
Submitted:
17 March 2025
Posted:
18 March 2025
You are already at the latest version
Abstract
Calcium lignosulfonate was incorporated into rubber compounds based on styrene-butadiene rubber (SBR) and acrylonitrile-butadiene rubber (NBR) in the amount ranging from 10 to 60 phr. Sulfur based curing system and peroxide curing system consisting of dicumyl peroxide in combination with methacrylic acid zinc salt were used for cross-linking of rubber compounds. The aim of the work was to investigate the influence of lignosulfonate and curing system composition of curing process, cross-link density, morphology, physical-mechanical and dynamic-mechanical properties of composites. The achieved results showed that peroxide cured composites demonstrated higher cross-link density, which was found not to be influenced by the content of lignosulfonate. The cross-link density of sulfur cured composites was lower and showed a decreasing trend with increasing amount of the biopolymer. Lower cross-linking degree was reflected in higher elongation at break and higher increase of elongation at break of the corresponding composites. On the other hand, peroxide cured composites exhibited higher modulus M100 and higher hardness. The microscopic analysis revealed that co-agent in peroxide vulcanization contributed to the improvement of adhesion between the biopolymer and the rubber resulting in higher tensile strength of the equivalent composites. Higher cross-link density of peroxide cured composites caused higher restriction of the chains segments' mobility due to which these composites exhibited higher glass transition temperature.
Keywords:
rubber
; biopolymer
; sulfur curing system
; peroxide curing system
; cross-linking
; properties
1. Introduction
Depletion of sources, global warning and negative effect on the environment have shifted the awareness towards bio-economy and green technologies. Lignocellulosic raw materials represent suitable alternatives to petroleum based products, as they are highly available, sustainable, and have a positive effect on global greenhouse gases reduction. Lignin is the second most spread biopolymeric material in the world and thus bears a huge application potential. The annual production of technical lignin is about 50 – 70 million tons, of which only 1 – 2 % is used to produce the value-added products. The rest is landfilled or burned to generate energy or to recover chemicals [1,2]. Lignin exhibits highly branched amorphous aromatic structure with diversity of functional groups as carboxyls, carbonyls, hydroxyls or methoxy groups. Due to these groups, lignin exhibits attractive properties including antimicrobial, antioxidant, UV absorption, adhesive properties, hydrophobicity etc. [3,4,5,6,7].
There are several types of lignin depending on the processing method and extraction procedures [7,8,9,10,11]. Sulfur and sulfur free extraction processes are the most common procedures to obtain lignin from lignocellulosic parts of wood and plants. Sulfur based lignins include Kraft lignin and lignosulfonates. Kraft lignin is derived by Kraft pulping using sodium sulfide and sodium hydroxide at pH between 13 and 14. Sulfite pulping process is acid-catalyzed based (pH between 1 - 2) using an aqueous sulfur dioxide and a sodium, calcium, ammonium or magnesium salt-based acid. When compared to Kraft lignin, lignosulfonates contain less free carboxyl and phenolic hydroxyl groups and higher amount of sulfur, mainly in the form of sulfonate groups [12,13]. Due to the presence of sulfonate groups, they are water soluble. Lignosulfonates have been widely used as dispersant agents, surfactants, binders, compatibilizers, additives to concretes, and composites [14,15,16,17]. In addition, due to aromatic structure, high amount of carbon, good mechanical stability and viscoelastic properties they are suitable materials as additives and fillers in rubber based compounds and composites [18,19,20,21,22]. To fabricate polymer composite materials with good applicable and utility properties, good adhesion and interactions between the rubber matrix and the filler on their interfacial region must be formed. Lignins and lignosulfonates are polar materials and thus their compatibility with non-polar matrices is usually poor, often resulting in weak physical-mechanical properties of the final composites. On the other hand, polar functional moieties provide space for surface modification and thus increasing interactions with rubber matrices. Good adhesion and formation of interactions between the rubber and the filler on the filler-rubber interface is the basic principle for rubber composites' reinforcement.
The final utility properties of rubber materials are achieved during the vulcanization or curing. Vulcanization is physical-chemical process during which, plastic rubber compound is transformed into cross-linked highly elastic products – vulcanizate by chemical reactions between functional groups of rubber and suitable curing additives. The cross-linked network improves the dimensional stability of rubber materials, increases elasticity, mechanical and dynamical properties and reduces hysteresis or plasticity. A lot of vulcanization systems have been applied for cross-linking of rubber compounds, as sulfur based systems, organic peroxides, phenol-formaldehyde resins, quinones, metal oxides, amines, ureas etc. Among them, sulfur curing systems are the most frequently used accounting about 90 % or rubber based articles, followed by organic peroxides.
Sulfur vulcanization is the oldest method used for cross-linking of unsaturated rubbers. Sulfur is always used in combination with activators and accelerators. Sometimes, retarders of vulcanization of prevulcanization inhibitors can be part of sulfur curing systems, too. Mechanism and chemism of sulfur vulcanization is very complex and still not comprehensibly elucidated. During the process, rubber chains segments are linked with sulfur based cross-links with different length and amount of sulfur in sulfur bridges (monosulfidic, disufidic and polysulfidic cross-links) [23,24]. In general sulfur cured vulcanizates demonstrate good tensile behavior, good elastic and dynamic properties, good abrasion resistance or good resistance to dynamic fatigue. On the other hand, due to low bonding energy of sulfidic cross-links, their thermo-oxidative stability is usually weak [25,26,27].
Organic peroxides can be used to vulcanize both, unsaturated and saturated rubbers. By application of organic peroxides, carbon-carbon bonds are formed between the chains [28]. C-C bonds have higher dissociation energy when compared to sulfidic cross-links, and thus the main feature of peroxide cured rubbers is higher thermal resistance and higher resistance to degradation factors, like oxygen and heat [29,30]. On the other side, when compared to sulfur cured vulcanizates, they usually have worse tensile and tear strength and wore dynamic properties.
To boost the cross-linking process with organic peroxides, low molecular organic compounds with double bonds, the so called co-agents, are often used [31,32]. The co-agents help to increase the efficiency of peroxide curing process by increasing the cross-link density and by modifying the structure of the formed cross-links. Several reaction mechanisms have been proposed for particular types of co-agents. In general, network enhancement through the homopolymerization and grafting of co-agents between the chain segments are the main co-agents’ reaction mechanisms [33,34,35,36]. As a lot of co-agents are polar materials, they also increase the polarity of rubber compounds and enhance adhesion towards polar fillers and additives in the rubber compounding.
In this work, calcium lignosulfonate was incorporated into the compounds based on NBR and SBR. Sulfur curing system and organic peroxide in combination with co-agent were applied for cross-linking. The main aim was to compare the effect of vulcanization systems on cross-linking process, physical-mechanical and dynamic-mechanical properties of the composites.
2. Experimental
2.1. Materials
Styrene-butadiene rubber (SBR, Kralex 1502, styrene content - 23.5 wt.%, Mooney viscosity ML 1+4 (100°C) - 52) prepared by cold emulsion polymerization was supplied from Synthos Kralupy, a.s. Kralupy nad Vltavou, Czech Republic. Acrylonitrile-butadiene rubber (NBR, SKN 3345, acrylonitrile content - 31-35 %, Mooney viscosity ML 1+4 (100°C) - 45) was supplied from Sibur International, Moscow, Russia. Calcium lignosulfonate having trade name Borrement CA120 was provided by Borregaard Deutschland GmbH, Karlsruhe, Germany. The molecular weight of lignosulfonate was 24 000 g.mol-1 and specific surface area 3.9 m2.g-1. In addition to carbon (46.63 wt.%), the biopolymer contained hydrogen (5.35 wt.%), nitrogen (0.14 wt.%), sulfur (5.62 wt.%) and hydroxyl groups (1.56 wt.%). Lignosulfonate was applied into rubber formulations in concentration scale ranging from 10 to 60 phr. For cross-linking of rubber compounds, sulfur and peroxide curing system were used. Sulfur-based curing system consisted of zinc oxide (3 phr) and stearic acid (2 phr) as activators, accelerator N-cyclohexyl-2-benzothiazole sulfenamide CBS (1.5 phr) and sulfur as curing agent (1.5 phr). The additives of sulfur curing system were supplied from Vegum a.s. Dolné Vestenice, Slovak Republic. The peroxide curing system consisted of dicumyl peroxide DCP as curing agent (1 phr) and methacrylic acid zinc salt ZDMA (10 phr) as co-agent. DCP and ZDMA were supplied from Sigma-Aldrich, St. Louis, Missouri, USA.
2.2. Methods
2.2.1. Fabrication and curing
The fabrication of the composites was performed in a laboratory kneader Brabender (Brabender GmbH & Co. KG, Duisburg, Germany) at 90 °C and 55 rpm. Mixing process was carried out in two steps.
First, rubber was plasticated for 1 min, then activators of sulfur curing system were added. Calcium lignosulfonate was introduced after 2 min, and the rubber mixture was compounded for next 4 min. After the first step mixing, rubber compounds were additionally homogenized and sheeted by using two-roll mill. Sulfur and accelerator were introduced in the second step and the mixing process continued in the kneader for 4 min at 90 °C with rotor speed set up to 55 rpm. Finally, the rubber compounds were sheeted in two-roll mill.
The compounding procedure of rubber formulations with peroxide curing system proceeded following the same conditions (90 °C, 55 rpm, overall time of mixing 10 min). The rubber and the filler were compounded in the first step, which took 6 min and additives of curing systems were applied in the second step. Final homogenization and sheeting were accomplished in two-roll mill.
The curing process was carried out using a hydraulic press Fontijne (Fontijne, Vlaardingen, Holland) following the optimum cure time of each rubber compound. The temperature of curing was 170 °C and the press was 15 MPa. After curing, thin sheets with dimensions 15 x 15 cm and thickness 2 mm were obtained.
2.2.2. Determination of Curing Characteristics
Oscillatory rheometer MDR 2000 (Alpha Technologies, Akron, Ohio, USA) was used to determine curing isotherms and curing characteristics.
The investigated curing parameters were:
ML (dN.m) - minimum torque
MH (dN.m) - maximum torque
∆M (dN.m) - torque difference, ∆M =MH - ML
tc90 (min) - optimum curing time
ts1 (min) - scorch time
2.2.3. Determination of Cross-Link Density
To calculate the cross-link density ν, dried and weighted samples were immersed in xylene, in which they swelled. The samples were taken out from the solvent every hour, wiped out of solvent and weighted. When the weight of samples was constant, the equilibrium swelling was reached and used for the determination of cross-link density by the Krause modified Flory-Rehner equation [37].
2.2.4. Investigation of Physical-Mechanical Characteristics
The tensile tests were performed according to valid technical standards using a tearing equipment Zwick Roell/Z 2.5 (Zwick GmbH & Co. KG, Ulm, Germany). The cross-head speed was set up to 500 mm.min-1 with a gauge length of 25 mm. The dumbbell-shaped specimens (width 6.4 mm, length 80 mm) were cut with a special knife from 2 mm thick cured rubber plate. The hardness in Shore A was measured by using a durometer.
2.2.5. Microscopic Analysis
The surface morphology was evaluated by scanning electron microscope JEOL JSM-7500F (Jeol Ltd., Tokyo, Japan). The samples were first cooled down in liquid nitrogen under glass transition temperature and then fractured into small fragments with surface area of 3 x 2 mm. The fractured surface was covered with a thin layer of gold and put into the microscope. The source of electrons is cold cathode UHV field emission gun, the accelerate voltage ranges from 0.1 kV to 30 kV and the resolution is 1.0 nm at 15 kV and 1.4 nm at 1 kV. SEM images are captured by CCD-Camera EDS (Oxford INCA X-ACT).
3. Results and Discussion
3.1. Curing Process and Cross-Link Density
The corresponding vulcanization isotherms of rubber compounds cured with sulfur and peroxide system are illustrated in Figure 1. It becomes apparent from them that course of curing isotherms was influenced by the type of rubber as well as by the curing system composition. From Figure 2 it becomes apparent that the minimum torque ML of both SBR as well as NBR-based compounds showed increasing trend with increasing content of the biopolymer. The minimum torque to a certain extent relates to the viscosity of the compounds before the curing process started, which suggests that the incorporation of the biopolymer resulted in the increase of viscosity. The highest minimum torque exhibited rubber compounds based on SBR cured with peroxide system, followed by the equivalent compounds cured with sulfur system. The compounds based on NBR cured with both vulcanization systems demonstrated lower ML. This points to higher viscosity of SBR based rubber formulations, as SBR exhibited higher Mooney viscosity. When comparing curing systems, higher minimum torque and thus higher viscosity manifested rubber compounds with peroxide system applied. The maximum torque showed an increasing trend with increasing amount of the biopolymer, too. As shown in Figure 1A and B, the MH of the compounds based on SBR and NBR cured with sulfur system was very similar. When comparing both types of rubber formulations cured with peroxide system (Figure 1C and D), one can see that higher maximum torque exhibited those based on SBR. The highest difference between the maximum and minimum torque ΔM demonstrated SBR-based formulations cured with peroxide system, followed by the equivalent compounds based on NBR (Figure 3). The SBR and NBR-based compounds cured with sulfur system exhibited lower ΔM. The difference between maximum and minimum torque ΔM is to a large extent proportional to the cross-link density and when comparing Figure 3 and Figure 4, one can see a very close correlation between both characteristics. The highest cross-link density exhibited peroxide cured composites based on SBR having the highest ΔM. On the other hand, SBR-based composites cured with sulfur system with the lowest torque difference demonstrated the lowest degree of cross-linking (Figure 4). The incorporation of lignosulfonate resulted in a slight decrease of cross-link density of both SBR and NBR-based compounds cured with sulfur system. On the other hand, almost no influence of the biopolymer on cross-link density was recorded for rubber formulations cured with peroxide system.
The application of lignosulfonate caused the decrease in scorch time ts1 for rubber formulations cured with sulfur system (Figure 5). The scorch time of the compounds cured with peroxide system was much lower and was found to be independent on the content of the biopolymer. With exception of the compounds based on SBR cured with sulfur system, the optimum cure time tc90 showed a decreasing trend with increasing content of lignosulfonate (Figure 6). On the other hand, a significant prolongation of the optimum cure time was recorded for sulfur cured SBR-based formulations with high biopolymer content.
Peroxide curing of rubber compounds is radical process, during which organic peroxide first undergoes homolytic cleavage via breaking labile oxygen-oxygen bond at a vulcanization temperature [38]. The formed radical species immediately react with rubber chain segments to form cross-links between them. To that corresponds a very low scorch time (Figure 5). The regulation of scorch time during peroxide vulcanization is very complicated as it is done only by the type of organic peroxide and its decomposition rate at a curing temperature [39,40,41]. It becomes apparent from Figure 5 that scorch time for both types of rubber formulations cured with peroxide system was very similar and fluctuated only around half a minute.
Both, NBR and SBR-based compounds cured with peroxide system exhibited very similar curing kinetics, i.e. scorch time and optimum cure time, but differed in torque difference and cross-link density. Thus, the insight into mechanism of vulcanization should be outlined. SBR and NBR are copolymers of styrene or acrylonitrile, respectively. Styrene and acrylonitrile structural units do not provide active sites for cross-linking. Cross-linking of both rubbers is performed exclusively via butadiene structural units. The active radical species formed from peroxide decomposition can react with rubber chains in two ways. First mechanism involves abstraction of reactive allylic hydrogens from rubber chains to form macromolecular radicals. During the second mechanism the peroxide derived radicals attack the double bonds in rubber structure, again following by the formation of macromolecular radicals. The formed macroradicals can either mutually recombine or participate in addition reactions to the free double bonds in rubber chains, mainly to those situated in 1,2-butadiene structural units. Pendant vinyl units are very prone to radical addiction mechanism. Moreover, they are less sterically hindered and thus more accessible for radical species when compared to double bonds in the main chains (cis/trans) [42,43,44]. The chain character of addition reactions results in a high cross-linking effectiveness. The highest torque difference and cross-link density exhibited peroxide cured composites based on SBR. The peroxide cross-linking efficiency of NBR is lower, as NBR contains lower amount of butadiene structural units. Also, electron withdrawing acrylonitrile groups make double bonds in NBR less reactive, so the addition reactions have been reported to be of lower importance than in the case of SBR [36,45]. Thus, the equivalent NBR based composites exhibited lower torque difference and lower cross-link density. The co-agent used in combination with dicumyl peroxide contributed to the increase of cross-link density of both composite types, too. The specific reaction mechanism of methacrylic acid zinc salt in peroxide vulcanization is discussed in following section.
On the other hand, sulfur vulcanization of rubber compounds is very complex process. Although, it is still not clearly understood, it has been proposed that it proceeds in three general stages. In the first stage, the accelerator together with the activators form transition complex, which react with sulfur to form active sulfurating agent. This stage is called induction period and the length of induction period is dependent on the composition of sulfur curing system, mainly on the type of accelerator. The used accelerator CBS is the class of delayed action accelerator, which is characterized by prolonged induction period [46,47]. To that corresponds longer scorch time of sulfur cured formulations when compared to those cured with peroxide system (Figure 5). In the second stage, the active sulfurating agent substitutes the allylic hydrogens in rubber chains via a sulfur bridge, forming cross-link precursors. Primary vulcanizate network with prevalence of polysulfidic cross-links is formed. In the third phase, the restructuralization of the formed polysulfidic cross-links and modification of the rubber chains occur and final spatial vulcanizate network is generated [27,48].
The experimental results showed that sulfur cured rubber compounds based on NBR demonstrated lower scorch time and lower optimum cure time when compared to corresponding compounds based on SBR. Simultaneously, both characteristics showed a decreasing trend with increasing content of the biopolymer, demonstrating its positive effect on sulfur vulcanization of NBR based formulations. Though, the prolongation of optimum cure time of SBR based formulations with increasing content of lignosulfonate suggests that it has a retarding effect in sulfur vulcanization of SBR.
Sulfur cured SBR based formulations demonstrated lower cross-link density, which seems to be a bit surprising as SBR contains higher amount of butadiene structural units and thus higher amount of active cross-linking sites. Higher cross-link density of composites based on NBR could be attributed to higher branching and entanglements of the rubber chains and polar structural units of NBR. Upon generation of chemical cross-links between adjacent entangled and branched rubber chains, the physical entanglements can also act as cross-linking points. Due to the presence polar acrylonitrile units, stronger intermolecular interactions are formed between the chain segments, which could contribute to a higher cross-linking degree of NBR-based formulations, too. As also shown in Figure 4, the cross-link density of sulfur cured composites based on NBR as well as SBR showed a slight decreasing trend with increasing content of calcium lignosulfonate. A possible explanation for this is that lignosulfonate could sterically hinder the formation of the cross-links between the chains segments. On the other hand, no negative influence of the biopolymer on cross-links density of peroxide cured composites suggest that organic peroxide in combination with co-agent could cause cross-linking of lignosulfonate or contributed to the formation of the linkages between the biopolymer and the rubber matrix.
3.2. Physical-Mechanical Properties and Morphology
The incorporation of lignosulfonate resulted in the increase of composites' hardness suggesting that the hardness of the biopolymer was higher than that of the rubber matrices (Figure 7). The dependence of hardness on the type of rubber matrix and curing system composition was directly proportional to cross-link density (Figure 4). The highest cross-link density of composites based on SBR cured with peroxide system was reflected in the highest hardness. On the other, the equivalent composites cured with sulfur system with the lowest cross-linking degree exhibited the lowest hardness. The hardness of composites based on NBR ranged between the sulfur and peroxide cured composites based on SBR and was higher for peroxide cured counterparts, again following the trend of cross-link density. Higher cross-link density of both composite types cured with peroxide system was reflected in higher modulus M100 (Figure 8). The M100 of NBR-based composites cured with peroxide system was found to increase with increasing content of calcium lignosulfonate. The composites cured with sulfur system demonstrated almost the same modulus with no influence on biopolymer content. As also shown, the M100 of sulfur cured composites was much lower than that of peroxide cured equivalents due to their much lower cross-linking degree.
On the other hand, lower cross-link density of composites cured with sulfur system was responsible for their higher elongation at break (Figure 9). The elongation at break of the sulfur cured composites based on NBR and SBR was very similar and was significantly dependent on the amount of the biopolymer. At the maximum lignosulfonate content, the elongation at break increased by less than 500 % for SBR-based composites (from about 340 % for the reference up to 830 % for the composite with 60 phr of the biopolymer). In the case of sulfur cured NBR-based composites, the elongation at break increased from 460 % up to 790 % by increase in biopolymer content from 0 up to its maximum content. The higher the cross-link density, the higher the restriction of rubber chain segments' elasticity and mobility, resulting in the decrease in elongation a break. The lowest elongation at break exhibited the SBR-based composites cured with peroxide system with the highest cross-linking degree. As the cross-link density of peroxide cured composites almost did not change with the change in lignosulfonate content, the elongation at break of the equivalent composites was much less dependent on lignosulfonate content. When compared to the references, the elongation at break increased by about 90 % and 140 % for the maximally filled composites based on NBR or SBR, respectively. Another factor contributing to different elongation at break of sulfur and peroxide cured composites is the structure of the formed cross-links. Longer and more flexible sulfidic cross-links facilitate micro-Brownian motion of the chain segments between the cross-links, which results in better elastic properties of the sulfur cured rubber materials. Higher elasticity of the chain segments causes higher redistribution of the deformation strains within the rubber matrix resulting in higher tensile characteristics, too. On the other hand, shorter and rigid carbon-carbon bonds restrict the orientation and mobility of the chain segments, which results in formation of local stress concentrations. To that correspond worse dynamic and tensile behavior of peroxide cured vulcanizates in general [27,29,49].
From Figure 10 it becomes apparent that with exception of the peroxide cured reference sample based on NBR, the other reference samples exhibited roughly the same tensile strength. The tensile strength of sulfur cured composites based on SBR was almost not influenced by the amount of the biopolymer and it fluctuated only in a very low range of experimental values. The influence of lignosulfonate on tensile strength of sulfur cured NBR- based composites was also very low, though highly filled NBR-based composites exhibited slightly higher tensile strength when compared to equivalent sulfur cured composites based on SBR. The application of peroxide curing system resulted in enhanced tensile behavior of composites and the highest tensile strength manifested peroxide cured composites based on NBR. By incorporation of 10 phr of the biopolymer, an improvement of the tensile strength of both peroxide cured composites was recorded when compared to the references. Then, no significant influence of lignosulfonate content on tensile strength was observed. Higher tensile characteristics of peroxide cured vulcanizates can be attributed to the presence of co-agent in peroxide vulcanization. It has been reported that methacrylic acid zinc in the presence of organic peroxide can undergo in-situ polymerization within the rubber matrix. Polymerized molecules ZDMA can be physically adsorbed or chemically grafted onto rubber chains [50,51,52]. Thus they form physical and chemical linkages in the rubber matrix. In addition, having polar character ZDMA exhibits strong adhesion to polar materials [53,54]. Due to the presence of zinc ions, ZDMA can form ionic cross-links or ionic clusters, which can interact with polar functional groups of lignosulfonate. This leads to the improvement of adhesion and compatibility between the rubber and the biopolymer on the filler-rubber interface. Subsequent improvement in tensile strength was achieved. It becomes apparent from Figure 10 that higher tensile strength demonstrated composites based on NBR. As NBR, calcium lignosulfonate and ZDMA are polar materials, their adhesion, compatibility and formation of physical interactions between the components is higher when compared to non-polar SBR.
The surface morphology of composites was studied by
performing the scanning electron microscopic (SEM). SEM images of the SBR-based
composites cured with sulfur system are presented in Figure 11 on the left side, while SEM images of
the equivalent composites based on NBR are depicted in Figure 11 on the right side. Similarly, SEM
images of peroxide cured composites based on SBR and NBR are presented in Figure 12 on the left or right side,
respectively. It is shown in Figure 11
that lignosulfonate tented to agglomerate in sulfur cured composites. The
agglomeration and worse dispersion of lignosulfonate within the rubber matrices
cured with sulfur system is the main reason why lignosulonate does not behave
as a reinforcing filler. However, it should be remarked that although the
application of lignosulfonate did not result in improvement of tensile
strength, no negative effect on the characteristic was recorded even at high
lignosulfonate content. Looking at Figure 12
one can see that surface fractures of composites cured with peroxide system
seem to be more compact and better adhesion between the rubber and
lignosulfonate on the interfacial region was achieved due to the presence of
ZDMA. Some surface cracks visible on SEM images are probably caused by melted
lignosulfonate during freezing and fracturing of composites samples for SEM
analysis.
3.3. Dynamic-Mechanical Analysis
The temperature dependences of loss factor tan δ for tested materials are illustrated in Figure 13, while the values of tan δ at chosen temperatures are summarized in Tabs. 1-4. Tan δ is a ratio of loss and storage modulus and corresponds to the energy lost to energy absorbed and returned by the system pre unit cycle. With the rise in temperature, tan δ reaches the maximum in the transition region, followed by subsequent decrease in rubbery region. The peak maximum corresponds to glass transition temperature Tg. In glassy region below Tg, the damping is low, as the chain segments are immobilized and deformations are mostly elastic due to limited propensity of the chains segments to viscous flow. In rubbery region, damping is low, because rotational movement of the chain segments enables free movement with minimum resistance to flow. In the transition region, damping and energy dissipation is high due to the inception of micro-Brownian movement of the chains and the chain stress relaxation, although not all the segments are able to participate in such relaxations together. As shown in Figure 13, the application of lignosulfonate resulted in the lowering of tan δ peak and reduction of area in a transition region, resulting in lower energy dissipation, which can be attributed to a higher storage modulus in this region. In all cases, the lowest area in a transition region demonstrated composites filled with maximum lignosulfonate content.
From Figure 13 and Table 1, Table 2, Table 3 and Table 4 it becomes apparent that lower Tg exhibited composites based on SBR. It is a logical reflection of higher amount of rubbery butadiene units in SBR structure. The Tg of sulfur cured composites based on SBR moved around -33 °C, while Tg of peroxide cured composites was slightly higher (around -31 °C). This can be attributed to higher cross-linking degree of peroxide cured composites, suggesting that increased cross-link density restricts the chain segments' elasticity and mobility, thus elevating Tg. The same can be applied to composites based on NBR. Higher cross-link density of peroxide cured composites resulted in increase of Tg by about 2 °C (from about -11°C for sulfur cured composites to around -9 °C for peroxide cured equivalents).
Figure 1. it can also be seen that the Tg was practically not influenced by the presence of the biopolymer and tan δ in glassy and rubbery region was significantly influenced neither by the amount of lignosulfonate nor by the type of curing system applied.
4. Conclusions
Calcium lignosulfonate filled compounds based on SBR and NBR were cured with sulfur as well as peroxide curing systems. The results revealed that peroxide cured composites exhibited lower scorch time, higher torque difference and higher cross-link density. Higher cross-link density was reflected in higher modulus, hardness and lower elongation at break of the equivalent composites. Peroxide cured composites demonstrated higher tensile strength, which can be attributed to higher adhesion and compatibility between the rubber and the filler on their interface due to the presence of methacrylic acid zinc salt in peroxide vulcanization. The highest tensile strength of composites based on NBR can be attributed to polar nature of the rubber, the biopolymer and the co-agent resulting in the best adhesion and physical interactions between the components. The application of lignosulfonate in all rubber systems resulted in the increase of hardness and elongation at break, while more significant influence on elongation at break was recorded for sulfur cured counterparts. The presence of the biopolymer in rubber compounds did not influence the Tg of the composites and tan δ in glassy and rubbery region. The decrease of tan δ peak and lowering of area in transition region with increase in lignosulfonate content points to reduced damping in that region.
Acknowledgments
This work was supported by the Slovak Research and Development Agency under the contract No. APVV-19-0091, APVV-22-0011 and by grant agency VEGA under the contract No. 1/0056/24.
References
- Ruwoldt J: A critical review of the physicochemical properties of lignosulfonates: chemical structure and behavior in aqueous solution, at surfaces and interfaces. Surfaces. 2020;3:622-648.
- Hemmilä V, Hosseinpourpia R, Adamopoulos S, Eceiza A: Characterization of wood-based industrial biorefinery lignosulfonates and supercritical water hydrolysis lignin. Waste Biomass Valori. 2020;11:5835-5845. [CrossRef]
- Lu X, Gu X, Shi Y: A review on lignin antioxidants: Their sources, isolations, antioxidant.
- activities and various applications. Int J Biol Macromol. 2022;210:716-741.
- Morena AG, Bassegoda A, Natan M, Jacobi G, Banin E, Tzanov T: Antibacterial properties and mechanisms of action of sonoenzymatically synthesized lignin-based nanoparticles. ACS Appl Mater Interfaces. 2022;14:37270-37279. [CrossRef]
- Wang H, Qiu X, Liu W, Fu F, Yang D: A novel lignin/ZnO hybrid nanocomposite with excellent UV absorption ability and its application in transparent polyurethane coating. Ind Eng Chem Res. 2017;56:11133-11141. [CrossRef]
- Younesi-Kordkheili H, Pizzi A: A comparison among lignin modification methods on the properties of lignin–phenol–formaldehyde resin as wood adhesive. Polymers. 2021;13:3502. [CrossRef]
- Lisý A, Ház A, Nadányi R, Jablonský M, Šurina I: About hydrophobicity of lignin: A review of selected chemical methods for lignin valorisation in biopolymer production. Energies. 2022;15:6213. [CrossRef]
- Sugiarto S, Leow Y, Li Tan C, Wang G, Kai D: How far is Lignin from being a biomedical material? Bioact. Mater. 2022;8:71-94.
- Fabbri F, Bischof S, Mayr S, Gritsch S, Bartolome MJ, Schwaiger N, Guebitz GM, Weiss R: The biomodified lignin patform: A review. Polymers. 2023;15:1694.
- Saadan R, Alaoui CH, Ihammi A, Chigr M, Fatimi A: A brief overview of lignin extraction and isolation processes: From lignocellulosic biomass to added-value biomaterials. Environ Earth Sci Proc. 2024;31:3.
- Alam MM, Greco A, Rajabimashhadi Z, Corcione CE: Efficient and environmentally friendly techniques for extracting lignin from lignocellulose biomass and subsequent uses: A review. Clean Mater. 2024;13:100253. [CrossRef]
- Shorey R, Salaghi A, Fatehi P, Mekonnen TH.: Valorization of lignin for advanced material applications: a review. RSC Sustainability. 2024;2:804. [CrossRef]
- Gonçalves S, Ferra J, Paiva N, Martins J, Carvalho LH, Magalhães FD.: Lignosulphonates as an alternative to non-renewable binders in wood-based materials. Polymers. 2021;13:4196. [CrossRef]
- Madyaratri EW, Ridho MR, Aristri MA, Lubis MAR, Iswanto AH, Nawawi DS, Antov P, Kristak L, Majlingová A, Fatriasari W.: Recent advances in the development of fire-resistant biocomposites - a review. Polymers. 2022;14:362. [CrossRef]
- Guterman R, Molinari V, Josef E: Ionic liquid lignosulfonate: Dispersant and binder for preparation of biocomposite materials. Angew Chem Int Ed. 2019;58:13044 –13050.
- Breilly D, Fadlallah S, Froidevaux V, Colas A, Allais F: Origin and industrial applications of lignosulfonates with a focus on their use as superplasticizers in concrete. Constr Build Mater. 2021;301:124065.
- Antov P, Mantanis GI, Savov V: Development of wood composites from recycled fibres bonded with magnesium lignosulfonate. Forests. 2020;11:613.
- Mohamad Aini NA, Othman N, Hussin MH, Sahakaro K, Hayeemasae N.: Lignin as alternative reinforcing filler in the rubber industry: A review. Front Mater. 2020;6:329. [CrossRef]
- Thungphotrakul N, Dittanet P, Loykulnunt S, Tanpichai S, Parpainainar P: Synthesis of sodium lignosulfonate from lignin extracted from oil palm empty fruit bunches by acid/ alkaline treatment for reinforcement in natural rubber composites. IOP Conf Ser: Mater Sci Eng. 2019;526:012022.
- Kruželák J, Džuganová M, Kvasničáková A, Preťo J, Hronkovič J, Hudec I: Influence of plasticizers on cross-linking process, morphology, and properties of lignosulfonate-filled rubber compounds. Polymers. 2025;17:393.
- An D, Cheng S, Jiang C, Duan X, Yang B, Zhang Z, Li J, Liu Y, Wong CP: A novel environmentally friendly boron nitride/lignosulfonate/natural rubber composite with improved thermal conductivity. J Mater Chem C. 2020;8:4801-4809. [CrossRef]
- Džuganová M, Stoček R, Pöschl M, Kruželák J, Kvasničáková A, Hronkovič J, Preťo J: Strategy for reducing rubber wear emissions: The prospect of using calcium lignosulfonate. Express Polym Lett. 2024;18(12):1277-1290. [CrossRef]
- Nardelli F, Calucci L, Carignani E, Borsacchi S, Cettolin M, Arimondi M, Giannini L, Geppi M, Martini F: Influence of sulfur-curing conditions on the dynamics and crosslinking of rubber networks: A time-domain NMR study. Polymers. 2022;14:767. [CrossRef]
- Kaur A, Fefar MM, Griggs T, Akutagawa K, Chen B, Busfield JJC: Recyclable sulfur cured natural rubber with controlled disulfide metathesis. Commun Mater. 2024;5:212.
- Naebpetch W, Junhasavasdikul B, Saetung A, Tulyapitak T, Nithi-Uthai N: Influence of accelerator/sulphur and co-agent/peroxide ratios in mixed vulcanisation systems on cure characteristics, mechanical properties and heat aging resistance of vulcanised SBR. Plast Rubber Compos. 2016;45(10):436–444.
- Shahrampour H, Motavalizadehkakhky A: The Effects of sulfur curing systems (insoluble-rhombic) on physical and thermal properties of the matrix polymeric of styrene butadiene rubber. Pet Chem. 2017;57(8):700-704. [CrossRef]
- Kruželák J, Sýkora R, Hudec I: Sulphur and peroxide vulcanisation of rubber compounds – overview. Chem Pap. 2016;70(12):1533–1555.
- Rodríguez Garraza AL, Mansilla MA, Depaoli EL, Macchi C, Cerveny S, Marzocca AJ, Somoza A: Comparative study of thermal, mechanical and structural properties of polybutadiene rubber isomers vulcanized using peroxide. Polym Test. 2016;52:117-123. [CrossRef]
- Peidayesh H, Nógellová Z, Chodák I: Effects of peroxide and sulfur curing systems on physical and mechanical properties of nitrile rubber composites: A comparative study. Materials. 2024;17:71. [CrossRef]
- Wei BX, Yi XT, Xiong YJ, Wei XJ, Wu YD, Huang YD, He JM, Bai YP: The preparation and characterization of a carbon fiber-reinforced epoxy resin and EPDM composite using the co-curing method. RSC Adv. 2020;10:20588. [CrossRef]
- Bhattacharya AB, Gopalan AM, Chatterjee T, Vennemann N, Naskar K: Exploring the thermomechanical properties of peroxide/co-agent assisted thermoplastic vulcanizates through temperature scanning stress relaxation measurements. Polym Eng Sci. 2021;61(10):2466-2476. [CrossRef]
- Laing B, De Keyzer J, Seveno D, Van Bael A: Effect of co-agents on adhesion between peroxide cured ethylene–propylene–diene monomer and thermoplastics in two-component injection molding. J Appl Polym Sci. 2020;137(9):48414.
- Hayichelaeh C, Boonkerd K: Enhancement of the properties of carbon-black-filled natural rubber compounds containing soybean oil cured with peroxide through the addition of coagents. Ind Crop Prod. 2022;187:115306. [CrossRef]
- Kruželák J, Kvasničáková, Hložeková K, Hudec I: Influence of dicumyl peroxide and Type I and II co-agents on cross-linking and physical–mechanical properties of rubber compounds based on NBR. Plast Rubber Compos. 2020;49(7):307-320.
- Zhao X, Cornish K, Vodovotz Y: Synergistic mechanisms underlie the peroxide and coagent improvement of natural-rubber-toughened poly(3-hydroxybutyrate-co-3-hydroxyvalerate) mechanical performance. Polymers. 2019;11(3):565. [CrossRef]
- Kruželák J, Sýkora R, Hudec I: Vulcanization of rubber compounds with peroxide curing systems. Rubber Chem Technol. 2017;90(1):60-88. [CrossRef]
- Kraus G: Swelling of filler-reinforced vulcanizates. J Appl Polym Sci. 1963;7:861-871.
- Hosseini SM, Razzaghi-Kashani M: On the role of nano-silica in the kinetics of peroxide vulcanization of ethylene propylene diene rubber. Polymer. 2017;133:8-19.
- Nikolova S, Mihaylov M, Dishovsky N: Mixed peroxide/sulfur vulcanization of ethylene-propylene terpolymer based on composites. Curing characteristics, curing kinetics and mechanical properties. J Chem Technol Metall. 2022;57(5):881-894.
- Wang H, Zhuang T, Shi X, Van Duin M, Zhao S: Peroxide cross-linking of EPDM using moving die rheometer measurements. II: Effects of the process oils. Rubber Chem Technol. 2018;91(3):561–576.
- George B, Alex R: Stable free radical assisted scorch control in peroxide vulcanization of EPDM. Rubber Sci. 2013;27(1):135–145.
- Kruželák J, Kvasničáková A, Hudec I: Peroxide curing systems applied for cross-linking of rubber compounds based on SBR. Adv Ind Eng Polym Res. 2020;3:120-128. [CrossRef]
- Liu X, Zhou T, Liu Y, Zhang A, Yuan C, Zhang W: Cross-linking process of cis-polybutadiene rubber with peroxides studied by two-dimensional infrared correlation spectroscopy: a detailed tracking. RSC Adv. 2015;5:10231-10242. [CrossRef]
- Valentín JL, Posadas P, Fernández-Torres A, Malmierca MA, González L, Chassé W, Saalwächter K: Inhomogeneities and chain dynamics in diene rubbers vulcanized with different cure systems. Macromolecules. 2010;43:4210–4222. [CrossRef]
- González L, Rodríguez A, Marcos-Fernández A, Valentín JL, Fernández-Torres A: Effect of network heterogeneities on the physical properties of nitrile rubbers cured with dicumyl peroxide. J Appl Polym Sci. 2007;103(5):3377-3382. [CrossRef]
- Charoeythornkhajhornchai P, Samthong Ch, Somwangthanaroj A: Influence of sulfenamide accelerators on cure kinetics and properties of natural rubber foam. J Appl Polym Sci. 2017;134:44822.
- Ghosh J, Ghorai S, Jalan AK, Roy M, De D: Manifestation of accelerator type and vulcanization system on the properties of silica-reinforced SBR/devulcanize SBR blend vulcanizates. Adv Polym Technol. 2018;37:2636–2650. [CrossRef]
- Lian Q, Li Y, Li K, Cheng J, Zhang J: Insights into the vulcanization mechanism through a simple and facile approach to the sulfur cleavage behavior. Macromolecules. 2017;50(3):803–810. [CrossRef]
- Nikolova S, Mihaylov M, Dishovsky N: Mixed peroxide/sulfur vulcanization of ethylene-propylene terpolymer based composites. Curing characteristics, curing kinetics and mechanical properties. J Chem Technol Metall. 2022;57(5):881-894.
- Strohmeier L, Balasooriya W, Schrittesser B, van Duin M, Schlögl S: Hybrid in situ reinforcement of EPDM rubber compounds based on phenolic novolac resin and ionic coagent. Appl Sci. 2022;12:2432. [CrossRef]
- Siaw C, Baharulrazi N, Che Man SH, Othman N: Effect of zinc dimethacrylate concentrations on properties of emulsion styrene butadiene rubber/butadiene rubber blends. Plast Rubber Compos. 2023;52(6):315-329. [CrossRef]
- Li C, Yuan Z, Ye L: Facile construction of enhanced multiple interfacial interactions in EPDM/zinc dimethacrylate (ZDMA) rubber composites: Highly reinforcing effect and improvement mechanism of sealing resilience. Compos A: Appl Sci. 2019;126:105580. [CrossRef]
- Cao Y, Gu N, Hu S, Jin R, Zhang J.: Preparation and properties of zinc-diacrylate-modified montmorillonite/rubber nanocomposite. Appl Mech Mater. 2012;182-183:47-51. [CrossRef]
- Henning SK, Costin R.: Fundamentals of curing elastomers with peroxides and coagents. Rubber World. 2006;233:28-35.
Figure 1.
Curing isotherms of SBR-based composites cured with sulfur system (A), NBR-based composites cured with sulfur system (B), SBR-based composites cured with peroxide system (C), NBR-based composites cured with peroxide system (D).
Figure 1.
Curing isotherms of SBR-based composites cured with sulfur system (A), NBR-based composites cured with sulfur system (B), SBR-based composites cured with peroxide system (C), NBR-based composites cured with peroxide system (D).
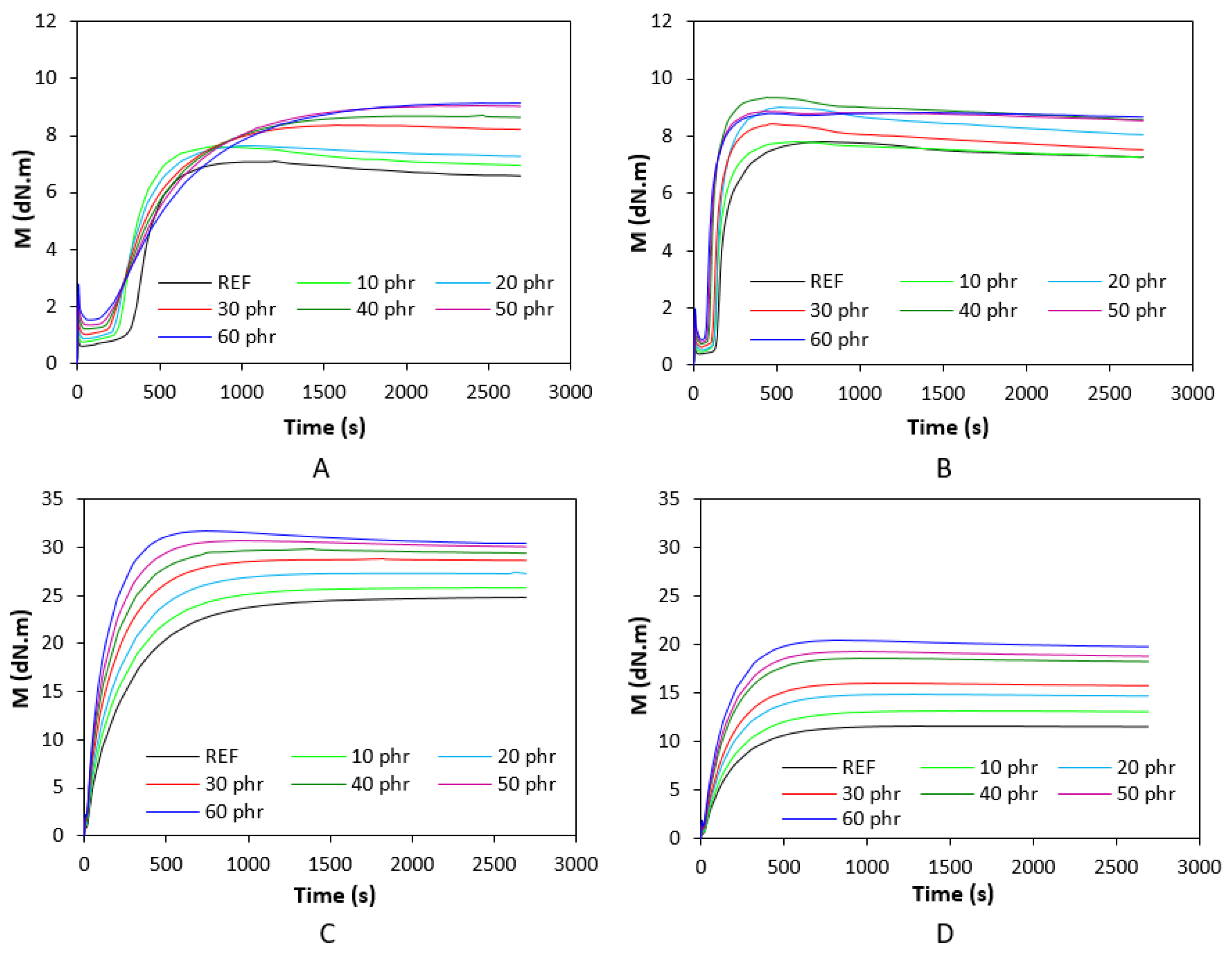
Figure 2.
Influence lignosulfonate content and curing system composition on minimum torque ML of composites.
Figure 2.
Influence lignosulfonate content and curing system composition on minimum torque ML of composites.
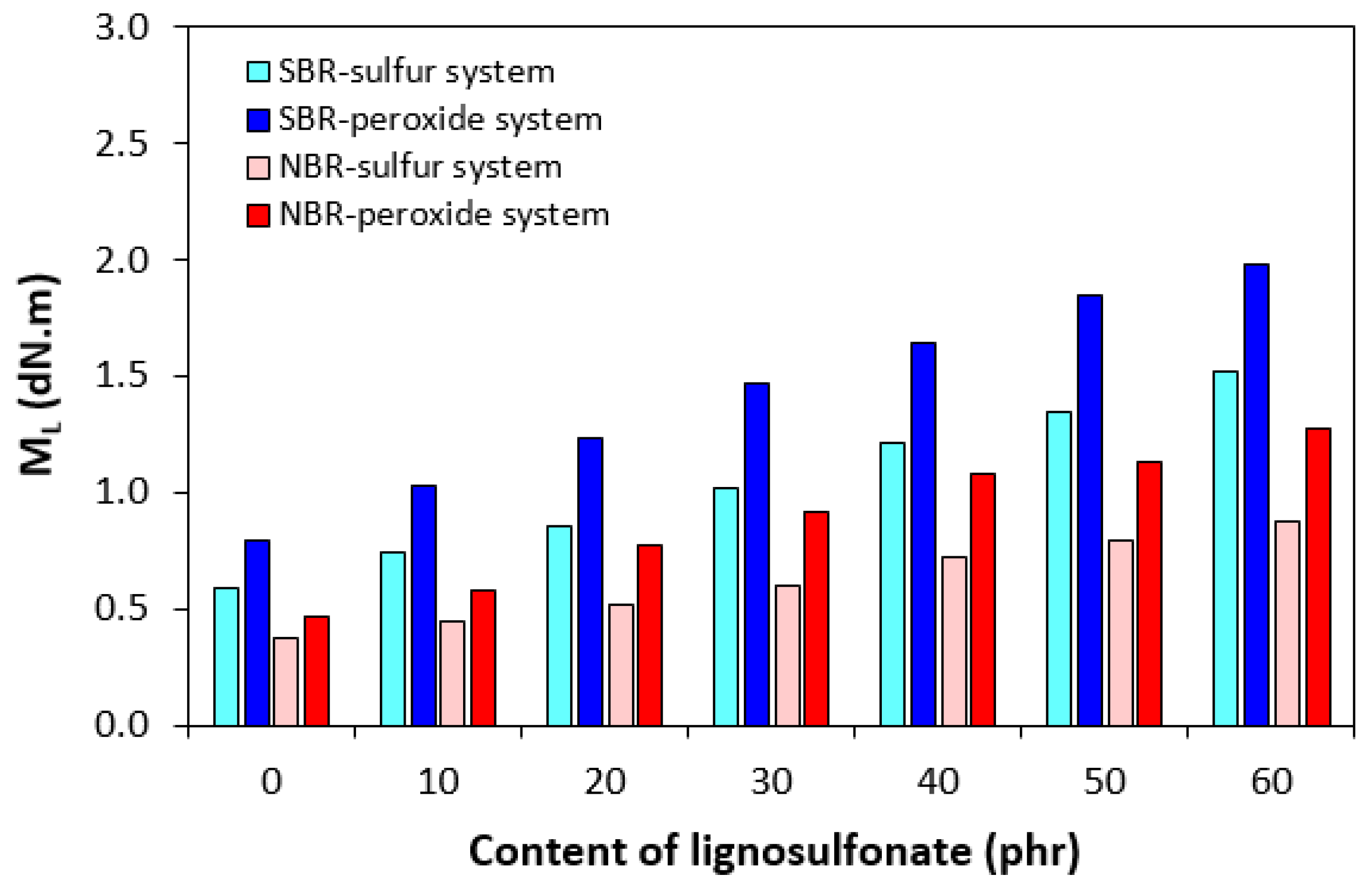
Figure 3.
Influence lignosulfonate content and curing system composition on torque difference ΔM composites.
Figure 3.
Influence lignosulfonate content and curing system composition on torque difference ΔM composites.
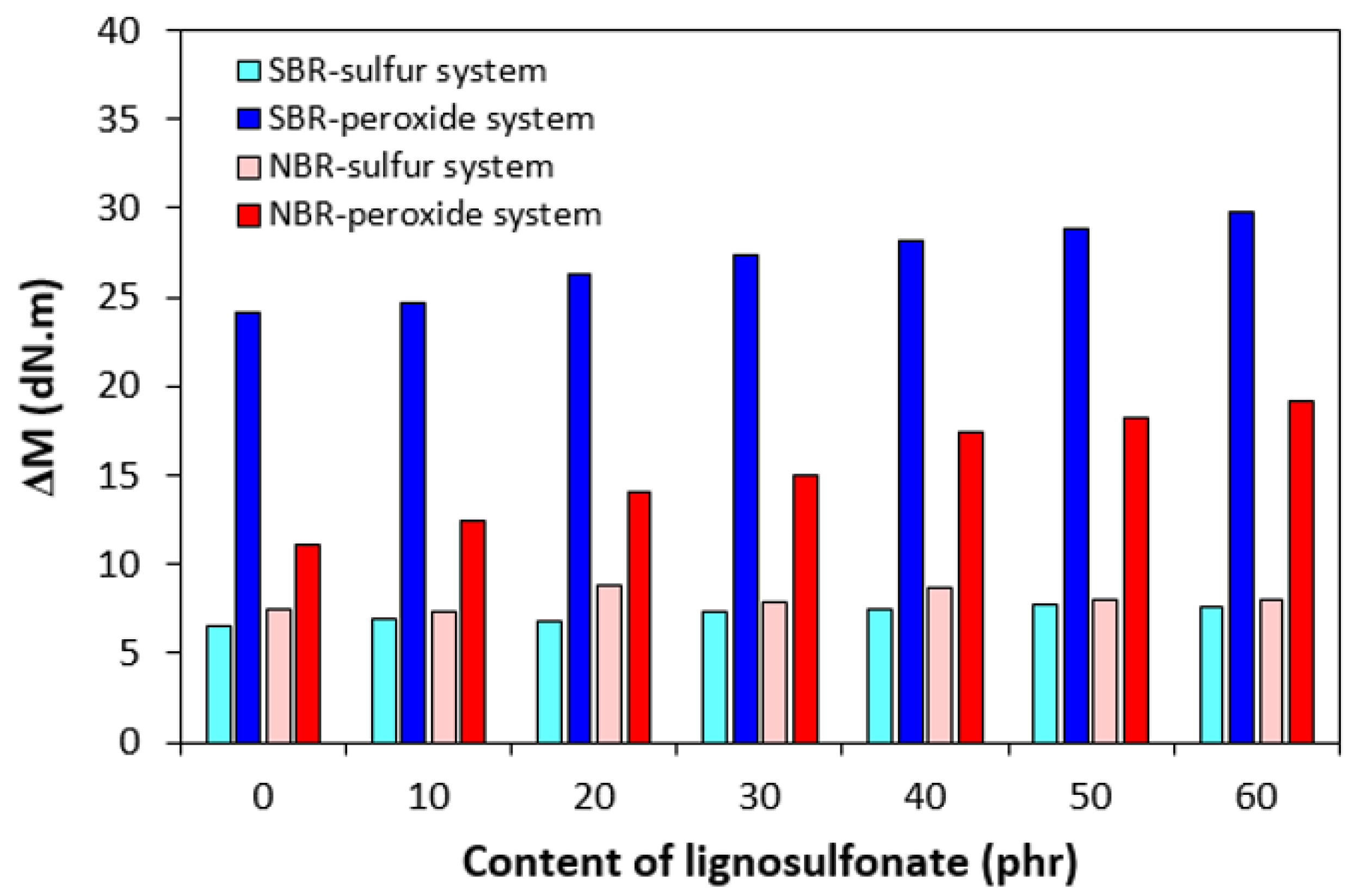
Figure 4.
Influence lignosulfonate content and curing system composition on cross-link density υ of composites.
Figure 4.
Influence lignosulfonate content and curing system composition on cross-link density υ of composites.
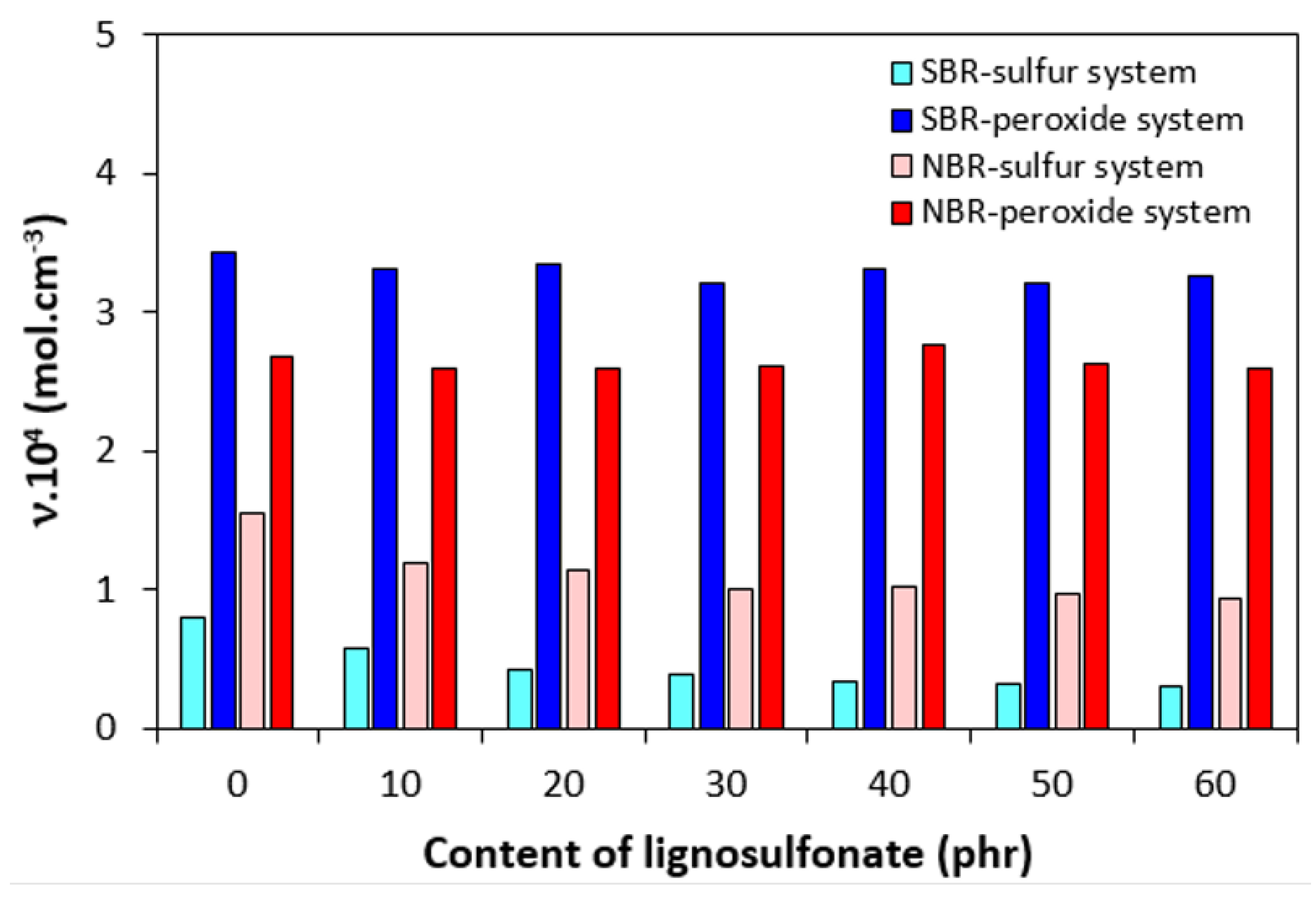
Figure 5.
Influence lignosulfonate content and curing system composition on scorch time ts1 of composites.
Figure 5.
Influence lignosulfonate content and curing system composition on scorch time ts1 of composites.
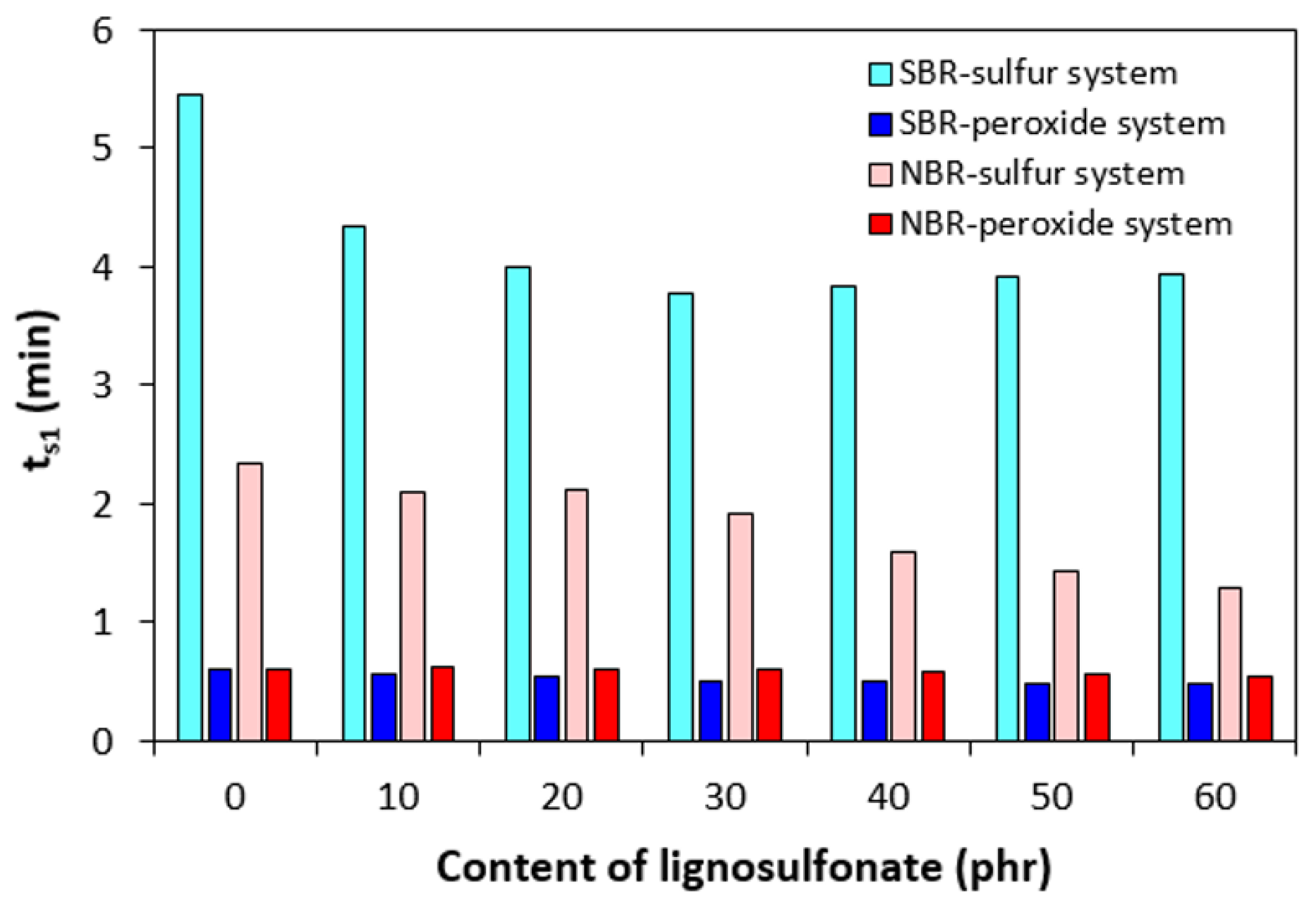
Figure 6.
Influence lignosulfonate content and curing system composition on optimum cure time tc90 of composites.
Figure 6.
Influence lignosulfonate content and curing system composition on optimum cure time tc90 of composites.
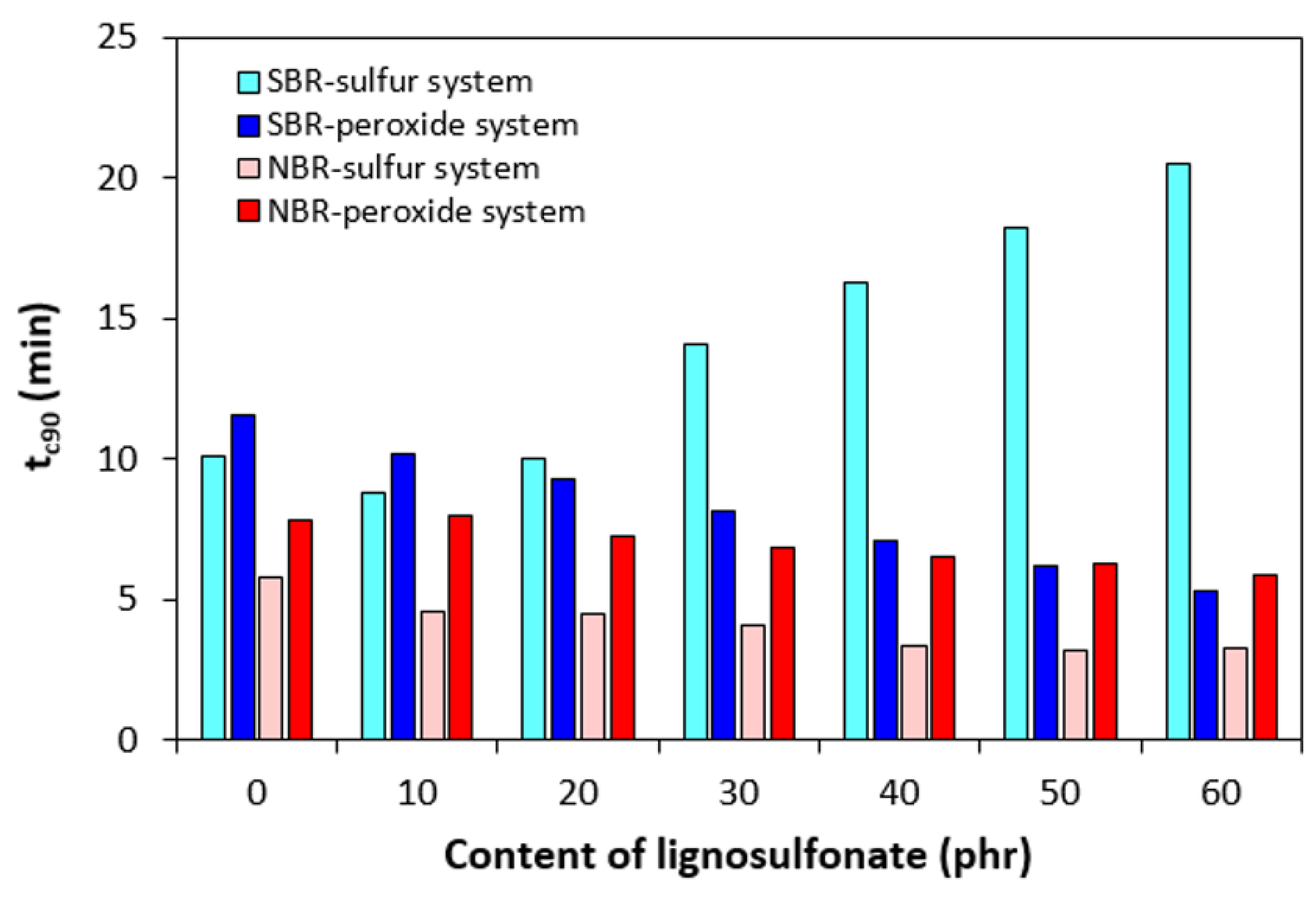
Figure 7.
Influence lignosulfonate content and curing system composition hardness of composites.
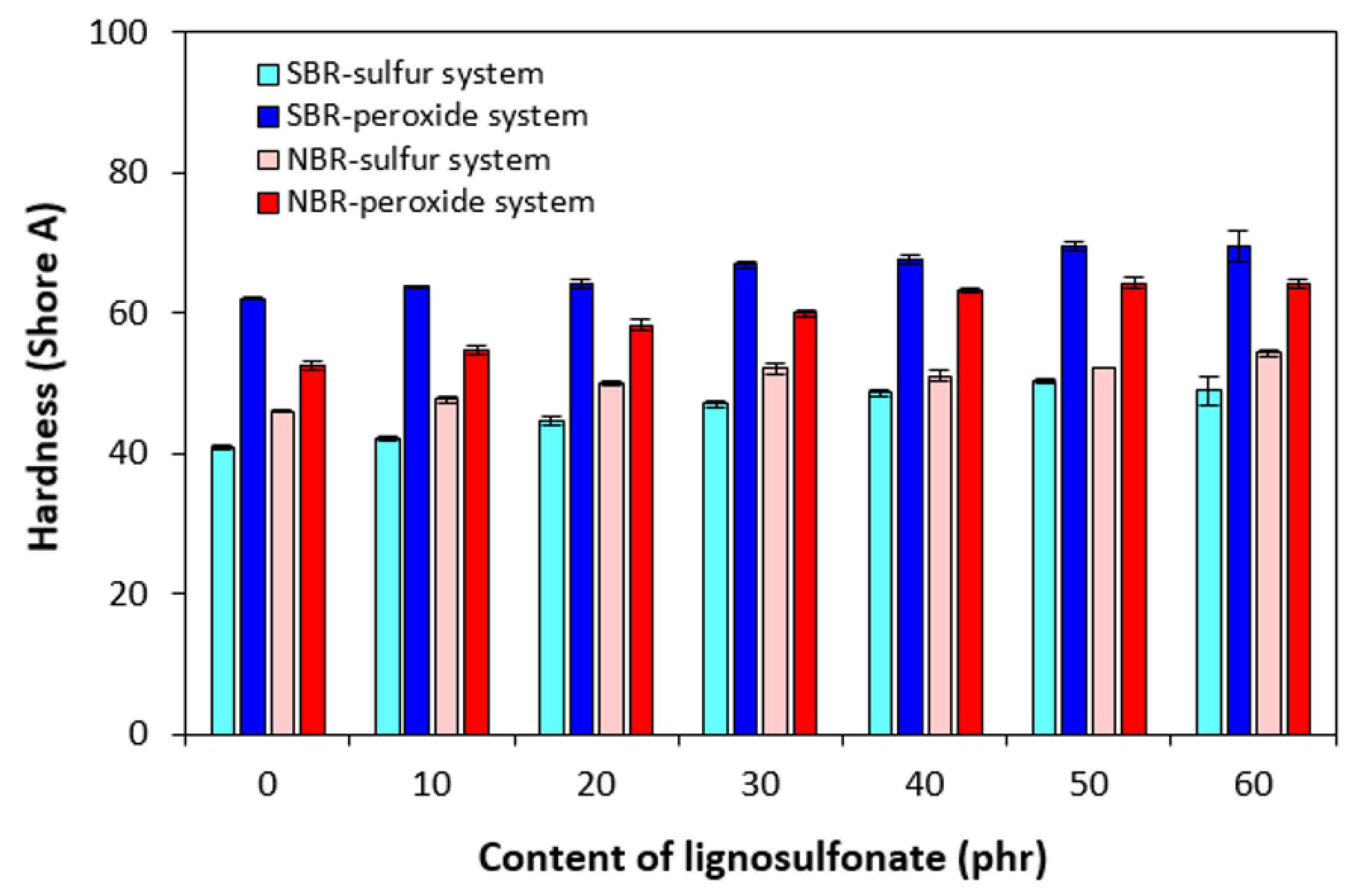
Figure 8.
Influence lignosulfonate content and curing system composition on modulus M100 of composites.
Figure 8.
Influence lignosulfonate content and curing system composition on modulus M100 of composites.
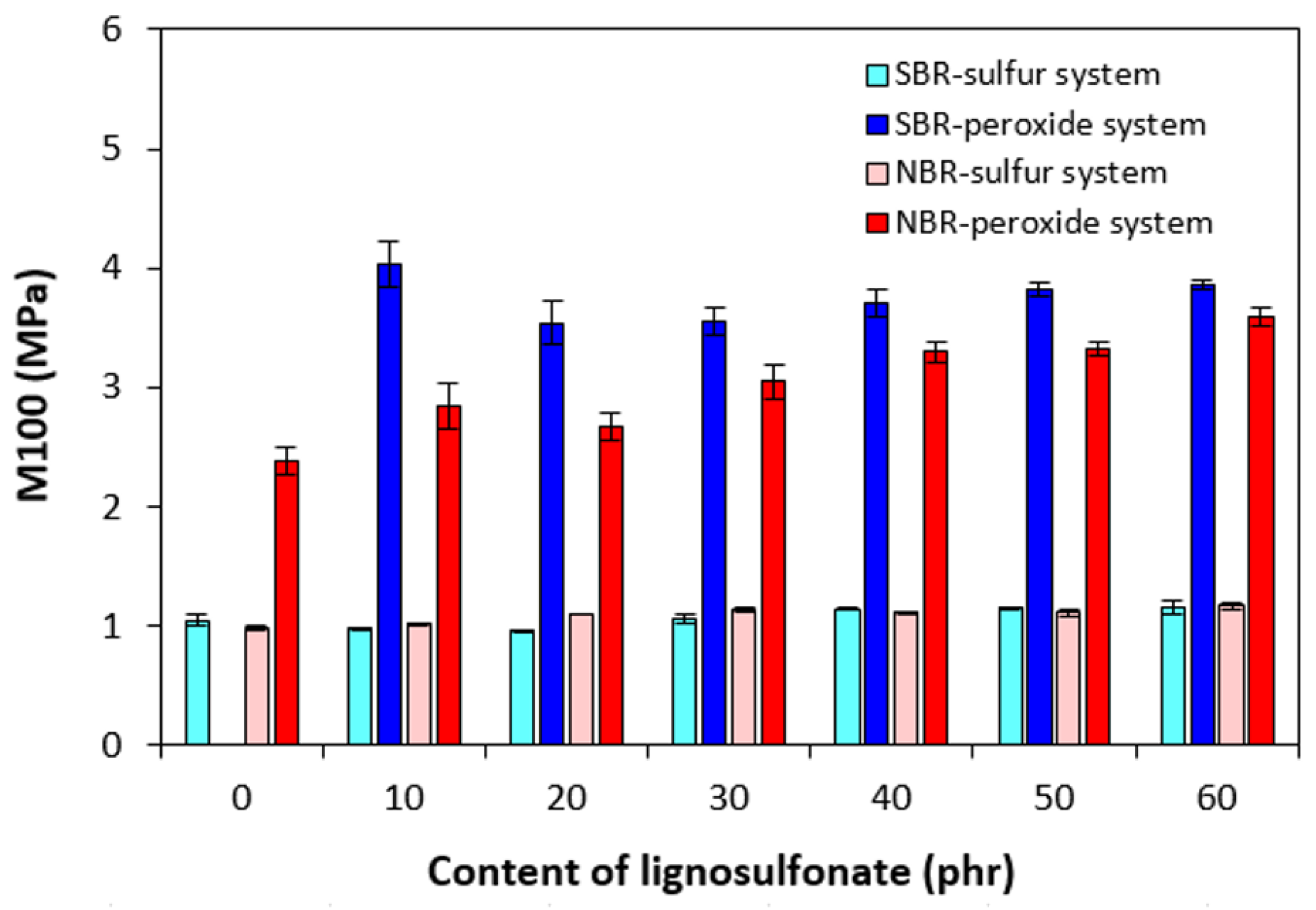
Figure 9.
Influence lignosulfonate content and curing system composition on elongation at break of composites.
Figure 9.
Influence lignosulfonate content and curing system composition on elongation at break of composites.
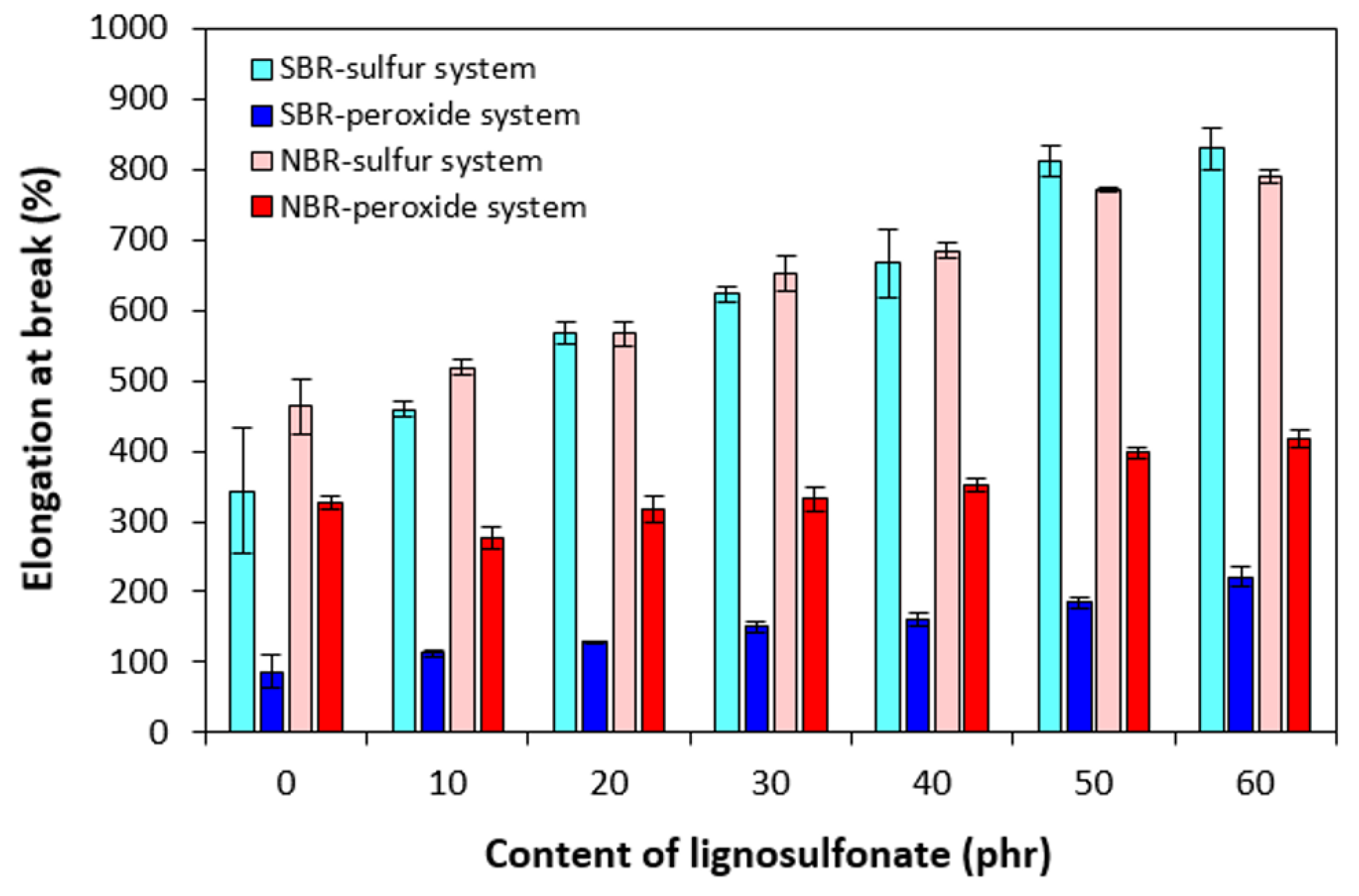
Figure 10.
Influence lignosulfonate content and curing system composition on tensile strength of composites.
Figure 10.
Influence lignosulfonate content and curing system composition on tensile strength of composites.
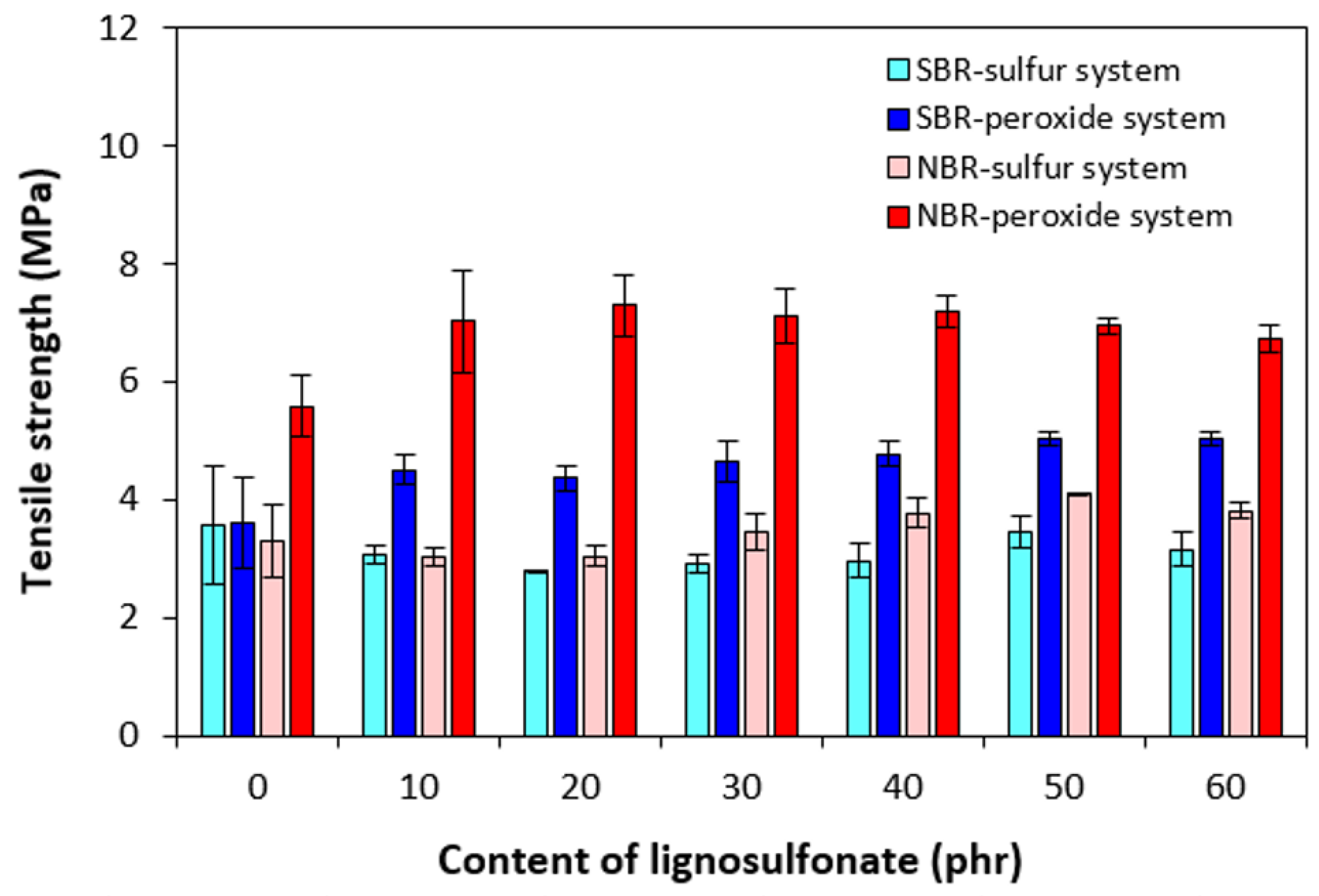
Figure 11.
SEM images of sulfur cured SBR-based composites filled with 10 phr of lignosulfonate (A), 30 phr of lignosulfnate (C), 60 phr of lignosulfonate (E), sulfur cured NBR-based composites filled with 10 phr of lignosulfnate (B), 30 phr of lignosulfnate (D), 60 phr of lignosulfonate (F).
Figure 11.
SEM images of sulfur cured SBR-based composites filled with 10 phr of lignosulfonate (A), 30 phr of lignosulfnate (C), 60 phr of lignosulfonate (E), sulfur cured NBR-based composites filled with 10 phr of lignosulfnate (B), 30 phr of lignosulfnate (D), 60 phr of lignosulfonate (F).
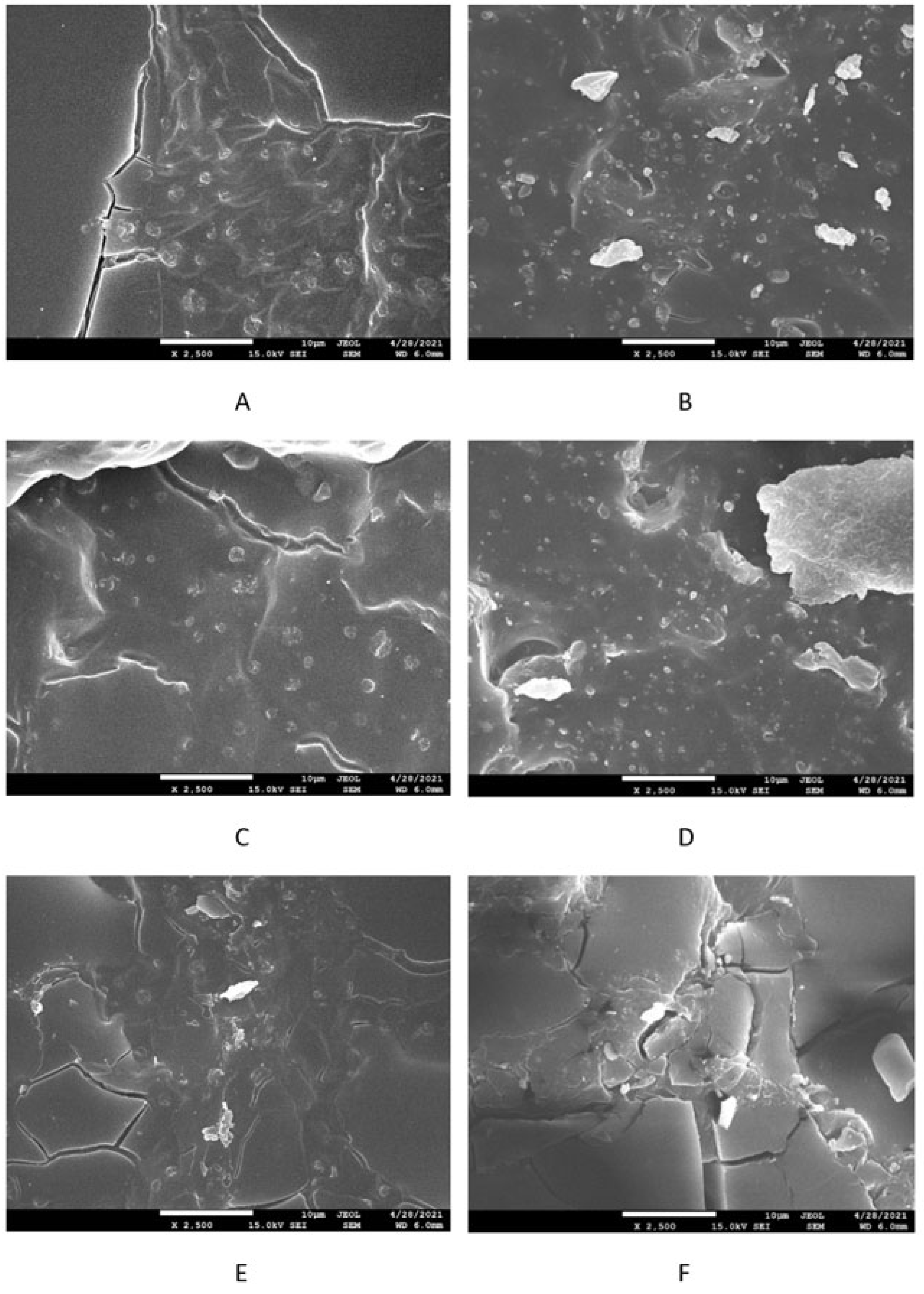
Figure 12.
SEM images of peroxide cured SBR-based composites filled with 10 phr of lignosulfonate (A), 30 phr of lignosulfnate (C), 60 phr of lignosulfonate (E), peroxide cured NBR-based composites filled with 10 phr of lignosulfnate (B), 30 phr of lignosulfnate (D), 60 phr of lignosulfonate (F).
Figure 12.
SEM images of peroxide cured SBR-based composites filled with 10 phr of lignosulfonate (A), 30 phr of lignosulfnate (C), 60 phr of lignosulfonate (E), peroxide cured NBR-based composites filled with 10 phr of lignosulfnate (B), 30 phr of lignosulfnate (D), 60 phr of lignosulfonate (F).
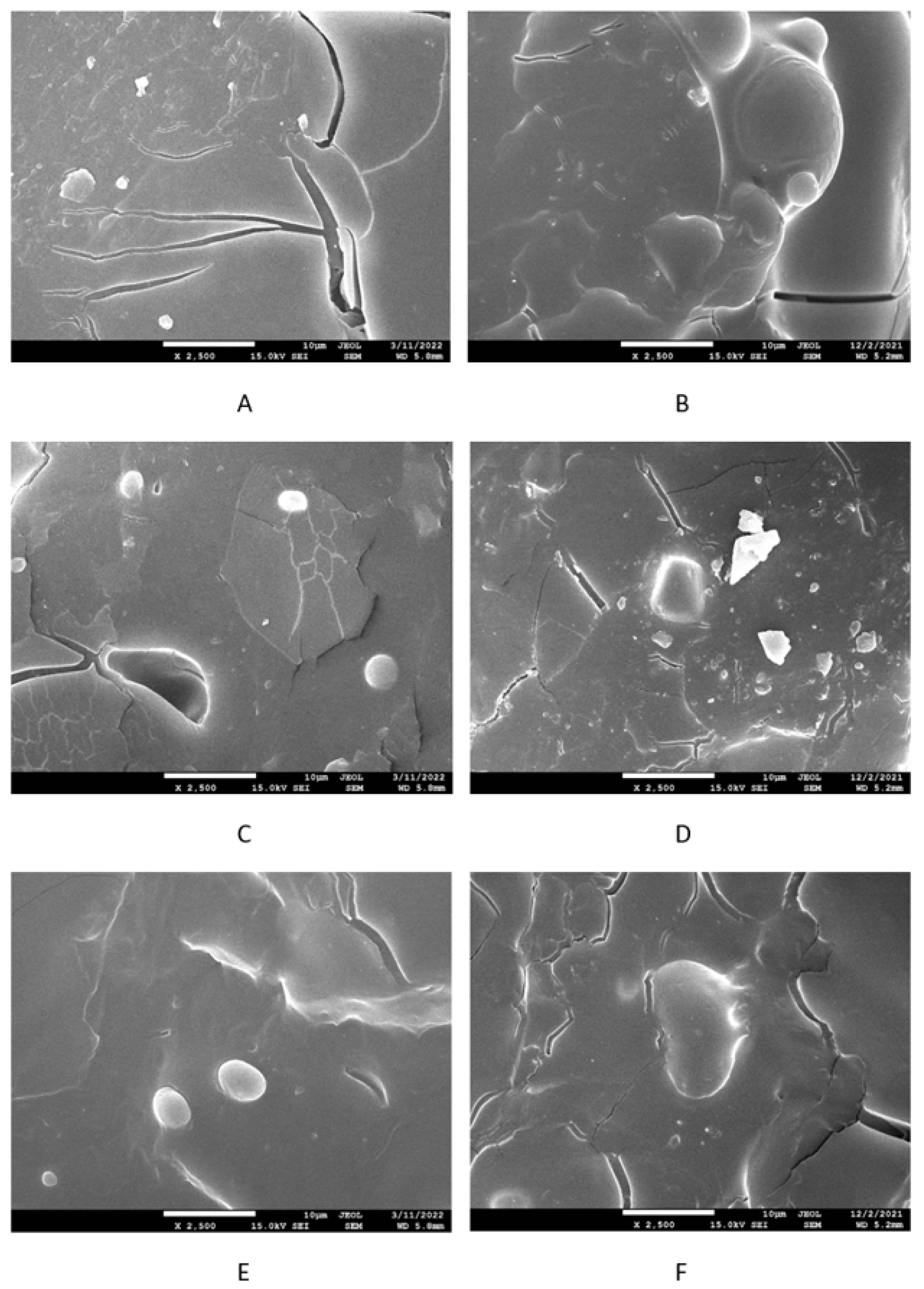
Figure 13.
Temperature dependences of loss factor tan δ for SBR-based composites cured with sulfur system (A), NBR-based composites cured with sulfur system (B), SBR-based composites cured with peroxide system (C), NBR-based composites cured with peroxide system (D).
Figure 13.
Temperature dependences of loss factor tan δ for SBR-based composites cured with sulfur system (A), NBR-based composites cured with sulfur system (B), SBR-based composites cured with peroxide system (C), NBR-based composites cured with peroxide system (D).
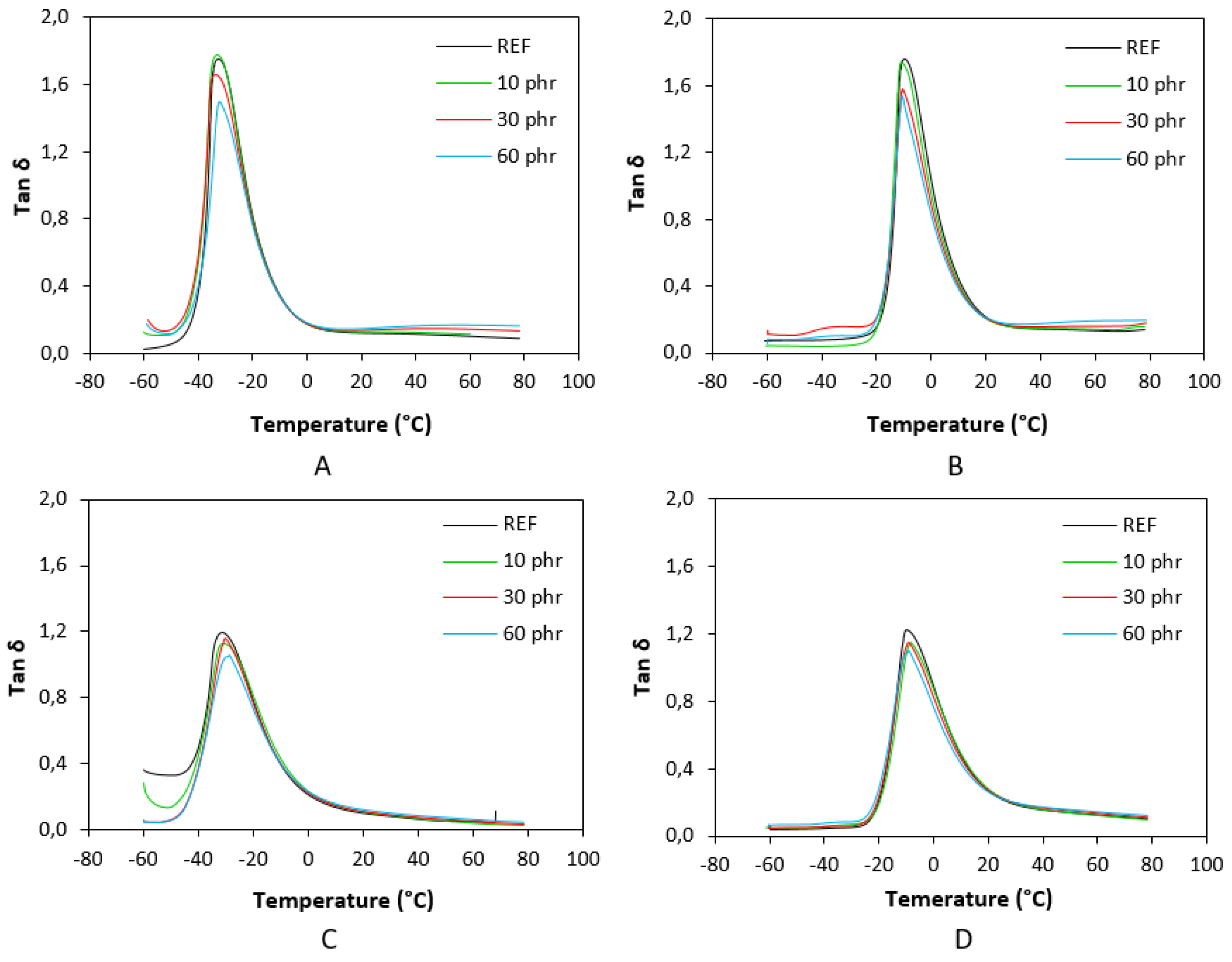

Table 1.
Glass transition temperature Tg and loss factor tan δ of SBR-based composites cured with sulfur system.
Table 1.
Glass transition temperature Tg and loss factor tan δ of SBR-based composites cured with sulfur system.
| Lignosulfonate (phr) | Tg (°C) |
tan δ (-50 °C) |
tan δ (-20 °C) |
tan δ (0 °C) |
tan δ (20 °C) |
tan δ (50 °C) |
|---|---|---|---|---|---|---|
| 0 | -32.4 | 0.06 | 0.83 | 0.18 | 0.12 | 0.11 |
| 10 | -33.0 | 0.11 | 0.81 | 0.17 | 0.13 | 0.12 |
| 30 | -33.6 | 0.14 | 0.79 | 0.18 | 0.14 | 0.15 |
| 60 | -32.4 | 0.12 | 0.77 | 0.18 | 0.15 | 0.17 |
Table 2.
Glass transition temperature Tg and loss factor tan δ of SBR-based composites cured with peroxide system.
Table 2.
Glass transition temperature Tg and loss factor tan δ of SBR-based composites cured with peroxide system.
| Lignosulfonate (phr) | Tg (°C) |
tan δ (-50 °C) |
tan δ (-20 °C) |
tan δ (0 °C) |
tan δ (20 °C) |
tan δ (50 °C) |
|---|---|---|---|---|---|---|
| 0 | -31.3 | 0.33 | 0.78 | 0.22 | 0.10 | 0.06 |
| 10 | -30.7 | 0.14 | 0.82 | 0.24 | 0.11 | 0.05 |
| 30 | -30.4 | 0.06 | 0.77 | 0.23 | 0.12 | 0.07 |
| 60 | -28.9 | 0.06 | 0.73 | 0.23 | 0.13 | 0.08 |
Table 3.
Glass transition temperature Tg and loss factor tan δ of NBR-based composites cured with sulfur system.
Table 3.
Glass transition temperature Tg and loss factor tan δ of NBR-based composites cured with sulfur system.
| Lignosulfonate (phr) | Tg (°C) |
tan δ (-50 °C) |
tan δ (-20 °C) |
tan δ (0 °C) |
tan δ (20 °C) |
tan δ (50 °C) |
|---|---|---|---|---|---|---|
| 0 | -9.8 | 0.07 | 0.15 | 1.03 | 0.21 | 0.13 |
| 10 | -10.9 | 0.04 | 0.14 | 0.96 | 0.20 | 0.14 |
| 30 | -10.7 | 0.10 | 0.21 | 0.88 | 0.21 | 0.16 |
| 60 | -10.7 | 0.08 | 0.21 | 0.82 | 0.21 | 0.19 |
Table 4.
Glass transition temperature Tg and loss factor tan δ of NBR-based composites cured with peroxide system.
Table 4.
Glass transition temperature Tg and loss factor tan δ of NBR-based composites cured with peroxide system.
| Lignosulfonate (phr) | Tg (°C) |
tan δ (-50 °C) |
tan δ (-20 °C) |
tan δ (0 °C) |
tan δ (20 °C) |
tan δ (50 °C) |
|---|---|---|---|---|---|---|
| 0 | -10.1 | 0.04 | 0.22 | 0.89 | 0.27 | 0.14 |
| 10 | -8.2 | 0.05 | 0.18 | 0.88 | 0.28 | 0.14 |
| 30 | -8.9 | 0.05 | 0.23 | 0.83 | 0.27 | 0.15 |
| 60 | -8.9 | 0.07 | 0.28 | 0.77 | 0.27 | 0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



