
Submitted:
04 December 2024
Posted:
06 December 2024
You are already at the latest version
Abstract
The role of green technologies is becoming important due to multiple factors, from geopolitical aspects to green policies that support the implementation of these processes. Specifically, biodiesel and biolubricants can play a strategic role in this context, as they can be produced, under specific conditions (through double transesterification), in biorefineries on an industrial scale. In this sense, the design of industrial facilities is essential to assess the industrial implementation of these processes. The aim of this work was to produce biodiesel and biolubricant from waste cooking oil through double transesterification with methanol and trimethylolpropane, respectively. The main characteristics of the products, following the UNE-EN 14214 standard, were measured, including a kinetic study (with temperature ranges from 80 to 140 °C, catalyst concentration from 0.3 to 0.9% w/w and working pressure from 210 to 760 mmHg) to establish the main kinetic parameters, obtaining a second-order reaction and an activation energy of 17.8 kJ·mol-1. Finally, a conceptual design was carried out, including the main components of the facility, such as tanks, pump system, reactors, vacuum and oil purification systems, among others. As a result, the projected plant would work in a discontinuous regime, producing 2 m3 per day.
Keywords:
Fatty acid methyl esters
; methanol
; trimethylolpropane
; antioxidants
; reactor design
; kinetics
1. Introduction
Due to the pollution derived from traditional industrial practices, along with the depletion of energy sources such as oil, there is an increasing environmental concern, which is pointed out in different policies like Sustainable Development Goals [1]. Thus, the environmental impact of fossil fuels has provoked the reaction of international agencies, with different agendas such as the transition towards renewable energies through decarbonization promoted by the United Nations Framework Convention on Climate Change [2].
In this context, Spain is equally in a transition stage, increasing the production and consumption of renewable energies. However, as observed in Figure 1, oil is still the most consumed primary energy source in this country (Figure 1a). Thus, increased efforts should be made to reduce oil dependence. In this sense, and according to Figure 1b, different renewable energy sources seem to play an important role in Spain, such as wind energy, photovoltaic and thermal solar energy or biomass, whereas other sources like sea, geothermal energy, biogas or biofuels, could considerably contribute to a greener transition as there is room for improvement in these sectors.
Regarding biofuels and other bioproducts, they can constitute a sound alternative for those derived from petrol, with biodiesel and biolubricants playing an important role in this sense. Specifically, a wide range of vegetable oils (such as soybean [4,5], rapeseed [6,7], corn [8], or palm oils [9,10]) or animal fats [11,12,13]) have been used for the synthesis of these products through different methods such as transesterification or epoxidation, among others [14,15,16].
Concerning transesterification, it is an interesting process for biodiesel and biolubricant production, as double transesterification with methanol (or ethanol) and a superior alcohol (such as trimethylolpropane, TMP, or pentaerythritol, PE) could be the starting point for the implementation of a biorefinery. In this context, different valuable products (such as biodiesel, glycerol or biolubricants) could be produced from natural sources like vegetable oils, animal fats or even microalgae, with intermediate products that can be reused, like methanol, which is generated in transesterification to produce biolubricants and can be reused in the first transesterification of fatty acids to obtain fatty acid methyl esters [15,17]. Even though the products obtained in this biorefinery context have very interesting and sustainable properties, such as high biodegradability or low environmental impact during their production, some challenges should be accomplished, like the low oxidation stability due to the presence of double bonds in their final molecular structures. To avoid this problem, different measures can be taken, such as the selection of vegetable oils with high oleic and palmitic acid content or the addition of antioxidants like propyl gallate (PG) [18], tert-butylhydroquinone (TBHQ) [19,20] or natural antioxidants/green additives [21,22].
In this context, different kinds of waste can be used for biolubricant production, as in the case of waste cooking oil (WCO), which is a waste with difficult environmental management. Accordingly, great interest has arisen about this subject, with multiple studies devoted to the valorization of WCO for biodiesel and biolubricant production. Specifically, transesterification of WCO methyl esters with several alcohols to produce biolubricants has been studied, offering a similar performance compared to standard products found in the market [23]. Another study was focused on transesterification of WCO fatty acid methyl esters with trimethylolpropane (TMP), observing high yields above 85%, requiring the addition of antioxidants to improve oxidation stability [24]. Furthermore, heterogeneous catalysts like hydrotalcite loaded with potassium carbonate were applied to transesterification of WCO FAMEs with TMP, showing high FAME conversion rates (above 95%), requiring the reactivation of the catalyst through calcination [25]. In this sense, the use of lipase in esterification processes was also effective, with yields and selectivity values above 80% [26]. Similarly, a magnetic cross-linked enzyme aggregate of Eversa was used in the enzymatic synthesis of biolubricants by transesterification of WCO with several alcohols such as isoamyl alcohol. As a result, maximum yields around 90% were achieved [27]. Other chemical routes (hydrolysis, dehydration/ketonization, Friedel-Crafts acylation/alkylation and mild hydrotreatment) are possible for biolubricant production from WCO, as pointed out by some authors [28].
Other works are devoted to the optimization of biolubricants based on WCO, which is an important step for the possible implementation of this technology on an industrial scale. Thus, some studies were focused on the optimization of esterification of free fatty acids from WCO with octanol, using Novozyme 435 as catalyst. Thus, Taguchi’s design method was selected, offering high conversion (95%) under the optimized reaction conditions [29]. In a similar way, the effect of water on hydrolysis, as well as other parameters such as octanol molar ratio, temperature, stirring rate or catalyst amount was determined in WCO hydrolysis and esterification with octanol to produce biolubricants, with a total conversion for this purpose [30].
Finally, the final step for the possible implementation of this technology in industrial plants has been accomplished in some works. For instance, biolubricant production from WCO through transesterification with ethylene glycol was studied, simulating the process at industrial scale with encouraging results that prove the possible applicability of this process [31]. Equally, the optimization and simulation of biolubricant production through transesterification of a mixture of FAMEs (from animal fats and waste cooking oil) with ethylene glycol was carried out, obtaining high yields (above 90%) and indicating that the process could be applied on an industrial scale. For this purpose, a Box-Behnken design was carried out [32].
This way, and even though some studies have attempted the total or partial design of this kind of plants (especially concerning reactor design for biolubricant production [33]), the implementation of these facilities is not commonly found in literature, presenting a great opportunity to spread knowledge about this field, where multiple disciplines (such as Chemical Engineering or Chemistry) play an important role. It is especially interesting due to the multiple variables affecting biolubricant production, where the nature of the raw material and, especially, the selected alcohol play an important role in kinetics and conversion. Therefore, each case presents particularities that require thorough study of each process.
Considering the above, the aim of this work was to produce biodiesel and biolubricants from waste cooking oil. Thus, the main operating conditions at laboratory scale were covered, with the subsequent design of a plant devoted to biolubricant production. Specifically, the specific objectives were the following:
- Fatty acid methyl ester (biodiesel) production using a first transesterification with methanol and waste cooking oil, including its characterization according to the UNE-EN 14214 standard.
- Biolubricant production through double transesterification of fatty acid methyl esters with 2-ethyl-2-hydroxymethyl-1,3-propanediol, including an study about the effect of temperature, pressure and catalyst concentration on conversion yields. Also, the characterization of this biolubricant was carried out.
- Improvement of oxidation stability of biolubricants by adding an antioxidant (TBHQ).
- Kinetic study of the second transesterification of FAMEs.
- Preliminary design and economic study of an industrial plant for biolubricant production from waste cooking oil.
2. Materials and Methods
The procedures followed in this work were similar to those included in previous research [19,33,34], with slight modifications which will be specified in the following subsections.
2.1. Waste cooking oil
Waste cooking oil (WCO) was collected from restaurants, hostelry establishments and private households in Badajoz (Spain). All the samples were mixed and treated in the same way, including processes such as double filtering with filter paper (to remove possible food waste) and drying to avoid moisture. Acidity tests, similar to those carried out in biodiesel and biolubricant samples, were carried out, checking that acidity was not considerably high (not exceeding 1.27%) and therefore suitable for further processing. The samples were stored in 25-L opaque tanks at room temperature, carrying out the analyses and treatments as soon as possible.
2.2. Biodiesel and biolubricant production
For biodiesel and biolubricant production, a double transesterification was carried out, with fatty acid methyl esters (FAMEs) as the intermediate product.
Concerning biodiesel production, a fixed amount of WCO (around 450 g) was added to the reactor (coupled to a refrigerator to avoid methanol loss due to vaporization), following optimum chemical conditions that were similar to those according to previous works, using methanol (pure, pharmagrade, Panreac Applichem, Barcelona, Spain) and sodium methoxide (30% in methanol, Merck, Darmstadt, Germany): methanol ratio/WCO, 6; catalyst concentration, 1% w/w; reaction time, 90 min; reaction temperature, 60 ˚C; stirring rate, 350 rpm. Once the experiment finished, different washing steps with distilled water were carried out, in order to remove catalyst from fatty acid methyl esters (FAMEs, that is, biodiesel), until neutral pH was found in spent distilled water. Finally, biodiesel samples were dried at 110 ˚C and stored in opaque containers for further characterization or treatment. These samples were labeled as WCO-FAME.
For biolubricant production, a certain amount of FAMEs (around 150 g) were added to a reactor coupled to a refrigerator and methanol collector, undergoing vacuum conditions. For this second transesterification, trimethylolpropane (TMP, pure, for analysis, Merck, Darmstadt, Germany) was selected. Thus, the following chemical conditions were selected, according to Table 1, where the different ranges indicated the experiments that were used for the determination of the effect of certain variables on biolubricant production.
Once the reaction was stopped, the resulting biolubricant was filtered, in order to remove unreacted TMP, with filter paper through gravity and vacuum filtration, until a translucent product (without turbidity) was obtained. The final biolubricant (labeled WCO-TMP) was stored in opaque containers for further characterization.
As observed in the previous table, different experiments were made to assess the effect of pressure (210, 360, 510 and 760 mmHg), temperature (80, 100, 120 and 140 ˚C) and catalyst concentration (0.3, 0.5, 0.7 and 0.9% w/w) on the final conversion of FAMEs to produce biolubricants.
2.3. Biodiesel and biolubricant characterization
Regarding WCO-FAME and WCO-TMP characterization, Table 2 indicates the main analyses carried out for each kind of sample, which are explained in detail in previous research works [33]. It should be noted that most analyses were applied to both samples, with some exceptions such as FAME content and cold filter plugging points, typical tests applied to biodiesel.
FAME conversion during the second transesterification with TMP was determined through FAME content decrease, as calculated according to Equation 1. Also, for kinetic studies, the decrease in FAME content was used for the corresponding calculations, as explained in further subsections.
Where FAMEi is the initial FAME content, whereas FAMEt is FAME content at a certain reaction time “t”.
2.4. Antioxidant addition
In order to study the improvement in oxidation stability of WCO-FAME and WCO-TMP, tert-butylhydroquinone (TBHQ) was added to these samples (10 g) at different concentrations (0, 100, 200, 500, 750 and 1000 ppm). For this purpose, once the antioxidant was added to the sample, it was homogenized in an ultrasound bath for 5 min, assessing its oxidation stability through the Rancimat method [38]. Also, WCO-TMP underwent extreme oxidation conditions to analyze the increase in viscosity and acid value (according to the corresponding standard[36,39]) over time for control and doped samples (that is, those with TBHQ addition of 1000 ppm).
2.5. Kinetic study
A kinetic study for the second transesterification process (that is, biolubricant production) was carried out, using the following nomenclature: A, FAMEs; B, TMP; C, biolubricant; D, methanol (recovered). Equation 2 shows the reaction considered for kineti study:
The tests were carried out in a batch reactor, measuring FAME concentration over reaction time. Thus, the design equation in an isothermal process is given by Equation 3:
Where k is the kinetic constant, CA is FAME concentration, CB is TMP concentration and α and β are the reaction order with respect to A and B. If A and B are related through stoichiometry, and considering the concept of conversion (XA), Equations 4, 5 and 6 are obtained:
Thus, replacing conversion in Equation 3, Equation 7 is found:
By separating the variables and integrating this equation between the limits (t=0, XA=0) and (t=t, XA=XA), Equation 8 is obtained:
This equation depends on α and β, but transesterification reaction can be described as a first-order reaction with regard to each reagent, which implies that α=β=1 and, subsequently, a second-order reaction [42]. Furthermore, if the chemical conditions allow the use of A and B concentrations with the stoichiometric relationship shown in Equation 2, the following conditions will be found (Equations 9 and 10):
Thus, Equation 11 is obtained:
Considering the following apparent kinetic constant to cover the effect of catalyst and initial alcohol concentration (Equation 12), Equation 13 is obtained:
By integrating Equation 13, the linearized equation is given (Equation 14):
To sum up, the main steps carried out in this work are included in Figure 2, including both experimental and theoretical studies, with a reactor design and an initial economic study of WCO-TMP production.
3. Results and Discussion
3.1. WCO-FAME characteristics
Once WCO-FAME production was carried out, a product with FAME content above 97% was obtained, which indicates the high conversion of the process. This value is higher than in the case of other studies based on rapeseed or sunflower biodiesel, where FAME content of 90.9 and 95.5 % were obtained, respectively [43]. In our case, this value is above the lower limit established by the UNE-EN 14214 standard [35]. In this sense, other works where WCO biodiesel was produced obtained FAME contents above nearly 100% [44]. Also, a recent review work has pointed out the high biodiesel yield in different processes (with different reactors) where WCO was the starting point, with 90-99.9% yields in general [45]. This is a desirable scenario, as high-purity products normally can provide reliable physical-chemical parameters.
Indeed, most parameters studied were within the limits established by the standard [35], with the compliance of density (880 kg·m3), viscosity (4.7 cSt), acid value (0.37 mgKOH·g˗1), cold filter plugging point (˗1 ˚C) and flash and combustion points (185 and 196 ˚C, respectively). Regarding FAME profile, the majority compounds found in this study were methyl linoleate (52%) followed by methyl oleate (33%), methyl palmitate (7%) and methyl linolenate (<3%). Thus, compared to previous studies [46], it should be noted that fatty acid composition in WCO can be variable depending on culinary habits and sampling, always requiring the perfect characterization of the raw material used. The presence of mono-unsaturated or saturated esters is essential to obtain products with high oxidation stability, which plays an important role in keeping parameters like viscosity and acidity during storage or under oxidation conditions [47]. In this case, a high methyl linoleate percentage was found, which possibly contributed to the low oxidation stability of the sample (3.2 h), requiring the use of antioxidants to improve this parameter [48].
3.2. Effect of pressure, temperature and catalyst concentration on WCO-TMP production
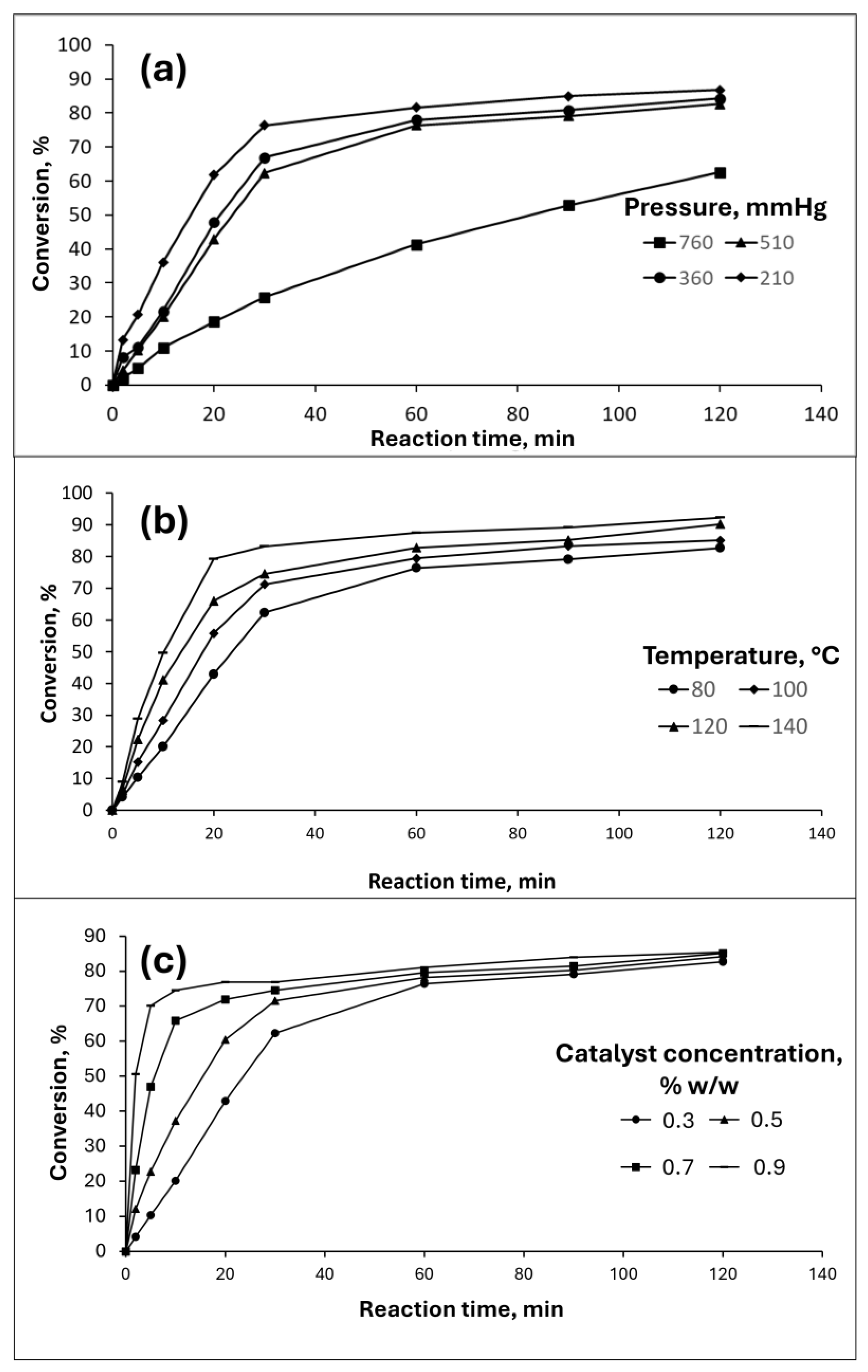
Once WCO-FAME was produced and characterized, different experiments about the effect of pressure, temperature and catalyst concentration were carried out during WCO-TMP production. The main results are included in Figure 3.
Regarding the effect of pressure (Figure 3a, where the rest of variables were kept constant, that is, Temperature was 80 ˚C, FAME/TMP ratio was 3; catalyst concentration was 0.3% w/w and stirring rate was 350 rpm), a higher conversion was observed when the working pressure decreased (in other words, the vacuum was higher). This could be due to the fact that methanol, which is generated in this step, is removed from the reaction medium, facilitating the reaction of reagents to produce WCO-FAME. The same trend was observed in previous works, where different alcohols such as pentaerythritol [49]or TMP [33] were used. It should be noted that a working pressure of 510 mmHg offered similar conversion values and rates compared to lower working pressures used in this experience, recommending the selection of this value for further analysis.
In the case of temperature (Figure 3b, where the rest of variables were kept constant, that is, pressure was 510 mmHg, FAME/TMP ratio was 3; catalyst concentration was 0.3% w/w and stirring rate was 350 rpm), there was an growth in WCO-TMP yield as temperature increased, with a gradual increase in conversion rates at the beginning of the reaction, especially for the first 30 minutes. In this sense, high temperatures would be advisable for this process, whereas the negative effect of temperature on oxidation stability was observed in previous works [50], recommending an intermediate value according to these opposite trends.
Finally, concerning catalyst concentration (Figure 3c, where the rest of variables were kept constant, that is, temperature was 80 ˚C, pressure was 510 mmHg, FAME/TMP ratio was 3 and stirring rate was 350 rpm). In this case, catalyst addition contributed to an increase in reaction rate, reaching similar conversions at the end of the reaction. Thus, for 0.9% w/w, a conversion around 85% was found, whereas 0.3% addition represented a conversion of 82%, indicating slight differences at the end of each experiment. Consequently, as observed in previous works, lower amounts of catalysts are advisable, as the presence of catalytic traces in the final product could catalyze oxidation processes, which are not desirable [50].
Figure 3.
Effect of different factors on FAME conversion for biolubricant production: a) Pressure; b) Temperature; c) Catalyst concentration.
Figure 3.
Effect of different factors on FAME conversion for biolubricant production: a) Pressure; b) Temperature; c) Catalyst concentration.
Under these circumstances, the following reaction conditions were followed for the final production of WCO-TMP: FAME/TMP ratio = 3; working pressure = 510 mmHg; T = 120 ˚C; stirring rate = 350 rpm; catalyst concentration, 1%; reaction time = 2 h. As a result, a high conversion of WCO-FAME was obtained (exceeding 98%), with the following properties: density (951 kg·m˗3), viscosity at 40 and 100 ˚C (127 and 14 cSt, respectively), acid value (0.43 mgKOH·g˗1), flash and combustion points (225 and 232 ˚C, respectively); oxidation stability (6 h). Thus, according to previous works [46], similar results were found except for oxidation stability, which was lower (2.6 h). In any case, the use of antioxidants is advisable, using TBHQ as it is one of the most effective and efficient catalysts found in the literature in similar products like biodiesel [51].
3.3. WCO-TMP and TBHQ addition
The effect of TBH addition on WCO-TMP oxidation stability is shown in Figure 4. As observed, a linear and increasing trend was found in this case, indicating that the antioxidant worked in the optimum concentration range, avoiding lower limits where its effect is negligible and upper limits where the sample could be saturated. This is the typical trend observed for variable samples, including biodiesel and biolubricants produced from a wide range of vegetable oils such as WCO [20,46], corn and sunflower mixture [52], cardoon [18], cottonseed [53] or safflower [34,54], among others.
Consequently, 1000 ppm of TBHQ was considered an interesting antioxidant concentration for further studies where WCO-TMP underwent extreme oxidation conditions, as covered in previous experiments.
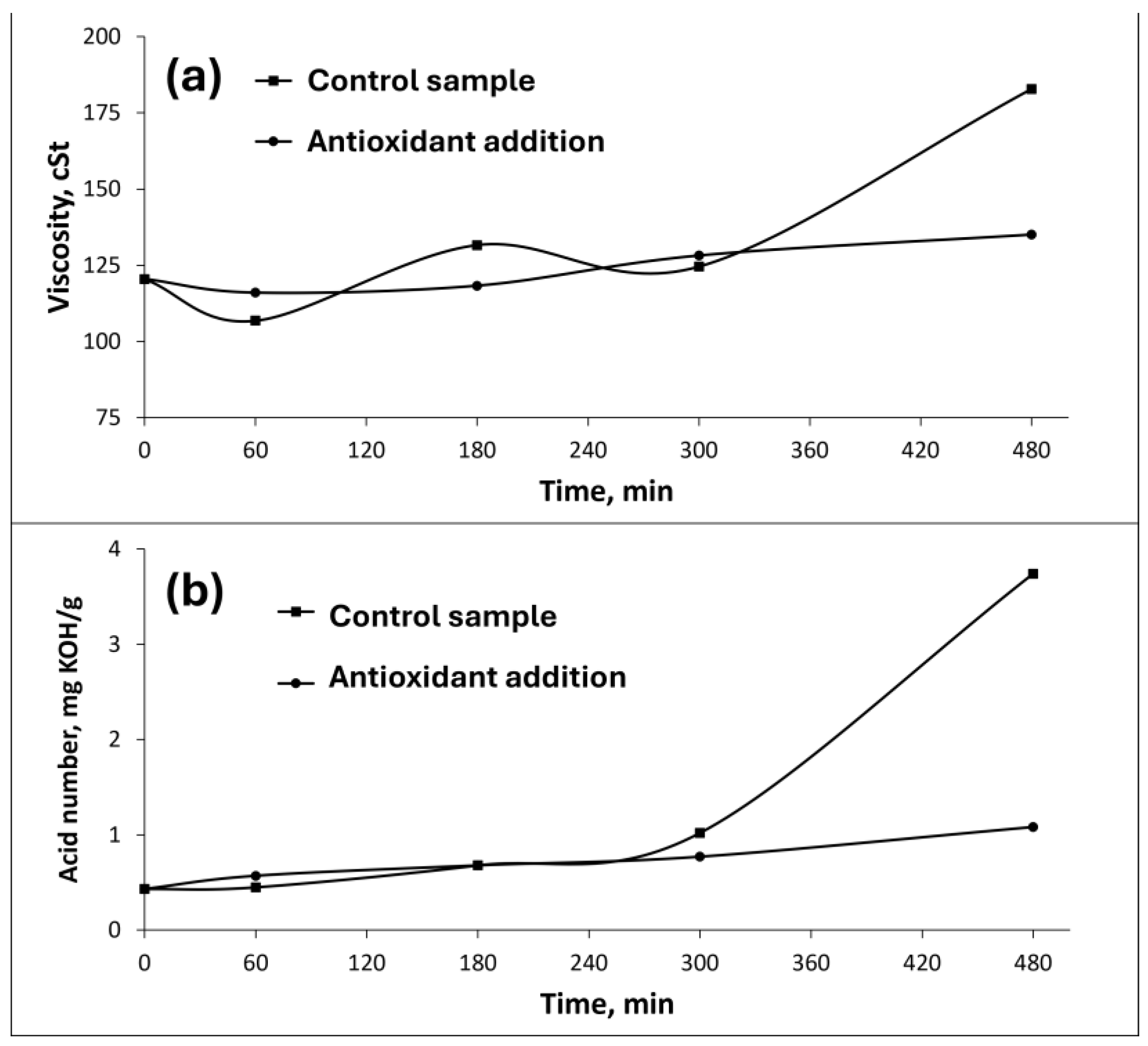
This way, Figure 5 shows the main effects of antioxidant addition (TBHQ at 1000 ppm) on viscosity and acidity, which are essential properties due to the fact that the former is decisive for the suitable applicability of the resulting biolubricant, whereas the latter is an undesirable effect that should be avoided to prevent corrosion in equipment and facilities.
Considering viscosity (see Figure 5a), control samples (that is, without TBHQ addition) had a considerable increase in this parameter, especially after 300 min of extreme oxidation. This is normally due to oxidation processes that can provoke undesirable effects such as polymerization. As a consequence, an increase in viscosity on account of the presence of compounds with a complex molecular structure was found, as intermolecular interactions promote the resistance to flow in the resulting product [15]. When TBHQ was added, viscosity was kept constant during the whole process, pointing out the effectiveness of this antioxidant for this purpose, as the antioxidant could have avoided the typical oxidation steps in free radical generation, that is, initiation, propagation and termination [15].
On the other hand, there was a growth in acidity for control samples, whereas acidity was constant when TBHQ was added, as shown in Figure 5b. Concerning control samples, the abovementioned oxidation processes can equally produce free fatty acids[15], which could contribute to an increase in acidity, which was delayed by adding TBHQ.
As a result, it was demonstrated that the selected quantity of TBHQ for its addition to WCO-TMP was enough to preserve its main properties during oxidation. Also, it should be noted that low amounts of this antioxidant could enhance the quality of the final product obtained in this work. Thus, previous research has pointed to the same trend, with relatively low quantities of TBHQ or PG required to avoid the negative consequences of oxidation in biodiesel and biolubricant samples [18,19,20,46,52].
Figure 5.
Effect optimum TBHQ addition on WCO biolubricant during oxidation: a) viscosity; and b) acid number.
Figure 5.
Effect optimum TBHQ addition on WCO biolubricant during oxidation: a) viscosity; and b) acid number.
3.4. Kinetic study
As explained in Section 2.5., the representation of Equation 14 is shown in Figure 6, where a certain kinetic test is shown as an example:
The apparent kinetic constant (k’) is dependent on pressure, temperature and catalyst concentration. Regarding pressure, according to the results included in Figure 3a, a working pressure of 510 mmHg as the reaction rate of the process is like those obtained at lower working pressures (which would imply higher energy costs). The effect of temperature (T) and catalyst concentration (Ccat) on the kinetic constant are represented by Equation 15:
In this case, the pre-exponential factor (k0), n and activation energy (Ea) are unknown. These values are obtained by studying the influence of temperature and catalyst concentration.
In order to study the effect of temperature, catalyst concentration was fixed at 0.3% w/w. By replacing it with the kinetic constant shown in Equation 15, Equation 16 is obtained:
Through several representations like the one shown in Figure 6, the values for k’ were obtained for different tests carried out in a certain temperature range (from 80 to 140 ˚C), as observed in Table 3:
To obtain the activation energy, algorithms were applied to Equation 17, resulting in Equation 18:
As a result, Figure 7 shows the linear adjustment of experimental data that allows to obtain the activation energy of transesterification process to produce WCO-TMP, resulting 17858 J·mol˗1.
To calculate k0 and n in Equation 15, a series of tests at constant temperature (80 ˚C) was carried out. Thus, the kinetic law corresponds to Equations 19 and 20:
By representing the experiments (as in the case of Figure 6) at different catalyst concentrations (from 0.3 to 0.9% w/w, as observed in Table 4), the corresponding values of the apparent kinetic constant were obtained:
If a logarithmic approach is taken, Equation 21 is found:
Thus, the linear regression of this equation results in Figure 8.
This way, the slope obtained was 1.801, obtaining k0 according to Equation 22:
Obtaining a value for k0 of 51.79 M˗1·min˗1. This way, the parameters required in Equation 16 were obtained, with the subsequent possible calculation of kinetic constants for different temperatures and catalyst concentrations (for the ranges included in this study). This kinetic constant will be valid when pressure is kept at 510 mmHg. Nevertheless, as previously observed, the effect of pressure on reaction rate was low for working pressures below 510 mmHg.
3.5. Industrial equipment, reactor design and economic study
3.5.1. Preliminary approach
Following the completion of this study, a preliminary design of an industrial plant to carry out the entire process was assessed. For this purpose, a site located in Badajoz (Industrial Park “El Nevero”, 38°53’45.0"N 6°59’36.3"W), has been selected due to its large construction area and strategic location. It is relevant to mention that most of the industries in Badajoz are in this area, and there is currently no industrial plant to produce biolubricant established in Badajoz, which implies an absence of competition in this sector within the region.
Another important factor for this choice was the excellent road communication with other cities (Mérida, Lisbon, Madrid or Seville), which facilitates the possible commercialization with clients located at greater distances.
To carry out the preliminary design of the industrial plant for this project, it is essential to estimate the availability of the raw material (that is, frying oil) in this area. According to a previous study, an average of 4 liters of waste oil are generated per person per year [55]. With a population of above 153559 inhabitants in Badajoz, the total amount of waste frying oil generated is estimated to be approximately 614236 liters per year.
To ensure the supply of this raw material to the industrial plant, a local company will transport this amount by tanker truck. However, it is important to consider that the effectiveness of oil collection and transportation from its dumping at clean points to the industrial plant suffers losses, reducing the initial volume by 25% as an initial estimation.
With a collection efficiency of 75%, the amount of frying oil entering the industrial plant annually is 460677 liters. Knowing the density of the frying oil (920 kg·m˗³), it is calculated that this is equivalent to 423822.84 kg·year˗1, or 48.38 kg·h˗1.
The next step is to determine the most appropriate operating regime for the plant, either continuous or discontinuous, considering the initial amount of raw material as the determining factor in this selection. For this purpose, biodiesel and biolubricant synthesis from WCO present two alternatives: continuous or batch reactors, according to the raw material availability.
Batch reactors do not operate continuously, normally presenting lower capacities compared to continuous reactors. For this work, a batch reactor was selected due to the limited amount of raw material available. Thus, a discontinuous regime allows a work shift regime (8 h per shift, 5 days per week), with total working hours of 2112 h. In detail, Table 5 shows information related to a working year of the plant. The batch reactor had a stirring system and a jacket to heat the system at the required temperature, as explained in previous studies [33].
3.5.2. Main steps and equipment
Also, further equipment is required for biolubricant synthesis, according to the following sequence of operations: storage of reagents and products, pumping system, electrical steam generation, jacketed batch reactor, vacuum system, vacuum pump and a vegetable oil purification system.
It should be noted that the equipment and budget suggested in this work is based on average real prices provided by national companies, which will not be specified due to confidentiality reasons. Thus, Table 6 provides the main equipment for each step of the abovementioned sequence of operations.

Table 6.
Characteristics of the designed plant.
| Step | Process/equipment | Details |
|---|---|---|
| WCO supply and preconditioning | Shipment (tank trucks), filtering and storage in tanks | For WCO and TMP, the steel tanks are used, for methanol and sodium methoxide, intermediate bulk containers (HDPE) were used. |
| Pumping | Pump system | Allows the introduction of WCO from tanks to the batch reactor |
| Steam generation | Electric steam generator |
Provides steam to the jacketed batch reactor to heat the system at 60 ˚C |
| 1st transesterification | Jacketed batch reactor |
WCO and methanol are mixed in the reactor, introducing the catalyst. |
| First separation (decantation) |
Jacketed batch reactor |
Once the previous step finished, the agitation system stopped, and the lower phase (containing glycerol) was removed and stored |
| Heating | Jacketed batch reactor and steam generator |
The steam generator provided saturated steam to the reactor at a suitable temperature for the second transesterification |
| 2nd transesterification | Jacketed batch reactor |
TMP and catalyst are added to FAMEs generated in the previous transesterification, providing steam to keep the isothermal regime of the reaction. Methanol and biolubricant are obtained as products |
| Vacuum | Vacuum system | Vacuum is used to promote the second transesterification and remove methanol, which is collected in containers |
| Purification | Pumping system and purifier | Once the reaction stops, the resulting biolubricant is cooled down and purified (removing moisture, particle and gas), placing the resulting biolubricant in the corresponding steel tank |
| Antioxidant addition | TBHQ supply | A suitable amount of TBHQ was added to WCO-TMP |
It should be noted that WCO-FAME (that is, the resulting biodiesel) was not purified through a washing step, to simplify the process and taking into account that its purity is enough to continue with the second transesterification process.
Once the main steps and equipment are cited, and considering the production requirements included in Table 5, the equipment sizing was considered. Thus, the main containers used for this purpose are included in Table 7, where the quantities required of each product, along with its corrosive nature, will determine the selection of a suitable container.
Table 6.
Characteristics of the designed plant.
| Equipment | Size | Details |
|---|---|---|
| WCO container |
Volume = 2 m3; heigh = 2.8 m; diameter = 1.15 m; wall thickness = 1.2 mm |
The container (stainless steel) is oversized to ensure the collection of WCO |
| Methanol Container |
Volume = 0.6 m3; size = 1.2x0.8x1 m |
HDPE containers, a smaller container (V = 0.3 m3) is used for collection of methanol after vacuum capture |
| Sodium methoxide container | Volume = 0.3 m3; size = 1.2x0.8x1 m |
HDPE container to supply 100 L of catalyst on a daily basis |
| Glycerol container |
Volume = 0.6 m3; size = 1.2x0.8x1 m |
HDPE container to store 495 kg of glycerol obtained as by-product |
| TMP Container |
Volume = 0.3 m3; height = 1.7 m; diameter = 0.74 m; wall thickness = 1 mm |
Stainless steel container to provide TMP |
| Biolubricant container | Volume = 2 m3; height = 2.9 m; diameter = 1.15 m; wall thickness = 1.2 mm |
Stainless steel container to store WCO-TMP and to include TBHQ. A cooling and temperature control system is included |
| TBHQ container |
Volume = 150 L; height = 0.975 m; diameter = 0.48 m |
HDPE container to store and supply TBHQ when necessary |
Concerning steam generation, specific equipment was selected for this purpose, with a working pressure range from 0.5 to 5 bar and an efficiency of 99% without carbon dioxide emissions. The boiler presented a power of 4.5 kW and the following size: 840x430x380 mm. As a result, Table 7 showed the main heating requirements for this equipment, where the heat transfer of reagents, along with their quantities among other factors, have been considered.
Table 7.
Requirements for the steam generator for first and second transesterification.
| Condition | 1st reaction | 2nd reaction |
|---|---|---|
| Initial temperature, ˚C | 15 | 60 |
| Final (reaction) temperature, ˚C | 60 | 120 |
| Heating time, min | 35 | 40 |
| Saturated steam, kg | 136.1 | 112.5 |
| Flow, kg·min˗1 | 3.9 | 2.82 |
3.5.3. Reactor design
In the case of the reactor, it was designed according to the characteristics included in Table 5. As both first and second transesterification are included in the same reactor at two different stages, the size for both reactions will be considered, selecting the biggest reactor to include both processes. For the first transesterification, Equation 23 (with excess methanol) and Equation 24 (for the second transesterification) were considered.
This way, according to WCO supply observed in Table 5 (206.03 kg·h˗1), and considering the stoichiometry of the process, density and molecular weight of each reagent, the daily inlet mass flow and reactor size could be obtained for a working day (see Table 8).
As a result, a total inlet volume to the reactor of 2.32 m3 was found if first transesterification is considered. On the other hand, according to the second transesterification, where glycerol is previously removed and the remaining reagent (in this case, TMP) is added along with the catalyst (sodium methoxide). Considering the reaction included in Equation 24, the main inlet flows for the second transesterification are shown in Table 9, to determine the total volume of the reactor.
Under these circumstances, the total inlet volume was 2.02 m3. Comparing both total volumes, it can be observed that the first transesterification required a higher volume, which will be selected for the reactor design so that both reactions can take place in the same reactor in successive steps. Finally, considering an oversize of 20%, the real volume for the reactor was 3 m3. If a cylindrical reactor is considered, its inner diameter and height can be calculated to minimize the material used for its construction, according to Equations 25 and 26:
By combining both equations, Equation 27 is obtained where the surface is a function of R:
By representing surface versus radius, a line similar to a parabola. This function at its lowest point presents a slope equals 0, that is, the derivative of surface when R is minimal equals 0, as observed in Equation 28.
Once the radius is obtained, the inner diameter and height can be calculated, as well as the surface of the reactor, as obtained in Table 10. Wall thickness was considered according to previous studies [33].
Concerning the size of the stirring system, a 6-blade disk stirrer was selected, following Equations 29 and 30 for the design of the blades.
Where Da is the diameter of the stirrer, Dt is the inner diameter of the reactor, H is the height of the reaction medium, J is the width of the deflector, E is the distance from the stirrer and the bottom of the reactor, W is the width of the blades and L is the length of the blades. By applying the previous Equations, the following results were obtained (Table 11):
Regarding the vacuum pump, it should be noted that the requirements of this equipment were previously established (510 mmHg and 40 min of working time), resulting in 5.64 L·min˗1 of methanol that are removed from the reaction medium in the case of the second transesterification, selecting a pump with a power of 2.2 kW for this purpose.
Finally, the biolubricant is purified by using a purifier. The quantities of biolubricant and methanol generated in the second transesterification can be calculated according to Table 9, resulting a volume flow of biolubricant of 42.93 L·min˗1, selecting an equipment of 44 kW and a high filtration capacity (1 μm).
3.5.4. Economic study
Once the main components of the chemical plant for biolubricant production from WCO were established, a preliminary economic study was conducted in order to assess the feasibility of implementation of this kind of facility. Thus, the costs of products were determined according to the location established in this work and described in Subsection 3.5.1.
Concerning direct costs, and according to the yearly demands of the plant, Table 12 shows the estimated costs of reagents for first and second transesterification (data were obtained from local and national distributors, presenting an average value).
Also, TBHQ addition should be considered. In this case, an addition of 300 ppm of TBHQ could be suitable to obtain at least 8 h of oxidation stability (assuming the minimum standard for biodiesel samples [38]). This way, assuming a total production of biolubricant of 424989.8 kg per year, 127497 g of TBHQ would be necessary, with a total cost of 37739.11 € (29.60 €·g˗1). As a result, total costs related to raw materials was 150808.43 €.
Regarding staff costs, the results observed in Table 13 were based on national work agreements [56]. It should be noted that the salary and social charges (around 35% of each salary) are constantly changing, with the subsequent impact of this factor in the implementation of a plant with these characteristics.
When it comes to energy costs, different stages should be considered, different stages were considered to assess the power required and the annual costs, as observed in Table 14. If an average value of 0.180 €·kWh˗1 is considered according to several electric companies, the total annual cost of the plant would be above 5500 €.
Also, machine costs should be considered in this preliminary study, as observed in Table 15. The total cost of the reactor (including container and stirrer) was 69380 €, whereas the total cost of the industrial equipment for biodiesel and biolubricant production was 88248.8 €.
Considering water costs, it can be considered a direct cost as it is used to wash the reactor and supply the boiler to produce steam (with an estimation of 124.8 and 0.36 m3, respectively), for the former, tap water is enough to carry out this task, whereas for the latter distilled water is required, estimating different costs per liter (1.97 and 940 €·m˗3, respectively). As a result, the total annual cost of water was 588.02 €.
To sum up, Table 16 indicates the annual costs for production and annual incomes. As observed, the annual gross profit was obtained as the difference between the income due to annual production (biolubricant and glycerol) and annual production cost (due to raw materials, energy and water used). These costs have been estimated for the production process, without considering the machinery costs, salaries or depreciation due to the service life of equipment.
Net profit can be calculated as 75% of gross profit, resulting 873923.23 €. Finally, considering machinery costs and salaries, the final profit of the plant for the first year of operation was 694856 €.
4. Conclusions
In this work, biodiesel and biolubricant production from waste cooking oil through transesterification was studied, including characterization of the main products obtained and the design and economic study of a chemical plant to produce biolubricants. As a result, and according to the properties of biodiesel and biolubricant obtained from waste cooking oil, this waste can be considered as a suitable raw material to obtain valuable products for energy purposes and lubrication in industries.
However, oxidation stability was low, requiring the use of antioxidants to improve this property, which is essential to keep viscosity and acidity in the final product during storage or oxidation processes. In this sense, the use of TBHQ was effective to considerably increase oxidation stability.
According to experimental data, the operating conditions to obtain biolubricants were the following: FAME/TMP ratio = 3; working pressure = 210 mmHg, temperature = 120 °C and catalyst concentration = 0.3% w/w. Under these circumstances, FAME conversion was above 98%. Regarding kinetics, transesterification of FAMEs with TMP followed a pseudo-second order model. According to the kinetic data and the design of the chemical plant (discontinuous regime), a daily production of 2 m3 of biolubricant was obtained in batches. The economic study indicated that the implementation of this facility at industrial scale is feasible, as there is a favorable economic potential with an annual net profit of around 700000 €.
Author Contributions
Conceptualization, P.M.A.P. and S.N.; methodology, P.M.A.P. and S.N.; validation, P.M.A.P. and S.N.; formal analysis, J.C.C. and S.N.; investigation, P.M.A.P., J.C.C. and S.N.; resources, P.M.A.P. and S.N.; data curation, P.M.A.P., J.C.C. and S.N.; writing—original draft preparation, J.C.C. and S.N.; writing—review and editing, P.M.A.P. and S.N.; visualization, P.M.A.P. and S.N.; supervision, P.M.A.P. and S.N.; project administration, P.M.A.P. and S.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
The authors would like to acknowledge the supply of waste cooking oil by restaurants, companies and homes, especially and personally Ms. María Delgado Hidalgo for her support.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- UN Sustainable Development Goals. 2019.
- United Nations United Nations Framework Convention on Climate Change.
- Ministerio para la Transición Ecológica y el Reto Demográfico Balances Energéticos.
- Di Serio, M.; Ledda, M.; Cozzolino, M.; Minutillo, G.; Tesser, R.; Santacesaria, E. Transesterification of Soybean Oil to Biodiesel by Using Heterogeneous Basic Catalysts. Ind Eng Chem Res 2006, 45, 3009–3014. [CrossRef]
- Parente, E.J.; Marques, J.P.C.; Rios, I.C.; Cecilia, J.A.; Rodríguez-Castellón, E.; Luna, F.M.T.; Cavalcante, C.L. Production of Biolubricants from Soybean Oil: Studies for an Integrated Process with the Current Biodiesel Industry. Chemical Engineering Research and Design 2021, 165, 456–466. [CrossRef]
- Mazanov, S. V.; Gabitova, A.R.; Usmanov, R.A.; Gumerov, F.M.; Labidi, S.; Amar, M. Ben; Passarello, J.P.; Kanaev, A.; Volle, F.; Neindre, B. Le Continuous Production of Biodiesel from Rapeseed Oil by Ultrasonic Assist Transesterification in Supercritical Ethanol. Journal of Supercritical Fluids 2016. [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Sánchez, N.; González, J.F. Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization. Catalysts 2020, 10. [CrossRef]
- Veljković, V.B.; Biberdžić, M.O.; Banković-Ilić, I.B.; Djalović, I.G.; Tasić, M.B.; Nježić, Z.B.; Stamenković, O.S. Biodiesel Production from Corn Oil: A Review. Renewable and Sustainable Energy Reviews 2018, 91, 531–548. [CrossRef]
- Nongbe, M.C.; Ekou, T.; Ekou, L.; Yao, K.B.; Le Grognec, E.; Felpin, F.X. Biodiesel Production from Palm Oil Using Sulfonated Graphene Catalyst. Renew Energy 2017. [CrossRef]
- Salimon, J.; Salih, N. Epoxidized Malaysian Elaeis Guineensis Palm Kernel Oil Trimethylolpropane Polyol Ester as Green Renewable Biolubricants. Biomass Bioenergy 2023, 175, 106883. [CrossRef]
- Alptekin, E.; Canakci, M.; Ozsezen, A.N.; Turkcan, A.; Sanli, H. Using Waste Animal Fat Based Biodiesels-Bioethanol-Diesel Fuel Blends in a Di Diesel Engine. Fuel 2015. [CrossRef]
- Banković-Ilić, I.B.; Stojković, I.J.; Stamenković, O.S.; Veljkovic, V.B.; Hung, Y.T. Waste Animal Fats as Feedstocks for Biodiesel Production. Renewable and Sustainable Energy Reviews 2014, 32, 238–254. [CrossRef]
- Behçet, R.; Oktay, H.; Çakmak, A.; Aydin, H. Comparison of Exhaust Emissions of Biodiesel-Diesel Fuel Blends Produced from Animal Fats. Renewable and Sustainable Energy Reviews 2015.
- Ahmad, U.; Naqvi, S.R.; Ali, I.; Naqvi, M.; Asif, S.; Bokhari, A.; Juchelková, D.; Klemeš, J.J. A Review on Properties, Challenges and Commercial Aspects of Eco-Friendly Biolubricants Productions. Chemosphere 2022, 309. [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; González, J.F. A Review on Biolubricants Based on Vegetable Oils through Transesterification and the Role of Catalysts: Current Status and Future Trends. Catalysts 2023, 13, 1299. [CrossRef]
- Barbera, E.; Hirayama, K.; Maglinao, R.L.; Davis, R.W.; Kumar, S. Recent Developments in Synthesizing Biolubricants — a Review. Biomass Convers Biorefin 2024, 14, 2867–2887.
- Chen, J.; Bian, X.; Rapp, G.; Lang, J.; Montoya, A.; Trethowan, R.; Bouyssiere, B.; Portha, J.F.; Jaubert, J.N.; Pratt, P.; et al. From Ethyl Biodiesel to Biolubricants: Options for an Indian Mustard Integrated Biorefinery toward a Green and Circular Economy. Ind Crops Prod 2019, 137, 597–614. [CrossRef]
- Nogales-Delgado, S.; Guiberteau Cabanillas, A.; Moro, J.P.; Encinar Martín, J.M. Use of Propyl Gallate in Cardoon Biodiesel to Keep Its Main Properties during Oxidation. Clean Technologies 2023, 5, 569–583. [CrossRef]
- Nogales-Delgado, S.; Guiberteau, A.; Encinar, J.M. Effect of Tert-Butylhydroquinone on Biodiesel Properties during Extreme Oxidation Conditions. Fuel 2022, 310, 122339. [CrossRef]
- Nogales-Delgado, S.; Cabanillas, A.G.; Romero, Á.G.; Encinar Martín, J.M. Monitoring Tert-Butylhydroquinone Content and Its Effect on a Biolubricant during Oxidation. Molecules 2022, 27. [CrossRef]
- Singh, N.; Agarwal, P.; Porwal, J.; Porwal, S.K. Evaluation of Multifunctional Green Copolymer Additives–Doped Waste Cooking Oil–Extracted Natural Antioxidant in Biolubricant Formulation. Biomass Convers Biorefin 2024, 14, 761–770. [CrossRef]
- Singh, N.; Agarwal, P.; Porwal, S.K. Natural Antioxidant Extracted Waste Cooking Oil as Sustainable Biolubricant Formulation in Tribological and Rheological Applications. Waste Biomass Valorization 2022, 13, 3127–3137. [CrossRef]
- Joshi, J.R.; Bhanderi, K.K.; Patel, J. V.; Karve, M. Chemical Modification of Waste Cooking Oil for the Biolubricant Production through Transesterification Process. Journal of the Indian Chemical Society 2023, 100. [CrossRef]
- Wang, E.; Ma, X.; Tang, S.; Yan, R.; Wang, Y.; Riley, W.W.; Reaney, M.J.T. Synthesis and Oxidative Stability of Trimethylolpropane Fatty Acid Triester as a Biolubricant Base Oil from Waste Cooking Oil. Biomass Bioenergy 2014, 66, 371–378. [CrossRef]
- Sun, G.; Li, Y.; Cai, Z.; Teng, Y.; Wang, Y.; Reaney, M.J.T. K2CO3-Loaded Hydrotalcite: A Promising Heterogeneous Solid Base Catalyst for Biolubricant Base Oil Production from Waste Cooking Oils. Appl Catal B 2017, 209, 118–127. [CrossRef]
- Zhang, W.; Ji, H.; Song, Y.; Ma, S.; Xiong, W.; Chen, C.; Chen, B.; Zhang, X. Green Preparation of Branched Biolubricant by Chemically Modifying Waste Cooking Oil with Lipase and Ionic Liquid. J Clean Prod 2020, 274. [CrossRef]
- Guimarães, J.R.; Miranda, L.P.; Fernandez-Lafuente, R.; Tardioli, P.W. Immobilization of Eversa® Transform via CLEA Technology Converts It in a Suitable Biocatalyst for Biolubricant Production Using Waste Cooking Oil. Molecules 2021, 26. [CrossRef]
- Jahromi, H.; Adhikari, S.; Roy, P.; Shelley, M.; Hassani, E.; Oh, T.S. Synthesis of Novel Biolubricants from Waste Cooking Oil and Cyclic Oxygenates through an Integrated Catalytic Process. ACS Sustain Chem Eng 2021, 9, 13424–13437. [CrossRef]
- Chowdhury, A.; Chakraborty, R.; Mitra, D.; Biswas, D. Optimization of the Production Parameters of Octyl Ester Biolubricant Using Taguchi’s Design Method and Physico-Chemical Characterization of the Product. Ind Crops Prod 2014, 52, 783–789. [CrossRef]
- Chowdhury, A.; Mitra, D.; Biswas, D. Biolubricant Synthesis from Waste Cooking Oil via Enzymatic Hydrolysis Followed by Chemical Esterification. Journal of Chemical Technology and Biotechnology 2013, 88, 139–144. [CrossRef]
- Hussein, R.Z.K.; Attia, N.K.; Fouad, M.K.; ElSheltawy, S.T. Experimental Investigation and Process Simulation of Biolubricant Production from Waste Cooking Oil. Biomass Bioenergy 2021, 144. [CrossRef]
- Abdel Hamid, E.M.; Amer, A.M.; Mahmoud, A.K.; Mokbl, E.M.; Hassan, M.A.; Abdel-Monaim, M.O.; Amin, R.H.; Tharwat, K.M. Box-Behnken Design (BBD) for Optimization and Simulation of Biolubricant Production from Biomass Using Aspen plus with Techno-Economic Analysis. Sci Rep 2024, 14, 21769. [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Pinilla, A. Biolubricant Production through Double Transesterification: Reactor Design for the Implementation of a Biorefinery Based on Rapeseed. Processes 2021, 9, 1224. [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; González, J.F. Safflower Biodiesel: Improvement of Its Oxidative Stability by Using BHA and TBHQ. Energies (Basel) 2019, 12. [CrossRef]
- 14214, U.-E. Liquid Petroleum Products – Fatty Acid Methyl Esters (FAME) for Use in Biodiesel Engines and Heating Applications – Requirements and Test Methods. 2013.
- UNE-EN ISO 3104/AC:1999 Petroleum Products. Transparent and Opaque Liquids. Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity (ISO 3104:1994). 1999.
- UNE-EN-ISO 3675 Crude Petroleum and Liquid Petroleum Products. Laboratory Determination of Density. Hydrometer Method 1999.
- UNE-EN 14112 Fat and Oil Derivatives - Fatty Acid Methyl Esters (FAME) - Determination of Oxidation Stability (Accelerated Oxidation Test) 2017.
- UNE-EN 14104:2003 Oil and Fat Derivatives. Fatty Acid Methyl Esters (FAME). Determination of Acid Value. 2003.
- UNE-EN 51023:1990 Petroleum Products. Determination of Flash and Fire Points. Cleveland Open Cup Method. 1990.
- UNE-EN 116:2015 Diesel and Domestic Heating Fuels – Determination of Cold Filter Plugging Point- Stepwise Cooling Bath Method. 2015.
- Freedman, B.; Butterfield, R.O.; Pryde, E.H. Transesterification Kinetis of Soybean Oil; 1981; Vol. 58;
- Khan, E.; Ozaltin, K.; Spagnuolo, D.; Bernal-ballen, A.; Piskunov, M. V; Martino, A. Di Biodiesel from Rapeseed and Sunflower Oil : Effect of the Transesterification Conditions and Oxidation Stability. 2023.
- Bencheikh, K.; Atabani, A.E.; Shobana, S.; Mohammed, M.N.; Uğuz, G.; Arpa, O.; Kumar, G.; Ayanoğlu, A.; Bokhari, A. Fuels Properties, Characterizations and Engine and Emission Performance Analyses of Ternary Waste Cooking Oil Biodiesel–Diesel–Propanol Blends. Sustainable Energy Technologies and Assessments 2019, 35, 321–334. [CrossRef]
- Rocha-Meneses, L.; Hari, A.; Inayat, A.; Yousef, L.A.; Alarab, S.; Abdallah, M.; Shanableh, A.; Ghenai, C.; Shanmugam, S.; Kikas, T. Recent Advances on Biodiesel Production from Waste Cooking Oil (WCO): A Review of Reactors, Catalysts, and Optimization Techniques Impacting the Production. Fuel 2023, 348. [CrossRef]
- Nogales-Delgado, S.; Guiberteau Cabanillas, A.; Catela Rodríguez, A. Combined Effect of Propyl Gallate and Tert-Butyl Hydroquinone on Biodiesel and Biolubricant Based on Waste Cooking Oil. Applied Sciences (Switzerland) 2024, 14. [CrossRef]
- Pullen, J.; Saeed, K. An Overview of Biodiesel Oxidation Stability. Renewable and Sustainable Energy Reviews 2012.
- Rizwanul Fattah, I.M.; Masjuki, H.H.; Kalam, M.A.; Hazrat, M.A.; Masum, B.M.; Imtenan, S.; Ashraful, A.M. Effect of Antioxidants on Oxidation Stability of Biodiesel Derived from Vegetable and Animal Based Feedstocks. Renewable and Sustainable Energy Reviews 2014, 30, 356–370.
- Encinar, J.M.; Nogales-Delgado, S.; Álvez-Medina, C.M. High Oleic Safflower Biolubricant through Double Transesterification with Methanol and Pentaerythritol: Production, Characterization, and Antioxidant Addition. Arabian Journal of Chemistry 2022, 15, 103796. [CrossRef]
- Nogales-Delgado, S.; Encinar Martín, J.M.; Sánchez Ocaña, M. Use of Mild Reaction Conditions to Improve Quality Parameters and Sustainability during Biolubricant Production. Biomass Bioenergy 2022, 161, 106456. [CrossRef]
- Varatharajan, K.; Pushparani, D.S. Screening of Antioxidant Additives for Biodiesel Fuels. Renewable and Sustainable Energy Reviews 2018, 82, 2017–2028.
- Nogales-Delgado, S.; Encinar, J.M.; Guiberteau, A.; Márquez, S. The Effect of Antioxidants on Corn and Sunflower Biodiesel Properties under Extreme Oxidation Conditions. JAOCS, Journal of the American Oil Chemists’ Society 2019. [CrossRef]
- Souza, A.G.; Medeiros, M.L.; Cordeiro, A.M.M.T.; Queiroz, N.; Soledade, L.E.B.; Souza, A.L. Efficient Antioxidant Formulations for Use in Biodiesel. Energy and Fuels 2014, 28, 1074–1080. [CrossRef]
- Xin, J.; Imahara, H.; Saka, S. Kinetics on the Oxidation of Biodiesel Stabilized with Antioxidant. Fuel 2009, 88, 282–286. [CrossRef]
- Bizkaia garbiker Recogida de Residuos.
- BOE XX Convenio Colectivo General de La Industria Química.
Figure 1.
Primary energy consumption in Spain, expressed in %: a) in general; b) according to different renewable energy sources [3].
Figure 1.
Primary energy consumption in Spain, expressed in %: a) in general; b) according to different renewable energy sources [3].
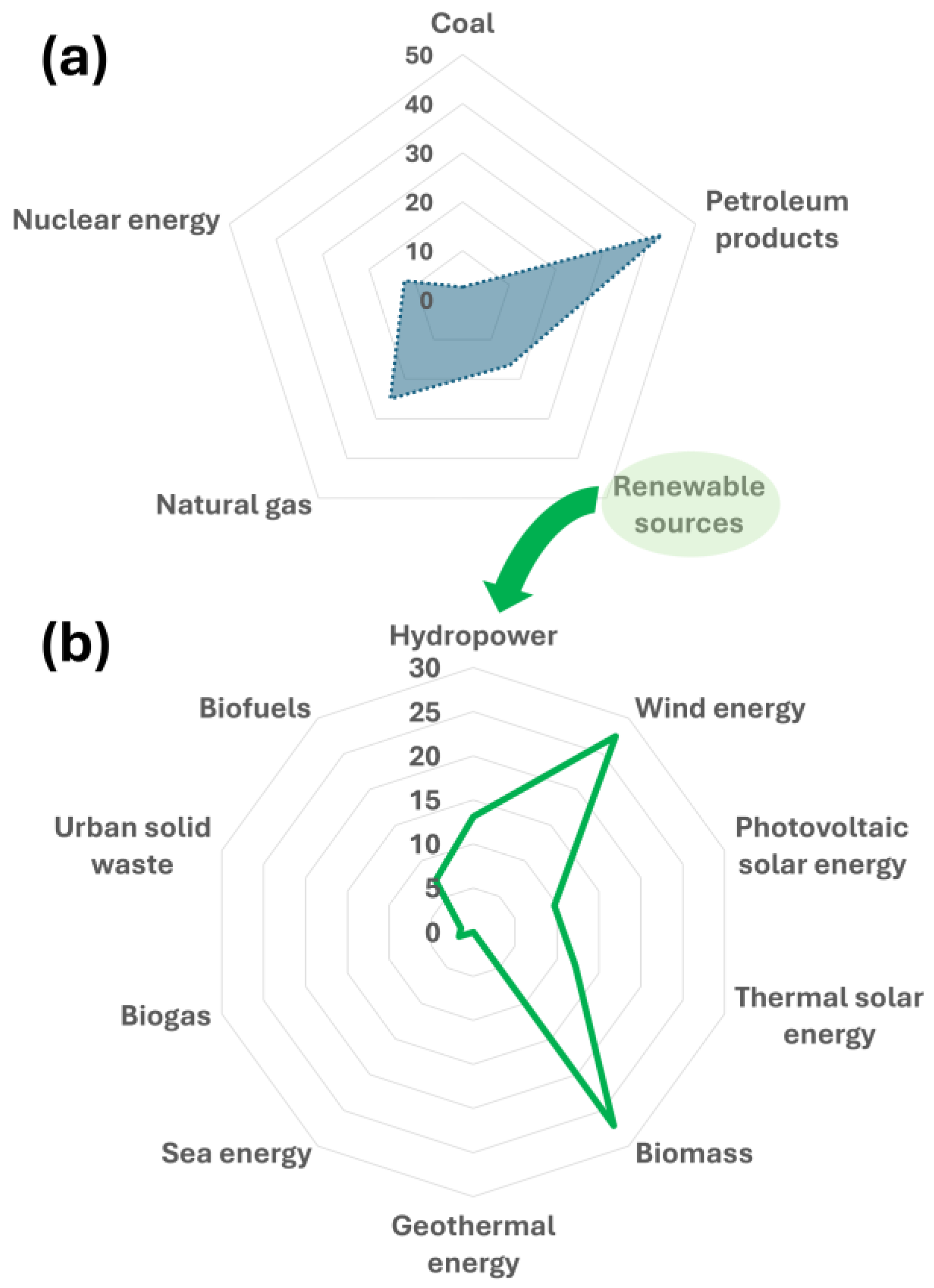
Figure 2.
Scheme of the main stages accomplished in this work.
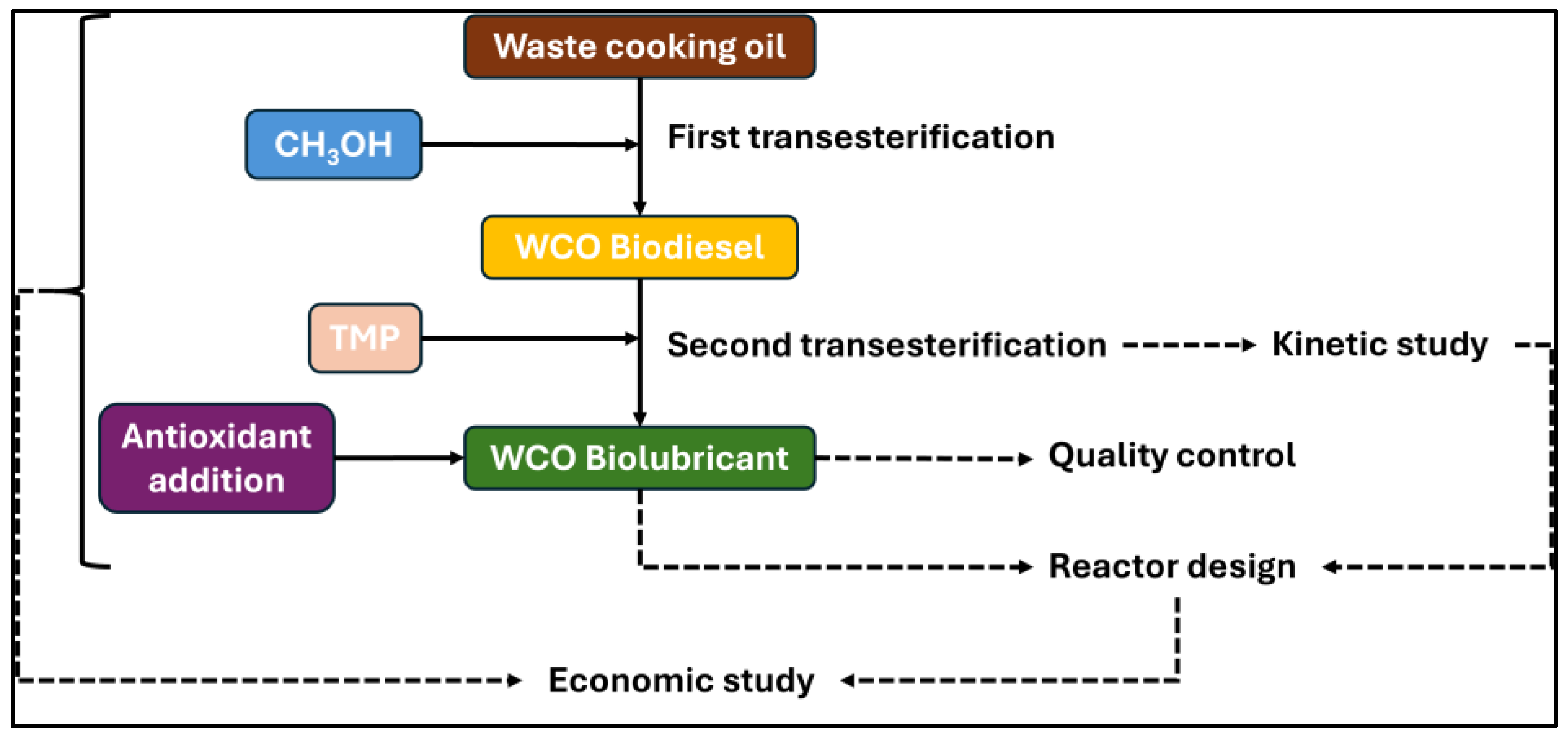
Figure 4.
Effect of TBHQ concentration on oxidation stability of WCO-TMP biolubricant.
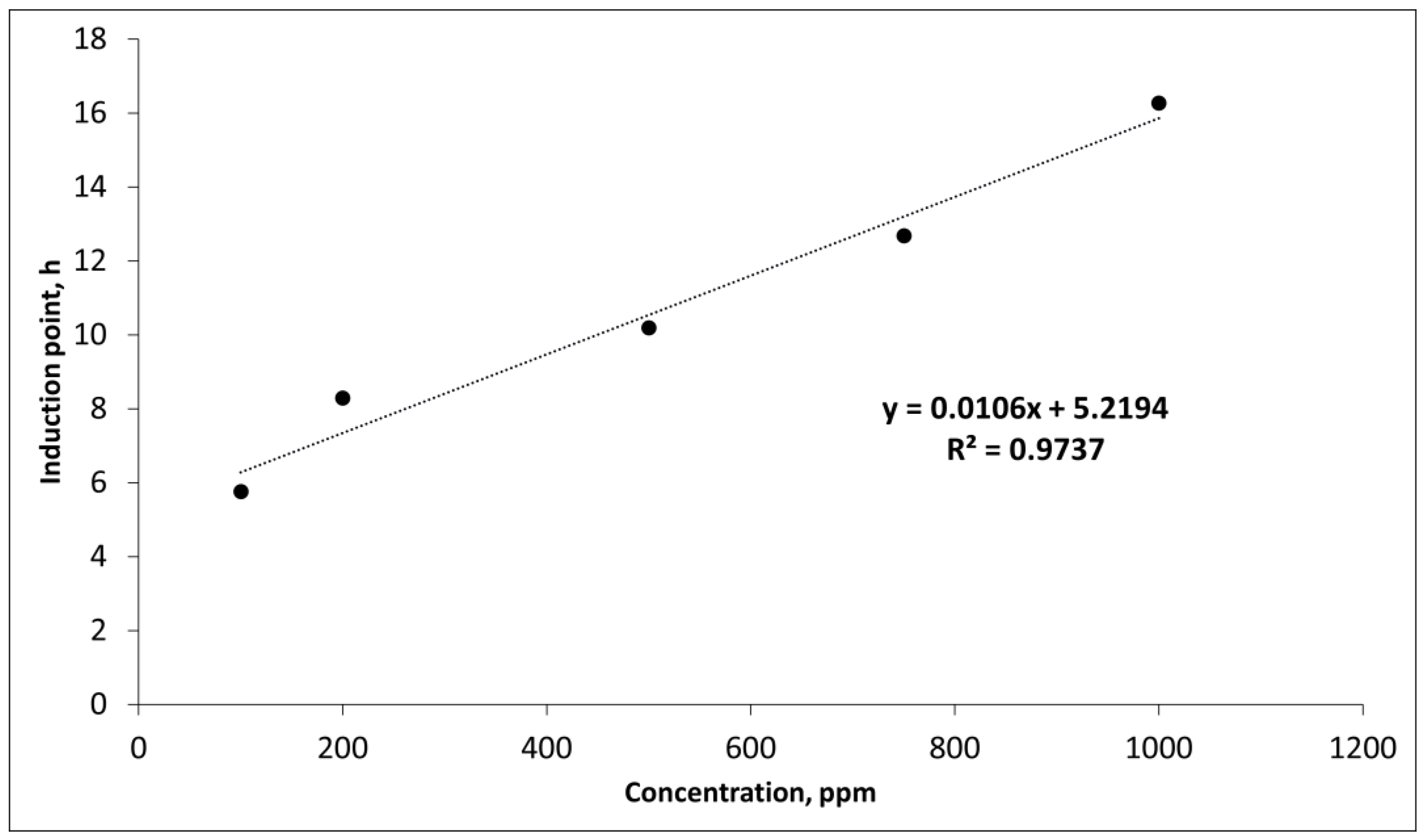
Figure 6.
Graphical display of second-order kinetics for WCO-TMP production (FAME/TMP ratio: 3; T: 120 ˚C; t: 120 min; stirring rate: 350 rpm; working pressure: 210 mmHg; catalyst concentration: 1% w/w).
Figure 6.
Graphical display of second-order kinetics for WCO-TMP production (FAME/TMP ratio: 3; T: 120 ˚C; t: 120 min; stirring rate: 350 rpm; working pressure: 210 mmHg; catalyst concentration: 1% w/w).
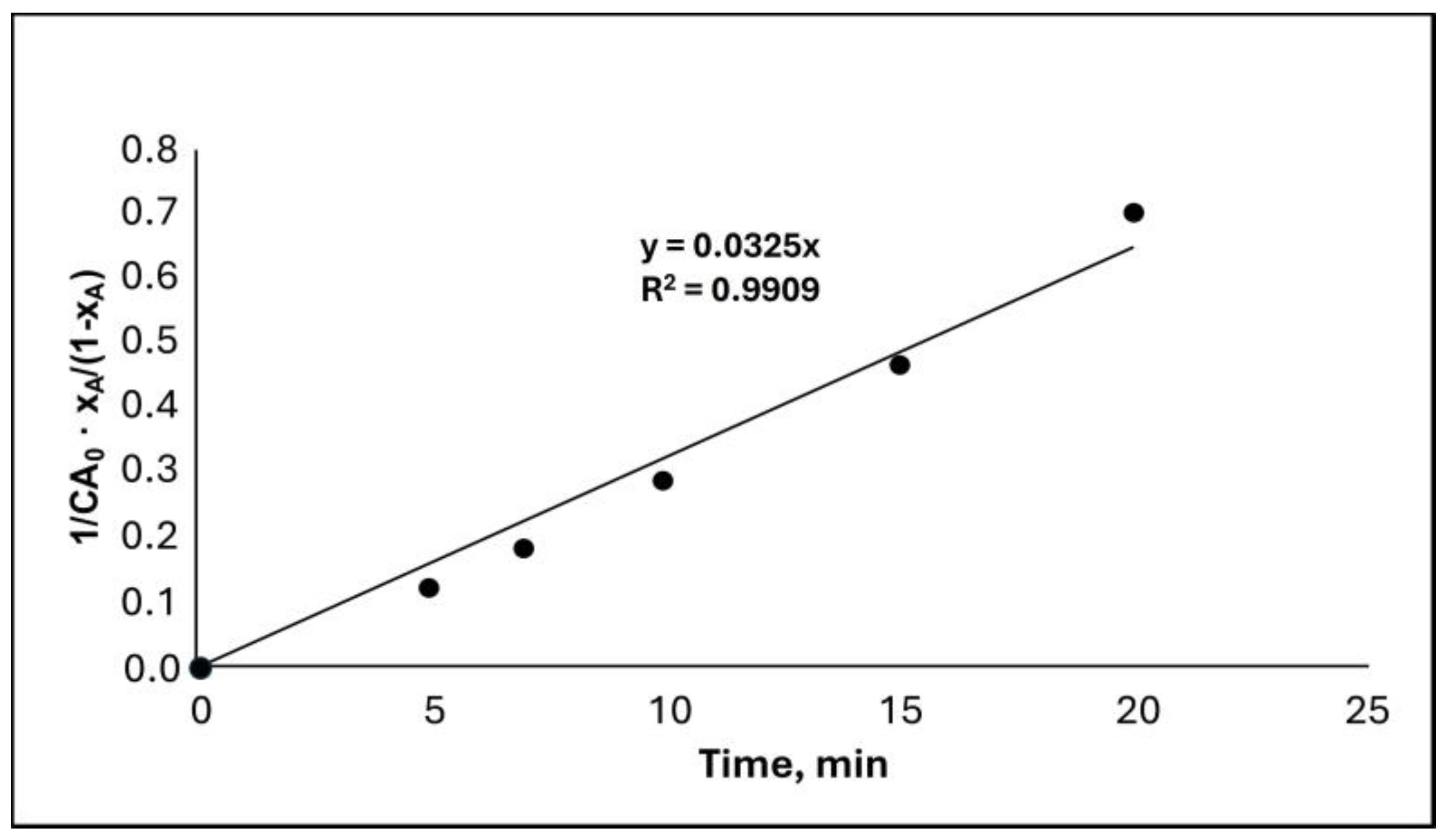
Figure 7.
Dependence of apparent kinetic constant on reaction temperature according to the second-order reaction.
Figure 7.
Dependence of apparent kinetic constant on reaction temperature according to the second-order reaction.
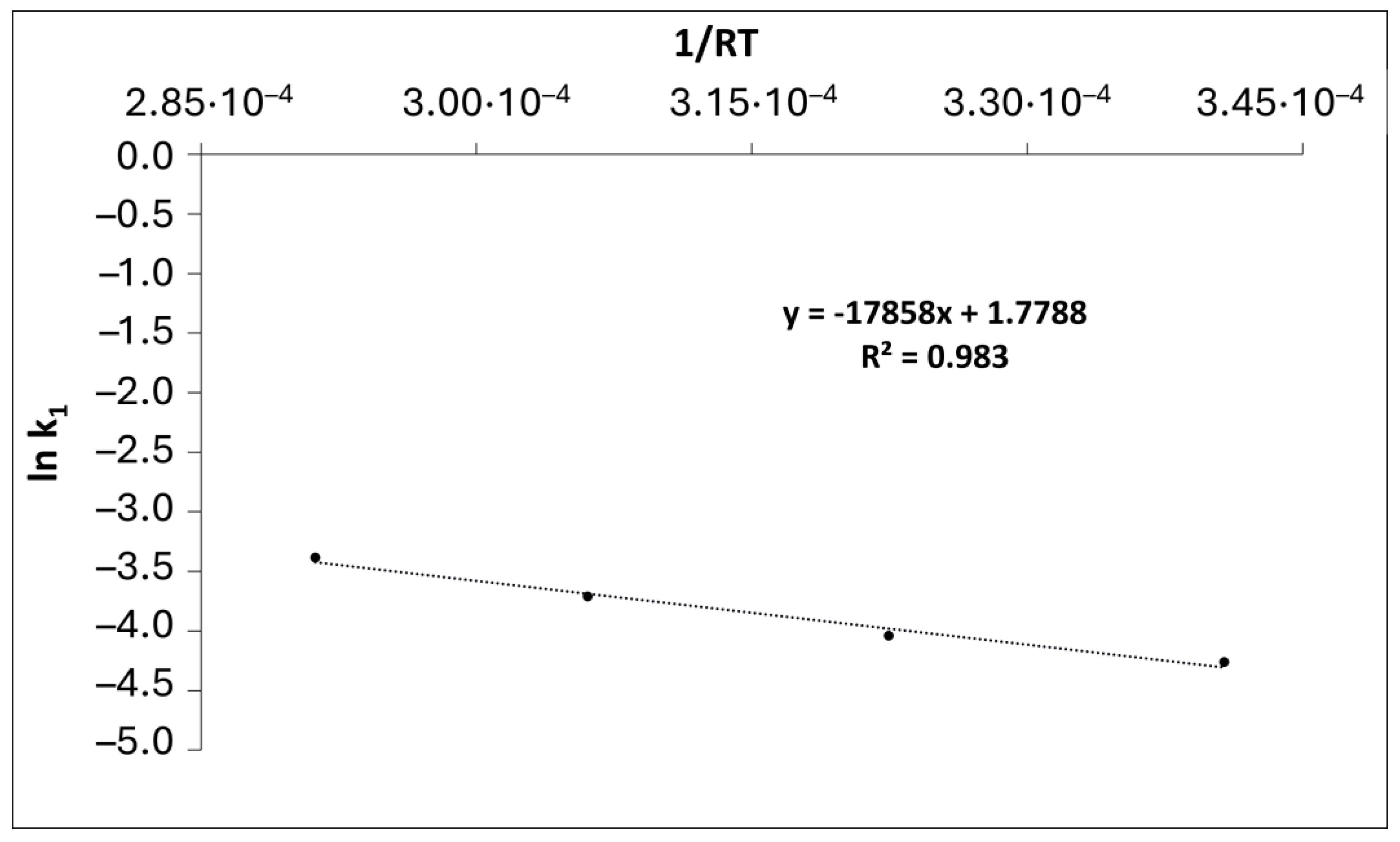
Figure 8.
Dependence of the apparent kinetic constant on catalyst concentration according to a second-order reaction model.
Figure 8.
Dependence of the apparent kinetic constant on catalyst concentration according to a second-order reaction model.
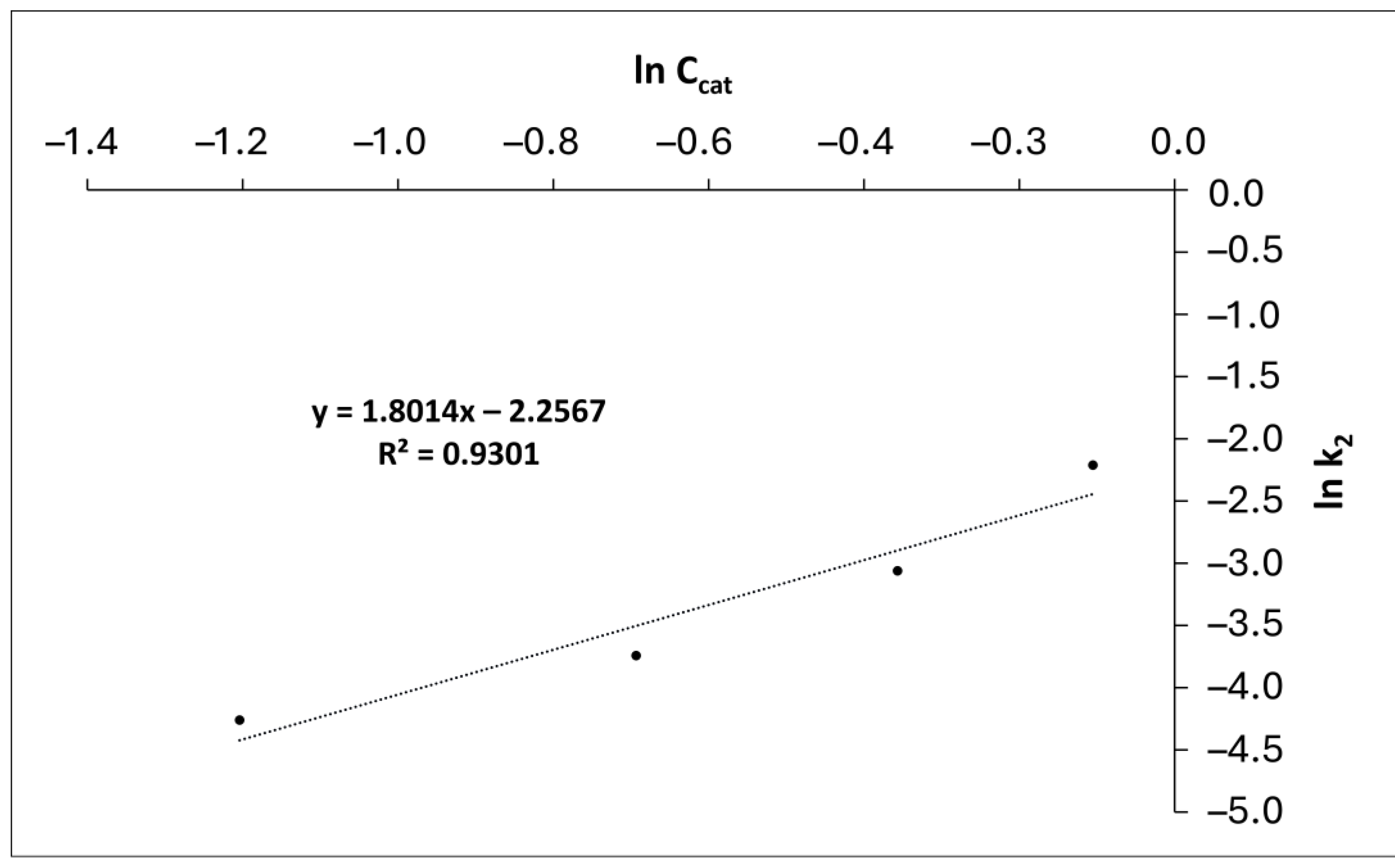
Table 1.
Operating conditions for biolubricant production from WCO.
| Parameter | Value |
|---|---|
| FAME/TMP ratio | 3 |
| Catalyst concentration, % | 0.3-1.0 |
| Reaction time, min | 120 |
| Reaction temperature, ˚C | 80-140 |
| Stirring rate, rpm | 350 |
| Working pressure, mmHg | 210-760 |
Table 2.
WCO-FAME and WCO-TMP characterization, including references to the corresponding standards.
Table 2.
WCO-FAME and WCO-TMP characterization, including references to the corresponding standards.
| Parameter | WCO-FAME | WCO-TMP | Details |
|---|---|---|---|
| FAME content | Yes | No | [35] |
| Viscosity | Yes | Yes | [36] |
| Density | Yes | Yes | [37] |
| Oxidation stability | Yes | Yes | [38] |
| Acid value | Yes | Yes | [39] |
| Flash and combustion points | Yes | Yes | [40] |
| Cold filter plugging point | Yes | No | [41] |
Table 3.
Apparent kinetic constant (k’) for biolubricant production at different temperatures.
| T, ˚C | T, K | k’ |
|---|---|---|
| 80 | 353 | 0.0141 |
| 100 | 373 | 0.0176 |
| 120 | 393 | 0.0245 |
| 140 | 413 | 0.0339 |
Table 4.
Apparent kinetic constant (k’2) for biolubricant production at different temperatures.
| Catalyst concentration, % w/w | k’2 |
|---|---|
| 0.3 | 0.0141 |
| 0.5 | 0.0237 |
| 0.7 | 0.0468 |
| 0.9 | 0.1096 |
Table 5.
Characteristics of the designed plant.
| Parameter | Result |
|---|---|
| Working hours, h·y˗1 | 2112 |
| Collected WCO, kg·y˗1 | 423823 |
| Processing capacity, kg·h˗1 | 206.03 |
| Processing capacity, kg·d˗1 | 1648 |
| Methanol required*, kg·d˗1 | 357.44 |
*According to stoichiometric requirements.
Table 8.
Inlet flows for first transesterification.
| Reagent | Molecular weight, g·mol˗1 | Density, kg·m˗3 | Mass flow, kg·h˗1 | Inlet mass, kg | Inlet volume, m3 |
|---|---|---|---|---|---|
| WCO | 900 | 920 | 209.2 | 1673.80 | 1.82 |
| CH3OH | 32.04 | 792 | 44.68 | 357.44 | 0.45 |
| Sodium methoxide | 54.03 | 970 | 6.28 | 50.2 | 0.05 |
Table 9.
Inlet flows for second transesterification.
| Reagent | Molecular weight, g·mol˗1 | Density, kg·m˗3 | Mass flow, kg·h˗1 | Inlet mass, kg | Inlet volume, m3 |
|---|---|---|---|---|---|
| FAMEs | 284.52 | 880 | 198.37 | 1586.96 | 1.8 |
| TMP | 134.17 | 1080 | 22.33 | 178.66 | 0.17 |
| Sodium methoxide | 54.03 | 970 | 5.95 | 47.62 | 0.05 |
Table 10.
Reactor size for WCO biodiesel and biolubricant production.
| Parameter | Size |
|---|---|
| Reactor volume, m3 | 3 |
| Reactor surface, m2 | 29.49 |
| Inner diameter, m | 1.563 |
| Height, m | 1.562 |
| Wall thickness, mm | 6 |
| Weight, kg | 168.53 |
Table 11.
Sizing of the stirring system (results expressed in m).
| Da | H | J | E | W | L |
|---|---|---|---|---|---|
| 0.521 | 1.563 | 0.130 | 0.521 | 0.104 | 0.130 |
Table 12.
Reactor size for WCO biodiesel and biolubricant production.
| Transesterification process |
Reagent | Price, €·T˗1 |
Amount, T·y˗1 |
Annual cost, €·y˗1 |
|---|---|---|---|---|
| 1st | WCO | 82 | 435.12 | 35679.84 |
| CH3OH | 265 | 92.93 | 24626.45 | |
| Sodium methoxide |
1800 | 13.05 | 23490 | |
| Total | -- | 541.1 | 83796.29 | |
| 2nd | TMP | 150 | 46.45 | 6967.5 |
| Sodium methoxide |
1800 | 12.38 | 22284 | |
| Total | -- | 58.83 | 29251.5 |
Table 13.
Staff costs for WCO biodiesel and biolubricant production.
| Job post | Number of workers | Salary | Total salary + social charges |
|---|---|---|---|
| Plant manager | 1 | 44658.05 | 60288.37 |
| Chemist | 1 | 28985.65 | 39130.63 |
| Qualified worker | 2 | 21739.23 | 51087.19 |
| Total | 4 | 95382.93 | 150506.19 |
Table 14.
Energy costs (related to a working year) of the WCO biodiesel and biolubricant plant.
| Step | Power, kW | Daily working time | Yearly energy consumption, kWh | Annual cost, €·y˗1 |
|---|---|---|---|---|
| Heating | 25.54 | 1.3 | 8632.52 | 1553.85 |
| Stirring | 22.25 | 2.51 | 14520.35 | 2613.66 |
| Vacuum | 2.2 | 0.67 | 383.24 | 68.98 |
| Purification | 44 | 0.7 | 8008.00 | 1441.44 |
| Total | 91.87 | -- | 31544.11 | 5677.94 |
Table 15.
Machine costs for this study.
| Equipment | Cost (VAT included), € |
|---|---|
| WCO container | 2660 |
| Methanol container | 235.95 |
| Recovered methanol container | 179.95 |
| Sodium methoxide container | 179.95 |
| Glycerol container | 235.95 |
| TMP container | 1180 |
| Biolubricant container | 4500 |
| TBHQ container | 42.35 |
| Steam generator | 3194 |
| Vacuum pump | 2360.60 |
| Purifier | 4100 |
| Reactor | 33741 |
| Stirrer | 35639 |
Table 16.
Annual costs and income for the designed biodiesel and biolubricant plant, including gross profit.
Table 16.
Annual costs and income for the designed biodiesel and biolubricant plant, including gross profit.
| Annual production costs | Annual income | ||||
| Production |
Cost, € |
Product |
Production, L·y˗1 |
Selling price, €·L ˗1 |
Annual income, € |
| Raw materials | 150808.43 | Biolubricant | 446424 | 2.89 | 1290165.36 |
| Energy | 5677.94 |
Production, T·y˗1 |
Selling price, €·T ˗1 |
Annual income, € | |
| Water | 588.02 | Glycerol | 128.56 | 250 | 32140 |
| Annual profit | |||||
| Total annual costs (production), € | 157074.39 | ||||
| Total annual incomes, € | 1322305.36 | ||||
| Annual gross profit, € | 1165230.97 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



