
Submitted:
12 July 2025
Posted:
14 July 2025
You are already at the latest version
Abstract
This article presents an innovative and highly sustainable method for recycling photovoltaic (PV) panels laminated with very soft polydimethylsiloxane (PDMS) gels. Owing to simple and clean mechanical delamination at room temperature via polyethylene wedges, this approach eliminates energy-intensive and environmentally harmful processes such as burning and chemical etching. This technology contributes significantly to environmental sustainability by facilitating the direct reuse of materials, reducing the amount of hazardous waste, and minimizing energy consumption during recycling. Compared with conventional EVA/POE laminated panels, PDMS panels achieve extremely low annual degradation rates (0.15–0.22%) and excellent recycling efficiencies (95–98%), with up to 81% of the panel weight being directly reused. This has led to a drastic reduction in the overall carbon footprint and is in line with the principles of the circular economy and sustainable development goals (SDGs). The synergistic combination of long service life and efficient end-of-life processing makes this technology a cornerstone of sustainability in the photovoltaic industry. It addresses pressing environmental and socioeconomic challenges by promoting resource efficiency, reducing photovoltaic waste by up to 114 times, and enabling policies and practices that support the global energy transition.
Keywords:
photovoltaic panels
; low degradation
; recycling
; circular economy
; carbon footprint
1. Introduction
In recent decades, photovoltaic (PV) technology has experienced significant growth due to the increasing demand for renewable energy. However, with this growth, the amount of waste from PV panels is also increasing, which poses a serious environmental problem (Cheema et al., 2024; Belançon et al., 2022; Koçkaya, 2025). Waste management in PV systems is related mainly to hazardous waste generated from the improper handling of used panels, which are often disposed of illegally or left onsite. Another problem is the export of used panels into developing countries. Panels whose performance is on the verge of usability are often sold or donated for further use in counties with lower waste management standards. (Martínez et al., 2022).
Typically, PV panels are laminated with polymeric materials such as ethylene vinyl acetate (EVA) or polyolefine (POE), which complicates their efficient recycling. Standard methods for recycling these panels involve energy-intensive processes such as thermal delamination at high temperatures (450–600°C), chemical etching or mechanical shredding (Cheema et al., 2024, Lakhouit et al., 2025), which produce hazardous waste. Although the theoretical recycling efficiency of panels laminated with EVA or POE can reach up to 90%, in reality, owing to material contamination (e.g., glass dust with silicon cell fragments), it reaches significantly lower values, often only approximately 15%.
In response to these shortcomings, alternative methods for lamination of PV panels are emerging, one of the most promising being a technology based on the use of polydimethylsiloxane (PDMS) gels. The use of PDMS gels offers several advantages over traditional polymers, including high UV resistance, chemical neutrality and significantly lower degradation of PV panels over their lifetime (Lopez-Garcia et al.,2015; Ito et al., 2012; Ketola et al., 2008).
Another significant advantage of PDMS gels is the ease of mechanical delamination of the panels at room temperature without the need for thermal or chemical processes. This property allows for significantly more efficient and environmentally friendly recycling of PV panel components, which is a step toward fulfilling the principles of the circular economy. PDMS laminated panels can be delaminated faster, are cleaner and have significantly lower energy consumption, leading to a reduction in the overall carbon footprint and hazardous waste production.
The literature also highlights that the long-term reliability of PV panels depends on the quality of the materials and encapsulation technologies used, with technologies using PDMS being among the best in terms of reliability (Lopez-Garcia et al., 2015; Ito et al.,2012; Ketola et al., 2008). The annual degradation rate of panels laminated with PDMS has been monitored for a long time and has extremely low values ranging from -0.15% to -0.22%, which means up to three times lower waste production than that of conventional EVA laminated panels with greater degradation.
Thus, PDMS gel-based technologies are becoming increasingly attractive for the PV industry because of a combination of environmental, economic and technical advantages, especially in terms of low degradation rates (Lopez-Garcia et al., 2015; Ketola et al., 2008. This approach thus contributes significantly to achieving more sustainable development in the renewable energy sector.
2. Baground of the Study
The lifetime (reliability) of photovoltaic generators depends mainly on the quality of the encapsulation technology. The low quality of encapsulation technology results in a very substantial increase in the quantity of photovoltaic generator waste.
Photovoltaic waste management is a critical environmental and societal issue that requires a complex approach (Koçkaya, 2025). Unfortunately, instead of responsible recycling, we often encounter illegal practices such as the disposal of panels in landfills or leaving them at the installation site (Ali et al., 2024).
Damaged PV panels are declared dangerous waste. A very large amount of dangerous waste urgently needs to be reduced. The new recycling method could serve as a solution. There are many recyclable methods, such as expensive high-temperature (450–600°C) EVA melting and evaporation in inert atmospheres (Cheema et al.,2024). Moreover, chemical etching is time-consuming and environmentally dangerous (Cheema et al., 2024). However, the most popular/relevant methods are simple milling/crushing of the front glass and burning of the encapsulant and the back sheet polymer film, as described elsewhere (Cheema et al., 2024). EVA/POE laminated PV panels can be recycled with an ideal recycling efficiency of approximately 90% (Cheema et al., 2024). In reality, many times, the aluminum frames and polymer J-boxes are recycled (remelted), whereas the remaining glass is crushed and burned in industrial furnaces. The reason is that glass processing companies are little interested in the glass grit from PV panels because it contains parts of broken c-Si wafers and the rest of the metallic busbars. Therefore, only 15% of the PV panel weight is recycled. However, this article does not intend to cover all the existing recycling methods in detail.
PV panels laminated in solid-state polydimethylsiloxane (PDMS) have been tested previously (Ketola et al., 2008), but recycling has not been evaluated. The technology of generating PV panels laminated in very soft gels of polydimethylsiloxane (PDMS) was developed several years ago (Poulek et al.,2012). In addition to having a high maximum operation temperature of up to +250°C (Poulek et al.,2012) and a relative temperature index (RTI) of +150°C, the PDMS is resistant to ultraviolet radiation. Unlike EVA and other cheap encapsulants, PDMS is a neutral material that does not produce corrosive agents, such as acetic acid, during the aging process. It fits well with new complex advanced solar cell structures that are very sensitive to corrosion (Sen et al.,2023).
Our recent experiments revealed that recycling solar PV panels (glass/glass) laminated in very soft gels of polydimethylsiloxane (PDMS) enables more effective recycling than traditional solar PV panels (glass/TPT laminated with ethylenevinylacetate (EVA) or polyolefine (POE)).
3. Methods
The PV panels laminated with soft PDMS gel were manufactured via innovative technology developed and described several years ago (Poulek et al.,2012).
Because the PV panels are laminated with soft PDMS gel, they can be delaminated easily mechanically at room temperature, as shown in Figure 1, Figure 2, Figure 3, Figure 4, Figure 5 and Figure 6, which is the main advantage over the delamination of typical PV panels laminated in solid EVE/POE polymers (Cheema et al., 2024). PV panel delamination is the most important process influencing the effectiveness of PV panel recycling. The reproducibility of the process was verified by the disassembly and recycling of 1+7 identical PV modules laminated with soft PDMS gels. With the first pretesting module, we attempted fast (4 minutes) delamination. However, because of the extreme mechanical load, the upper glass sheet was broken.
Each remaining 7 modules underwent the same disassembly procedure with 16 minutes of delamination. The overall efficiency of the glass sheet separation process was 93.75% (15 glass sheets were successfully extracted from a total of 16 glass sheets). The 160 W c-Si bifacial glass/glass PV panels were disassembled. Both the hardened and tempered 3 mm thin glass sheets were 124×106 cm2 in size. The disassembly of PV panels with sizes of 196x99 cm2 (350 Wp) and 172x113 cm2 (400 Wp), i.e., 2 square meters, was also successfully tested. The total disassembly time was 22 minutes after manual processing. The optimum delamination speed between 4 minutes and 16 minutes will be evaluated soon.
The total automatic line disassembly time is estimated to be approximately 15 minutes.
The room temperature disassembly process was arranged as follows:
1) The aluminum frame was removed manually within 2 minutes.
2) The polymer J-box was removed manually within 1 minute.
3) Slow (approximately 10 mm/min) penetration of high-density polyethylene (HDPE) wedges between the front and rear glasses was performed within 16 minutes.
4) The front and rear glass sheets were separated manually within 1 minute.
5) Soft PDMS gel clusters were collected via a vacuum exhauster within 2 minutes.
Compared with typical PV panels laminated in solid EVA/POE polymers, the above-described room-temperature mechanical delamination process is very simple and clean (neither burning nor chemical etching) (Lakhouit et al., 2025). This makes the new recycling method easy and clean. On the basis of the “manual” delamination test results, a new automatic PV panel delamination line will be finished soon.
4. Results and Discussion
The first two delamination steps, frame removal and J-box removal, are identical for both the PDMS laminated and usual EVA/POE laminated panels. Both aluminum frames and polymer J-boxes are not suitable for direct reuse. It have to be remelted.
The first difference concerns the glass. At PDMS laminated PV panels, after delamination, the 2 glass sheets can be reused in many industrial applications. The glass of EVA/POE laminated panels is usually crushed by milling, creating a large amount of dangerous glass grit. Glass grit represents a high health risk (silicosis), even under strict safety regulations.
The recycling/remelting of glass grit consumes a large amount of energy. Melting requires approximately 75–85% of the energy needed for glass production (Schure and Papadogeorgos, 2019). This results in very substantial differences in energy [MJ] consumption between EVA/POE panel recycling. According to material thermal data handbooks, the energy needed for the remelting of PV panel components is presented in Table 1. The total remelting energy consumption at ~280 MJ (110 MJ+170 MJ) for the EVA laminated panels is more than two times greater than that of the PDMS laminated panels, as shown in Table 1. Therefore, if glass remelting can be avoided, the carbon footprint is substantially reduced. Compared with existing EVA/POE technology, direct reuse of both the front and rear glass is environmentally sustainable. After successful disassembly, the glass can be directly reused (without remelting) several ways. A) For greenhouses or industrial building windows, the remaining highly transparent and environmentally neutral PDMS thin film can be brushed off mechanically only. B) For rear glasses of new glass/glass PV panels, the reused glass must be completely cleaned from the PDMS thin film via chemical solvents.
The second difference concerns the encapsulating polymers. For panels with delaminating PDMS, Figure 6 shows clusters of PDMS with ultrapure optical quality that can be easily collected by a vacuum extractor and recycled into consumer silicone/siloxane rubber products. A proven industrial process involving the room-temperature polymerization of PDMS by an electron beam can be used. The solar cells can be easily separated from soft PDMS clusters.
On the other hand, separating solar cells embedded in a solid EVA/POE polymer layer is difficult. Thermal (burning) or chemical (etching) methods represent environmental risks.
The silicone solar cells separated from both the PDMS polymer or the EVA/POE polymer can be reused, for instance, in the production of metallurgically grade silicone. This means that the rest of the solar cells (including buss bars. .etc.) cannot be directly reused, but it can be remelted in industrial furnaces in the metallurgical grade silicone production process.
PV panels laminated in very soft PDMS gel can be delaminated/disassembled easily at room temperature. Two glass sheets of PV panel laminates can be separated easily mechanically via polymer wedges at room temperature (without etching or burning). It enables environmentally sustainable recycling. A comparison of the recycling processes of EVA/POE laminated and PDMS laminated panels is shown in Table 2.
The new recycling method leads to negligible direct emissions of hazardous waste (Table 2). All the components of laminated PV panels are mechanically separated at room temperature. All PV panel components are recycled according to the standard methods in Table 2 of best practice (mainly remelting).
4.1. Very Low Degradation Rate of Encapsulated PDMS PV Panels/Generators
The very low degradation rate of the PDMS laminated PV panels/generators influences the PV panel recycling process of laminated panels, which have very low annual degradation rates (Ketola et al., 2008; Lopez-Garcia et al., 2015; Ito et al., 2012) (see Table 3). As the degradation rate of EVA laminated PV panels is significantly higher, more panels need to be replaced over the same period, leading to increased waste. For example, if a PV panel is replaced (repowering) after 10 years (IEA, 2021) instead of 30 years, one would indeed need 3 panels to cover the same duration, resulting in 3 times more waste.
Recent studies (Cheema et al., 2024, IRENA, 2016) have indicated that the PV panel degradation rate influences the number of PV panels recycled in a given year. For example, in the year 2024, the number of PV panels to be recycled because of a higher degradation rate (“early loss”) can be approximately 4 times greater than that in the lower (“regular loss”) degradation rate scenario (IRENA, 2016). Both theoretical calculations were based on a PV panel lifetime of 30 years. However, in real life, very frequent repowering (installation of new PV panels, etc.) of PV power plants after only 10 years (IEA 2021) is producing even more PV panel waste (see Table 4). Recent studies indicate that a higher annual degradation rate of EVA laminated PV panels, ranging from -0.7% to -4.9%, is more realistic (Sastry et al., 2010; Bouraiou et al., 2015; Sharma and Chandel, 2016; Atsu et al., 2020; Poulek et al.,2023). Recently, PV panel recycling companies in many countries have registered a surge in the quantity of PV panels to be recycled.
Owing to the unique synergistic combination of a low degradation rate (reduction in PV waste production) and high recycling efficiency, PV waste production can be significantly reduced (~114 times) via soft gel PDMS lamination technology (see Table 4). If low-degrading PDMS laminated PV panels with very high recycling efficiency are widely accepted soon, the dangerous PV panel waste quantity could be substantially reduced after 2035.
4.2. Low Costs of the New Recycling Method
The cost of recycling standard photovoltaic (PV) panels ranges from approximately 0.7--0.9 USD/kg. With the new method, these costs can be reduced. In Table 1, energy consumption is reduced by more than a factor of two (2). However, the environmental and personal safety costs are significantly reduced because the direct hazardous waste generation in Table 2 is substantially reduced. The resulting recycling price could also be reduced by more than two times.
This cost reduction could contribute to enhancing the economic sustainability of recycling processes while supporting a wider implementation of circular economy principles in the field of renewable energy. Moreover, such technology helps minimize the environmental impact of processing waste from renewable energy sources (IRENA, 2016).
5. Conclusion
PV panel lamination/encapsulation technology using very soft polydimethylsiloxane (PDMS) gels is a very effective solution for both beginning-of-life (BOL) low degradation and end-of-life (EOL) recycling. Compared with existing PV panels, PV panels laminated with very soft PDMS gels are much more effective throughout the whole life cycle, from BOL to EOL.
- A brief review of the long-term (26–30 years) degradation rates of PV panels encapsulated/laminated with the PDMS encapsulation material revealed very low degradation rates ranging from -0.15% to -0.22%, as shown in Table 3.
- The main advantages of the new recycling process are as follows:
- Environmentally sustainable - Recycling efficiency 95–98% (usual recycling efficiency ~15–90%, Table 2)
- Very simple mechanical delamination/disassembly at room temperature
- Low cost – More than two times less expensive recycling (compared with usual recycling)
- 3.
- Finally, the very low annual degradation rate of encapsulated PDMS PV generators/panels shown in Table 3 reduces the number of PV panels recycled in a given year by at least a factor of three (up to 4 times). The replacement of PV power plants after 10 years of operation will increase PV panel waste ~20 times in the near future. Owing to the unique synergistic combination of a low degradation rate (reduced PV waste production) and high recycling efficiency, final PV waste production can be greatly reduced (~114 times) when soft gel PDMS lamination PV technology is used (see Table 4).
The developed approaches and technologies will be accepted by the circular economy. This innovation helps embed sustainability at the core of resource management.
Funding
There is no funding.
Conflicts of interest
The authors declare that they have no conflicts of interest.
References
- Ali, A., Islam, M.T., Rehman, S., Qadir, S.A., Shahid, M., Khan, M.W., Zahir, M.H., Islam, A. and Khalid, M. (2024), “Solar Photovoltaic Module End-of-Life Waste Management Regulations: International Practices and Implications for the Kingdom of Saudi Arabia”, Sustainability, Vol. 16, 7215. Available from: . [CrossRef]
- Atsu, D., Seres, I., Aghaei, M. and Farkas, I. (2020), "Analysis of long-term performance and reliability of PV modules under tropical climatic conditions in sub-Saharan", Renewable Energy, Vol. 162, pp. 285-295. [CrossRef]
- Belançon M. P., Sandrini M., Tonholi F., Herculano L. S., & Dias G. S., 2022. Toward longterm sustainability of c-Si solar panels: The environmental benefits of glass sheet recovery. Renewable Energy Focus, 42, 206–210. [CrossRef]
- Bouraiou, A., Hamouda, M., Chaker, A., Mostefaoui, M., Lachtar, S., Sadok, M., Boutasseta, N., Othmani, M. and Issam, A. (2015), "Analysis and evaluation of the impact of climatic conditions on the photovoltaic modules performance in the desert environment", Energy Conversion and Management, Vol. 106, pp. 1345-1355. [CrossRef]
- Cheema, H.A., Ilyas, S., Kang, H. and Kim, H. (2024), "Comprehensive review of the global trends and future perspectives for recycling of decommissioned photovoltaic panels", Waste Management, Vol. 174, pp. 187-202. [CrossRef]
- IEA - International Energy Agency (2021), "PVPS report", available at: https://iea-pvps.org/wp-content/uploads/2021/11/IEA_PVPS_T12_Preliminary-EnvEcon-Analysis-of-module-reuse_2021_report_slides_summary.pdf (accessed 11 January 2025).
- IRENA - International Renewable Energy Agency (2016), "End-of-life management: Solar photovoltaic panels", available at: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2016/IRENA_IEAPVPS_End-of-Life_Solar_PV_Panels_2016.pdf (accessed 11 January 2025).
- Ito, A., Owada, H., Furuhata, T., Kim, T., Tokoroyama, N. and Yaginuma, A. (2012), "Tsubosakaji Photovoltaic Module Evaluation Report", in Proceedings of the 9th Symposium of Next Generation Solar Photovoltaic System, pp. 54.
- Ketola, B.M., McIntosh, K.R., Norris, A. and Tomalia, M.K. (2008), "Silicones for photovoltaic encapsulation", in Proceedings of the 23rd European Photovoltaic Solar Energy Conference, Valencia, Spain, 1-5 September, pp. 2969-2973. available from: https://www.researchgate.net/publication/266496217_Silicones_for_Photovoltaic_Encapsulation.
- Koçkaya, K. (2025), "Estimation of Türkiye’s Solar Panel Waste Using Artificial Neural Networks (ANNs): A Comparative Analysis of ANNs and Multiple Regression Analysis", Sustainability, Vol. 17, No. 9, Article 4085. available from: . [CrossRef]
- Lakhouit, A., Alhathlaul, N., El Mokhi, C. and Hachimi, H. (2025), "Assessing the Environmental Impact of PV Emissions and Sustainability Challenges", Sustainability, Vol. 17, 2842. Available from: . [CrossRef]
- Lopez-Garcia, J., Pozza, A. and Sample, T. (2015), "Analysis of crystalline silicon PV modules after 30 years of outdoor exposure", in Proceedings of the 31st European Photovoltaic Solar Energy Conference and Exhibition, Munich, Germany, WIP, pp. 1839-1845. [CrossRef]
- Martínez, J.H., Romero, S., Ramasco, J.J. & Estrada, E., (2022),The worldwide waste web, Nature Communications volume 13, Article number: 1615. [CrossRef]
- Poulek, V., Strebkov, D.S., Persic, I.S. and Libra, M. (2012), "Toward 50 years lifetime of PV panels laminated with silicone gel technology", Solar Energy, Vol. 86, pp. 3103-3108. [CrossRef]
- Poulek, V., Tyukhov, I., Beránek, V., (2023). On site renovation of degraded PV panels – Cost and environmental effective technology. Solar Energy, 263, 111956. [CrossRef]
- Sastry, O.S., Saurabh, S., Shil, S.K., Pant, P.C., Kumar, R., Kumar, A. and Bandopadhyay, B. (2010), "Performance analysis of field exposed single crystalline silicon modules", Solar Energy Materials and Solar Cells, Vol. 94, pp. 1463-1468. [CrossRef]
- Schure, K, Schure, K. and Papadogeorgos, I. (2019), "Decarbonization options for the Dutch container and tableware glass industry", PBL Netherlands Environmental Assessment Agency, available at: https://www.pbl.nl/en/publications/decarbonisation-options-for-the-dutch-container-and-tableware-glass-industry (accessed 31 January 2025).
- Sen, C., Wu, X., Wang, H., Khan, M.U., Mao, L., Jiang, F., Xu, T., Zhang, G., Chan, C. and Hoex, B. (2023), "Accelerated damp-heat testing at the cell-level of bifacial silicon HJT, PERC and TOPCon solar cells using sodium chloride", Solar Energy Materials and Solar Cells, Vol. 262, 112554. [CrossRef]
- Sharma, V. and Chandel, S.S. (2016), "A novel study for determining early life degradation of multicrystalline-silicon photovoltaic modules observed in western Himalayan Indian climatic conditions", Solar Energy, Vol. 134, pp. 32-44. [CrossRef]
Figure 1.
Bifacial glass/glass PV panels laminated with the PDMS gels on the working bench.
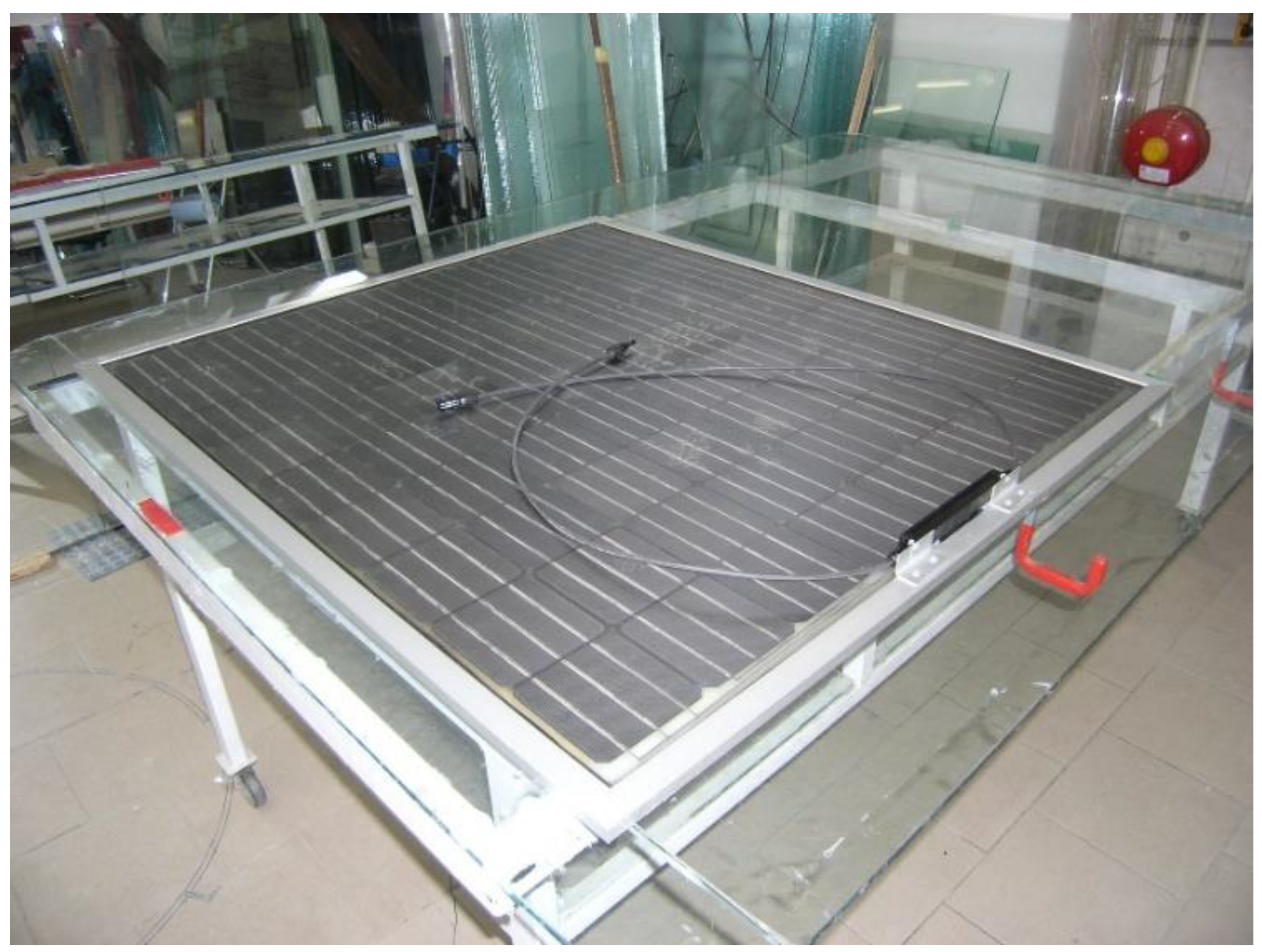
Figure 2.
A high-density polyethylene (HDPE) wedge is pushed between glass sheets.
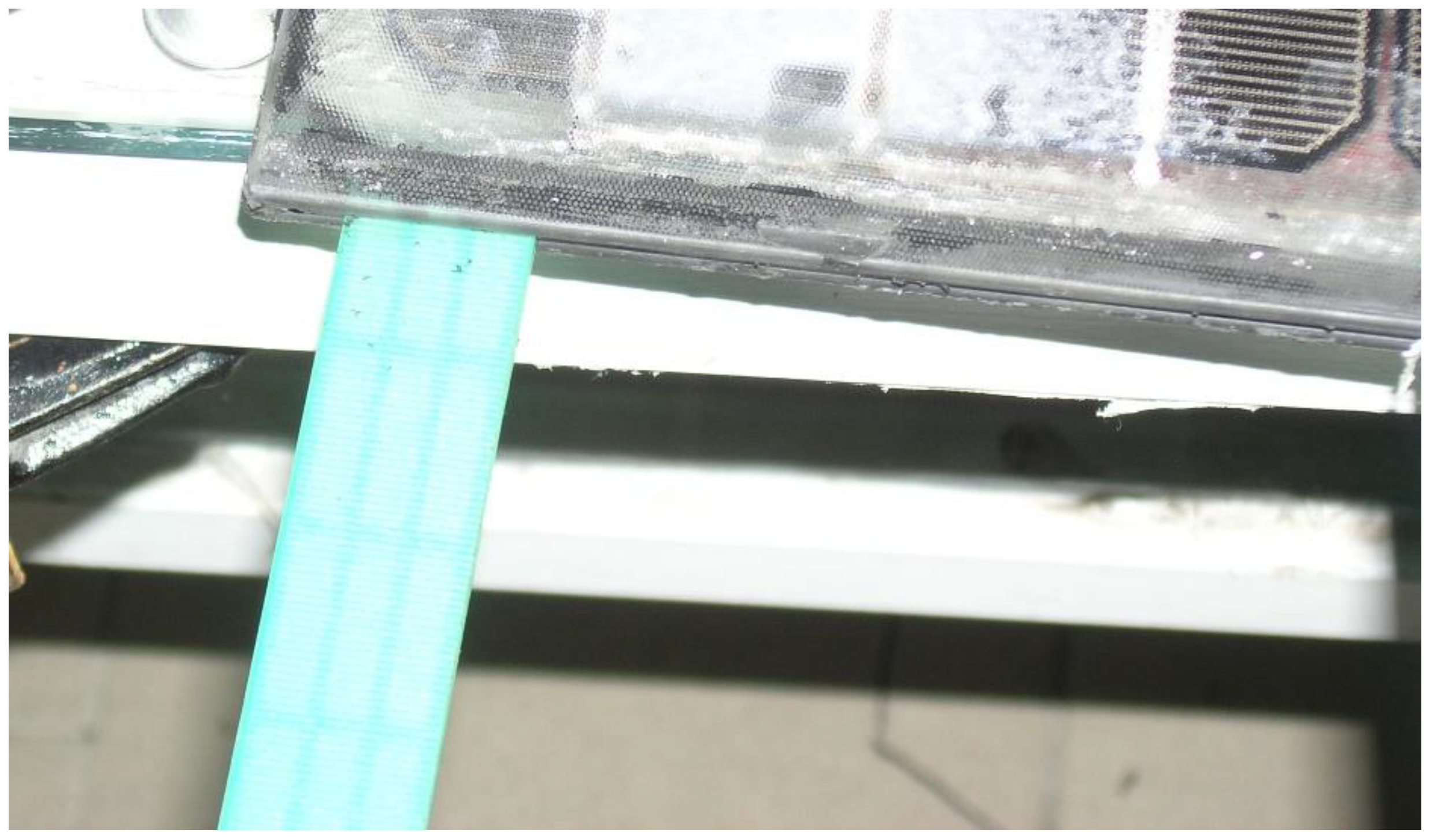
Figure 3.
High-density polyethylene (HDPE) wedges are pushed between glass sheets.
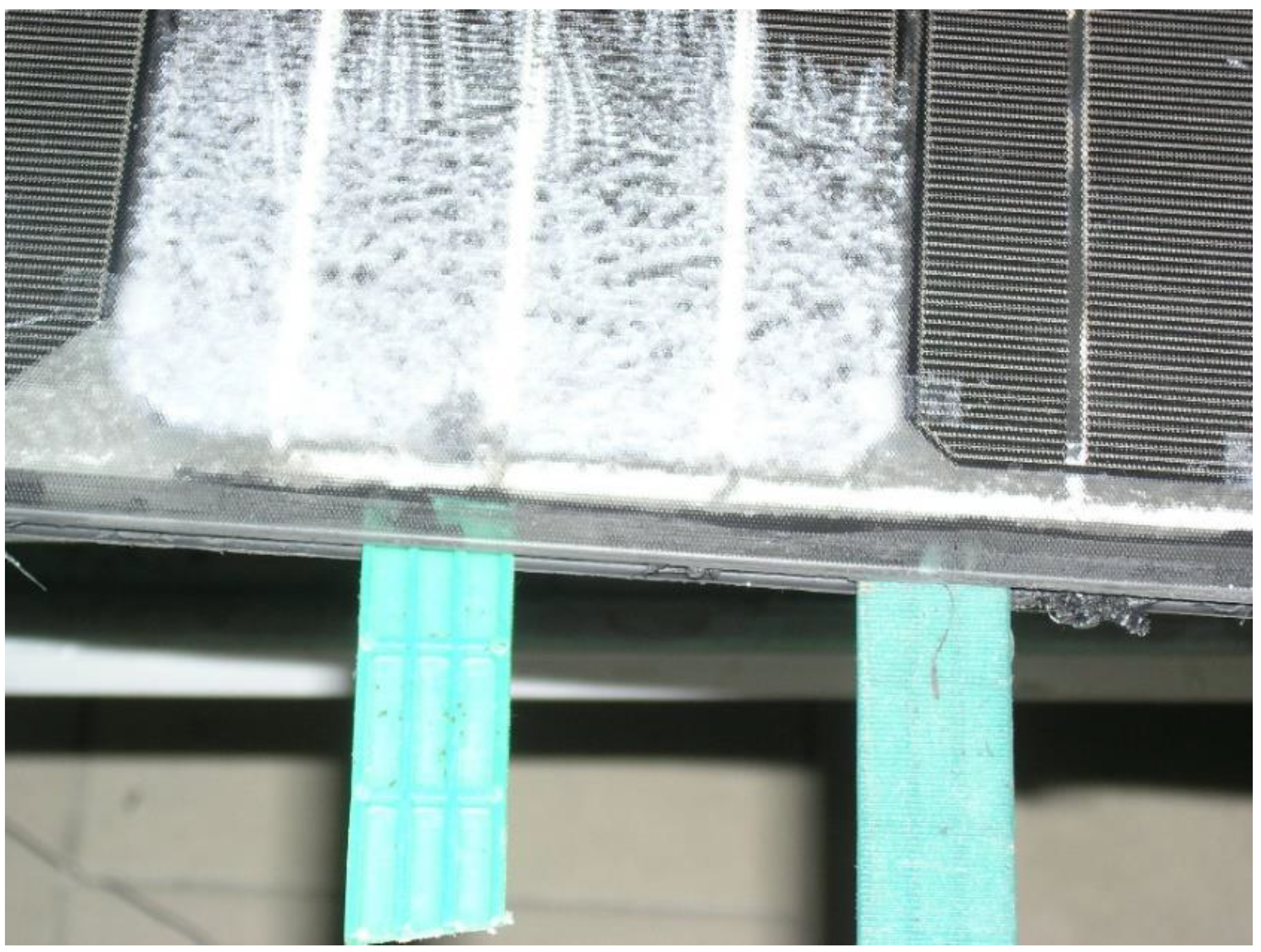
Figure 4.
Glass sheets can be separated by hand or automatically separated by machines.

Figure 5.
Separating nondamaged glass sheets with the remaining siloxane gel.

Figure 6.
Soft siloxane clusters can be collected easily and recycled into silicone rubber.


Table 1.
Comparison of the approximate energy (MJ) consumption of the remelting process for a typical 460 Wp c-Si PV panel of size ~2 square meters 172*113 cm and/or 196*99 cm.
Table 1.
Comparison of the approximate energy (MJ) consumption of the remelting process for a typical 460 Wp c-Si PV panel of size ~2 square meters 172*113 cm and/or 196*99 cm.
| Type/design |
EVA/POE laminated PV panel Glass/polymer film |
PDMS laminated PV panel Glass/glass |
| Glass sheet (3.2 mm) remelting [15 kg] | ~169 | 0(glass sheet reuse) |
| Alu. frame (35 mm) remelting [2 kg] | ~95 | ~95 |
| Polymer J-box remelting [~0.5 kg] | ~10 | ~10 |
| c-Si solar cells remelting [0.8 kg] | ~10 | ~10 |
| TOTAL ENERGY CONSUMPTION | ~280MJ | ~110MJ |
Table 2.
Possible recycling methods for PV panel components—dangerous waste direct emissions.
| EVA/POE laminated glass/TPT PVpanel Panel weight ~24 kg, area 2 square meters | PDMS laminated glass/glass PV panel Panel weight ~37 kg, area 2 square meters |
|
| Front glass sheet [15 kg] | Glass crushing and remelting [15 kg glass grit emissions] |
Glass sheet direct reuse [15 kg] NO crushing - NO emissions |
| Back sheet (glass or polymer) | Polymer/TPT film burning [+2 kg burning gas emissions] Burning |
Glass sheet direct reuse [15 kg] NO burning - NO emissions |
| Encapsulant [3 kg] | EVA/POE etching (or burning) [+3 kg etching emissions-acids] |
PDMS gel-electron beam polymerization NO etching/burning - NO emissions |
| Polymer J-box [~0.5 kg] | Remelting NO emissions |
Remelting NO emissions |
| Aluminum frame [2 kg] | Remelting NO emissions |
Remelting NO emissions |
| c-Si solar cells [0.8 kg] | Remelting - metallurgical silicon NO emissions |
Remelting- metallurgical silicon NO emissions |
| DIRECT REUSE | 0 kg | 30 kg (81% weight) |
| DIRECT EMISSIONS | +20 kg (83% weight) | 0 kg |
| RECYCLIG EFFICIENCY | ~15÷90% | ~95÷98% |
Table 3.
Annual degradation rates of laminated PV panels with PDMS.
| Location | Panels supplier | PV laminate | Si cells | Annual degradation (%) | Evaluation Period |
|
Italy, Ispra (Lopez-Garcia et al., 2015) |
Arco | Glass/glass | Mono-c. | -0.15 | 1984-2014 (30 years) |
|
USA, MD (Ketola et al., 2008) |
BP Solar | Glass/polymer | Poly-c. | -0.21 | 1982-2008 (26 years) |
|
Japan, Nara (Ito et al., 2012) |
Sharp | Glass/polymer | Mono-c. | -022 | 1983- 2012 (29 years) |
Table 4.
Example comparison of PV waste production between low degradation (e.g., PMDS)-laminated “regular-loss” and EVA-laminated “early-loss” technologies on the basis of the IRENA Report (IRENA, 2016) and IEA report (IEA 2021).
Table 4.
Example comparison of PV waste production between low degradation (e.g., PMDS)-laminated “regular-loss” and EVA-laminated “early-loss” technologies on the basis of the IRENA Report (IRENA, 2016) and IEA report (IEA 2021).
| Waste quantity Year 2030 (Mt) |
Best recycling efficiency (%) | Final waste quantity (Mt) | Final waste quantity ratio | |
| “Regular-loss” lamination- (e.g. PDMS) (IRENA, 2016) | 1.7 | 98 | 0.035 | 1 |
| “Early-loss” standard EVA lamination (IRENA, 2016) Repowering after 10 years (IEA 2021) |
8.0 ~ 40 |
90 90 |
0.8 4.0 |
23 114 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



