
Submitted:
23 July 2025
Posted:
24 July 2025
You are already at the latest version
Abstract
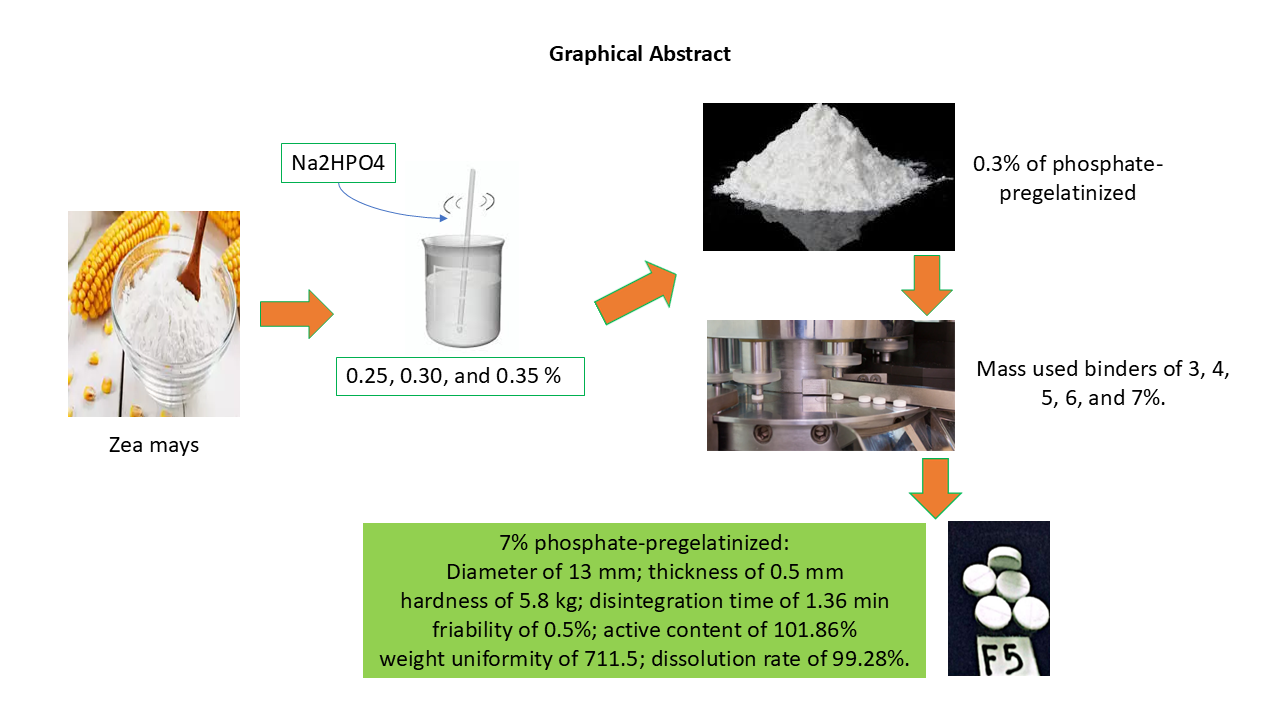
Starch is a widely used excipient in tablet formulations, particularly as a binder. However, its binding capacity often requires enhancement through physical or chemical modification. This study aimed to develop and optimize paracetamol tablet formulations using phosphate-pregelatinized starch derived from Zea mays L. as a binder. Starch was modified using sodium hydrogen phosphate (Na₂HPO₄) at concentrations of 0.25%, 0.30%, and 0.35%, and subsequently characterized. Five tablet formulations were prepared via wet granulation using 0.3% phosphate-pregelatinized starch at varying concentrations (3%–7%). The modified starch met pharmacopeial specifications, with the highest viscosity observed at 0.30% Na₂HPO₄. The formulation containing 7% phosphate-pregelatinized starch exhibited optimal tablet characteristics: diameter 13 mm, thickness 0.5 mm, hardness 5.8 kg, disintegration time 1.36 minutes, friability 0.5%, drug content 101.86%, weight uniformity 711.5 mg, and dissolution rate 99.28%. These findings demonstrate that Zea mays starch can be effectively modified into phosphate-pregelatinized form and used as a functional binder in tablet formulations. Moreover, the enhanced solubility of the modified starch may improve the dissolution of paracetamol as a model drug.
Keywords:
Zea mays
; starch
; phosphate pregelatinized
; binder
; dissolution
; paracetamol tablets
1. Introduction
The Indonesian pharmaceutical industry is still highly dependent on raw materials. However, the Ministry of Industry of the Republic of Indonesia projected that the problems associated with importing raw materials for medical purposes within the national pharmaceutical industry would decrease significantly in 2024. Data from the Ministry of Industry shows that import dependence decreased by 2.72% to 92% in 2020. This indicates that the government supports efforts to achieve independence in terms of its access to raw materials for both active ingredients/excipients [1].
Tablets are the most commonly prescribed form of medication due to their convenient administration, uniformity, and ability to maintain stability over extended and diverse storage conditions, and their popularity has led to the development of high-speed compression, labeling, and packaging equipment. Advancements in technology and modifications to the standard compressed tablet aim to achieve better acceptability and bioavailability [2].
Starch is a natural ingredient and a tablet excipient; it is widely used and inexpensive, but insoluble in water [3]. As a polysaccharide, starch typically forms granules within most plant cells. These granules consist of highly ordered crystalline regions and more irregular amorphous regions. In this granular form, it is known as “natural starch.” Starches from various plant sources differ significantly in terms of their structure and composition, but each granule comprises two polysaccharides: amylose (generally 20-30%) and amylopectin (usually 70-80%). Both are polymers of α-D-glucose. Despite its usefulness, starch has certain limitations, making it unsuitable for some applications. Hence, chemical and physical modification methods are applied to transform these undesirable characteristics into advantageous ones [4]. Starch may be natural or modified; in its natural form, it has several weaknesses, such as low compressibility, a low flow rate, and an inability to dissolve in cold water [5].
Modified or pregelatinized starch is altered through thermal, chemical, or mechanical processes. The method used influences the physical properties of the pregelatinized starch, such as its wettability, dispersibility, and peak viscosity in cold water. Heat treatment is employed, as it transforms crystalline areas into amorphous ones, facilitating water absorption and granule expansion. Common heat treatments that induce gelatinization include spray drying, roll drying, drum drying, extrusion, and other heating or drying techniques. Pregelatinized and phosphate-pregelatinized starches are cooked first and dried using a drum or spray dryer. Such starch is free flowing, has a low moisture content, and is easily soluble in cold water [6]. However, pregelatinized starch can experience retrogradation, which causes syneresis, and chemical modification of pregelatinized starch using sodium tripolyphosphate at a basic pH [5].
Paracetamol consumption in Indonesia is high, with a demand of 9 tons per year [7]. At room temperature, paracetamol’s solubility in water is limited. However, this improves considerably when boiling water is used. Additionally, it can dissolve more effectively in polar solvents or materials [8]. Paracetamol is the active ingredient model in this study.
2. Materials and Methods
2.1. Materials
The materials used in this study were as follows: Cornstarch (Cerestar, Indonesia); paracetamol (China); Na2HPO4, NaOH, HCl, and KH2PO4 (Merck, Germany); Primogel (Blanver, Brazil); talcum (Takehara Kagaku Kogyo, Japan); magnesium stearate (FACI Asia Pacific, Singapore); lactose (Hilmar Ingredients, USA); and purified water (Brataco, Indonesia).
2.2. Methods
2.2.1. Preparation of Pregelatinized Cornstarch [9]
A specific amount of cornstarch was combined with purified water measuring 42% (w/v) of the weight of dry cornstarch, heated in a water bath at 62-72 oC, and then dried in a double-drum dryer at 80+5 oC. The resulting thin flakes were collected, powdered with a disc mill, and then sieved with 100 mesh.
2.2.2. Preparation of Phosphate-Pregelatinized Cornstarch [10]
The pregelatinized cornstarch was gradually added to water until it reached up to 80% of the total mass weight, and stirred until it was evenly distributed. The starch dispersion was alkalized to pH 9-10 with 5N NaOH. After reaching pH 9-10, Na2HPO4 was added in quantities of 0.25, 0.30, and 0.35% of the dry starch weight and allowed to stand for 120 minutes. Then, the pH was neutralized with 1N HCl to pH 6. The mixture was left to rest again for 24 hours. After that, the material was dried with a double-drum dryer at 80 oC, sieved with a disc mill, and then re-sieved with 100 mesh.
2.2.3. Characterization of Phosphate-Pregelatinized Cornstarch
Phosphate-pregelatinized cornstarch (PPC) was characterized as follows:
1) Microscopic form: microscopic observation of PPC was performed using an ocular microscope with 100x magnification at room temperature [11].
2) Flow rate: the flow rate of PPC was determined using the funnel method and measured in g/second [12].
3) Compressibility: PPC’s compressibility was determined using a volumenometer and recorded as a percentage (%) [12].
4) Viscosity: the USP (United States Pharmacopoeia) chapter <911>, Viscosity, provided guidelines and methods for determining the viscosity of pharmaceutical products and other fluids. Our chosen method involved a Brookfield viscometer, a sample of 5% w/v, a beaker glass of 1000 mL, a #1 spindle, and an rpm of 100 [13].
5) Loss on drying: the United States Pharmacopeia (USP) 43, General Chapter <731>, describes a method for measuring loss on drying. The moisture balance was applied for 10 minutes, with a 2 g sample positioned on the sample port [14].
6) Whiteness degree: the whiteness degree (level) was measured using a whiteness meter calibrated using the white color of BaSO4 [15].
7) pH: acidity measurement was performed as per USP <791> using a pH meter [16].
2.2.4. Paracetamol Characterization
1) Organoleptic properties: we used the method described in Zuhdi and Khairi’s publication with a slight modification [17].
2) Solubility: paracetamol is soluble in hot water, ethanol, and 1N NaOH [18].
3) Flow rate: the flow rate of paracetamol was determined using the funnel method, and the result was recorded in g/second [12].
4) Angle repose: the USP (United States Pharmacopoeia) chapter <1174> on powder flow provides guidelines and methods for determining the flow rate of pharmaceuticals [12].
5) Compressibility: the compressibility of paracetamol was determined using a volumenometer, and the result was recorded as a percentage (%) [12].
2.2.5. Tablet Formulation and Characterization
The tablets were formulated using the wet granulation method with a slight modification [20]. Paracetamol, phosphate-pregelatinized cornstarch, and lactose were homogenized thoroughly in a mixer for 15 minutes (Mass I). Amylum paste was prepared by mixing pregelatinized cornstarch with 7 parts water and phosphate-pregelatinized cornstarch with 4.5 parts water in a Baker’s glass (Mass II). Masses I and II were homogenized for 25 minutes and then screened using a #8 mesh. Then, the screened mass was placed on an oven tray to dry at 50oC for 8 hours. The dry mass was ground using a #18 mesh and then weighed. Primogel, magnesium stearate, and talcum were added in ratios that accommodated the resulting dry mass, then mixed for 15 minutes before they were deemed ready for tableting.
Before tableting, we determined how the tablets’ mass was influenced by the loss on drying [14], flow rate [12], angle of repose [12], compressibility [12], particle size distribution [21], granule friability [21], and content uniformity of granules [19]. During the tableting process, we also evaluated the tablets’ physical characteristics, such as their appearance and organoleptic properties [17], thickness and diameter [22], hardness [23], friability [24], disintegration time [25], and weight variation [26], as well as chemical items such as paracetamol content [19], content variation [26], dissolution, and dissolution efficiency [27,28].
3. Results and Discussion
3.1. Characterization of Cornstarch, Pregelatinized Cornstarch, and Phosphate-Pregelatinized Cornstarch
Microscopic forms of cornstarch pregelatinized without and with phosphate are depicted in Figures 1 (A-E).
Characterization of phosphate-pregelatinized cornstarch using 0.3% of Na2HPO4 provided the best results, especially in terms of viscosity (Table 2).
3.2. Characterization of Paracetamol
3.3. Characterization of Tablet Mass Before Compression
3.4. Particle Size Distribution (%)
3.5. Granule Friability (%)
3.6. Physical Data of Paracetamol Tablet Formulations
3.7. Chemical Data of Paracetamol Tablet Formulations
3.8. Dissolution Data of Paracetamol Tablet Formulations
3.9. Dissolution Efficiency (%)
3.10. Discussion
3.10.1. Preparation of Phosphate-Pregelatinized Cornstarch
To prepare phosphate-pregelatinized cornstarch, regular cornstarch (Figure 1A) must first be pregelatinized (Figure 1B). This involves making a cornstarch paste at 72 °C and drying it with a double-drum dryer at a temperature above the gelatinization point of cornstarch, which is 80 °C. During paste formation, the starch granules swell, and as the paste passes through the double-drum dryer, the swollen granules break down, releasing amylose and amylopectin. This damages the granules’ structure and disrupts the hydrogen bonds, making it easier for water and phosphate molecules to penetrate the starch [29,30].
In this study, the addition of phosphate reagents led to the formation of starch diester phosphate. After the pregelatinization process, adding disodium hydrogen phosphate (Na2HPO4) allowed it to penetrate the starch molecules and form intramolecular bridges between them. These bonds are more durable than the hydrogen bonds between the hydroxyl groups in starch.
The reaction pH is crucial, as each reagent requires a specific pH to produce the desired result. Diester and triester phosphates generally form within a pH range of 8 to 12. Meanwhile, this study utilized Na2HPO4, which has a pH of 9. Therefore, before adding Na2HPO4 during the preparation of phosphate-pregelatinized cornstarch (Figure 1C, D, and E), the starch paste was adjusted to pH 9 using NaOH to optimize the reaction [9,31].
3.10.2. Characterization of Phosphate-Pregelatinized Cornstarch
This study began with an examination of the microscopic form of cornstarch according to that described in the Indonesian Pharmacopoeia edition IV, which formed polygonal, angular, or round grains that, when viewed under polarized light, appear black and cross-shaped, cutting at the hilus [11,32].
During the pregelatinization process, the starch granules interact with water and heat; as a result, they swell and break, releasing amylose and amylopectin. Initially, starch granules reflect polarized light, appearing as black and white crystals under a microscope. This is referred to as birefringence. When the granules break, this birefringence will disappear. Figure 1A and 1B prove that the structure of pregelatinized cornstarch changes as a result of the pregelatinization process [33,34].
Figure 1C, 1D and 1E show the microscopic shapes of the phosphate-pregelatinized cornstarch, which appear grouped and irregular due to the rebinding of amylose and amylopectin molecules that were previously broken down by the pregelatinization process involving the phosphate group. As a result, a phosphate diester bond forms, or the molecules undergo cross-linking [31].
The results of the viscosity examination show that the cornstarch dispersion has very low viscosity, close to that of water. Cornstarch is practically insoluble in water and possesses few hydroxyl groups that can bind to water; thus, its viscosity value is small or undetectable. Pregelatinized cornstarch has higher viscosity than phosphate-pregelatinized cornstarch because it contains more hydroxyl groups, allowing it to bind with water through hydrogen bonding, which increases viscosity. Meanwhile, phosphate-pregelatinized cornstarch has a lower viscosity value than pregelatinized cornstarch because the hydroxyl group in phosphate-pregelatinized cornstarch links to the phosphate group. Although the viscosity is lower, the bond of the starch diester phosphate is more durable, has a more stable viscosity, and produces strong granules, but is easily dispersed in water. Phosphate-pregelatinized cornstarch with a Na2HPO4 concentration of 0.3% was used as a binder because it has a higher viscosity value than that with Na2HPO4 concentrations of 0.25 and 0.35%. A high viscosity will produce strong granules by creating stronger bonds between particles. The results are shown in Table 2 [35].
The chemical identification test confirmed that the white powder used was starch (Table 2). The test used the iodine reagent and produced a substance with a light purple color. In contrast, pregelatinized cornstarch phosphate reacted to form a blue color. The difference in color results from variations in the length of the amylose chains present in different starches—the longer the amylose chain, the darker the resulting color [36].
The acidity-level examination showed that cornstarch, pregelatinized cornstarch, and phosphate-pregelatinized cornstarch all met the necessary requirements, ranging from 4.5 to 7.0 (Table 2). The pH of phosphate-pregelatinized cornstarch is increased due to the neutralization process (resulting from the addition of acidic reagents during the manufacturing process) [35].
The results of the whiteness examination showed that phosphate-pregelatinized cornstarch had a higher whiteness percentage than cornstarch and pregelatinized cornstarch (Table 2). The greater the number of phosphate reagents used, the whiter the starch obtained. This improved color could be attributed to PO4-3 ions, which block the reducing sugar group, inhibiting the reaction with free amino acids, which can produce brown pigments [37].
The results of the loss on drying (LOD) examination of cornstarch, pregelatinized cornstarch, and phosphate-pregelatinized cornstarch are within the requirements, namely, no more than 15% (Table 2). The LOD test aims to determine the starch water content. The variation in LOD values among different starches is due to the rotation speed of the double-drum dryer during the drying process. Rotation that is too fast results in uneven starch breakdown and the formation of thin sheets that resemble wood shavings, but if the rotation speed decreases, a fine powder will be produced [38].
3.10.3. Examination of Paracetamol Raw Materials
The paracetamol sample exhibited organoleptic properties characterized by a white crystalline powder, an odorless nature, and a slightly bitter taste. The sample was soluble in boiling water and 1N sodium hydroxide and even more soluble in ethanol (Table 3) [8].
The wavelengths examined ranged from 200 to 400 nm (Table 3). We obtained a maximum absorption wavelength of 257.2 nm with 0.1N NaOH solvent and a maximum absorption wavelength of 243 nm with phosphate-buffered solvent. This result complies with the findings of Clarke (1986), who stated that paracetamol has a wavelength of 257 nm in alkaline solvents, and the Indonesian Pharmacopoeia edition IV, which states that when dissolved in a phosphate-buffered medium of pH 5.8, paracetamol exhibits an absorption wavelength of 243 nm. This result proves that the sample tested is paracetamol [32,39]. No interference from the solvent or excipient absorptions was recorded during the selectivity tests (Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7).
We could not determine the flow rate or angle of repose of paracetamol because the powder is sticky, so it could not flow freely in the test funnel. Compressibility tests evaluate how effectively a material can be compacted into tablets. The best compressibility is between 5 and 15%. The compressibility of paracetamol may be as low as 23.59%, indicating that paracetamol requires excellent adjuvants to improve its compressibility percentage (Table 2) [40].
3.10.4. Tablet Preparation
Based on the literature, the concentration of cornstarch used as a binder was 5-25%, and for pregelatinized cornstarch, it was 5-10%. Previous studies utilizing various types of phosphate-pregelatinized cornstarch employed concentrations ranging from 1 to 5% [41].
After testing phosphate-pregelatinized cornstarch at a 3% concentration, the tablets produced did not exhibit sufficient strength due to their high fragility, although they did meet the dissolution requirements. To enhance tablet integrity, a higher concentration was necessary. Thus, this study used phosphate-pregelatinized cornstarch as a binder at concentrations ranging from 3 to 7%, with the 7% concentration as the comparative formula (Table 1).
The process of preparing paracetamol tablets begins by weighing all the ingredients. Then, paracetamol, lactose, and cornstarch were mixed until homogeneous (Mass I). In another container, the modified cornstarch was dissolved in cold water until it formed a paste. Pregelatinized cornstarch requires 7 times the weight of the starch, while phosphate-pregelatinized cornstarch requires 4.5 times the weight of the starch.
If the water exceeds the limit, the mass will become soft and will be unable to be sieved. The paste is mixed in Mass I and stirred until homogeneous. The moist mass is sieved with an 8-mesh sieve, then dried in an oven at 50 °C for 8 hours. The dry granules are sieved again with an 18-mesh sieve. In a different container, primogel, talcum, and magnesium stearate are mixed, then reweighed according to the weight of the dry granule mass. The external phase is mixed into the dry granule mass and stirred until homogeneous. Then, the mass is ready to be compressed [42].
3.10.5. Granule Evaluation
Testing begins with checking the water content. Quality granules have a residual moisture content of 3-5%. If the moisture content of the granules is more than 5%, the granules will become a place for microorganisms to grow, while if the moisture content is below 3%, the granules will become brittle and the strength of the binding material will decrease so that the granules can turn into powder. According to our test results, all the stated formulas meet the requirements. Table 3 shows the water content of granules [43].
The purpose of checking the water content is to measure the remaining water in the sample, whereas the loss on drying (LOD) test determines both the water content and the presence of volatile substances (Table 3). Therefore, this test can be considered equivalent to the water content test [44].
Before being compressed into tablets, granules must undergo a flow-rate test. This test determines the time required for 100 g of granules to pass through an aluminum funnel, which correlates with their ability to flow from the hopper to the die during tablet compression. The data in Table 3 indicates a decrease in flow time from F1 to F5, attributed to the granules’ increasing compressibility, resulting in shorter flow times. The repose angle tests show that all formulas except F1 have perfect repose angle values. The data on repose angles is presented in Table 4 [45].
Granules are considered to be fragile if their brittleness value exceeds 20%. The results show that F1, F2, and F3 have fragile granules due to the use of insufficient binders (Table 6) [46]. Granule friability can be influenced by particle size distribution (PSD) (Table 5). For example, granules with a broader PSD or smaller particles may be more prone to breaking or crumbling under stress. Understanding the relationship between PSD and friability is crucial for optimizing granule production and ensuring the quality of the final product [47].
3.10.6. Tablet Evaluation
Tablet evaluation includes physical and chemical tests. The physical evaluation involves assessing the tablets’ appearance, size uniformity, hardness, friability, disintegration, organoleptic properties, and weight uniformity. The tablets’ chemical content, weight variation, and dissolution are determined via the chemical evaluation [50].
a. Physical evaluation of tablets
The evaluation begins with an assessment of the general appearance and organoleptic properties of each formula. In our experiments, the tablets were white and odorless, with a smooth and shiny surface and a slightly bitter taste, and did not feature the UHAMKA logo (Figure 8) [51,52].
The diameter of all tablet formulas remains constant because the same tableting machine is used, with the tablet’s diameter determined by the punch and die size. However, tablet thickness varies due to compression pressure, granule particle size, and the quantity of granules entering the die. All tablet formulas meet the standards outlined in the Indonesian Pharmacopoeia Edition III, which specifies that the diameter should not be more than three times but should be at least 4/3 times the thickness of the tablet
Tablet friability is a parameter that indicates the strength of the tablet; namely, whether the tablet can erode or flake, and whether it is resistant to shocks, friction, packaging, and distribution. Friability testing on F1 and F2 did not meet the requirements because the results exceeded the specified percentage. In contrast, the friability of F0, F3, F4, and F5 adhered to the requirements. This is due to the insufficient amount of binder in F1 and F2, which caused a decrease in compactness. A good tablet has friability of less than 1% (Table 7) [51,52].
The tablet disintegration time is another parameter that is used to assess the physical durability of a tablet. It tests the tablet’s ability to disintegrate into fine particles so that it is ready to dissolve and be absorbed by the body. According to the Indonesian Pharmacopoeia edition IV, uncoated tablets must have a disintegration time of less than 15 minutes. All of the formulas in our study met this requirement. The values obtained from each formula indicate no significant correlation between the increase in binder concentration and the tablet disintegration time (Table 7).[51,52]
The results of the tablet hardness test indicate that each formula meets the requirements. Tablet hardness refers to tablets’ ability to withstand physical shocks that cause breakage, and a hardness value of 4-8 kg is considered good. The values obtained from each formula show that the tablet hardness increases, although the difference is not too significant with the addition of the concentration of the binder. These changes are due to the relationship between the contents of the die and the pressure that determines the hardness of the tablet (Table 7) [51,52].
The tablet weight variation test showed that all formulas met the test requirements because the weight deviation percentage was less than 5% (Table 7) [51,52].
b. Tablet chemical evaluation
The test begins with a content examination performed using a UV-Vis spectrophotometer, which allows us to ascertain whether the tablets meet the requirements specified by the Indonesian Pharmacopoeia IV. The general requirements for levels in paracetamol tablets are no less than 90.0% and no more than 110.0% of the amount stated on the label. The use of 0.1N NaOH medium in determining the content of paracetamol tablets is as per the requirements stated in the British Pharmacopoeia volume II, while the use of a wavelength of 257 nm is based on the results of the examination of paracetamol raw materials and by the wavelength listed in Clarke’s book (1986). All of the tablet tests showed that all formulas met the requirements for determining the content (Table 8) [31,39,53].
The test results of the weight variation indicate that all formulas meet the previously established requirements. According to the Indonesian Pharmacopoeia IV, weight variation is used for soft capsule products containing liquids or in products containing 50 mg or more of active ingredients, which is 50% or more of the weight of the preparation unit calculated based on the determination of content with the assumption that the active ingredient is homogeneous (Table 8).[31]
Dissolution testing determines the amount of active ingredients that dissolve within a specific time according to the requirements. We performed dissolution tests on paracetamol tablets using type 2 alt with phosphate-buffered medium (pH 5.8) in quantities as high as 900 mL, with a speed of 50 rpm at 37 °C for 45 minutes. The tolerance (Q) set for C8H9NO2 at 3 minutes is 80% of the amount stated on the label. The dissolution results at a specific time were used to create a dissolution profile curve between the percentage of dissolved substances and time (minutes). As a result, by the 30-minute mark, all formulas had met the requirements; namely, they achieved no less than Q + 5% (Table 9).[31]
The dissolution efficiency percentage was obtained from the percentage data after correction was performed in advance. Calculation with a correction factor will provide the actual percentage of dissolution levels because it does not rely on the experimental conditions, including the influence of removing the test solution from the chamber and adding new medium. The average dissolution efficiency did not differ significantly between F1 and F2. Although both have different dissolution profiles, there was little difference in the area under the curve. The binding power of the two tablets was deemed insufficient due to the concentrations of phosphate-pregelatinized cornstarch being 3% and 4%, respectively (Table 10). This concentration is considered less effective at binding the active substance in the granules, causing the substance to be released and dissolve immediately in the medium [54].
There is a difference in the percentage of dissolution efficiency between F5 (using phosphate-pregelatinized cornstarch) and F0 (using pregelatinized cornstarch) as a binder with the same concentration of 7%. Therefore, phosphate-pregelatinized cornstarch has properties that allow it to more easily bind with water, forming a gel, and dissolution test treatment, such as stirring and increasing the temperature, weakens the gel bond and releases the active substance faster so that paracetamol can dissolve in the medium (Table 10) [55].
The study found that pregelatinization and subsequent phosphate modification of the starch significantly improved its binding capabilities and solubility, leading to better tablet characteristics, particularly with a 7% concentration of the modified starch. The novelty lies in the specific method of phosphate pregelatinization and its successful application in tablet formulation, leading to improved paracetamol solubility. This approach is not commonly reported, especially the combination of pregelatinization and phosphate modification.
3.10.7. Statistical Analysis
Statistical analysis was performed using the SPSS (Statistical Product and Service Solution) program, starting with the Kolmogorov–Smirnov, non-parametric Kruskal–Wallis, and Daniel’s multiple tests [56].
The Kolmogorov–Smirnov test assesses whether the data follows a normal distribution. Based on the asymptotic significance column, each formula has a significance value greater than 0.05 (α= previously predetermined), indicating that the dissolution efficiency data has a normal distribution.
The homogeneity of variance test aims to determine whether the five formulas have the same variance. The significant value (0.000) < α (0.05) suggests that the population of dissolution efficiency data does not have the same variance (not homogeneous). The data was processed using the equation log √(x), but the data variance is still not homogeneous with a significant value (0.000) < α (0.05). The homogeneity results indicate that the data do not meet the requirements for parametric testing, so the analysis continued using the Kruskal–Wallis non-parametric test.
Statistical analysis via the Kruskal–Wallis test showed that there were differences in dissolution efficiency among the formulas, as indicated by a significant value (0.000) < α (0.05). Statistical analysis was continued with Daniel’s multiple tests to see which formula was different. Daniel’s multiple test results showed that all formulas had significantly different dissolution percentages.
4. Conclusion
The results of our study show that the characteristics of the pregelatinized Zea mays starch met the required specifications with the highest viscosity value of 0.30%. The tablet formulation containing 7% phosphate-pregelatinized starch provides the best results, with a diameter of 13 mm, thickness of 0.5 mm, hardness of 5.8 kg, disintegration time of 1.36 min, friability of 0.5%, active content of 101.86%, weight uniformity of 711.5, and dissolution rate of 99.28%.
This study concludes that Zea mays starch can be pregelatinized and then phosphate-pregelatinized for further use as a binder in paracetamol tablet formulations. In addition, the solubility of the phosphate-pregelatinized starch is much better than that of regular starch and pregelatinized cornstarch. Increasing the solubility of starch can increase the solubility of paracetamol in the active model.
Disclaimer (Artificial Intelligence):
The authors hereby declare that no generative AI technologies such as Large Language Models (ChatGPT, COPILOT, etc.) or text-to-image generators have been used during the writing or editing of the manuscript.
Consent and Ethical Approval:
Not applicable.
Competing Interests
The authors have no conflicts of interest to declare.
Acknowledgements
The authors thank the Faculty of Pharmacy Faculty, Universitas Pancasila and the Faculty of Pharmacy and Science, Universitas Muhammadiyah Dr. Hamka for permitting the use of the Lab Facilities of both universities.
References
- M. Arief. (2020, October 25). Kemenperin: Impor bahan baku obat terus berkurang hingga 2024 [Internet]. October. Available online: https://ekonomi.bisnis.com/read/20201025/257/1309563/kemenperin-impor-bahan-baku-obat-terus berkurang-hingga-2024.
- M. S. Arshad, et al., “A review of emerging technologies enabling improved solid oral dosage form manufacturing and processing.” Advanced Drug Delivery Reviews, vol. 178, pp. 113840, 2021. [CrossRef] [PubMed]
- T. N. S. Sulaiman, Wahyono, A. N. Bestari, and F. N. Aziza, “Preparation and characterization of pregelatinized Sago starch (PSS) from native Sago starch (NSS) (Metroxylon sp.) and its evaluation as tablet disintegrant and filler-binder on direct compression tablet.” Indonesian Journal of Pharmacy, vol. 33, no. 2, pp. 251–260, 2022. [CrossRef]
- B. M. J. Martens, W. J. J. B. M. J. Martens, W. J. J. Gerrits, and E. M. A. M. Bruininx, et al., “Amylopectin structure and crystallinity explains variation in digestion kinetics of starches across botanic sources in an in vitro pig model.” Journal of Animal Science and Biotechnology, vol. 9, no. 91, pp. 1-13, 2018. [CrossRef]
- M. El Farkhani, et al., “A review of the chemical modification and applications of starch.” Bio Web Conference, vol. 109, pp. 01020, 2024. [CrossRef]
- J. Compart, A. J. Compart, A. Singh, J. Fettke, and A. Apriyanto, “Customizing starch properties: A review of starch modifications and their applications.” Polymers (Basel), vol. 15, no. 16, pp. 3491, 2023. https:/doi.org/10.3390/polym15163491. PMCID: PMC10459083. [PubMed]
- E. Sophia. Yuk Mengenal Parasetamol [Internet]. Jakarta: Ditjen Keslan; 2023 [cited 2025 January 5].
- IARC Working Group on the Evaluation of Carcinogenic Risks to Humans. Pharmaceutical Drugs. Lyon (FR): International Agency for Research on Cancer; 1990. (IARC Monographs on the Evaluation of the Carcinogenic Risks to Humans, No. 50.) Paracetamol (Acetaminophen). Available online: https://www.ncbi.nlm.nih.gov/books/NBK526213/.
- R. Klingler, and K-G Busch. “Pregelatinized starches and processes for their production.” US Patent 7045003B2. 2023-06-17.
- M. Wu, et al., “Preparation and structural properties of starch phosphate modified by alkaline phosphatase.” Carbohydrate Polymer, vol. 276, pp. 118803, 2021. [CrossRef]
- R. Berdan, “The microscopic structure of starch grains food microscopy.” Motic America. 2022; March 15. Available online: https://moticmicroscopes.com/blogs/articles/food-microscopy-starch-grains#.
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapters, Powder flow. [CrossRef]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, Viscosity-Rotational methods. [CrossRef]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, Loss on drying. [CrossRef]
- UV calibration and whiteness FAQs. Datacolor. https://www.datacolor.com/wp-content/ uploads/2022/03/UV-Calibration-and-Whiteness-FAQs.
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, pH. [CrossRef]
- M. Zuhdi, and A.N. Khairi, “Analysis of organoleptic properties and consumer acceptance of frozen noodle products.” Journal of Halal Science and Research, vol. 3, no. 1, pp. 15-19, 2022. [CrossRef]
- USP 2024 (United State Pharmacopeia 47-NF 42): Acetaminophen. [CrossRef]
- N.P. Ashok, and G.J. Khan, “A simple UV-Vis spectrophotometric assay study on different brand of paracetamol.” WJPLS, vol. 8, no. 9, pp, 186-193, 2022.
- Sucipto, F. Iskandar, Hanifah, W. Rahmawati, and S.A. Fiqrotinnisa, “The application of Amylum manihot as disintegrant in the formulation of paracetamol tablets by wet granulation method.” Journal of Scince and Technology Research for Pharmacy, vol. 1, no. 2, pp. 26-30, 2022. [CrossRef]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, Particle Size Distribution Estimation by Analytical Sieving. [CrossRef]
- S. Ahmad, “Thickness test for tablets” [Internet]. Pharmainfo; 2022 [cited 2025 January 10]. Available online: https://www.pharmainform.com/2022/07/thickness-test-for-tablets.html.
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter Tablet breaking force. [CrossRef]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter Tablet friability. [CrossRef]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, Disintegration. [CrossRef]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, Uniformity of dosage units. [CrossRef]
- G. Marisa, J. G. Marisa, J. Kapala, T. Mafuru, R. Matinde, E. Kimaro, and E. Kaale, “Quality evaluation of locally manufactured paracetamol tablets in East Africa.” BioMed Research International, pp. 9437835, 2024 Sep 14. [CrossRef] [PubMed]
- USP 2024 (United State Pharmacopeia 47 - NF 42): General chapter, Dissolution. [CrossRef]
- Y. Hong, and X. Liu, “Pre-gelatinized Modification of Starch.” In: Z. Sui, and X. Kong, (eds), “Physical Modifications of Starch.” Springer: Singapore, 2018. https://link.springer.com/chapter/10. 1007.
- N.G. Marotta, and H. Bell, “Method of preparing pregelatinized starch compositions.” US3464857A (Patent) 1967.
- D. Anggraini, A. D. Anggraini, A. Lukman, and H.Y. Teruna, “Physicochemical properties of phosphate pregelatinized Musa balbisiana starch as pharmaceutical excipient.” Pharmacology and Clinical Pharmacy Research, vol. 1, no. 3, pp. 90-96, 2016. [CrossRef]
- Depkes RI, “Farmakope Indonesia, edisi 4.” Jakarta: Depkes RI; 1995.
- N. Fadjria, A. N. Fadjria, A. Arfiandia, N.D. Auliyah, “Analysis of amylose content in sweet corn starch (Zea Mays L. Var. Saccharata) by UV-Vis spectrophotometry.” Journal of Pharmaceutical and Sciences, vol. 7, no. 2, pp. 152-158, 2024. [CrossRef]
- E. Bertoft, “Understanding starch structure: Recent progress.” Agronomy, vol. 7, no. 3, pp. 56, 2017. [CrossRef]
- E.I. Yousif, M.G.E. E.I. Yousif, M.G.E. Gadallah, and A.M. Sorour, “Physico-chemical and rheological properties of modified corn starches and its effect on noodle quality.” Annals of Agricultural Sciences, vol. 57, no. 1, pp. 19-27, 2012. [CrossRef]
- C. Ophardt, “Starch and iodine” [internet]. California: LibreTexts. https://chem.libretexts.
- N. Aini, and P. Hariyadi, “Utilization of modified white corn starch in producing marshmallow cream.” IJFAC, vol. 3, no. 2, pp. 40-46, 2018. [CrossRef]
- P.M. Lestari, A. P.M. Lestari, A. Widayanti, and H. Afifah, “The effect of pregelatinized taro starch (Colocasia esculenta (L.) Schott) on temperature as filler on thiamine hidrochloride tablet. Open Access Macedonian Journal of Medical Sciences, vol. 7, no. 22, pp. 3827-3832, 2019. [CrossRef] [PubMed]
- E.G.C. Clarke, and A.C. Moffat, eds. “Clarke’s Isolation and Identification of Drugs in Pharmaceuticals, Body Fluids, and Post-mortem Material, 2nd ed. 2.” Michigan: Pharmaceutical Press; 1986.
- B. Setyono, and F.A. Purnawiranita, “Analysis of flow characteristics and paracetamol tablet hardness using 2D double mixer of design drum type with rotation and mixing time variations.” Journal of Mechanical Engineering, Science, and Innovation, vol. 1, no. 2, pp. 38-48, 2021. [CrossRef]
- B. Hartesi, Sriwidodo, M. Abdassah, and A.Y. Chaerunisa, “Starch as pharmaceutical excipient.” International Journal of Pharmaceutical Sciences Review and Research, vol. 41, no. 2, 59-64, 2016. https://globalresearchonline.net/journalcontents/v41-2/14.
- P. Hiremath, K. P. Hiremath, K. Nuguru, and V. Agrahari, “Chapter 8 - Material Attributes and Their Impact on Wet Granulation Process Performance,” Editor(s): A.S. Narang, and S.I.F. Badawy, “Handbook of Pharmaceutical Wet Granulation.” Academic Press, pp. 263-315, 2019, ISBN 9780128104606. [CrossRef]
- P. Thapa, A.R. P. Thapa, A.R. Lee, D.H. Choi, and S.H. Jeong, “Effects of moisture content and compression pressure of various deforming granules on the physical properties of tablets.” Powder Technology, vo. 310, pp. 92-102, 2017. [CrossRef]
- Patel, C. Jin, B. Handzo, and R. Kalyanaraman, “Measurement of moisture content in pharmaceutical tablets by handheld near-infrared spectrometer: Adopting quality by design approach to analytical method lifecycle management.” Journal of Pharmaceutical and Biomedical Analysis, vol 229, pp. 115381, 2023. [CrossRef]
- D.S. Shah, K.K. Moravkar, D.K. Jha, V. Lonkar, P.D. Amin, S.S. Chalikwar, “A concise summary of powder processing methodologies for flow enhancement.” Heliyon, vol. 9, no. 6, pp. e16498, 2023 May 24. [CrossRef] [PubMed]
- Utsumi, R. An attrition test with a sieve shaker for evaluating granule strength. Powder Technology, vol. 122, no. 2, pp. 199-204, 2001. [CrossRef]
- A.L. Skelbæk-Pedersen, T.K. A.L. Skelbæk-Pedersen, T.K. Vilhelmsen, J. Rantanen, and P. Kleinebudde, “The relevance of granule fragmentation on reduced tabletability of granules from ductile or brittle materials produced by roll compaction/dry granulation.” International Journal of Pharmaceutics, vol. 592, pp. 120035, 2021. [CrossRef]
- H. Leuenberger, “The compressibility and compactibility of powder systems.” International Journal of Pharmaceutics, vol. 12, no. 1, pp. 41-55, 1982. [CrossRef]
- Macho, et al., “Systematic study of paracetamol powder mixtures and granules tabletability: Key role of rheological properties and dynamic image analysis.” International Journal of Pharmaceutics, vol. 608, pp. 121110, 2021. [CrossRef]
- Azimuddin, M.F. Roslan, and R.T. Widodo, “Formulation and in vitro evaluations of paracetamol orally disintegrating tablets.” Journal of Food and Pharmaceutical Sciences, vol. 11, no. 1, pp. 780-787, 2023. [CrossRef]
- R. Kamour, I. R. Kamour, I. El-Sharaa, and A. Eswayah, “Physical and chemical evaluation of different brands of paracetamol tablet.” AlQalam Journal of Medical and Applied Sciences, vol. 7, no. 2, pp. 257-260, 2024. [CrossRef]
- Y.L. Achille, et al., “Quality control of paracetamol generic tablets marketed in Benin and search of its two impurities p-aminophenol and p-nitrophenol by HPLC-UV/Visible.” American Journal of Analytical Chemistry, vol. 13, no. 11, pp. 449-460, 2022. [CrossRef]
- British Pharmacopoeia Commission. “British Pharmacopoeia. 2nd ed.” London: The Stationery Office, 2007.
- C.H.R. Serra, K.H. C.H.R. Serra, K.H. Chang, T.M. Dezani, V. Porta, and S. Storpirtis, “Dissolution efficiency and bioequivalence study using urine data from healthy volunteers: a comparison between two tablet formulations of cephalexin.” Brazilian Journal of Pharmaceutical Sciences, vol. 51, no. 2, pp. 383-392, 2015. [CrossRef]
- Jubril, J. Muazu, and G.T. Mohammed, “Effects of phosphate modified and pregelatinized sweet potato starches on disintegrant property of paracetamol tablet formulations.” Journal of Applied Pharmaceutical Science, vol. 2, no. 2, pp. 32-36, 2012. Available online: https://www.researchgate.net/publication/265219787.
- IBM SPSS Statistics, “Analyze data with ease, forecast trends accurately, and drive key outcomes using IBM SPSS Statistics. Available online: https://www.ibm.com/products/spss-statistics.
Figure 1.
Microscopic form of cornstarch (A), pregelatinized cornstarch (B), 0.25% phosphate-pregelatinized cornstarch (C), 0.30% phosphate-pregelatinized cornstarch (D), and 0.35% phosphate-pregelatinized cornstarch (E) magnified 100 times.
Figure 1.
Microscopic form of cornstarch (A), pregelatinized cornstarch (B), 0.25% phosphate-pregelatinized cornstarch (C), 0.30% phosphate-pregelatinized cornstarch (D), and 0.35% phosphate-pregelatinized cornstarch (E) magnified 100 times.
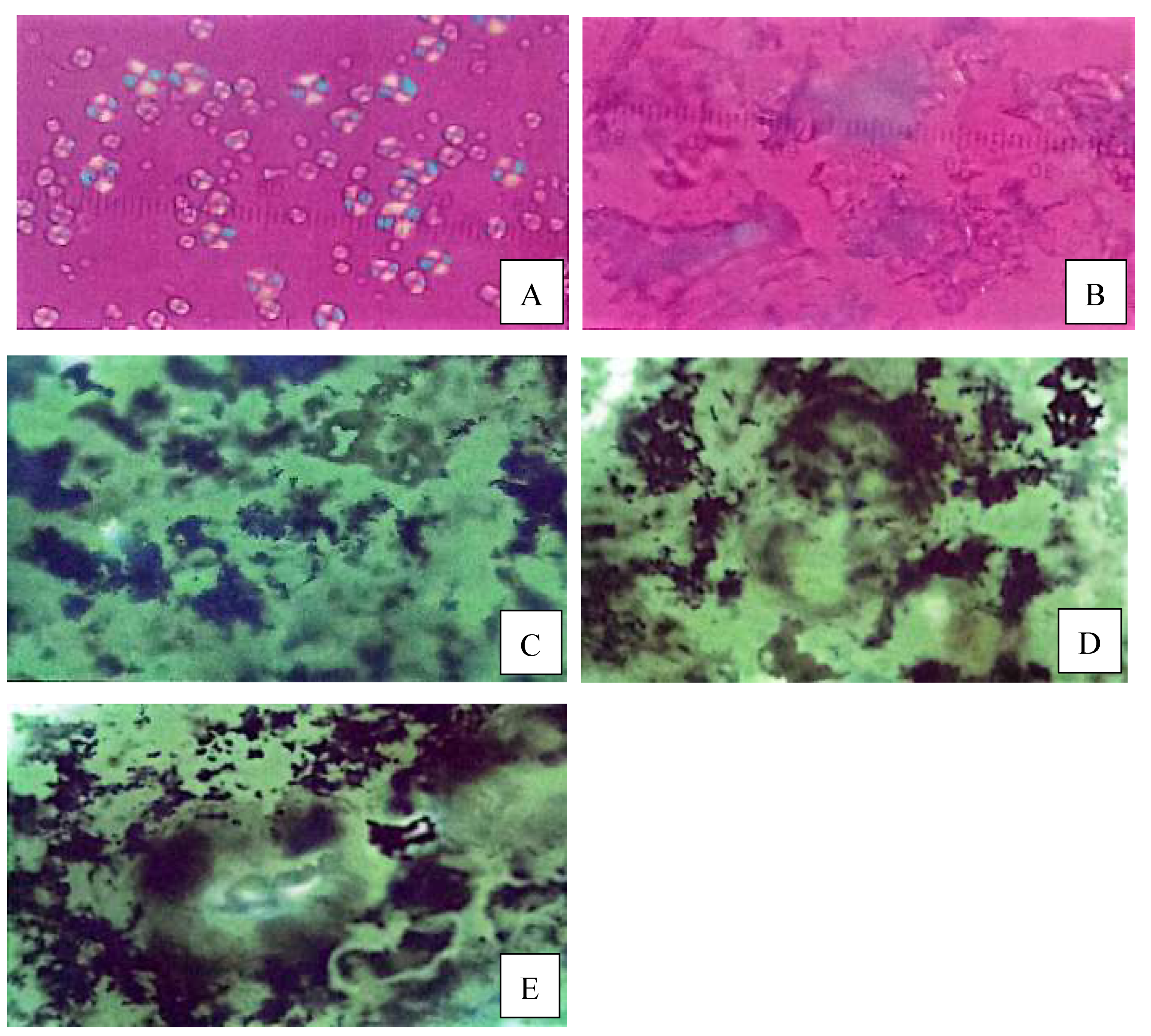
Figure 2.
Dissolved paracetamol (%) profiles vs. time (minute) of tablet formulations.
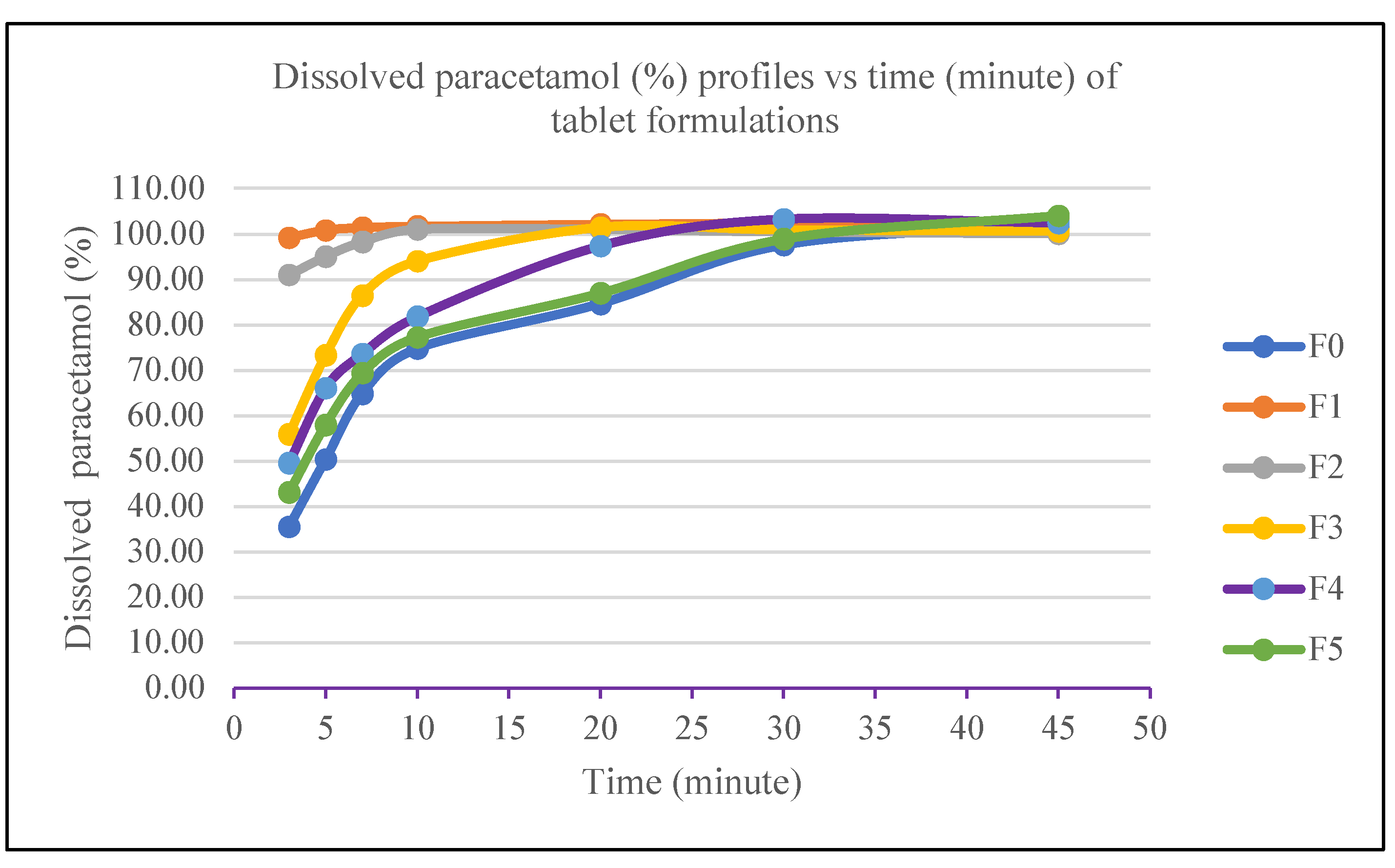
Figure 3.
UV spectra (0-400 nm) of paracetamol in 0.1N NaOH with a peak at 257 nm.
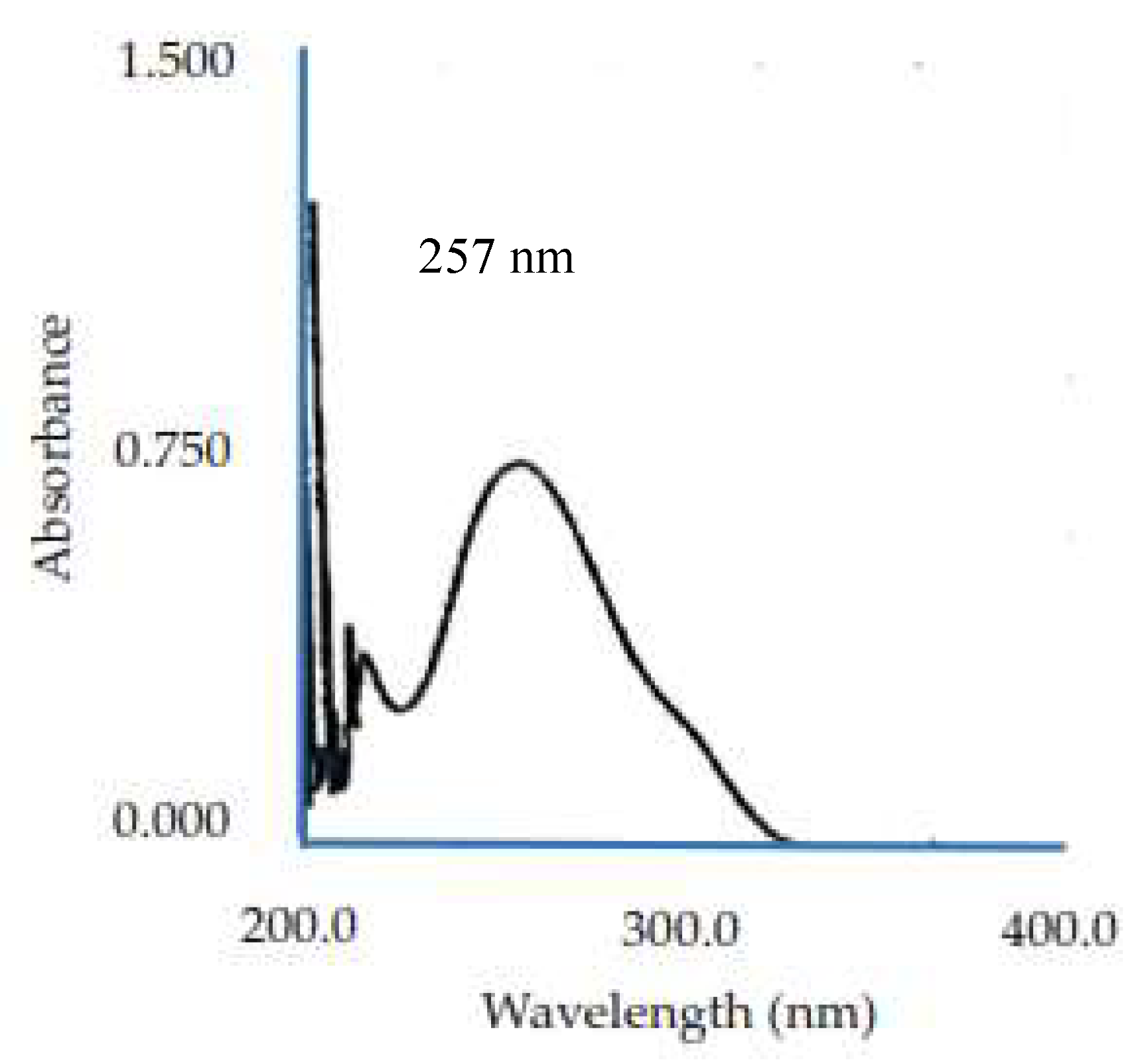
Figure 4.
UV spectra (0-400 nm) of paracetamol in phosphate buffer of pH 5.8 with a peak at 243 nm.
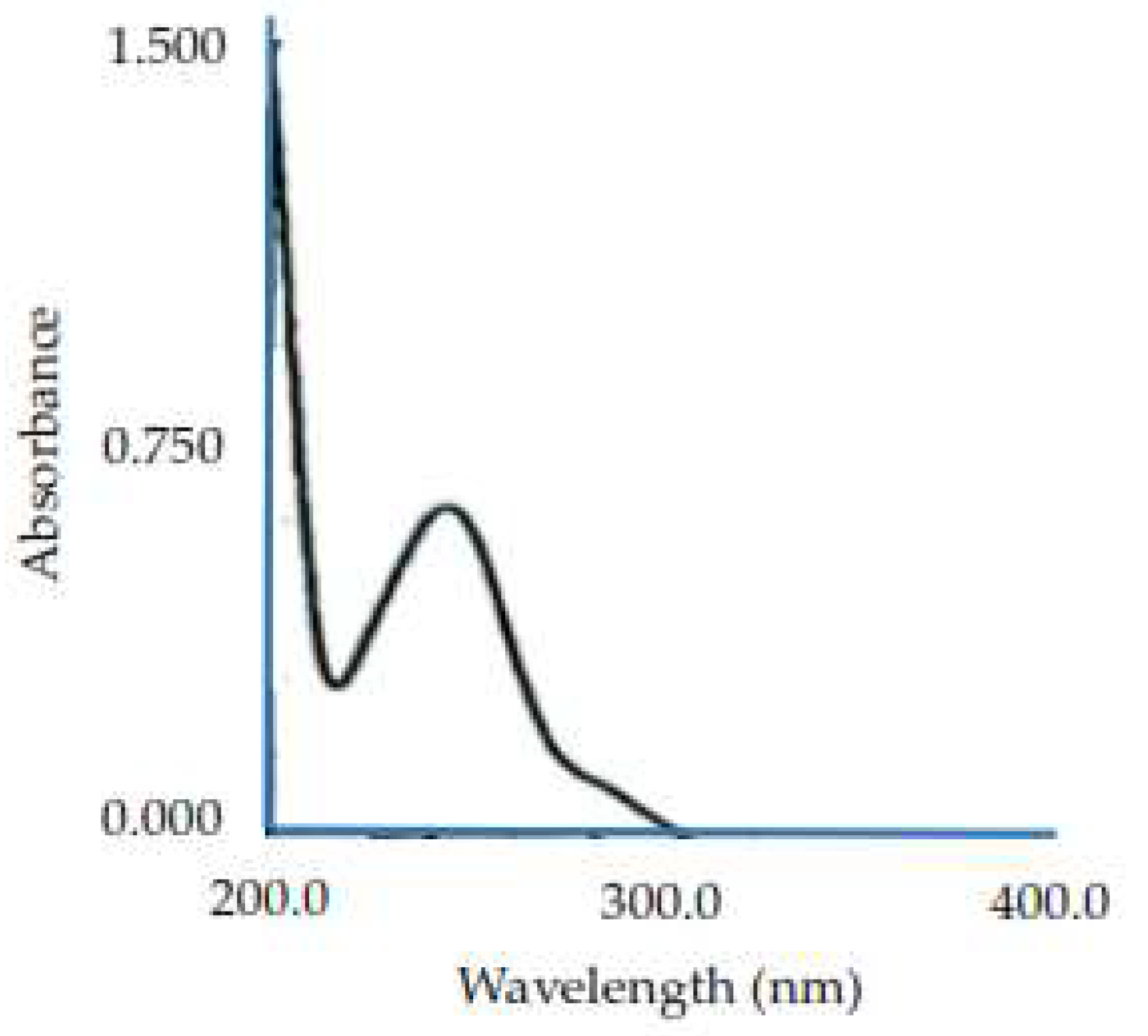
Figure 5.
UV spectra (0-400 nm) during the specificity test in 0.1N NaOH.
Figure 6.
UV spectra (0-400 nm) during the specificity test of the excipient in 0.1N NaOH.
Figure 7.
UV spectra (0-400 nm) during the specificity test of paracetamol and the excipient in 0.1N NaOH.
Figure 7.
UV spectra (0-400 nm) during the specificity test of paracetamol and the excipient in 0.1N NaOH.
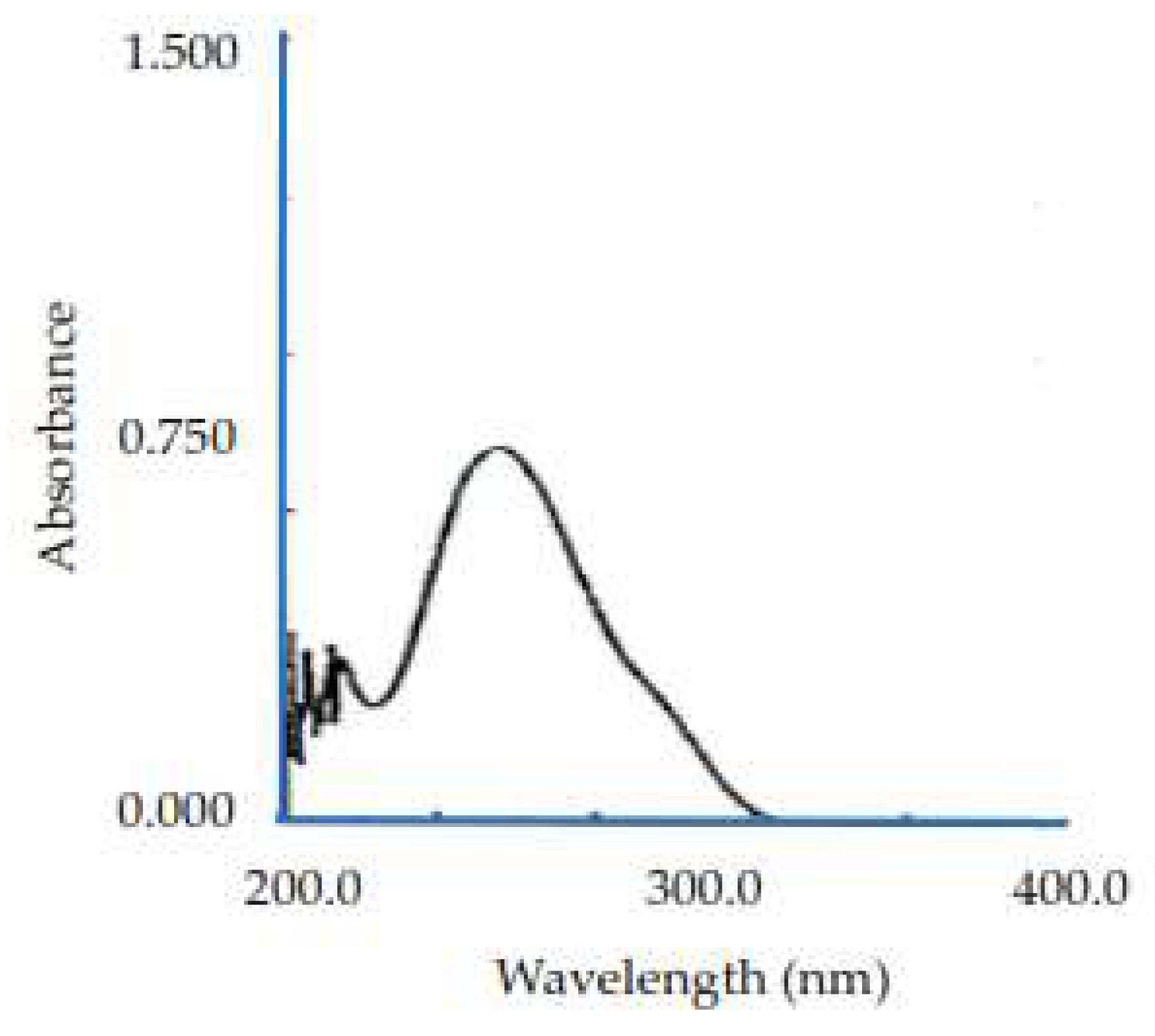
Figure 8.
Tablet samples of formulations F0, F1, F2, F3, F4, and F5.

Table 1.
Formulations of paracetamol tablets.
| Material | F0 | F1 | F2 | F3 | F4 | F5 |
|---|---|---|---|---|---|---|
| Paracetamol (mg) | 500 | 500 | 500 | 500 | 500 | 500 |
| Cornstarch (%) | 10 | 10 | 10 | 10 | 10 | 10 |
| Pregelatinized cornstarch (%) | 7 | - | - | - | - | - |
| Phosphate-pregelatinized cornstarch (%) | - | 3 | 4 | 5 | 6 | 7 |
| Primogel (%) | 3 | 3 | 3 | 3 | 3 | 3 |
| Magnesium stearate (%) | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 |
| Talc (%) | 2 | 2 | 2 | 2 | 2 | 2 |
| Lactose (added to a final weight of 700 mg) | 700 | 700 | 700 | 700 | 700 | 700 |
Table 2.
Characterization of cornstarch, pregelatinized cornstarch, and phosphate-pregelatinized cornstarch.
Table 2.
Characterization of cornstarch, pregelatinized cornstarch, and phosphate-pregelatinized cornstarch.
| Parameter | Cornstarch | PregelatinizedCornstarch | Phosphate-Pregelatinized cornstarch | ||
|---|---|---|---|---|---|
| 0.25%* | 0.30% | 0.35% | |||
| Viscosity (cP) | - | 72.9+0.45 | 37.7+0.75 | 45.5+0.30 | 34.3+0.55 |
| pH | 6.3+0.05 | 6.7+0.05 | 6.9+0.01 | 7.1+0.07 | 7.2+0.1 |
| Whiteness level (%) | 97.27 | 89.36 | 98.82 | 99.05 | 99.75 |
| Identification color | Purple | Dark blue | Dark blue | Dark blue | Dark blue |
| Loss on drying (%) | 10.56+0.06 | 5.59+0.30 | 6.19+0.05 | 6.16+0.06 | 6.19+0.01 |
| Flow rate (g/s) | 0.51+0.04 | 0.85+0.04 | 1.04+0.03 | 1.25+0.10 | 1.41+0.11 |
| Repose angle (o) | 37.75+0.45 | 24.94+0.42 | 23.37+0.59 | 21.70+0.10 | 20.89+0.72 |
| Compressibility (%) | 20.32+0.32 | 15.41+0.55 | 13.93+0.24 | 12.93+0.27 | 11.33+1.02 |
*as Na2HPO4 concentration of dry amylum.
Table 3.
Characterization of paracetamol.
| Parameter | Results |
| Flow rate (g/s) | - |
| Repose angle (o) | - |
| Absorbance peak (nm) | NaOH 0.1N at 257.20 nm Phosphate buffer at pH 5.8 at 243.60 nm |
| Organoleptic | White powder, with no odor and a bitter taste |
| Compressibility (%) | 23.59+0.42 |
| Solubility | Soluble in boiling water, 1N NaOH, and ethanol |
Table 4.
Characterization of tablet mass before compression.
| Parameter | F0 | F1 | F2 | F3 | F4 | F5 | |
|---|---|---|---|---|---|---|---|
| LOD (%) | 3.52+0.02 | 3.56+0.02 | 3.55+0.02 | 3.61+0.01 | 3.54+0.01 | 3.52+0.01 | |
| F. rate (g/s) | 28.74+0.30 | 22.73+0.72 | 24.21+0.08 | 26.18+0.93 | 25.32+0.32 | 25.84+0.73 | |
| R. angle (o) | 22.56+0.24 | 25.54+1.51 | 24.49+0.36 | 23.99+0.29 | 23.68+0.13 | 23.15+0.28 | |
| Compress. (%) | 8.70+0.30 | 15.68+0.08 | 14.34+0.34 | 12.70+0.30 | 11.60+0.40 | 10.70+0.30 | |
| Con. hom. (%) | 99.47+0.21 | 101.98+0.52 | 99.18+0.08 | 99.05+0.039 | 101.92+0.08 | 101.14+0.17 | |
LOD: loss on drying; F. rate: flow rate; R. angle: repose angle; Compress.: compressibility; Con. hom.: content homogeneity.
Table 5.
Particle size distribution (%) of tablet mass before compression.
| Mesh# | F0 | F1 | F2 | F3 | F4 | F5 | |
|---|---|---|---|---|---|---|---|
| 14 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 16 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 20 | 0.97+0.03 | 0.95+0.01 | 0.97+0.01 | 0.85+0.04 | 1.58+0.02 | 0.90+0.02 | |
| 30 | 59.29+0.31 | 37.07+0.28 | 36.36+0.46 | 27.90+0.40 | 65.05+0.32 | 22.51+0.31 | |
| 40 | 26.31+0.50 | 36.81+1.01 | 51.01+0.38 | 55.29+0.30 | 14.36+0.16 | 56.83+0.10 | |
| 50 | 10.97+0.69 | 20.90+0.09 | 6.11+2.03 | 12.17+0.44 | 15.04+0.35 | 17.12+0.71 | |
| Pan | 2.46+0.08 | 4.26+0.61 | 3.85+0.23 | 3.78+0.29 | 3.58+0.17 | 2.72+0.17 | |
Table 6.
Granule friability (%) of tablet mass before compression.
| Mesh# | F0 | F1 | F2 | F3 | F4 | F5 | |
|---|---|---|---|---|---|---|---|
| 14 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 16 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 20 | 0.88+0.01 | 0.28+0.02 | 0.49+0.62 | 0.65+0.04 | 1.33+0.10 | 0.80+0.89 | |
| 30 | 58.48+0.44 | 12.38+1.07 | 21.80+0.80 | 27.90+0.40 | 65.05+0.32 | 22.51+0.31 | |
| 40 | 25.85+0.53 | 68.851+0.48 | 64.96+0.86 | 54.05+0.05 | 16.59+0.35 | 56.44+0.30 | |
| 50 | 12.56+0.90 | 18.58+0.34 | 7.67+0.24 | 15.13+0.50 | 14.68+0.40 | 17.99+0.76 | |
| Pan | 2.36+0.02 | 5.42+0.55 | 5.07+0.25 | 4.29+0.28 | 3.23+0.18 | 2.55+0.24 | |
Table 7.
Physical data of paracetamol tablet formulations.
| Test type | F0 | F1 | F2 | F3 | F4 | F5 | |
|---|---|---|---|---|---|---|---|
| Organoleptic | White, no odor, Uhamka logo | White, no odor, Uhamka logo | White, no odor, Uhamka logo | White, no odor, Uhamka logo | White, no odor, Uhamka logo | White, no odor, Uhamka logo | |
| Diameter (cm) | 1.32+0.00 | 1.32+0.00 | 1.32+0.00 | 1.32+0.00 | 1.32+0.00 | 1.32+0.00 | |
| Thicknss (cm) | 0.50+0.01 | 0.50+0.00 | 0.50+0.00 | 0.50+0.00 | 0.50+0.00 | 0.50+0.00 | |
| Hardness (kg) | 5.57+0.08 | 5.05+0.03 | 5.28+0.04 | 5.60+0.06 | 5.64+0.02 | 5.80+0.06 | |
| Friability (%) | 0.34+0.05 | 1.61+0.03 | 1.31+0.07 | 0.97+0.02 | 0.75+0.06 | 0.50+0.03 | |
| Disint. time (s) | 79+0.01 | 72+0.03 | 76+0.01 | 63+0.03 | 74+0.04 | 82+0.01 | |
| W. vari.(mg) | 710.26+2.53 | 710.85+4.90 | 710.56+4.22 | 709.49+2.68 | 711.44+2.79 | 711.60+2.33 | |
| W. dev. (%) | 0.30+0.27 | 0.58+0.41 | 0.52+0.31 | 0.29+0.25 | 0.32+0.25 | 0.28+0.18 | |
Disint. time: disintegration time; s: second; W. vari.: weight variation; W. dev.: weight deviation; Thicknss: thickness.
Table 8.
Chemical data of paracetamol tablet formulations.
| Test type | F0 | F1 | F2 | F3 | F4 | F5 | |
|---|---|---|---|---|---|---|---|
| Par. contn (%) | 99.85+0.14 | 102.92+0.06 | 98.84+0.28 | 99.27+0.17 | 101.71+0.19 | 101.86+0.08 | |
| C. hom. (%) | 99.88+0.12 | 102.91+0.13 | 98.84+0.04 | 99.27+0.10 | 101.75+0.11 | 101.80+0.03 | |
Par. contn: paracetamol content; C. hom: content homogeneity.
Table 9.
Dissolution data of paracetamol tablet formulations.
| Time | Minute-3 | Minute-5 | Minute-7 | Minute-10 | Minute-20 | Minute-30 | Minute-45 |
|---|---|---|---|---|---|---|---|
| Dissolution (%) |
F0 | ||||||
| 35.56+1.80 | 50.40+2.17 | 64.85+2.08 | 74.80+1.95 | 84.63+2.12 | 97.55+4,65 | 101.87+0.9 | |
| F1 | |||||||
| 99.13+0.84 | 100.80+0.69 | 101.34+0.78 | 101.68+0.82 | 102.06+0.79 | 102.41+0.83 | 102.79+0.9 | |
| F2 | |||||||
| 90.95+2.95 | 95.00+2.35 | 98.25+1.79 | 100.99+0.70 | 100.99+0.81 | 100.43+1.12 | 100.07+1.3 | |
| F3 | |||||||
| 55.90+6.14 | 73.32+4.99 | 86.48+4.00 | 94.02+2.19 | 101.43+0.83 | 100.89+0.95 | 100.58+1.2 | |
| F4 | |||||||
| 49.57+1.37 | 66.06+1.63 | 73.57+1.99 | 81.76+1.85 | 97.29+2.44 | 103.20+0.59 | 102.41+1.0 | |
| F5 | |||||||
| 43.10+2.74 | 57.98+5.83 | 69.34+2.83 | 77.29+4.88 | 86.95+2.74 | 98.90+2.47 | 103.99+0.6 | |
Dissol.: dissolution.
Table 10.
Dissolution efficiencies of paracetamol tablets.
| Parameter | Dissolution efficiency (%) | ||||||
|---|---|---|---|---|---|---|---|
| F0 | F1 | F2 | F3 | F4 | F5 | ||
| Sample size | 18 | 18 | 18 | 18 | 18 | 18 | |
| Average | 78.79 | 95.88 | 95.01 | 90.53 | 86.09 | 80.89 | |
| SD | 0.67 | 0.19 | 0.47 | 0.79 | 0.70 | 1.26 | |
| RSD | 0.85 | 0.20 | 0.49 | 0.87 | 0.81 | 1.55 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



