
Submitted:
30 April 2025
Posted:
02 May 2025
You are already at the latest version
Abstract
This study presents the development of an immersive training platform based on the Metaverse concept, aimed at enhancing the training of maintenance personnel in foundational reliability and maintenance engineering methodologies. The proposed tool, FMECA-VR-0.1 (Failure Modes, Effects and Criticality Analysis – Virtual Reliabil-ity-0.1), integrates two key techniques—Qualitative Risk Criticality Matrix (QRCM) and Failure Modes, Effects and Criticality Analysis (FMECA)—to support the optimi-zation of maintenance plans for physical assets. The project is structured in two phas-es: the conceptual design of the tool based on the Maintenance Management Model (MMM) developed by INGEMAN, and the development of an immersive digital pro-totype within a virtual reality environment. The training environment allows users to explore and practice reliability techniques in a realistic and safe virtual setting. A case study was conducted on a wind turbine from the Valle de los Vientos Wind Farm in Chile. Results indicate that virtual environments significantly improve training out-comes by reducing learning time, minimizing human errors, and enhancing reliability and maintainability indicators. The FMECA-VR-0.1 tool represents a milestone in the digital transformation of technical training in maintenance, offering an adaptable so-lution for various industrial contexts. Its immersive approach, combined with engi-neering-based analysis, reinforces human capabilities and contributes to the lifecycle optimization of key maintenance processes.
Keywords:
Metaverse
; Maintenance Management Model (MMM)
; Failure Modes and Effects Analysis (FMEA)
; Qualitative Risk Criticality Matrix (QRCM)
; Predictive Maintenance
; Industry 4.0
; Technical Maintenance Training
1. Background on Industry 4.0 Tools Applied to Maintenance
The term “Industry 4.0”, first introduced by Siemens at the Hannover Fair in 2011, refers to the fourth industrial revolution and today represents an evolving phenomenon. It is described as the process that will lead manufacturing industries into a fully automated and interconnected reality [1,2,3]. Below is a brief overview of the key milestones in the evolution of Industry 4.0, considered the latest industrial revolution:
- -
- In the mid-1700s, the steam engine enabled the implementation of new systems capable of improving and mechanizing the productivity of conventional processes. This marked the first industrial revolution.
- -
- Around 1870, with the widespread use of electricity, the concept of mass production emerged. At the same time, the combustion engine began to be used.
- -
- Around the 1970s, the digital era began. Its objective was to increase automation by leveraging information technology.
- -
- The fourth and most recent industrial revolution is based on currently available technologies; it does not have a precise official start date, as its development is still ongoing.
The origins of this revolution lie in the current landscape, characterized by the increasing use of information technologies capable of radically transforming innovation approaches, reducing the time required to achieve quality and performance goals. Moreover, the market is shaped by intense competition, which has significantly increased across all industrial sectors, fostering conditions for price reduction and quality improvement.
Another key phenomenon is the shortening of product life cycles, driven by the need to respond swiftly to market demands and stay ahead of competitors, thus preventing market share loss. Product design and manufacturing are therefore evolving, placing emphasis not only on quality but also on flexibility, understood as the ability to react, be resilient, and offer product customization [2,4]. These new conditions have prompted major manufacturing countries to invest economically in supporting national companies to develop renewal strategies. Notably, Germany launched a strategic government initiative in 2012 (Industry 4.0) to position the country as a global leader in advanced manufacturing solutions. Subsequently, the United States government introduced a partnership called Manufacturing USA, collaborating with leading ICT (Information and Communication Technologies) firms to promote research in smart manufacturing. Similar initiatives were launched in France (Industrie du Futur), China (Made in China 2025), Japan (Industrial Value Chain Initiative), as well as in the UK, India, and others. More recently (2016), Italy also launched a government investment plan to enhance R&D, foster entrepreneurship, and build university-level competencies (Piano Nazionale Industria 4.0, 2016) [1,5].
Today, we are at the beginning of the fourth industrial revolution, which aims to connect automated production with digital connectivity. This is achieved through tools such as the Internet of Things (IoT), an environment in which machines are enabled to independently generate and transmit data to a server for operations like backup, reporting, diagnostics, benchmarking, task allocation, and more. A key advancement is represented by system integration technologies and the creation of Cyber-Physical Systems (CPS), defined as the interconnection between the physical machine and its digital twin. These systems allow operations to be executed in parallel or on different time scales, providing critical information about behavior and context (US National Science Foundation, Cyber-Physical Systems). Smart machines, logistics systems, and production plants can all be considered CPS. These tools can be leveraged to advance Industry 4.0 by integrating automation with connectivity in the manufacturing sector, creating a flexible and optimized business model [6,7].
In the context of industrial maintenance, the application of Industry 4.0 technologies enables the implementation of advanced strategies such as predictive maintenance, real-time asset management, and scenario simulation through virtual and augmented reality [8,9,10]. Among the key tools are IoT, artificial intelligence (AI), big data, augmented reality (AR), and virtual reality (VR), among others. Virtual Reality (VR) and Augmented Reality (AR) have become essential tools for training and maintenance scenario simulation. Through immersive environments, technicians can safely perform procedures, optimizing learning time and reducing human error [11,12].
1.1. The Metaverse as an Expansion of Industry 4.0 in Maintenance
Within the framework of the transition to Industry 4.0, the industrial metaverse is emerging as one of the most disruptive technologies, integrating advanced tools such as digital twins, artificial intelligence (AI), the Internet of Things (IoT), virtual reality (VR), augmented reality (AR), and collaborative robotics. These technologies converge to optimize the management of physical assets, enhance operational reliability, and transform maintenance processes in critical industrial sectors [13].
According to Galar and Kumar [14], the application of the metaverse to maintenance significantly extends the capabilities of predictive maintenance by enabling the creation of immersive environments in which technicians interact with real-time digital replicas of physical equipment. This interaction is made possible through the combination of digital twins and mixed reality technologies, allowing detailed simulation of maintenance scenarios without the need for direct field intervention [14,15]. Key benefits of this technology include:
- -
- Interaction with digital twins: The integration of IoT sensors and big data analytics platforms enables the construction of virtual models that accurately reflect the operational behavior of assets. This facilitates early fault detection and data-driven decision-making [15].
- -
- Scenario simulation and technical training: Through immersive environments, operators can rehearse maintenance procedures under safe conditions, reducing human error, shortening training times, and improving operational understanding of systems [16].
- -
- Remote collaboration and field assistance: Augmented reality interfaces enable experts to remotely guide the execution of critical tasks, improving intervention accuracy and reducing asset downtime [15].
- -
2. Comprehensive Application of the Maintenance Management Model (MMM)
For the development of the digital tool FMECA-VR-01, the eight-phase Maintenance Management Model (MMM) developed by INGEMAN will serve as a reference framework (Figure 1) [17]. The goal is to enhance the profitability of production systems by prioritizing asset components in order to carry out a series of analyses aimed at improving the efficiency and effectiveness of maintenance management processes [17,18].
Below is a brief introduction to each phase of the MMM:
- -
- Phase 1. Techniques for defining a maintenance management strategy. To ensure that maintenance operational objectives and strategies are not misaligned with overall business goals [19], techniques such as the Balanced Scorecard (BSC) can be introduced and implemented in the maintenance area [18]. The BSC is customized for each organization and enables the creation of key performance indicators (KPIs) to measure maintenance performance, aligned with strategic objectives [19]. Unlike conventional control-oriented measures, the BSC centers its analysis on corporate strategy and vision, emphasizing the achievement of performance goals. These goals are established through a participative process involving internal and external stakeholders in the maintenance organization, company leadership, key operational personnel, and end users. As a result, maintenance performance measures are directly linked to the overall success of the organization.
- -
- Phase 2. Techniques for ranking production assets. Once maintenance objectives and strategies are defined, various qualitative and quantitative techniques are available to systematically classify assets based on their criticality for achieving business objectives. Many quantitative approaches employ variations of probabilistic risk assessment (PRA) or generate probabilistic risk indices (PRI) for each asset [17]. Assets with higher indices are prioritized. In cases where historical data is unavailable, qualitative techniques may be applied to ensure effective initial decision-making. After asset prioritization, a clear maintenance strategy must be defined for each category, to be refined over time.
- -
- Phase 3. Tools for eliminating weak points in high-impact equipment or systems. In critical assets, it is advisable to identify and eliminate chronic, recurring failures before developing maintenance plans. Doing so can yield an early return on investment. One of the most widely used techniques for this purpose is Root Cause Analysis (RCA) [17], which identifies the physical, human, and latent causes of failures. Physical causes refer to the technical explanation for the failure, human causes involve errors or omissions that lead to failure, and latent causes relate to organizational or management deficiencies that enable those errors to persist. Addressing latent causes is typically the main focus of this phase.
- -
- Phase 4. Support for defining an effective preventive maintenance plan. Designing a preventive maintenance plan for a system requires identifying its functions and potential failure modes, and establishing tasks that ensure safety and cost-effectiveness. A structured methodology such as Reliability Centered Maintenance (RCM) [17] is commonly used to achieve this objective.
- -
- Phase 5. Optimization techniques for improving maintenance programs. Maintenance plans and programs can be optimized to improve the effectiveness and efficiency of the initial design. Optimization models vary depending on the analysis time horizon. Long-term models address maintenance capacity, spare parts inventory, and task intervals. Medium-term models focus on optimizing scheduled shutdowns, while short-term models improve resource allocation and control. Both analytical and empirical approaches are employed, often requiring simplifications to manage complexity [17,18].
- -
- Phase 6. Monitoring and control of maintenance operations. Once maintenance activities are designed, planned, and scheduled, their execution must be monitored, and deviations controlled to meet business objectives and KPI targets. Many high-level KPIs are built from technical and economic sub-indicators, making it essential to capture accurate and aggregated maintenance data.
- -
-
Phase 7. Lifecycle cost analysis and control. This phase evaluates the total cost of an asset throughout its lifecycle, including planning, R&D, production, operation, maintenance, and disposal. Lifecycle cost analysis depends heavily on reliability data such as failure rates, repair times, and spare part costs. It supports decisions about new equipment acquisition or replacement and offers three major benefits [20]:
- ○
- All costs associated with an asset become visible.
- ○
- It enables cross-functional analysis, e.g., how low R&D investment may increase future maintenance costs.
- ○
- It allows management to make accurate forecasts.
- -
- Phase 8. Techniques for continuous improvement in maintenance. Continuous improvement (CI) in maintenance is possible through emerging technologies in high-impact areas identified in earlier phases. Concepts such as Maintenance 4.0, e-maintenance, and e-manufacturing are key elements of Industry 4.0, which leverages ICT to create collaborative, multi-user corporate environments [4,20]. Maintenance 4.0 refers to a maintenance support system that integrates the resources, services, and management needed to enable proactive, data-driven decision-making. This support includes ICT, web-based, wireless, infotronic technologies, and “e-maintenance” functions such as e-monitoring, e-diagnosis, and e-prognosis. Additionally, the active participation of maintenance personnel is critical to success. While high levels of knowledge, training, and expertise are required, the inclusion of simple, operator-driven tasks is essential to achieving high-quality maintenance and overall equipment effectiveness.
As illustrated in the reference figure, the first three phases influence the effectiveness of maintenance management, the next phases (4 and 5) focus on planning and scheduling, while phases 6 and 7 address monitoring and cost control throughout the asset lifecycle. Phase 8 is devoted to designing actions that ensure continuous improvement through the integration of emerging Industry 4.0 technologies.
The continuous improvement process outlined in Phase 8 relies on the application of these emerging technologies, particularly under the Industry 4.0 paradigm. Tools such as IoT, machine learning (ML), neural networks (NN), and digital twins (DT) can exponentially enhance industrial management processes. The key challenge for a comprehensive maintenance model is to provide a roadmap for optimizing the use of Industry 4.0 tools to improve technical performance and maximize asset profitability throughout their life cycle (see Figure 2. Practical Connection between the MMM and Digital Transformation). This represents a functional perspective of the new digital framework for intelligent asset management [8].
3. Methodological Framework of the FMECA-VR-0.1 Tool
The four stages that make up the implementation process of the FMECA–VR 0.1 tool are described below (see Figure 3). These four stages are directly related to specific phases of the Maintenance Management Model (MMM) (see Figure 1):
- -
- Stages 1 and 2 correspond to the development of the operational context and the criticality matrix (linked to Phase 2 of the MMM).
- -
- Stages 3 and 4 correspond to the definition of failure modes, effects, and criticality (linked to Phase 4 of the MMM).
- -
- Stage 5 corresponds to the development of maintenance strategies (linked to Phases 4 and 5 of the MMM).
3.1. Stage 1. Operational Context
To define the operational context of the system to be evaluated [17], it is important to consider the following aspects:
- -
- Operational Summary: Purpose of the system, equipment involved, processes, safety devices, and environmental objectives.
- -
- Personnel: Definition of shifts, operations, and quality parameters.
- -
- Process Breakdown: Structuring of the process into systems, definition of boundaries, and listing of components.
The initial information that must be collected to develop the operational context includes [17]:
- -
- Operational profile.
- -
- Operating environment.
- -
- Quality/availability of required inputs (fuel, air, etc.).
- -
- Alarms and monitoring.
- -
- Spare parts policies, resources, and logistics.
- -
- P&IDs (Piping and Instrumentation Diagrams) of the system.}
- -
- System schematics and/or block diagrams, typically developed from the P&IDs.
A graphical tool that facilitates visualization of the operational context is the Input–Process–Output (IPO) diagram (see Figure 4). These diagrams must clearly identify the inputs, processes, and main outputs of the system.
The key elements of the IPO diagram are detailed below:
Inputs can be categorized into three types:
- -
- Raw materials: Resources directly processed or transformed by the system or equipment (e.g., gas, crude oil, wood).
- -
- Services: Resources used by the process to transform raw materials (e.g., electricity, water, steam).
- -
- Controls: Inputs related to control systems and their effects on the equipment or processes. These are usually not recorded as separate functions, as their failure is generally associated with a loss of output signal at some point in the process.
Outputs are associated with the inherent functions of the system and may be classified as:
- -
- Primary products: Represent the main purpose of the system, generally defined by production rate and quality standards.
- -
- Secondary products: Derived from primary functions performed by the system. Loss of secondary products can often lead to the failure of primary functions and may have catastrophic consequences.
- -
- Controls and alarms: Related to the system’s protection and control functions.
Processes should be recorded as a description of the function to be performed by the system in a specific location, allowing maintenance efforts to focus on the function under analysis and determine which maintenance activities must be performed for the asset to fulfill its role within the operational context. A recommended guideline for developing the operational context is ISO 14224, which provides a framework for defining system boundaries and identifying maintainable items within equipment subsystems. The standard includes examples of equipment types, general descriptions of operational context elements, classification of equipment types, boundary definitions, hierarchical breakdowns, and key reference data for each equipment class.
3.2. Stage 2. Equipment-Level Criticality Analysis
Criticality analysis techniques are used to prioritize systems, facilities, and equipment based on their overall impact, allowing for optimized resource allocation. A common qualitative method is ranking through the use of criticality matrices, which assess risk by considering the failure frequency and the severity of consequences [21]. To conduct a criticality analysis, the following elements must be considered:
- -
- Define the scope and purpose of the analysis.
- -
- Establish importance criteria, such as safety, environment, production, cost, failure frequency, and repair time.
- -
- Select or develop a method to rank systems/equipment.
Criticality analysis is a fundamental step in optimizing maintenance plans, as it enables the prioritization of assets based on their impact on operations, safety, and the environment [21]. One of the most widely used approaches is qualitative risk assessment, performed using criticality matrices, which are extensively applied in industries such as oil and gas, mining, and aviation. This study proposes a risk factor-based criticality model, specifically designed for application in the renewable energy sector. As a case study, the Valle de los Vientos Wind Farm is analyzed, with particular focus on the VESTAS V100 – 2.0 MW wind turbine. Additionally, the equations used in the model are presented, providing an analytical framework for ranking critical assets and optimizing maintenance strategies.
Risk=FF×C
C=SHE+IP+CDF
Where:
- -
- FF = Failure frequency per equipment (number of failures in a given time period)
- -
- C = Consequences of failures related to safety, environment, quality, production, etc.
- -
- SHE = Safety, Health and Environmental Impact
- -
- IP = Impact of Production
- -
- CDF = Costs Direct of Failure
Next, the evaluation factors and scales associated with failure frequency and consequences for each piece of equipment must be selected. These factors are adapted to the subsystems of the VESTAS V100–2.0 MW wind turbine.
Adjusted Factors for the VESTAS V100–2.0 MW Wind Turbine Components:
- -
- Failure Frequency (FF)
1. Excellent: One occurrence after 8,760 hours.
2. Good: At least one occurrence between 4,380 and 8,760 hours.
3. Average: At least one occurrence between 2,190 and 4,380 hours.
4. Poor: At least one occurrence between 730 and 2,190 hours.
5. Very Poor: At least one occurrence within 730 hours.
- -
- Failure Consequences (C)
Safety Health and Environmental Impact (SHE)
5. High impact: Fatalities or catastrophic environmental damage.
4. Medium–high impact: Serious injuries and significant environmental damage.
3. Low–medium impact: Minor injuries and no lasting environmental damage.
2. Low impact: Slight environmental damage.
1. No impact: No environmental effect.
Impact of Production (IP)
5. 60–100% production loss [MW], (>40 hours downtime).
4. 40–60% production loss [MW], (20 < X < 40 hours downtime).
3. 35–40% production loss [MW], (5 < X < 20 hours downtime).
2. 25–35% production loss [MW], (1 < X < 5 hours downtime).
1. 0–25% production loss [MW], (< 1 hour downtime).
Costs Direct of Failure (CDF)
5. Costs over USD 300,000.
4. Costs between USD 100,000 and 299,999.
3. Costs between USD 50,001 and 99,999.
2. Costs between USD 5,001 and 50,000.
1. Costs below USD 5,000.
The consequence factors for production impact and direct costs must be adjusted according to the industrial environment (values may vary depending on the realities of each operational context). The final result for the horizontal axis (Consequences) is the sum of the individual consequence factors (SHE + IP + CDF, maximum score: 15 points). The results are then presented in a Qualitative Risk Criticality Matrix (QRCM) of 5x5 (Figure 5), where the vertical axis represents five failure frequency categories (ranging from 1 to 5), and the horizontal axis represents five consequence categories (ranging from 1 to 15) [21].
Afterward, failure frequency and consequence factors are assessed for each equipment, assigning a position on the risk matrix and calculating a criticality value (Risk=FF×C). The resulting criticality values are located within the matrix and classified into four criticality levels, as shown below:
- -
- Criticality Levels by Equipment (Based on QRCM – Figure 5):
B = Low Criticality: Gray zone 3 ≤ Cr ≤ 18
M = Medium Criticality: Yellow zone 9 ≤ Cr ≤ 27
A = High Criticality: Green zone 13 ≤ Cr ≤ 48
MA = Very High Criticality: Red zone 35 ≤ Cr ≤ 75
3.3. Stage 3. Failure Modes, Effects, and Criticality Analysis (FMECA)
Failure Modes, Effects, and Criticality Analysis (FMECA) is a systematic methodology that identifies physical failure modes and their effects and consequences within a given operational context [17]. By defining failure modes, basic information is obtained to help prevent failure effects through the selection of maintenance activities. These activities are specifically designed to target each physical failure mode and mitigate its consequences.
3.3.1. Stage 3.1. Failure Modes
One of the key processes in the optimization of maintenance plans is the identification of physical failure modes that lead to the loss of asset functionality. The level of detail at which maintenance is managed for an asset should be directly related to the level at which failure modes are identified—this is known as the maintainable item level (i.e., the minimum disaggregation level at which a maintenance plan can be executed, as referenced in ISO 14224).
In many cases, the level at which failure modes are identified will not match the level of detail selected for analyzing the asset and its functions. Therefore, in order to develop an effective maintenance management system for a specific group of assets within an operational context, it is essential to determine the level at which various failure modes will occur, as they relate to the functional performance of the asset in that specific operational environment [17]. During the failure mode analysis process, the working group will gather information from the following sources:
- -
- Generic lists of failure modes.
- -
- Operations and/or maintenance personnel with extensive experience with the asset.
- -
- Existing technical records and maintenance histories.
- -
- Asset manufacturers and suppliers.
- -
- Other users operating the same type of asset.
Examples of physical failure modes associated with maintainable items:
- -
- Burned-out electric motor (detail level: equipment)
- -
- Fractured impeller shaft (detail level: component)
- -
- Impeller jammed due to foreign object (detail level: component)
- -
- Completely blocked suction line (detail level: component)
- -
- Worn mechanical seal (detail level: component)
- -
- Damaged piston ring in hydraulic cylinder (detail level: component)
3.3.2. Stage 3.2. Effects and Criticality of Failure Modes
In this part of the process, the main objective of the working group is to identify the effects (i.e., consequences) of each previously identified failure mode. Specifically, the team must describe the impact of the failure on safety, the environment, operations, maintenance, etc., within the defined operational context. This step should include all necessary information to support the assessment of failure consequences [17]. To accurately identify and describe the effects produced by each failure mode, the working group should generally answer the following questions:
- -
- What evidence confirms that the failure has occurred?
- -
- How does it affect safety and the environment?
- -
- How does it impact production or operations?
- -
- What are the operational consequences?
- -
- Is it necessary to shut down the process?
- -
- Is there an impact on quality? If so, how much?
- -
- Is there an impact on customer service?
- -
- Does it cause damage to other systems?
- -
- How much time is required to repair the failure (corrective actions)?
- -
- What is the economic loss caused by the failure (direct costs, production impact, environmental and safety costs, etc.)?
Example of a failure mode and its effects:
- -
-
Failure Mode:Damaged piston rings in hydraulic cylinder
- -
-
Effects of Failure Mode:
- ○
- Visible/Not visible: Yes. No impact on safety or environment.
- ○
- Operational effects: The engine crankcase depressurizes, cylinder compression drops, oil wets the spark plug, smoke is observed in the exhaust, compression capacity is lost, and engine RPMs decrease.
- ○
- Corrective actions: Shut down the engine, depressurize the system, rotate the engine, position the connecting rods, secure the flywheel, loosen connecting rod bolts, remove the piston, inspect the rings, and replace them if necessary. Required personnel: 4 mechanics. Repair time: 16 hours/failure.
- ○
- Production impact: USD 120,000/hour. Total impact per failure: USD 1,920,000.
Once the effects of the failure mode have been defined, the criticality of each failure mode is determined using the risk model previously explained in Stage 2. In this case, the Qualitative Risk Criticality Matrix (QRCM) is applied specifically at the level of failure modes.
Risk per failure mode = FF×(SHE+IP+CDF)
Where:
- -
- FF = Frequency of the failure mode (number of failures in a given time period)
- -
- C = Consequences of the failure mode in terms of safety, environment, quality, production, etc.
- -
- SHE = Impact on Safety and the Environment
- -
- IP = Impact on Production
- -
- CDF = Direct Failure Costs
Each failure mode is assessed using the criticality model introduced in Stage 2. Values are plotted on the Qualitative Risk Criticality Matrix (QRCM) (Figure 5), where the vertical axis represents five frequency categories (ranging from 1 to 5), and the horizontal axis represents five consequence categories (ranging from 1 to 15) [21]. The risk value (Risk = FF × C) is calculated and used to determine the criticality level of each failure mode.
- -
- Criticality Levels by Failure Mode (based on QRCM – Figure 5):
B = Low Criticality: Gray zone 3 ≤ Cr ≤ 18
M = Medium Criticality: Yellow zone 9 ≤ Cr ≤ 27
A = High Criticality: Green zone 13 ≤ Cr ≤ 48
MA = Very High Criticality: Red zone 35 ≤ Cr ≤ 75
3.3.3. Stage 3.3. Probable Causes
In the process of developing maintenance plans, it is recommended to define the probable cause of each failure mode at a basic level. Specifically, as part of the proposed FMECA–VR 0.1 procedure, the probable causes refer to the factors or conditions that may trigger the physical failure mode leading to a loss of equipment function [17].
It is important to note that the cause defined for each failure mode within the FMECA–VR 0.1 tool is not the result of a detailed root cause analysis. Rather, it is a proposed probable cause, identified by the expert team conducting the FMECA based on their technical experience and field knowledge. ISO 55000 [22], focused on asset management, promotes the identification of failure causes as a means to minimize risk and optimize asset performance.
Example of a probable cause:
- -
- Failure Mode: Damaged piston rings in hydraulic cylinder
- -
- Probable Cause: Accelerated wear due to increased temperature
3.4. Stage 4. Maintenance Plans
Once the FMECA has been completed, the working team must select the type of maintenance activity that can help prevent the occurrence of each previously identified failure mode. In general, the most appropriate maintenance activity should be chosen to avoid the potential consequences of each failure mode. After selecting the type of maintenance activity, the specific maintenance action must be defined, along with its execution frequency. One of the main objectives is to prevent or at least reduce the possible consequences related to human safety, environmental impact, and operational disruptions caused by the failure modes.
As part of the development of the FMECA-VR-0.1 tool, maintenance activities are classified into two main groups:
- -
- Preventive (proactive) maintenance
- -
- Corrective (reactive) maintenance, applied only when no effective preventive alternative exists.
3.4.1. Preventive (Proactive) Maintenance Activities
Preventive maintenance activities can be grouped into four categories [17]:
- -
- Condition-Based Maintenance (CBM)
CBM are scheduled based on the condition of the asset, acknowledging that most failure modes do not occur suddenly but develop progressively over time. If the onset of a failure can be detected during normal operation, actions based on the asset’s condition can be taken to prevent failure and its effects. The point at which a failure can be detected is called the potential failure and is defined as a physical condition that indicates an impending or already occurring functional failure. Examples of potential failures include: abnormal vibration readings indicating imminent bearing failure, cracks in metals indicating fatigue failure, metal particles in gear oil indicating wear, hot spots in boiler linings indicating refractory degradation, etc. [17].
- -
- Overhaul (Reconditioning)
These are scheduled activities aimed at restoring the asset to its original condition. They are performed at intervals shorter than the asset’s operational life limit, based on functional analysis over time. The asset is taken out of service, thoroughly inspected, and defective parts are replaced if necessary. Overhauls are typically applied to major equipment such as compressors, turbines, and boilers [17].
- -
- Scheduled Replacement
This activity targets the planned replacement of components or parts before the end of their useful life (before failure occurs). Unlike overhauls, replacements affect individual components, restoring their condition by installing new parts. Overhauls, by contrast, may involve cleaning, repair, or inspection without replacing parts [17].
- -
- Hidden Failure Detection
Hidden failure modes are not evident under normal operating conditions and may not have direct consequences—but they can trigger multiple failures within a system. To minimize their occurrence, it is essential to periodically inspect whether these hidden functions are operating correctly. These periodic inspections help reduce failures and enhance the operational reliability of assets [17].
3.4.2. Corrective (Reactive) Maintenance Activities
When effective preventive maintenance is not feasible, corrective (reactive) actions may be evaluated. These are classified into two categories [17]:
- -
- Redesign
If no preventive activity can effectively reduce the likelihood of failure modes that impact safety or the environment to an acceptable level, a redesign or modification (of the maintenance strategy or the failure mode itself) must be developed. When the consequences are operational or non-operational and no preventive action is effective, a redesign becomes an economically justified decision-making process [17].
- -
- Run-to-Failure (Unscheduled Maintenance)
When no preventive strategy is more cost-effective than the potential consequences of failure (operational or non-operational), the decision may be made to allow the failure to occur and act reactively. This strategy is applicable only when the failure does not affect: safety, environment or the operations [17].
4. Practical Application of the FMECA–VR 0.1 Tool in the Renewable Energy Sector
The following presents a preliminary case study on the application of the FMECA-VR-0.1 tool to the VESTAS V100–2.0 MW wind turbine system, located at the Valle de los Vientos Wind Farm, in the Calama region of Chile. For the development of the FMECA-VR-0.1 tool, each of the stages outlined in the flowchart shown in Figure 3 will be implemented.
4.1. Stage 1: Definition of the Operational Context
The wind farm is responsible for supplying electrical energy to the Northern Interconnected System (SING) in Chile. It has an installed capacity of 90 MW, using wind turbines rated at 2 MW each, enabling the generation of more than 200 GWh of renewable energy annually [23]. The facility comprises 45 wind turbines, providing enough power to supply approximately 80,000 households.
GENERAL SYSTEM: VALLE DE LOS VIENTOS WIND FARM
Each VESTAS V100–2.0 MW wind turbine contributes to an annual generation capacity exceeding 200 GWh of renewable energy [24].
- -
- Reference Data:
Tower height: 80 meters
Rotor diameter: 100 meters
Environmental conditions: Desert climate with high dust exposure and temperatures ranging from -5°C to 40°C
- -
- Controllers and Alarms:
Generator overload alarms
Vibration alarms in the gearbox
Automatic shutdown in extreme wind conditions (wind speeds > 25 m/s)
Temperature monitoring in bearings and generator
SPECIFIC SYSTEM DESCRIPTION
Each wind turbine includes eight subsystems that form part of the wind energy generation process [24]:
- -
- Blades: Capture the wind’s kinetic energy and convert it into mechanical rotational energy.
- -
- Main Shaft Assembly: Transmits the rotational mechanical energy from the blades to the generator.
- -
- Gearbox (Multiplier): Increases the rotational speed of the main shaft.
- -
- Doubly-Fed Induction Generator (DFIG): Converts the rotational mechanical energy—transmitted through the shaft system—into electrical energy.
- -
- Frequency Converter: Manages and adapts the electrical energy generated by the DFIG to match grid standards in frequency and voltage.
- -
- Transformer: Adjusts or steps up the voltage of the generated electricity for safe and efficient transmission to the grid.
- -
- Electrical Panel: Also known as the electrical control cabinet, it manages, distributes, and protects the turbine’s electrical systems.
- -
- Yaw System: Orients the nacelle and blades toward the wind direction.
KEY PROCESS VARIABLES (POWER CURVE)
- -
- Minimum Operating Wind Speed:
The turbine does not generate power until wind speed reaches 3 m/s.
- -
- Power Growth:
Between 3 m/s and 10 m/s, power increases linearly from 0 to 2,000 kW.
Between 10 m/s and 12 m/s, power stabilizes at 2,000 kW.
- -
- Operational Stability:
From 12 m/s onward, the turbine maintains a constant output of 2,000 kW.
- -
- Safety Shutdown:
If wind speeds exceed 25 m/s, the turbine shuts down to prevent damage.
INPUT – PROCESS – OUTPUT (IPO) DIAGRAM
- -
- INPUT: The necessary resources for wind turbine operation include:
· Wind (Kinetic Energy): The primary input driving the rotor blades. Wind speed and direction determine how much energy can be captured.
· Auxiliary Electrical Power: Powers control systems, sensors, and blade/pitch adjustment when the turbine is not generating power.
· Control System: Receives monitoring and automated adjustment signals (via SCADA) to optimize performance and protect the equipment.
- -
- PROCESS: The wind turbine converts kinetic wind energy into electrical energy through the following steps:
· Wind capture: Rotor blades spin as they are impacted by wind.
· Mechanical conversion: The rotation is transmitted through the main shaft and accelerated via the gearbox.
· Power generation: The generator transforms mechanical energy into electrical energy through electromagnetic induction.
· Regulation: Control systems adjust blade pitch and yaw direction to maximize wind capture.
· Voltage transformation: An integrated transformer adjusts voltage for transmission to the substation.
- -
- OUTPUT: Products and by-products generated by the wind turbine include:
· Generated electrical power: The main output, ready to be delivered to the electrical grid via transmission lines.
· Monitoring and operational data: Real-time performance data transmitted to the SCADA system for analysis and control.
· Residual heat: A by-product of the energy conversion process, dissipated by the turbine’s ventilation systems.
The IPO Diagram is presented below (Figure 6):
4.2. Stage 2: Selection of the Critical System
The criticality model proposed in this document is based on the estimation of the risk factor and is applied to the Valle de los Vientos Wind Farm in Calama, focusing on the VESTAS V100 – 2.0 MW wind turbine system. Below are the results of the criticality analysis process (Table 1), based on the Qualitative Risk Criticality Matrix (QRCM) explained in Section 3.2 (Figure 5). The vertical axis of the matrix represents the failure frequency (5 categories, ranging from 1 to 5), while the horizontal axis represents the failure consequences at the subsystem/equipment level (5 categories, ranging from 1 to 15).
The results of the subsystem criticality analysis indicate the following distribution:
- -
- Subsystems with Very High Criticality: 25% of total
- -
- Subsystems with High Criticality: 25% of total
- -
- Subsystems with Medium Criticality: 42% of total
- -
- Subsystems with Low Criticality: 8% of total
According to the percentage-based analysis, 45% of the evaluated subsystems fall within the Very High Criticality category. The most critical subsystems are the Blades and the Electric Generator, each with a risk value of 65, followed by the Main Shaft Assembly with a value of 60. Based on these results, one of the three most critical subsystems will be selected for detailed analysis. For this study, the Blades subsystem has been chosen. In the following section, its components will be broken down to carry out a Failure Modes and Effects Analysis (FMEA) and assess the criticality of its physical failure modes.
4.3. Stage 3: Development of FMECA and Criticality Analysis
For this example, a partial FMECA will be developed for one critical subsystem: the blades of the wind turbine (Figure 7).
4.3.1. Definition of Failure Modes and Criticality Analysis
Physical failure modes of the blade subsystem:
- -
- Blade Damage: Modern wind turbines typically use three blades to ensure lower oscillations and better balance of gyroscopic forces. These blades are mainly made of lightweight and highly durable materials such as carbon fiber and fiberglass combined with epoxy resin. They can reach lengths of up to 50 meters and rotate at speeds ranging from 10 to 60 RPM. For large-scale turbines, the most common operating speeds are between 10 and 20 RPM. The blades are mounted on the turbine hub [24].
- -
- Hub Damage: The hub connects the blades and transmits the captured wind energy from the rotor to the gearbox. It is generally a hollow metal structure that acts as a rigid central piece [24].
- -
- Nose Cone Issues: The nose cone is a conical structure that faces the wind and directs it toward the drivetrain. Its aerodynamic shape helps prevent turbulence and protects the wind turbine from potential damage [24].
Using the QRCM (explained in Section 3.2) as a reference, the criticality levels of the physical failure modes in the blade subsystem are determined (see Table 2).
The results show that blade damage is the failure mode with the highest level of criticality in the blade subsystem, with a risk value of 60, classified as Very High Criticality. The next step will be to identify the probable causes for each physical failure mode.
4.3.2. Definition of Probable Causes
In this stage, the probable causes that may trigger the physical failure modes responsible for functional losses in the equipment are identified. It is important to note that the probable causes defined for each failure mode within the FMECA–VR 0.1 tool are based on expert experience and do not constitute a detailed root cause analysis. Below is the FMEA table corresponding to the blade subsystem of the Vestas V100 – 2.0 MW wind turbine, which includes the criticality level of each physical failure mode along with their respective probable causes (Table 3).
Following the completion of the FMEA, it becomes beneficial to develop a maintenance plan for each physical failure mode. This enables the implementation of preventive and corrective actions that contribute to improving the efficiency of asset management and operational processes. Ultimately, this methodology serves as a data-driven foundation for the case study under development.
4.4. Stage 4: Maintenance Plans
At this stage, maintenance plans are defined for each physical failure mode of the blade subsystem. However, for this case study, only the maintenance plans related to the blade subsystem’s failure modes will be addressed. The steps involved in building the maintenance plan are as follows:
- -
- Select the blade subsystem for the development of action plans related to its physical failure modes.
- -
- Identify the three physical failure modes and their previously assigned criticality levels.
- -
- Define the probable causes for each failure mode.
- -
- Specify the maintenance tasks associated with each failure mode.
- -
- Estimate the execution frequency for each task.
- -
- Assign a responsible specialist for each task.
- -
- Estimate the annual cost of each maintenance plan.
- -
- Estimate the annual maintenance hours for each task.
Here is the final FMEA table for the blade subsystem (Table 4), which identifies the physical failure modes, their probable causes, and the corresponding maintenance plans:
5. Development of the Metaverse-Based Platform Prototype: FMECA-VR-0.1
The digital tool prototype to be developed in the Metaverse, FMECA–VR 0.1, consists of a simulation platform within the Metaverse [25,26], which illustrates each of the stages described in the flowchart shown in Figure 2. The case study presented in the previous section is used as a reference: the VESTAS V100–2.0 MW wind turbine system, located in the Valle de los Vientos Wind Farm in Calama, Chile.
The main objective of the FMECA–VR 0.1 tool is to provide a training environment for future maintenance technicians, thereby enhancing the reliability, maintainability, and availability of these installations while also contributing to accident prevention and the reduction of human error. In the field of renewable energy, the integration of Industry 4.0 technologies has been key to improving asset monitoring and maintenance processes—leading to increased equipment reliability and extended service life. Data acquisition plays a fundamental role in enabling a wide range of applications [27,28]. For example, virtual and augmented reality simulators can be used to recreate work scenarios and train operators in maintenance procedures. This helps them identify potential issues and become familiar with the steps and tools required for specific maintenance tasks.
To develop the digital tool FMECA–VR 0.1, it is essential to define the system requirements and features, as this stage is critical in any software development project. It involves specifying the functions the tool must perform and the type of information it will manage, in order to effectively address user needs. The following section presents the different types of requirements necessary for the development of the digital platform [29].
5.1. Functional Requirements
A platform will be developed within the Metaverse that meets the following requirements:
- -
- The system will allow users to visualize the Valle de los Vientos Wind Farm, located in the Calama region.
- -
- The system will support manipulation and visualization of a 3D model of the VESTAS V100–2.0 MW wind turbine.
- -
- The system will provide access to documents related to the FMEA table and criticality assessment for the blade subsystem.
- -
- The system will provide access to documents related to the action plan for physical failure modes of the turbine blades.
- -
- The system will enable visualization of elements related to the wind turbine’s subsystems.
The accessible documentation includes the full analysis conducted using the FMEA methodology for the VESTAS V100–2.0 MW wind turbine.
5.2. Technical Requirements
To develop an immersive 3D programming environment, it is essential to use a game engine that meets certain conditions: comprehensive documentation, multi-platform support, compatibility with various programming languages, a manageable learning curve, and available resources. For this reason, the most appropriate choice for this project is the Unity 3D game engine. The immersive environment will be developed using Unity 3D Version 2019.2.13f1, in combination with the Oculus Quest 2 setup [30]. For this purpose, Oculus virtual reality equipment will be used, as shown in Figure 8.
This device is manufactured by Oculus, a division of Facebook. Oculus specializes in the development of virtual reality technology and has released multiple generations of VIRTUAL REALITY headsets, including the model used in this project. The official technical requirements for using the Oculus Quest 2 headset can be found on the [official Oculus website] [30].
5.3. System Architecture
The following is the proposed system architecture for the blade subsystem fault simulator using VIRTUAL REALITY, designed to meet all previously established requirements (Figure 9). This architecture illustrates the components and modules that interact during the simulation experience. These include:
- -
-
Inputs: The Oculus Quest 2 system provides the following inputs to the immersive application:
- ▪
- VIRTUAL REALITY Headset: Allows the user to visualize virtual reality environments, which is fundamental to achieving an immersive experience.
- ▪
- Joysticks: Composed of two handheld controllers (one in each hand), these allow the user to interact with objects and elements in the virtual environment. These controls provide an intuitive way to manipulate and navigate the platform.
- -
-
Outputs: The system outputs correspond to the visual elements generated and displayed through the VIRTUAL REALITY headset. During the immersive session, the user will be able to view components, diagrams, and relevant information panels within the virtual space.
- ▪
- Start Menu Scene: The simulator includes a start menu screen, which displays the operational context of the V100–2.0 MW wind turbine. It also features a screen showing the most critical subsystems, where the blade subsystem is identified as the most critical. Additionally, a button is provided to access the FMECA scene of the wind turbine (Figure 10).
- ▪
- FMECA Scene: In this section, users can visualize the FMECA tool applied to the blade subsystem, where the criticality levels, probable causes, and corrective action plans are presented in an interactive and educational format, overlaid on the 3D model of the blades (Figure 11).
6. Practical Implementation of the Digital Tool: FMECA–VR 0.1
This case study focuses on the development of an immersive virtual environment for maintenance training of wind turbines at the Valle de los Vientos Wind Farm, using the VESTAS V100–2.0 MW model as a reference. By integrating Virtual Reality (VR) technologies, the project aims to create a Metaverse-based platform where technicians and professionals can experience realistic and educational scenarios that support the learning of inspection, diagnostics, and maintenance procedures for the various subsystems of the wind turbine.
6.1. Start Menu Scene
In this initial scene, the user is introduced to the Valle de los Vientos Wind Farm, immersing themselves in a virtual environment designed to deliver a realistic training experience (Figure 12). Using Oculus VIRTUAL REALITY headsets, users access an interactive Metaverse that allows them to explore the wind farm in a 360° view, facilitating their understanding of its infrastructure and operational dynamics.
The start menu presents several navigation options to guide the user through the various training modules. These include:
- -
- Panoramic view of the wind farm, where turbines in operation and their spatial layout within the environment can be observed.
- -
- Technical information about the VESTAS V100–2.0 MW wind turbine, including its operational context, main components, operator safety elements, and certifications.
- -
- Access to fault analysis modules, where critical subsystems such as the blades are presented, along with a link to the FMECA scene.
6.2. Description of the Main Tabs
- -
- Operational Context: The image shows the visual representation of the Operational Context within the FMECA–VR 0.1 platform, used for maintenance training of wind turbines in a virtual environment (Figure 13).
- -
- Criticality System: The image displays the subsystem criticality analysis structure within the FMECA–VR 0.1 tool. Through the virtual reality platform, users can identify and rank key wind turbine components, focusing on those with the greatest impact on system reliability and maintainability (Figure 14).
6.3. FMECA Scene (Failure Modes, Effects, and Criticality Analysis)
In Scene 2 of the fault simulator, the user enters an interactive environment where the FMECA applied to the blade subsystem is presented. For more details, see Figure 15. Within this scene, a template interface displays technical documents related to failure analysis, probable causes, and the corresponding maintenance plan for mitigation. Through this interface, users can examine detailed information about the physical failure modes of the blades and the criticality associated with each event.
In this scene, the user appears to be floating in mid-air, providing an immersive panoramic view of the wind turbine and its components. From this elevated perspective, the user can interact with different system elements, observe the graphical distribution of failures, and gain a deeper understanding of both preventive and corrective maintenance strategies.
This Virtual Reality-based approach provides a dynamic and educational experience, facilitating learning in the identification and resolution of critical failures within the broader context of asset management in wind farms.
Thanks to this approach, Virtual Reality becomes an innovative learning tool, offering practical, engaging training that enhances skills in wind turbine maintenance.
6.3.1. Description of the Main Tabs
- -
-
Function and Physical Failure Modes (Figure 16):
- ○
- Circular diagram offering a 90° field of view for the user within a 360° VIRTUAL REALITY environment, with numbered tabs marking various sections of information.
- ○
-
Analysis categories include:
- ▪
- Function (e.g., capturing and converting wind energy)
- ▪
- Physical failure modes (blades, nose cone, and hub).
- ○
- 3D visualization of a wind turbine in the VIRTUAL REALITY space with floating labels identifying components and related failures.
- -
-
Effects, Failure Criticality, and Probable Causes (Figure 17): The user maintains a 90° view field in a 360° immersive environment, navigating through tabs 1 to 8.
- ○
-
Active tabs:
- ▪
- Tab 3 – Effect: Loss of aerodynamic performance
- ▪
- Tab 4 – Criticality: Indicates criticality levels (Very High for blades, Medium for nose and hub)
- ▪
- Tab 5 – Probable Causes: Includes faults such as cracks, delamination, and bending in the blades
- -
-
Action Plan and Assigned Specialist (Figure 18):
- ○
-
Active tabs:
- ▪
- Tab 6 – Action Plan: Outlines maintenance actions including thermographic and ultrasound inspections (monthly), X-ray inspections (quarterly), and symptomatic maintenance
- ▪
- Tab 7 – Responsible Specialist: Assigns maintenance responsibility to the electromechanical technician
- -
- Demonstration Video: A visual demonstration of the tool in use is presented in the following video (duration: 3 minutes), available on the LinkedIn platform [31]:
6.4. Economic Analysis of the Metaverse Development: FMECA-VR-0.1 Prototype
The following section presents a series of cost estimation tables associated with the partial development of the Metaverse-based prototype, considering a single system: the VESTAS V100–2.0 MW wind turbine.
7. Key Considerations
The long-term objective of this project is to evolve into a full training software in the Metaverse, specifically focused on the maintenance field (FMECA–VR 0.1). In this first stage, the work is centered on developing a single subsystem to complete the pilot version (see Table 5 and Table 6). These tables present a cost estimate related to materials and labor, considering the programming and design of all subsystems and their respective failure modes.
It is important to highlight that this project not only drives innovation in industrial maintenance, but also contributes to the broader goals of the Fourth Industrial Revolution and the energy transition, by promoting the use of renewable energy as an alternative to fossil fuels. In this context, technology is positioned as a key enabler for optimizing processes and improving the training of professionals in the sector.
The following table summarizes the strengths and threats associated with this type of initiative (Table 7).
7.1. Future Improvements to be included in the FMECA-VR-0.1 Tool
For the upcoming development phases of the FMECA–VR 0.1 tool, it is recommended to implement an indicator module that enables the evaluation of maintenance plan effectiveness. The proposed minimum indicators are divided into two stages:
- -
-
First Stage: Definition of Basic Technical Maintenance Indicators (See Figure 19):
- ▪
- Failure Frequency, FF (Reliability)
- ▪
- Mean Time to Repair, MTTR (Maintainability)
- ▪
- Mean Time to Failure, MTTF (Reliability)
- ▪
- Availability (A)
- -
-
Second Stage – Development of Probabilistic and Cost-Based Indicators:
- ▪
- Reliability (Rt): Probability of failure, probability of no failure, time to failure, and failure frequency.
- ▪
- Maintainability (Mt): Probability of successful repair.
- ▪
- Failure Downtime Cost (FDC): Estimated cost due to system unavailability caused by failures.
Initially, the FMECA-VR-0.1 prototype was designed as a training tool. However, the long-term vision is to develop it into a fully functional platform capable of receiving and sharing real-time data directly from a maintenance software system, and to automatically calculate and analyze indicators such as reliability, maintainability, availability, and economic risk, using online parameters collected from physical assets. These parameters represent the foundation for the development of a digital twin, offering an innovative tool for the future and further enhancing the capabilities of the Metaverse [32].
The FMECA-VR-0.1 tool has already demonstrated its potential as an innovative and effective solution for technical training in industrial environments, especially in the renewable energy sector. Nevertheless, its development opens up multiple workstreams and improvement opportunities to be addressed in subsequent phases [33]:
- -
- Expansion of Functional Scope: Extend the analysis to additional wind turbine subsystems and other critical industrial assets to broaden the technical coverage of the platform and validate its cross-sector applicability [34].
- -
- -
- -
- -
- Validation in Real Industrial environments: Conduct pilot tests in collaboration with energy and industrial companies to gather practical feedback that supports further refinement and alignment of the tool with the needs of the productive sector [38].
These proposed enhancements will position FMECA-VR-0.1 as a next-generation immersive training tool, enabling high-fidelity simulation, real-time integration with industrial systems, and deeper analytics—aligning it with the principles of smart maintenance, Industry 4.0, and lifelong technical education.
8. Conclusions and Recommendations
Below is a summary of the key aspects developed throughout this work:
- -
- The development of the FMECA–VR 0.1 tool represents a significant step forward in the digitalization of technical training in maintenance, integrating concepts from Industry 4.0 and the Maintenance Management Model (MMM) within an immersive and interactive environment.
- -
- The practical application to the Valle de los Vientos Wind Farm case study demonstrated the feasibility of applying criticality analysis and failure mode methodologies in virtual environments, facilitating the prioritization of critical assets and the definition of reliability- and maintainability-oriented maintenance plans.
- -
- The FMECA-VR-0.1 tool allows users to simulate failure and maintenance scenarios in safe conditions, accelerating learning processes, reducing human errors, and improving technical performance indicators.
- -
- The incorporation of the blade subsystem as a pilot study confirmed that the use of systematic methodologies (QRCM and FMECA), integrated into virtual reality simulators, enhances maintenance decision-making and strengthens human resource knowledge regarding critical system components.
- -
- FMECA-VR-0.1 is adaptable to various industrial sectors, consolidating its potential as a cross-cutting technical training platform based on operational criticality, data-driven analysis, and immersive technologies.
- -
- General Recommendations to Consolidate the Development of FMECA-VR-0.1:
- -
- Broaden practical validation by including additional subsystems and multiple failure scenarios, allowing the evaluation of the tool’s scalability and effectiveness across various operational contexts.
- -
- Incorporate real-time feedback functionalities within the VR environment, enabling a personalized training experience based on user profiles and reinforcing self-directed learning.
- -
- Develop performance assessment metrics for users within the immersive environment, focused on reaction times, diagnostic accuracy, and maintenance strategy selection.
- -
- Explore integration with digital twins and SCADA systems, which would strengthen synchronization between real system data and its virtual replica, enabling more robust predictive functionalities.
- -
- Establish collaborations with academic institutions and industrial companies to implement technical training pilots using FMECA-VR-0.1 and gather feedback from both academic and production environments.
Finally, the development of the FMECA–VR 0.1 tool marks a milestone in the convergence of maintenance engineering and immersive technologies, offering an innovative solution for technical training grounded in reliable methodologies and virtual reality environments. The experience applied to the Valle de los Vientos Wind Farm not only demonstrates the technical value of integrating Failure Modes and Effects Analysis with asset criticality in a digital environment, but also highlights the transformative potential of the Metaverse in industrial training processes. This research provides a solid foundation for future implementations, aiming to position virtual environments as strategic tools in intelligent asset management, aligned with operational efficiency, sustainability, and safety objectives within the Industry 4.0 paradigm.
Author Contributions
Conceptualization, C.P. and J.P.; Data curation, J.O.; Formal analysis, C.P., P.D. and F.P.; Investigation, C.P. and A.C.; Methodology, C.P.; C.B. and J.O.; Project administration, C.P. and V.G.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA. PROYECTO DE INNOVACIÓN-03-2025. Departamento de Mecánica.
Institutional Review Board Statement
Not applicable
Informed Consent Statement
Not applicable
Data Availability Statement
Not applicable
Acknowledgments
Not applicable
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
FMECA-VR-0.1 Failure Modes, Effects and Criticality Analysis – Virtual Reliability-0.1
RQCM Risk Qualitative Criticality Matrix
MMM Maintenance Management Model
FF Failure Frequency
C Consequences of failures
SHE Safety, Health & Environment
CDF Costs Direct of Failure
IP Impact of Production
References
- Frank, A. G., Dalenogare, L. S., & Ayala, N. F. (2019). Industry 4.0 technologies: Implementation patterns in manufacturing companies. International Journal of Production Economics, 210, 15–26.
- Rußmann, M., Lorenz, M., Gerbert, P., Waldner, M., Justus, J., Engel, P., & Harnisch, M. (2015). Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consulting Group, 9(1), 54–89.
- De Carolis, A., Macchi, M., Negri, E., & Terzi, S. (2017). A maturity model for assessing the digital readiness of manufacturing companies. IFIP international conference on advances in production management systems (pp. 13–20). Springer.
- Crespo Márquez, A. (2022). Asset Health Indexing and Life Cycle Costing. In: Digital Maintenance Management. Springer Series in Reliability Engineering. Springer, Cham. [CrossRef]
- Gaspar, J. L. (2021). El fin de la INERCIA: de la revolución a la protopía digital: Origen, evolución e impacto del nuevo paradigma tecnológico, social y empresarial. Retrieved from https://www.elfindelainercia.com/.
- Tao, F., Zhang, H., Liu, A., & Nee, A. Y. (2019). Digital twin in industry: State-of-the-art. IEEE Transactions on Industrial Informatics, 15(4), 2405-2415.
- BMW Group. (2021, August 5). Predictive maintenance: When a machine knows in advance that repairs are needed. Retrieved from Press Club Global Article.: https://www.press.bmwgroup.com/global/article/detail/T0338859EN/predictive-maintenance:-when-a-machine-knows-in-advance-that-repairs-are-needed?language=en.
- Crespo Márquez, A. (2022). Driving the introduction of digital technologies to enhance the maintenance management process and framework. In Digital maintenance management: Guiding digital transformation in maintenance (Springer Series in Reliability Engineering) (pp. 25–30). Springer International Publishing. [CrossRef]
- Kawano, J. (2024, October 30). Condition-Based Vs Reliability-Centered Maintenance. Retrieved from VIDYATEC: https://vidyatec.com/blog/condition-based-vs-reliability-centered-maintenance/.
- Wielemaker, P. (2023). ISO 55000 and the Industrial World of Today: Leveraging Digital Twin and Predictive Maintenance for Optimal Asset Management. GE Digital. Retrieved from https://www.ge.com/digital/blog/iso-55000-and-industrial-world-today.
- Capgemini. (2022). Gemelos digitales: la inteligencia artificial adaptada al mundo real. Capgemini. Retrieved from https://www.capgemini.com/es-es/investigacion/biblioteca-de-investigacion/gemelos-digitales/.
- European Commission. (2021). Industry 5.0: Towards a sustainable, human-centric and resilient European industry. (KI-BD-20-021-EN-N). Directorate-General for Research and Innovation. [CrossRef]
- Bertet, N. (2024). Convergencia IT-OT-IIoT en la Intelligent Industry. Una revolución tecnológica impulsada por IoT, Cloud y AI. Retrieved from Capgemini: https://www.capgemini.com/es-es/investigacion/biblioteca-de-investigacion/convergencia-it-ot-iiot-en-la-intelligent-industry/.
- Galar, D., Kumar, U. (2024). Digital Twins: Definition, Implementation and Applications. In: Varde, P.V., Kumar, M., Agarwal, M. (eds) Advances in Risk-Informed Technologies. Risk, Reliability and Safety Engineering. Springer, Singapore. [CrossRef]
- Jones, D., Snider, C., & Nassehi, A. (2020). Characterising the digital twin: A systematic literature review. CIRP Journal of Manufacturing Science and Technology, 29, 36-52.
- Guiffo Kaigom, E. (2024). Potentials of the Metaverse for Robotized Applications in Industry. Procedia Computer Science, Volume 232,1829-1838.
- Parra, C., y Crespo, A. “Ingeniería de Mantenimiento y Fiabilidad Aplicada en la Gestión de Activos. Desarrollo y aplicación práctica de un Modelo de Gestión del Mantenimiento (MGM)”. Segunda Edición. Editado por INGEMAN, Escuela Superior de Ingenieros Industriales, Sevilla, España.
- Crespo Márquez, A., Moreu de León, P., Gómez Fernández, J.F., Parra Márquez, C. and López Campos, M. (2009). The maintenance management framework: A practical view to maintenance management. Journal of Quality in Maintenance Engineering, Vol. 15 No. 2, pp. 167-178. [CrossRef]
- Parra, C., Morán, C., Pizarro, F., Duque, P., Aránguiz, A., González-Prida, V., & Parra, J. (2024). Implementation of the Asset Management, Operational Reliability and Maintenance Survey in Recycled Beverage Container Manufacturing Lines. Information, 15(12), 784. [CrossRef]
- Parra C., González-Prida V., Candón E., De la Fuente A., Martínez-Galán P., Crespo A. (2020). Integration of Asset Management Standard ISO55000 with a Maintenance Management Model. In: Crespo Márquez A., Komljenovic D., Amadi-Echendu J. (eds) 14th WCEAM Proceedings. WCEAM 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. [CrossRef]
- Parra, C., Crespo, A. Parra, J., Kristjanpoller, F., Tino, G., Viveros, P., y González-Prida, V. (2021). Metodología básica de Análisis de Riesgo para evaluar la Criticidad de Activos Industriales. Caso de estudio: Línea de manufactura de envases biodegradables. [CrossRef]
- ISO 55000:2014. Asset management — Overview, principles and terminology. International Organization for Standardization. https://www.iso.org/obp/ui/#iso:std:iso:55000:ed-1:v2:en.
- Comisión Nacional de Energía de Chile (2022). Informe anual de generación renovable en Chile. https://www.cne.cl.
- Vestas (2021). V100-2.0 MW Technical Specification Sheet. https://www.vestas.com.
- Siemens Mobility. (2024). Digital transformation for sustainable mobility – with Railigent X. Retrieved from https://www.mobility.siemens.com/global/en/portfolio/digital-solutions-software/digital-services/railigent-x.html.
- GE Digital. (2022). Webinar Session 3: Renewables. Retrieved from ge.com/digital: https://www.ge.com/digital/sites/default/files/download_assets/digital-solutions-for-renewables-whitepaper.pdf.
- Ukoba, K., Olatunji, K. O., Adeoye, E., Jen, T.-C., & Madyira, D. M. (2024). Optimizing renewable energy systems through artificial intelligence: Review and future prospects. Energy & Environment, 35(7). [CrossRef]
- Caterpillar. (2023). Enhancing Quality and Post-Sales Reliability with Real-Time Monitoring and ISO 9001 Standards. Retrieved from Cat® Connect Secured Remote Asset Monitoring: https://www.cat.com/en_US/by-industry/electric-power/product-support/cat-connect.html.
- Generador de turbina de viento modelo 3d. https://www.turbosquid.com/es/3d-models/wind-turbine-3d-model-1241219.
- Oculus (2023). Oculus Quest 2 Specifications. https://www.meta.com/quest/products/quest-2/.
- LinkedIn (2024). Video de demostración de la herramienta FMECA – VR 0.1. Plataforma LinkedIn. https://www.linkedin.com/feed/update/urn:li:activity:7200352283866349568/.
- Galar, D., Kumar, U., & Lee, J. (2012). E-maintenance. Springer Series in Reliability Engineering.
- Jardine, A. K. S., Lin, D., & Banjevic, D. (2006). A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mechanical Systems and Signal Processing, 20(7), 1483–1510.
- García-Peñalvo, F. J., & Conde, M. Á. (2014). The impact of a virtual learning environment on the learning process and student outcomes. Computers in Human Behavior, 31, 494–504.
- Wang, P., Wu, P., Wang, J., Chi, H. L., & Wang, X. (2018). A critical review of the use of virtual reality in construction engineering education and training. International Journal of Environmental Research and Public Health, 15(6), 1204.
- Uhlemann, T. H. J., Lehmann, C., & Steinhilper, R. (2017). The digital twin: Realizing the cyber-physical production system for Industry 4.0. Procedia CIRP, 61, 335–340.
- González-Prida, V., Parra Márquez, C., Viveros Gunckel, P., Rodríguez, F. K., & Crespo Márquez, A. (2025). Digital Transformation in Aftersales and Warranty Management: A Review of Advanced Technologies in I4.0. Algorithms, 18(4), 231. [CrossRef]
- IEEE Standards Association. (2021). IEEE Standard for Augmented Reality Learning Experience Models (ARLEM).
Figure 1.
Maintenance and Reliability Management Model (MMM) [17].
Figure 1.
Maintenance and Reliability Management Model (MMM) [17].
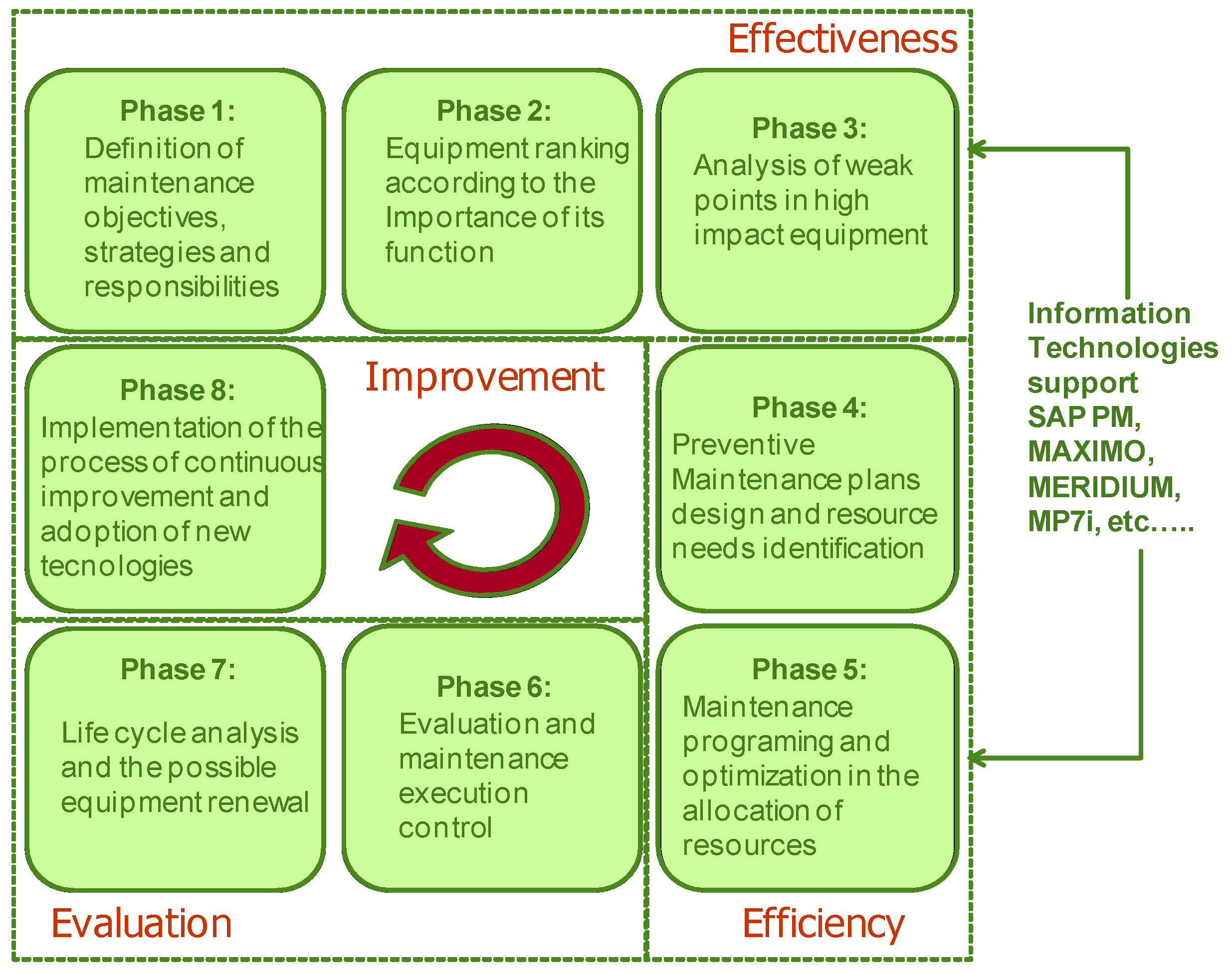
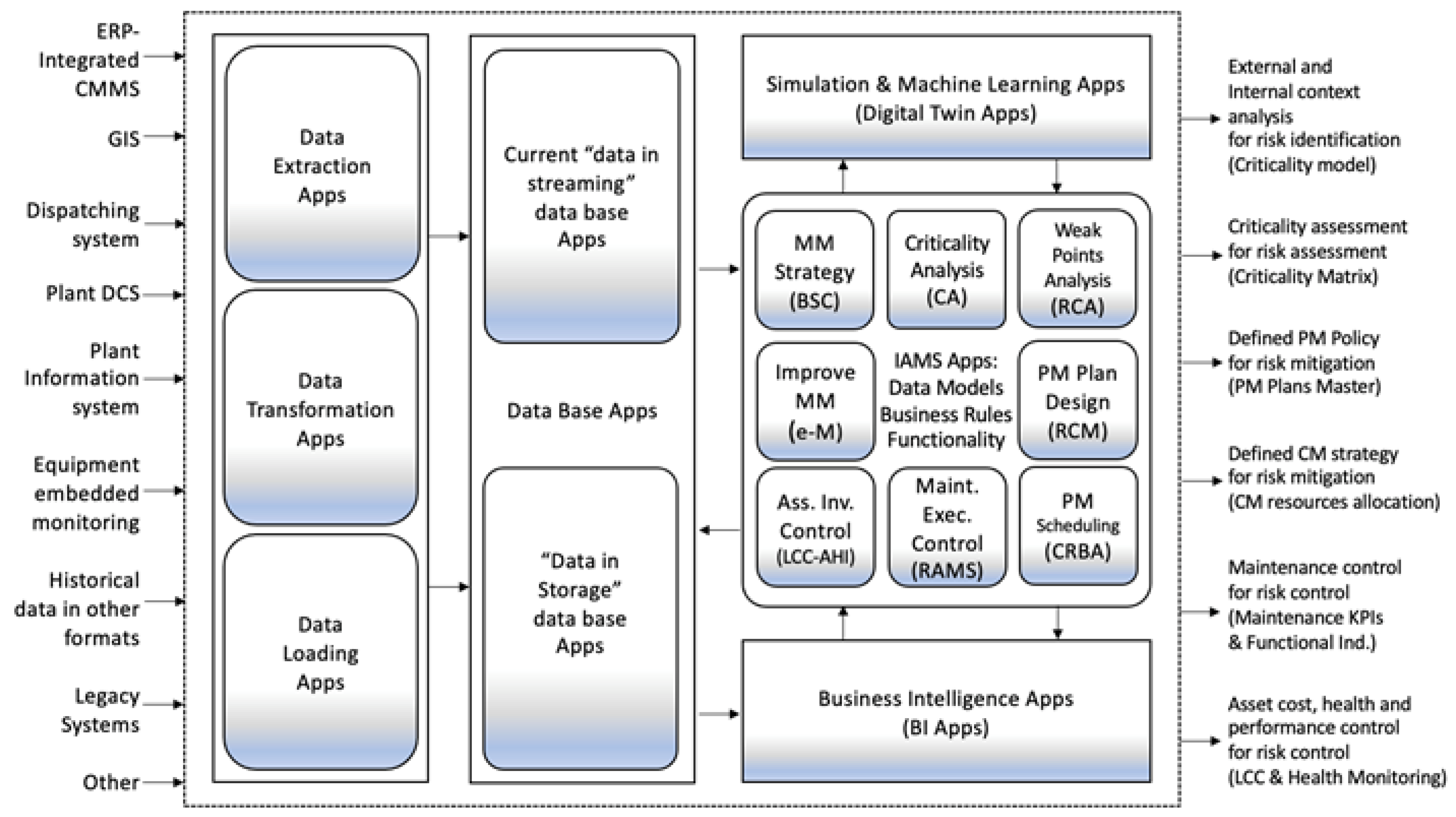
Figure 3.
General Procedure for Implementing the FMECA-VR-0.1 Tool.
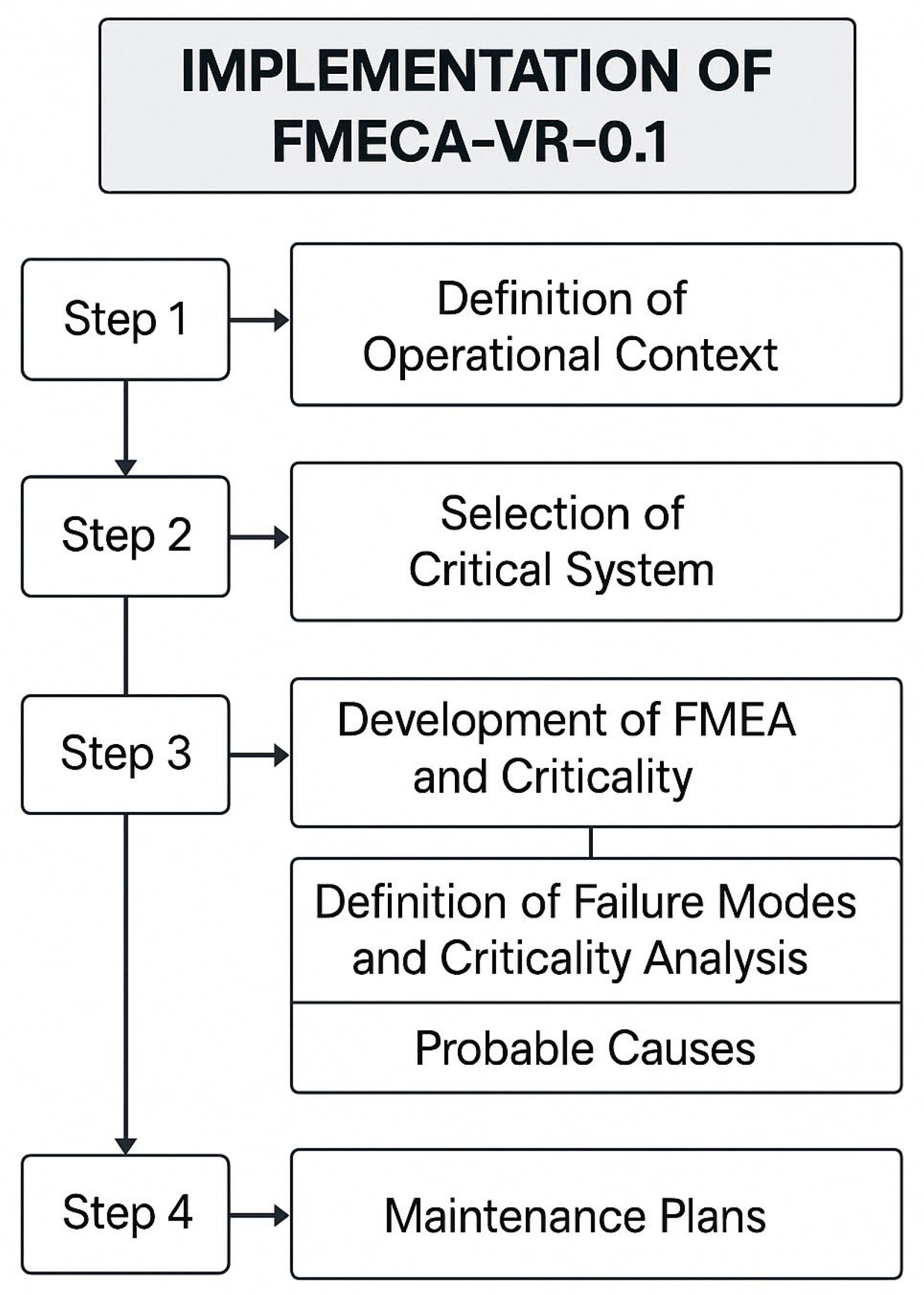
Figure 4.
Input–Process–Output Diagram.
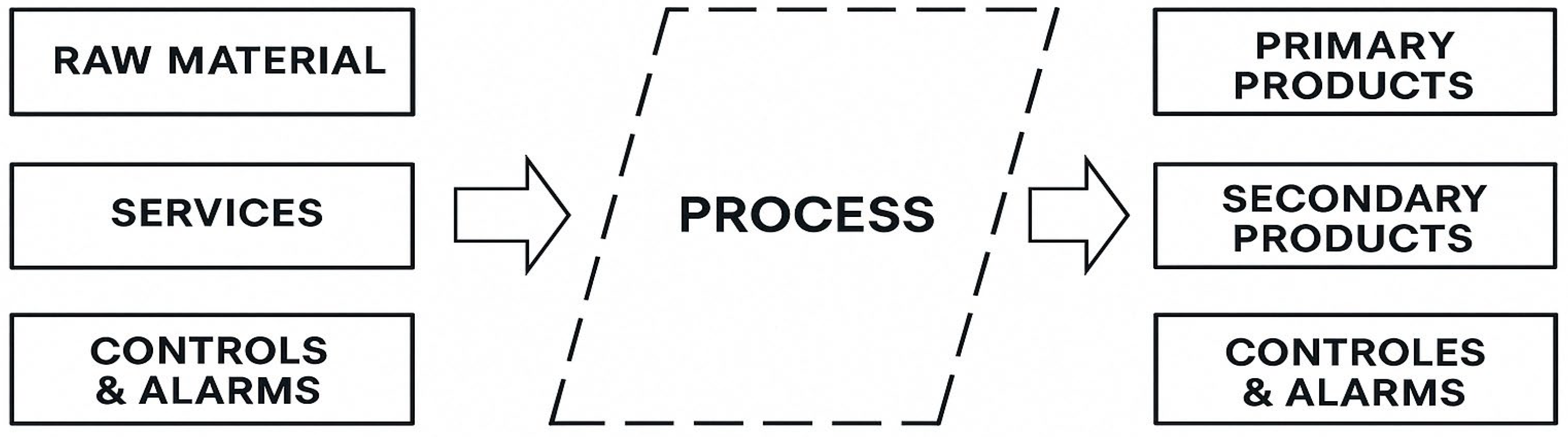
Figure 5.
Qualitative Risk Criticality Matrix (QRCM) [8].
Figure 5.
Qualitative Risk Criticality Matrix (QRCM) [8].
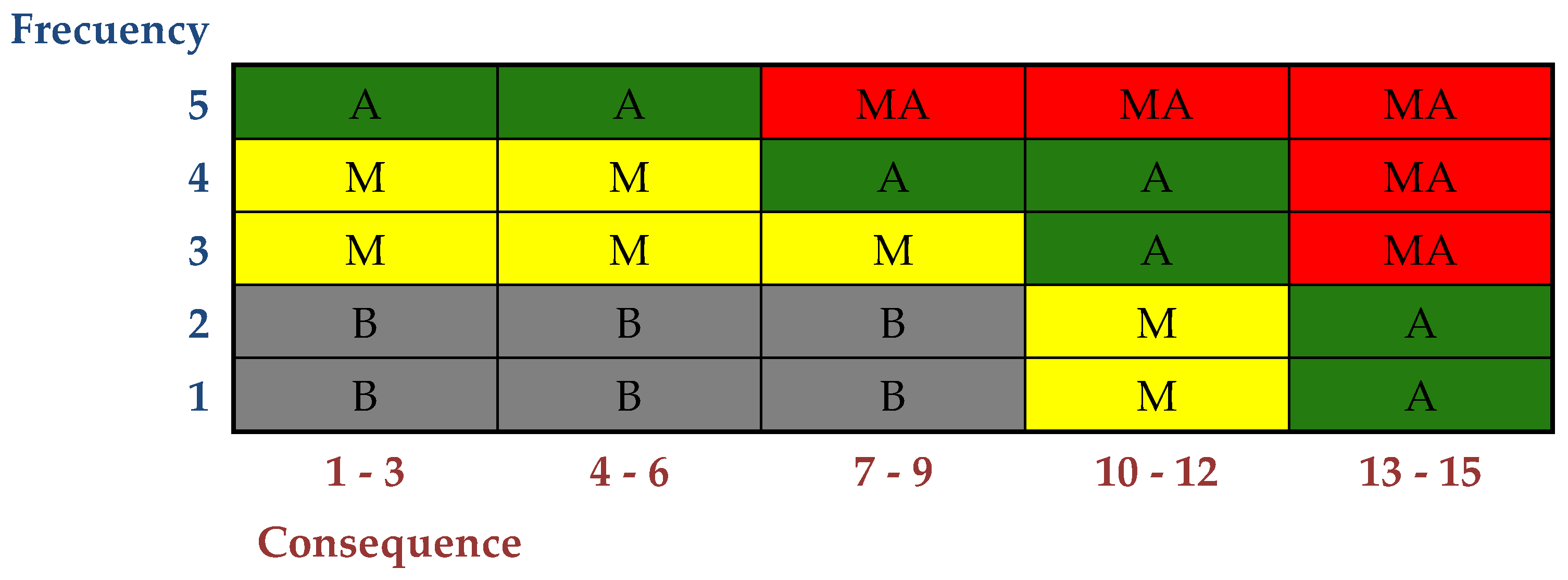
Figure 6.
Input–Process–Output (IPO) Diagram: Wind Turbine System.
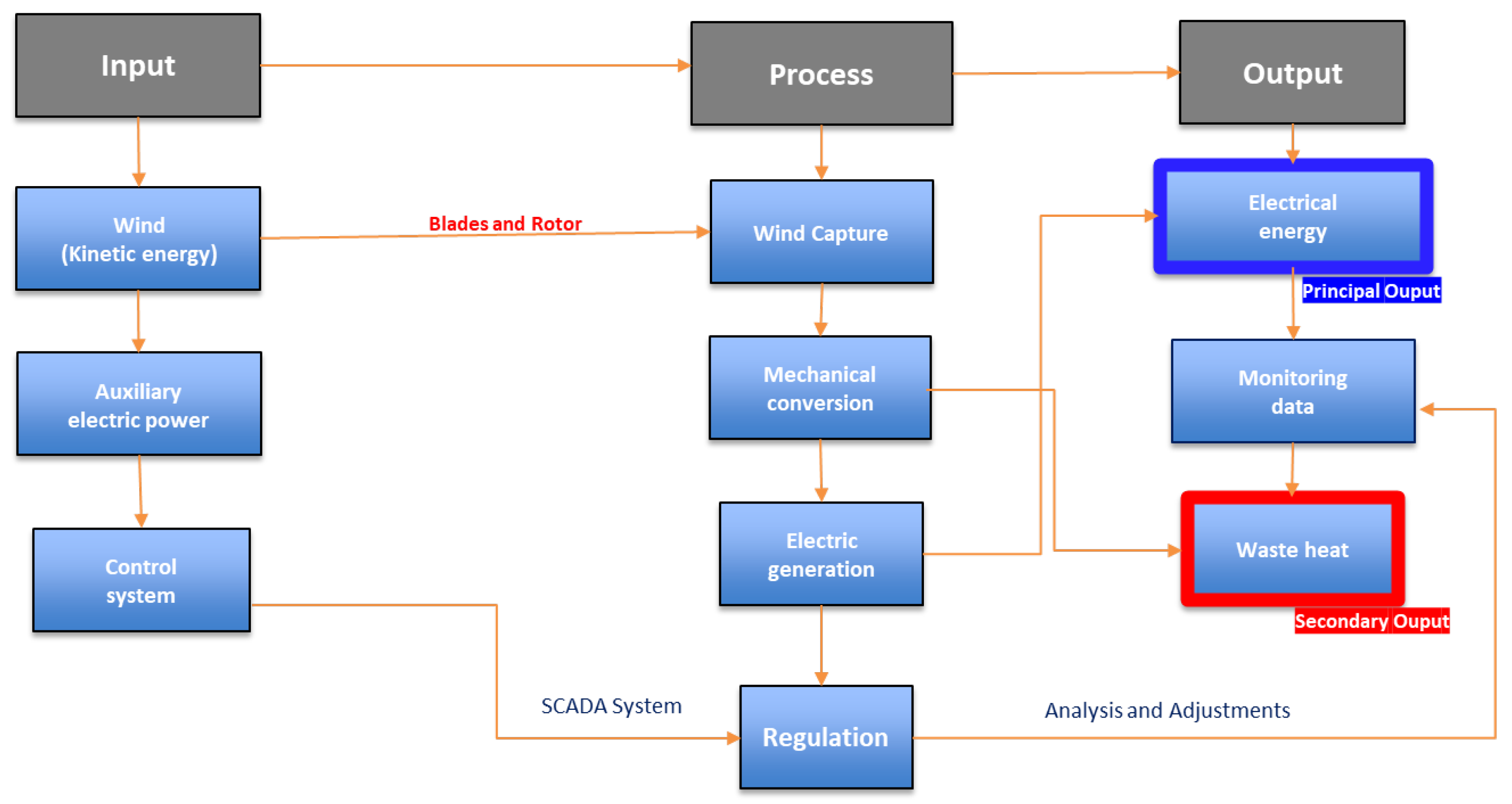
Figure 7.
Blade Subsystem Components Location Diagram [24].
Figure 7.
Blade Subsystem Components Location Diagram [24].
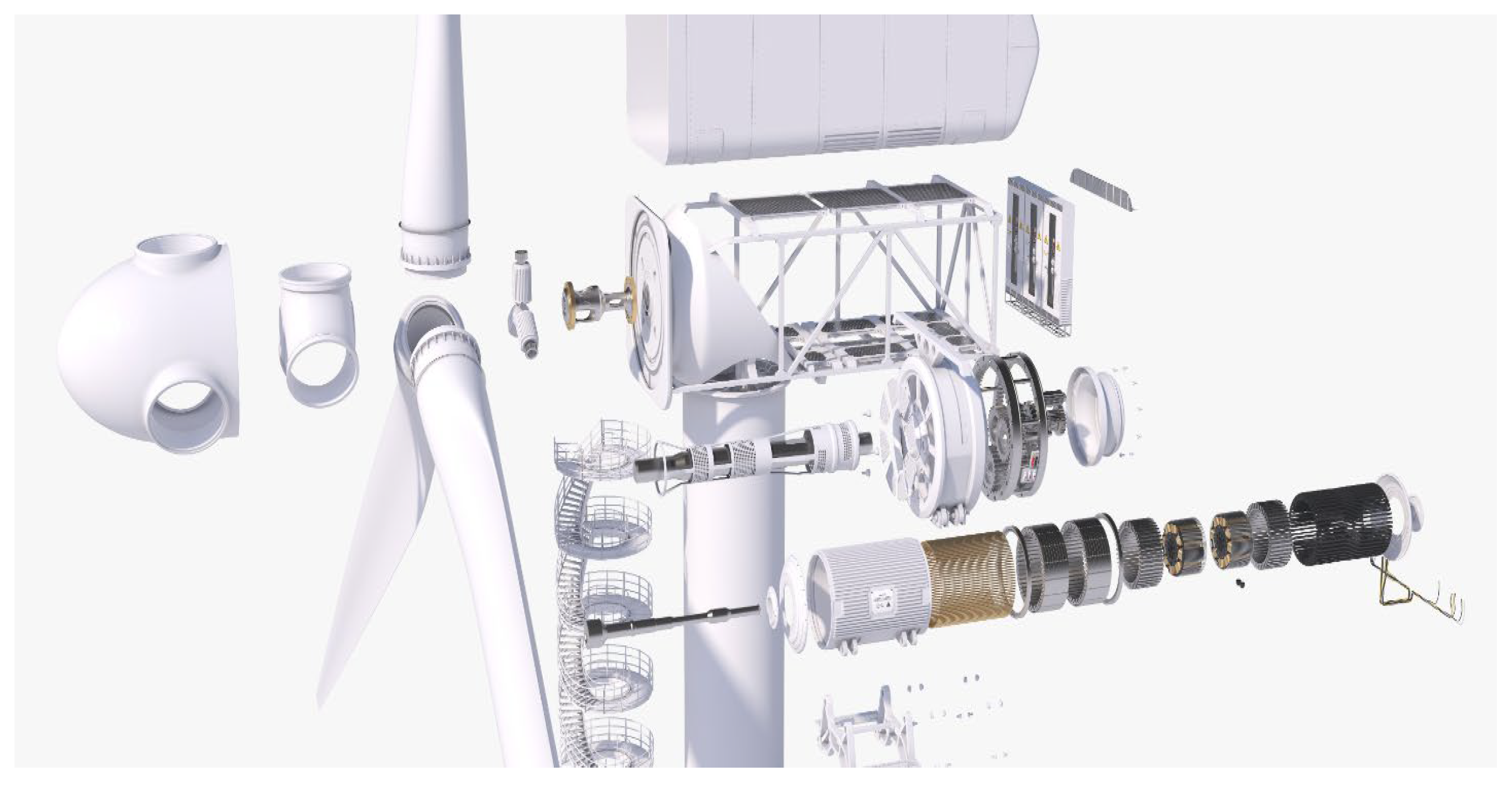
Figure 8.
Oculus Quest 2 Headset and Controllers [13].
Figure 8.
Oculus Quest 2 Headset and Controllers [13].

Figure 9.
System Architecture Flowchart.
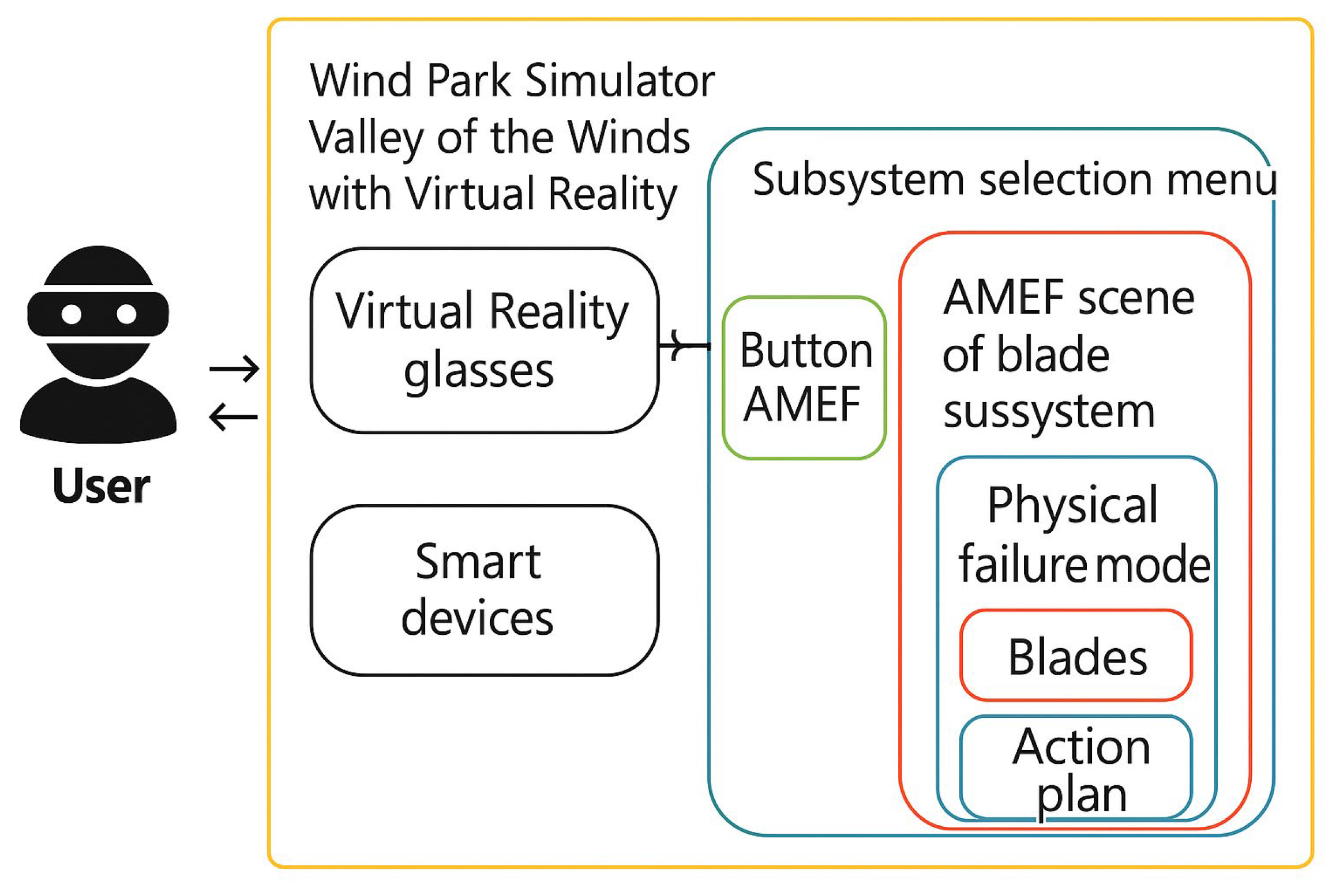
Figure 10.
Representation of Scene 1 (taken directly from the prototype under development FMECA-VR-0.1).
Figure 10.
Representation of Scene 1 (taken directly from the prototype under development FMECA-VR-0.1).
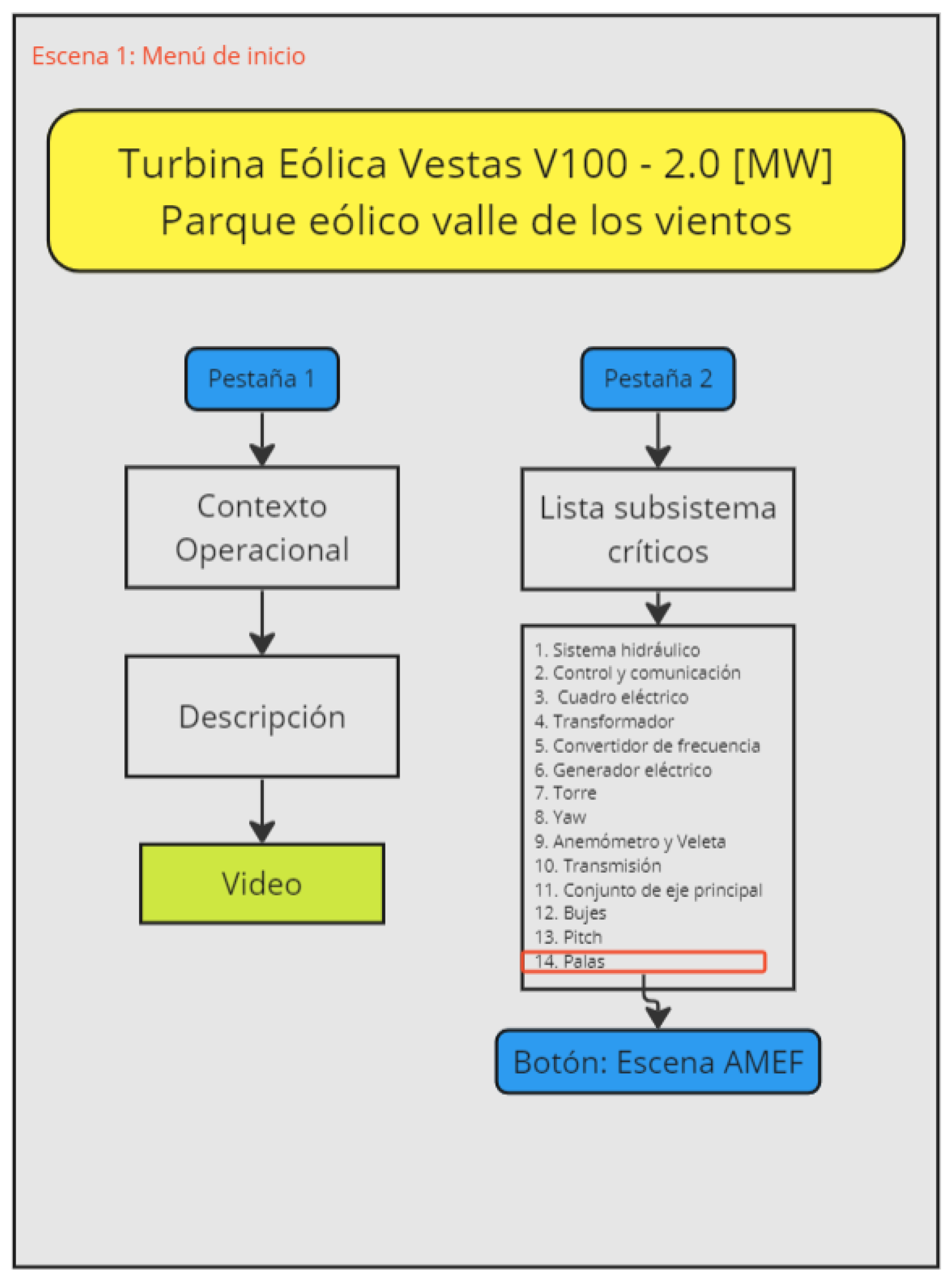
Figure 11.
Representation of Scene 2 (taken directly from the prototype under development FMECA-VR-0.1).
Figure 11.
Representation of Scene 2 (taken directly from the prototype under development FMECA-VR-0.1).
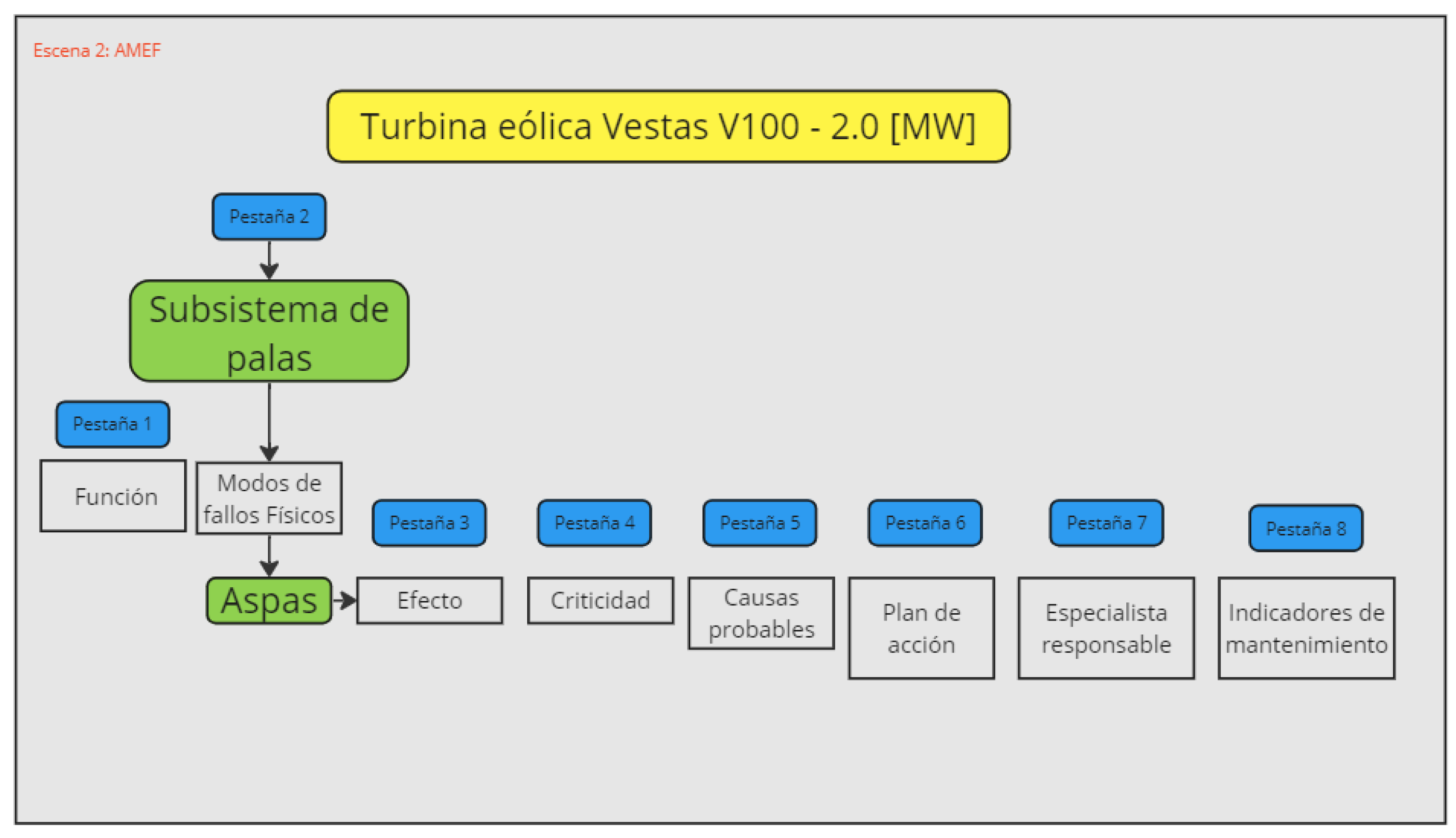
Figure 12.
360° View of Valle de los Vientos Wind Farm – Start Menu Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 12.
360° View of Valle de los Vientos Wind Farm – Start Menu Scene (taken directly from the prototype under development FMECA-VR-0.1).
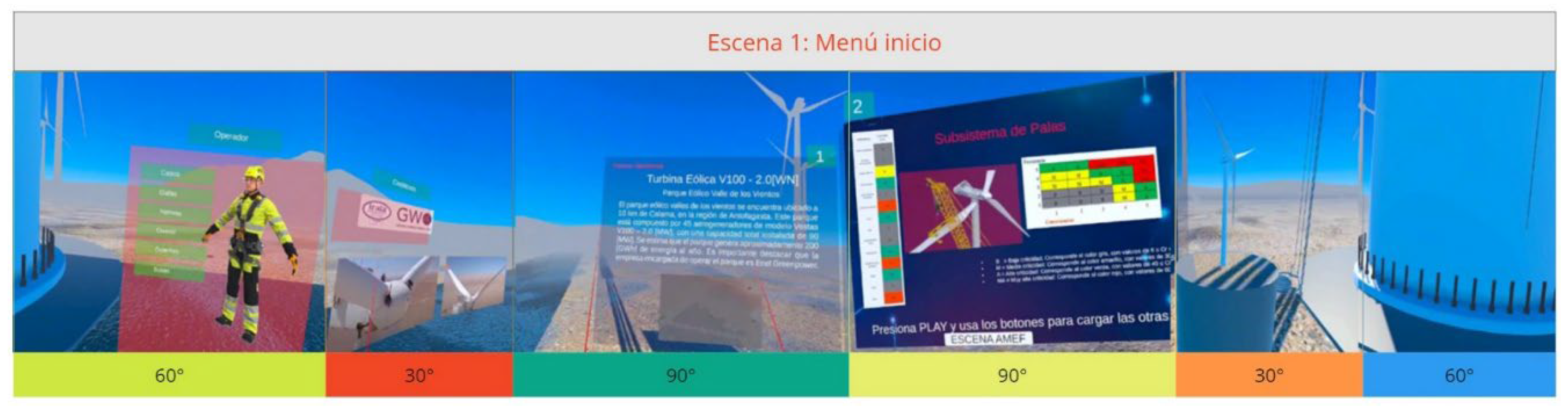
Figure 13.
View of the Operational Context – Start Menu Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 13.
View of the Operational Context – Start Menu Scene (taken directly from the prototype under development FMECA-VR-0.1).
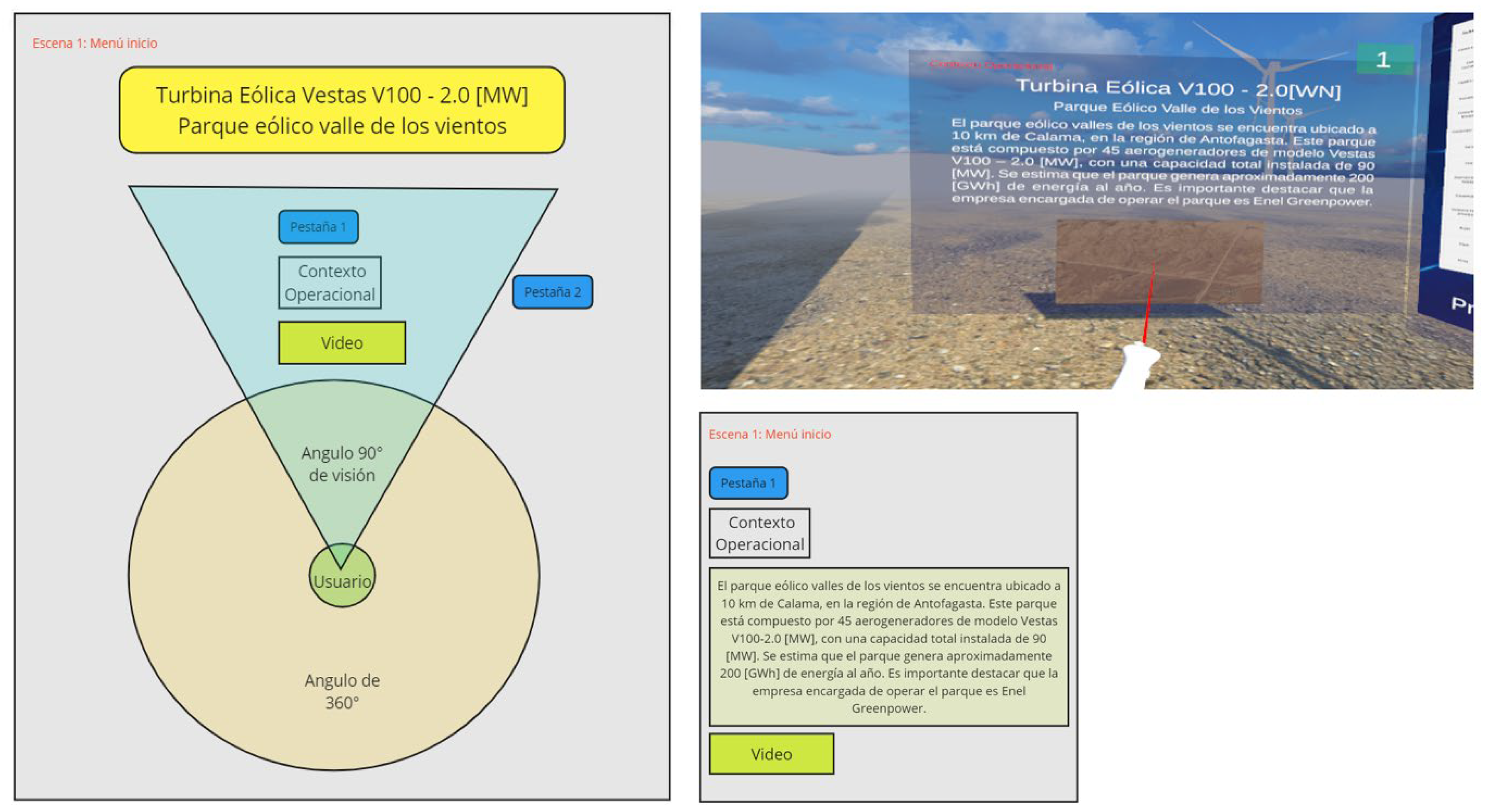
Figure 14.
View of Critical Subsystems – Start Menu Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 14.
View of Critical Subsystems – Start Menu Scene (taken directly from the prototype under development FMECA-VR-0.1).
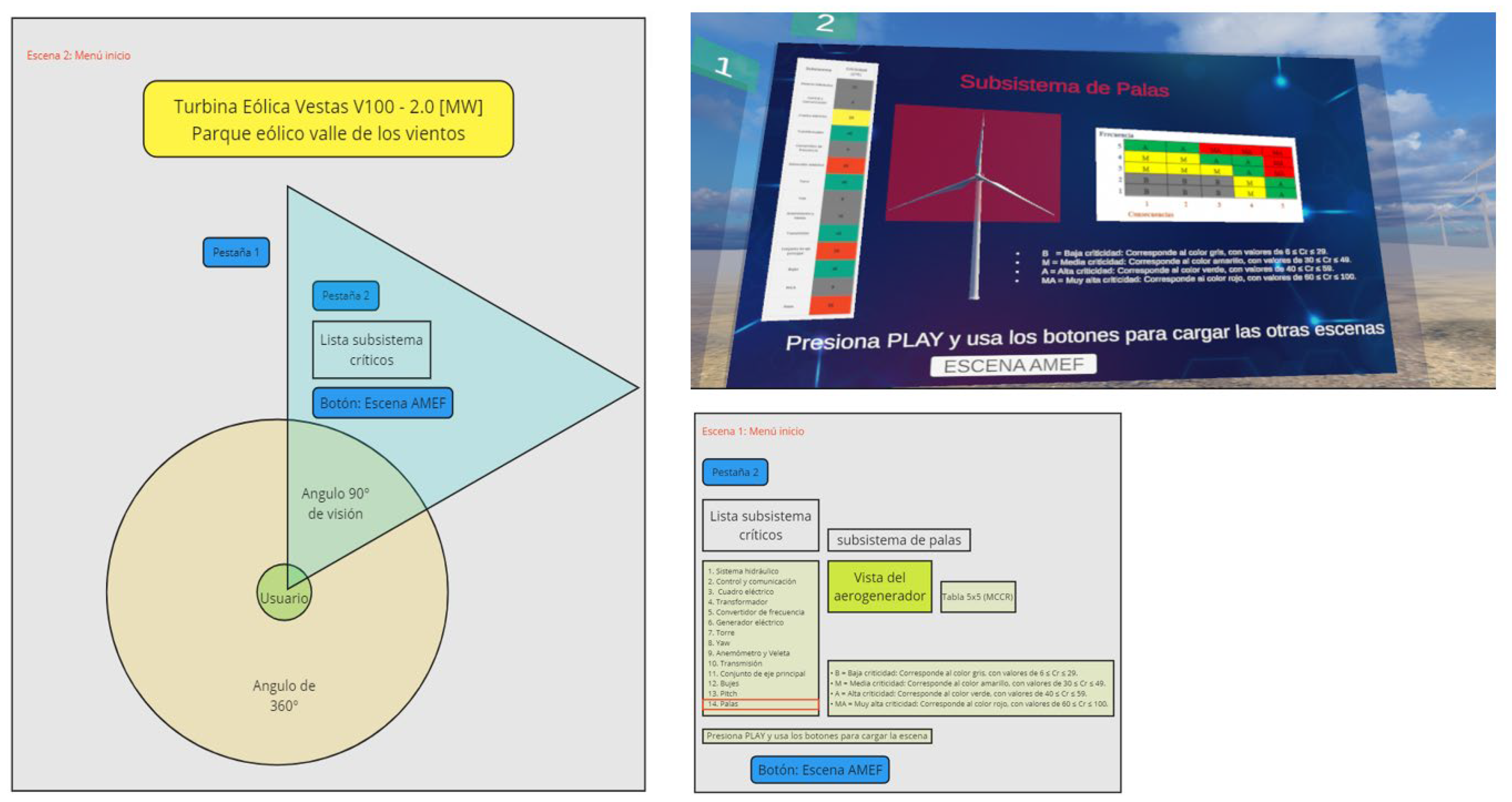
Figure 15.
360° View of the Valle de los Vientos Wind Farm – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 15.
360° View of the Valle de los Vientos Wind Farm – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
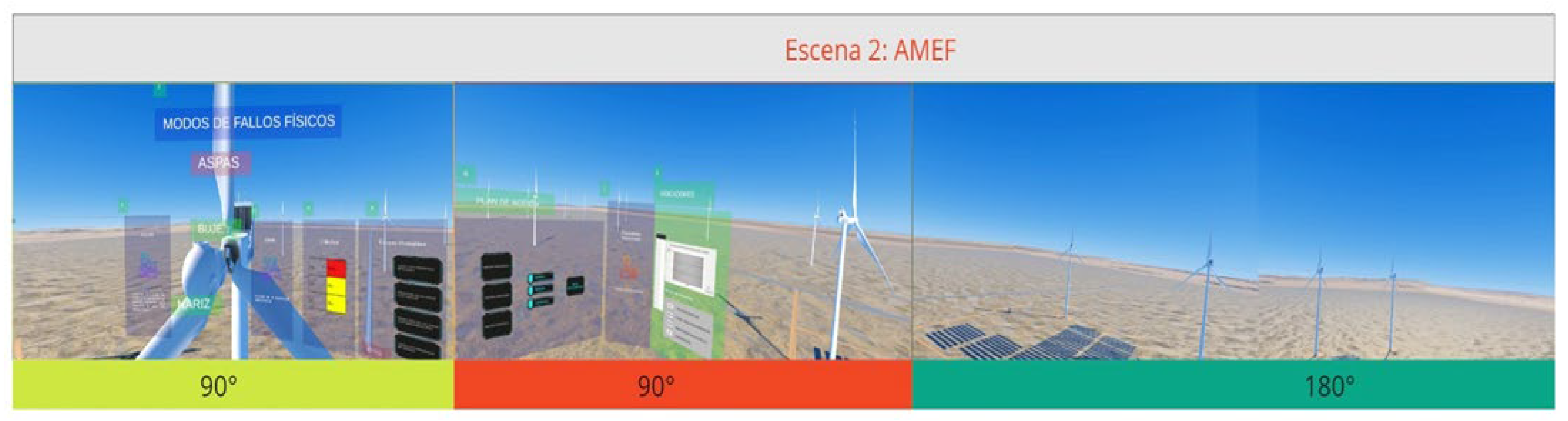
Figure 16.
View of Functions and Physical Failure Modes – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 16.
View of Functions and Physical Failure Modes – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
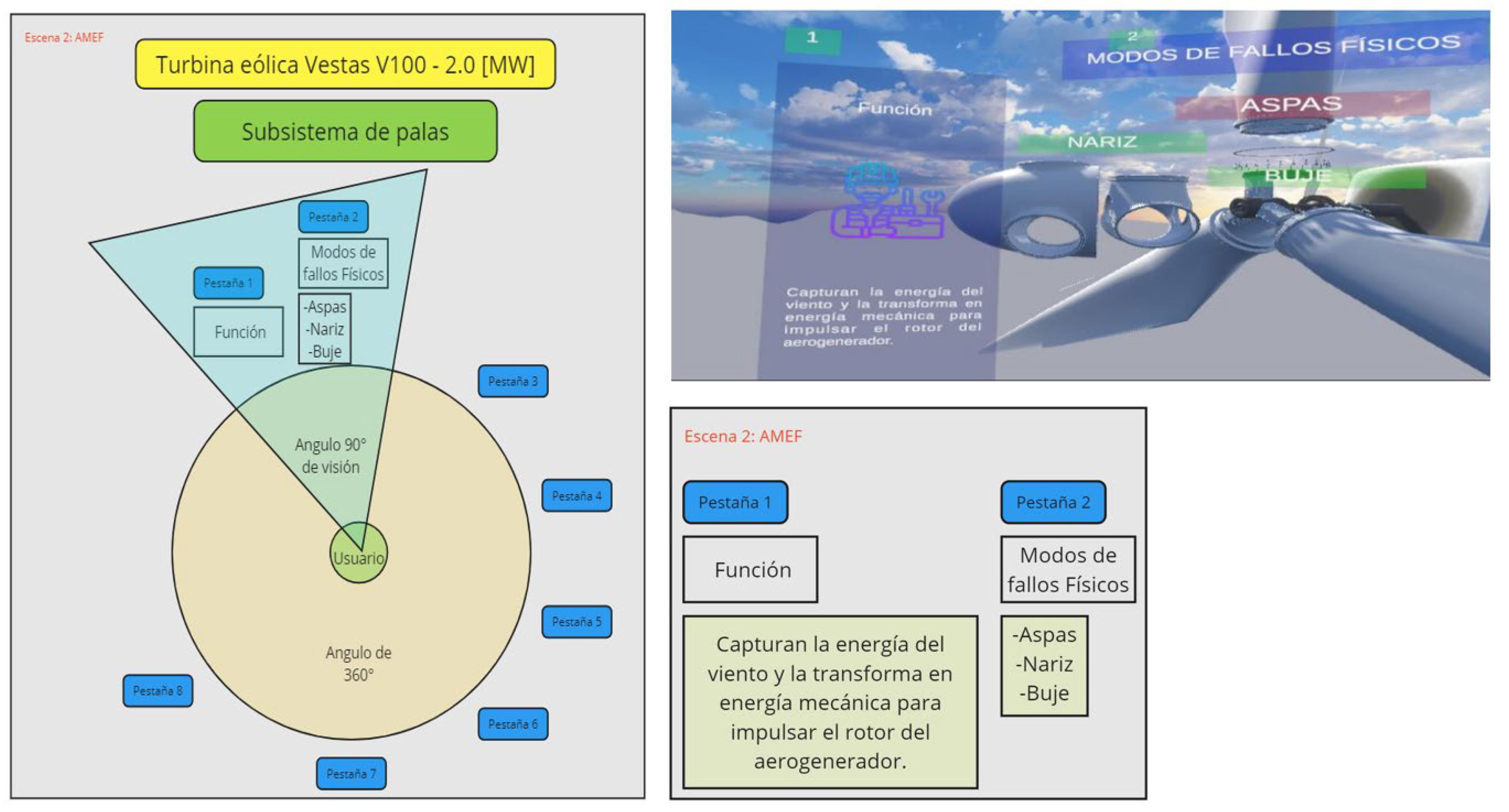
Figure 17.
View of Effects, Criticality, and Probable Causes – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 17.
View of Effects, Criticality, and Probable Causes – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
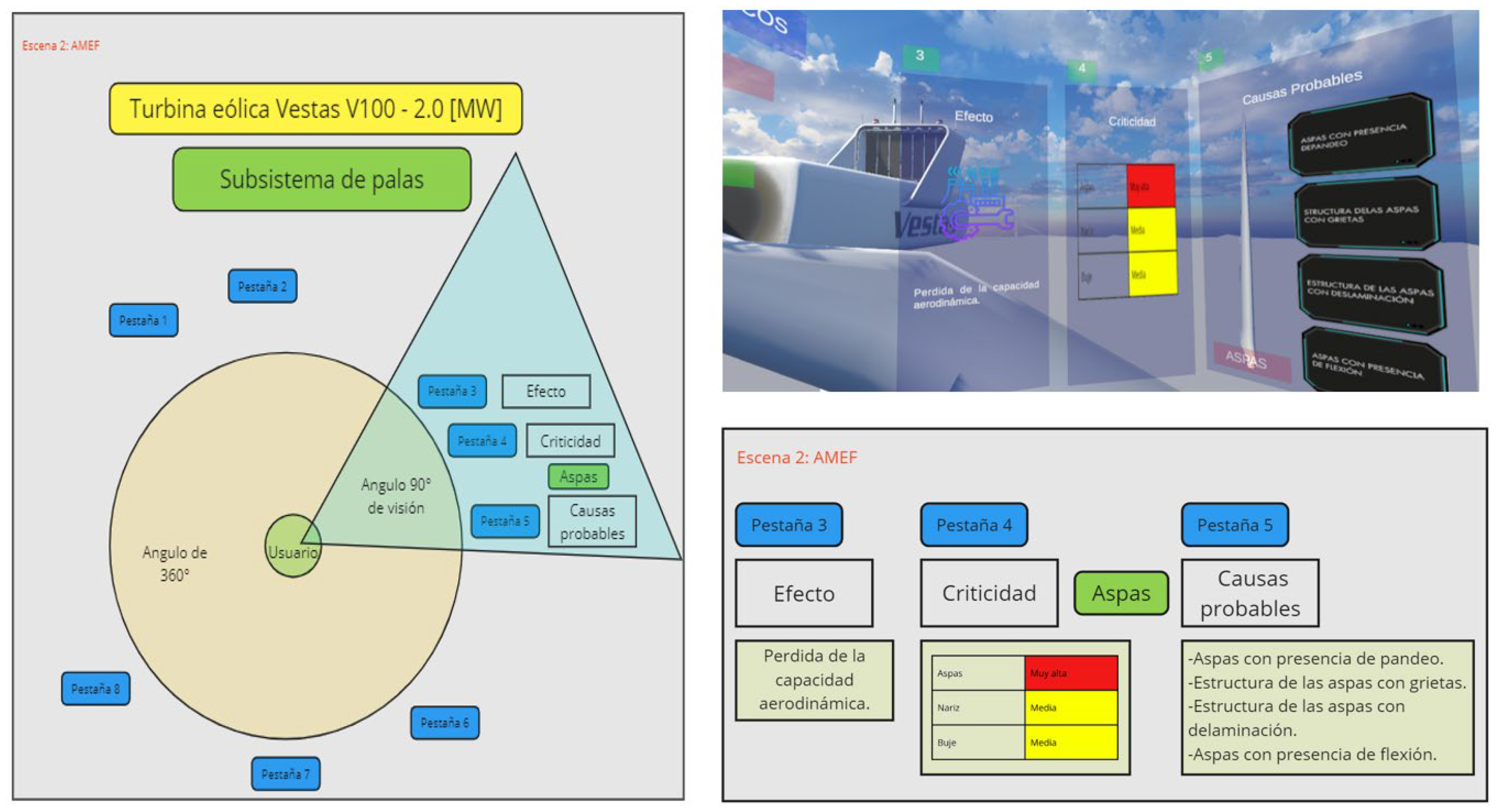
Figure 18.
Action Plan and Assigned Specialist – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 18.
Action Plan and Assigned Specialist – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
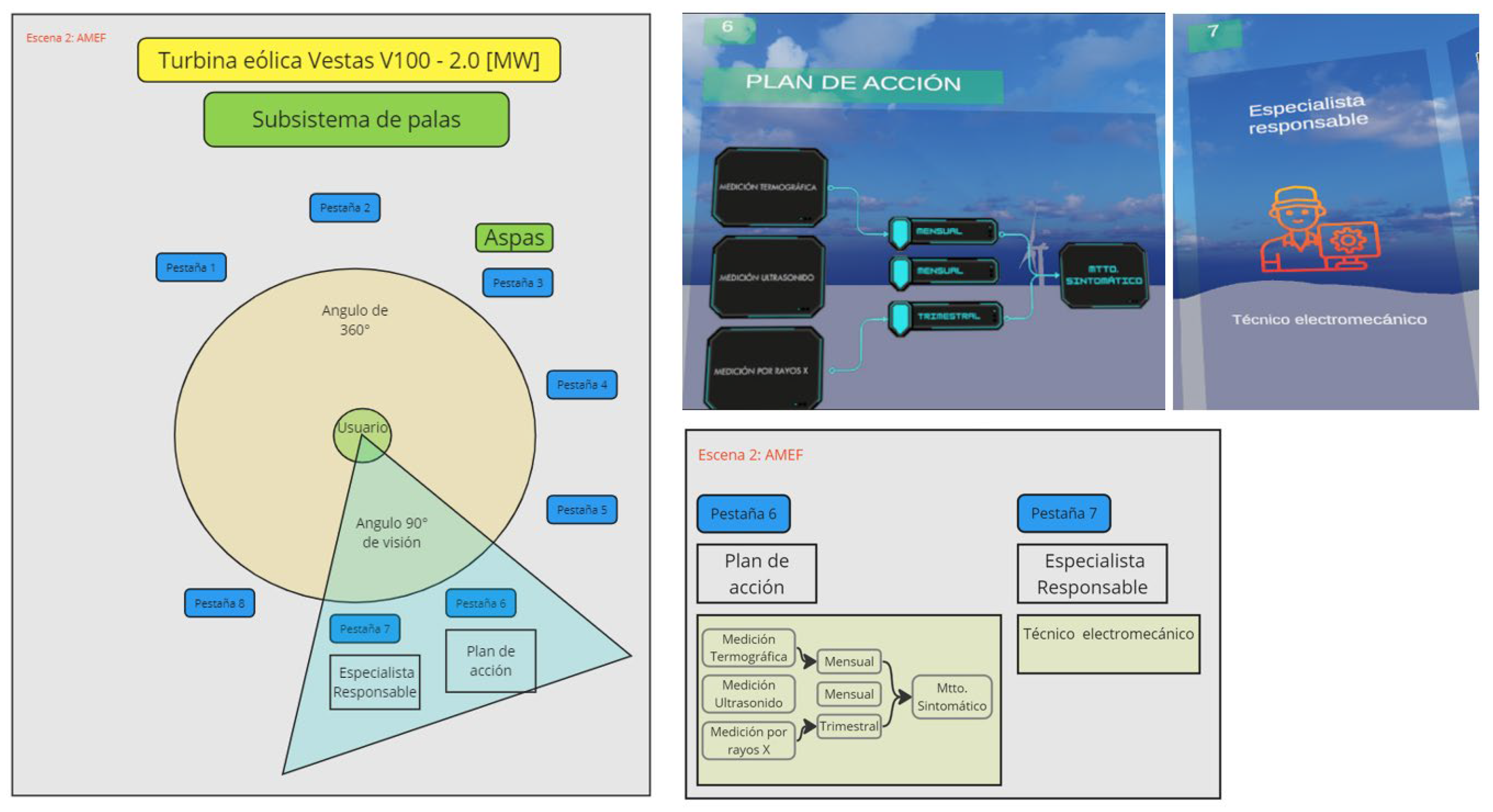
Figure 19.
Indicators – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
Figure 19.
Indicators – FMECA Scene (taken directly from the prototype under development FMECA-VR-0.1).
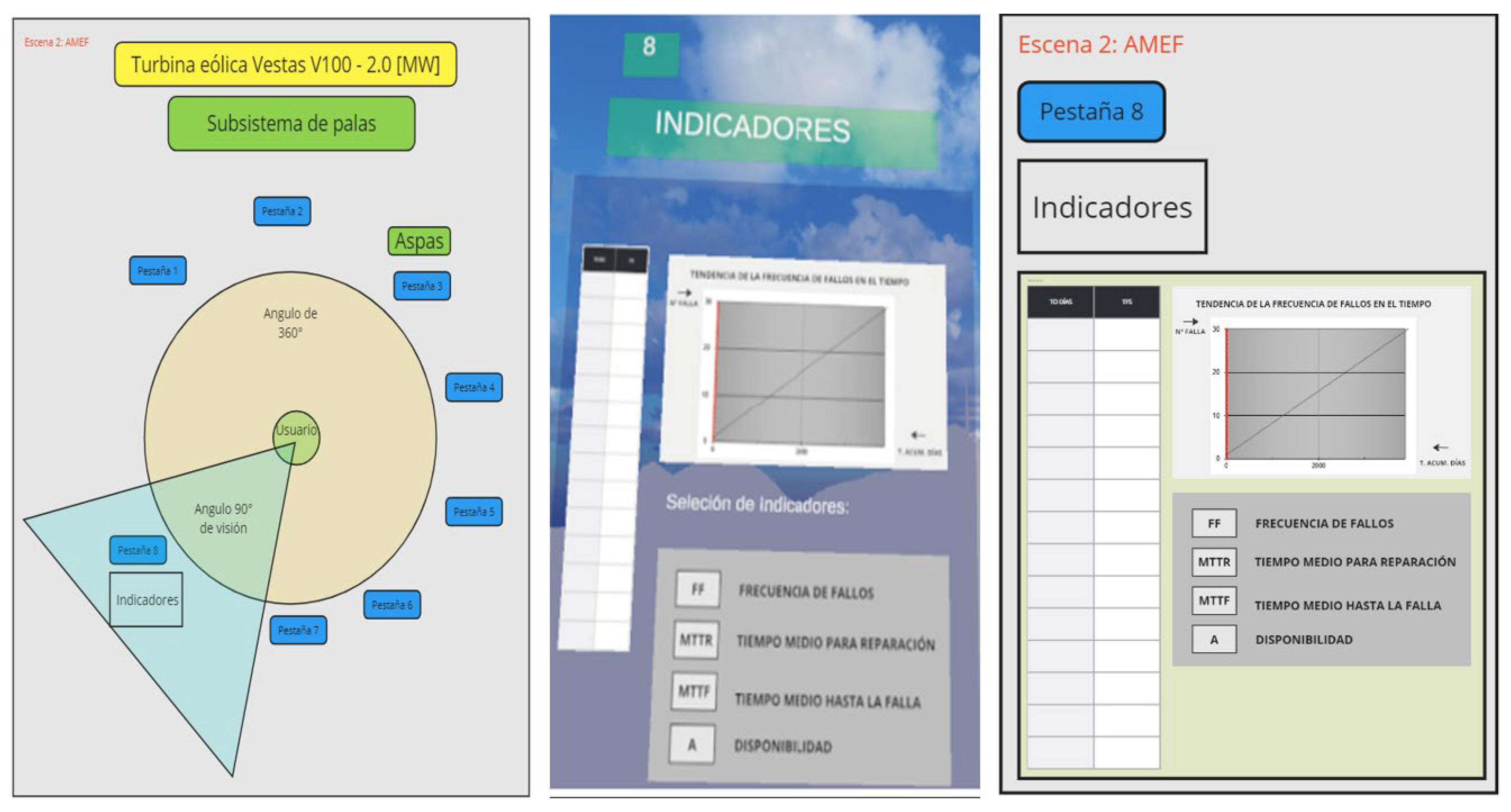

Table 1.
Criticality Assessment of Wind Turbine Subsystems.
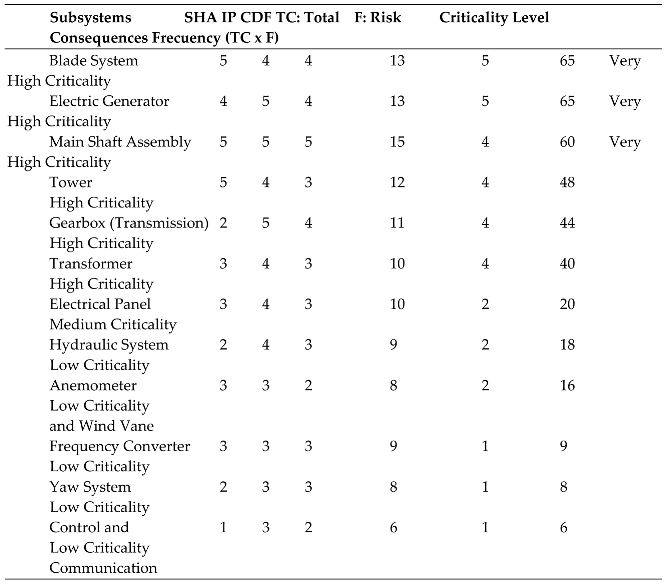 |
Table 2.
Criticality Assessment of Physical Failure Modes – Blade Subsystem.
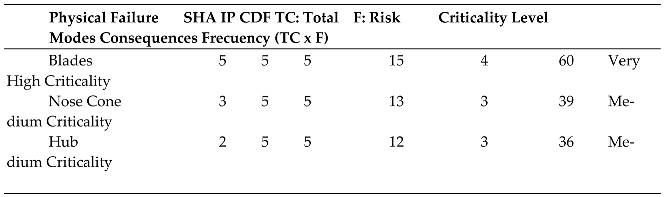 |
Table 3.
FMEA and Criticality Assessment of Physical Failure Modes – Blade Subsystem (Wind Turbine: Vestas V100 – 2.0 MW).
Table 3.
FMEA and Criticality Assessment of Physical Failure Modes – Blade Subsystem (Wind Turbine: Vestas V100 – 2.0 MW).
| Subsystem | Function | Physical Failure Modes (Components) | Failure Effect | Criticality Level | Value | Probable Causes |
| Blades | Capture wind energy and convert it into mechanical energy to drive the wind turbine rotor. | Blade | Loss of aerodynamic capability. | Very High Criticality | 60 | Blades showing buckling |
| Blade structure with cracks | ||||||
| Blade structure with delamination | ||||||
| Blades showing bending | ||||||
| Nose | Loss of aerodynamic capability. | Medium Criticality | 39 | Nose structure with cracks | ||
| Impact damage from foreign objects on nose | ||||||
| Nose looseness due to poor installation | ||||||
| Presence of corrosion on nose | ||||||
| Hub | Loss of aerodynamic capability. | Medium Criticality | 36 | Hub structure with cracks | ||
| Hub with misalignment | ||||||
| Malfunction in hub orientation mechanism | ||||||
| Presence of corrosion on hub |
Table 4.
Maintenance Plans for Physical Failure Modes of Blade Subsystems.
| Subsystem | Physical Failure Mode (Components)/Ranking | Probable Causes | Type of Maintenance | Maintenance Task | Application Frequency | Responsible Specialist | Maintenance Plan Costs (USD/year) | Annual Maintenance Hours |
| Blades | Blades/Very High Criticality | Blades showing buckling | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 |
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Blade structure with cracks | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Blade structure with delamination | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Blades showing bending | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Nose | Nose/Medium Criticality | Nose structure with cracks | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 |
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Impact damage from foreign objects on nose | Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | |||
| Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | |||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Nose looseness due to poor installation | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Presence of corrosion on the nose | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Hub | Hub/Medium Criticality | Hub structure with cracks | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 |
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Hub with misalignment | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Malfunction in hub orientation mechanism | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 | ||||
| Presence of corrosion on the hub | Condition-Based Maintenance | Thermographic winding inspection | Monthly | Electromechanical Technician | $5,000 | 12 | ||
| Condition-Based Maintenance | Ultrasound Inspection | Monthly | Electromechanical Technician | 12 | ||||
| Condition-Based Maintenance | X-ray Inspection | Quarterly | Electromechanical Technician | 6 |
Note: The tasks listed under each failure mode are repeated for similar failure causes. While thermographic, ultrasonic, and X-ray inspections are listed with individual frequencies and costs, their total implementation strategy could be optimized for cost-effectiveness in real-world applications.
Table 5.
General Execution Costs (Programming & Equipment) – FMECA–VR 0.1 Prototype.
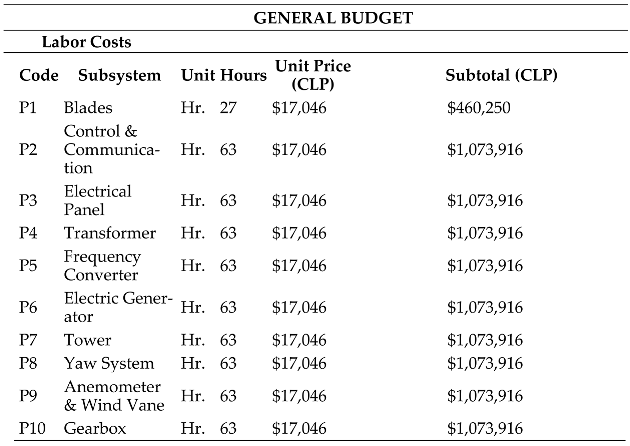 |
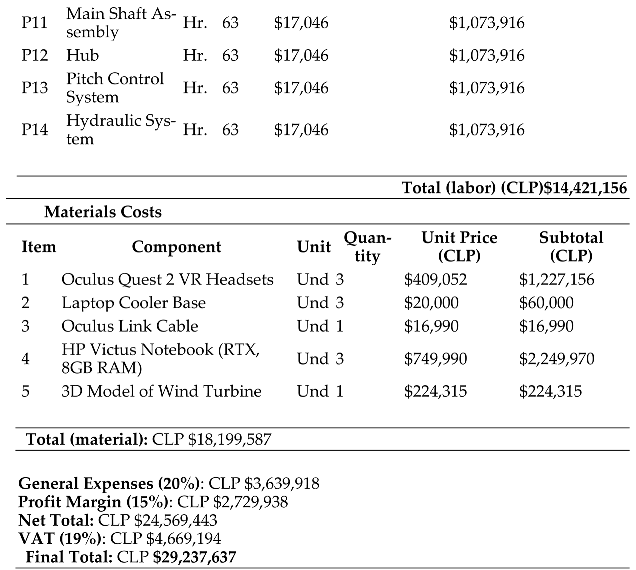 |
Table 6.
Costs Associated with Project Management.
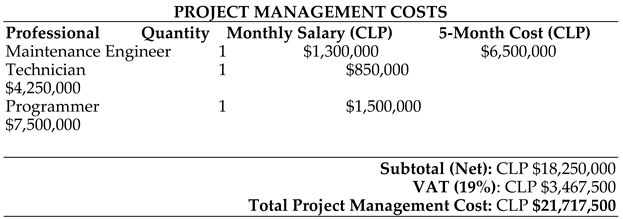 |
Table 7.
Strengths and Threats of the FMECA–VR 0.1 Partial Prototype.
| Strengths | Threats |
| More efficient training processes | Limited realism in simulation |
| Acquisition of parameters through data-driven simulations | Technological dependency |
| Ability to compare scenarios to better understand asset behavior, such as: | Low data reliability for: |
| – Diagnosing and predicting failures | – Maintenance software |
| – Estimating the useful life of physical assets | – Maintenance planning processes |
| – Redesigning assets or control systems to adapt to operating conditions | – Work order management |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



