
Submitted:
12 December 2025
Posted:
17 December 2025
You are already at the latest version
Abstract
The aim of this study was to assess the suitability of polymeric tubular ultrafiltration mem-branes for use in a closed-loop water system within a rubber manufacturing plant. The research focused on determining the transport and separation properties of polymeric tubular mem-branes during the ultrafiltration of wastewater generated from washing vulcanised rubber hoses. The tests were conducted using the installation of the UF-1 membrane supplied by APEKO Sp. z o.o. The study evaluated the performance of modified PES membranes with a molecular weight cut-off (MWCO) of 4 kDa and PVDF membranes with an MWCO of 100 kDa in the wastewater treatment process, as well as the effectiveness of membrane regeneration.
Given the characteristics of wastewater, the key parameters for evaluating ultrafiltration performance included the determination of contaminant separation coefficients (R, %) for non-ionic surfactants (NIS) and chemical oxygen demand (COD), as well as turbidity reduc-tion. The results demonstrated that the tested membranes substantially improved the visual quality of the wastewater by reducing turbidity by more than 95%, and exhibited high sepa-ration efficiency for the analysed contaminants, with initial values of RNIS = 95% and RCOD = 85% at the beginning of the ultrafiltration cycle, decreasing to RNIS < 10% and RCOD < 10% after several hours of operation. During closed-loop filtration, when a twentyfold concentration of contaminants in the retentate was reached, membrane fouling occurred, sig-nificantly reducing filtration performance. Chemical cleaning enabled the recovery of ap-proximately 70% of the initial performance for modified PES membranes and full recovery (100%) for PVDF membranes.
Keywords:
polymeric tubular membranes
; NIS
; COD
; rubber wastewater
; membranes MWCO
; PES membrane
; PVDF membrane
; polymeric membranes fouling
1. Introduction
The recovery and reuse of process water in industry currently represents one of the key challenges related to environmental protection and optimisation of production costs. In the rubber industry, water consumption is substantial, and wastewater from rubber processing plants contains high levels of dispersed contaminants, toxic compounds, and organic pollutants characterised by COD and BOD parameters, as well as surface-active substances [1]. The specific composition of these effluents is the result of the production technology, in which rubber products are vulcanised using steam. This process involves heating the rubber mixture in closed moulds or autoclaves with steam, enabling effective crosslinking of rubber molecules under high temperature and humidity conditions. However, the presence of steam introduces additional challenges related to rubber adhesion to moulds and the protection of production equipment. Steam, as a heating medium, can increase the risk of rubber compound sticking to mould surfaces and contribute to the formation of deposits and corrosion. To mitigate these issues, specialised anti-adhesive agents are applied, which meet the specific requirements of processes carried out under steam conditions [2,3]. The use of anti-adhesive agents in steam vulcanisation is essential to achieve high-quality rubber products and to maintain production efficiency. Commonly used agents such as talc, silica powder, silicone emulsions, wax emulsions, or fluoropolymer-based formulations must be carefully adapted to specific process conditions, including temperature, humidity, and the intense action of steam [4]. The appropriate selection and application of these agents not only prevent rubber adhesion to moulds but also extend the life of the mould, increase production efficiency, and reduce maintenance-related costs. Nevertheless, these agents, indispensable for proper and efficient vulcanisation, introduce an undesirable environmental impact through the release of toxic substances into aquatic environments. Therefore, increasing research efforts are directed toward developing environmentally friendly anti-adhesive formulations [5,6].
Traditional wastewater treatment methods used in the rubber industry may be insufficient to achieve the water quality required for reuse in production processes. Consequently, modern membrane technologies are gaining importance as effective separation solutions that enable water recovery. In particular, tubular ultrafiltration membranes are widely applied in challenging industrial environments because of their high resistance to fouling and ease of cleaning [7]. Ultrafiltration (UF) is an advanced membrane separation technique that enables the efficient removal of suspended solids, macromolecules, and organic contaminants from aqueous solutions. Due to these properties, ultrafiltration has found broad application in various sectors, including water treatment, wastewater purification, and the food and pharmaceutical industries [8]. However, in industrial applications using filtration membranes, the phenomenon of biofouling, microbial colonisation of membrane surfaces, often occurs and poses a significant problem in membrane systems. Biofouling requires frequent chemical cleaning, which shortens the life of the membrane and reduces the quality of the product. To mitigate this phenomenon, biocidal additives are incorporated into membrane materials [9,10].
In the context of the rubber industry, ultrafiltration employing polymeric tubular membranes may play a key role in optimising wastewater treatment processes. Reuse of treated effluents within an industrial facility enables the implementation of a closed-loop water system, thereby reducing the demand for fresh water and limiting the volume of wastewater discharged, according to the principles of sustainable development. The introduction of this technology allows compliance with stringent environmental regulations while providing economic benefits through reduced water procurement and wastewater disposal costs. Depending on the degree of effluent contamination, such systems—for example, those applied in the food industry—can achieve recovery rates that exceed 90% [11,12].
However, the topic of wastewater treatment in rubber manufacturing remains relatively under-represented in the available scientific literature and is still considered a novel research field. Up to 2010, no more than ten articles per year addressed this subject, increasing to approximately fifteen in 2015, and after 2020, the number of related publications increased significantly to around forty to fifty per year. In particular, nearly 48% of all publications focused on this topic have been released within the past five years [13], indicating that it is a rapidly developing research area with strong potential for further exploration.
The purpose of the present study was to evaluate the applicability of the ultrafiltration process employing polymeric tubular membranes for implementation within a closed-loop water system at a manufacturing facility located in southern Poland, which specialises in the production of rubber components for the automotive industry. The intended application is designed to enable reuse of the process water originating from the washing of vulcanised rubber hoses, which is currently discharged into the sewage system. The process would include preliminary treatment and water recovery for subsequent reuse in production operations. Particular attention was paid to parameters such as the concentration of non-ionic surfactants (NIS), the chemical oxygen demand (COD), and the turbidity, which represent the primary contaminants in this category of industrial wastewater. The reduction of these parameters serves as an indicator of the efficiency of process water purification.
Two types of polymeric tubular membranes were selected for the study. The first type was made of modified polyethersulfone (PES). Such membranes are widely applied across various industrial sectors, including aerospace, medicine (e.g., in the production of haemolysis philtres), and water treatment and wastewater purification [14]. One of the key limitations of ultrafiltration processes that employ PES membranes is fouling, which leads to reduced process efficiency through membrane blockage. To mitigate this effect, various material modifications of PES have been developed [15,16]. As a result of these modifications, PES membranes, particularly in tubular form, exhibit excellent filtration performance, high resistance to fouling, and long operational lifetime, suggesting that they may serve as an optimal solution for wastewater purification in rubber production processes.
The second group of membranes selected for the study consisted of polyvinylidene fluoride (PVDF) membranes. These membranes are characterised by high chemical and thermal resistance, which enables their use under various industrial conditions, including processes involving aggressive contaminants and elevated temperatures [17]. Furthermore, through simple surface modification techniques, PVDF membranes can be endowed with hydrophilic and antifouling properties, effectively reducing the deposition of contaminants and significantly extending the philtre life [18].
The PES membranes used in this study had a molecular weight cut-off value (MWCO) of 4 kDa, which allowed for the precise retention of organic contaminants and low-molecular-weight detergents. This property enabled efficient separation of dissolved substances, which is essential for obtaining a high-quality permeate. In contrast, PVDF membranes exhibited a considerably higher MWCO of 100 kDa, resulting in increased membrane permeability. A higher MWCO facilitated faster liquid flow through the membrane structure while effectively retaining larger solid particles and colloids present in the feed solution. Such characteristics of PVDF membranes may contribute to a reduction in the risk of fouling caused by the deposition of larger particles on the filtration surface, thus improving both the durability and overall performance of the filtration process [19,20].
2. Materials and Methods
2.1. Tested Sewage
The tested wastewater came from the washing process of the vulcanised rubber hoses prior to their final assembly stage. The washing is carried out using warm water at 45 °C without the addition of detergents. The main source of contamination in this wastewater comprises surfactants derived from an anti-adhesive lubricant used during the steam vulcanisation of rubber. This lubricant originates from the vulcanisation stage that precedes the washing process. It adheres to rubber hoses when steam autoclave operators apply it to steel moulding fittings to facilitate hose installation. This operation ensures smooth assembly, prevents mechanical damage, and avoids adhesion of the hoses to the fittings. The lubricant used in this process, Rheolase 487 LG, is highly soluble in water and fully dissolves at temperatures above 45 °C [21].
A high chemical oxygen demand (COD) value is characteristic of such organic anti-adhesive agents, which contain substances that are readily oxidised in aqueous environments, including fats, oils, waxes, and water-soluble organic compounds [22].
The wastewater samples used in this study were collected from a drainage manhole located in the production hall and transferred to a process tank over consecutive days of testing. The characteristics of the wastewater analysed are presented in Table 1.
2.2. Ultrafiltration Process
In the ultrafiltration experiments conducted, a B1-type tubular membrane module manufactured by PCI Membranes Filtration Group was used. The B1 module allows for the installation of 18 tubular membranes operating in a cross-flow configuration. Due to their tubular design, such membranes are particularly suitable for filtering liquids with high viscosity and those containing significant amounts of suspended solids because of their wide flow channels offering high resistance to blockage and enabling the effective separation of solutions containing solid particles [23,24,25]. In addition, the membrane surfaces were protected against biofouling by applying a biocidal agent. The impregnation agent used was Proxel GXL, supplied by Azelis Essential Chemicals, a water-based biocide containing 20% dipropylene glycol.
In the study, two types of tubular membranes were used. The first were ESP04 membranes manufactured by PCI Membranes, made of modified polyethersulphone (PES). Their selection was justified by numerous advantages that make them well-suited for the intended application. This type of membrane has been used, among others, in studies conducted by Woźniak P. and Gryta M. [26] in car wash effluents, where their favourable separation properties for contaminants of similar nature, such as high surfactant content, elevated COD levels, and the presence of waxes, were confirmed.
The second type of tubular membrane used in the study was FP100 membranes, also manufactured by PCI Membranes, made of polyvinylidene fluoride (PVDF). These membranes were characterised by a higher molecular weight cut-off value (MWCO) compared to the modified PES membranes, indicating the potential for achieving significantly greater process efficiency. The technical parameters of the tested membranes are presented in Table 2.
2.3. Research Installation
In the conducted study on the efficiency of industrial wastewater treatment using polymeric tubular membranes, a pilot-scale UF-1 unit supplied by APEKO Sp. z o.o. was employed (Figure 2.1). The nominal performance of the installation, determined for new membranes using clean water, is presented in Table 3 (softened municipal tap water was used for this purpose). The general view of the UF-1 installation utilized in the experiments is shown in Figure 1, while Figure 2 illustrates the schematic diagram of its operational setup during testing.
2.4. Analysed Parameters
In the study, the transport and separation conditions of the membranes were determined during the ultrafiltration of successive wastewater batches. Changes in the volumetric permeate flux were examined as a function of time and the volume of the filtered wastewater. The permeate flux was calculated using the following equation:
J – volumetric permeate flux [L/m²·h] V – volume of permeate obtained over time t [L] F – effective membrane area [m²] t – time [h]
The nominal permeate flux (for pure water) for the tested membrane module with ESP04 membranes was:
The nominal permeate flux (for pure water) for the tested membrane module with FP100 membranes was:
The contaminant separation coefficient for the tested membranes was calculated using the formula:
R – pollutant separation coefficient, Cp – pollutant concentration in the permeate, Cn – pollutant concentration in the wastewater (feed).
During the study, the parameters of the raw wastewater and the obtained permeate were determined, including chemical oxygen demand (COD), concentration of nonionic surfactants (NIS), specific conductivity, organic and inorganic carbon content, and turbidity during the ultrafiltration of successive wastewater batches. Parameter analyses were carried out using a Hach DR9000 spectrophotometer and cuvette tests LCI400 (COD analysis) and LCK433 (nonionic surfactant analysis), supplied by Hach Lange Sp. z o.o. Poland. The tests were performed according to Hach procedures [27,28]. Turbidity was measured using an ESD Model 800 turbidimeter. Organic and inorganic carbon contents were measured using a TOC-L series analyzer (Shimadzu, Japan). The zeta potential was determined using the SurPAss electrokinetic analyzer by Anton Paar (Austria). The measurements were conducted using KCL (0.01 M) as the primary electrolyte and changes in pH during titration were made by adding solutions of HCl or NaOH (0.1 M). SEM microscopic images were obtained using a high-resolution scanning electron microscope SUPRA 35 from ZEISS (Germany). Secondary electron (SE) detection at an accelerating voltage of 20 kV and maximum magnifications of up to 20000x were used to acquire the images. The chemical composition analysis of the samples was performed using an energy-dispersive X-ray spectroscopy (EDS) spectrometer from EDAX TRIDENT XM4.
2.5. Research Methodology
The study was conducted in a rubber production and processing plant located in southern Poland, where the pilot membrane installation APEKO UF-1 was mounted directly in the production hall. Wastewater was collected from a sewer inspection chamber serving the rubber washing machines into a 1 m³ plastic IBC tank and subsequently subjected to ultrafiltration. To evaluate the performance of the tested membrane system, successive trials were carried out while maintaining a constant feed flow rate of 23 L/min. For the ESP04 membranes, the wastewater batch volume was 600 L and the initial feed pressure was 15 bar, which was increased over time to a final value of 25 bar as process efficiency decreased. For the FP100 membranes, which were expected to provide higher throughput, the wastewater feed volume was 1000 L. In these tests, the feed flow rate was also maintained at 23 L/min, while the feed pressure remained constant at 8 bar throughout the filtration process.
The experiments were conducted in a closed batch configuration under concentration mode, in which a defined volume of wastewater in the IBC tank was subjected to ultrafiltration. The retentate was continuously recirculated to the feed tank, while the permeate was collected simultaneously. This experimental approach, commonly referred to in the literature as the batch method, allows for comprehensive assessment of the applicability of selected membranes for a given type of wastewater [29,30]. Such an operating mode led to a gradual increase in the concentration of contaminants retained by the membrane in the feed tank and to a progressive deterioration of process conditions on the membrane surface. The process was continued until fouling occurred, resulting in membrane blockage and a sharp decline in its performance. This made it possible to determine the critical concentrate concentration at which the membrane lost its operational efficiency and to evaluate the effectiveness of fouling removal by chemical cleaning.
After each filtration cycle, the membranes were subjected to chemical cleaning, followed by performance verification through filtration with softened clean water. This procedure was intended to assess the cleaning effectiveness and regeneration capability of the membranes, thereby minimising the effects of fouling. Chemical cleaning, involving the removal of inorganic deposits using acids and organic deposits using alkaline agents, is widely recognised in the literature as highly effective [31,32,33]. However, contaminants adhering to the membrane surface, such as nonionic surfactants, are generally considered difficult to remove, although the degree of removal efficiency depends on their chemical structure [34].
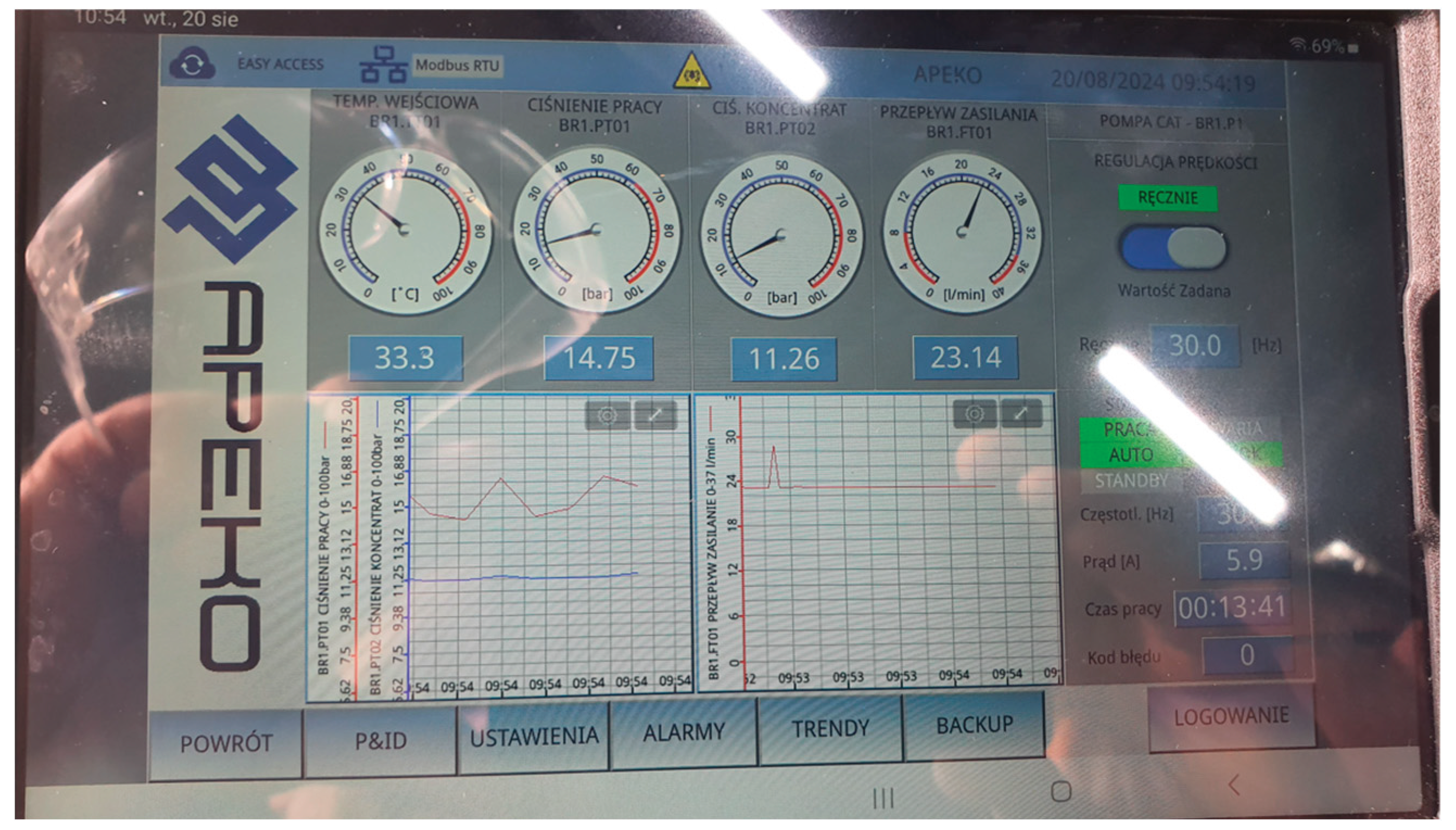
Membrane regeneration was carried out through a chemical cleaning process using two Ecolab products from the Ultrasil series: P3 Ultrasil 02 and P3 Ultrasil 11. P3 Ultrasil 02 is an alkaline liquid detergent based on surfactants and sequestrants, while P3 Ultrasil 11 is an acidic cleaning agent used as a complement to alkaline cleaning with P3 Ultrasil 02. The alkaline agent is designed to remove organic contaminants, whereas the acidic agent eliminates mineral residues. The membrane cleaning solution was prepared in accordance with the manufacturer’s recommendations. A mixture of 150 g of the alkaline agent Ultrasil 11 and 30 ml of the acidic agent Ultrasil 02 was dissolved in 50 L of softened tap water, treated on site using the plant’s water conditioning system. The prepared solution was heated to 50°C and then circulated through the membrane module for one hour under a constant feed pressure of 10 bar. Operation of the UF-1 membrane system was monitored through its electronic control panel (Figure 2.3), which recorded all process parameters such as operating time, flow rate, temperature, pressure, and other relevant data.
Figure 3.
Screen of the APEKO UF – 1 pilot installation controller (own photo).
For the FP100 membrane, the Zeta potential was additionally determined before the ultrafiltration of wastewater (for a new membrane) and after the completion of the process. This measurement was carried out to assess changes in the membrane potential during operation and to examine how the Zeta potential could affect the filtration efficiency of wastewater containing surfactants and contaminants expressed as chemical oxygen demand (COD). Furthermore, the relationship between the Zeta potential and the occurrence of membrane fouling was analysed, as fouling is one of the key factors limiting the performance of ultrafiltration processes.
The Zeta potential of the ultrafiltration membranes, including the FP100 membrane, was measured using an Anton Paar SurPASS system, which enables streaming potential measurements over a wide pH range. Understanding changes in the Zeta potential provides insight into the electrostatic interactions between the membrane surface and wastewater contaminants, which influences molecular adsorption and the development of fouling. For example, a shift in the membrane’s isoelectric point after filtration suggests a change in surface charge, which affects the mechanisms governing the retention and deposition of contaminants.
Such analysis is crucial for optimizing the operating conditions of FP100 membranes, allowing for the assessment of membrane contamination, prediction of fouling rates, and planning of regeneration and cleaning procedures, thereby improving the durability and efficiency of the wastewater ultrafiltration process.
3. Results and Discussion
During the experiments, the membrane transport conditions were monitored (Figure 3.1–3.3) by analysing variations in volumetric permeate flux, which indicates membrane performance, over time with a constant feed flow rate. To evaluate the efficiency and suitability of the process for the intended applications, the separation conditions were analyzed for the key contaminants. These included the concentration of nonionic surfactants (SPCN), the chemical oxygen demand (COD), the turbidity, as well as the content of total, inorganic and organic carbon (TOC, IC and TC) (Figure 3.4–3.10).
The experiments carried out with ESP04 membranes involved wastewater batches WW1–WW3, while for FP100 membranes, the analyses covered wastewater batches WW4–WW6. As expected, higher performance was achieved for the FP100 membranes, although the measured values were slightly lower than anticipated. The average volumetric permeate flux (J) reached 70 L/m²·h for ESP04 membranes and 120 L/m²·h for FP100 membranes.
Figure 3.1.
Variation of the volumetric permeate flux during ultrafiltration of wastewater at 35°C and under a constant feed flow rate of 23 L/min.ESP04 membrane.
Figure 3.1.
Variation of the volumetric permeate flux during ultrafiltration of wastewater at 35°C and under a constant feed flow rate of 23 L/min.ESP04 membrane.
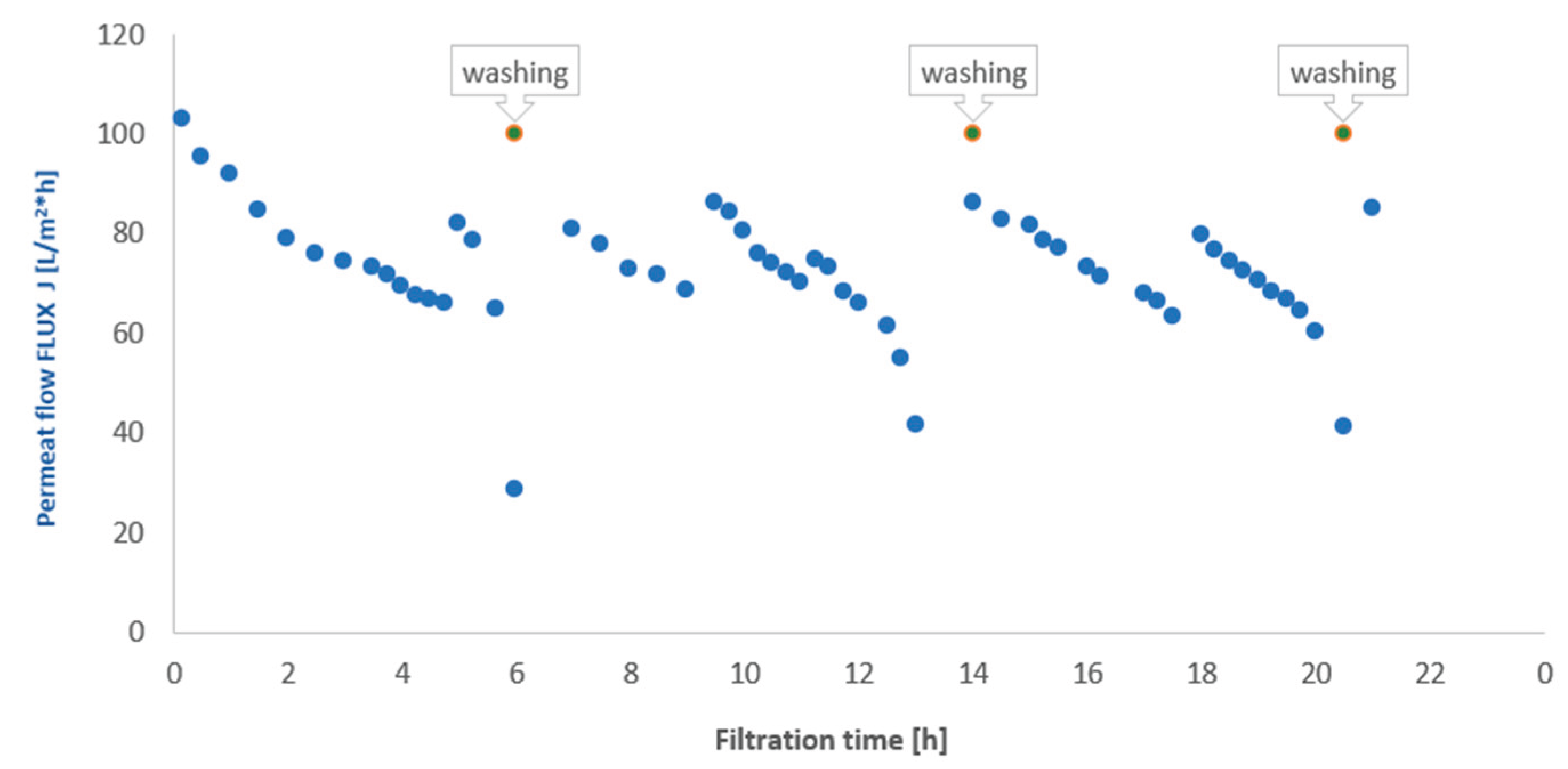
Figure 3.2.
Variation of the volumetric permeate flux during ultrafiltration of wastewater at 35°C and under a constant feed flow rate of 23 L/min.FP100 membrane.
Figure 3.2.
Variation of the volumetric permeate flux during ultrafiltration of wastewater at 35°C and under a constant feed flow rate of 23 L/min.FP100 membrane.
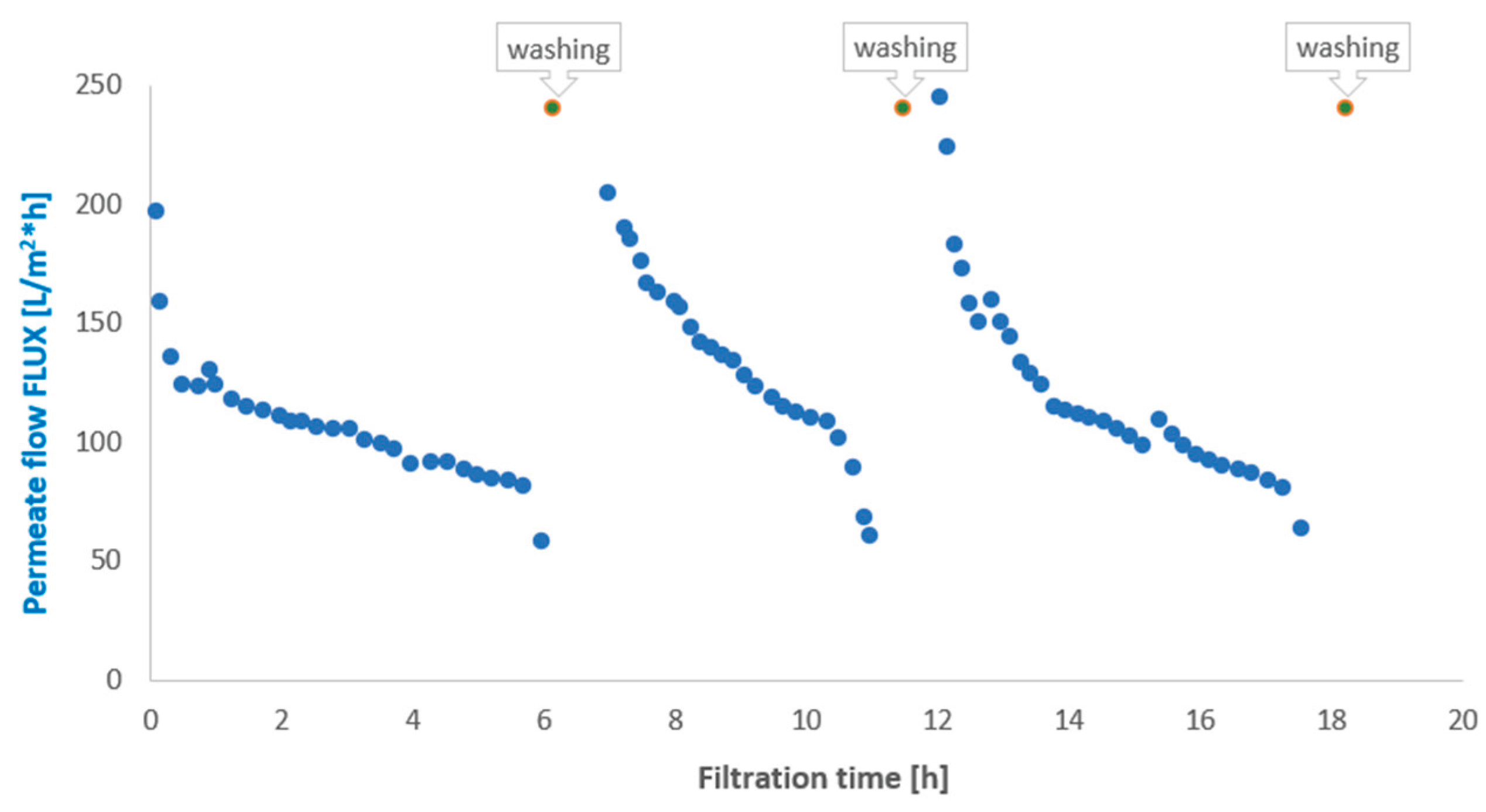
Figure 3.3.
Permeate flux at the beginning of the ultrafiltration cycle and after six hours of filtration.
Figure 3.3.
Permeate flux at the beginning of the ultrafiltration cycle and after six hours of filtration.
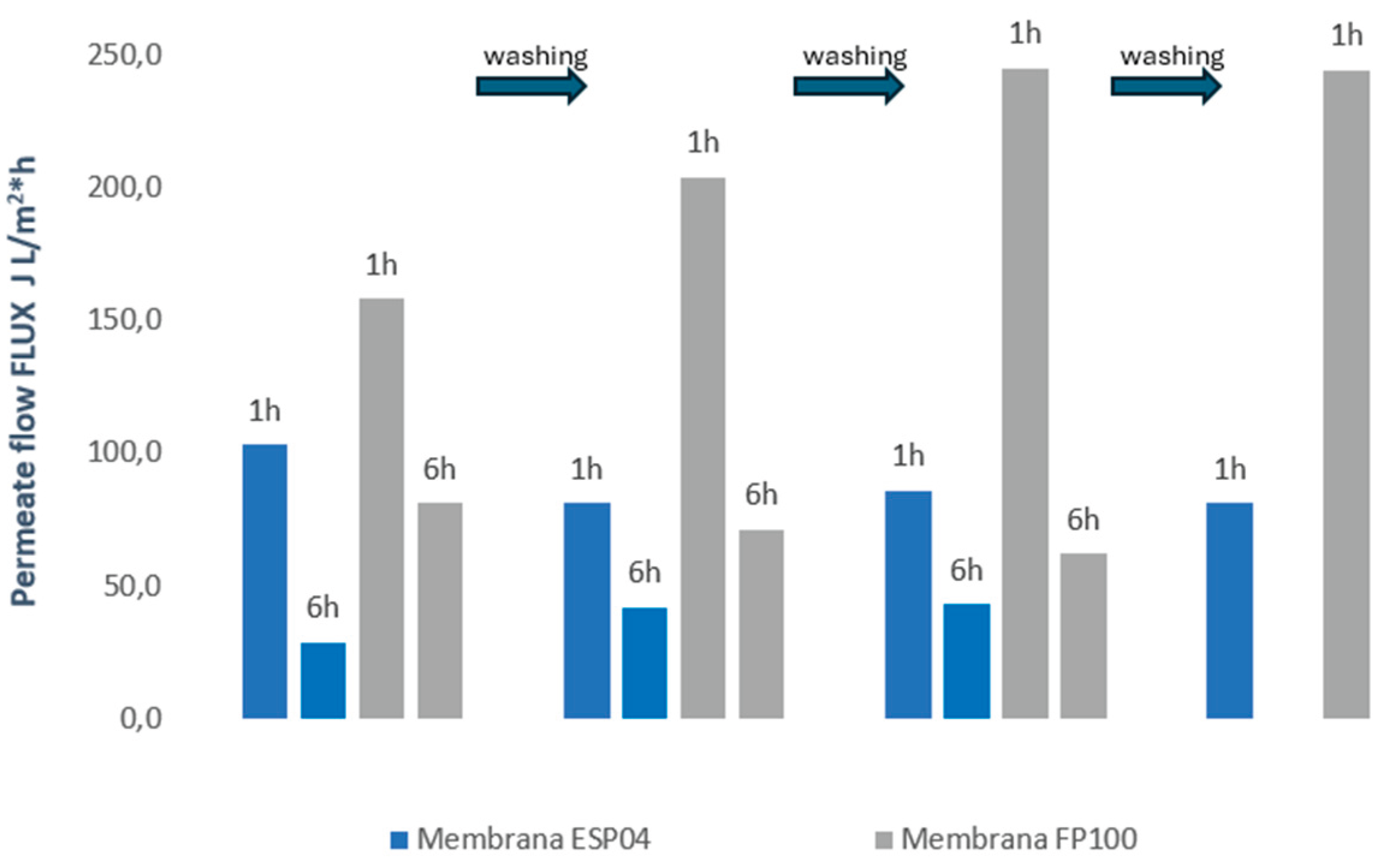
Figure 3.4.
Content of nonionic surfactants in the feed and permeate during ultrafiltration using the ESP04 membrane.
Figure 3.4.
Content of nonionic surfactants in the feed and permeate during ultrafiltration using the ESP04 membrane.
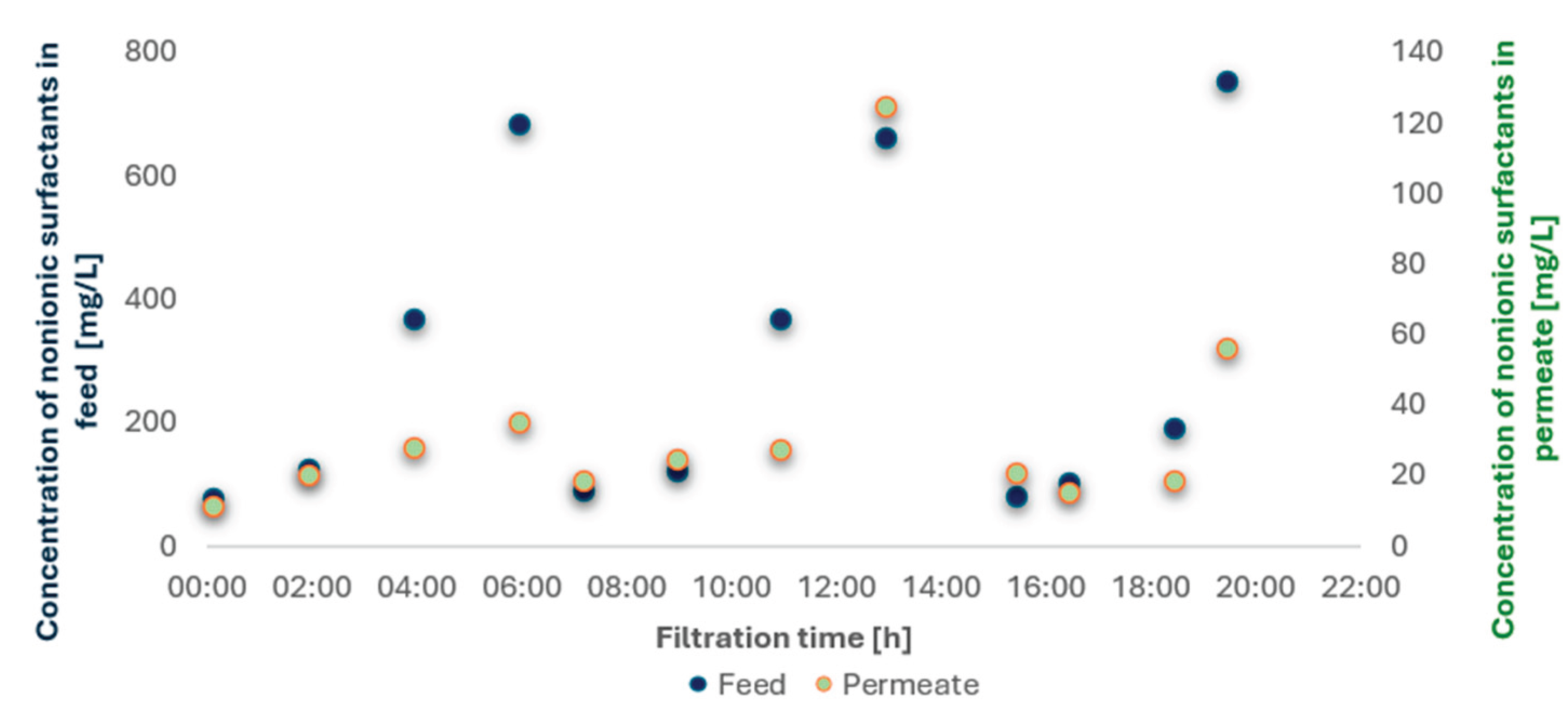
Figure 3.5.
Content of contaminants expressed as chemical oxygen demand (COD) in the feed and permeate during ultrafiltration using the ESP04 membrane.
Figure 3.5.
Content of contaminants expressed as chemical oxygen demand (COD) in the feed and permeate during ultrafiltration using the ESP04 membrane.
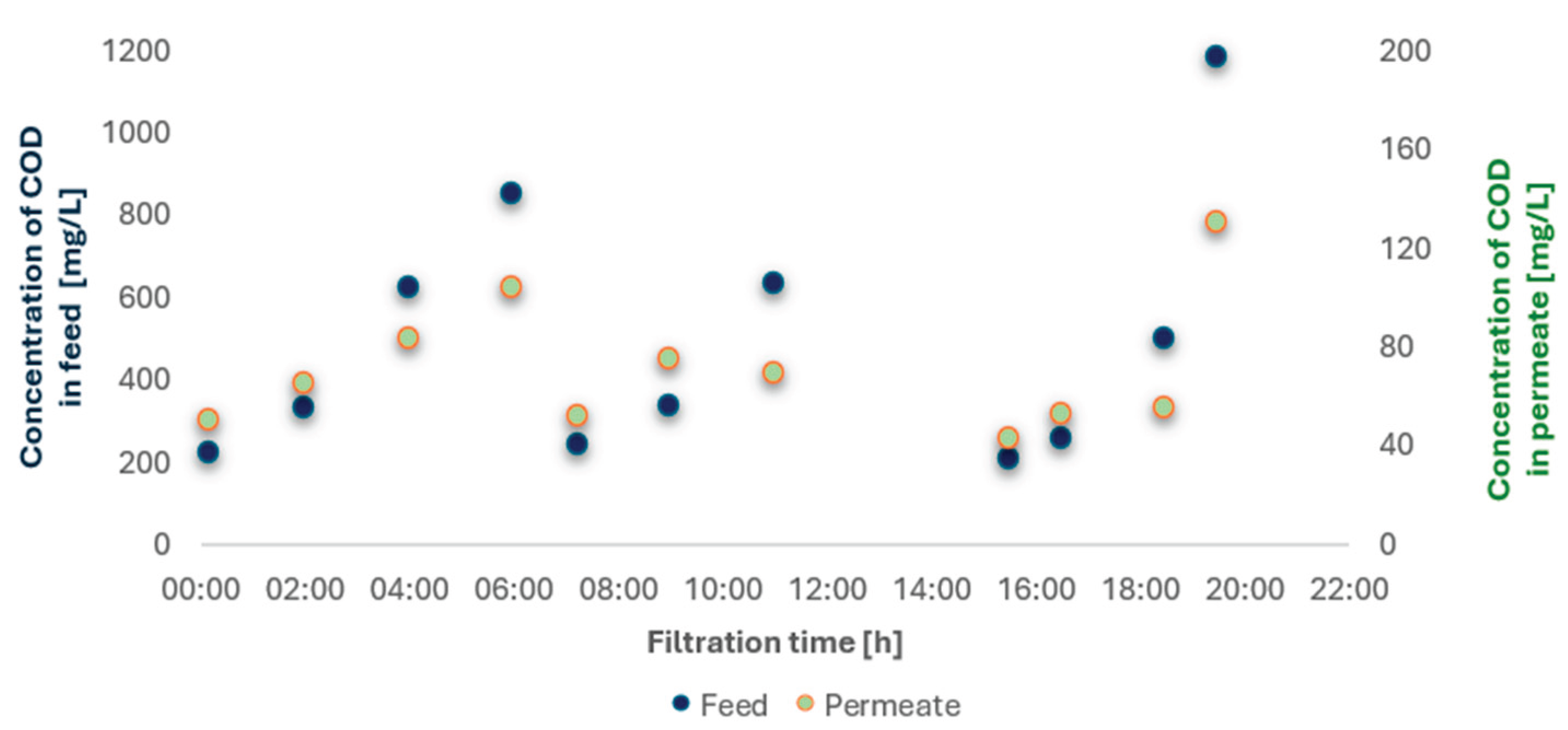
Figure 3.6.
Content of nonionic surfactants in the feed and permeate during ultrafiltration on the FP100 membrane.
Figure 3.6.
Content of nonionic surfactants in the feed and permeate during ultrafiltration on the FP100 membrane.
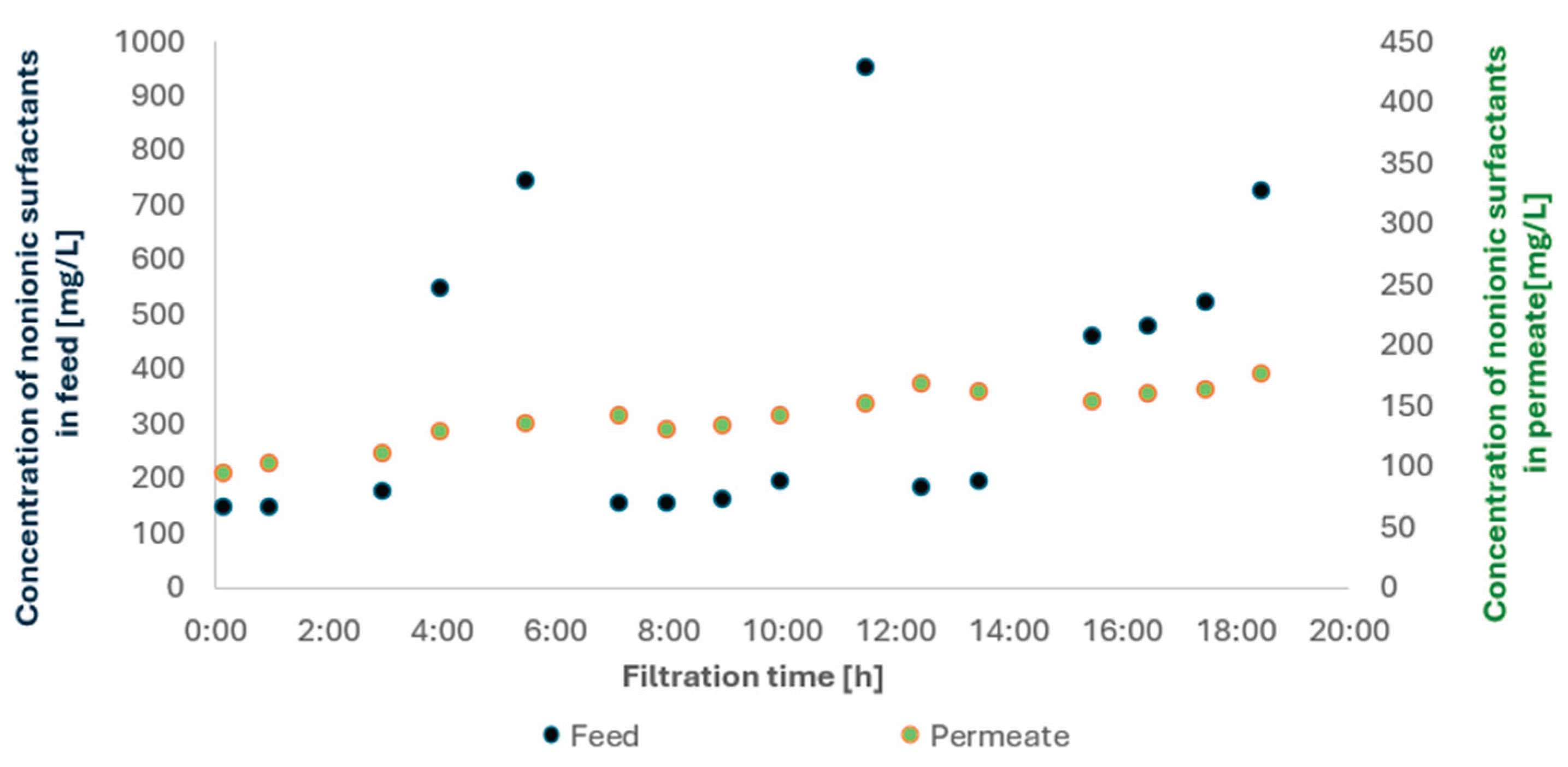
Figure 3.7.
Content of contaminants expressed as COD in the feed and permeate during ultrafiltration on the FP100 membrane.
Figure 3.7.
Content of contaminants expressed as COD in the feed and permeate during ultrafiltration on the FP100 membrane.
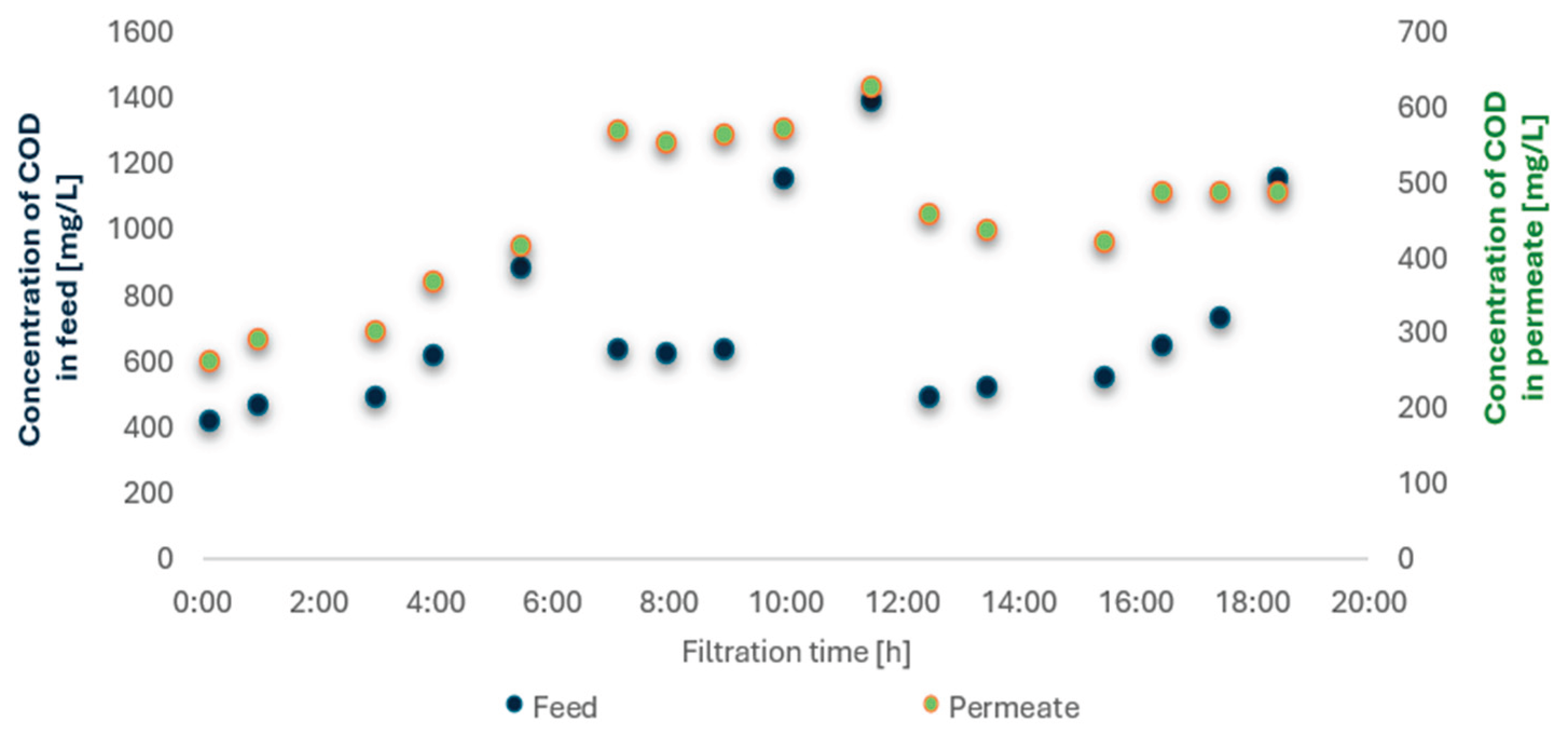
Figure 3.8.
Retention coefficient of nonionic surfactants for ultrafiltration on ESP04 and FP100 membranes. (Contaminants in the permeate in relation to contaminants in the original non-concentrated wastewater).
Figure 3.8.
Retention coefficient of nonionic surfactants for ultrafiltration on ESP04 and FP100 membranes. (Contaminants in the permeate in relation to contaminants in the original non-concentrated wastewater).
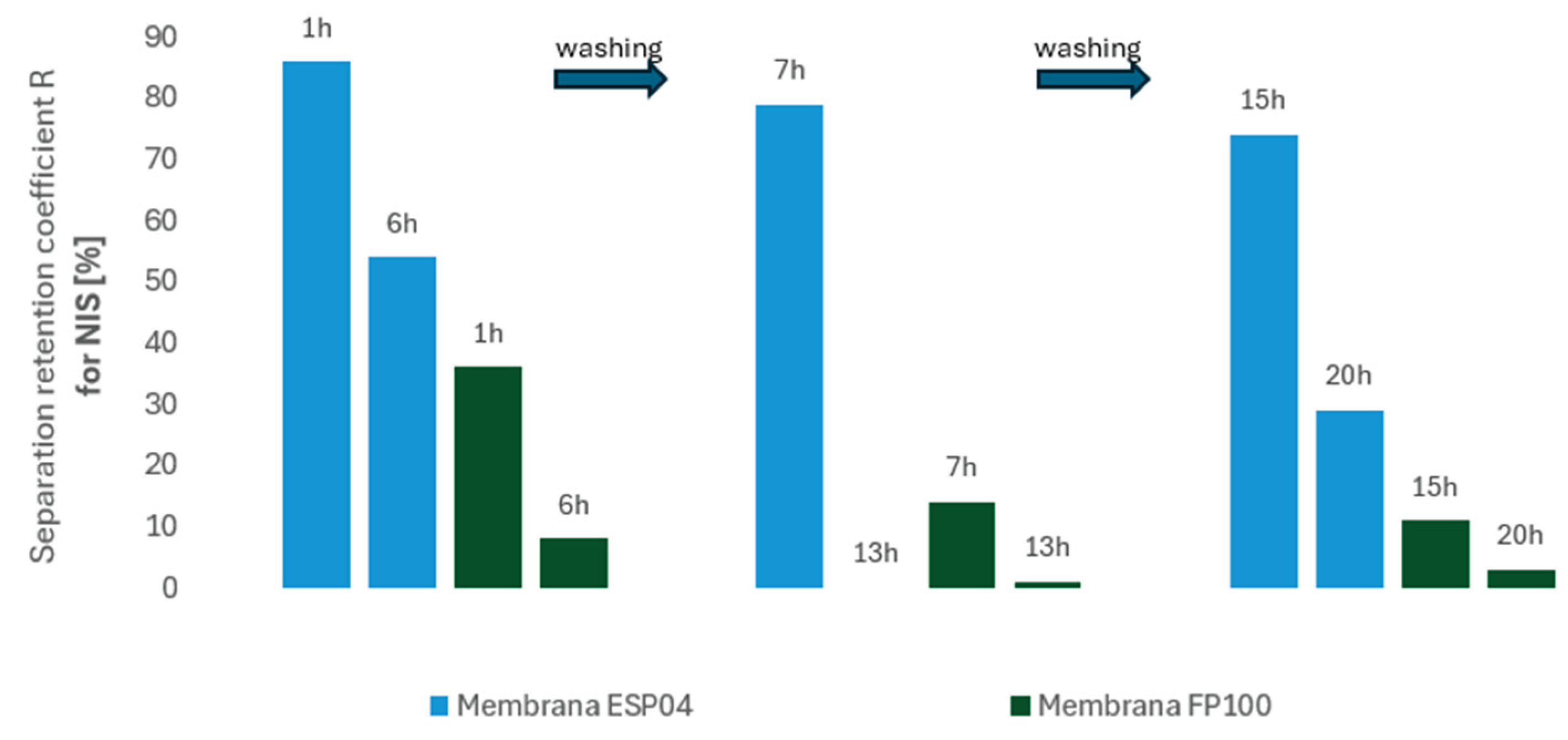
Figure 3.9.
Separation coefficient for COD contaminants during ultrafiltration using ESP04 and FP100 membranes. (Contaminants in the permeate relative to contaminants in the original untreated wastewater).
Figure 3.9.
Separation coefficient for COD contaminants during ultrafiltration using ESP04 and FP100 membranes. (Contaminants in the permeate relative to contaminants in the original untreated wastewater).
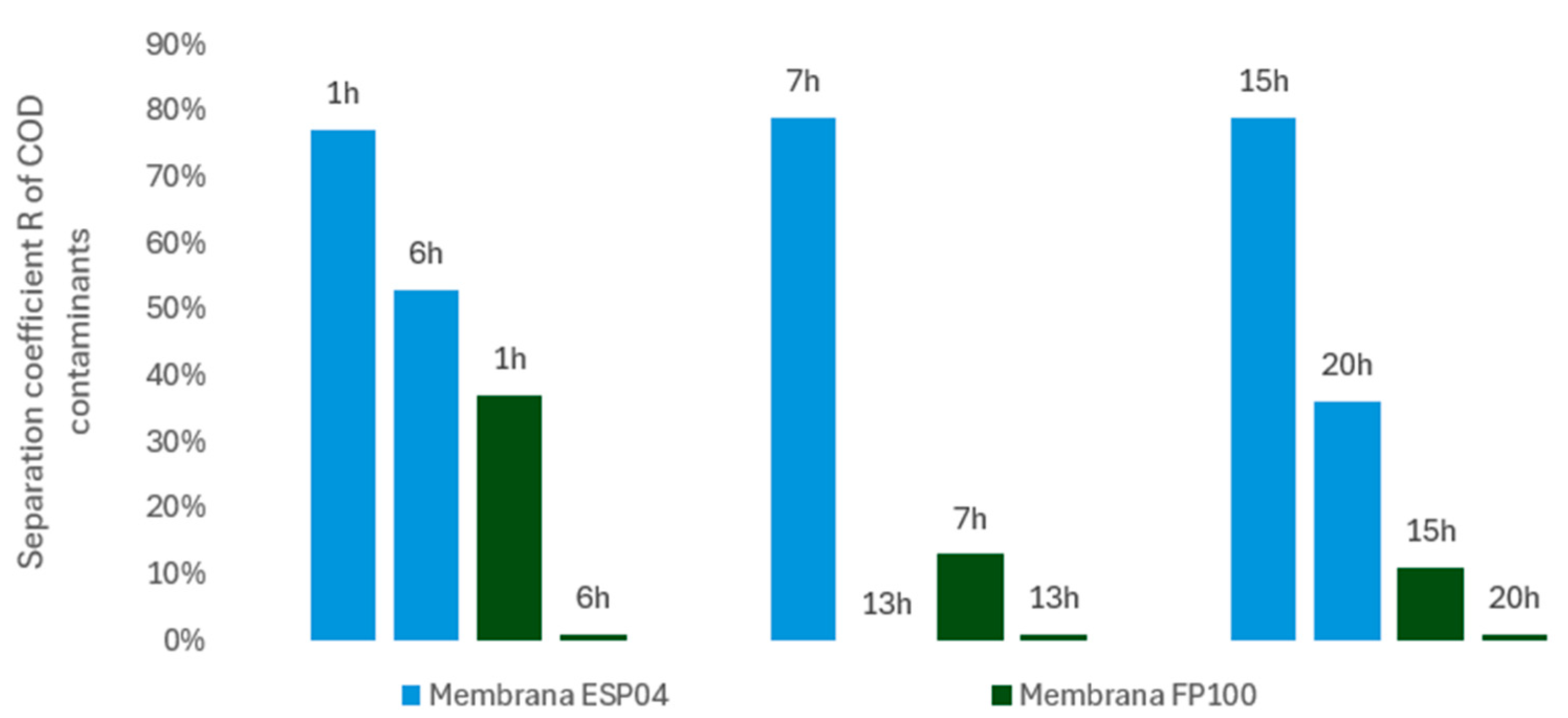
Figure 3.10.
Turbidity of feed and permeate for ultrafiltration of wastewater using FP100 membranes.
Figure 3.10.
Turbidity of feed and permeate for ultrafiltration of wastewater using FP100 membranes.
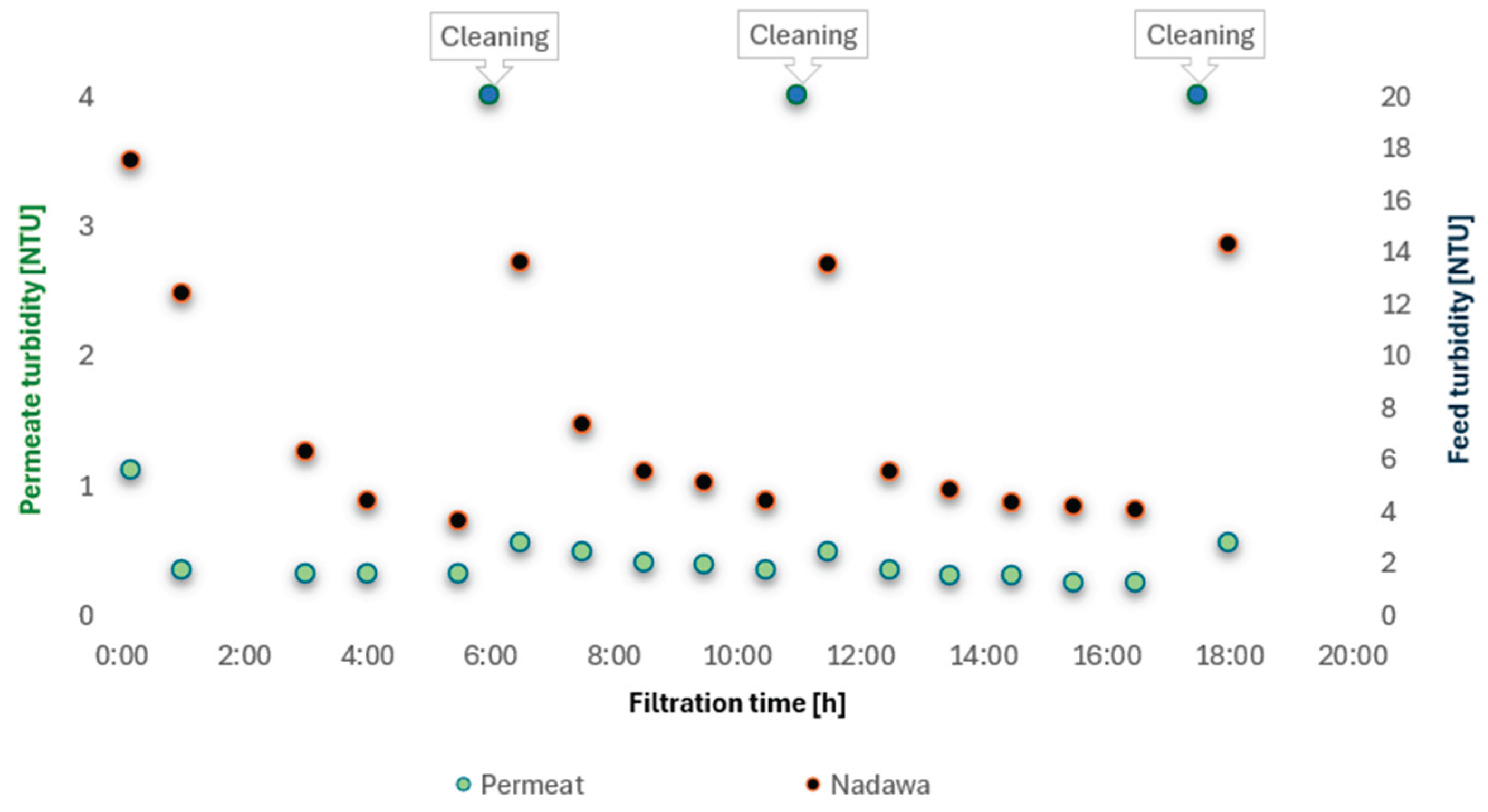
Figure 3.11.
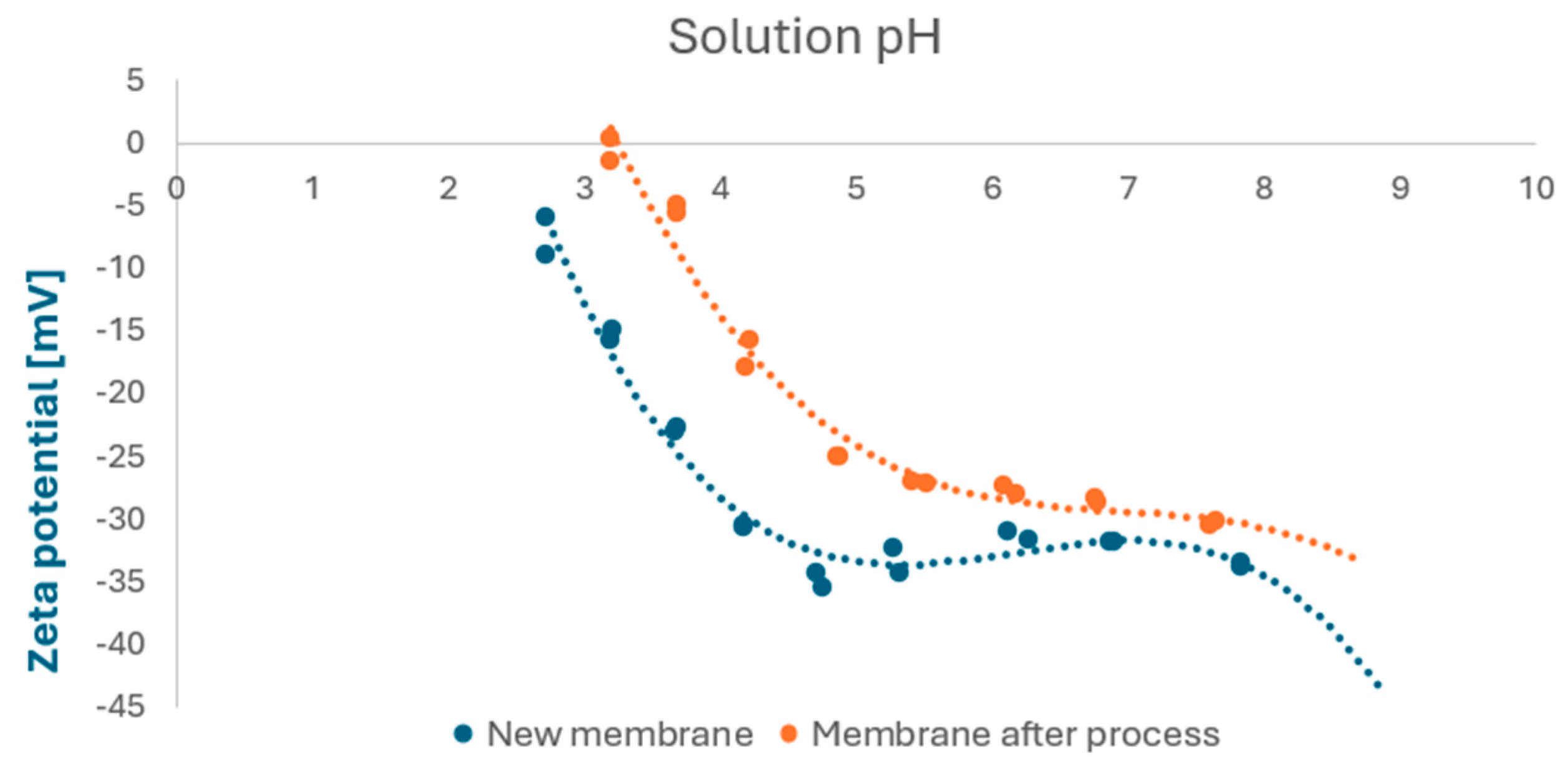
Zeta potential for new FP100 membrane and after wastewater ultrafiltration process.
FigureF3.12.
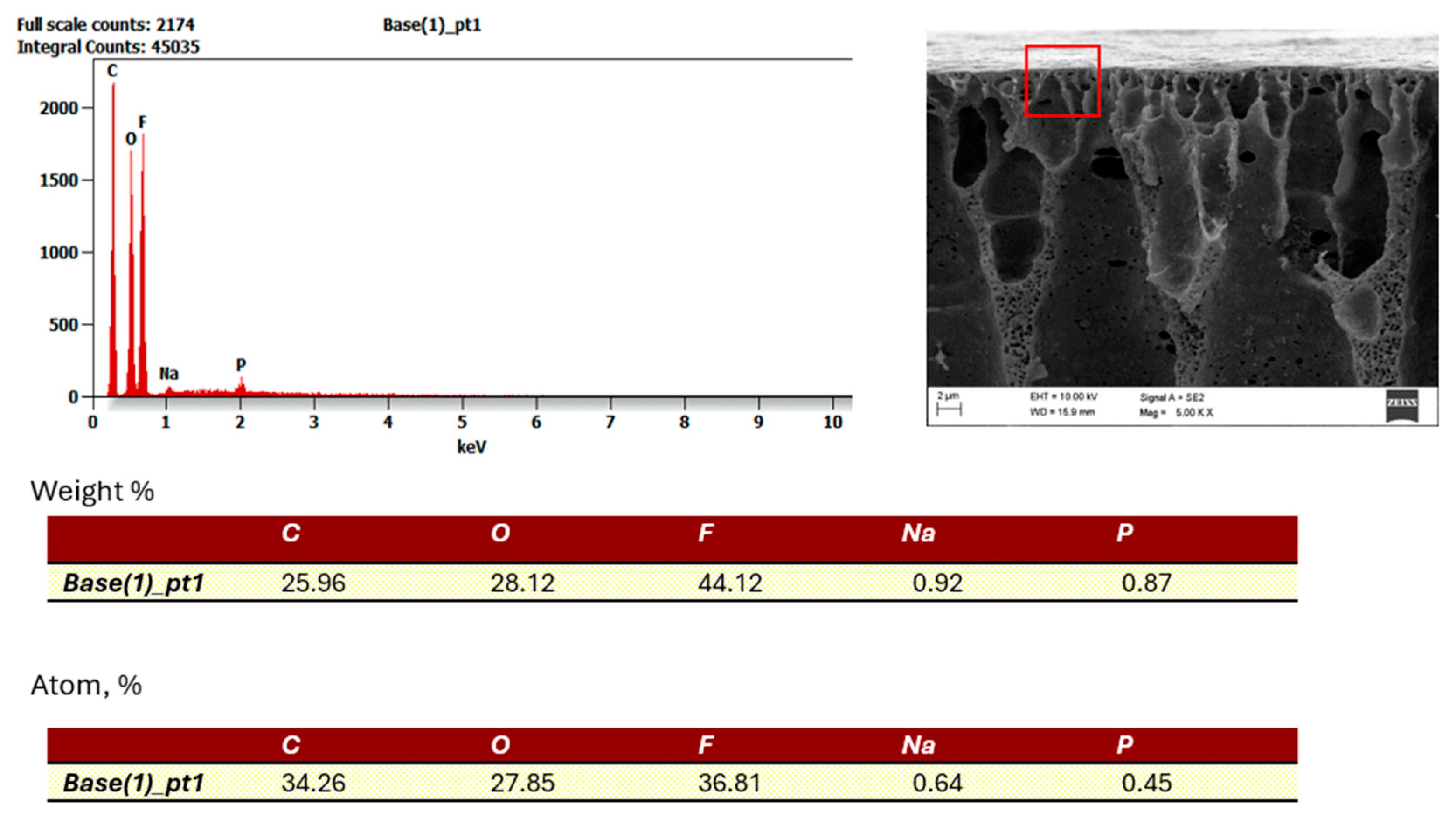
SEM results for a new FP100 membrane.
FigureF3.13.
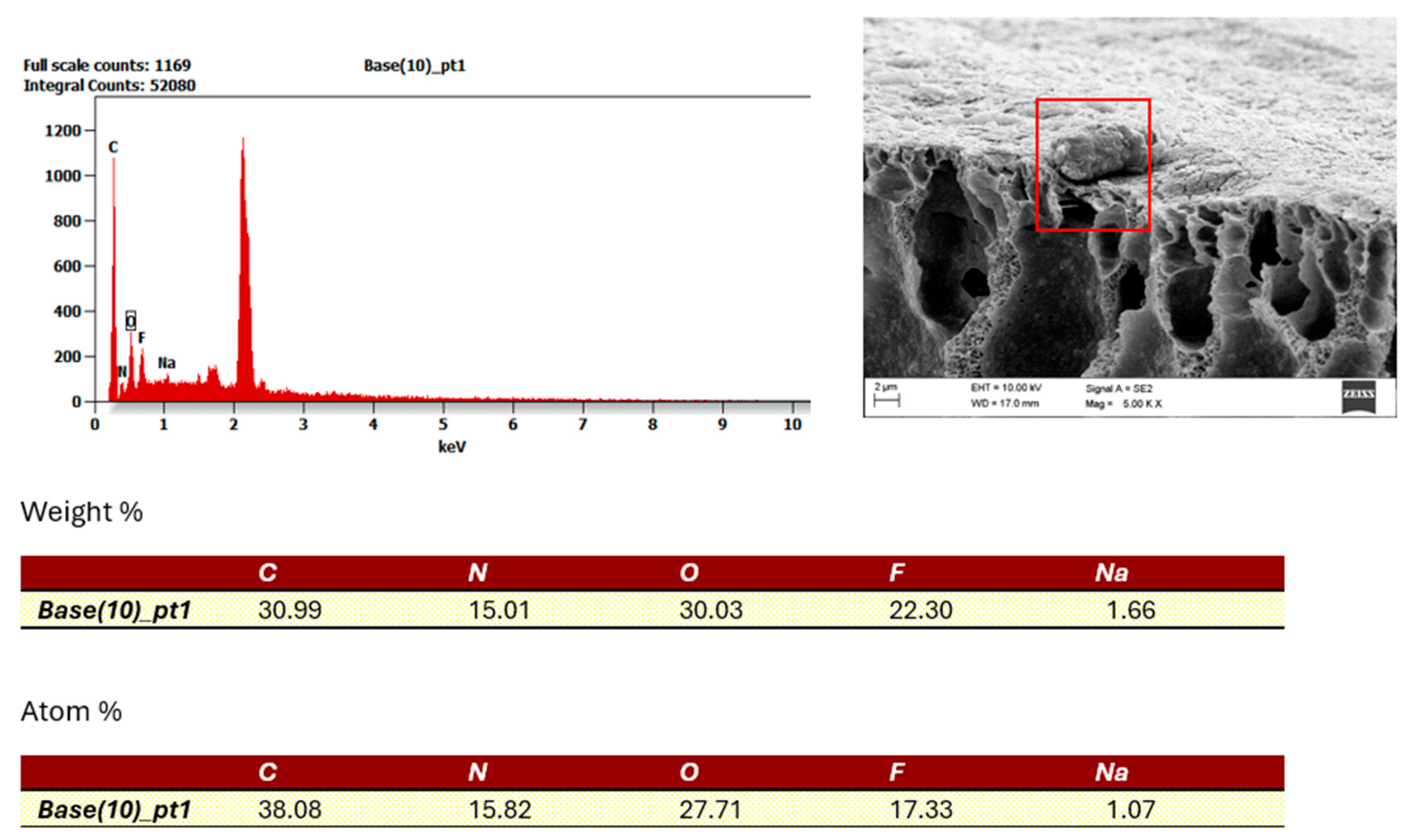
SEM results for FP100 membrane after ultrafiltration process.
In comparative studies of polymeric tubular ultrafiltration membranes FP100 and ESP04, significant differences in filtration performance were observed, arising from both inherent membrane properties and operational conditions in which they were employed. FP100 membranes, possessing a molecular weight cut-off (MWCO) of 100 kDa, were characterised by larger pore sizes, which translated into higher permeability and superior fouling resistance compared to ESP04 membranes with a substantially lower MWCO of 4 kDa. Consequently, FP100 membranes exhibited greater permeate flux during the process, consistent with literature observations indicating that higher MWCO contributes to reduced pore clogging risk and enables easier flow [27,37,38].
The studies were conducted in a batch system with retentate recirculation to the feed and permeate collection. In practice, this meant that pollutant concentration in the feed increased over time, exerting a significant influence on filtration parameters and fouling dynamics. During FP100 membrane operation, constant feed flow and stable transmembrane pressure were maintained, allowing a linear, gradual decline in permeate flux (Figure 3.2). This linear performance drop, consistent with fouling models described in the literature [39,40,41], enables planning of regular regeneration cycles, minimising the risk of sudden adverse events.
For ESP04 membranes, characterised by very small pores (MWCO 4 kDa), attempts were made to counteract flux declines by elevating transmembrane pressure. Although pressure increase transiently boosted permeate flow (Figure 3.1), it simultaneously accelerated membrane fouling, leading to rapid deterioration of operational parameters and limited effective operating time. This aligns with literature descriptions that, for membranes with lower MWCO, pressure elevation can convert the fouling cake layer into a more compact and less permeable structure, restricting flow [42,43].
Both membranes effectively reduced turbidity in the wastewater by removing suspended solids and colloids, a typical effect of ultrafiltration. However, with respect to other pollutant parameters, such as chemical oxygen demand (COD) and non-ionic surfactants (NIS), the membranes provided good initial separation of these substances, but permeate quality deteriorated as pollutant concentrations in the feed increased. Such deterioration of permeate parameters is characteristic of batch systems with pollutant concentration and has been confirmed in other studies, indicating the need for optimisation of operation and cleaning frequency [44,45].
It was observed that after approximately 6 h of operation for both membrane types, a sharp process performance decline occurred due to pollutant accumulation, leading to pore blockage and increased hydraulic resistance. This phenomenon is frequently described in the literature as a critical point in membrane operations requiring regenerative intervention [10,46].
Membrane regeneration partially or fully restored their initial properties. ESP04 membranes recovered approximately 70% of the initial permeate flux, indicating permanent changes arising during fouling, typical of membranes with smaller pores and complex surface morphology. For FP100 membranes, the regeneration process allowed near-complete removal of foulants from membrane surfaces, and subsequent wastewater batches showed an increase in initial permeate flux, which may suggest improvements in membrane properties or better operational adaptation. The increase in membrane performance during filtration of successive wastewater batches may also be attributed to variations in initial contaminant concentration related to production characteristics. The studies were conducted not on synthetic wastewater but under real production conditions [48,49].
It should be emphasised that although FP100 membranes demonstrated higher overall flux performance and fouling resistance, significant differences were observed in the separation of dissolved organic contaminants. ESP04 membranes, having a lower MWCO=4 kDa, exhibited superior removal of chemical oxygen demand (COD) and non-ionic surfactants (NIS). Practically, this indicated that ESP04 membranes more effectively separated these dissolved organic substances from wastewater compared to FP100 membranes, which showed only minor NIS rejection and negligible COD reduction, as illustrated in Figure 3.8 and 3.9. This aligns with literature indicating that membranes with smaller pores, i.e., lower MWCO, more effectively retain small organic molecules and dissolved substances, albeit at the expense of reduced permeability and increased fouling [27,50,51].
In summary, the conducted studies and literature review indicate that membrane pore size (MWCO) exerts a significant influence on ultrafiltration process efficiency, fouling mechanisms, and regeneration capabilities. The batch system with retentate recirculation induces an increase in contaminant concentration in the feed, necessitating consideration in the design and operation of installations, particularly regarding membrane selection and cleaning strategies. Proper management of these factors enables effective wastewater treatment through maintenance of high permeate quality and long-term membrane system performance [52,53].
To identify the fouling characteristics of the FP100 membrane, which demonstrated higher process performance than the ESP04 membrane, its surface was analysed using scanning electron microscopy (SEM) and zeta potential measurements before and after filtration. The zeta potential results for the new and used membranes are presented in Figure 3.11. The new membrane exhibited a negative zeta potential throughout the investigated pH range. Within the pH range 7 to 8, relevant to the application conditions of the process, the potential values ranged between -35 and -30 mV. After filtration, a shift of the zeta potential towards more positive values was observed throughout the pH range, particularly pronounced at pH < 5. At higher pH values, these differences were less significant.
The results indicate that the new membrane surface was strongly negatively charged at higher pH values, approaching the isoelectric point at lower pH values. The most negative values (~ -35 mV) occurred within pH 4.7–7.8, typical for polymeric ultrafiltration membranes. As pH decreased below 4, a marked reduction in negative charge was observed (approximately -6 to -15 mV), suggesting protonation of surface groups due to increased concentration of H + ions. This surface charge behaviour and its modification due to fouling provide insight into membrane fouling mechanisms and interaction forces at the membrane interface, as characterised in membrane fouling studies using SEM and zeta potential analysis [54,55].
The data obtained indicate that, at low pH, the membrane exhibits increased susceptibility to adsorption of positively charged contaminants, whereas under alkaline conditions, its resistance to fouling by anionic colloids and organic substances increases. A strongly negative zeta potential promotes electrostatic repulsion of similarly charged particles (anions, colloids, humics), limiting their adsorption and deposition on the surface. This is particularly advantageous in the analysis process, as the wastewater subjected to ultrafiltration had a pH in the range of 7.5 to 7.9. Thus, a highly negative zeta potential may contribute to reducing the rate of irreversible accumulation of fouling, facilitating its removal during rinsing, and enabling stable membrane operation under neutral or slightly alkaline conditions [56,57].
Exceptions may be positively charged species (e.g., Ca2 +, Mg2 + ions) and amphoteric substances, for which a strongly negative potential promotes adsorption and mineral deposit formation, leading to inorganic fouling. For non-ionic surfactants and hydrophobic fractions, the fouling mechanism may be governed by both electrostatic and hydrophobic interactions. In some cases, a strongly negative surface charge may even enhance the adsorption of selected surfactants.
Comparative analysis of the zeta potential for the FP100 membrane before and after filtration revealed a significant shift towards less negative, and occasionally positive, values. This change indicates a modification of membrane surface properties due to adsorption of wastewater components such as organic substances, colloids, or surfactants. This phenomenon confirms the occurrence of fouling, resulting in altered surface charge distribution and increased membrane susceptibility to further contaminant deposition. The shift of the isoelectric point towards lower pH additionally suggests a change in the dominant surface functional groups. Consequently, the membrane becomes less negative and more prone to particle aggregation in slightly acidic environments.
The observed zeta potential shifts post-filtration indicate the need for regular membrane regeneration or cleaning to restore their original hydrophilicity and separation properties.
To confirm the nature of fouling and changes in zeta potential, a detailed analysis of the membrane surface and pore structure was performed using electron beam imaging, i.e. SEM examination.
SEM image analysis of the PVDF polymeric filtration membrane with a nominal MWCO of 100 kDa, obtained at magnifications from 63× to 176×, allowed a detailed assessment of its microstructure and porosity. The surface of the membrane exhibits a distinctly porous structure with pores of varying sizes and shapes. Areas of increased material density are also noticeable, indicating the heterogeneous nature of the membrane structure. Local accumulations of deposits and contaminants are visible on the surface, indicating a presence of fouling, including potential oily deposits. In some areas, morphological changes, such as cracks or deformations of the membrane layer, were observed, likely resulting from membrane operation and suboptimal conditions.
The porous structure of the examined membrane aligns with its filtration purpose, where the appropriate porosity and pore distribution are crucial to achieve effective contaminant separation while ensuring efficient medium flow. Observations of fouling and local deposits highlight the need for optimising cleaning procedures to restore the original filtration properties of the membrane. Additionally, detected mechanical defects and surface changes can adversely affect membrane durability, requiring systematic diagnostics of operating conditions and potential adjustments to process parameters.
The EDS elemental composition analysis confirmed the predominant presence of carbon (C), oxygen (O), and fluorine (F), characteristic of fluoropolymers such as PVDF, from which the membrane is made (Figure 3.12). At several measurement points, aluminium (Al), silicon (Si) and sodium (Na) were identified at relatively low mass concentrations of 1 to 3%, which may indicate process contaminants or membrane auxiliary components. Additionally, the presence of sulfur (S) and magnesium (Mg) suggests surface contaminants or residues from treatment and operational processes (Figure 3.13).
The uneven distribution of these elements on the surface of the membrane indicates localised fouling and asymmetric deposition of contaminants. The dominance of fluorine and carbon is typical for ultrafiltration membranes made from fluoropolymers, confirming the use of PVDF as the base material. The presence of elements such as Al, Si, Na, S, and Mg unequivocally indicates membrane operation in an industrial wastewater environment, where mineral compound deposition and organic substance accumulation occur. This diversity and localisation of contaminants require individualised approaches to membrane cleaning and regeneration, and optimisation of these actions must include effective removal of mineral deposits (Al, Si), fluorine contaminants, and organic fractions (C, O).
In the context of the electrokinetic properties of the PVDF membrane, the detected elements significantly influence the zeta potential. Sodium (Na) can modulate the electrostatic charge of the membrane, shifting the potential towards more positive values or reducing the surface negative charge. Aluminium (Al) may form hydroxide complexes on the membrane surface, altering the charge and zeta potential. Silicon (Si), particularly as silicate deposits, modifies surface chemical properties and electrostatic interactions. Sulphur (S), which is likely present as sulphates, introduces new functional groups affecting surface charge, while magnesium (Mg) shapes electrokinetic properties through ionic interactions and complex formation. Changes in zeta potential during operation arise primarily from these alkali metals, alkaline earth metals, silicates, and sulphur compounds, which impact surface charge, fouling mechanisms, and cleaning reversibility.
Filtration was conducted on wastewater from the rubber product manufacturing industry, where contaminants such as sodium (Na), aluminium (Al), and silicon (Si) naturally occur. Rubber production employs diverse raw materials and additives, including mineral fillers and auxiliary substances as sources of these elements. Vulcanisation and other thermal processing stages generate chemical and mineral contaminants that enter industrial wastewater. The presence of Na, Al, and Si also stems from process water and mineral additives, making their consideration essential for planning water treatment and membrane regeneration in rubber industry facilities [60,61].
Studies in the literature confirm that the primary fouling mechanisms of PVDF ultrafiltration membranes are pore blocking and cake layer formation, driven by the adsorption of organic substances, minerals and metal ions present in wastewater. Optimisation of membrane operation and cleaning processes should account for the specificity of the contaminant and their impact on electrokinetic property changes to effectively minimise fouling and extend the life of the membrane system.
Considering the application of ultrafiltration using tested polymeric tubular membranes to establish a closed water loop in the washing of vulcanised rubber hoses, this method proves highly suitable for improving the visual parameters of wastewater by significantly reducing turbidity (Figure 3.10).). Additionally, low MWCO membranes, such as the ESP04 tested with 4 kDa, exhibit good separation efficiency for contaminants defined as COD. In contrast, higher MWCO membranes such as the FP100 tested with 100 kDa showed ineffective separation of dissolved surfactants and other organics. However, for industrial closed-loop applications in rubber hose washing, the obtained permeate was of sufficient quality. Thus, from a practical standpoint, FP100 membranes may represent a preferable choice due to the higher permeate flux and operational stability for this application.
4. Conclusions
Key final conclusions from the ultrafiltration membrane studies (FP100 and ESP04) on wastewater from washing vulcanised rubber hoses:
- FP100 membranes (MWCO 100 kDa) exhibited higher performance and better fouling resistance, resulting in higher permeate flux and more linear and predictable performance decline.
- ESP04 membranes (MWCO 4 kDa) achieved superior reductions in chemical oxygen demand (COD) and non-ionic surfactants (NIS), while FP100 membranes showed minimal separation of NIS and negligible reduction of COD.
- Both membranes significantly reduced wastewater turbidity, confirming their effectiveness in removing suspensions and colloids.
- Increasing contaminant concentration in the feed due to retentate recirculation in the batch system led to increased fouling and gradual deterioration of filtration parameters over time.
- After approximately 6 hours of operation, a sharp decline in permeate flux required membrane regeneration.
- Regeneration of the FP100 membrane completely restored original performance, while the ESP04 membranes recovered about 70% of initial flux.
- The strongly negative zeta potential of the new FP100 membrane (-30 to -35 mV at pH value from 7 to 8, typical for wastewater from the rubber industry at pH 7.5–7.9) provides high fouling resistance against anionic colloids and organic substances by electrostatic repulsion, contributing to superior performance compared to ESP04 and stability of the process.
- After filtration, the zeta potential shifted towards positive values (particularly at pH <5) due to adsorption of organic contaminants, colloids and surfactants. SEM and EDS analyses confirmed deposits (Al, Si, Na, S, Mg at 1–3%) and local accumulations, indicating the need for regular regeneration to restore hydrophilicity and separation properties.
- The permeate of both membranes met the quality standards for reuse in plant production processes, crucial for the sustainable management of water resources in industry.
The research was funded by the Ministry of Education and Science under the 6th edition of the Implementation Doctorate programme, the project entitled “Reduction of non-ionic surfactants in the industrial wastewater. Closed water loop using an example of an industrial plant. Funding agreement no. DWD/6/0539/2022.
Author Contributions
Informed Consent Statement
Not applicable.
Data Availability Statement
Acknowledgments
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| MDPI | Multidisciplinary Digital Publishing Institute |
| DOAJ | Directory of open access journals |
| TLA | Three letter acronym |
| LD | Linear dichroism |
References
- Wimalaweera, I. P.; Wei, Y.; Zuo, F.; Tang, Q.; Ritigala, T.; Wang, Y.; Zhong, H.; Weerasooriya, R.; Jinadasa, S.; Wergoda, S. Enhancing Rubber Industry Wastewater Treatment through an Integrated AnMBR and A/O MBR System: Performance, Membrane Fouling Analysis, and Microbial Community Evolution. Membranes 2024, 14, 130. [Google Scholar] [CrossRef]
- Mostoni, S.; D’Arienzo, M.; Di Credico, B.; Armelao, L.; Rancan, M.; Dire, S.; Callone, E.; Donetti, R.; Susanna, A.; Scotti, R. Design of a Zn Single-Site Curing Activator for a More Sustainable Sulfur Cross-Link Formation in Rubber. Ind Eng Chem Res 2021, 60, 10180–10192. [Google Scholar] [CrossRef]
- Chen, L.; Guo, X.; Luo, Y.; Jia; Chen, Z.; Jia, Y.D. Inorganic and organic hybrid nanoparticles as multifunctional crosslinkers for rubber vulcanization with high-filler rubber interaction. Polymers 2018, 10, 1138. [Google Scholar] [CrossRef]
- Alam, M. N.; Kumar, V.; Jeong, S. U.; Park, S. S. Enhancing Rubber Vulcanization Cure Kinetics: Lowering Vulcanization Temperature by Addition of MgO as Co-Cure Activator in ZnO-Based Cure Activator Systems. Polymers 2024, 16, 876. [Google Scholar] [CrossRef] [PubMed]
- Liang, B.; Zhang, Z.; Yin, T.; Yang, S.; Shao, J.; Manchester, W. Research status of semi-permanent release agent. MATEC Web of Conferences 2021, 353, 01004. [Google Scholar] [CrossRef]
- Yang, M.; Li, L.; Zhu, Z.; Ma, H. Research progress on eco-friendly rubber release agents. Colloid and Polymer Science 2025, 303, 163–174. [Google Scholar] [CrossRef]
- Ezugbe, E. O.; Rathilal, S. Membrane technologies in wastewater treatment: A review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Haas, R.; Opitz, R.; Grischek, T.; Otter, P. The AquaNES project: Coupling riverbank filtration and ultrafiltration in drinking water treatment. Water 2019, 11, 18. [Google Scholar] [CrossRef]
- Sathish Kumar, R.; Arthanareeswaran, G. Nano-curcumin incorporated polyethersulfone membranes for enhanced anti-biofouling in treatment of sewage plant effluent. Materials Science and Engineering C 2019, 94, 258–269. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Zhu, S.; Yang, J.; Ma, A. Advancing Strategies of Biofouling Control in Water-Treated Polymeric Membranes. Polymers 2022, 14, 1167. [Google Scholar] [CrossRef]
- Hernández, K.; Muro, C.; Ortega, R. E.; Velazquez, S.; Riera, F. Water recovery by treatment of food industry wastewater using membrane processes. Environmental Technology 2021, 42, 775–788. [Google Scholar] [CrossRef]
- Ibrahim, M.; Nawaz, M.H.; Rout, P.R.; Lim, J.W.; Mainali, B.; Shahid, M.K. Advances in Produced Water Treatment Technologies: An In-Depth Exploration with an Emphasis on Membrane-Based Systems and Future Perspectives. Water 2023, 15, 2980. [Google Scholar] [CrossRef]
- Ullah, I.; Naseer, M.N.; Zaidi, A.A.; Kumar, M.; Rasool, U.; Kim, B. Research hotspots and development trends in the rubber industry wastewater treatment: a quantitative analysis of literature. Journal of Rubber Research 2023, 26, 249–260. [Google Scholar] [CrossRef]
- Song, X.; Ji, H.; Zhao, W.; Sun, S.; Zhao, C. Hemocompatibility enhancement of polyethersulfone membranes: Strategies and challenges. Advanced Membranes 2021, 1, 100013. [Google Scholar] [CrossRef]
- Jassim, Z. S.; Braihi, A. J.; Shabeeb, K. M. Polymeric Membranes for Industrial Wastewater Treatment: A Review. International Journal of Environmental Impacts 2024, 7, 395–408. [Google Scholar] [CrossRef]
- Daraei, P.; Madaeni, S.S.; Ghaemi, N.; Khadivi, M.A.; Astinchap, B.; Moradian, R. Enhancing antifouling capability of PES membrane via mixing with various types of polymer modified multi-walled carbon nanotube. Journal of Membrane Science 2013, 444, 184–191. [Google Scholar] [CrossRef]
- Świerczyńska, A. A.; Bohdziewicz, J.; Kamińska, G.; Wojciechowski. Influence of the type of membrane-forming polymer on the membrane fouling. Environment Protection Engineering 42(vol. 2016, 2), 197–210. [CrossRef]
- Dallaev, R; Pisarenko, T.; Sobola, D; Orudzhev, F.; Ramazanov, S.; Treka, T. Brief Review of PVDF Properties and Applications Potential. Polymers 2022, 14, 4793. [Google Scholar] [CrossRef]
- Martini, S.; Mardwita, M.; Afroze, S.; Yusmartini, E. S.; Kharismadewi, D. The use of PVDF-based membrane for treating industrial wastewater in the perspective of fabrication technique and fouling mitigation via additive blending and surface coating. Jurnal Teknologi 2024, 86, 217–234. [Google Scholar] [CrossRef]
- Kamaludin, R.; Abdul Majid, L.; Othman, M.H.D.; Mansur, S.; Sheikh Abdul Kadir, S.H.; Wong, K.Y.; Khongnakorn, W.; Puteh, M.H. Polyvinylidene Difluoride (PVDF) Hollow Fiber Membrane Incorporated with Antibacterial and Anti-Fouling by Zinc Oxide for Water and Wastewater Treatment. Membranes 2022, 12, 110. [Google Scholar] [CrossRef] [PubMed]
- Proner, M. C.; Marques, I.R.; Ambrosi, A.; Rezadori, K.; Da Costa, C.; Zin, G.; Tres, M. V.; Di Luccio, M. Impact of MWCO and dopamine/polyethyleneimine concentrations on surface properties and filtration performance of modified membranes. Membranes 10 2020(239), 1–18. [CrossRef]
- KARTA DANYCH BEZPIECZEŃSTWA Rewizja: 1.0 Rheolease ® 487LG. Available online: www.performancefluids.co.uk.
- Ratnaningsih, W.; Widiyati, C. Dispresing agents wastewater quality from latex gloves manufacturing by treatment using Al2(SO4)3 and pac coagulant. EDISI 2023, 2, 69–77. [Google Scholar]
- Li, J. X.; Sanderson, R. D.; Chai, G. Y. A focused ultrasonic sensor for in situ detection of protein fouling on tubular ultrafiltration membranes. Sensors and Actuators B Chemical 2006, 114, 182–191. [Google Scholar] [CrossRef]
- Nilusha, R. T.; Wei, Y. New Insights into the Microbial Diversity of Cake Layer in Yttria Composite Ceramic Tubular Membrane in an Anaerobic Membrane Bioreactor (AnMBR). Membranes 2021, 11, 108. [Google Scholar] [CrossRef] [PubMed]
- Trusek, A.; Wajsprych, M.; Noworyta, A. Low-and high-pressure membrane separation in the production of process water for coke quenching. Membranes 2021, 11, 937. [Google Scholar] [CrossRef] [PubMed]
- Woźniak, P.; Gryta, M. Application of Polymeric Tubular Ultrafiltration Membranes for Separation of Car Wash Wastewater. Membranes 2024, 14, 210. [Google Scholar] [CrossRef]
- LCI 400 Chemical Oxygen Demand (COD) 0-1000 Mg/L Chemical Oxygen Demand LCI 400. www.hach.com.
- LCK 433 Nonionic Surfactants 6.0-200.0 Mg/L Surfactant as TRITON x 100 LCK 433. www.hach.com.
- Laera, G.; Jin, B.; Lopez, A. Application of sequencing batch membrane bioreactors (SB-MBR) for the treatment of municipal wastewater. Water Science and Technology 2011, 64, 391–396. [Google Scholar] [CrossRef]
- Burlace, L.; Davies, P. A. Fouling and fouling mitigation in batch reverse osmosis: review and outlook. Desalination Water Treat 2022, 249, 1–22. [Google Scholar] [CrossRef]
- Szwast, M.; Suchecka, T.; Piatkiewicz, W. Membranes: Improving batch membrane filtration. Filtration and Separation 2013, 50, 38–41. [Google Scholar] [CrossRef]
- Chheang, M.; Hongprasith, N.; Ratanatawanate, C.; Lohwacharin, J. Effects of Chemical Cleaning on the Ageing of Polyvinylidene Fluoride Microfiltration and Ultrafiltration Membranes Fouled with Organic and Inorganic Matter. Membranes 2022, 12, 280. [Google Scholar] [CrossRef] [PubMed]
- Liu, P.; Li, L.; Qiu, L.; Yu, S.; Liu, P.; Zhu, Y.; Hu, J.; Liu, Z.; Zhao, D.; Yang, H. Chemical cleaning of ultrafiltration membranes for polymer-flooding wastewater treatment: Eiciency and molecular mechanisms. Journal of Membrane Science 2018, 545, 348–357. [Google Scholar] [CrossRef]
- Rudolph, G.; Schagerlöf, H.; Krogh, K. B. M.; Jönsson, A. S.; Lipnizki, F. Investigations of alkaline and enzymatic membrane cleaning of ultrafiltration membranes fouled by thermomechanical pulping process water. Membranes 2018, 8, 91. [Google Scholar] [CrossRef]
- Kingma, A. J. Compatibility of nonionic surfactants with membrane materials and their cleaning performance. Food and Bioproducts Processing 2015, 93, 304–309. [Google Scholar] [CrossRef]
- Proner, M. C.; Marques, I.R.; Ambrosi, A.; Rezzadori, K.; Da Costa, C.; Zin, G.; Tres, M.V.; Di Luccio, M. Impact of MWCO and dopamine/polyethyleneimine concentrations on surface properties and filtration performance of modified membranes. Membranes 2020, 10, 239. [Google Scholar] [CrossRef]
- Bai, Y.; Wu, Y.; Zhang, Z.; Mao, Y.; Wang, R.; Tong, X.; Xue, S.; Wang, H.; Hu, H. Molecular weight insight into critical component contributing to reverse osmosis membrane fouling in wastewater reclamation. NPJ Clean Water 2024, 7, 62. [Google Scholar] [CrossRef]
- Gryta, M.; Tomczak, W. Changes in Tubular PVDF Membrane Performance During Initial Period of Pilot Plant Operation. Membranes 2025, 15, 119. [Google Scholar] [CrossRef]
- Xu, H.; Xiao, K.; Yu, J.; Huang, B.; Wang, X.; Liang, S.; Wei, C.; Wen, X.; Huang, X. A simple method to identify the dominant fouling mechanisms during membrane filtration based on piecewise multiple linear regression. Membranes 2020, 10, 171. [Google Scholar] [CrossRef] [PubMed]
- Gul, A.; Hruza, J.; Yalcinkaya, F. Fouling and chemical cleaning of microfiltration membranes: A mini-review. Polymers 2021, 13, 846. [Google Scholar] [CrossRef]
- Miller, D. J.; Kasemset, S.; Paul, D. R.; Freeman, B. D. Comparison of membrane fouling at constant flux and constant transmembrane pressure conditions. Journal of Membrane Science 2014, 454, 505–515. [Google Scholar] [CrossRef]
- Huang, J.; Liu, L.; Zeng, G.; Li, X.; Peng, L.; Jiang, Y.; Zhao, Y.; Huang, X. Influence of feed concentration and transmembrane pressure on membrane fouling and effect of hydraulic flushing on the performance of ultrafiltration. Desalination 2014, 335, 1–8. [Google Scholar] [CrossRef]
- Ruigómez, I.; González, E.; Rodríguez-Gómez, L.; Vera, L. Fouling control strategies for direct membrane ultrafiltration: Physical cleanings assisted by membrane rotational movement. Chemical Engineering Journal 2022, 436, 135161. [Google Scholar] [CrossRef]
- Klimonda, A.; Kowalska, I. Separation and concentration of cationic surfactant solutions with the use of ceramic modules. Environment Protection Engineering 2020, 46, 41–51. [Google Scholar] [CrossRef]
- Yuliwati, E.; Ismail, A. F.; Othman, M. H. D.; Shirazi, M. M. A. Critical Flux and Fouling Analysis of PVDF-Mixed Matrix Membranes for Reclamation of Refinery-Produced Wastewater: Effect of Mixed Liquor Suspended Solids Concentration and Aeration. Membranes 2022, 12, 161. [Google Scholar] [CrossRef]
- Abulkhair, H.; Moujdin, I. A.; Kaddoura, B.; Khan, M. S. Fouling Mitigation in Membrane Distillation Using Pulsation Flow Technique. Processes 2023, 11, 2759. [Google Scholar] [CrossRef]
- Gryta, M.; Tomczak, W. Changes in Tubular PVDF Membrane Performance During Initial Period of Pilot Plant Operation. Membranes 2025, 15, 119. [Google Scholar] [CrossRef]
- Rachman, R. A.; Widiastuti, N.; Purnomo, A.S.; Widjaja, A.; Mumtazah, Z.; Darmayanti, R.F.; Muharja, M. Permeate flux recovery and removal foulant performances of hollow fiber polyvinylidene fluoride membrane bioreactor with peroxodisulfate activated iron (II) sulfate as a chemical cleaning agent. South African Journal of Chemical Engineering 2024, 48, 436–450. [Google Scholar] [CrossRef]
- Benítez, F. J.; Real, F. J.; Acero, J. L.; Casas, F. Use of ultrafiltration and nanofiltration processes for the elimination of three selected emerging contaminants: Amitriptyline hydrochloride, methyl salicylate and 2-Phenoxyethanol. Environment Protection Engineering 2017, 43, 125–141. [Google Scholar] [CrossRef]
- Wu, Y.; Chen, M.; Lee, H.J.; Ganzoury, M.A.; Zhang, N.; De Lannoy, Ch.F. Nanocomposite Polymeric Membranes for Organic Micropollutant Removal: A Critical Review. ACS EST Engineering 2022, 2, 1574–1598. [Google Scholar] [CrossRef] [PubMed]
- Tomczak, W.; Gryta, M. The Application of Polyethersulfone Ultrafiltration Membranes for Separation of Car Wash Wastewaters: Experiments and Modelling. Membranes 2023, 13, 321. [Google Scholar] [CrossRef] [PubMed]
- Tomczak, W.; Woźniak, P.; Gryta, M.; Grzechulska-Damszel, J.; Daniluk, M. Cleaning of Ultrafiltration Membranes: Long-Term Treatment of Car Wash Wastewater as a Case Study. Membranes 2024, 14, 159. [Google Scholar] [CrossRef] [PubMed]
- Smułka, A.; Olejnik, A.; Zarzeczańska, D.; Wcisło, A.; Ryl, J.; Zieliński, A.; Ossowski, T. pH-mediated charge tuning of chitosan membrane: a smart approach to control electrochemical selectivity. Electrochimica Acta 2025, 533, 146541. [Google Scholar] [CrossRef]
- Martín, A.; Martinez, F; Malfeito, J.; Palacio, L.; Pradanos, P.; Hernandez, A. Zeta Potential of Membranes as a Function of pH Optimization of Isoelectric Point Evaluation. Journal of Membrane Science 2003, 213, 225–230. [Google Scholar] [CrossRef]
- Fu, W.; Hua, L.; Zhang, W. Experimental and Modeling Assessment of the Roles of Hydrophobicity and Zeta Potential in Chemically Modified Poly(ether sulfone) Membrane Fouling Kinetics. Industrial & Engineering Chemistry Research 2017, 56, 8580–8589. [Google Scholar] [CrossRef]
- Breite, D.; Went, M.; Prager, A.; Schulze, A. The critical zeta potential of polymer membranes: How electrolytes impact membrane fouling. The Royal Society of Chemistry 2016, 6, 98180–98189. [Google Scholar] [CrossRef]
- Wenten, I. G.; Bazant, M. Z.; Khoiruddin, K. Mitigating electrodialysis membrane fouling in seawater desalination. Separation and Purification Technology 2024, 345, 127228. [Google Scholar] [CrossRef]
- Breite, D.; Went, M.; Prager, A.; Kühnert, M.; Schulze, A. Charge separating microfiltration membrane with pH-dependent selectivity. Polymers 2019, 11, 3. [Google Scholar] [CrossRef]
- Wimalaweera, I. P.; Wei, Y.; Zuo, F.; Tang, Q.; Ritigala, T.; Wang, Y.; Zhong, H.; Weerasooriya, R.; Jinadasa, S.; Wergoda, S. Enhancing Rubber Industry Wastewater Treatment through an Integrated AnMBR and A/O MBR System: Performance, Membrane Fouling Analysis, and Microbial Community Evolution. Membranes 2024, 14, 130. [Google Scholar] [CrossRef]
- Ho, K. C.; Chan, M. K.; Chen, Y. M.; Subhramaniyun, P. Treatment of rubber industry wastewater review: Recent advances and future prospects. Journal of Water Process Engineering 2023, 52, 103559. [Google Scholar] [CrossRef]
- Chen, M.; Ding, W.; Zhou, M.; Zhang, H.; Ge, Ch.; Cui, Z.; Xing, W. Fouling mechanism of PVDF ultrafiltration membrane for secondary effluent treatment from paper mills. Chemical Engineering Research and Design 2021, 167, 37–45. [Google Scholar] [CrossRef]
- Miao, R.; Wang, L.; Feng, L.; Liu, Z. W.; Lv, Y. T. Understanding PVDF ultrafiltration membrane fouling behaviour through model solutions and secondary wastewater effluent. Desalination and Water Treatment 2014, 52, 5061–5067. [Google Scholar] [CrossRef]
- Zhang, J.; Li, G.; Yuan, X.; Li, P.; Yu, Y.; Yang, W.; Zhao, S. Reduction of Ultrafiltration Membrane Fouling by the Pretreatment Removal of Emerging Pollutants: A Review. Membranes 2023, 13, 77. [Google Scholar] [CrossRef] [PubMed]
- Tomczak, W.; Gryta, M.; Woźniak, P.; Daniluk, M. Changes in the Separation Properties of Aged PVDF Ultrafiltration Membranes During Long-Term Treatment of Car Wash Wastewater. Membranes 2025, 15, 66. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
View of the pilot-scale APEKO UF-1 installation. 1 – Cylindrical PCI B1 module equipped with 18 membrane elements 2 – CAT high-pressure recirculation pump 3 – Electrical control box with operating panel 4 – 1000 L IBC tank containing wastewater feed for ultrafiltration 5 – Cleaning chemical tank 6 – Reference permeate container.
Figure 1.
View of the pilot-scale APEKO UF-1 installation. 1 – Cylindrical PCI B1 module equipped with 18 membrane elements 2 – CAT high-pressure recirculation pump 3 – Electrical control box with operating panel 4 – 1000 L IBC tank containing wastewater feed for ultrafiltration 5 – Cleaning chemical tank 6 – Reference permeate container.
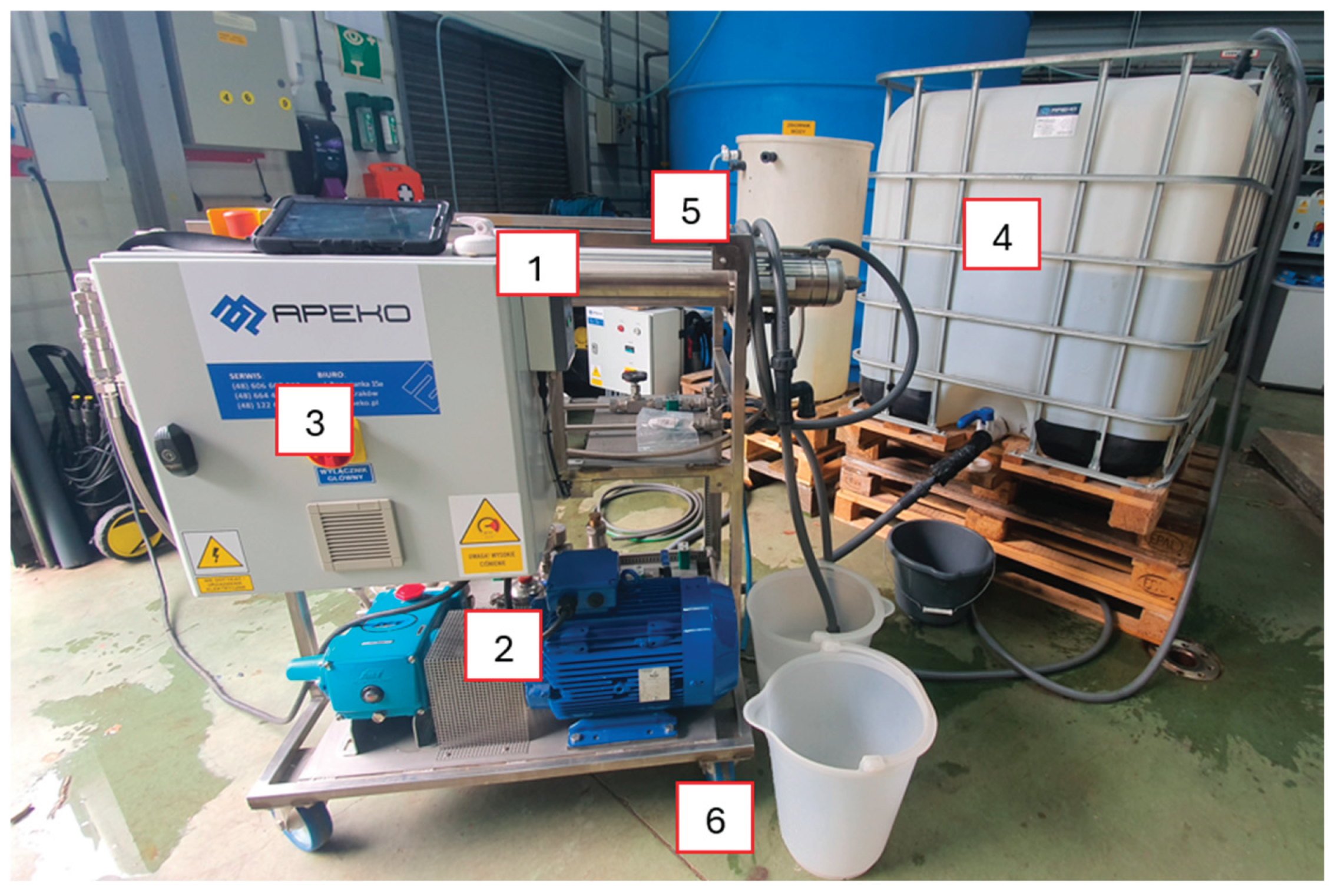
Figure 2.
Flow diagram of the pilot-scale APEKO UF-1 installation. 1 – Wastewater feed tank 2 – 50 µm string wound pre-filter 3 – Pump 4 – B1 membrane module 5 – Retentate valve 6 – Permeate valve 7 – Permeate tank P1 – Feed pressure gauge P2 – Permeate pressure gauge F – Feed flowmeter.
Figure 2.
Flow diagram of the pilot-scale APEKO UF-1 installation. 1 – Wastewater feed tank 2 – 50 µm string wound pre-filter 3 – Pump 4 – B1 membrane module 5 – Retentate valve 6 – Permeate valve 7 – Permeate tank P1 – Feed pressure gauge P2 – Permeate pressure gauge F – Feed flowmeter.
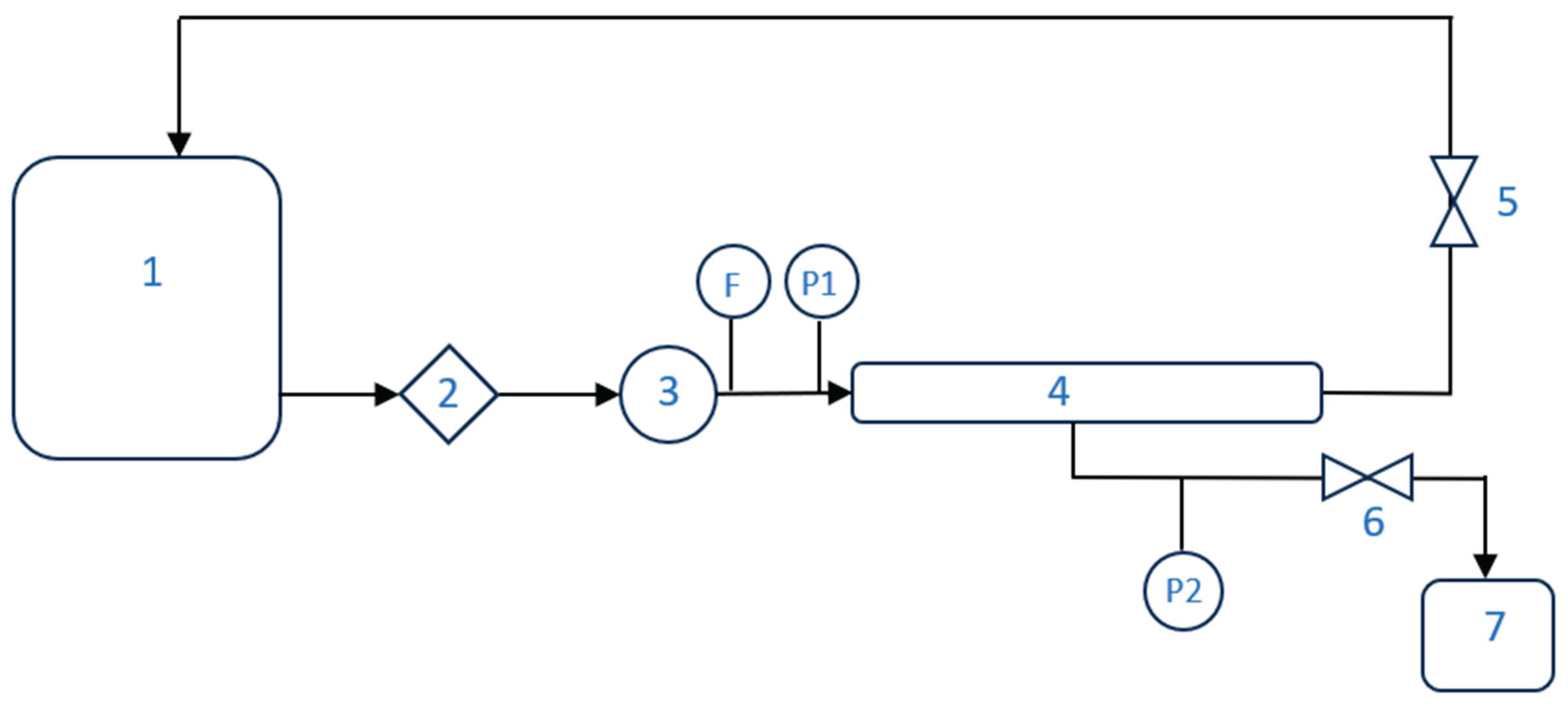

Table 1.
Parameters of sewage collected for testing in subsequent batches.
| Parameter | COD [mg/L] |
NIS [mg/L] |
Turbidity [NTU] |
Conductivity [µS/cm] | pH | TDS [mg/L] |
TOC [mg/L] |
TC [mg/L] |
IC [mg/L] |
|---|---|---|---|---|---|---|---|---|---|
| WW1* | 219.0 | 73.9 | 51.20 | 287 | 7.8 | 184 | 98.5 | 126.1 | 27.6 |
| WW2 | 240.0 | 86.5 | 50.30 | 295 | 7.7 | 189 | 108.0 | 135.5 | 27.3 |
| WW3 | 204.0 | 78.1 | 48.70 | 282 | 7.9 | 180 | 91.8 | 119.6 | 27.8 |
| WW4 | 418.0 | 145.0 | 52.30 | 331 | 7.9 | 212 | 94.3 | 121.9 | 27.6 |
| WW5 | 630.0 | 151.0 | 38.40 | 195 | 7.9 | 125 | 139.3 | 166.5 | 27.2 |
| WW6 | 488.0 | 180.0 | 70.30 | 318 | 7.3 | 203 | 133.7 | 162.2 | 28.5 |
*WW1 – WW6 - subsequent batches of sewage collected for testing.
Table 2.
Parameters of PCI tubular membranes used in the study.
| Membrane | MWCO | Material | Diameter | pH | Max TMP | Max T |
|---|---|---|---|---|---|---|
| ESP04 | 4 kDa | PES | 12,5 mm | 1 – 14 | 30 bar | 65 oC |
| FP100 | 100 kDa | PVDF | 12,5 mm | 1.5 - 12 | 10 bar | 80 oC |
Table 3.
Initial membranes efficiency.
| Membrane’s type |
Quantity of tubes | Memrane’s surface | TMP | Initial flow |
|---|---|---|---|---|
| ESP04 | 18 | 0.9 m2 | 4.0 bar | 222 L/m2/h |
| FP100 | 18 | 0.9 m2 | 4.0 bar | 762 L/m2/h |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



