Submitted:
16 September 2025
Posted:
17 September 2025
You are already at the latest version
Abstract
Aviation products demand exceptionally high safety standards, where welding quality directly impacts structural integrity and flight safety. Welded joints must possess high strength and fatigue resistance. Since the welding process cannot be fully inspected and is classified as a special process, its manufacturing and production procedures require strict control, making the completeness of process specifications particularly crucial. Currently, the formulation of welding process specifications primarily relies on the production experience of process designers, with excessive focus on equipment processing parameters. This often leads to unstable product quality during production and fails to provide valuable references for aircraft structural designers. To enhance the performance, stability, and cost-effectiveness of Aviation welded products, this paper thoroughly considers the design requirements for welded products. It analyzes the full spectrum of elements within process specifications based on trade-off design. A structural model for welding process specifications is proposed, and a knowledge-driven methodology for standard verification and determining critical indicators is investigated. Using a laser welding production process as a case study, the structural model for Aviation product welding process specifications is validated.
Keywords:
Aviation products
; welding process specifications(WPS)
; trade-off design
; nonconformance
; structural model
; standard verification
1. Introduction
To meet the development demands of advanced aviation equipment for high performance, low cost, and integrated design, a significant amount of new materials, structures, and technologies have been adopted, placing higher requirements on welding technology [1]. Advanced welding techniques, represented by high-energy beam welding, friction stir welding, linear friction welding, are increasingly widely applied in the aviation sector. Aviation products demand extremely high safety standards, requiring long-term service under extreme conditions. Welded joints must possess high strength and fatigue resistance, and welding quality directly impacts structural integrity and flight safety. However, welding quality cannot be fully inspected directly, and the welding process is classified as a special process, necessitating strict and standardized control [2,3]. Therefore, a scientific and comprehensive welding process specification is critical in determining the quality and batch stability of aviation welding products. It provides a coordination mechanism for designers, engineers, and operators, supports manufacturability-oriented design, facilitates processing, inspection, and maintenance, and helps reduce production costs, shorten cycles, and improve product quality. Currently, the development of process specifications largely relies on the engineering experience of process designers or the 6-Sigma method to determine process flows and parameters [4]. There is a lack of engineering-driven design, with a disconnect between process development activities and the formation of process specifications. Structural models commonly suffer from poor reusability, incomplete influencing factors, weak modularity, and a lack of communication mechanisms. Moreover, they lack support from relevant process knowledge [5] and systematic validation of process specifications. This leads to issues such as excessive iterations in process optimization, heavy reliance on human expertise, insufficient forward-design thinking, and gaps between standard development and engineering requirements [6]. There is an urgent need to establish a welding process structural model and validation method based on trade-off design for new materials, structures, and processes, ensuring the advancement, effectiveness, and applicability of aviation welding process specifications.
In the development and production of aviation products, requirements serve as the starting point and foundation. Establishing requirement-driven development and production is a crucial pathway to achieving forward-looking innovation and design in aviation products. High-performance aviation products should not solely pursue technological leadership but must also consider trade-off design, that is, pursuing comprehensive technical and economic optimization to effectively support high-quality and sustainable development of aviation equipment. The design, manufacturing, and safety of aviation products are inseparable. The smaller the data dispersion in the manufacturing process, the more stable the process, and the safer and higher-quality the product. Therefore, when formulating welding process specifications, not only must performance requirements be met, but the dispersion of performance and cost, i.e., process economics must also be considered. Currently, process specifications are largely generated based on manual experience, and the validation phase lacks scientific and reliable theories. The focus is mostly on whether a qualified product can be produced, whereas advanced aviation process specifications should not only ensure the production of qualified products but also specify the probability of stably and economically producing batches of qualified products. Requirement-driven process specification development is the foundation for achieving trade-off design in process specifications. Starting from requirements, it guides the formation of scientific and advanced aviation welding process specifications. On one hand, it can drive a shift in the mindset of process engineers, strengthening forward design and requirement-driven approaches. On the other hand, it can support process engineers in transitioning from experience-driven to knowledge-driven structural models and validation methods for process specifications [7,8,9]. Additionally, it enables the digitalization of standards in the context of digital manufacturing.
2. Construction of WPS Structure Model
In the production process of welded products, the variety of welding structures and materials is extensive, and the welding requirements for each type differ. Welding process parameters often need to be determined through extensive repetitive experiments. This section, based on aviation product requirements and trade-off design, analyzes the process flows and elements affecting product quality, efficiency, and cost. It employs a forward-design approach that integrates product design and process considerations across the entire workflow, combining simulation theory with practical production experience. By mining data according to a pre-designed process specification structure model, process knowledge is generated. Data-driven analysis is used to identify key elements and indicator ranges that impact product requirements. Combined with process development activities and batch production task needs, quantifiable and measurable technical indicators are generated to meet actual processing and production demands.
2.1. Comprehensive Element Analysis of the Structural Model Based on Requirement-Driven and Trade-Off Design
With the increasing demands for forward design in aviation products, higher requirements are placed on the formation of manufacturing processes and process specifications. Process specification design now gradually considers the shared needs of both design and manufacturing parties. It should not only achieve high product quality but also provide confidence intervals and dispersion metrics for product quality and performance. While ensuring stable control of the production process, it must also meet economic requirements. The dispersion of product performance is closely related to human, machine, material, method, environment, and measurement factors, particularly process methods, process parameters, and production process control. Therefore, adopting scientific and rational process specifications significantly impacts the trade-off design and safety of aviation products.
Achieving forward design requires balancing the needs of both design and manufacturing to reasonably formulate welding process specifications. Trade-off design is the core of forward design, with quantification as its goal. From the design perspective, it is essential to clarify the performance of welded products and consider the manufacturing costs across the entire industry chain. From the manufacturing perspective, the focus should be closely aligned with welding product requirements, conducting manufacturability-oriented design, and defining the quality of welded products and the reliability of the welding process. Thus, based on the requirements of design and manufacturing and trade-off design, this study defines the objectives of welding process specifications, including welding product performance, reliability, and economy. Figure 1 illustrates the comprehensive elements and quantification methods corresponding to each objective.
Figure 1 illustrates three coordinate axes representing the three objectives of product performance, economy, and reliability. The coordinate axes and points in different regions represent distinct elements.
In the product performance dimension, the requirements for the welded product, i.e., the design requirements are first determined. Through research and analysis, the quantitative indicators of product performance are primarily mechanical properties. Performance is related to the technical elements of the process specification, and the parameter values of these elements influence the final product performance. Key elements affecting product performance include base material requirements, welding consumables requirements, ancillary material requirements, joint structure, pre-weld joint requirements, assembly requirements, Travel speed, wire feed speed, welding power, working distance, defect types, appearance, internal quality, stress relief, and welding repair. Since welding is a special process, during the process development stage, the mapping relationship between the appearance, internal quality, and mechanical properties of welded joints is established through specimen and component tests to determine the parameter values for welding production and processing.
In the reliability dimension, under the premise of meeting the performance requirements of the welded product, the dispersion coefficient (Cv ) of the product performance is used to quantify the reliability of the welding process, which is also a core indicator of forward design. During the process development stage, experiments are conducted to determine the dispersion of product performance and identify its main influencing factors. The stability of the welding process is enhanced as much as possible through production control. Technical elements affecting dispersion primarily include equipment stability, joint structure, pre-weld joint requirements, assembly requirements, specimen specifications, specimen materials, batch quantity, personnel requirements, production environment, welding execution, non-destructive testing, mechanical performance testing, and production process records.
In the economy dimension, economy is considered from both the design and manufacturing perspectives, ensuring that the performance of the welded product is met while also accounting for manufacturing economy. Excessively stringent technical requirements for components to be welded inevitably increase production costs. Scientific experimental methods aim to determine stable process parameters with as few samples as possible, reducing the number of tests. Modular and parametric process specifications are rationally designed to enable parameter inheritance for similar products, effectively reducing the number of tests and associated costs. Thus, key elements affecting economy include welding consumables requirements, ancillary material requirements, equipment capability, pre-weld joint requirements, assembly requirements, batch quantity, and specimen specifications. For example, some current standards regarding equipment process qualification do not specify the batch, specifications, or structural types of test pieces, which hinders the qualification of equipment process capability and the determination of process parameters during implementation. Therefore, experimental methods should be designed early to solidify welding process requirements, providing support for subsequent welding processes and ensuring the operability and inheritability of welding process specifications. This approach meets design requirements while reducing welding production costs.
2.2. Composition of the WPS Structure Model
To address the requirements of aviation welded products in terms of performance, reliability, and economy, a structured model for aviation welding process specifications has been developed based on the principles of comprehensiveness, modularity, serialization, and parameterization. This model is designed to support the formation and optimization of welding process specifications.
The welding process specification structure model studied in this paper primarily consists of three layers: structure, technical elements, and semantics, as illustrated in Figure 2. The model structure comprises six modules and eight submodules, with the eight submodules being reconfigured to form the six modules. The modules include personnel, environment, materials, equipment and tooling, process control, and quality control. The submodules cover eight aspects: material control, equipment control, process design, experimental design, parameter determination, production control, quality requirements, and inspection methods.
Technical elements refer to the content at the technical level under each submodule. The material control submodule includes requirements for base materials, welding consumables, and ancillary materials; The equipment control submodule covers equipment capability and equipment stability tests; The process design submodule involves joint structure, pre-weld joint requirements, and assembly requirements; The experimental design submodule includes specimen specifications, specimen materials, and batch quantity, primarily focusing on optimizing equipment control and process parameters through experimentation; Parameter determination, taking laser welding as an example, mainly includes Travel speed, wire feed speed, welding power, and working distance; Production control encompasses personnel requirements, production environment, Welding execution, stress relief, and welding repair; Quality requirements cover the appearance of welded joints, internal quality, mechanical properties, defect types, and handling of non-conforming welds; Inspection methods include production process records, visual inspection, non-destructive testing, and mechanical performance testing.
3. Knowledge-Driven WPS Validation
The formation of welding process specifications undergoes dynamic iteration throughout product development and production. Typically, a preliminary version is established at Technology Readiness Level (TRL) 4 as an initial draft. After process validation, the finalized version is completed at TRL 6. Following process qualification at approximately TRL 7-8, the specification is officially approved and released. Materials and process configurations are then frozen for First Article Inspection (FAI), after which batch production commences. Thus, the entire validation process constitutes an integral part of product realization. This study employs virtual validation methods with a knowledge-driven approach for standard verification and key parameter determination.
3.1. Standard Validation Workflow
Aligned with aviation welding product development processes and based on the comprehensive welding process structure model, the specification formation workflow is illustrated in Figure 3. The process initiates with welding product requirements analysis, where key objectives including performance, dispersion, and cost are defined according to manufacturing characteristics. Core process elements and parameters are then identified through the model's comprehensive framework.
The validation process comprises Process Development Phase and Process Optimization Phase. In the Process Development Phase, Establishes the preliminary specification through standardized test specimens. A process experiment matrix is designed to validate parameters and determine key indicators, resulting in:
—Standardized process requirements
—Parameter ranges
—Performance dispersion characteristics
—A process knowledge database
In the Process Optimization Phase, Conducts validation using specimens with structural features. Parameters are further refined within established ranges from the development phase to generate production-ready specifications. Each phase employs distinct validation methodologies:
—Development phase focuses on fundamental parameter establishment
—Optimization phase verifies production applicability through representative components
This phased approach ensures progressive validation from theoretical parameters to production implementation, while systematically building process knowledge through structured experimentation.
Aligning with aviation product development procedures, the validation of welding process specifications follows a building-block approach, as illustrated in Figure 4. The validation is divided into four levels: specimen-level, component-level, typical structural element-level, and validation article-level. Among these, the specimen and component levels represent standardized test pieces, while the typical structural element and validation article levels involve specimens with structural features.
In the first stage, specimen-level standardized test pieces are used for experimental validation to establish the preliminary process specification draft and determine process margins. The second and third stages generally correspond to preliminary design phase and detailed design phase validation respectively, primarily focused on defining key indicators of the process specification. The fourth stage utilizes validation articles with structural features for comprehensive validation, during which the final version of the welding process specification is established.
3.2. Key Indicator Acquisition Method
In the process of standard validation, a larger sample size for process testing yields more parameters and enables more accurate analysis of process parameters and performance data. However, larger sample sizes also lead to higher production costs, longer development cycles, and reduced cost-effectiveness. Therefore, it is essential to design a rational validation method for welding process specifications that meets both the performance and dispersion requirements of welded products, as well as the demands of production cost and efficiency. This paper proposes a process test matrix based on comprehensive forward design for standard validation and key indicator acquisition.
Key indicators of the standard primarily include process design elements and process implementation elements. Process design elements pertain to threshold value design, such as standards for requirements clearance, roughness, etc. which provide principles reflecting the control conditions of process requirements. Process implementation elements involve process margin design, where reasonable parameter intervals are determined through statistical analysis of welding results. The process test matrix designed in this study is shown in Table 1.

Table 2.
Minimum Weld Width Requirements for Fully Penetrated Electron Beam Welds.
| Material thickness (mm) |
Weld face width Max(mm) |
Weld face width Min(mm) |
|
|---|---|---|---|
| ~0.8 | 0.8 | 0.5 |  |
| 0.8~1.2 | 1 | 0.8 | |
| 1.2~2.5 | 1.2 | 1 | |
| 2.5~5 | 1.5 | 1 | |
| 5~8 | 2 | 1.2 | |
| 8~20 | 2.2 | 1.5 | |
| 20~ | 2.5 | 1.8 |
As shown in Table 1, taking laser welding and electron beam welding as examples, the process test matrix primarily includes aspects such as process method, weld class, mechanical properties, weld quality inspection, and weld morphology examination. The design of process tests is tailored according to different product objectives, with particular emphasis on the number of specimens and inspection requirements. Specific welding techniques such as laser welding and electron beam welding are considered. Different methods involve slightly different inspection items. Tensile Performance as a key design factor for welded structures, statistical analysis of subsequent test results is conducted to optimize process parameters. Radiographic Inspection and Weld Morphology as routine inspection items, these are used to refine and control the process parameter windows for subsequent welding procedures.
Weld micro- and macro-samples must include both transverse and longitudinal sections, as illustrated in Figure 5. All micro- and macro-examination sections should be inspected in the etched condition. The etched sections must clearly reveal the boundaries of the re-solidified cast weld zone to enable accurate measurement of weld width and penetration rate.
3.3. Validation Result Analysis
The validation results are primarily analyzed using Statistical Process Control (SPC) methods from two perspectives. On one hand, compliance with the acceptance criteria for welded products is evaluated. On the other hand, the dispersion of key product characteristics and the process capability index of the welding procedure are calculated.
Based on an analysis of product quality stability, the welding process margin or threshold values are established.
The dispersion analysis of the welding process focuses specifically on product performance outcomes, such as the tensile strength values of welded joints. The calculation methods are provided in Equations (1), (2), and (3).
In Formula (1), represents the average performance value of the welded joint samples, n denotes the number of test specimens, xi refers to the performance value of a single welded joint specimen. In Formula (2), sn-1 represents the sample standard deviation. In Formula (3), Cv denotes the coefficient of variation, expressed as a percentage. In aerospace welding processes, the Cv value is generally required to be ≤5%.
Process capability refers to the actual processing ability of a process under stable conditions, which depends on various quality factors. The process capability index reflects the extent to which the process capability meets product quality requirements. A higher index value indicates a stronger processing capability of the procedure. However, considering the balance between economy and quality, the process capability index should remain within an appropriate range. In practical welding processes, the actual process capability index Cpk is calculated.
The calculation method is shown in Formula (4):
In Formula (4), USL refers to the upper specification limit (maximum allowable value) of the welded joint performance, LSL refers to the lower specification limit (minimum allowable value) of the welded joint performance. According to the process capability evaluation reference provided in Table 3, the Cpk value for the welding process generally satisfies: 1.67 > Cpk ≥ 1.33.
Based on the Cv and Cpk values, an appropriate process parameter range or threshold can be derived through backward inference. The baseline value of product performance is mapped to the corresponding process parameters, serving as the process baseline.
4. Conclusions
Based on the welding requirements of aerospace products and the formation of welding process specifications, the following conclusions are drawn from research and analysis:
a) Through trade-off design and demand-driven approaches, a comprehensive analysis of all elements in the welding process specification was conducted, resulting in a correlation matrix of welding process elements centered on product characteristic requirements.
b) According to the product realization process and incorporating new process development workflows, a complete structural model of welding process specifications was established. This model includes structure, technical elements, and semantics to support the definition and formulation of process specifications across different welding scenarios and manufacturing modes.
c) A scientific process test matrix was proposed for standard validation and acquisition of key indicators. Using statistical process control methods combined with dispersion and process capability indices, a validation testing method was provided to determine process thresholds within the specification. This approach can be applied to the formation and stabilization of process specifications for aerospace products.
References
- Alhajhamoud M, Al-Sayyed A, Alkattan M, et al. Laser welding of Ti6Al4V titanium alloy in air and a water environment[J]. Materials, 2022, 15(24): 9088. [CrossRef]
- Li Y, Xiong M, He Y, Xiong J. Multi-objective optimization of laser welding process parameters: the trade-offs between energy consumption and welding quality[J]. Optics & Laser Technology, 2022, 149: 107861. [CrossRef]
- Elangovan K, Balasubramanian V, Valliappan M. Effect of tool pin profile and tool rotational speed on mechanical properties of FSW AA6061[J]. Materials and Manufacturing Processes, 2008, 23(3): 251–260. [CrossRef]
- Xu G. A Method for Formulating Process Specifications in Process Industries Based on Statistical Process Control. Journal of Mechanical Engineering, 2019(4).
- Zheng Q. Generalization of Process Knowledge Based on Standardized Representation of Process Data. China Mechanical Engineering, 2025, 33(3).
- Su P. Research on Quality Evaluation of Standard Source Data for Digital Construction of Civil Aircraft Assembly Process Specifications. Information Technology, 2024, 10(4).
- Li L, Hu X, Zhang X, et al. Quality prediction and control of assembly and welding based on digital twin[J]. Scientific Reports, 2020, 10: 1–14.
- Dong J, Ding Z, Xie X, et al. Process knowledge graph modeling techniques and applications[J]. Scientific Reports, 2022, 12: 1–17.
- Guan K, Du L, Yang X. Relationship extraction and processing for knowledge graph of welding manufacturing[J]. IEEE Access, 2022, 10: 103089–103098. [CrossRef]
- Soltan H, Abdel-Monem A, El-Tantawy R. A roadmap for selection of metal welding process: a review[J]. Welding in the World, 2022, 66: 2075–2108. [CrossRef]
Figure 1.
Holistic Elements of Demand-Driven Welding Process Specification.
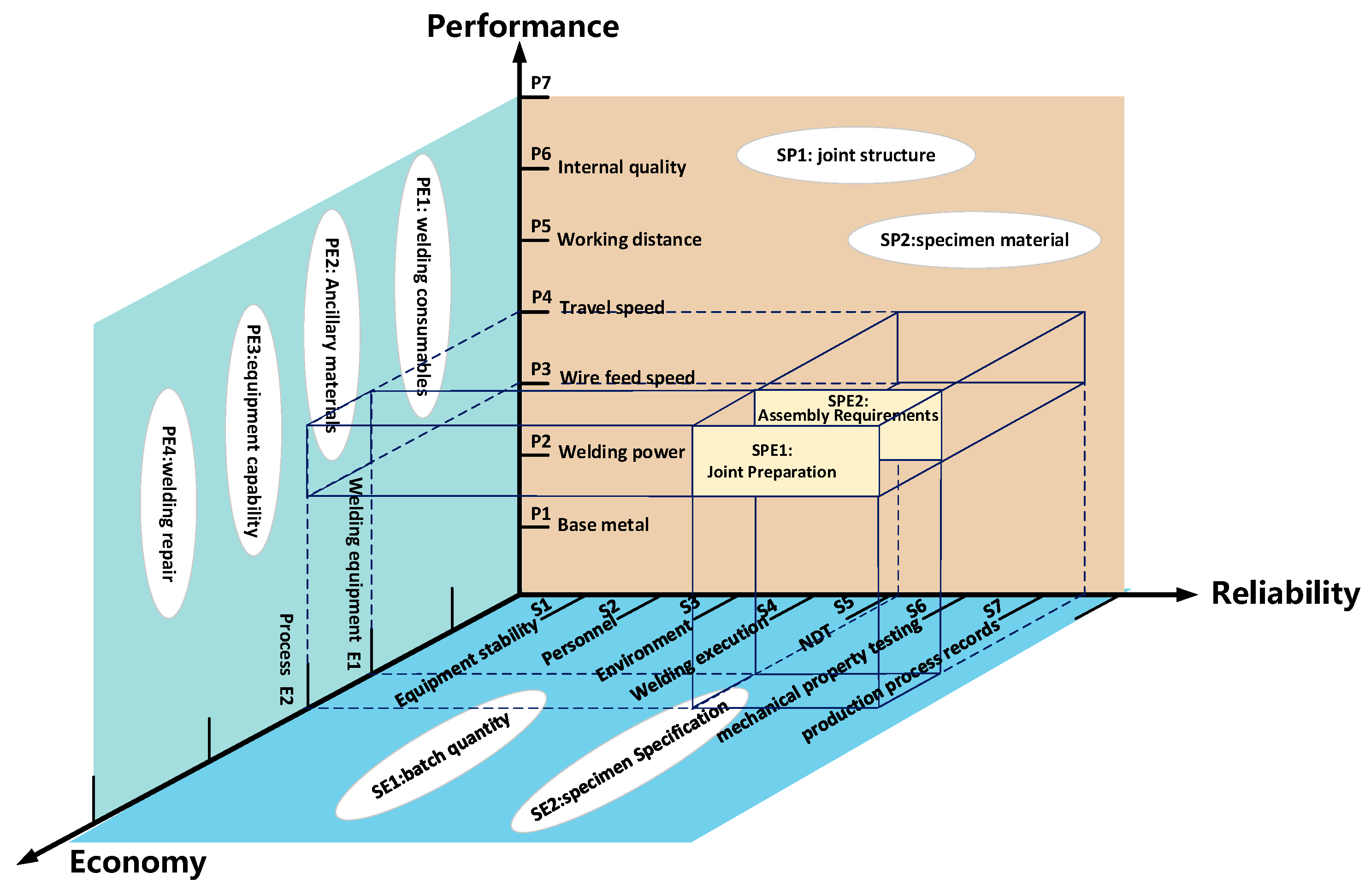
Figure 2.
Structural Model of Welding Product Process SpecificationAt the semantic level, based on structural and technical elements, a digital format is established to design all technical elements into standardized units. During the process validation and production phases, process parameters are continuously collected, and through the constructed structural model, process knowledge generalization is achieved, facilitating the support of standardized digital applications. The technical layer in the model directly influences welding performance, reliability, and cost-effectiveness; the structural layer affects the modularization, serialization, and parameterization of process specifications; and the semantic layer is closely related to standard digitalization and standard intelligence. Overall, the model exhibits three key characteristics: Firstly, it offers strong operability, making it easy to generate operational documents and control the production process. Secondly, it supports knowledge accumulation, increases sample size, and bolsters the forward design of aerospace products. Additionally, it forms a digital means [10] to achieve knowledge mining and drive advancements in welding process intelligence and AI development.
Figure 2.
Structural Model of Welding Product Process SpecificationAt the semantic level, based on structural and technical elements, a digital format is established to design all technical elements into standardized units. During the process validation and production phases, process parameters are continuously collected, and through the constructed structural model, process knowledge generalization is achieved, facilitating the support of standardized digital applications. The technical layer in the model directly influences welding performance, reliability, and cost-effectiveness; the structural layer affects the modularization, serialization, and parameterization of process specifications; and the semantic layer is closely related to standard digitalization and standard intelligence. Overall, the model exhibits three key characteristics: Firstly, it offers strong operability, making it easy to generate operational documents and control the production process. Secondly, it supports knowledge accumulation, increases sample size, and bolsters the forward design of aerospace products. Additionally, it forms a digital means [10] to achieve knowledge mining and drive advancements in welding process intelligence and AI development.

Figure 3.
Formation Process of Welding Procedure Specification.
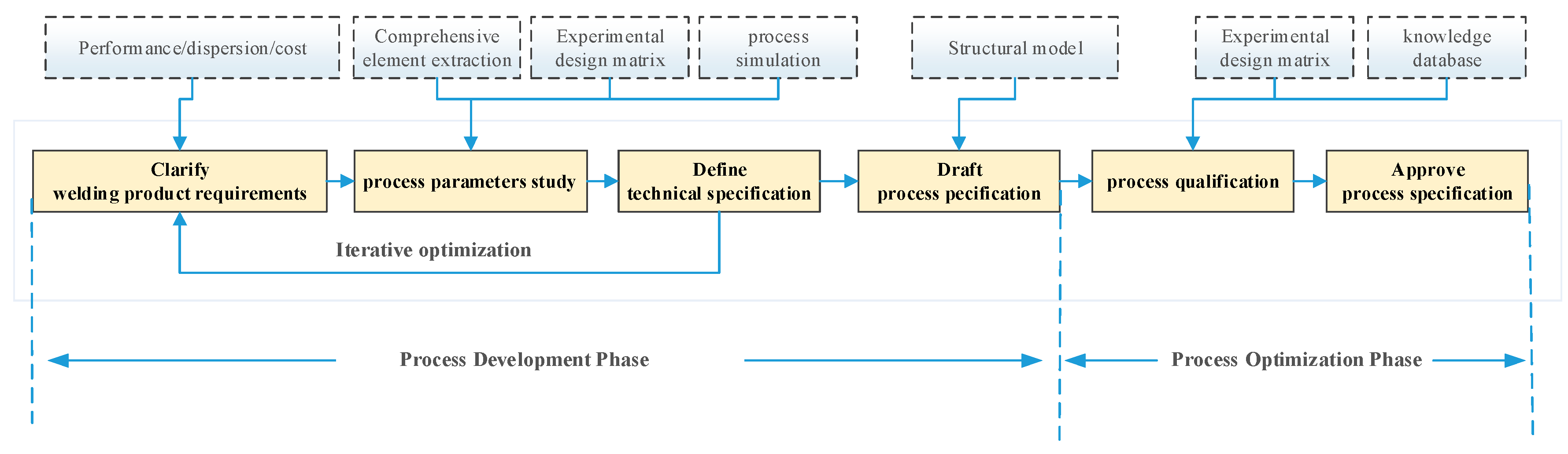
Figure 4.
Modular Verification of WPS.
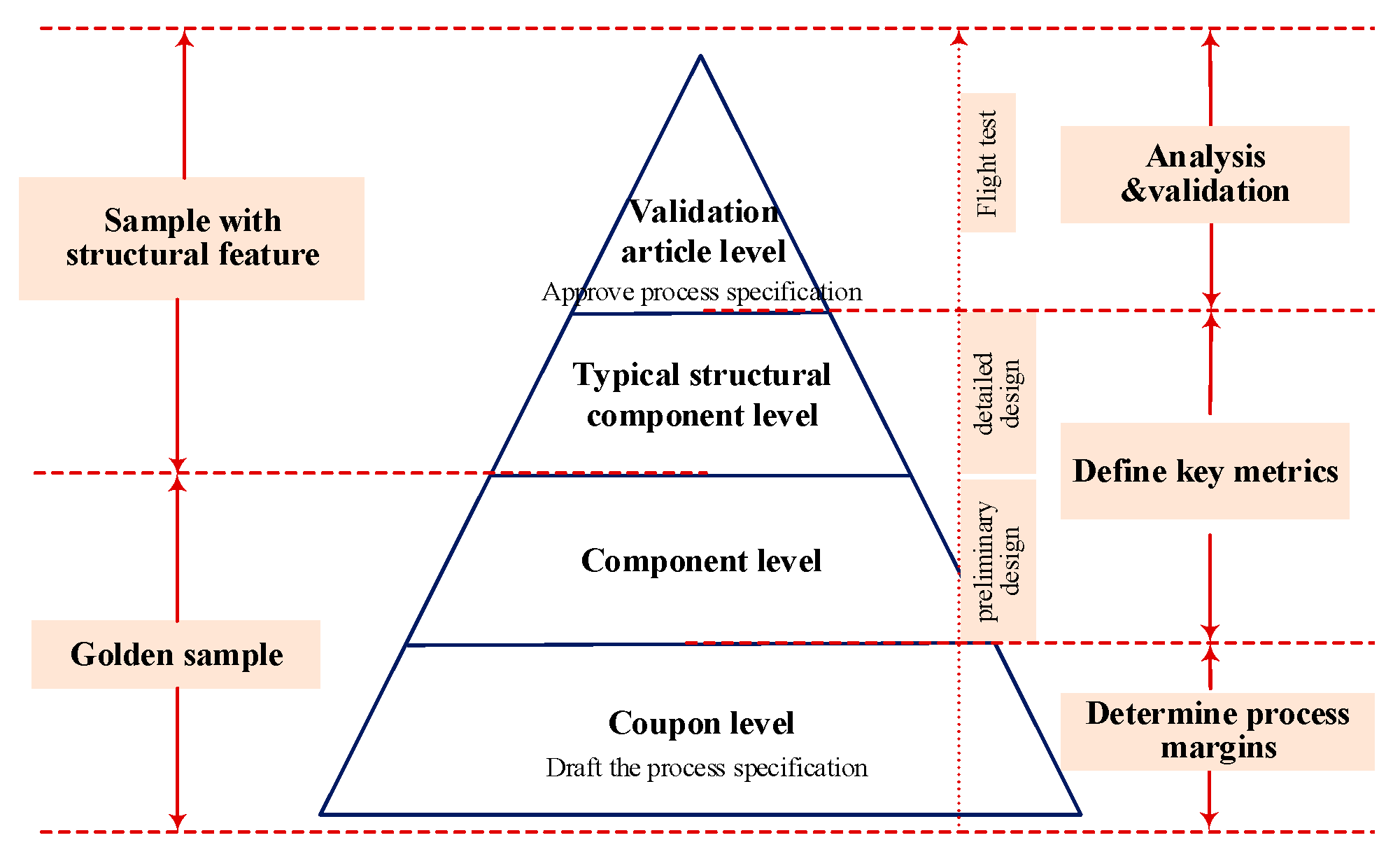
Figure 5.
Schematic Diagram of Weld Transverse and Longitudinal Section Specimens.
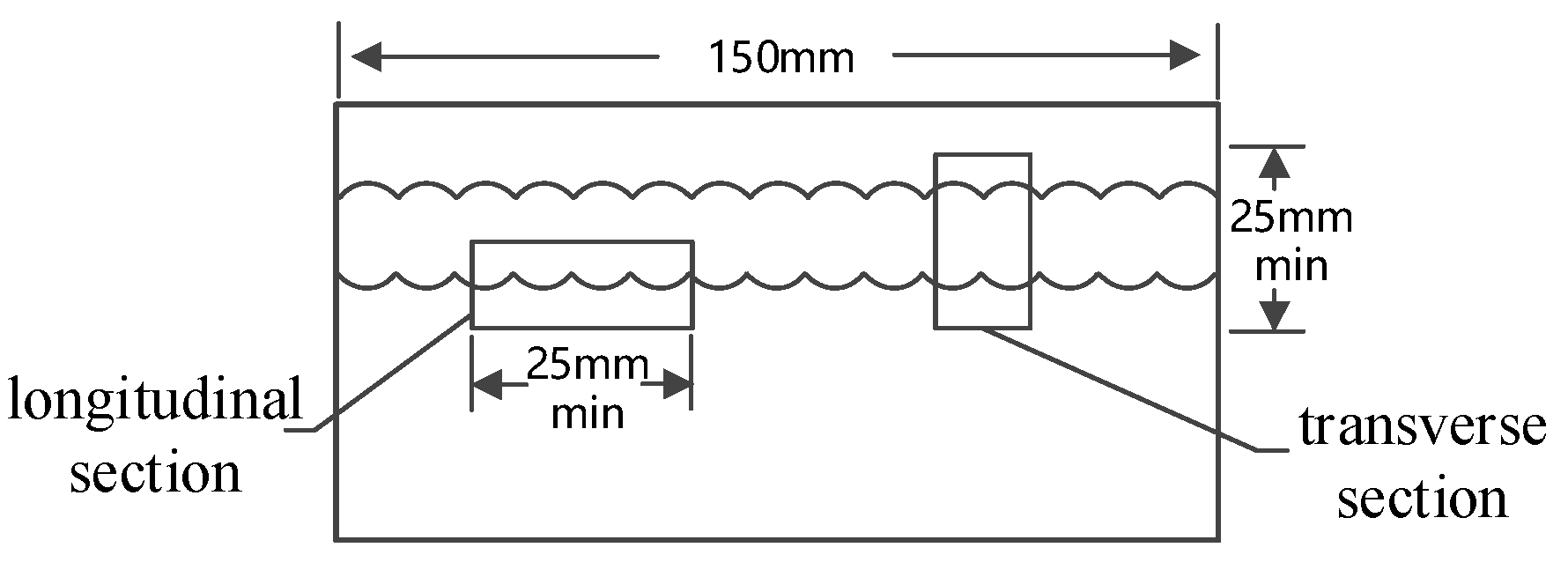
Table 1.
Welding Process Test Matrix.
| Process Method | Weld Class | Minimum Sample Quantity | ||||
|---|---|---|---|---|---|---|
| Tensile properties | Radiographic Inspection | Weld Microscopica | Weld Macroscopicb | Weld Widthc | ||
| Laser Welding, Electron Beam Welding, etc. | I | 10 | All | 5 (3 transverse, 2 longitudinal) |
— | 3 (Refer to Table 2) |
| II | 5 | — | — | 3 (1 transverse, 2 longitudinal) |
— | |
| III | 3 | — | — | 2 (1 transverse, 1 longitudinal) |
— | |
| ||||||
Table 3.
Welding Process Capability Evaluation Reference.
| Cpk Range | Grade | Process Capability Evaluation Reference |
|---|---|---|
| Cpk ≥1.67 | Ⅰ | Excellent welding process capability, indicating superb processing performance |
| 1.67 > Cpk ≥1.33 | Ⅱ | Fully capable welding process, demonstrating strong processing performance that should be maintained |
| 1.33 > Cpk ≥1.0 | Ⅲ | Adequate welding process capability, showing marginal processing performance that requires improvement |
| 1.0 > Cpk ≥0.67 | Ⅳ | Insufficient welding process capability, failing to meet product quality requirements |
| 0.67 > Cpk | Ⅴ | Critically inadequate welding process capability, requiring immediate corrective actions and comprehensive inspection |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



