Submitted:
20 February 2025
Posted:
21 February 2025
You are already at the latest version
Abstract
Melt-blown nonwoven materials have shown significant advancements in a multitude of industrial sectors, mainly due to their high production efficiency, extensive specific surface area, and narrow aperture. The demand for melt-blown nonwoven materials has increased further in recent time, particularly in the wake of the novel coronavirus (Covid-19) pandemic. We systematically summarize the main research advancements and applications of melt-blown nonwoven technology in the last few years. First, this review describes the principles and processes of melt-blown nonwoven that govern the production of micro/nano fibers. Additionally, we reviewed the evolution of melt-blown raw materials and process technology. Next, the review highlights the extensive use of melt-blown nonwoven materials in key fields, including media filtration, oil-water separation, heavy metal ions adsorption, organic pollutants removal and new energy. With an analysis of the current challenges in the research and applications of melt-blown nonwoven, we suggest potential future research directions which could provide valuable references and guidance for the sustainable and healthy development of melt-blown nonwoven.
Keywords:
Adsorption
; Media filtration
; Melt-blown nonwoven material
; New energy sources
; Process technology
; Polypropylene
1. Introduction
The history of the melt-blown nonwoven process can be traced back to 1954, when the U.S. Naval Institute developed the melt-blown nonwovens technology with the aim of collecting radioactive particles in the upper atmosphere. At that time, the process could produce microfibers or fibers with diameters of less than 10 micrometers. In the 1960s, Esso Research and Engineering (subsequently renamed ExxonMobil) enhanced and expanded its production lines and mold widths, thereby achieving the successful production of polypropylene (PP) microfibers at a low cost. Subsequently, research on melt-blown nonwoven processes and equipment has progressed at a rapid pace, and the application areas of melt-blown technology have been expanding [1]. As illustrated in Figure 1, the number of research papers in this field has been increasing annually for the past two decades, reaching a peak of over 10 papers per year in 2023. This growth can be attributed to the emergence of the New Crown epidemic in 2020, which led to a surge in research activity in this area.
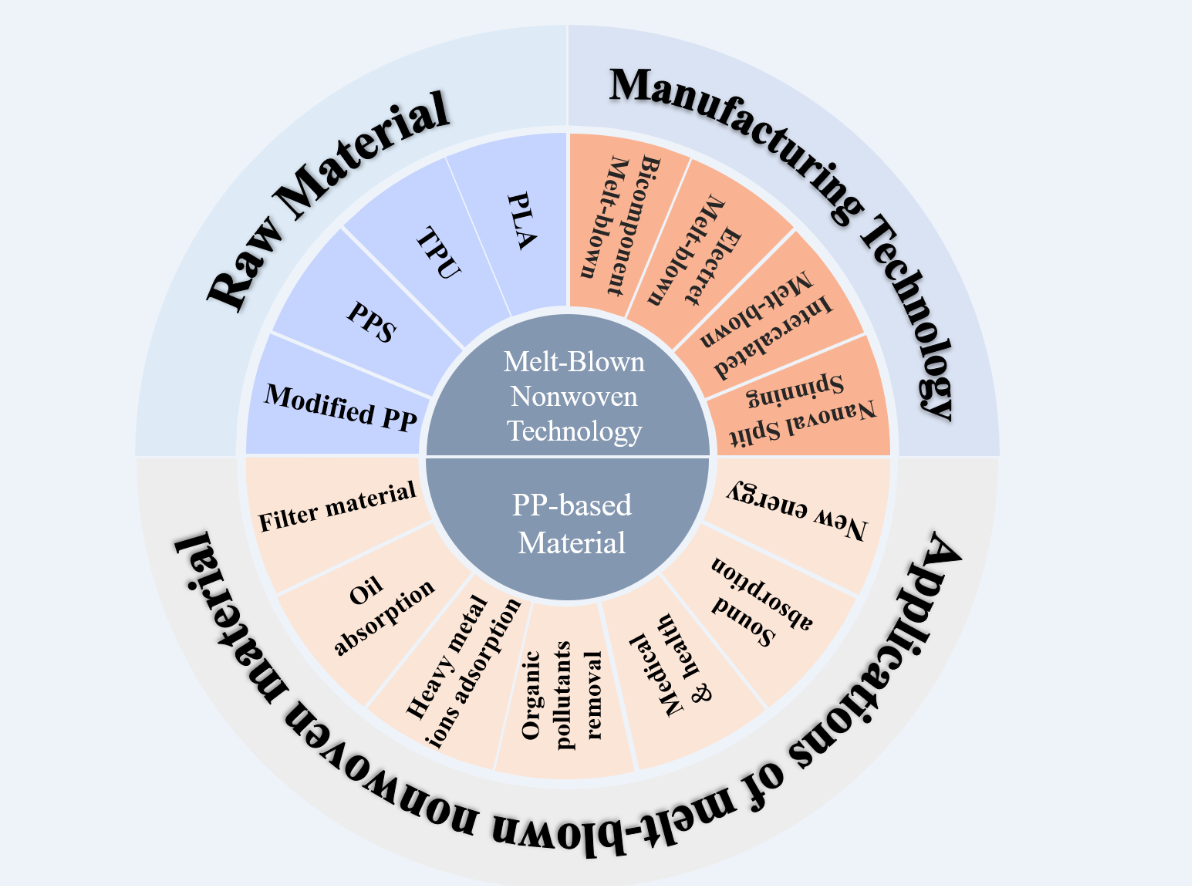
Despite the rapid advancement of melt-blown nonwoven technology, there has been a paucity of reviews on this topic in recent years. This paper, however, employs CiteSpace software to synthesize the findings from the core database of the Web of Science over the past five years and conduct keyword clustering and time mapping analysis [2]. For further details, please refer to Figure 2. The modular value Q=0.778 shows that this co-occurring network clustering structure has a high degree of significance. The average contour value S = 0.9177 shows that the co-occurrence network clustering results have a high degree of confidence. The 298 keyword nodes are divided into 11 clusters, with the size of the keyword circle logo positively correlated with frequency. Each clustering module is labeled with a number from 0 to 11. The clustering structure depicted stands for the research hotspots to a certain extent, which include: the following topics were identified: air filtration, melt blowing, polyolefins, composites, surface modification; mechanical properties, oil/water separation, antibacterial, Sound absorption and Selective. By further summarizing the clustering labels and their internal keywords, the research topics can be classified into three categories: raw materials for melt-blown nonwoven fabrics, melt-blown nonwoven fabrics technology, and applications of melt-blown nonwoven fabrics.
Based on three research topics, this paper introduces the melt-blown process and the principle of micro/nano-fiber manufacturing, reviews the development of melt-blown raw materials and melt-blown process technology, and summarizes the status of melt-blown nonwoven materials in various fields. The paper also considers the potential applications of melt-blown nonwoven materials in several other areas, including media filtration, oil-water separation, heavy metal ion adsorption, organic pollutant removal, healthcare, and new energy. It analyses the current problems and development directions in these areas, to provide a certain reference for the research and application of melt-blown nonwoven materials.
2. Melt-Blown Spinning Principles and Processes Description
As illustrated in Figure 3, a melt-blown spinning line typically includes a screw extruder, a spinning assembly, and a filament stretching collection device. The raw materials are introduced into the hopper of the screw extruder, where they are melted and plasticized. They are then pressurized by the melt pump into a steady flow of melt. The principle is illustrated in the figure on the right. The molten polymer forms fibers under the high-speed hot air jet at a certain angle, and these fibers are thinned by stretching or extension, this time the diameter of the fibers is far more than 100m. Once the heat exchange between the jet and the air reaches a certain level, the ultrafine fibers are stretched by the turbulence generated by the high-speed air flow and extruded through the small holes arranged in a straight line, forming fibers with a diameter of tens of microns or micro/nano fibers which have diameter below 1m through specific processes. The fibers are bonded to themselves to become a flat mesh with a porous structure on a conveyor belt with vacuum suction, which is finally collected by a winder [3–5].
The melt-blown nonwoven materials prepared by this process show a few advantageous characteristics, including a fine fiber diameter, a large specific surface area, high porosity, low cost, and environmental friendliness. These materials have received extensive attention in filtration, adsorption, etc. The melt-blown process has now become a commonly used method for the preparation of micro/nanofiber materials [6].
3. Melt-Blown Nonwoven Technology Research Progress
3.1. Development of Melt-Blown Raw Materials
The raw materials employed in the manufacture of melt-blown nonwoven materials, including polypropylene (PP), polyethylene (PE), polyamide (PA), etc. Some materials have distinctive characteristics, such as novel polyphenylene sulfide (PPS), thermoplastic polyurethane (TPU), and biodegradable polylactic acid (PLA). Those materials have the advantages of good biocompatibility or biodegradability [7].
3.1.1. Modified PP
Given the relatively low price and excellent processing properties of PP, most commercial development of melt-blown products and processes, as well as academic research, has concentrated on PP polymers. Statistical data shows that almost 90% of melt-blown nonwoven materials are currently produced using PP. However, PP melt-blown nonwoven materials exhibit certain limitations, including poor hydrophilicity and low elasticity. Consequently, numerous scholars have employed modifications to enhance the properties of PP melt-blown nonwoven materials.
Pan, K et al. [8] used a small amount of poly(ether alcohol)based hydrophilic modifier (HL560) filling modified PP to significantly improve the hydrophilic property of PP, the water contact angle of polypropylene material was reduced from 103° of pure PP to 26.8°, and the residency of HL560 in PP was enhanced through the esterification reaction and the synergistic effect of EAA sodium salt and HL560, which ensured the longevity of the hydrophilic modification of PP material.
Nuo Liu et al. [9] synthesized the organic-inorganic synergistic UV-stabilized material UVSA-LDH by the co-precipitation method, on the basis of which, a novel UV-aging-resistant UVSA-LDH/PP fiber was prepared by adding UVSA-LDH to PP matrix through the melt-blown process, and the thermal decomposition temperature of the 3Wt% UVSA-LDH/PP composite fiber was increased by C, and the fiber strength retention rate was as high as 9% after aging for 6 days, in addition, the thermal stability and UV resistance of PP fiber were greatly improved by the addition of UVSA-LDH, and the strength retention rate was as high as 9% after aging for 6 days, and the fiber strength retention rate was as high as 94.56% after 6 days of aging. in addition, the incorporation of UVSA-LDH greatly improved the thermal stability and resistance to degradation by UV aging of the PP fibers. Yi Pu et al. [10] improved the common melt-blown nonwoven system and directly applied an electrostatic field near the melt-blown head to realize the combination of melt-blown and electric field effects; also different from the "electric blowing" in electrostatic spinning, the electrostatic-assisted melt-blown directly connects the melt stream to the electrodes without changing the properties of the melt stream prior to spinning, and the average fiber diameter increased from 1.69% to 2.7% in melt-blown. In the experimental results, the average diameter of the melt-blown fibers was reduced from 1.69m to 0.96m, and the distribution of the fiber diameters was narrower, resulting in a smaller average pore size of the filtration media and an increase in filtration efficiency.
3.1.2. PPS
PPS is a novel class of high-performance thermoplastic resin. Figure 4 demonstrates a process for the preparation of a carboxylated polyphenylene sulfide melt-blown nonwoven material, which uses modified polyphenylene sulfide (PPS-COOH) as a matrix and chitosan as a nanofiller to prepare a chitosan-polyphenylene sulfide (CS-PPS) coating, and then hydrophobically modifies the surface with PVDF to obtain a PVDF/CS-PPS composite coating, and the polyphenylene sulfide composite material produced by this process is characterized by high temperature resistance, corrosion resistance and excellent mechanical properties, which is very suitable as an anti-corrosion material in harsh environment.
An, Y. et al. [12] added a small amount of carbon black to PPS resin to produce slices and used the melt-blown spinning method to produce modified PPS fibers. The results showed that the addition of carbon black could reduce the orientation and increase the crystallinity of PPS fibers; the modified PPS fibers with a carbon black mass fraction of 1.5% had better heat resistance, and after irradiation with ultraviolet light for 192 h, the retention of fracture strength was increased by 30.3% and the retention of fracture elongation was increased by 41.4% compared with that of pure PPS fibers, and the anti-ultraviolet aging performance was improved.
The presence of the benzene ring in the PPS molecule is responsible for the lipophilic and hydrophobic properties of PPS. The excellent oil absorption ability of PPS melt-blown nonwovens is a consequence of their entangled fiber structure and internal three-dimensional mesh structure, rendering them highly suitable for use as an oil-water emulsion separation material [13]. Yu et al. [14] prepared PPS composite nanofibrous membranes by using melt-blown spinning and sintering technology. The membranes demonstrated excellent hydrophobicity and high chemical stability, making them well-suited to applications in oil-water separation.
3.1.3. TPU
TPU is an excellent thermoplastic block linear copolymer, and the prepared nonwoven materials have good mechanical properties, elasticity, extensibility and fatigue resistance, which can effectively solve the problems of low elasticity and poor elongation at break of ordinary melt-blown nonwoven materials, but the high viscosity and poor fluidity of TPU melt make it difficult to be used as the main raw material for melt-blown production, which restricts its application in the field of melt-blown [15]. As shown in Figure 5 is the conventional manufacturing process of TPU melt-blown nonwovens, the raw material is dried at C for 2h and then put into the twin-screw extruder to be kneaded at C, and finally pelletized after cooling with water and liquid nitrogen.
Peng et al. [16] prepared PP/TPU composite nonwoven materials via the melt-blown process. The microscopic morphology demonstrated that the single fiber formed an "island" structure, with TPU representing the "island" phase and PP the "sea" phase. This structure was identified as the reason for the good elasticity of PP/TPU composite nonwoven materials. Zecheng Wu et al. [17] prepared a composite masterbatch by melt blending PLA and TPU, and subsequently prepared PLA/TPU nonwoven materials by the melt-blown nonwoven process. The TPU nonwoven materials display superior strength and tensile ductility when compared to pure PLA melt-blown nonwoven materials. Arjmandi, R. et al. [18] conducted a comprehensive investigation into the TPU melt-blown nonwoven materials production process, with the aim of elucidating the relationship between the process conditions and the mechanical properties of the product. An increase in temperature from C resulted in enhanced mechanical properties of the nonwoven. However, a further increase in temperature over C led to a significant decline in these properties. Furthermore, it was observed that an increase in air pressure (in the range of 0.12-0.24 MPa) resulted in enhanced mechanical properties of the material. Additionally, it was found that the longitudinal strength and elongation of the produced TPU melt-blown nonwoven fabrics exceeded their corresponding transverse strength and elongation.
In general, the molar mass of raw materials undergoing recycling shows an exponential decline with the number of cycles. However, Bastian Wölfel’s study [15] on the recyclability of TPU materials shows that the degree of crystallinity of the original material and the eight-times recycled material (R8) is identical. Besides, the production of nonwovens from a 50/50 blend of virgin material and eight recycled materials resulted in nonwovens with average properties and corresponding mechanical properties that were like those of fabrics produced from one-time recycled materials. This substantiates that TPU materials have considerable recycling value and can be transformed into products utilizing recycled TPU materials.
3.1.4. PLA
PLA is a polyester polymer obtained by polymerizing lactic acid as the main raw material, which can be obtained through the fermentation of starch from food crops such as corn. Therefore, PLA can be decomposed by microorganisms in the natural environment, and the final products are and O, which are completely harmless to the environment. The preparation of melt-blown nonwoven materials from PLA, and the development and use of polymer synthetic materials with degradable and renewable functions have become a research focus in the field of nonwoven, Figure 6 illustrates the manufacturing process of PLA melt-blown nonwovens used for air filtration, including melt-blown, corona charging, and winding. Initially, PLA is extruded by screw extrusion to melt into melt. It is then filtered and extruded by the metering pump. The extruded high-temperature melt is stretched into ultrafine fibers by a high-temperature and high-speed airflow. Subsequently, the microfibers were randomly organized into PLA melt-blown nonwoven fabrics under the influence of airflow disturbance. Additionally, the PLA melt-blown nonwoven showed a positive charge after being treated with a double-sided positive corona electret.
Yu, B. et al. [20] employed PP as a substrate and polyethylene glycol (PEG) as a compatibilizer to melt-add PLA, subsequently producing PP/PLA nonwovens via a melt-blown process. The results of the tests demonstrated that the contact angle of PLA/PP melt-blown nonwovens exhibited a gradual decrease with the increase of PLA content. Conversely, the moisture retention demonstrated a gradual increase with the increase of PLA content. These findings show that the addition of PLA contributes to the improvement of the material’s hydrophilicity.
E.K. Pabjańczyk-Wlazło et al. [21] Compound modified PLA by introducing epoxy soybean oil (ESO) and PEG as plasticizers. It was found that the addition of ESO and PEG increased the melt index from 30g/10min to 110g/10min, the maximum tensile strength increased from 0.12MPa to 0.40MPa, and the elongation at break increased from 6.23% to 8.87%. Besides, to enhance the resilience of PLA, Zhu, F. et al. [22] employed different molecular weight PEGs with biodegradable characteristics and PLA to fabricate melt-blown nonwoven materials with good toughness. The introduction of PEG resulted in a notable enhancement in the melt flow rate, crystallization ability, and crystallinity of the PLA material. In comparison to the unmodified PLA material, the MFI increased from 296.009 g/10 min to 585.347 g/10 min, representing a nearly 98% increase. Additionally, the longitudinal elongation at break increased from 15.6% to 27.2%, and the transverse elongation at break increased from 21.6% to 31.6%. Li, Y. et al. [23] prepared PLA/PA11 melt-blown nonwoven materials by reactive blending method using bio-based polyamide 11 (PA11) and halloysite natural nanotubes (HNTs) as organic/inorganic toughening and reinforcing fillers for PLA, respectively. The results showed that the mechanical properties of PLA/PA11 melt-blown nonwoven materials were optimal when the PA11 addition reached 15%. The strength, peak stress, elongation, and tensile work were observed to increase by 37.5%, 231.1%, 215.2%, and 215.2%, respectively, in comparison to single PLA melt-blown nonwoven materials.
3.2. Development of Melt-Blown Manufacturing Technology
3.2.1. Bicomponent Melt-Blown Technology
The development of bicomponent melt-blown technology is very rapid. This can improve the single-component melt-blown products with low strength, fiber diameter is coarse and other issues and has a good market prospect. Currently, U.S. company the Hills, Inc. and the Nordson Corporation are at the forefront of bicomponent melt-blown equipment and technology in the world [24].
The Nordson Corporation employed NanoPhase technology in the development of bicomponent fiber melt-blown nonwovens equipment, which can produce melt-blown nonwovens with fiber diameters below 1m in a stable manner. The average fiber diameter of 0.6m constituted over 70% of the melt-blown nonwovens. Zhou, Y. et al. [25] used PP and PE as raw materials with self-developed polymer spinning and networking equipment to produce a PP/PE bicomponent composite product. They then conducted a detailed study on the relationship between the melt-blown process parameters and the fiber diameter, strength, and pore size of the resulting product. By modifying the content of the individual components in the PP/PE bicomponent melt-blown fiber cloth, Pan, Z. et al. [26] were able to create a bicomponent melt-blown fiber membrane with an average diameter of 2.056m at a PP/PE ratio of 85/15. And as the PP content in the bicomponent fiber membrane increases, the average diameter of the fiber becomes smaller, and the pore space of the fiber membrane becomes smaller, which makes the filtration efficiency of the fiber membrane increase.
3.2.2. Electret Melt-Blown Technology
Electret melt-blown technology can overcome the limitations [27] of traditional melt-blown nonwoven filtration materials in capturing airborne hazardous substances. For example, the main filtration medium in masks is melt-blown polypropylene (MBPP) electret fabric, in which the fibers are similar to dust collection electrodes [28], that can be collected not only by inertial impact, gravitational settling, and Brownian diffusion, also by electrostatic interactions to intercept the flow of dust in the aerosol and capture the dust particles. Therefore, electret melt-blown technology is widely used in the production of respiratory filtration materials, KN99, FFP3 series and HEPA filtration materials of H12-U15 level [29].
Commonly used electret charging methods include corona charging, friction charging and composite enhancement. Friction charging can be divided into fiber friction charging and liquid friction charging. Composite enhancement encompasses electrostatic charging composite, electromagnetic effect composite, and dual electret technology. And it has been demonstrated that there is a difference in filtration and bacterial inhibition properties of MBPP electret fabrics prepared with different electret processes [30].
The research conducted by Tyubaeva, P. [31] shows that the primary factors influencing the filtration efficiency of the electret melt-blown are the charging voltage, charging speed, and charging distance. Planche, M.P. et al. [32] studied the method of triode electrode system to improve the filtration efficiency of MBPP electret fabric, which can ensure the uniform distribution of the surface charge of the filter medium. Moreover, the higher the electret voltage, the higher the filtration efficiency of MBPP fabric after charging, while extending the charging time does not significantly improve the filtration efficiency of MBPP fabric. Zhou, Q. et al. [33] discovered that a threshold voltage exists for the charging system utilizing wire and drum electrodes, and the filtration efficiency hardly increases when the charging voltage is higher than the threshold. Their study also revealed that the filtration efficiency of MBPP fabrics in both positive-corona charging and two-side negative-corona charging was superior to that of single-side charged fabrics. Figure 7 depicts the corona charging treatment of melt-blown nonwoven fabric, which differs from the process illustrated in Figure 1. When a high positive voltage is applied to the electrode at the end, the electric field causes the neutral molecules in the air to be ionized into H+, NO+, and + ions. These positive ions move towards the grounded electrode, forming a surface charge on the nonwoven fabric. So, the dual standing electrode technique can compensate for the deficiencies of the single standing electrode method, thereby facilitating a more stable and efficient standing electret effect [34].
3.2.3. Intercalated Melt-Blown Composite Technology
The intercalated melt-blown process was initially developed by 3M in the United States. Conventional melt-blown nonwovens show fine fiber diameters, favorable filtration performance, small pores, and a large specific surface area. However, the fluffiness of the material is not good enough. The incorporation of conventional fibers into melt-blown materials can enhance the thickness and fluffiness of the material, while also improving the sound absorption performance and thermal insulation of the material [35, 36].
Compared to the conventional process, the intercalated melt-blown technology has an added carding machine, which cards the short fibers into net. In the process of polymer melt moving toward the roller shutter mesh bag by the high-speed hot airflow traction on both sides of the melt-blown die head, the highly crimped short fibers are uniformly interspersed in the polymer melt jet in the form of single fibers by the transverse crosswind provided by the air blowing device, which adjusts the pore structure of the melt-blown fiber membrane with the advantages of good elasticity and rigidity of the short fibers, and improves the problem of the poor elasticity and compression resistance of the melt-blown fiber membrane [37, 38].
3.2.4. Nanoval Split Spinning Technology
Nanoval Split Spinning is a technology for spinning submicron fibers based on melt-blown, as proposed by the German Nanoval company, and its process flow diagram is shown in Figure 8. The process differs from the existing melt-blown technology, which combines the elements of the "Biax Fiber Membrane Molds" and "Metal Injection Molding Technology", so that the melt leaves the nozzle together with air. Meanwhile, the fibers are bonded into cloth using waste heat, and the products produced are of high strength with an average fiber diameter of 1-40m and a wide range of diameters, which can be applied to different polymer raw materials and have high flexibility of selection. Furthermore, the use of air-cooled drafting results in a reduction in energy consumption compared to the traditional melt-blown process, approximately 60% of the energy consumption can be saved [39].
Recent years, the melt-blown process has been continuously innovated and optimized, and there have been new processes and technologies in high pore density melt-blow spinneret, nano melt-blow fiber process and technology, twin-shaft melt-blow system, Nanoval spinning process and melt-blow spun bonding. Each process interpenetration, to the direction of hybrid, composite development is the current trend of the development of nonwovens, especially the composite between the processes gains more and more attention [40, 41].
3.3. Main Applications of PP-Based Melt-Blown Nonwoven Materials
3.3.1. Filter Materials
The application of melt-blown nonwovens in filtration is primarily concentrated in the fields of air purification and water treatment. Nonwovens are typically characterized by a three-dimensional mesh structure with a relatively small pore size and a high degree of porosity. The electret treatment facilitates the introduction of charge into melt-blown nonwovens, enabling the capture of fine particles through the generation of strong electric fields [42]. For example, the electret melt-blown material prepared by Hassan et al. has been demonstrated to exhibit a filtration efficiency of 99.978% and a pressure drop of 280 Pa [43]. While the filtration efficiency of PP-based melt-blown nonwovens prepared by Albert et al. [44] was 99.253%, and the pressure drop was 173 Pa. Li Meng et al. [45] had produced a reusable composite filter material utilizing polytetrafluoroethylene (PTFE) microporous film and PP-based melt-blown nonwoven fabric. The filter material shows strong bond strength and a stable structure, with a filtration efficiency of up to 99.95% and a filtration resistance of 350 Pa. In comparison to the high-efficiency filter materials used in commercially available indoor air purifiers, this material demonstrates the characteristics of high efficiency and low resistance, in addition to being reusable. Mohammad Zakaria et al. [46] employed PP nanofibers with an average diameter of 228 nm to fabricate a nanofiber membrane via the wet-layering method. The resulting membrane showed a porosity of 70.8%, an average pore size of 0.087m, and a size distribution that was the narrowest observed. The filtration performance of the developed polypropylene nanofiber membrane was markedly enhanced in comparison to commercially available polypropylene fiber membranes.
3.3.2. Oil Absorbent Materials
The melt-blown nonwoven process offers several advantages, like simple operation, low energy consumption and friendly processing environment, which makes it easily scalable for mass production. And the produced fiber has unique characteristics, including large specific surface area, light weight, and low cost, which make it highly suitable for use as adsorbent material for oil pollutants [47,48].
Guo. et al. [49] had fabricated PP melt-blown nonwovens with diverse mesh structures by modulating the primary process parameters. The equilibrium time for benzene series adsorption is approximately 10 seconds, and the adsorption amount rises with a reduction in fiber diameter and an increase in porosity. Consequently, an appropriate porosity and fiber fineness are indispensable conditions for augmenting the adsorption performance and rate. S.S. Sokolovic et al. [50] studied polypropylene fibers as a bed layer coalescent and found that for PP materials, a large number of capillaries are formed at a higher bed porosity, which is conducive to the effective coalescence of oil droplets and thus better separation of oil droplets. On this basis, waste polypropylene bags used to package vegetables can be transformed into rectangular cross-section fibers as a filter medium, which can reduce the oil concentration in the effluent to less than 15 mg/L. Moreover, these raw materials without any cost reduce environmental pollution. In the study conducted by Zhang et al. [51], an acid potassium permanganate solution was employed to oxidize PP melt-blown nonwoven materials, facilitating the deposition of MnOx particles on the fiber surface and imparting the materials with hydrophobic and lipophilic properties. The separation efficiency of oil-water mixtures prepared from a range of mineral and vegetable oils could reached over 99%, and the permeability flux could reach 61177 L/(·h).
PP-based melt-blown nonwovens are extensively utilized in oil absorption. The principal tendency to enhance their oil absorption capacity is to augment the specific surface area and porosity through physical modification and to introduce specific functional groups through chemical modification. However, PP is not biodegradable. If not managed correctly, it can easily result in secondary pollution, which has emerged as a significant challenge in their utilization. Considering these, PLA, PBE, PBS and other biodegradable materials have progressively emerged as favored options for melt-blown nonwoven oil absorption materials. Zhao Jian [52] employed the suspension polymerization method to synthesize polybutyl methacrylate-co-hydroxyethyl methacrylate (PBMA-co-HEMA) (monomer ratio 95/5Wt%). The non-woven fabric obtained by melt-blown spinning shows an oil absorption capacity of 7-10 g/g for a range of oils. The combination of mixed fiber provides a substantial space for oil absorption and storage, which has the potential to be used for large-scale oil spill removal in the future. In another study, Li et al. [53] blended the PBE and PLA to fabricate polymeric raw materials, subsequently producing PLA/PBE micro-nano nonwoven materials through melt-blown processes. The materials possess a three-dimensional porous structure, the breaking elongation strength of the materials is enhanced in comparison with pure PLA. Additionally, the water contact angle is 134°, and the maximum oil absorption rate can reach 10.34 g/g. Yu, J. S. et al. [54] employed the improved melt-blown process to prepare PLA melt-blown microfiber oil-absorbing material with characteristics of fluffy-structure, fast oil absorption rate and high oil absorption ratio. In addition, PLA has excellent biodegradability, and can be completely degraded by microorganisms in soil within one year after wasted, generating carbon dioxide and water, which will not cause environmental pollution.
3.3.3. Heavy Metal Ions Adsorption
Melt-blown polypropylene fiber is a commonly utilized material in the preparation of adsorption materials due to its favorable chemical and mechanical stability, cost-effectiveness, and accessibility. However, its inherent limitations, including low polarity, inadequate hydrophilicity, especially the absence of active functional groups, present challenges in its direct application for the removal of heavy metal ions from wastewater. In response to this, some researchers have conducted investigations to address these shortcomings.
To remove heavy metals and from wastewater, Chen et al. [55] designed, and successfully prepared PP-based chelating fibers (PP-g-GMA-DETA) based on Pearson’s HSAB theory. Its largest adsorption capacities of and in wastewater reached 41.87 mg/g and 31.40 mg/g, respectively. Changkun Liu et al. [56] successfully prepared a polypropylene hollow fiber membrane with selective adsorption properties. The prepared PP-PAM exhibits high adsorption of Hg (II) ions in aqueous solution, with a maximum theoretical adsorption capacity of 0.854 mmol/g. Another way, to effectively treat uranium-containing wastewater to prevent it from polluting the environment, Saffar, A. et al. [57] prepared PP-g-AA fibers by grafting epoxy groups onto PP melt-blown fibers through pre-irradiation, followed by azomethine addition and amine oxime. The saturated adsorption capacity at pH 6 and a temperature of 298 K was 94.12 mg/g. To remove and from water, R. Chen et al. [58] utilized ultrasonic waves to promote chemical grafting. Benzoyl peroxide was employed as the initiator to graft methacrylic acid (MAA) onto the surface of melt-blown PP fibers in an aqueous suspension system. Weakly acidic cation exchange fibers (PP-g-MAA fibers) with a grafting rate of 7.5% were prepared. The adsorption and removal rates of and were 90% and 95%, respectively. Luo, Z. et al. [59] employed the technique of suspension graft copolymerization of water and solid to modify granular PP with dual monomer glycidyl methacrylate (GMA) and acrylamide (AM). Subsequently, they produced Cr (VI) imprinted fibers through a melt-blown nonwoven process. The preparation principle is illustrated in Figure 9. The prepared Cr (VI) imprinted fibers show excellent selectivity for Cr (VI), with a maximum adsorption capacity of 43.2 mg/g at pH=3.
3.3.4. Organic Pollutant Removal
In the context of global industrialization, the emission and accumulation of organic pollutants have emerged as a significant concern on a global scale. The distinctive benefits of adsorption technology in the domain of organic pollutant removal have positioned it as a prominent area of research, and the advancement of melt-blown nonwoven technology has facilitated the development of highly effective adsorption materials.
Luo et al. [60] produced reactive macromolecular radicals on the surface of melt-blown polypropylene fibers utilizing argon plasma irradiation, subsequently preparing surface-modified PP fibers (PP-g-St) through the in situ grafting of styrene monomers (St). At a grafting rate of 5.7%, the adsorption capacities of benzene, toluene, and xylene reached 18.6, 16.8, and 13.4 g/g, respectively. Lian et al. [61] employed PP as the matrix, AA, and MAH as the functional monomers, and prepared PP-g-(AA-MAH) fibers via the suspension grafting and melt spinning processes. This resulted in a significant enhancement in the hydrophilicity of the fibers, with an aniline adsorption capacity reaching 42.2 mg/g.
In a study, L. Bing et al. [62] introduced carboxyl group on the surface of PP fiber by radiation grafting polyacrylic acid and then reacted it with Fe3+ ions to form a complex Fe-PAA-g-PP on the surface of the fiber. Under ultraviolet radiation, the degradation rate of dye reactive red 195 was close to 90%. L. Werner et al. [63] treated commercially available PP melt-blown nonwoven materials with plasma to enhance their wettability. Subsequently, ZnO nuclei were deposited on the fiber surface, and finally, ZnO rods were grown on the fiber surface by a low-temperature hydrothermal method. The resulting ZnO/PP material demonstrated effective photocatalytic removal of organic pollutants in water. LIU Yuhao et al. [64] employed terephthalic acid as an organic ligand and ferric trichloride hexahydrate as the central metal source and combined the solvothermal method with the impregnation process to synthesize /MIL-88B(Fe)@PP composite melt-blown non-woven materials in situ on the surface of PP melt-blown materials. The composite demonstrated an exceptional removal rate of over 80% for the three organic dyes, namely MB, AO7, and AR73. Besides, the removal rate for MB even reached 87%.
3.3.5. Medical and Health Materials
The EU standard EN 14683 distinguishes between fabric masks, which are made of textiles, and medical (surgical) masks, which are made of multi-layer nonwoven materials. For the mask to be suitable for medical purposes, it must meet two basic requirements. Firstly, the material used to make the mask must provide an effective barrier to the spread of droplets (≥5m). Secondly, the components of the mask must not interfere with normal breathing [65].
Čepič, Gracija et al. [66] investigated the effect of combining the spunbond and melt-blown processes on the functional properties of medical nonwovens. The find showed that a five-layer composite comprising three layers of spunbond(S) and two layers of melt-blown (M) produced from PP fibers represents the optimal solution for medical masks, as it has the capacity to filter out pollutants while maintaining good air permeability.
However, when PP melt-blown cloth is utilized as a medical material, including masks and others, the captured pathogenic bacteria can readily proliferate on the surface and within the pores of the melt-blown cloth fibers under conditions of appropriate temperature and humidity. In response to this issue, the combination of an antimicrobial agent with PP melt-blown cloth renders the material antibacterial, which could satisfy the requirements for melt-blown cloth in medical and hygiene applications [67, 68].
Jeong, S.H. et al. [69] employed ultraviolet radiation to deposit silver ions on a melt-blown base fabric to prepare a silver-loaded PP melt-blown cloth. The results showed that at a concentration of 5% silver nitrate and following 30 minutes of ultraviolet radiation, the PP melt-blown cloth exhibited the most optimal silver loading effect, with an average filtration efficiency of 93.95%. Furthermore, the material displayed the potential for reuse after repeated washing. In the study conducted by MA, Y. et al. [70], the melt-blown process was employed to graft methyl acrylamide (MAM) as an acyclic halogen precursor onto PP raw materials. These materials were then immersed in an active chlorine solution, resulting in the production of a halogen-bearing amine-type antimicrobial PP melt-blown cloth. The experimental results demonstrated that the bactericidal effect of this cloth exceeded 99%. WU R et al. [71] anchored oxidized dextran on the surface of melt-blown cloth fibers and grafted the poly hexamethylene guanidine antimicrobial agent to the aldehyde group surface, thereby preparing a guanidine-loaded PP antimicrobial melt-blown cloth. The proportion of dead Escherichia coli on the surface of the melt-blown cloth increased from 17.8% to 92.0%. Furthermore, in the field of modified and composite materials, Anna et al. [72] incorporated into an isotactic PP polymer matrix to prepare a nanocomposite film by melt-blown, and the antibacterial activity of the oxide part was enhanced through surface charge carrier treatment. The findings demonstrated that when the loading was 2Wt%, the nanocomposite film exhibited the most effective bactericidal properties against both gram-positive and gram-negative bacteria.
As an emerging material, graphene possesses a large specific surface area. When combined with the surface of the PP melt-blown cloth fiber, it forms a lamellar structure with nano-knife characteristics, which can physically damage the bacterial cell membrane, thereby imparting the melt-blown cloth with antibacterial and sterilizing properties. Kogut, I. et al. [73] utilized PP as the raw material to prepare graphene-modified PP melt-blown cloth via supercritical ethanol method, and the anti-novel coronavirus activity rate reached 99.42%. The mask prepared with this material demonstrated a bacteriostatic rate of 96% against Staphylococcus aureus and Escherichia coli and 93% against Candida albicans even after normal wear for 16 hours.
3.3.6. Sound Absorbing Materials
The reduction of noise can be achieved through three principal methods: at the source, at the ear, and during the transmission process. Three fundamental mechanisms exist for the reduction of noise during transmission: absorption, damping, and isolation [74-76].
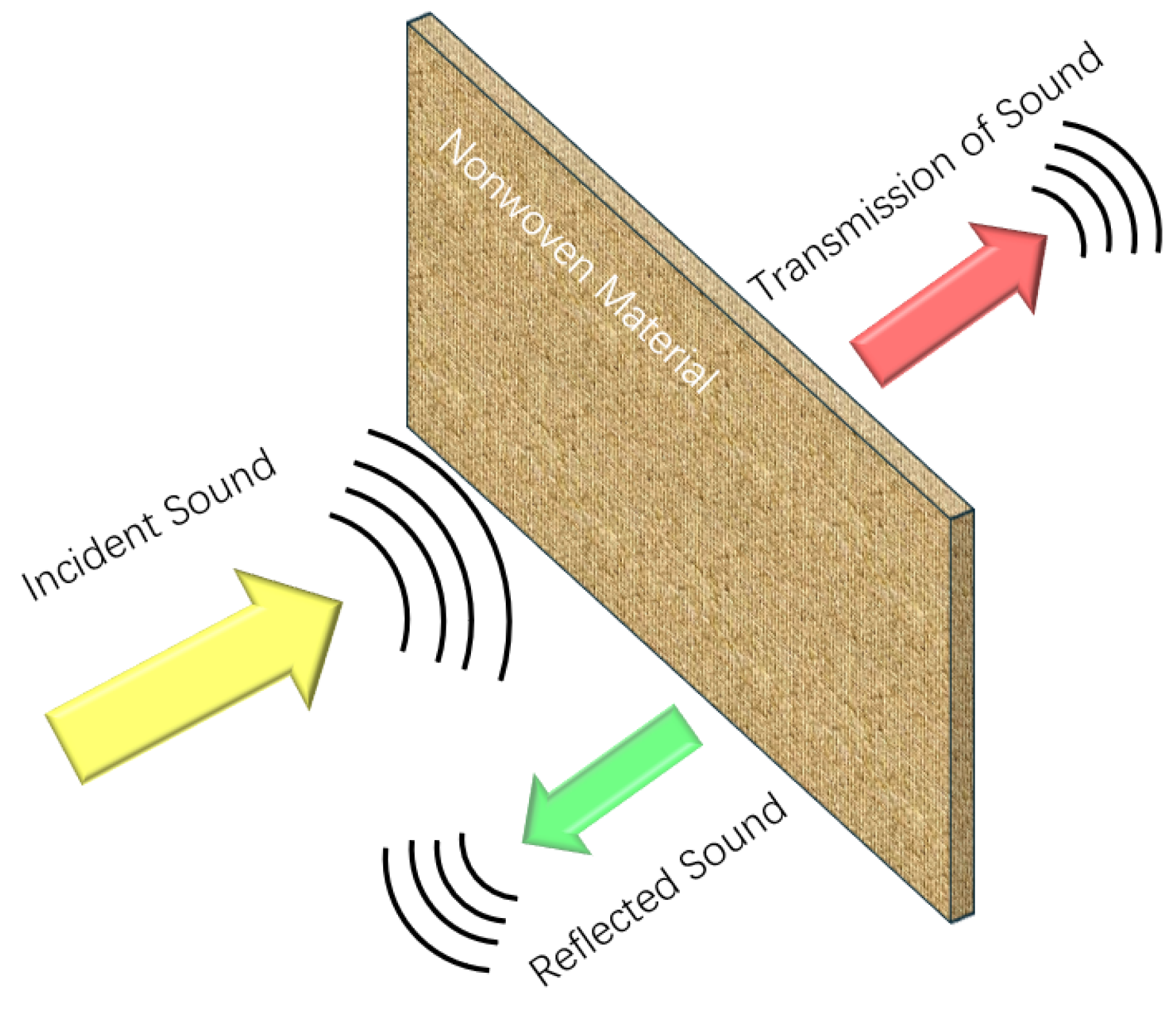
"Sound insulation" refers to reducing the penetration of noise into other areas, while "sound absorption" refers to reducing the reflection and energy of sound on the surfaces. The sound absorption coefficient of a material depends on the degree of presence of air molecules on the surface of the material and in the pores [77-79]. As illustrated in Figure 10, when sound waves are incident vertically on the surface of the material, a part of them are reflected directly from the material surface, while the rest are transmitted into the interior of the material through capillaries that permeate the outside. Most of the energy is absorbed due to scattering and vibration of the fibers. Furthermore, heat exchange between the air and the material also causes attenuation of the sound wave energy. Consequently, the sound absorption of porous non-woven fabrics is the consequence of the combined effects of air viscosity and heat transfer. Some researchers [80] employed cotton, polyester boards, and polypropylene fibers to create nonwoven materials and tested their sound absorption properties in the frequency range of 100-1500 Hz. The results demonstrated that polypropylene microfiber melt-blown nonwoven fabric samples exhibited good sound absorption properties throughout the entire frequency range. Additionally, the incorporation of multi-layer samples also led to an enhancement in sound absorption properties.
While some scholars [81] posit that the number of layers is not infinite. The researchers investigated the impact of the sound absorption coefficient on the heat conduction of materials and discovered that enhancing thermal conductivity can enhance sound absorption performance. This is because an increase in thermal conductivity increases the amount of sound energy converted into heat energy and transferred directly to the outside, which reduces noise within the composite structure. In other words, the sound absorption performance of non-woven materials can be enhanced by increasing the thermal conductivity, which also places a limit on the number of layers of sound-absorbing materials.
It has been demonstrated in the existing literature that the sound absorption coefficient of pure polypropylene can be modified by the appropriate selection of the filler introduced into the polypropylene matrix. For instance [82], the use of a filler derived from the jute plant has been shown to result in a notable increase in the absorption coefficient at frequencies above 3000 Hz. In another study, the researchers [83] employed jute fibers as a reinforcing material and polypropylene as a matrix to prepare jute fiber/polypropylene (JF/PP) composites. Based on this approach, microporous composites with varying perforation characteristics and thickness were developed. These composites demonstrate a dual focus on economic and environmental considerations, while also exhibiting commendable sound absorption performance in the low and medium frequency bands.
The research trend concerning the sound absorption performance of melt-blown nonwoven materials primarily concentrates on the utilization of nonwoven, weaving, knitting, and other processes to study the influence of fiber structure on sound absorption performance, and enhance the porosity and air permeability of the material. Further research and development of varied materials laminated composite sound-absorbing materials, such as the combination of natural fibers and agricultural waste with polypropylene fibers, considers both environmental protection and economic factors.
3.3.7. New Energy Applications
The expansion of the new energy market has resulted in the pervasive adoption of lithium batteries, largely due to their high energy density, rapid charging and discharging capabilities, and other advantageous properties. Among these, the separator represents a crucial component, ensuring the free movement of lithium ions in new energy batteries without short circuits [84-86].
At present, the diaphragm is commonly used in the manufacture of polyolefin materials, but there are shortcomings such as poor thermal stability and low electrolyte absorption rate. While melt-blown nonwoven materials are increasingly widely used in the field of new energy lithium battery diaphragm due to the advantages of high porosity, entangled pore structure, high electrolyte absorption rate and small shrinkage rate [87-89]. The thermal stability is one of the most important evaluation factors in the application of battery separators and melt-blown nonwoven materials need to have high melting point to ensure their thermal stability. Therefore, the focus of research is on how to balance the melt-blown process and thermal stability to obtain melt-blown battery separator materials with excellent overall performance [90-92]. C.N. Zhang et al. [93] prepared a composite separator by covering the surface of a PP melt-blown nonwoven material with particles to improve the safety of the battery separator. The results demonstrated that the incorporation of particles enhanced the ionic conductivity and thermal stability of the material, and in particular, the Coulombic efficiency was superior to that of other materials, making it more suitable for use as a battery separator.
Furthermore, there is also concern about the role of the network pores of the battery separator and their effect on the electrochemical performance of the battery. In the study by Luiso et al. [94], lithium-ion battery separators with variable fiber pore sizes and pore size distributions were prepared using three different techniques: melt-blown, electrospinning, and shear spinning. The three membranes showed analogous trends when subjected to cycling in lithium-ion batteries, i.e., reduced capacity loss and improved cycling stability when the fiber/pore distribution was widened and/or the pore size was reduced. The finding showed that the cycle performance of lithium-ion batteries can be markedly enhanced by engineering a membrane with a reticular structure comprising small, uniform pores and a broad pore size distribution.
4. Summary and Future Directions
So far, melt-blown nonwovens have obtained a substantial development in various industries because of their characteristics including high production efficiency, large specific surface area and small aperture, while in industrial practice, there are still many challenges in the modification of raw materials, process optimization, actual use, etc.
Take melt-blown nonwoven raw materials as the example, mainly polypropylene materials. It is difficult to degrade or recycle, easy to cause environmental pollution and other shortcomings, and biodegradable PLA materials, although environmentally friendly, there are high raw material prices, lack of stability and other issues. Therefore, in the selection of raw materials to pay more attention to the economy, processability, material strength, durability, stability and so on, while improving the efficiency of raw material use, reduce the waste of resources.
In terms of production processes, more technologies combine with each other to develop more modification methods. The performance, structural strength and market potential of melt-blown nonwoven materials have all been effectively improved. However, in terms of process design, the precise control of solids, porosity, pore size, fiber orientation, fiber entanglement, finer fiber diameters, and special polymer structures (like biopolymers) remain challenges when oriented towards practical applications.
5. Conclusion
A systematic review of the development of melt-blown nonwoven technology and its application in key fields in recent years has been compiled in this paper. The progress of melt-blown nonwovens research in recent years is visually demonstrated through literature analysis. Then, this review briefly introduces the melt-blown process flow and micro/nano fibers manufacturing principle. It covers the development of melt-blown raw materials and melt-blown process technology. And we highlight the application status of melt-blown nonwovens in the fields of media filtration, oil-water separation, heavy metal ion adsorption, organic pollutant removal and new energy. The review concludes by identifying current challenges and suggesting future research directions of melt-blown nonwoven, which intends to provide valuable references for its future development extension and cross-field applications.
Author Contributions
Conceptualization, Ziyang Fang, Jie Wang and Sijia Xie; methodology, Ziyang Fang, Jie Wang and Sijia Xie; software, Sijia Xie; investigation, Ziyang Fang, Jie Wang and Sijia Xie; resources, Zhouyang Lian, Zhengwei Luo, Yan Du, Xueying Zhang; writing—original draft preparation, Ziyang Fang; writing—review and editing, Ziyang Fang, Jie Wang and Sijia Xie; visualization, Ziyang Fang, Jie Wang and Sijia Xie; supervision, Zhouyang Lian, Zhengwei Luo, Yan Du, Xueying Zhang; project administration, Zhouyang Lian, Zhengwei Luo, Yan Du, Xueying Zhang; funding acquisition, Zhouyang Lian. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Key Research and Development Program of Karamay (Grant Number 2024zdyf0009).
Acknowledgments
Z.L. (Zhouyang Lian) would like to thank the support from the Key Research and Development Program of Karamay (Grant Number 2024zdyf0009).
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Wang, P.L.; Roschli, A.; Paranthaman, M.P.; Theodore, M.; Cramer, C.L.; Zangmeister, C.; Zhang, Y.P.; Urban, J.J.; Love, L. Recent developments in filtration media and respirator technology in response to COVID-19. Mrs Bulletin 2021, 46, 822–831. [Google Scholar] [CrossRef]
- Wang, W.; Lu, C. Visualization analysis of big data research based on Citespace. Soft Computing 2019, 24, 8173–8186. [Google Scholar] [CrossRef]
- Hufenus, R.; Yan, Y.R.; Dauner, M.; Kikutani, T. Melt-Spun Fibers for Textile Applications. Materials 2020, 13. [Google Scholar] [CrossRef]
- Sun, G.W.; Han, W.L.; Wang, Y.D.; Xin, S.F.; Yang, J.R.; Zou, F.D.; Wang, X.H.; Xiao, C.F. Overview of the Fiber Dynamics during Melt Blowing. Industrial & Engineering Chemistry Research 2022, 61, 1004–1021. [Google Scholar] [CrossRef]
- Hao, X.B.; Zeng, Y.C. A Review on the Studies of Air Flow Field and Fiber Formation Process during Melt Blowing. Industrial & Engineering Chemistry Research 2019, 58, 11624–11637. [Google Scholar] [CrossRef]
- Banerji, A.; Jin, K.L.; Mahanthappa, M.K.; Bates, F.S.; Ellison, C.J. Porous Fibers Templated by Melt Blowing Cocontinuous Immiscible Polymer Blends. Acs Macro Letters 2021, 10, 1196–1203. [Google Scholar] [CrossRef]
- Xu, H.Z.; Yagi, S.; Ashour, S.; Du, L.; Hoque, M.E.; Tan, L. A Review on Current Nanofiber Technologies: Electrospinning, Centrifugal Spinning, and Electro-Centrifugal Spinning. Macromolecular Materials and Engineering 2023, 308. [Google Scholar] [CrossRef]
- Pan, K.; Gu, H.; Cao, B. Interfacially polymerized thin-film composite membrane on UV-induced surface hydrophilic-modified polypropylene support for nanofiltration. Polymer Bulletin 2013, 71, 415–431. [Google Scholar] [CrossRef]
- Liu, N.; Li, Y.G.; Xie, D.D.; Zeng, Q.R.; Xu, H.B.; Ge, M.Z.; Zhang, W.; Zhang, Y.; Liu, R.; Dai, J.M.; et al. UV stabilizer intercalated layered double hydroxide to enhance the thermal and UV degradation resistance of polypropylene fiber. Polymer Testing 2023, 121. [Google Scholar] [CrossRef]
- Pu, Y.; Zheng, J.; Chen, F.X.; Long, Y.Z.; Wu, H.; Li, Q.S.; Yu, S.X.; Wang, X.X.; Ning, X. Preparation of Polypropylene Micro and Nanofibers by Electrostatic-Assisted Melt Blown and Their Application. Polymers 2018, 10. [Google Scholar] [CrossRef]
- Guo, R.B.; Guo, X.D.; Pei, H.B.; Liu, W.T.; Guo, W.; Fang, M.Q.; Liu, N.J.; Mo, Z.L. Polyphenylene sulfide hydrophobic composite coating with high stability, corrosion resistance and antifouling performance. Surfaces and Interfaces 2021, 27. [Google Scholar] [CrossRef]
- An, Y.; Yu, S.; Li, S.; Wang, X.; Yang, W.; Yousefzadeh, M.; Bubakir, M.M.; Li, H. Melt-electrospinning of Polyphenylene Sulfide. Fibers and Polymers 2019, 19, 2507–2513. [Google Scholar] [CrossRef]
- Gao, Y.; Zhou, X.H.; Zhang, M.L.; Lyu, L.H.; Li, Z.H. Polyphenylene Sulfide-Based Membranes: Recent Progress and Future Perspectives. Membranes 2022, 12. [Google Scholar] [CrossRef] [PubMed]
- Yu, Y.; Xiong, S.W.; Huang, H.; Zhao, L.; Nie, K.; Chen, S.H.; Xu, J.; Yin, X.Z.; Wang, H.; Wang, L.X. Fabrication and application of poly (phenylene sulfide) ultrafine fiber. Reactive & Functional Polymers 2020, 150. [Google Scholar] [CrossRef]
- Wölfel, B.; Seefried, A.; Allen, V.; Kaschta, J.; Holmes, C.; Schubert, D. Recycling and Reprocessing of Thermoplastic Polyurethane Materials towards Nonwoven Processing. Polymers 2020, 12. [Google Scholar] [CrossRef]
- Peng, M.; Jia, H.; Jiang, L.; Zhou, Y.; Ma, J. Study on structure and property of PP/TPU melt-blown nonwovens. The Journal of The Textile Institute 2018, 110, 468–475. [Google Scholar] [CrossRef]
- Wu, Z.C.; Zhang, Z.J.; Wei, W.; Yin, Y.Q.; Huang, C.X.; Ding, J.; Duan, Q.S. Investigation of a novel poly (lactic acid) porous material toughened by thermoplastic polyurethane. Journal of Materials Science 2022, 57, 5456–5466. [Google Scholar] [CrossRef]
- Arjmandi, R.; Yildirim, I.; Hatton, F.; Hassan, A.; Jefferies, C.; Mohamad, Z.; Othman, N. Kenaf fibers reinforced unsaturated polyester composites: A review. Journal of Engineered Fibers and Fabrics 2021, 16. [Google Scholar] [CrossRef]
- Liu, G.H.; Guan, J.; Wang, X.F.; Yu, J.Y.; Ding, B. Polylactic Acid (PLA) Melt-Blown Nonwovens with Superior Mechanical Properties. Acs Sustainable Chemistry & Engineering 2023, 11, 4279–4288. [Google Scholar] [CrossRef]
- Yu, B.; Cao, Y.; Sun, H.; Han, J. The Structure and Properties of Biodegradable PLLA/PDLA for Melt-Blown Nonwovens. Journal of Polymers and the Environment 2016, 25, 510–517. [Google Scholar] [CrossRef]
- Pabjańczyk-Wlazło, E.K.; Puszkarz, A.K.; Bednarowicz, A.; Tarzyńska, N.; Sztajnowski, S. The Influence of Surface Modification with Biopolymers on the Structure of Melt-Blown and Spun-Bonded Poly(lactic acid) Nonwovens. Materials 2022, 15. [Google Scholar] [CrossRef]
- Zhu, F.; Su, J.; Wang, M.; Hussain, M.; Yu, B.; Han, J. Study on dual-monomer melt-grafted poly(lactic acid) compatibilized poly(lactic acid)/polyamide 11 blends and toughened melt-blown nonwovens. Journal of Industrial Textiles 2018, 49, 748–772. [Google Scholar] [CrossRef]
- Li, Y.Y.; Li, P.X.; Wu, M.J.; Yu, X.Y.; Naito, K.; Zhang, Q.X. Halloysite nanotubes grafted polylactic acid and its composites with enhanced interfacial compatibility. Journal of Applied Polymer Science 2021, 138. [Google Scholar] [CrossRef]
- Sun, C.Q.; Zhang, D.; Liu, Y.B.; Xiao, R. Preliminary study on fiber splitting of bicomponent meltblown fibers. Journal of Applied Polymer Science 2004, 93, 2090–2094. [Google Scholar] [CrossRef]
- Zhou, Y.F.; Jiang, L.; Jia, H.Y.; Xing, X.L.; Sun, Z.H.; Chen, S.J.; Ma, J.W.; Jerrams, S. Study on Spinnability of PP/PU Blends and Preparation of PP/PU Bi-component Melt Blown Nonwovens. Fibers and Polymers 2019, 20, 1200–1207. [Google Scholar] [CrossRef]
- Pan, Z.H.; Liu, G.H.; Chen, X.Y.; Babar, A.A.; Dong, Y.J.; Wang, X.F. Water electret charging based polypropylene/electret masterbatch composite melt-blown nonwovens with enhanced charge stability for efficient air filtration. J. Text. Inst. 2022, 113, 2128–2134. [Google Scholar] [CrossRef]
- Fatihou, A.; Zouzou, N.; Dascalescu, L. Particle Collection Efficiency of Polypropylene Nonwoven Filter Media Charged by Triode Corona Discharge. IEEE Transactions on Industry Applications 2017, 53, 3970–3976. [Google Scholar] [CrossRef]
- Liu, C.; Dai, Z.J.; He, B.; Ke, Q.F. The Effect of Temperature and Humidity on the Filtration Performance of Electret Melt-Blown Nonwovens. Materials 2020, 13. [Google Scholar] [CrossRef]
- Chen, C.; Chen, G.; Zhang, J.; Lin, Y.; Yu, Y.; Gao, X.; Zhu, L. Study on corona charging characteristic of melt-blown polypropylene electret fabrics. Journal of Electrostatics 2023, 121. [Google Scholar] [CrossRef]
- Zhang, J.F.; Chen, G.J.; Zhou, Z.N.; Huang, C.L.; Wang, Z.Y.; Chen, C.; Ma, T.F.; Liu, P.P. Correlation of antibacterial performance to electrostatic field in melt-blown polypropylene electret fabrics. Journal of Electrostatics 2022, 115. [Google Scholar] [CrossRef]
- Tyubaeva, P.; Zykova, A.; Podmasteriev, V.; Olkhov, A.; Popov, A.; Iordanskii, A. The Investigation of the Structure and Properties of Ozone-Sterilized Nonwoven Biopolymer Materials for Medical Applications. Polymers 2021, 13. [Google Scholar] [CrossRef] [PubMed]
- Planche, M.P.; Khatim, O.; Dembinski, L.; Coddet, C.; Girardot, L.; Bailly, Y. Velocities of copper droplets in the De Laval atomization process. Powder Technology 2012, 229, 191–198. [Google Scholar] [CrossRef]
- Zhou, Q.; Li, M.X.; Yao, X.H.; Lian, Z.Y.; Zhang, C.; Wei, W.J.; Huang, J. Preparation of Polypropylene Chelating Fibers by Quenching Pretreatment and Suspension Grafting and Their Pb Adsorption Ability. Fibers and Polymers 2014, 15, 2238–2246. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, J.X.; Zhang, H.F.; Hou, J.; Wang, Y.X.; Deng, C.; Huang, C.; Jin, X.Y. Multi-Layered, Corona Charged Melt Blown Nonwovens as High Performance PM Air Filters. Polymers 2021, 13. [Google Scholar] [CrossRef]
- Feng, J.; Li, R.; Wang, J.; Wu, C. Study on Intercalated Melt-blown Nonwovens Based on Product Performance Control Mechanism. Highlights in Science, Engineering and Technology 2023, 69, 566–575. [Google Scholar] [CrossRef]
- Kara, Y.; Molnár, K. A review of processing strategies to generate melt-blown nano/microfiber mats for high-efficiency filtration applications. Journal of Industrial Textiles 2022, 51, 137s–180s. [Google Scholar] [CrossRef]
- Ramaiah, G.B.; Mekonnen, S.; Solomon, E.; Melese, B.; Rao, K.P. Evaluation of contact angle of water proof coated fabric made from melt-blown polyester non-woven and acrylic polymeric materials. Journal of Physics: Conference Series 2021, 1913. [Google Scholar] [CrossRef]
- Chen, E. Research on Performance Control of Intercalated Melt-blown Nonwoven Materials. Journal of Physics: Conference Series 2023, 2562. [Google Scholar] [CrossRef]
- Höhnemann, T.; Schnebele, J.; Arne, W.; Windschiegl, I. Nanoval Technology—An Intermediate Process between Meltblown and Spunbond. Materials 2023, 16. [Google Scholar] [CrossRef]
- Huang, M.M.; Li, R.Z.; Wu, M.L.; Yang, P.F. Preparation of alkali-modified amino-functionalized magnetic loofah biochar and its adsorption properties for uranyl ions. Journal of Radioanalytical and Nuclear Chemistry 2023, 332, 3079–3092. [Google Scholar] [CrossRef]
- Rahman, M.H.; Bhoi, P.R. An overview of non-biodegradable bioplastics. Journal of Cleaner Production 2021, 294. [Google Scholar] [CrossRef]
- Dai, Z.J.; Zhu, J.; Yan, J.Q.; Su, J.F.; Gao, Y.F.; Zhang, X.; Ke, Q.F.; Parsons, G.N. An Advanced Dual-Function MnO2-Fabric Air Filter Combining Catalytic Oxidation of Formaldehyde and High-Efficiency Fine Particulate Matter Removal. Advanced Functional Materials 2020, 30. [Google Scholar] [CrossRef]
- Hassan, M.A.; Yeom, B.Y.; Wilkie, A.; Pourdeyhimi, B.; Khan, S.A. Fabrication of nanofiber meltblown membranes and their filtration properties. Journal of Membrane Science 2013, 427, 336–344. [Google Scholar] [CrossRef]
- Podgórski, A.; Bałazy, A.; Gradoń, L. Application of nanofibers to improve the filtration efficiency of the most penetrating aerosol particles in fibrous filters. Chemical Engineering Science 2006, 61, 6804–6815. [Google Scholar] [CrossRef]
- Li, M.; Dai, Z.; Huang, C.; Ke, Q.; Gu, L. Preparation and Filtration Performance of PTFE Membrane/Bi-component Melt-Blown Nonwoven Composite Filter Material. Journal of Donghua University(Natural Science Edition) 2018, 44, 174–181. [Google Scholar] [CrossRef]
- Zakaria, M.; Shibahara, K.; Bhuiyan, A.H.; Nakane, K. Preparation and characterization of polypropylene nanofibrous membrane for the filtration of textile wastewater. Journal of Applied Polymer Science 2022, 139. [Google Scholar] [CrossRef]
- Zhang, H.; Zhen, Q.; Yan, Y.; Guan, X.; Liu, R.; Liu, Y. Polypropylene/polyester composite micro/nano-fabrics with linear valley-like surface structure for high oil absorption. Materials Letters 2020, 261. [Google Scholar] [CrossRef]
- Alassod, A.; Abedalwafa, M.A.; Xu, G.B. Evaluation of polypropylene melt blown nonwoven as the interceptor for oil. Environmental Technology 2021, 42, 2784–2796. [Google Scholar] [CrossRef]
- Guo, M.L.; Chen, H.N.; Luo, Z.W.; Lian, Z.Y.; Wei, W. Selective Removal of Pb(II) Ions from Aqueous Solutions by Acrylic Acid/Acrylamide Comonomer Grafted Polypropylene Fibers. Fibers and Polymers 2017, 18, 1459–1467. [Google Scholar] [CrossRef]
- Sokolovic, S.S.; Kiralj, A.I.; Sokolovic, D.S.; Jokic, A.I. Application of waste polypropylene bags as filter media in coalescers for oily water treatment. Hemijska Industrija 2019, 73, 147–154. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, L.; Zhang, C.; Long, X.; Zheng, Y.; Zuo, Y.; Jiao, F. MnOx-mineralized oxidized-polypropylene membranes for highly efficient oil/water separation. Separation and Purification Technology 2021, 276. [Google Scholar] [CrossRef]
- Zhao, J.; Xiao, C.; Xu, N. Evaluation of polypropylene and poly (butylmethacrylate-co-hydroxyethylmethacrylate) nonwoven material as oil absorbent. Environmental Science and Pollution Research 2012, 20, 4137–4145. [Google Scholar] [CrossRef]
- Li, H.; Zhang, H.; Hu, J.J.; Wang, G.F.; Cui, J.Q.; Zhang, Y.F.; Zhen, Q. Facile Preparation of Hydrophobic PLA/PBE Micro-Nanofiber Fabrics via the Melt-Blown Process for High-Efficacy Oil/Water Separation. Polymers 2022, 14. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.S.; Zhao, T.; Li, C.T.; Pan, H.W.; Tan, Z.Y.; Yang, H.L.; Zhang, H.L. Preparation and characterization of biodegradable polylactic acid/poly (butylene adipate-co-terephthalate) melt-blown nonwovens for oil-water separation. Colloid. Polym. Sci. 2024, 302, 43–56. [Google Scholar] [CrossRef]
- Chen, H.N.; Guo, M.L.; Yao, X.H.; Luo, Z.W.; Dong, K.; Lian, Z.Y.; Wei, W.J. Green and Efficient Synthesis of an Adsorbent Fiber by Plasma-induced Grafting of Glycidyl Methacrylate and Its Cd(II) Adsorption Performance. Fibers and Polymers 2018, 19, 722–733. [Google Scholar] [CrossRef]
- Liu, C.; Jia, J.; Liu, J.a.; Liang, X. Hg selective adsorption on polypropylene-based hollow fiber grafted with polyacrylamide. Adsorption Science & Technology 2017, 36, 287–299. [Google Scholar] [CrossRef]
- Saffar, A.; Carreau, P.J.; Ajji, A.; Kamal, M.R. Development of polypropylene microporous hydrophilic membranes by blending with PP-g-MA and PP-g-AA. Journal of Membrane Science 2014, 462, 50–61. [Google Scholar] [CrossRef]
- Chen, R.; Zhao, C.; Bai, M.; Li, T. Study of Graft Copolymerization on Polypropylene Fiber and Its Adsorption Behaviors. Journal of Shenyang Institute of Chemical Technology 2010, 24, 6. [Google Scholar] [CrossRef]
- Luo, Z.W.; Li, L.; Guo, M.L.; Jiang, H.; Geng, W.H.; Wei, W.J.; Lian, Z.Y. Water-solid Suspension Grafting of Dual Monomers on Polypropylene to Prepare Ion-imprinted Fibers for Selective Adsorption of Cr(VI). Fibers and Polymers 2020, 21, 2729–2739. [Google Scholar] [CrossRef]
- Luo, Z.W.; Chen, H.N.; Xu, J.J.; Guo, M.L.; Lian, Z.Y.; Wei, W.J.; Zhang, B.H. Surface grafting of styrene on polypropylene by argon plasma and its adsorption and regeneration of BTX. Journal of Applied Polymer Science 2018, 135. [Google Scholar] [CrossRef]
- Lian, Z.Y.; Xu, Y.Y.; Zuo, J.; Qian, H.; Luo, Z.W.; Wei, W.J. Preparation of PP-g-(AA-MAH) Fibers Using Suspension Grafting and Melt-Blown Spinning and its Adsorption for Aniline. Polymers 2020, 12. [Google Scholar] [CrossRef] [PubMed]
- Bing, L.; Yongchun, D. Coordination Kinetics of Different Carboxylic Fiber with Fe3+ and Catalytic Degradation Performance of Their Fe3+ Complexes. Chem. J. Chin. Univ.-Chin. 2014, 35, 1761–1770. [Google Scholar] [CrossRef]
- Werner, L.; Nowak, B.; Jackiewicz-Zagórska, A.; Glofit-Szymczak, R.L.; Górny, R.L. Functionalized zinc oxide nanorods - polypropylene nonwoven composite with high biological and photocatalytic activity. J. Environ. Chem. Eng. 2023, 11, 21. [Google Scholar] [CrossRef]
- Liu, Y.H.; Sun, H.; Wang, J.Q.; Yu, B. Preparation of TiO2/MIL-88B(Fe)/polypropylene composite melt-blown nonwovens and study on dye degradation properties. Journal of Textile Research 2020, 41, 95–102. [Google Scholar] [CrossRef]
- Dellweg, D.; Lepper, P.M.; Nowak, D.; Köhnlein, T.; Olgemöller, U.; Pfeifer, M. Stellungnahme der DGP zur Auswirkung von Mund-Nasenmasken auf den Eigen- und Fremdschutz bei aerogen übertragbaren Infektionen in der Bevölkerung. Pneumologie 2020, 74, 331–336. [Google Scholar] [CrossRef]
- Čepič, G.; Gorjanc, D.Š. Influence of the Web Formation of a Basic Layer of Medical Textiles on Their Functionality. Polymers 2022, 14. [Google Scholar] [CrossRef] [PubMed]
- Gericke, A.; Venkataraman, M.; Militky, J.; Steyn, H.; Vermaas, J. Unmasking the Mask: Investigating the Role of Physical Properties in the Efficacy of Fabric Masks to Prevent the Spread of the COVID-19 Virus. Materials 2021, 14. [Google Scholar] [CrossRef]
- Kubacka, A.; Ferrer, M.; Cerrada, M.L.; Serrano, C.; Sánchez-Chaves, M.; Fernández-García, M.; de Andrés, A.; Riobóo, R.J.J.; Fernández-Martín, F.; Fernández-García, M. Boosting TiO2-anatase antimicrobial activity: Polymer-oxide thin films. Applied Catalysis B-Environmental 2009, 89, 441–447. [Google Scholar] [CrossRef]
- Jeong, S.H.; Hwang, Y.H.; Yi, S.C. Antibacterial properties of padded PP/PE nonwovens incorporating nano-sized silver colloids. Journal of Materials Science 2005, 40, 5413–5418. [Google Scholar] [CrossRef]
- Ma, Y.; Wisuthiphaet, N.; Bolt, H.; Nitin, N.; Zhao, Q.H.; Wang, D.; Pourdeyhimi, B.; Grondin, P.; Sun, G. N-Halamine Polypropylene Nonwoven Fabrics with Rechargeable Antibacterial and Antiviral Functions for Medical Applications. Acs Biomaterials Science & Engineering 2021, 7, 2329–2336. [Google Scholar] [CrossRef]
- Wu, R.; Song, M.; Sui, D.; Duan, S.; Xu, F.-J. A natural polysaccharide-based antibacterial functionalization strategy for liquid and air filtration membranes. Journal of Materials Chemistry B 2022, 10, 2471–2480. [Google Scholar] [CrossRef] [PubMed]
- Zenteno, A.; Lieberwirth, I.; Catalina, F.; Corrales, T.; Guerrero, S.; Vasco, D.A.; Zapata, P.A. Study of the effect of the incorporation of TiO2 nanotubes on the mechanical and photodegradation properties of polyethylenes. Composites Part B-Engineering 2017, 112, 66–73. [Google Scholar] [CrossRef]
- Kogut, I.; Armbruster, F.; Polak, D.; Kaur, S.; Hussy, S.; Thiem, T.; Gerhardts, A.; Szwast, M. Antibacterial, Antifungal, and Antibiotic Adsorption Properties of Graphene-Modified Nonwoven Materials for Application in Wastewater Treatment Plants. Processes 2022, 10. [Google Scholar] [CrossRef]
- Segura Alcaraz, M.P.; Bonet-Aracil, M.; Julià Sanchís, E.; Segura Alcaraz, J.G.; Seguí, I.M. Textiles in architectural acoustic conditioning: a review. The Journal of The Textile Institute 2021, 113, 166–172. [Google Scholar] [CrossRef]
- Markiewicz, E.; Borysiak, S.; Paukszta, D. Polypropylene-lignocellulosic material composites as promising sound absorbing materials. Polimery 2009, 54, 430–435. [Google Scholar] [CrossRef]
- Sivri, Ç.; Haji, A. Surface Coating of Needle-Punched Nonwovens with Meltblown Nonwovens to Improve Acoustic Properties. Coatings 2022, 12. [Google Scholar] [CrossRef]
- Liu, J.L.; Bao, W.; Shi, L.; Zuo, B.Q.; Gao, W.D. General regression neural network for prediction of sound absorption coefficients of sandwich structure nonwoven absorbers. Applied Acoustics 2014, 76, 128–137. [Google Scholar] [CrossRef]
- Soltani, P.; Azimian, M.; Wiegmann, A.; Zarrebini, M. Experimental and computational analysis of sound absorption behavior in needled nonwovens. Journal of Sound and Vibration 2018, 426, 1–18. [Google Scholar] [CrossRef]
- Bhagat, A.B.; Pal, R.; Ghosh, A.K. Foam processability of polypropylene/sisal fiber composites having near-critical fiber length for acoustic absorption properties. Polymer Composites 2024, 45, 555–568. [Google Scholar] [CrossRef]
- Bhat, G.; Messiry, M.E. Effect of microfiber layers on acoustical absorptive properties of nonwoven fabrics. Journal of Industrial Textiles 2019, 50, 312–332. [Google Scholar] [CrossRef]
- Liu, J.L.; Liu, X.J.; Xu, Y.; Bao, W. The acoustic characteristics of dual-layered porous nonwovens: a theoretical and experimental analysis. J. Text. Inst. 2014, 105, 1084–U1129. [Google Scholar] [CrossRef]
- Shen, J.H.; Shao, X.F.; Li, X.C.; Zhang, B.; Yan, X. A low-cost and environmental-friendly microperforated structure based on jute fiber and polypropylene for sound absorption. Journal of Polymer Research 2022, 29. [Google Scholar] [CrossRef]
- Shen, J.H.; Li, X.C.; Yan, X. Mechanical and Acoustic Properties of Jute Fiber-Reinforced Polypropylene Composites. Acs Omega 2021, 6, 31154–31160. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.X.; Hou, Q.X.; Liu, W.; Liang, Z.H.; Wang, B.; Zhang, H.L. Wet-Laid Formation and Strength Enhancement of Alkaline Battery Separators Using Polypropylene Fibers and Polyethylene/Polypropylene Bicomponent Fibers as Raw Materials. Industrial & Engineering Chemistry Research 2017, 56, 7739–7746. [Google Scholar] [CrossRef]
- Fan, Y.; Niu, Z.; Zhang, F.; Zhang, R.; Zhao, Y.; Lu, G. Suppressing the Shuttle Effect in Lithium-Sulfur Batteries by a UiO-66-Modified Polypropylene Separator. Acs Omega 2019, 4, 10328–10335. [Google Scholar] [CrossRef]
- Wang, Z.D.; Zhu, H.Q.; Yang, L.Z.; Wang, X.W.; Liu, Z.W.; Chen, Q. Plasma Modified Polypropylene Membranes as the Lithium-Ion Battery Separators. Plasma Science & Technology 2016, 18, 424–429. [Google Scholar] [CrossRef]
- Yuan, Z.D.; Xue, N.X.; Xie, J.Y.; Xu, R.J.; Lei, C.H. Separator Aging and Performance Degradation Caused by Battery Expansion: Cyclic Compression Test Simulation of Polypropylene Separator. Journal of the Electrochemical Society 2021, 168. [Google Scholar] [CrossRef]
- Zhu, W.Y.; Zhang, Z.J.; Wei, J.K.; Jing, Y.D.; Guo, W.; Xie, Z.Z.; Qu, D.Y.; Liu, D.; Tang, H.L.; Li, J.S. A synergistic modification of polypropylene separator toward stable lithium-sulfur battery. Journal of Membrane Science 2020, 597. [Google Scholar] [CrossRef]
- Gu, M.; Wang, J.Y.; Song, Z.H.; Li, C.M.; Wang, W.K.; Wang, A.B.; Huang, Y.Q. Multifunctional Asymmetric Separator Constructed by Polyacrylonitrile-Derived Nanofibers for Lithium-Sulfur Batteries. Acs Applied Materials & Interfaces 2023, 15, 51241–51251. [Google Scholar] [CrossRef]
- Moghim, M.H.; Nahvibayani, A.; Eqra, R. Mechanical properties of heat-treated polypropylene separators for Lithium-ion batteries. Polym. Eng. Sci. 2022, 62, 3049–3058. [Google Scholar] [CrossRef]
- Liu, H.L.; Yang, F.; Xiang, M.; Cao, Y.; Wu, T. Development of Multilayer Polypropylene Separators for Lithium-Ion Batteries via an Industrial Process. Industrial & Engineering Chemistry Research 2021, 60, 11611–11620. [Google Scholar] [CrossRef]
- Bicy, K.; Kalarikkal, N.; Stephen, A.M.; Rouxel, D.; Thomas, S. Facile fabrication of microporous polypropylene membrane separator for lithium-ion batteries. Materials Chemistry and Physics 2020, 255. [Google Scholar] [CrossRef]
- Zhang, C.N.; Tian, W.; Li, D.D.; Quan, L.J.; Zhu, C.Y. The high performances of SiO2-coated melt-blown non-woven fabric for lithium-ion battery separator. J. Text. Inst. 2018, 109, 1254–1261. [Google Scholar] [CrossRef]
- Luiso, S.; Petrecca, M.J.; Williams, A.H.; Christopher, J.; Velev, O.D.; Pourdeyhimi, B.; Fedkiw, P.S. Structure-Performance Relationships of Li-Ion Battery Fiber-Based Separators. Acs Applied Polymer Materials 2022, 4, 3676–3686. [Google Scholar] [CrossRef]
Figure 1.
Statistical chart of the number of melt-blown nonwoven material publications in the last 20 years. (data from WOS core database).
Figure 1.
Statistical chart of the number of melt-blown nonwoven material publications in the last 20 years. (data from WOS core database).
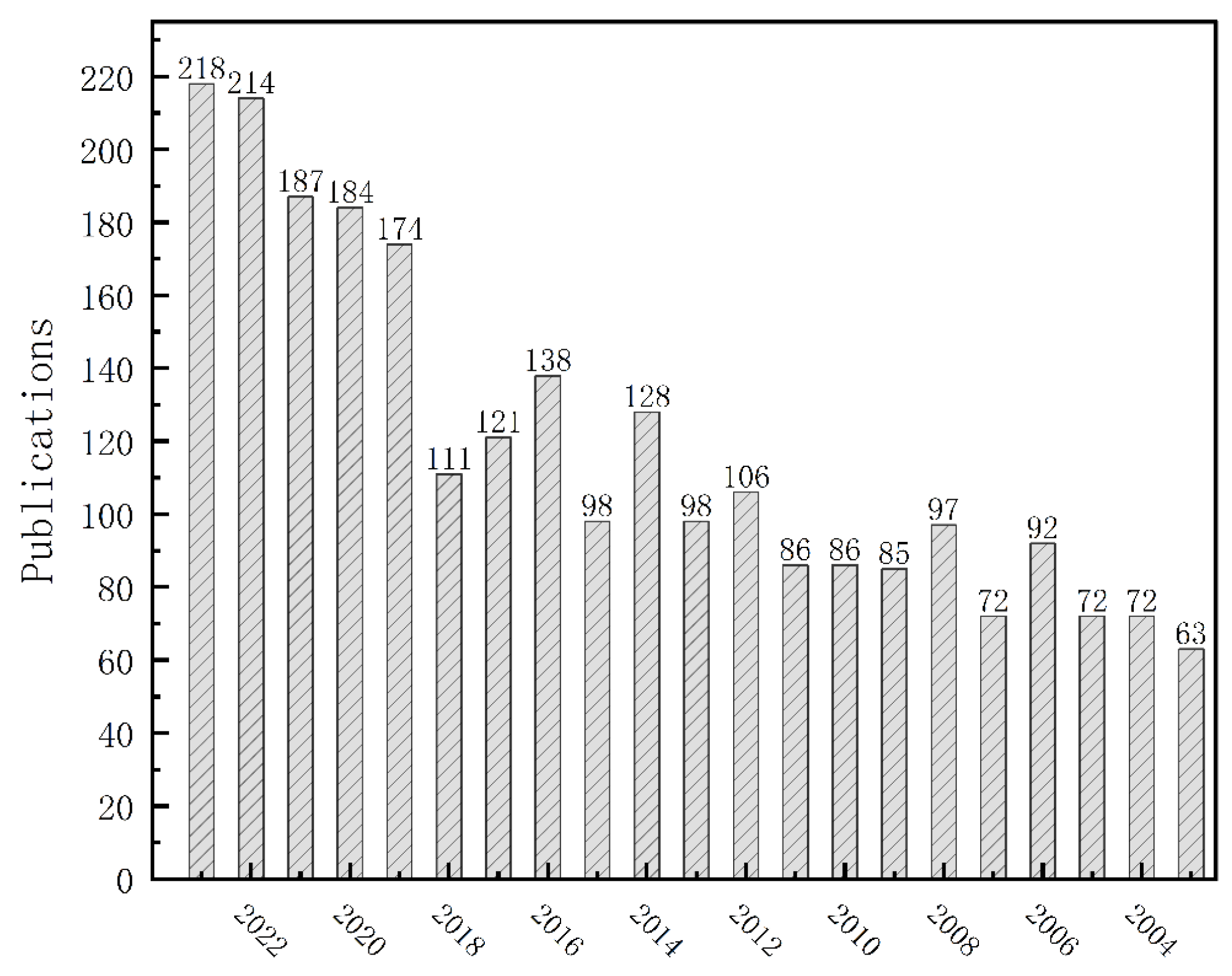
Figure 2.
Keyword time mapping of research results on melt-blown nonwoven materials over the past decade.
Figure 2.
Keyword time mapping of research results on melt-blown nonwoven materials over the past decade.

Figure 3.
Schematic diagram of melt-blown process flow and principle [3].
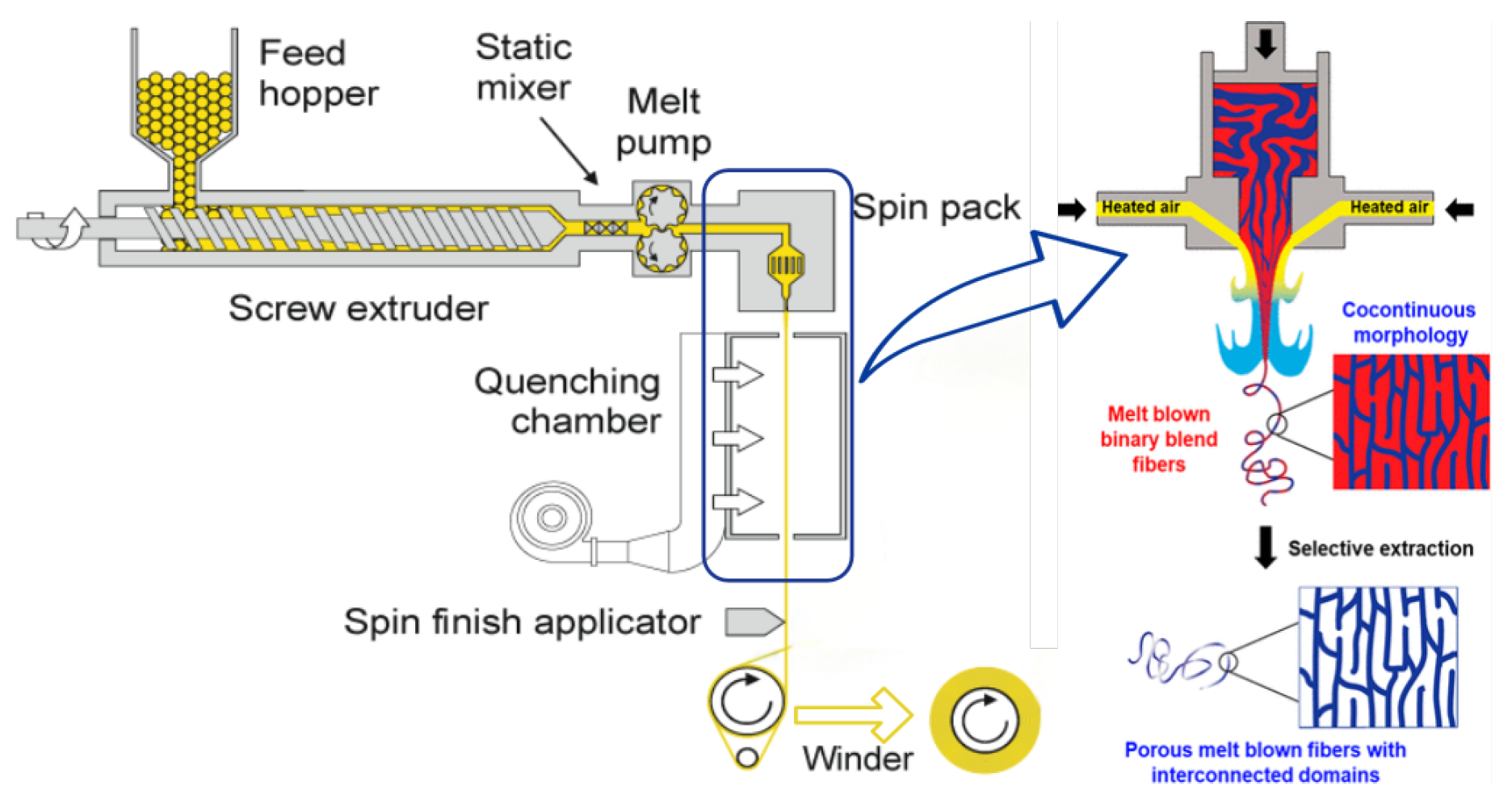
Figure 4.
(a) The preparation process of carboxylated polyphenylene sulfide; (b) the preparation process of composite coating [11].
Figure 4.
(a) The preparation process of carboxylated polyphenylene sulfide; (b) the preparation process of composite coating [11].
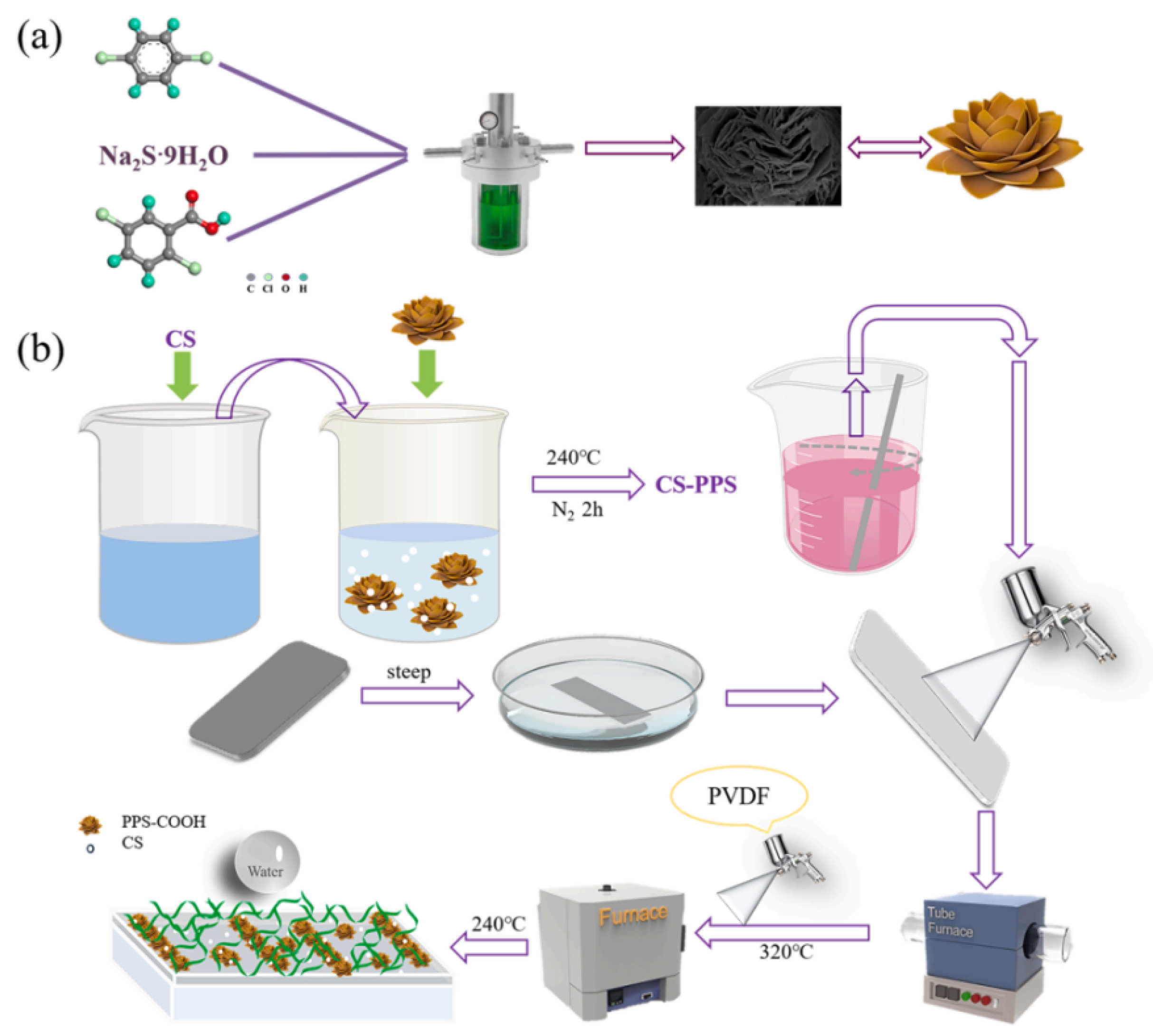
Figure 5.
Flowchart of TPU melt-blown nonwoven fabric manufacturing [15].
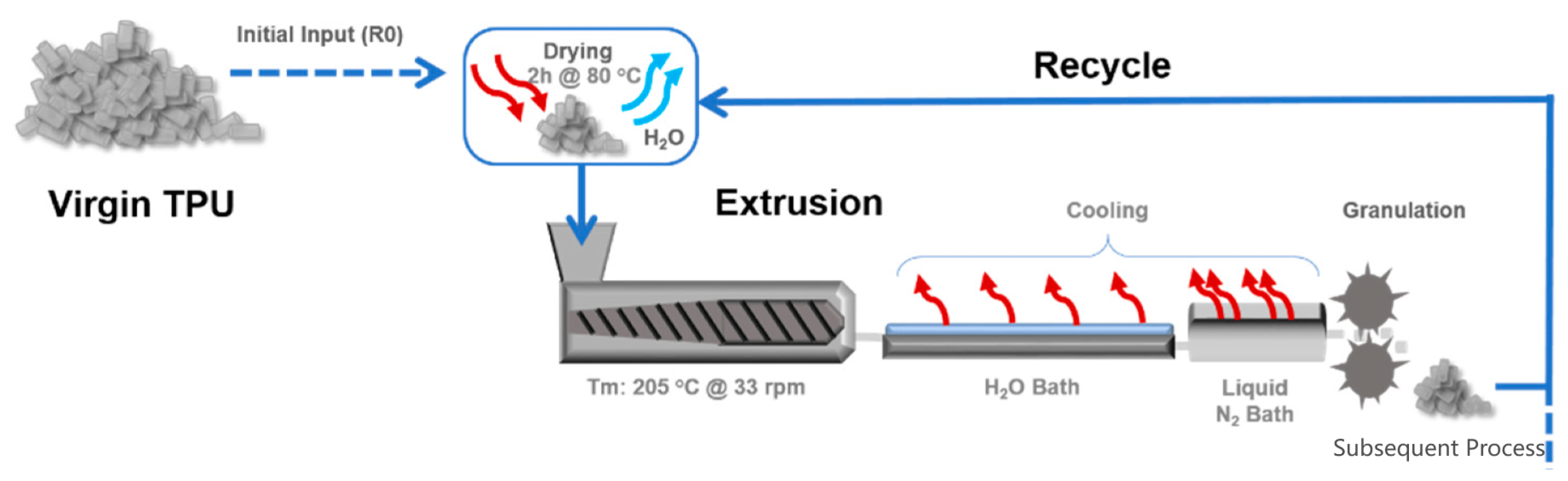
Figure 6.
Flowchart of PLA melt-blown nonwoven material manufacturing [19].
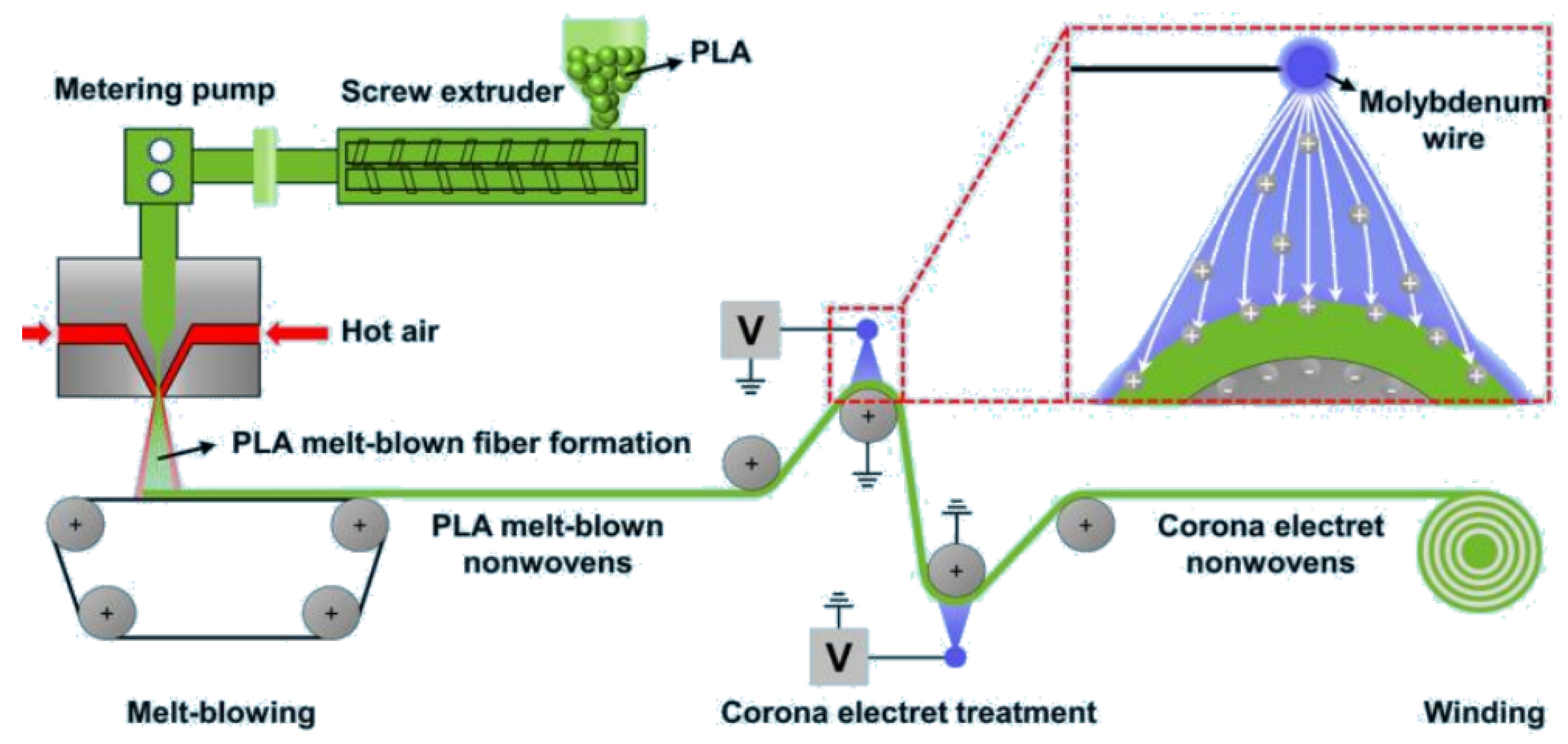
Figure 7.
Schematic diagram of corona charging process [34].
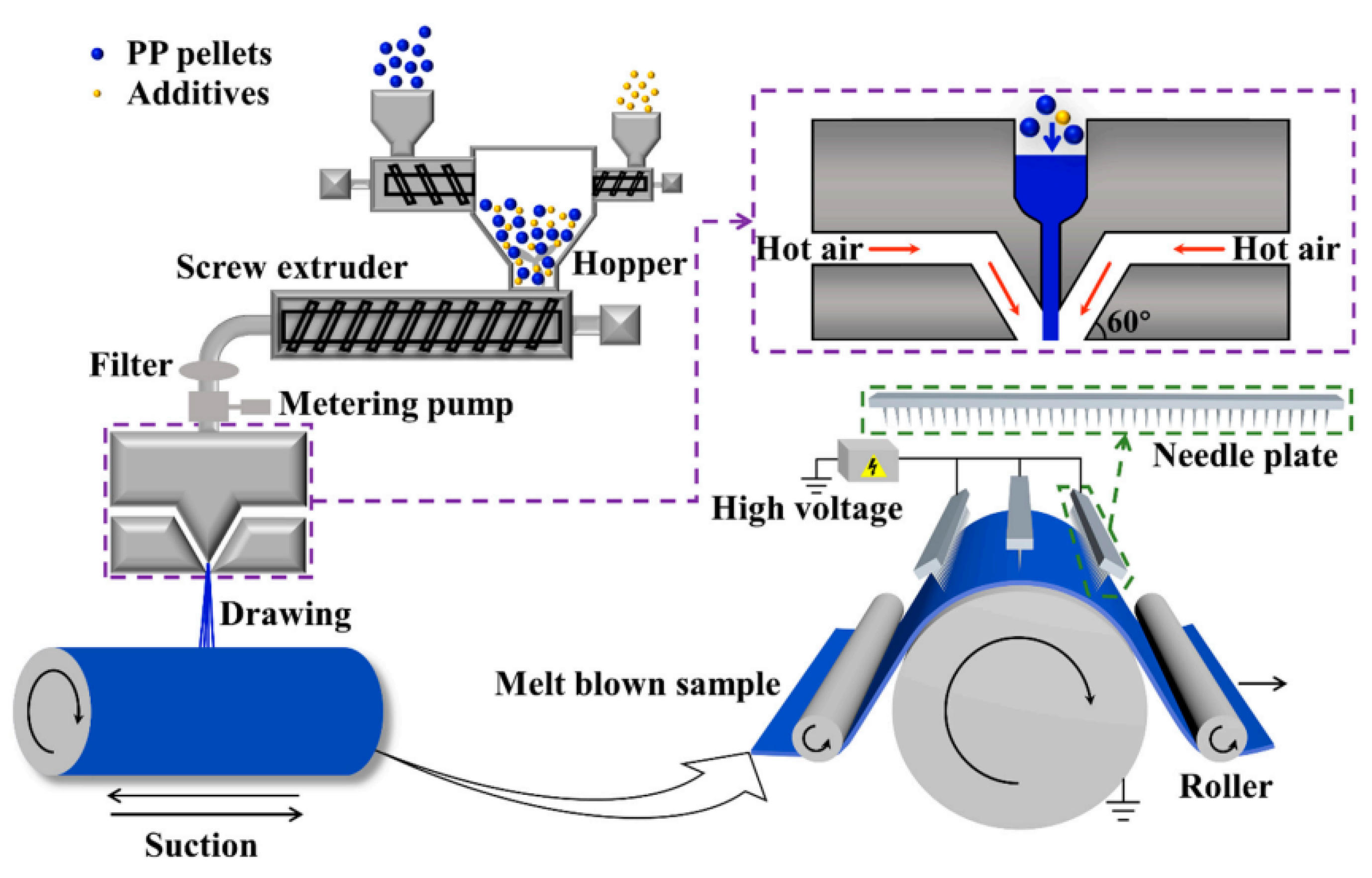
Figure 8.
Nanoval split-spun nonwoven material process flow diagram [39].
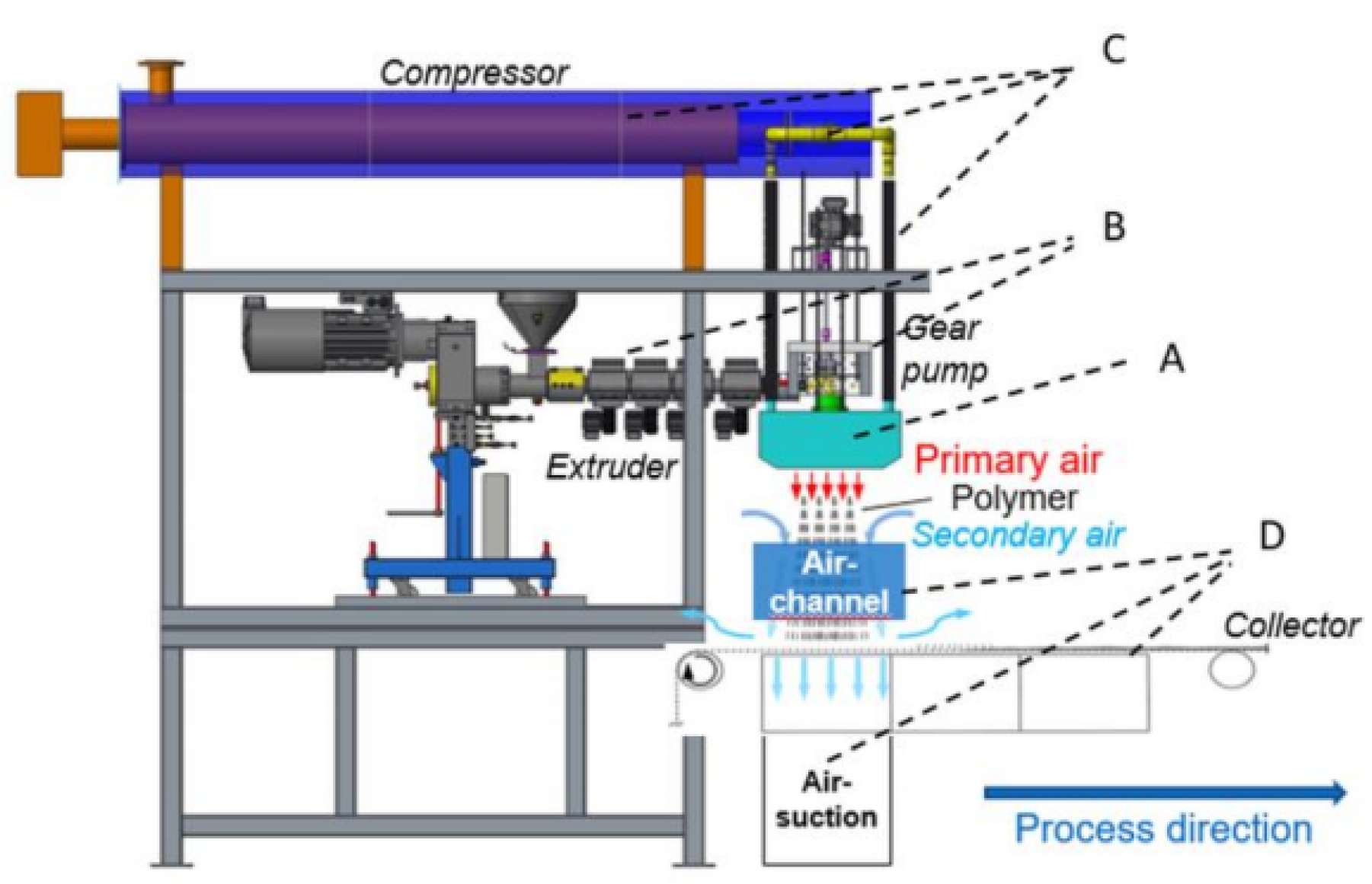
Figure 9.
Schematic diagram of the synthesis process of Cr (VI) imprinted fibers [59].
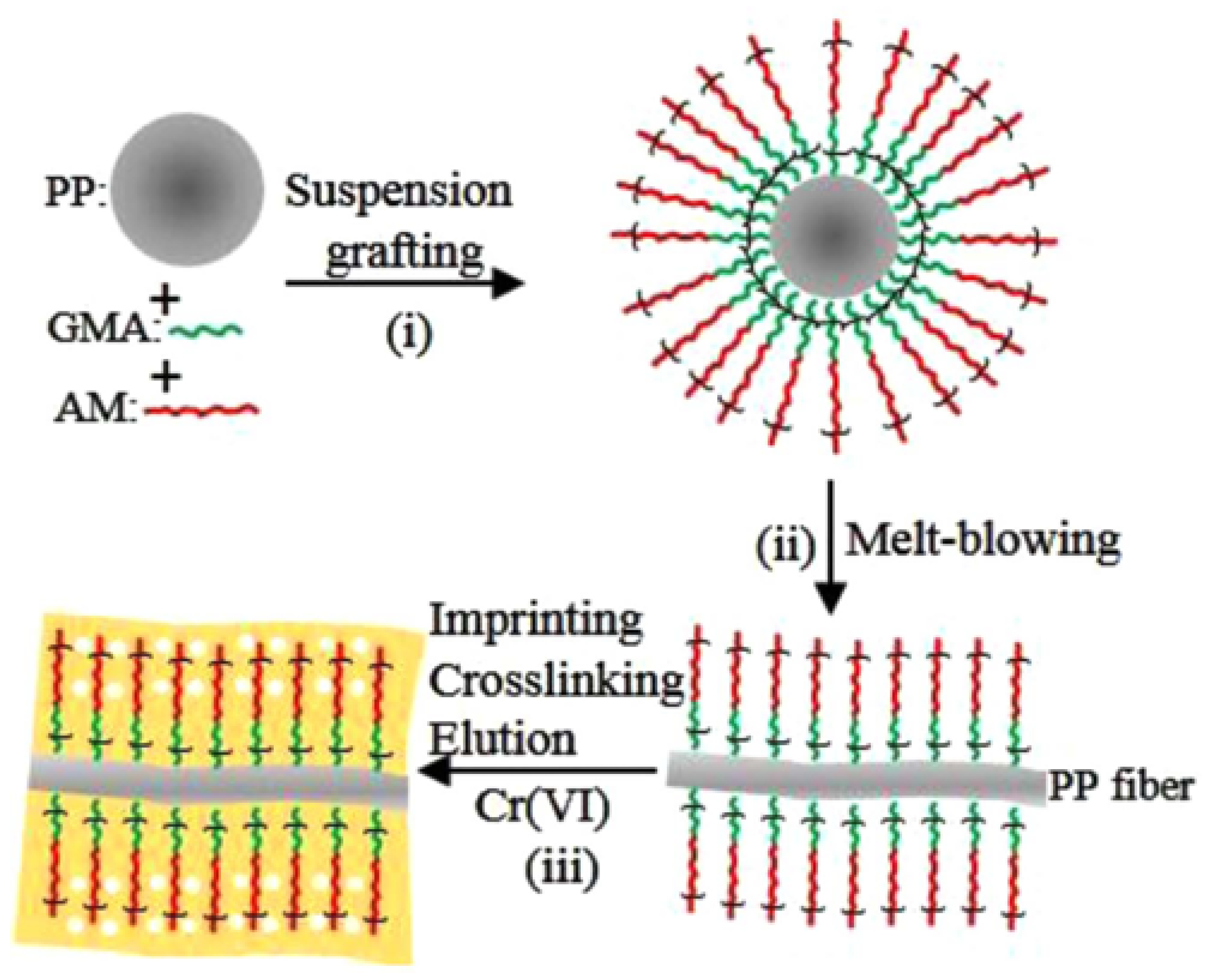
Figure 10.
Mechanism of "sound absorption" of the nonwoven material.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



