
Submitted:
07 March 2025
Posted:
07 March 2025
You are already at the latest version
Abstract
With the rapid development of modern electronic technology, electronic equipment tends to be dense and miniaturized, which puts forward higher thermal management requirements for epoxy resins (EP). In this paper, Al2O3 with different morphologies and different contents was used as the fillers, silane coupling agent γ-glycidyl ether oxypropyl trimethoxy-silane (KH560) was selected as the modifier to modify their surface, and the modified Al2O3/EP resin composites system were finally prepared. The effects of Al2O3 addition amount on thermal conductivity and dielectric constant of Al2O3/EP composites were investigated. The results show that the smaller size of Al2O3 has a positive effect on the thermal conductivity and dielectric properties of EP, while the modified Al2O3 can be uniformly dispersed in the EP matrix, forming a thermal conductivity network, the thermal conductivity of modified Al2O3/EP composite is significantly increased. The good thermal conductivity can meet the requirements of the field of microelectronics components for thermal conductivity.
Keywords:
thermal conductivity
; Al2O3
; epoxy
; dielectric constant
1. Introduction
In the context of rapid technological advancements, electronic devices and components are becoming increasingly miniaturized and integrated [1]. As the power density and power consumption of electronic components such as integrated circuits continue to rise, they generate a significant amount of heat, which also leads to rapid heat accumulation and difficulty in dissipating heat to the outside [2, 3]. In order to ensure that the equipment can operate normally, it is necessary to dissipate the heat generated from the package material in a timely manner [4]. Therefore, designing and synthesizing a system of material with high thermal conductivity as an electronic packaging material is one of the key ways to ensure the heat dissipation of microelectronics components [5, 6]. Epoxy resin (EP) has a variety of good properties and curing forms, and is widely used in electrical insulation materials [7]. As a high molecular compound, EP is characterized by the presence of at least two epoxy groups in its molecular structure [8]. This resin is prepared by the condensation reaction between epichlorohydrin and bisphenol A or various alcohol substances [9]. In the EP molecular structure, the epoxy groups can be located at the end of the chain, in the middle of the chain, or form a ring structure, with the core of the ring structure being the ordered arrangement of carbon-oxygen atoms [10, 11]. In particular, those molecules with two or more epoxy functional groups have higher chemical activity, which is crucial for their subsequent reactions and modification potential [12]. However, the traditional EP has low thermal conductivity and poor heat dissipation performance, which greatly limits its application in many fields [13]. Therefore, on the premise of ensuring the original excellent performance of EP, improving the thermal conductivity of EP has attracted extensive attention.
There are two main ways to improve the thermal conductivity of EP, chemical synthesis modification and blending modification [14, 15]. Chemical synthesis method refers to the selection of appropriate raw materials, through the form of molecular bonds in the molecular structure of EP to add some heat resistance, good dielectric properties of heteroatoms or functional groups, so as to synthesize the intrinsic type of EP with high thermal conductivity, high dielectric properties and good mechanical properties [16]. Although the chemical synthesis modified EP can improve the performance of EP, it takes a long time, complicated steps and is difficult to achieve large-scale industrial production [17]. The blending modification method is another important measure to improve the performance of EP [18]. Blending modification is to physically combine different organic compounds, polymers, inorganic nanoparticles and EP to prepare composite materials with excellent properties [19]. This blending strategy is not only simple to implement, but also can significantly enhance the thermal conductivity, dielectric and mechanical properties of EP without affecting the original excellent properties [20]. Among them, the most common thermal conductive fillers are mainly boron nitride, aluminum nitride, carbon fiber, stainless steel fiber, etc [22, 23]. Although the addition of these fillers significantly improves the thermal conductivity of epoxy resin, it will also affect its mechanical properties and other properties to a certain extent [24], thus it is an important issue to minimize the other additional damage caused by thermal conductive fillers on epoxy resin.
Therefore, in this paper, Al2O3 of different sizes was used as the modification system, silane coupling agent γ-glycidyl ether oxypropyl trimethoxy-silane (KH560) was selected as the modifier to modify its surface, and the modified Al2O3 was added to the EP collective as the fillers, and the modified Al2O3/EP resin composite material system was finally prepared. The effects of Al2O3 addition amount on thermal conductivity and dielectric constant of Al2O3/EP composites were investigated. The results show that the prepared composite material has excellent thermal conductivity, which is because the thermal conductivity of Al2O3 itself is good, and a good thermal conductivity path will be formed when added to EP, and after the modified Al2O3 is added to EP, the obtained modified Al2O3/EP composite material has higher thermal conductivity and better thermal conductivity. This is because the modified Al2O3 surface contains the epoxide group contained at the end of KH560, which can chemically react with the epoxide group of EP, so that the Al2O3 is dispersed more evenly in the EP matrix, forming an excellent thermal conductivity pathway. The aim of this study is to obtain a simple preparation method, reasonable price, which can be used in high heat dissipation microelectronics components.
2. Experimental Methods
2.1. Materials
The EP matrix (the purity of> 95 wt%) were purchased from Nantong Star Synthetic Material Co., LTD. The accelerator and curing agent (industrial grade) used to prepare the EP resin were purchased from Nantong Star Synthetic Materials Co., LTD. The aluminum oxide (200 nm/20 nm, industrial grade) were provided by Jinan Wuba metal Research Institute. The Silane coupling agent γ-glycidyl ether propyl trimethoxysilane (KH560, the purity of≥99.5wt%) used as the surface modifier was purchased by Shanghai McLean Biochemical Technology Co., LTD. The acetone (the purity of≥99.5GC%) used as solvent was purchased by Sinopharm Group Chemical Reagent Co., LTD without further purification.
2.2. Preparation of the Al2O3/EP Composites
The Al2O3 of 200 nm and 20 nm were dispersed in acetone solution for 30-40 min, respectively, and 30 wt% γ-glycidyl ether propyl trimethoxysilane was then added in these two mixtures for ultrasonic reaction for 1 h, and the modified Al2O3 were prepared (the preparation process is shown in Figure 1).
The Al2O3/EP composites were prepared by the casting method. The EP matrix and curing agent were mixed according to the ratio of 5:4, preheated at 60 ℃ for 15 min, and stirred several times until there was no white flocculent liquid and air bubbles, and continued to add accelerators and stir at 60 ℃ until there were no air bubbles. Then add the Al2O3 and modified of different particle sizes (40 wt%, 50 wt%, 60 wt%, 70 wt%, 80 wt%) to the beaker according to the mass ratio. In order to ensure good dispersion of Al2O3, ultrasonic dispersion at 60℃ for 30 min, and then pour the ultrasonic dispersed prepolymer into the mold, if there are bubbles, it is necessary to vacuum until the bubbles are completely eliminated, these mixtures were then cured in the constant temperature drying oven using 80℃/2h + 100/2 h +℃ 130/6h ℃ curing process. The obtained Al2O3/EP composites with different particle sizes and different contents are shown in Figure 2 below.
2.3. Measurements
The X-Ray Diffraction (XRD)
The crystal structure of Al2O3 and modified Al2O3 were determined by X-ray diffraction (XRD, Bruker D8, Germany) at room temperature.
Scanning Electron Microscopy (SEM)
The morphology of Al2O3 and modified Al2O3, as while as research the surface features of the fractured surface of the EP and Al2O3 and modified Al2O3/EP samples were observed by the scanning electron microscope (SEM, HITACHI, Japan) at room temperature. All sample surfaces need to be sprayed with gold.
Dielectric Properties
The dielectric constant of EP and Al2O3/EP samples are measured by dielectric loss tester (ZJD-A type, China Aviation Times Company).
Thermal Conductivity
The thermal conductivity of EP and Al2O3/EP samples were measured via transient fast hot wire method by thermal conductivity tester (KDRX-Ⅱ, Xiangtan Xiangyi Instrument Co., Ltd, China).
Thermal Resistant Properties
The thermal resistant properties of EP and Al2O3/EP were measured by thermogravimetric analysis (TGA, TGAQ50, under the nitrogen atmosphere) with the heating rate is 20 °C min-1.
3. Results and Discussion
3.1. Morphology Structure of the Al2O3
Figure 3 shows the XRD pattern of nano-Al2O3 before and after modification. It can be seen from the Figure 3A that the modified 200 nm Al2O3 sample shows characteristic diffraction peaks at 2θ angles of 25.65°, 35.21°, 43.45°, 52.62° and 57.59°. Compared with the X-ray diffraction pattern of the unmodified 200 nm Al2O3, the position of the characteristic peaks is consistent, indicating that the surface modification treatment does not cause the change of crystal structure. It is worth noting that the intensity of all characteristic peaks of the modified Al2O3 is increased, which indicates that the introduction of KH560 leads to the enhancement of the crystallization degree of Al2O3 and the increase of coordination number. Therefore, the crystallinity of modified Al2O3 increases, accompanied by the increase in the coordination degree, which is directly reflected in the enhancement of the characteristic peak strength in the XRD pattern. The modified 20 nm Al2O3 as shown in Figure 3B is similar to the modified 200 nm Al2O3, the characteristic peak is basically unchanged but the height of the peak is increased.
In order to study the appearance of Al2O3 with different particle sizes and morphologies, SEM with different magnification rates was used to observe its apparent morphology, and the results were shown in Figure 4 and Figure 5 (A, C: low-resolution, B, D: high-resolution). As can be seen from Figure 4, the unmodified Al2O3 at 200 nm and 20 nm have a good morphology, which surface are smooth, and the size are basically consistent with the said standard. It can be seen from Figure 4A that at low-resolution, 200 nm Al2O3 exhibits different particle sizes, uneven structures and different morphologies, while at high-resolution (Figure 4B), it is found that the surface of Al2O3 is smooth with less impurities. In Figure 5A and B, it can be seen that the morphology of 20 nm Al2O3 is similar to that of 200 nm Al2O3, with fewer impurities. The surface morphologies of the unmodified Al2O3 are shown in Figure 5. It can be seen from Figure 5A and C that the modified Al2O3 still have the intact morphology, indicating that the modification method does not destroy the original crystal structure of the nanoparticles, which is consistent with the XRD results above. It can be observed from Figure 5B and D that the surface of the modified Al2O3 is rougher than that of the unmodified Al2O3, and more obvious bulges can be seen, indicating that the surface modification of Al2O3 by KH-560 has been realized. In addition, it can also be seen that compared with 200 nm Al2O3, the surface of 20 nm Al2O3 have a more obvious bulge and a looser arrangement, which indicates that the smaller particle size of Al2O3 is more dispersed during the modification process and is easier to be modified by surfactants.
3.2. Dielectric Properties of the Materials
As can be seen from Figure 6, the dielectric constant of Al2O3/EP composite material changes with the increase of Al2O3 content, but the change amplitude is not uniform, which is mainly related to the interaction between the low dielectric constant of Al2O3 (8-10) and the dielectric constant of EP matrix (3.2-3.6). The addition of Al2O3 effectively reduces the dielectric constant of the composite material, especially at high frequency (50 MHz), the Al2O3/EP composite still maintains a low dielectric constant, indicating that Al2O3 inhibits the polarization transition, making it suitable for the application of high frequency insulating electronic materials. However, the dielectric constant of the high-filled composites fluctuates greatly at low frequencies, which may be caused by the increase of the content of the filler leading to the increase of the electrical conductivity, and the intensification of the interface polarization and particle agglomeration phenomenon.
Meanwhile, as shown in Figure 6A, when the Al2O3/EP composite of 200 nm is filled with 40 wt% Al2O3, the dielectric constant from low frequency to high frequency is always maintained at about 2.6, indicating that the material is difficult to have polarization transformation in the wide frequency range, and has good high frequency and low frequency insulation properties. While in Figure 6B, the 20 nm Al2O3/EP composite material has the lowest dielectric constant of 2.7 when the filling amount of Al2O3 is 20 wt% at the low frequency of 0.1MHz, which is 15.6% lower than the dielectric constant of traditional EP, showing excellent insulation performance and suitable for the application of low-frequency insulating electronic materials. This shows that the particle size has a significant effect on the dielectric constant of the composite material: Al2O3 particles with smaller particle size (such as 20 nm) can be more evenly dispersed in the EP matrix due to their larger specific surface area, reducing interface defects and polarization effects, and thus exhibiting lower dielectric constant at low frequencies. Although the larger particle size (such as 200 nm) Al2O3 particles may lead to an increase in the interface region at a high filling amount, they can still maintain a stable low dielectric constant in the wide frequency range due to their low dielectric constant characteristics.
Figure 6C and D respectively show the results of the change of the modified Al2O3 content with two different particle sizes on the dielectric constant of the modified Al2O3/EP composite with frequency. As can be seen from the figure, with the increase of the added amount of modified Al2O3, the dielectric constant value of the composite material presents a different trend of change. Although the change amplitude is different, the dielectric constant of all modified Al2O3/EP composites is lower than that of pure EP matrix, indicating that the addition of modified Al2O3 effectively improves the insulation property of the composite material. It can meet the high requirements of insulation properties of electronic materials. Before and after Al2O3 modification, the effect on the dielectric constant of the composite material is significant: due to the poor interface bonding between the unmodified Al2O3 and the EP matrix, interface defects and interface polarization are easy to occur, resulting in high dielectric constant. The interface compatibility between the modified Al2O3 and the EP matrix is significantly improved by surface treatment (such as silane coupling agent modification), and the interface polarization and defects are reduced, thus reducing the dielectric constant of the composite material. In addition, the dispersion of the modified Al2O3 particles is better, which reduces the particle agglomeration phenomenon, further improves the uniformity and stability of the composite material, and makes it show a lower dielectric constant in the wide frequency range.
In addition, by comparing the dielectric constants of Al2O3/EP and modified Al2O3/EP composites at two representative frequency points of 0.1MHz and 50MHz (as shown in Figure 7), it was found that the dielectric constants of the modified Al2O3/EP composites were lower than those of the unmodified Al2O3/EP composites at both low and high frequencies. Especially at the high frequency of 50 MHz, when the content of Al2O3 at 20 nm is 50 wt%, the dielectric constant of the modified Al2O3/EP composite is 2.515, which is 9.56% lower than that of the unmodified Al2O3/EP composite (2.781). The results show that the modified Al2O3/EP composites have better insulation properties. The influence of Al2O3 before and after modification on the dielectric constant of the composite is mainly reflected in the interface bonding and dispersion: the unmodified Al2O3 is easy to produce interface defects and interface polarization due to poor interface bonding with EP matrix, resulting in high dielectric constant. The interface compatibility between the modified Al2O3 and the EP matrix was significantly improved by silane coupling agent modification, and the interface polarization and defects were reduced, thus reducing the dielectric constant. In addition, particle size also has a significant impact on dielectric properties: Al2O3 particles with smaller particle size (such as 20 nm) can be more evenly dispersed in the EP matrix due to their larger specific surface area, further reducing interface polarization and defects, and thus exhibiting lower dielectric constant at both low and high frequencies. Although the larger particle size of Al2O3 particles may lead to the increase of the interface region at high filling amount, due to the optimization of modification treatment, it can still maintain a low dielectric constant in the wide frequency range.
3.3. Thermal Conductivities of the Materials
In order to further compare the differences in thermal conductivity between Al2O3/EP and modified Al2O3/EP composites, this study compared the thermal conductivity of materials with different particle sizes and different Al2O3 content (as shown in Figure 8). The results show that the thermal conductivity of the modified Al2O3/EP composites is higher than that of the unmodified Al2O3/EP composites, which is mainly due to the better dispersion of the modified Al2O3 in the EP matrix, the reduction of particle agglomeration phenomenon, and the formation of a more effective thermal conductivity channel. Specifically, when 60 wt% modified 200 nm Al2O3 was added, the thermal conductivity of the composite was 0.4427 W/mK, which was 29% higher than that of the unmodified material (0.3434 W/mK). When adding 80 wt% modified 20 nm Al2O3, the thermal conductivity reached 0.4962 W/mK, which was 43% higher than that of the unmodified material (0.3488 W/mK). The influence of Al2O3 before and after modification on the thermal conductivity of the composite is mainly reflected in the interface bonding and dispersion: the unmodified Al2O3 is easy to form agglomeration due to poor interface bonding with the EP matrix, which hinders the heat conduction path. The interface compatibility between the modified Al2O3 and the EP matrix was significantly improved by the modification of silane coupling agent, and the agglomeration phenomenon was reduced, thus improving the thermal conductivity. In addition, particle size and filling amount also have a significant impact on thermal conductivity: Al2O3 particles with smaller particle size (such as 20 nm) can be more evenly dispersed in the EP matrix due to their larger specific surface area, forming more thermal conductivity channels, and thus showing higher thermal conductivity under high filling amount; The larger particle size (such as 200 nm) Al2O3 particles, although the thermal conductivity path is longer, can still significantly improve the thermal conductivity after modification. The reason why small particle size Al2O3 can be added in the resin is that its high specific surface area and surface energy, so that the interaction between the particles and the resin matrix is enhanced, and the modification treatment further optimizes the interface compatibility and reduces the agglomeration of particles, so that it can still maintain good dispersion and fluidity under high filling volume. From the perspective of thermal conductivity mechanism, the modified Al2O3 promotes the transfer of phonons between the filler and the matrix by improving the interface bonding and reducing the interface thermal resistance, while the uniformly dispersed filler forms a continuous heat conduction network, further enhancing the heat transfer efficiency.
In order to further study the heat conduction mechanism of the modified Al2O3/EP composite, the cross section morphology of the modified Al2O3/EP composite was observed by low and high rate SEM, and the results are shown in Figure 9. As can be seen from the figure, there are very obvious particles in the Al2O3/EP composite material before and after modification, most of these particles are isolated from each other, while a small number of particles are in contact with each other, thus providing a good path for heat transfer. Among them, the surfaces of Figure 9A and B are river-like, showing obvious brittle fracture characteristics, indicating that the dispersion of unmodified Al2O3 in the EP matrix is poor, and the particle agglomeration phenomenon is significant, resulting in a large interface thermal resistance, which hindering the effective heat transfer. However, a small number of dimples appeared on the surface of the 20 nm Al2O3/EP composite, indicating that the addition of small particle size Al2O3 was conducive to the increase of toughness of the Al2O3/EP composite, but the distribution of dimples on the surface was uneven, which further confirmed that the agglomeration of unmodified Al2O3 in the resin matrix affected the formation of the thermal conductivity path. In addition, the 20 nm Al2O3/EP surface particles are more uniform than the 200 nm Al2O3/EP surface particles, indicating that the small particle size Al2O3 is more evenly dispersed in the EP resin, and the aggregated Al2O3 can not establish a good thermal conductivity path, resulting in its thermal conductivity can not be fully played.
Figure 9C and D show that the dimples on the surface of the modified Al2O3/EP composite are larger than those of the unmodified Al2O3/EP composite, and the surface of the 20 nm Al2O3/EP composite is very rough, showing the characteristics of ductile fracture, indicating that the modified small particle size Al2O3 can effectively improve the toughness of the material. In addition, the convex part of the modified Al2O3/EP composite is evenly dispersed, although there is still a small amount of agglomeration, but the texture is more, indicating that a continuous thermal conductivity path is formed, and the thermal conductivity of the material is significantly improved. This phenomenon is mainly attributed to the modification treatment (such as silane coupling agent modification) to optimize the interface bonding between Al2O3 and EP matrix, reduce interface defects and interface thermal resistance, and thus promote the transfer of phonons between the filler and the matrix. At the same time, the uniformly dispersed Al2O3 particles form a more continuous heat conduction network in the matrix, which further enhances the heat transfer efficiency.
From the perspective of thermal conductivity mechanism, the modified Al2O3 significantly improves the heat conduction performance of the composite material by improving the interface compatibility and reducing the interface thermal resistance. Due to the larger specific surface area, small particle size Al2O3 can be more evenly dispersed in the EP matrix (as shown in Figure 10), forming more thermal conductivity channels, thus showing higher thermal conductivity under high filling volume. The modified treatment further reduces the particle agglomeration phenomenon, optimizes the dispersion of the filler, and makes the heat conduction path more continuous and efficient. In addition, the improved toughness of the modified Al2O3/EP composite also indicates that the improved interface bonding not only contributes to heat conduction, but also enhances the mechanical properties of the material.
3.4. Thermal Resistant of the Materials
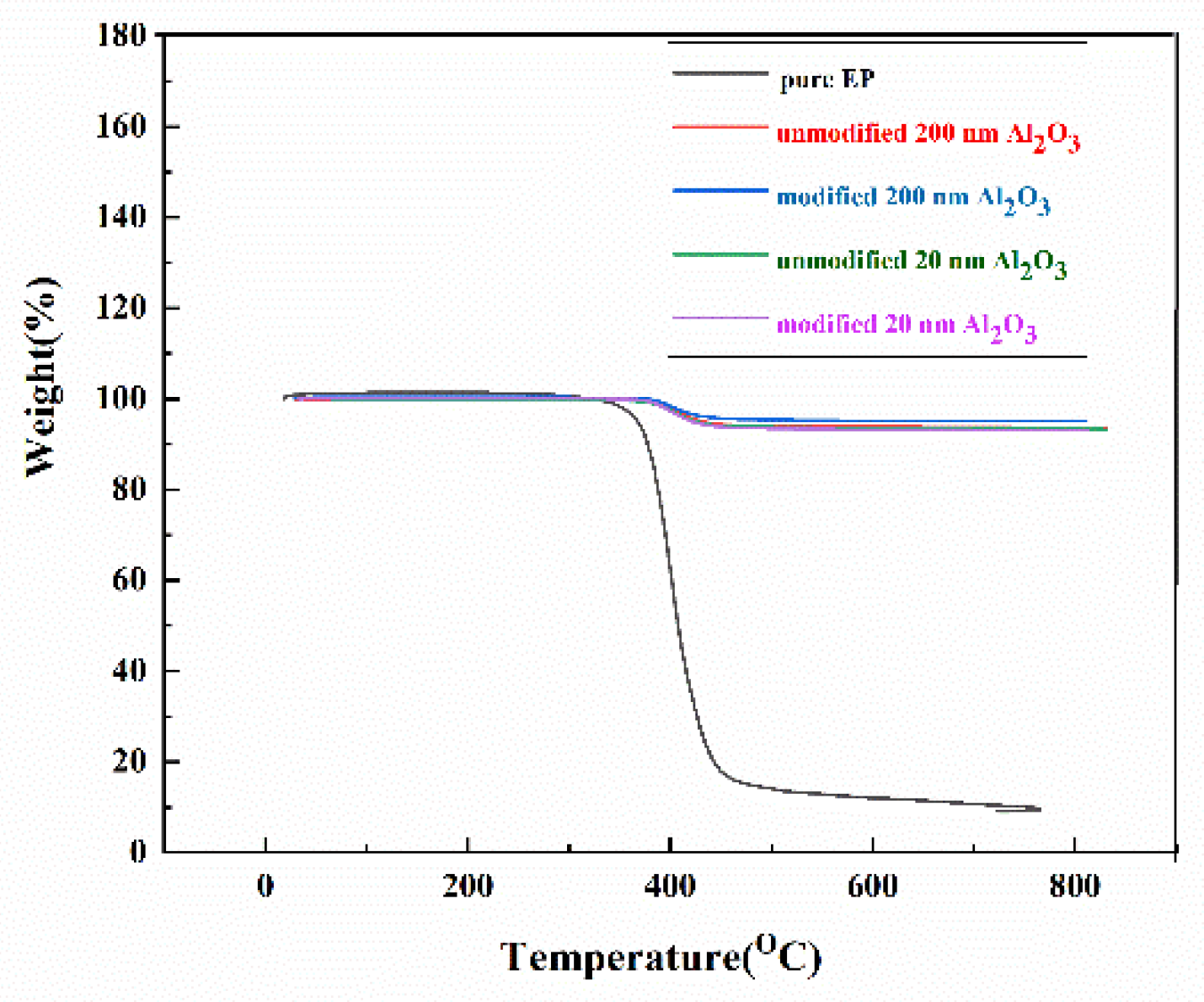
Figure 11 shows the thermogravimetric analysis (TGA) results of pure EP resin, and Al2O3 content of 60 wt% Al2O3/EP. From the graph, it can be observed that as the temperature increases, the thermal decomposition behavior of the material exhibits distinct stage-wise changes. When the temperature approaches 400±20°C, the material begins to undergo significant thermal decomposition. This stage primarily includes two key reactions: first, volatile organic compounds (VOCs) are released from the material; second, the thermal cracking of large-molecule, non-volatile components occurs, forming coke. Simultaneously, the released combustible volatile components undergo combustion reactions at high temperatures. As the temperature continues to rise to the range of 500~700°C, the material enters a deep carbonization stage. During this process, most of the organic components have already decomposed, and the remaining material mainly consists of carbonized products, resulting in a significant slowdown in the weight loss rate. When the temperature exceeds 700 °C, the thermal decomposition process of the material is essentially complete, and the weight stabilizes, showing no significant further changes. It is noteworthy that the introduction of nano-sized Al2O3 fillers significantly improves the thermal stability of epoxy resin (EP) composites. Experimental data show that at a high temperature of 800°C, Al2O3/EP composites prepared with Al2O3 fillers of 200 nm and 20 nm particle sizes exhibit excellent residual carbon rates, reaching 92%~93%. This value represents a significant improvement compared to pure epoxy resin, fully demonstrating that the incorporation of Al2O3 fillers effectively enhances the thermal stability of the composite material. Analysis of the reasons reveals that Al2O3 nanoparticles form an effective thermal barrier within the matrix, delaying the thermal decomposition process. The interfacial interactions between the nano-fillers and the polymer matrix enhance the material's thermal stability. Additionally, Al2O3 participates in the carbonization process, promoting the formation of a more stable carbon layer. The improvement in thermal resistance can also positively impact the material's thermal conductivity.
4. Conclusion
In this study, a series of composite materials were obtained by surface modification of alumina with different particle sizes, and their dielectric properties, thermal conductivity, and other characteristics were investigated. The results show that as the Al2O3 content increases, the dielectric constant values of the Al2O3/EP composites exhibit varying trends, albeit with different magnitudes of change. Compared to the pure EP matrix, all modified Al2O3/EP composites show a reduction in dielectric constant values. This change indicates that the modified Al2O3/EP composites are excellent insulating materials, meeting the high requirements for insulation performance in electronic materials. At the same time, the maximum thermal conductivity of the Al2O3/EP composite with 200 nm Al2O3 reaches 0.4226 W/mK, representing an increase of 140 % and 148 %, respectively, compared to traditional EP. For the 20 nm Al₂O₃/EP composite, when the Al₂O₃ content ranges from 50 wt% to 70 wt%, the thermal conductivity significantly increases, with values of 0.4544 W/mK, 0.4316 W/mK, and 0.4415 W/mK, respectively, representing an improvement of approximately 167% compared to traditional EP. When modified 200 nm Al2O3 is added at 60 wt%, the thermal conductivity of the Al2O3/EP composite is 0.4427 W/mK, which is 29% higher than that of the unmodified 200 nm Al₂O₃/EP composite (0.3434 W/mK). When modified 20 nm Al2O3 is added at 80 wt%, the thermal conductivity of the Al2O3/EP composite is 0.4962 W/mK, which is 43% higher than that of the unmodified 20 nm Al₂O₃/EP composite (0.3488 W/mK). The above results demonstrate that incorporating modified Al2O3 into the EP matrix can significantly enhance the thermal conductivity of the resin. This is because the modified Al2O3 is uniformly dispersed in the EP matrix, filling the internal voids of the matrix and forming a thermal conductive network. As a result, the thermal conductivity of the Al2O3/EP composites is significantly increased, and their excellent thermal performance meets the requirements for thermal conductivity in the field of microelectronic components.
Acknowledgements
This work was financially supported by the Shaanxi Province Innovation Capability Support Project (2023KJXX-067), the Shaanxi Provincial Education Department Service Local Special Plan Project (22JC055), the Open Foundation of Shaanxi Key Laboratory of Surface Engineering and Remanufacturing (2022SSER08), the Youth Innovation Team of Shaanxi Universities (Environmental Pollution Monitoring and Control Innovation Team, 51), and Research Team of Xi'an University (XAWLKYTD018).
No animal testing Declaration
No animal or human experiments were performed in this study.
Declaration of interest statement
We declare that we have no financial and personal relationships with other people or organizations that can inappropriately influence our work, there is no professional or other personal interest of any nature or kind in any product, service and/or company that could be construed as influencing the position presented in, or the review of, the manuscript entitled “Effect of modified aluminum oxide on thermal conductivity of epoxy resin”.
Consent to publication
All the authors have agreed to the publication of this article.
Data Availability Statements
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
- Bai L Z, Li Z P, Zhang G Y, et al. Synthesis of water-dispersible graphene-modified magnetic polypyrrole nanocomposite and its ability to efficiently adsorb methylene blue from aqueous solution. Chemical Engineering Journal 2015, 279, 757–766.
- Zhang X, Wen H, Chen XY, et al. Study on the thermal and dielectric properties of SrTiO3/epoxy nanocomposites. Energies 2017, 35, 14–16. [Google Scholar]
- Li Q, CHEN L, Gadinski M R, et al. Flexible high-tempera-ture dielectric materials from polymer nanocomposites. Nature 2015, 523, 576–579. [Google Scholar]
- Liu M, Jiang W, Chen Q, et al. A facile one-step method to synthesize SiO2@polydopamine core-shell nanospheres for shear thickening fluid. RSC Advances 2016, 6, 29279–29287. [Google Scholar]
- Chen J, Huang X Y, SUN B, et al. Highly thermally conduc-tive yet electrically insulating polymer/boron nitride nanosheets nanocomposite films for improved thermal management capabili-ty. ACS Nano 2019, 13, 337–345. [Google Scholar]
- Bai Y, Li X H, Song S J, et al. Pillar[6]arene-based supramolecular self-assemblies for two-pronged GSH-consumption-augmented chemo/photothermal therapy. Nano Research 2023, 16, 9921–9929. [Google Scholar]
- Zhang W, Zhang Z, Yang J, et al. Largely enhanced thermal conductivity of poly(vinylidene fluoride)/carbon nanotube composites achieved by adding graphene oxide. Carbon 2015, 90, 242–254. [Google Scholar] [CrossRef]
- Camilleri R, Howey D A, Mcculloch M D. Predicting the temperature and flow distribution in a direct oil-cooled electri- cal machine with segmented stator. IEEE Transactions on In-dustrial Electronics 2016, 63, 82–91. [Google Scholar]
- Wu K, Li Y, Huang R, et al. Constructing conductive multiwalled carbon nanotubes network inside hexagonal boron nitride network in polymer composites for significantly improved dielectric property and thermal conductivity. Composites Science and Technology 2017, 151, 193–201. [Google Scholar]
- Yang C, Hao S J, Dai S L, Zhang X Y. Nanocomposites of poly(vinylidene fluoride)-controllable hydroxylated/carboxylated graphene with enhanced dielectric performance for large energy density capacitor. Carbon 2017, 117, 301–312. [Google Scholar]
- Huilong Guo, Jian Zheng, Jianjun Gan, et al. High thermal conductivity epoxies containing substituted biphenyl mesogenic. Journal of Material Science: Mater Electron 2016, 27, 2754–2759. [Google Scholar]
- Thanhkieu G, Jinhwan K. Effect of backbone moiety in diglycidylether-terminated liquid crystalline epoxy on thermal conductivity of epoxy/alumina composite. Journal of Industrial and Engineering Chemistry 2015, 30, 77–84. [Google Scholar] [CrossRef]
- Bai Y, Wu J, Liu K, et al. Integrated supramolecular nanovalves for photothermal augmented chemodynamic therapy through strengthened amplification of oxidative stress. Journal of Colloid and Interface Science 2023, 637, 399–407. [Google Scholar] [CrossRef] [PubMed]
- Fedoseeva M S, Gusev V Yu, Derzhavinskaya L F, et al. Heat-Resistant Epoxy Polymers of Anhydride Curing. Polymer Science, Series D 2018, 11, 39–46. [Google Scholar] [CrossRef]
- Wang K, Zhu G M, Yan X G, et al. Electroactive Shape Memory Cyanate/Polybutadiene Epoxy Composites Filled with Carbon Black. Chinese Journal of Polymer Science 2016, 34, 466–474. [Google Scholar] [CrossRef]
- Wan Y J, Yang W H, Yu S H, et al. Covalent polymer functionalization of graphene for improved dielectric properties and thermal stability of epoxy composites. Composites Science and Technology 2016, 122, 27–35. [Google Scholar] [CrossRef]
- Jo I, Pettes M T, Ou E, et al. Basal-plane thermal conductivity of few-layer molybdenum disulfide. Applied Physics Letters 2014, 104, 201902. [Google Scholar] [CrossRef]
- Yarali M, Wu X F, Gupta T, et al. Effects of Defects on the temperature-dependent thermal conductivity of suspended monolayer molybdenum disulfide grown by chemical vapor deposition. Advanced Functional Materials 2017, 27, 1704357. [Google Scholar] [CrossRef]
- Aiyiti A, Bai X, Wu J, et al. Measuring the thermal conductivity and interfacial thermal resistance of suspended MoS2 using electron beam self-heating technique. Science Bulletin 2018, 7, 452–458. [Google Scholar]
- Sahoo S, Gaur A P S, Ahmadi M, et al. Temperature-dependent raman studies and thermal conductivity of few-layer MoS2. Journal of Physical Chemistry C 2013, 117, 9042–9047. [Google Scholar] [CrossRef]
- Xu X, Chen J, Li B. Phonon thermal conduction in novel 2D materials. Journal of Physics: Condensed Matter 2016, 28, 483001. [Google Scholar]
- Zhu G, Liu J, Zheng Q, et al. Tuning thermal conductivity in molybdenum disulfide by electrochemical intercalation. Nat Commun 2016, 7, 13211. [Google Scholar] [CrossRef] [PubMed]
- Liu J C, Guo Y F, Weng G C X, et al. High thermal conductive epoxy based composites fabricated by multi-material direct ink writing. Composites Part A: Applied Science and Manufactur- ing 2020, 129, 105684. [Google Scholar]
- Zhu G H, Liu J, Zheng Q Y, et al. Tuning thermal conductivity in molybdenum disulfifide by electrochemical intercalation. Nature Communications 2016, 7, 13211. [Google Scholar] [CrossRef]
Figure 1.
The preparation process of Al2O3.
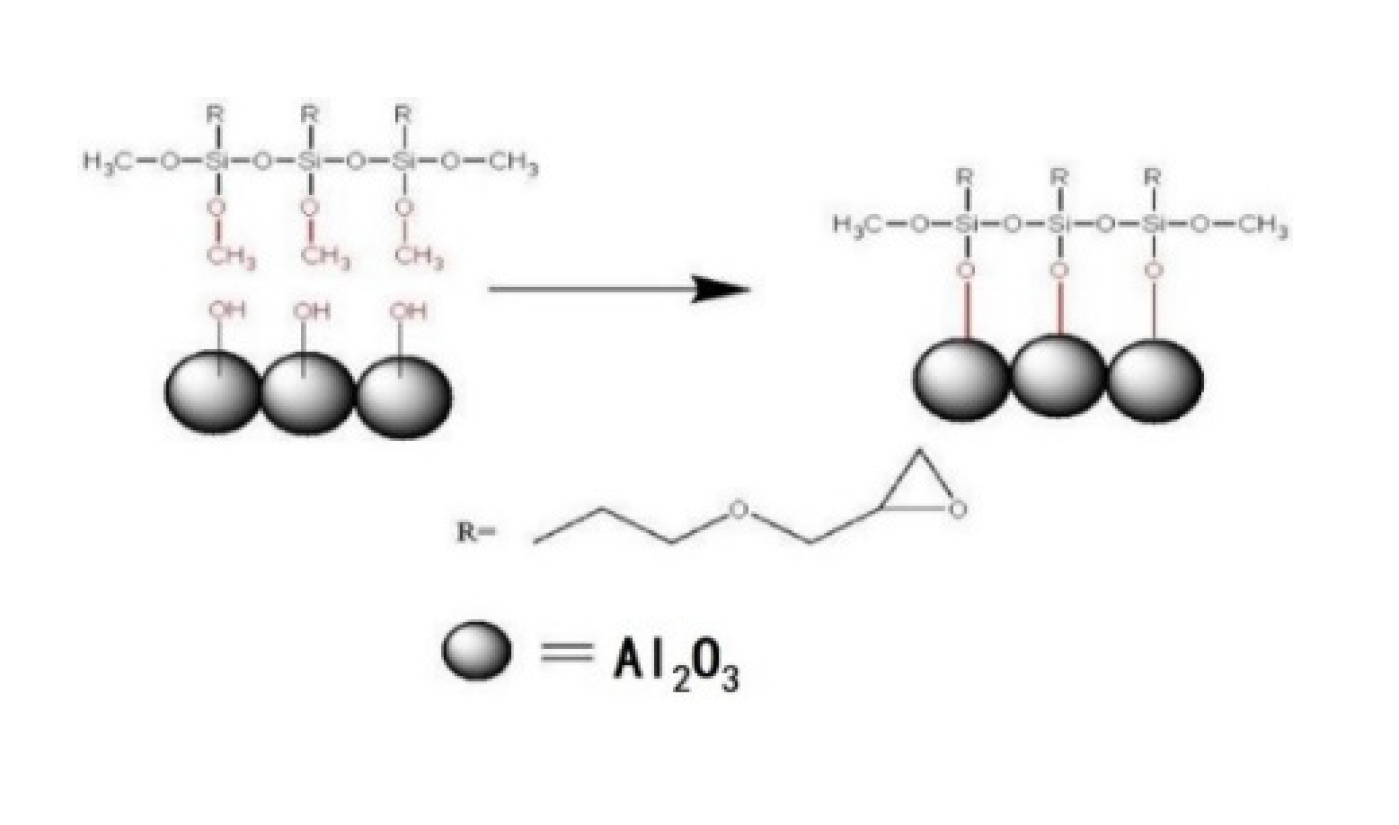
Figure 2.
The samples of Al2O3/EP composites (A: 200 nm Al2O3/EP; B: 20 nm Al2O3/EP; C: modified 200 nm Al2O3/EP; D: modified 20 nm Al2O3/EP).
Figure 2.
The samples of Al2O3/EP composites (A: 200 nm Al2O3/EP; B: 20 nm Al2O3/EP; C: modified 200 nm Al2O3/EP; D: modified 20 nm Al2O3/EP).

Figure 3.
The XRD result of Al2O3.
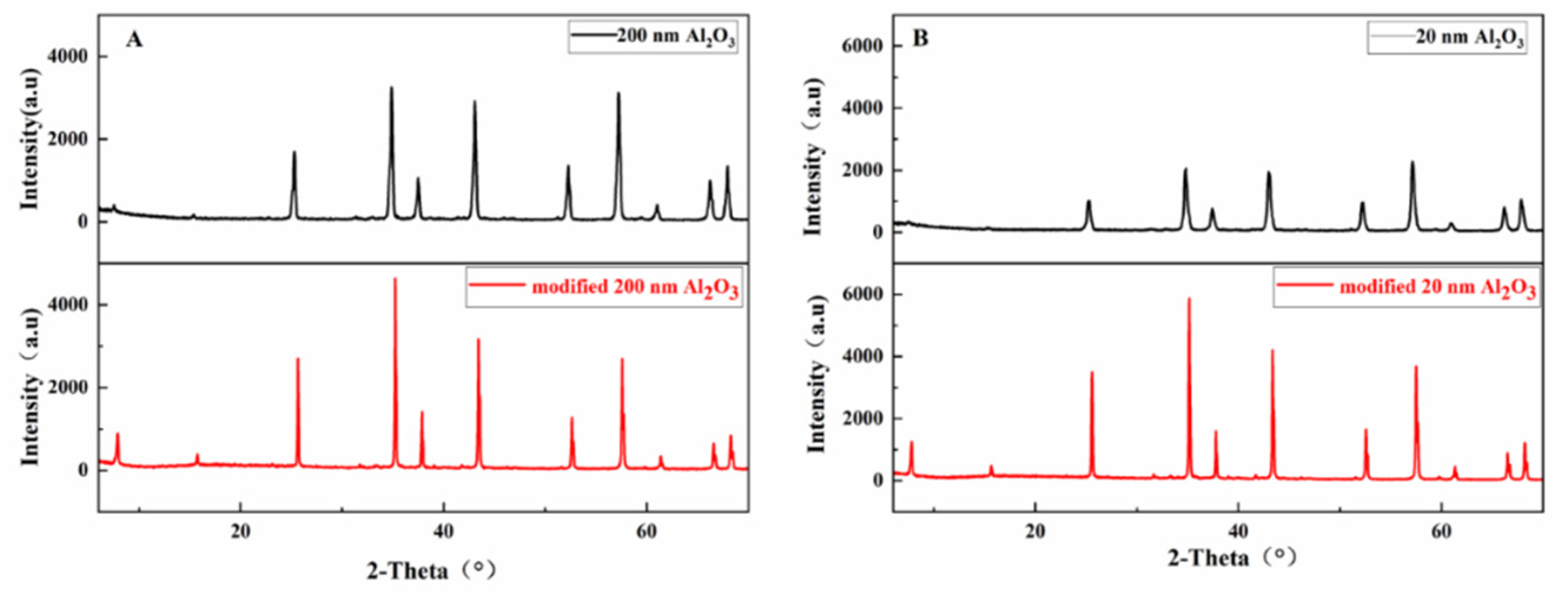
Figure 4.
The SEM of unmodified Al2O3 (A, B: 200 nm Al2O3 C, D: 20 nm Al2O3).
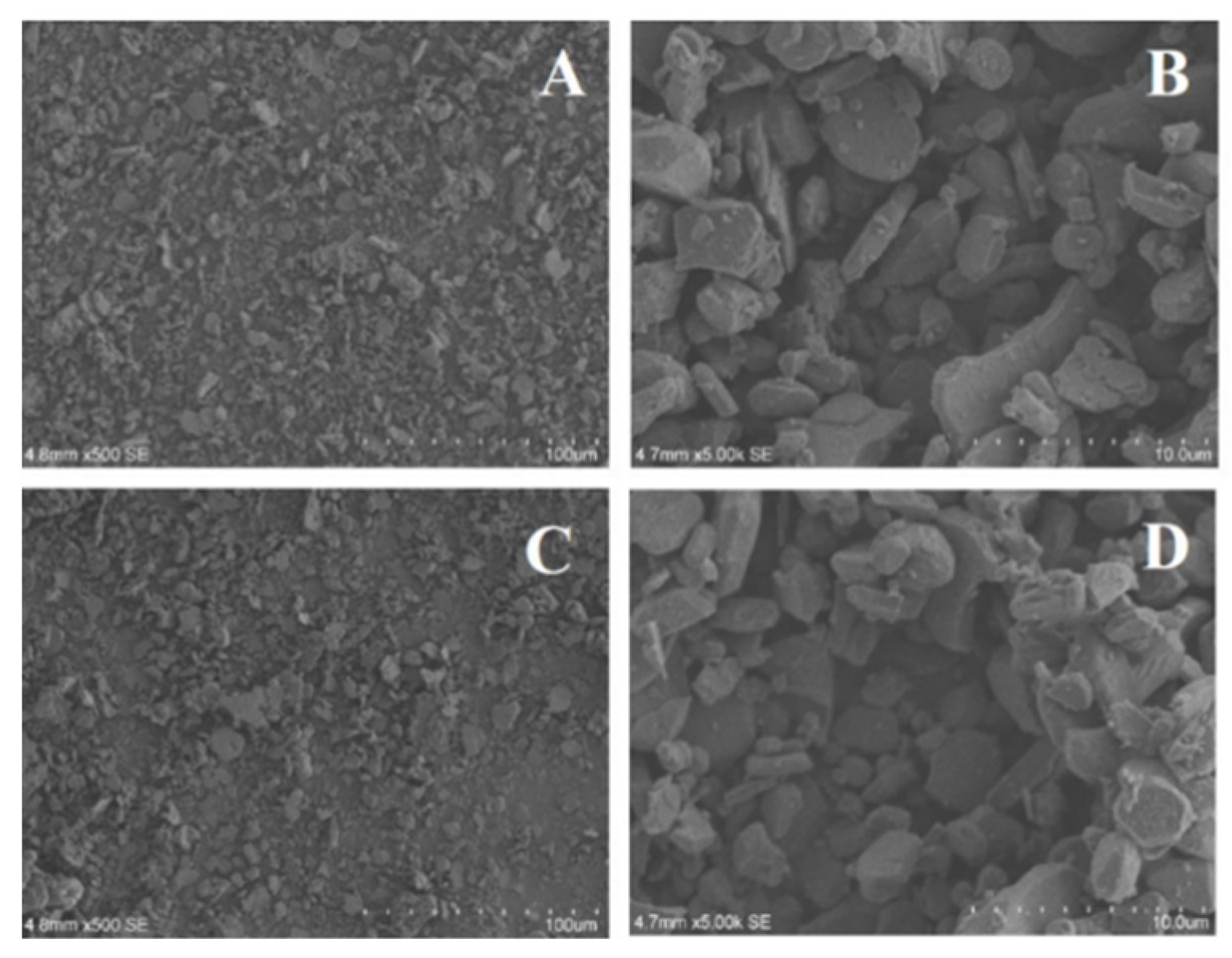
Figure 5.
The SEM of Al2O3 modified with KH-560 (A, B: 200 nm Al2O3 C, D: 20 nm Al2O3).
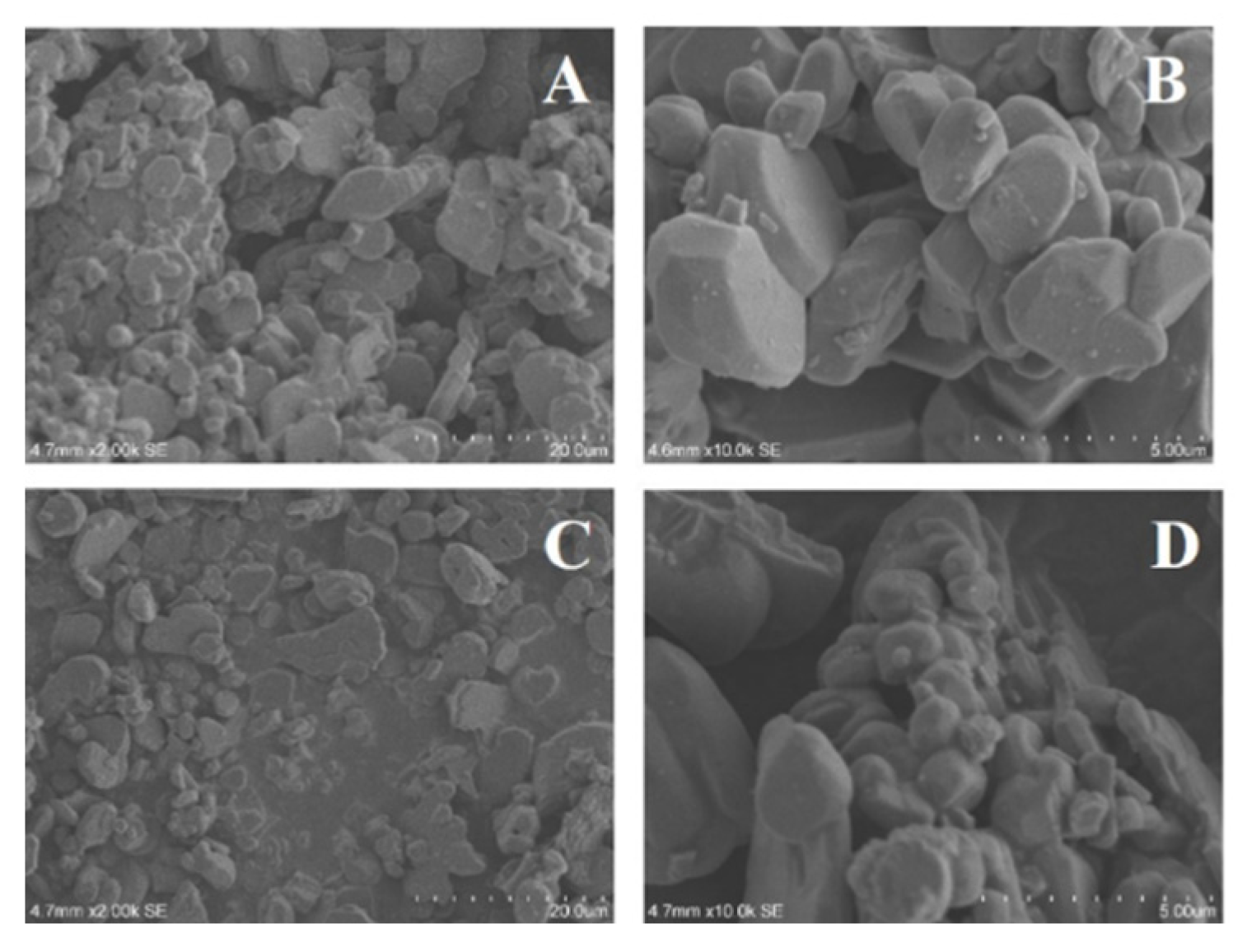
Figure 6.
The dielectric constant of modified Al2O3/EP with different content of modified Al2O3 varies by frequency (A: 200 nm Al2O3/EP; B: 20 nm Al2O3/EP; C: modified 200 nm Al2O3/EP; D: modified 20 nm Al2O3/EP).
Figure 6.
The dielectric constant of modified Al2O3/EP with different content of modified Al2O3 varies by frequency (A: 200 nm Al2O3/EP; B: 20 nm Al2O3/EP; C: modified 200 nm Al2O3/EP; D: modified 20 nm Al2O3/EP).
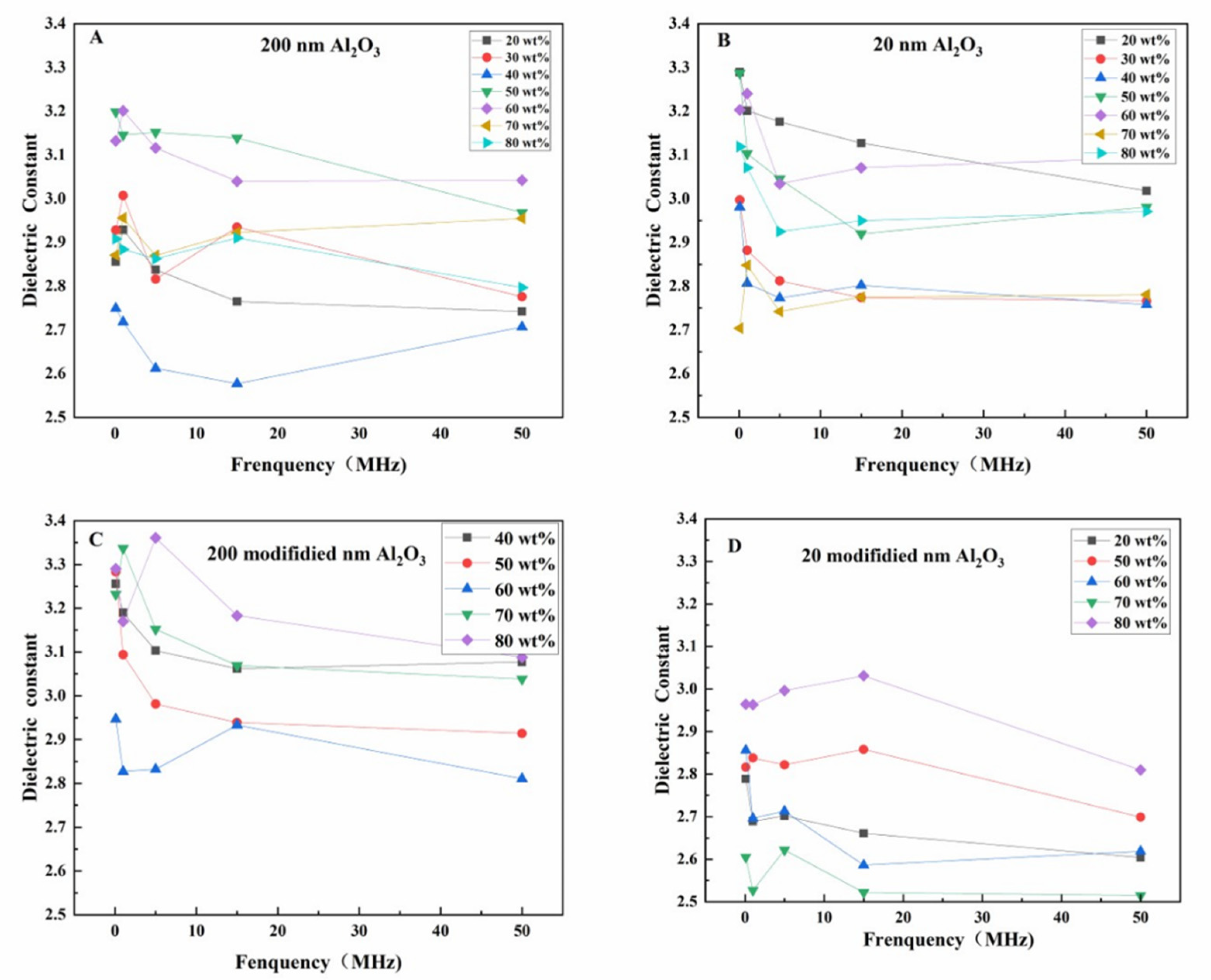
Figure 7.
The dielectric constant of Al2O3/EP composites with the Al2O3 content of 50 wt% under different frequency (A: 0.1 MHz; B: 50 MHz;).
Figure 7.
The dielectric constant of Al2O3/EP composites with the Al2O3 content of 50 wt% under different frequency (A: 0.1 MHz; B: 50 MHz;).
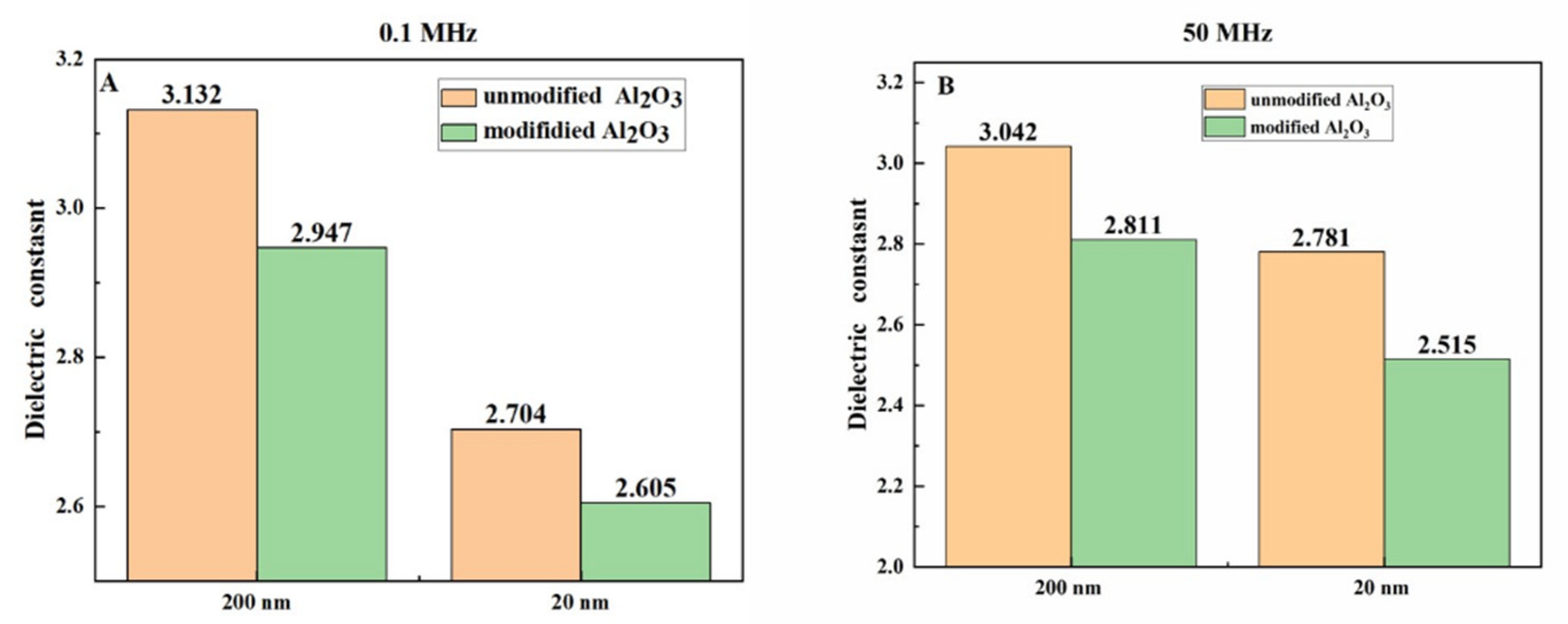
Figure 8.
The thermal conductivities of Al2O3/EP with different content of Al2O3.
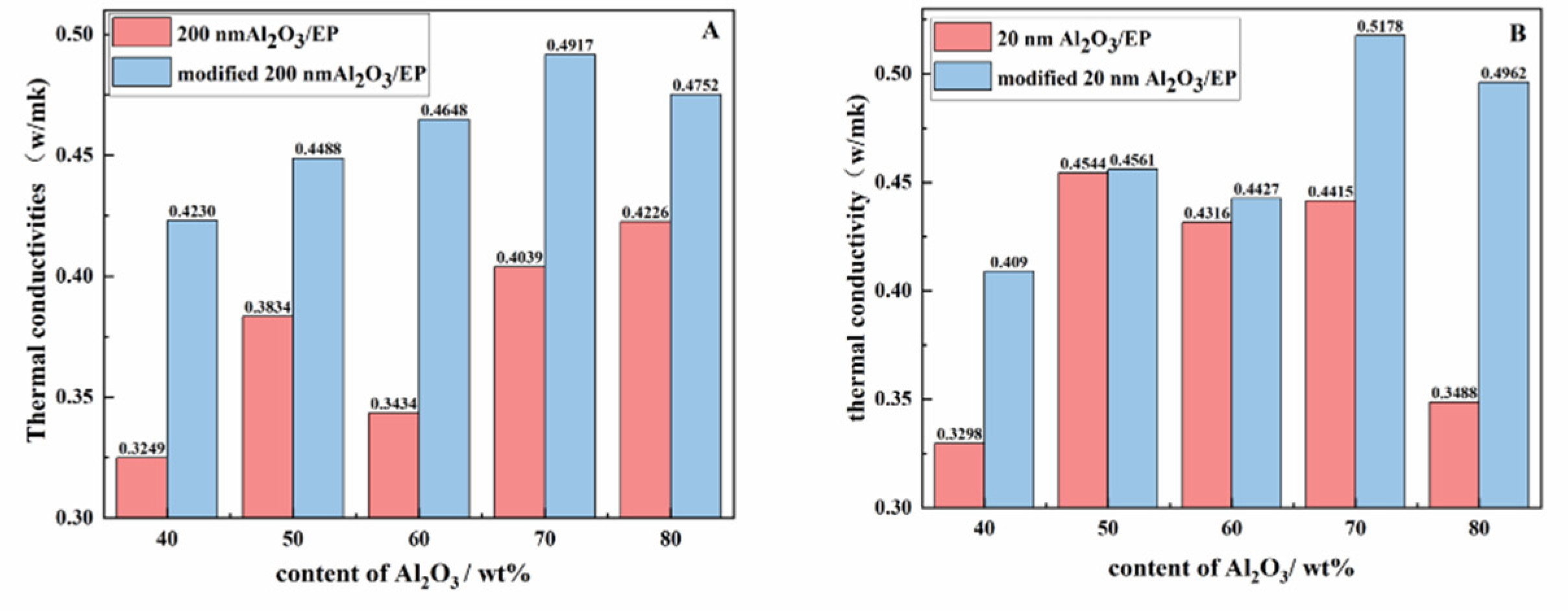
Figure 9.
SEM of fracture surfaces taken from the resins (A: 200 nm Al2O3/EP; B: 20 nm Al2O3/EP; C: modified 200 nm Al2O3/EP; D: modified 20 nm Al2O3/EP).
Figure 9.
SEM of fracture surfaces taken from the resins (A: 200 nm Al2O3/EP; B: 20 nm Al2O3/EP; C: modified 200 nm Al2O3/EP; D: modified 20 nm Al2O3/EP).
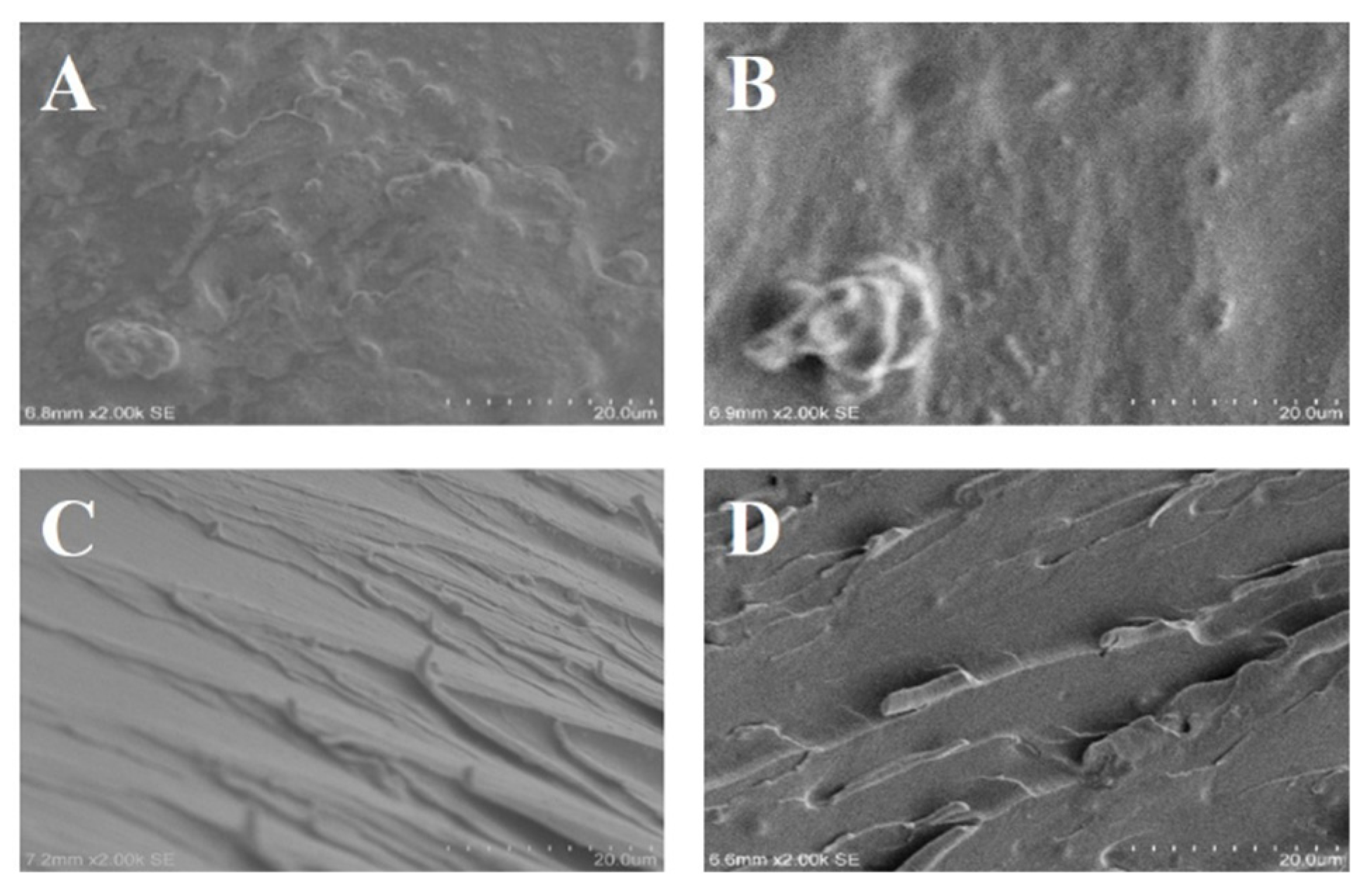
Figure 10.
Schematic diagram of heat conduction mechanism.
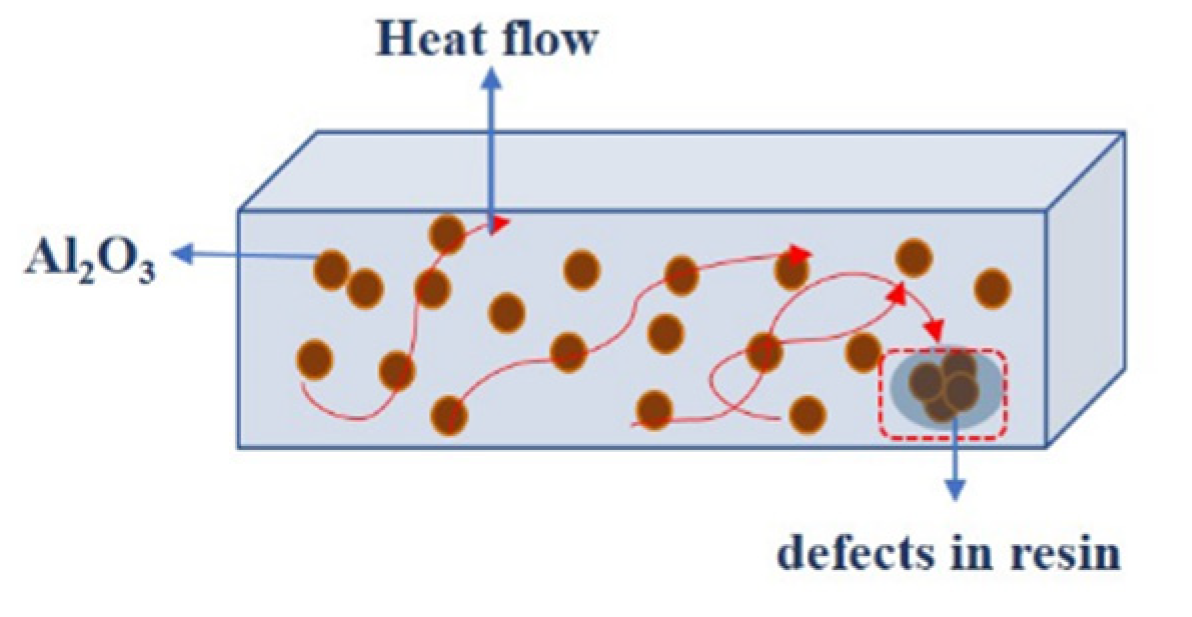
Figure 11.
The TGA curve of the EP and Al2O3/EP composites with 60 wt% Al2O3.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



