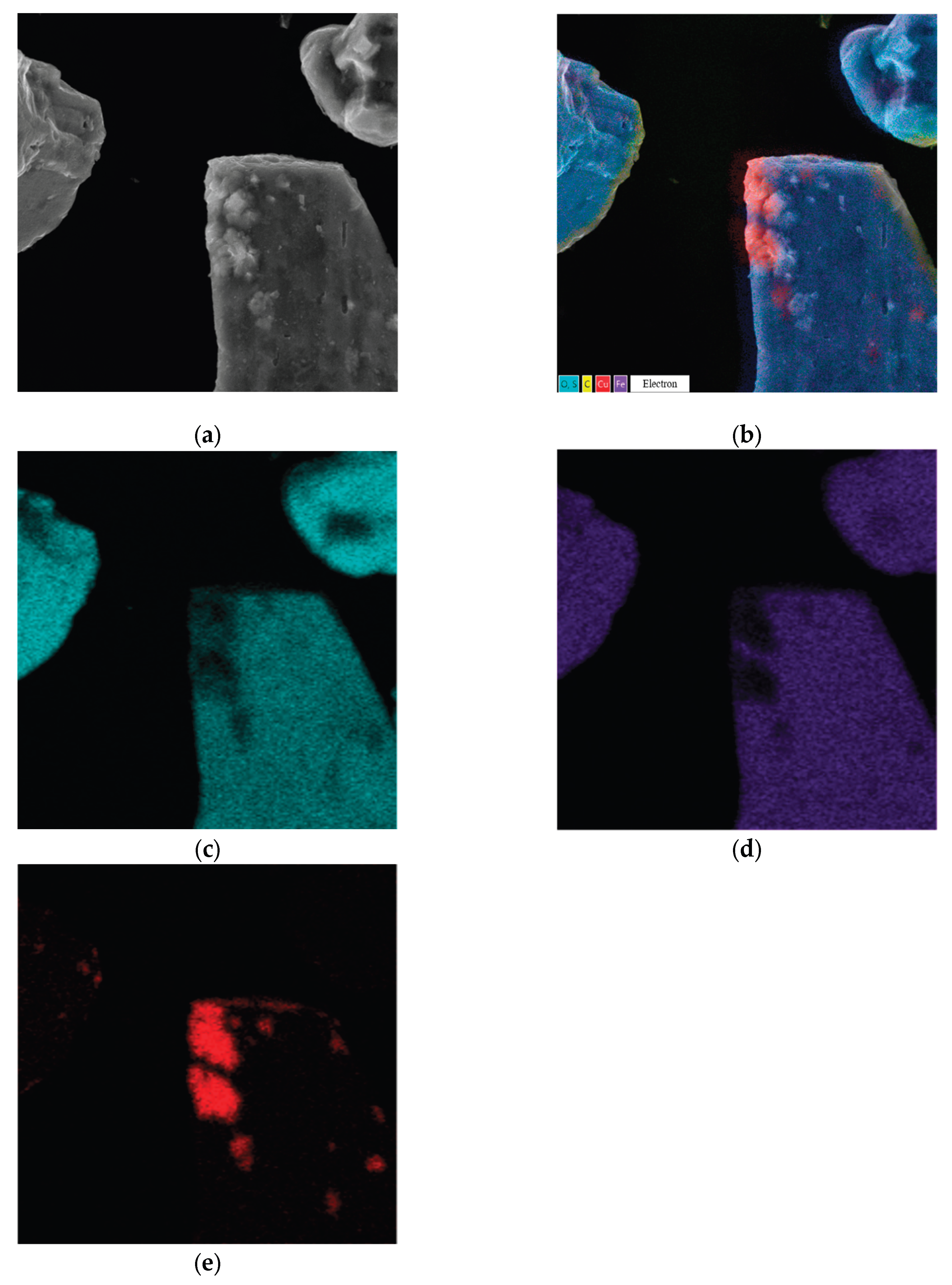
Analysis of the microstructure shown in
Figure 9 suggests that secondary copper sulfides form predominantly in localized defect zones of the pyrite surface and are virtually nonexistent on smooth, low-activity areas of the particles. This spatial selectivity is characteristic of nucleation processes, where structural inhomogeneities, cracks, micropores, and areas with a disrupted crystal lattice act as nucleation centers.
The total copper particle content in the analyzed region does not exceed 4 %, confirming the limited nature of copper precipitation under these conditions. According to EDX mapping data (
Figure 9b), the region where copper is localized (
Figure 9e) is characterized by reduced sulfur content and a virtually complete absence of iron (
Figure 9d). This combination is characteristic of secondary copper sulfides and possibly indicates the formation of compounds such as CuS, formed through the reduction of copper (II) ions and subsequent interaction with sulfur migrating within the surface layers of the mineral.
Thus, the morphology and distribution of elements in localized areas confirm that copper precipitates predominantly as secondary sulfides on pyrite surface defects, which act as active nucleation centers.
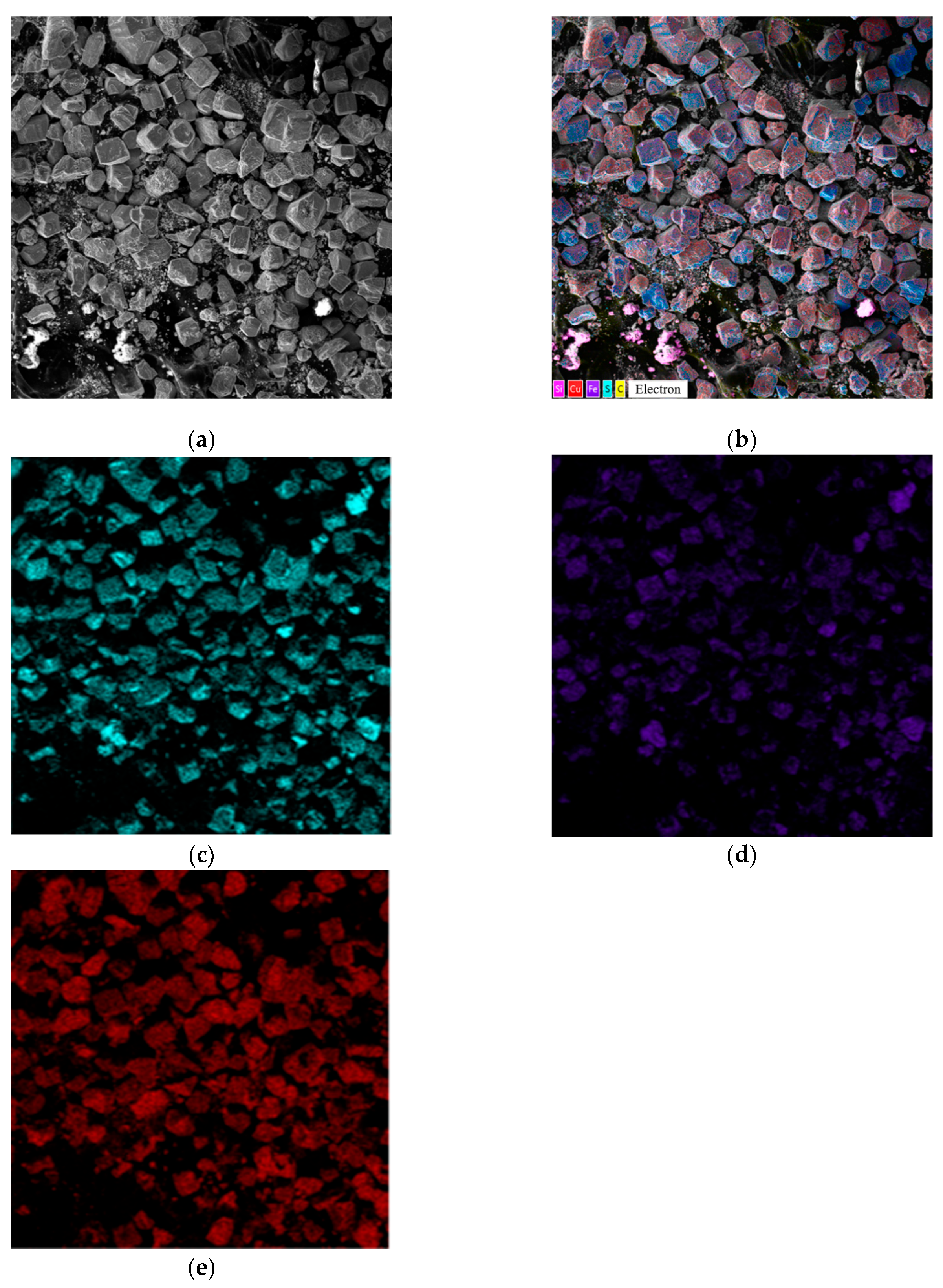
Micrographs and EDS mapping of a pyrite gas-extracted solid waste cake sample in the presence of SLS are shown in
Figure 10.
According to the data presented in
Figure 10, the addition of SLS leads to a significant change in the morphology of the solid products. The micrographs clearly show the appearance of a large number of small particles, which, as follows from the EDS mapping results, are most likely secondary copper sulfides. Their significant formation indicates that the presence of SLS promotes more intense interaction of copper (II) ions with pyrite on the surface, leading to its reduction and subsequent nucleation of secondary copper sulfides (CuS and Cu
1.8S) in the bulk of the suspension.
Furthermore, according to
Figure 10e, the copper distribution on the pyrite surface becomes noticeably more uniform. Unlike the surfactant-free system, where copper precipitates as isolated point inclusions, individual inclusions are virtually nonexistent in the presence of SLS. This indicates a change in the precipitation mechanism. SLS likely prevents localized surface passivation by secondary copper sulfides and elemental sulfur, facilitating a more uniform transfer of copper ions to the pyrite surface, their interaction, and precipitation.
It can be noted that the iron signal intensity in the EDX maps significantly decreases, which may indicate partial shielding of the pyrite surface by secondary copper phases.
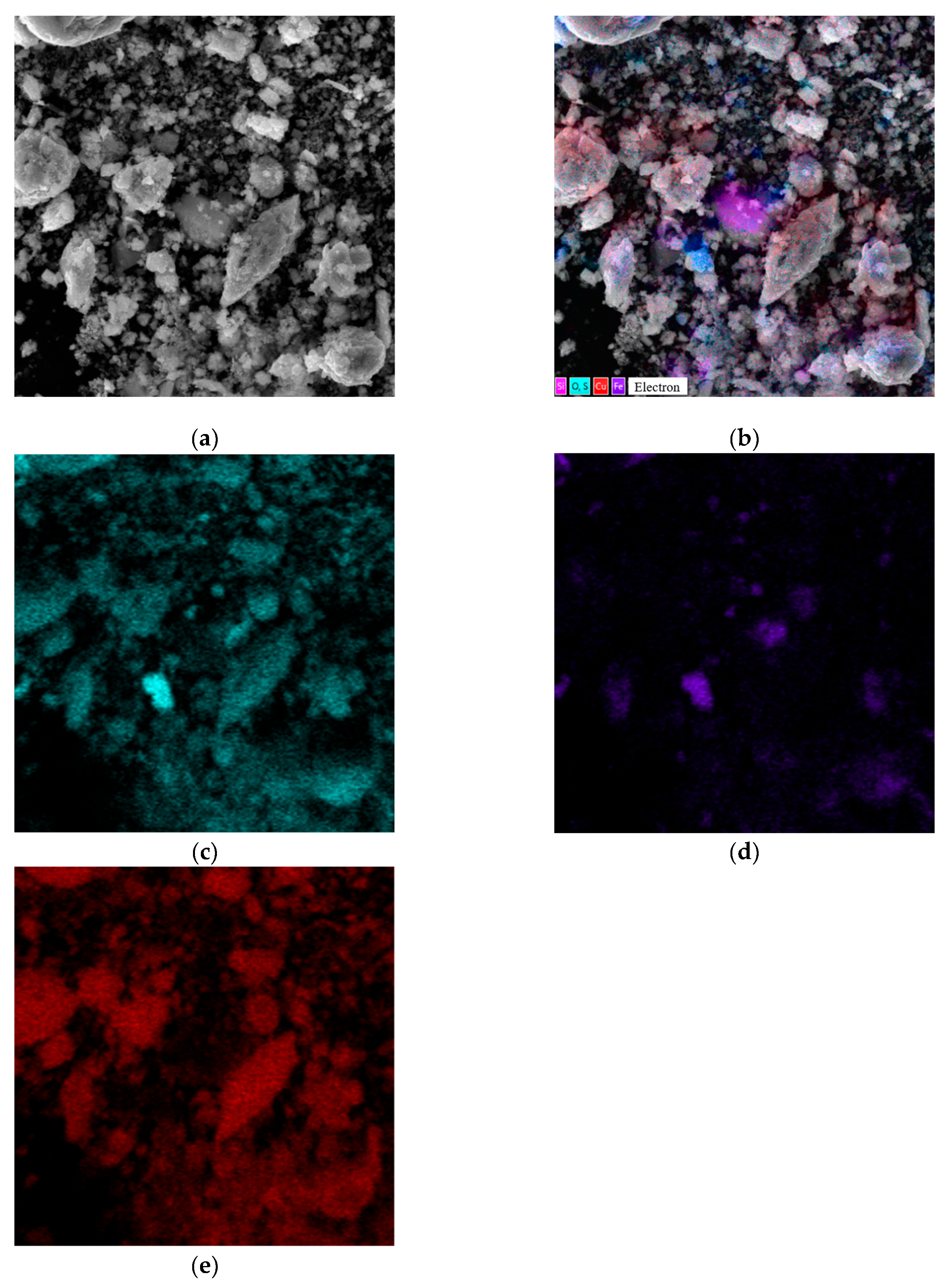
Micrographs of fine cake particles obtained in the presence of SLS are shown in
Figure 11.
These particles have a significantly more developed and morphologically heterogeneous surface compared to the products formed in the system with no surfactants. This confirms the influence of SLS on the formation of secondary phases and the overall morphology of minerals during hydrothermal treatment.
As can be seen from the presented images (
Figure 11), fine particles are formed primarily as a result of the interaction of copper ions with elemental sulfur, fine pyrite particles, and the subsequent separation of the formed copper sulfides. In the presence of SLS, the dispersion processes of sulfur and secondary phases are significantly enhanced, leading to the formation of a developed fine fraction. Almost all of the "fine" material is represented by secondary copper sulfides, which is clearly confirmed by the EDS maps (
Figure 11d,e), which record the characteristic distribution of copper with a simultaneous almost complete absence of iron signals.
Nevertheless, fragments of unreacted pyrite are also found among the fine particles (
Figure 11c, d). There are no signs of secondary copper phase precipitation on their surface. This suggests that previously formed copper sulfides may have separated from the pyrite surface during hydrothermal treatment. This effect is consistent with the observed morphology—smooth pyrite areas and the absence of copper inclusions indicate mechanical separation with the combined action of surfactants. The latter, due to its absorption and dispersive properties, concentrates on the pyrite surface, creating cracks and breaking large particles into small ones, while on the smaller particles, forming irregularities and roughness, facilitating the separation of newly formed copper sulfides from the surface.
Overall, the obtained microstructural data confirm that SLS significantly alters the mechanism of interaction between pyrite and copper and sulfur ions, promoting the formation of a finer phase of secondary copper sulfides and simultaneously influencing the distribution of copper among the mineral components of the solid product.
4. Conclusions
As can be seen from the presented images (
Figure 11), fine particles are formed primarily as a result of the interaction of copper ions with elemental sulfur, fine pyrite particles, and the subsequent separation of the formed copper sulfides. In the presence of SLS, the dispersion processes of sulfur and secondary phases are significantly enhanced, leading to the formation of a developed fine fraction. Almost all of the "fine" material is represented by secondary copper sulfides, which is clearly confirmed by the EDS maps (
Figure 11d,e), which record the characteristic distribution of copper with a simultaneous almost complete absence of iron signals.
The addition of SLS leads to a significant increase in the degree of iron extraction: at 200 °C for 120 min, the indicator increases from 14 % up to 26 %, and at 220 °C, up to 33.4 %. This confirms the increased dissolution of FeS2 due to the prevention of passivation and improved access of Cu (II) to the mineral surface. The complex effect of SLS is expressed in the acceleration of redox exchange stages and increased mobility of the surface layers of the solid phase.
The most significant effect of SLS is manifested at the stage of Cu (I) reduction and precipitation: the degree of copper precipitation increases by 3–5 times. E.g., at 200 °C for 120 min, it increases from 5 % p to 23 %, and at 220 °C, from 6.7 % up to 26.8 %, respectively. SEM analysis shows that SLS promotes the formation of large arrays of secondary Cu sulfides and prevents the blocking of active pyrite sites.
Phase analysis has confirmed the sequential transformation CuS → Cu1·8S – the classical pathway for the exchange substitution of pyrite by copper (II) ions. In the presence of SLS, the copper sulfide layer becomes less dense and more loose, which is consistent with the data from micrographs and SEM analysis.
Experimental data, X-ray phase analysis, and SEM/EDX showed that SLS radically changes the nature of the interaction of pyrite with copper (II) ions. The surfactant reduces the interfacial tension at the sulfur–solution boundary, preventing the formation of a continuous layer of elemental sulfur and secondary copper sulfides, improves the wetting of the FeS2 surface and provides reagent access to the mineral’s active sites. SEM morphology demonstrates a transition from localized point nucleation of copper sulfides to the uniform formation of a finely dispersed secondary phase across the surface and throughout the bulk of the suspension, confirming the elimination of diffusion barriers and mass transfer intensification.
In the absence of SLS, copper precipitation occurs locally, in defective zones of pyrite, forming individual Cu1.8S/CuS inclusions. In the presence of SLS, a significantly more uniform copper distribution is observed, accompanied by the formation of finely dispersed secondary sulfide particles. SLS prevents localized surface passivation and promotes the initiation of CuxS formation over the entire particle surface, as well as the separation of secondary phases and their dispersion in the pulp. The solid phase morphology confirms the enhanced dynamics of sulfur and copper transfer in the system.
It has been demonstrated for the first time that SLS under hydrothermal conditions not only removes sulfur passivation but also actively regulates the mechanism of nucleation and growth of secondary copper sulfides, leading to the formation of a highly reactive dispersed phase and accelerated pyrite destruction. The established patterns are highly significant for the development of effective technologies for the chemical enrichment and recycling of pyrite-containing man-made materials, which can be effectively used for copper precipitation from industrial solutions with the production of commercial copper concentrates.
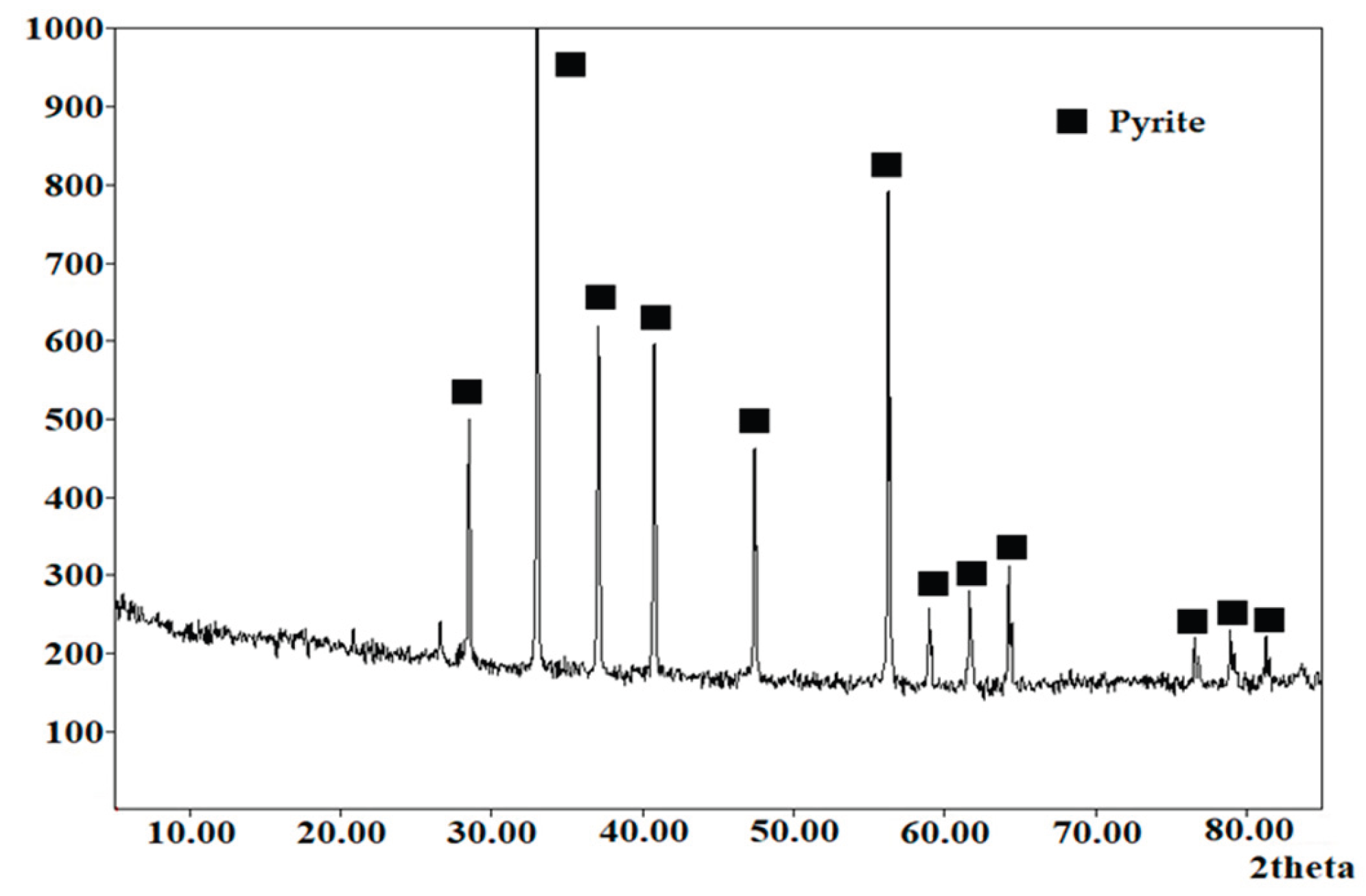
Figure 1.
X-ray diffraction pattern of the pyrite used.
Figure 1.
X-ray diffraction pattern of the pyrite used.
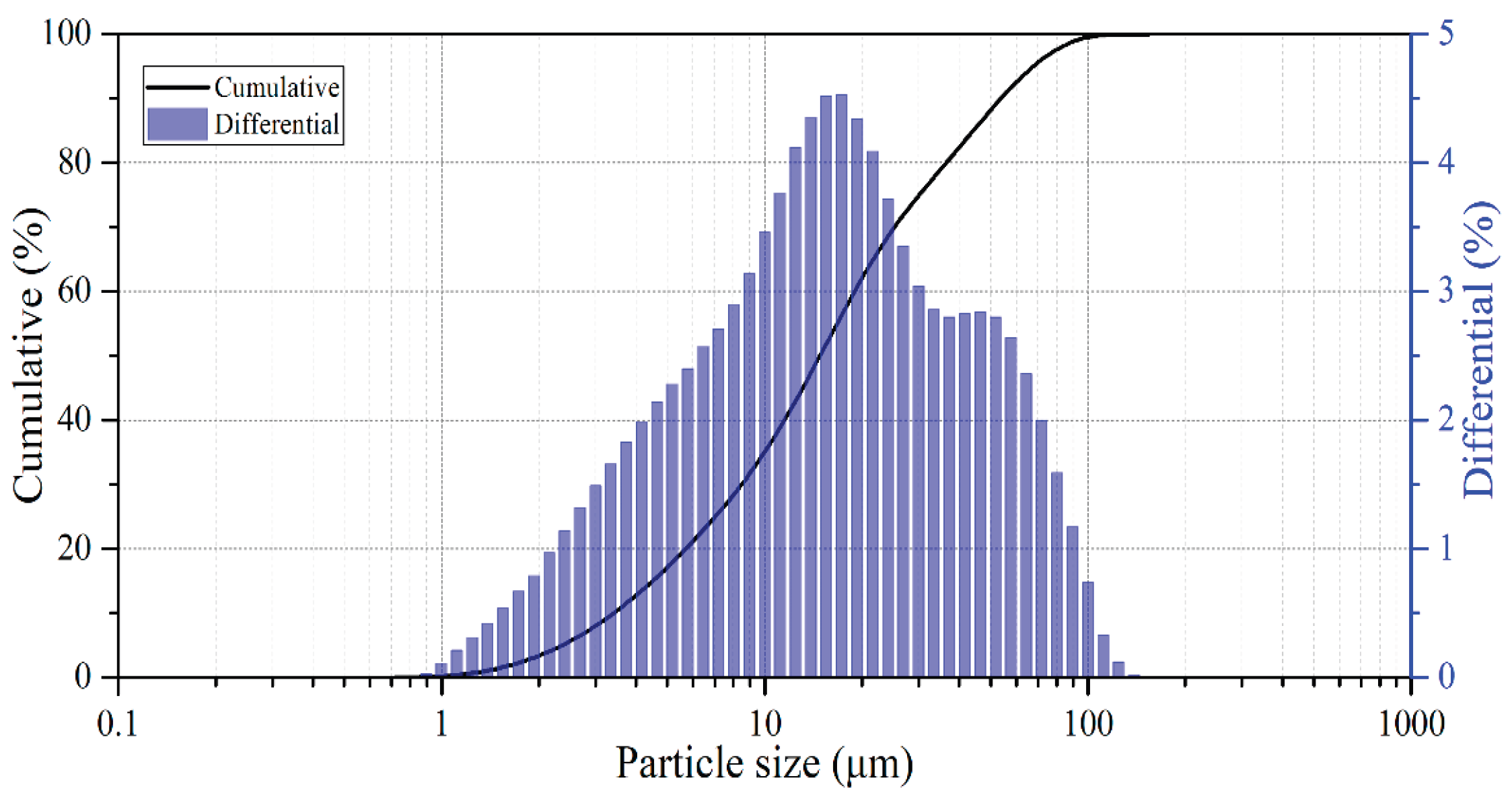
Figure 2.
Particle size distribution of crushed pyrite.
Figure 2.
Particle size distribution of crushed pyrite.
Figure 3.
Effect of initial lignosulfonate concentration during hydrothermal pyrite treatment: (a) extraction iron; (b) copper precipitation. (t = 200°C, [H2SO4]0 = 20 g/dm3, [Cu]0 = 15 g/dm3).
Figure 3.
Effect of initial lignosulfonate concentration during hydrothermal pyrite treatment: (a) extraction iron; (b) copper precipitation. (t = 200°C, [H2SO4]0 = 20 g/dm3, [Cu]0 = 15 g/dm3).
Figure 4.
Effect of temperature on the degree on: (a,b) iron extraction; (c,d) copper precipitation; (a,c) in the absence; (b,d) in the presence of SLS. ([H2SO4]0 = 20 g/dm3, [Cu]0 = 15 g/dm3, [SLS]0 = 1 g/dm3).
Figure 4.
Effect of temperature on the degree on: (a,b) iron extraction; (c,d) copper precipitation; (a,c) in the absence; (b,d) in the presence of SLS. ([H2SO4]0 = 20 g/dm3, [Cu]0 = 15 g/dm3, [SLS]0 = 1 g/dm3).
Figure 5.
Effect of the initial sulfuric acid concentration on: (a,b) iron extraction; (c,d) copper precipitation; (a,c) in the absence; (b,d) in the presence of SLS. (t = 220 °C, [Cu]0 = 15 g/dm3; [SLS]0 = 1 g/dm3).
Figure 5.
Effect of the initial sulfuric acid concentration on: (a,b) iron extraction; (c,d) copper precipitation; (a,c) in the absence; (b,d) in the presence of SLS. (t = 220 °C, [Cu]0 = 15 g/dm3; [SLS]0 = 1 g/dm3).
Figure 6.
Effect of the initial copper concentration on: (a,b) iron Extraction; (c,d) copper precipitation; (a,c) in the absence; (b,d) in the presence of SLS. ([H2SO4]0 = 30 g/dm3; t = 220°C; [SLS]0 = 1 g/dm3).
Figure 6.
Effect of the initial copper concentration on: (a,b) iron Extraction; (c,d) copper precipitation; (a,c) in the absence; (b,d) in the presence of SLS. ([H2SO4]0 = 30 g/dm3; t = 220°C; [SLS]0 = 1 g/dm3).
Figure 7.
X-ray diffraction patterns of the solid products obtained after the hydrothermal treatment of pyrite.
Figure 7.
X-ray diffraction patterns of the solid products obtained after the hydrothermal treatment of pyrite.
Figure 8.
Micrograph and EDS mapping of pyrite cake without SLS (500 µm): (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 8.
Micrograph and EDS mapping of pyrite cake without SLS (500 µm): (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 9.
Micrograph and EDS mapping of the pyrite cake without SLS (10 μm): (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 9.
Micrograph and EDS mapping of the pyrite cake without SLS (10 μm): (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 10.
Micrograph and EDS mapping of a pyrite gas-extracted solid waste cake sample in the presence of SLS, 500 µm: (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 10.
Micrograph and EDS mapping of a pyrite gas-extracted solid waste cake sample in the presence of SLS, 500 µm: (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 11.
Micrographs and EDS mapping of a pyrite cake sample from a gas-extracted wastewater treatment plant in the presence of SLS, 10 µm: (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).
Figure 11.
Micrographs and EDS mapping of a pyrite cake sample from a gas-extracted wastewater treatment plant in the presence of SLS, 10 µm: (a) electron image, (b) – multilayer EDS image, (c) – EDS for sulfur, (d) – EDS for iron, (e) – EDS for copper).