
Submitted:
17 June 2024
Posted:
18 June 2024
You are already at the latest version
Abstract
Engineer-to-order manufacturing, characterized by highly customized products and complex workflows, presents unique challenges for warehouse management and operational efficiency. This paper explores the potential of a digital twin as a transformative solution for engineer-to-order environments in manufacturing companies realizing prefabricated building components. The paper outlines a methodology encompassing users’ requirement and the design to support development of a digital twin that integrates Internet of Things devices, Building Information Modeling, and Artificial Intelligence capabilities. It delves into the specific challenges of outdoor warehouse optimization and worker safety within the context of engineer-to-order manufacturing, and how the digital twin aims to address these issues through data collection, analysis, and visualization. The research is conducted through an in-depth analysis of the warehouse of Focchi S.p.A., a leading manufacturer of high-tech prefabricated building envelopes. Focchi's production processes and stakeholder interactions are investigated, and the paper identifies key user groups and their multiple requirements for the warehouse improvement. It also examines the potential of the digital twin to streamline communication, improve decision-making, and enhance safety protocols. While preliminary testing results are not yet available, the paper concludes by underlining the significant opportunities offered by a BIM, IoT, and AI-powered Digital Twin for engineer-to-order manufacturers. The research, developed within the IRIS project serves as a promising model for integrating digital technologies into complex warehouse environments, paving the way for increased efficiency, safety, and ultimately, a competitive edge in the market of manufacturing companies working in construction industry.
Keywords:
digital twin
; engineer-to-order manufacturing
; warehouse management
; internet of things
; building information modeling
; artificial intelligence
; safety
; optimization
; customization manufacturing
; built environment
1. Introduction
The advent of Industry 4.0 [1] has spurred a surge of interest in digital transformation across various manufacturing sectors and the advancement to Industry 5.0 is going beyond including in the technologies deployment also the impact on people in line with human centric approach [2]. Industry 4.0, characterized by the integration of digital technologies such as the Internet of Things (IoT), artificial intelligence (AI), and cloud computing, is revolutionizing the manufacturing landscape [3,4]. Small and medium-sized enterprises (SMEs) in the construction industry, often constrained by limited resources, are increasingly recognizing the potential of digital transformation to enhance their competitiveness, efficiency, and sustainability [5]. The implementation of digital tools and processes is demonstrating to streamline operations, reduce costs, improve quality, and enable data-driven decision-making [6,7,8]. Also in construction sector the interest in digital technologies is growing every year, but their penetration into the construction industry is currently slow and limited [9]. The reasons are multiple including a lack of awareness and understanding of the technologies, high implementation costs, and concerns about data security. Furthermore, the industry's fragmented nature, traditional practices, and resistance to change often create barriers to digital transformation in the construction industry. However, in the last years, the integration of Industry 4.0 technologies, such as Building Information Modeling (BIM), Internet of Things (IoT), and Artificial Intelligence (AI), has been demonstrating to offer significant opportunities for construction companies. These technologies can streamline processes, enhance collaboration, and enable data-driven decision-making, leading to improved efficiency, reduced waste, and safer working environments. While challenges exist, the potential benefits of embracing digitalization and adapting to a "Construction 4.0" mindset are immense, promising a more sustainable, efficient, and innovative future for the construction industry.
This slow, but inexorable introduction of industry 4.0’s technologies in the construction industry can be particularly relevant for companies focused on manufacturing building components, and for the manufacturing of customized prefabricated building products. These manufacturers challenge the as usual critical aspects [10], but also the complexity due of engineer-to-order (ETO) processes, where customization and rapid response to market demands are paramount. In this context, manufacturing companies realizing customized prefabricated building products within construction industry are challenging the adoption of the enabling technologies due to specificity of their market proposition focused on a by design product delivery, based on specific building project design and specification. The main difference between the ETO model and others in warehouse activities is due to the absence of a preexisting inventory. Indeed, traditional manufacturing companies have on-shell products manufactured based on selected materials: Make-to-Stock (MTS) model is based on forecasts of customer demand and are stored in inventory until ordered; Make-to-Order (MTO) model is based on product manufacturing after an order is received, but based on standard designs; Configure-to-Order (CTO) model is based on pre-defined options selectable by the customers who can choose from a set of to configure a product to their liking. On the opposite an ETO manufacturing is characterized by highly customized products and complex production processes, presenting unique challenges for optimization and efficiency of the inventory being the components and materials with a low replicability and high variability. These challenges are particularly evident in warehouse management, where the constant flux in logistic inbound, internal warehouse operations and logistic outbound of bespoke components and materials demands adaptable solutions. To manage this complexity, Digital Twin (DT) technology, a virtual replica of a physical asset or system, has already emerged as a promising tool for warehouse [11], and research analysis and implementation is addressing towards ETO challenges [12,13]. By integrating real-time data from IoT devices with BIM and AI, recent research has highlighted the potential of DTs in various industrial contexts, including manufacturing, construction, and logistics. Studies have demonstrated the benefits of DTs in streamlining production processes [14,15], improving supply chain visibility [12,16], and enhancing predictive maintenance [17,18]. However, the specific challenges of ETO manufacturing, such as high variability in product manufacturing and demand fluctuations, necessitate tailored DT solutions and open a space for deeper investigation. This is also interesting in the context of providing new software to improve the well-mature Warehouse Management System (WMS). Indeed, the DT development can evolve WMS through the integration of BIM information and IoT data in manufacturing, highlighting the potential for improved information management and collaboration in asset management as well in operations support [19,20]; in the same way, the integration of AI capabilities to analyze complex warehouse data and generate actionable insights remains a nascent area of research which can exploit the data set fusion guaranteed by DT deployment [10,11]. Additionally, the role of DTs in enhancing safety protocols within ETO warehouses has received limited attention. Despite the research conducted, DTs application in ETO environments remains relatively unexplored and this paper aims to contribute in this research field by presenting the activity for the understanding and design the DT implementation conducted within the IRIS project [21], research was funded by the European Union’s Horizon 2020 research and innovation program within the framework of the Change2Twin (C2T) [22] project’s cascade fundings (grant agreement No 951956). The DT for warehouse in ETO model is defined in the warehouse of Focchi S.p.A., an ETO manufacturer of high-technological prefabricated building envelopes. The project aims to develop a DT that leverages IoT, BIM, and AI to optimize warehouse operations and enhance worker safety. By analyzing Focchi's specific production processes and user requirements, this research seeks to uncover the opportunities and challenges associated with DT adoption in ETO manufacturing. The findings will inform the development of tailored DT solutions that can improve efficiency, safety, and ultimately business intelligence in warehouse management. The research evaluates how DTs can offer unprecedented visibility into warehouse operations, facilitating data-driven decision-making, process optimization, and risk mitigation to improve safety measures.
2. Materials and Methods
This section resumes the methods and materials adopted for the implementation of the research activities presented in this paper.
The methods are focused on the approach adopted for the DT definition with the following methodologies adopted:
- User-Centric Design: The project follows a user-centered design (UCD) methodology, prioritizing the needs and expectations of warehouse personnel throughout the development process [23,24]. This approach involves close collaboration with stakeholders through interviews, workshops, and user acceptance testing to ensure that the final product aligns with their requirements and workflows. With the interview the warehouse processes, material flows, and data exchange procedures are mapped to identify pain points, inefficiencies, and opportunities for improvement. User stories were created based on the gathered requirements. These stories outlined the specific needs, goals, and expectations of different user groups within the warehouse environment.
- Data-Driven Approach: The project analysis the opportunity for the adoption of a data-driven approach to inform decision-making at every stage. This involves analyzing existing data sources [25,26] to support further evaluation different tracking technologies based on quantitative metrics [27], and using real-time data from IoT sensors to monitor and optimize warehouse processes [14]. Data sources and flows of use cases’ softwires are analyzed to identify relevant data points for integration into the DT.
- Digital Twin Framework: The development of the digital twin is based on the integration of data from Building Information Modeling, Internet of Things technologies, a well-established approach in the literature [28], and including manufacturing software’ data in Enterprise Resource Planning (ERP). The development of optimization algorithms in DT draws on research in operations research and artificial intelligence to find optimal solutions for complex problems in real-time.
The materials used for the IRIS digital twin design are:
- Use case: Focchi S.p.A. manufacturing company of prefabricated building envelope is based in Poggio Torriana, Rimini (Italy) is adopted as use case. Focchi Spa is a family-owned company founded in 1914 and has established itself as a leading player in the construction industry, specializing in delivering high-tech architectural building envelopes for the construction industry based on an Engineer to Order model. Focchi's expertise lies in crafting bespoke façade solutions for unique buildings, blending craftsmanship with cutting-edge technology. Within the construction value chain, Focchi is engaged in the activities of engineering, manufacturing and installation of building envelopes with the purpose to oversee the stages from design concepts validation to final on-site installation.
-
Company assets: physical and digital assets are listed:
- ○
-
Physical assets: Three kinds of physical assets are evaluated in the Digital Twin design:
- ▪
- Built environment: the Focchi HQ premises is the physical space of the warehouse to be in DT. The research focuses on warehouse and external spaces used to store inbound materials and components and outbound prefabricated façade.
- ▪
- Means of transportation: bikes and forklifts used by warehouse operators will be in the DT.
- ▪
- Stillages for components storage: stillages, pallets, iron steels will be tracked in the DT.
- ○
-
Digital assets: Three kinds of digital assets are evaluated in the Digital Twin design for data-driven analysis:
- ▪
- ERP: This software centralizes and manages various business processes and data including inventory, and orders.
- ▪
- Production Planner: Integrated with the ERP and operations, this tool is used by operator to schedule production processes based on production loads and materials inventory analysis. The solution is manually handled.
- ▪
- BIM (Building Information Modeling): This model maintains a digital representation of the physical and functional characteristics of the Focchi facility and its warehouse.
Figure 1.
Focchi Sp.A. Headquarter in Poggio Torriana, Italy. The facility is composed of office and factory, and it will be modelled in BIM with data for warehouse (areas locations, georeferencing) to be used in DT.
Figure 1.
Focchi Sp.A. Headquarter in Poggio Torriana, Italy. The facility is composed of office and factory, and it will be modelled in BIM with data for warehouse (areas locations, georeferencing) to be used in DT.

Figure 2.
Outdoor warehouse in Focchi S.p.A... The ETO model requires a warehouse with high variability and low replicability of the materials and components.
Figure 2.
Outdoor warehouse in Focchi S.p.A... The ETO model requires a warehouse with high variability and low replicability of the materials and components.

3. Results
The methodology presented above has been implemented with the following activities Interviews and Workshops: Gathered information from warehouse personnel to understand their daily tasks, challenges, and requirements for the digital twin.
3.1. Warehouse Process Analysis and User Story Identification
The mapping of Focchi S.p.A.'s ETO warehouse processes was conducted using the User-Centered Design methodology to identify key stages of the activities of the warehouse, user groups and explicit their needs through user stories. This approach facilitated the definition of process in ETO and defining user requirements and subsequent translation into technical requirements, aligning with the research objectives. User stories were further utilized to collaboratively establish Key Performance Indicators (KPIs) with warehouse personnel through individual interviews, ensuring a user centric validation process. The Table 1 reports the process within the use case in Focchi S.p.A. but considered a reference for similar ETO model for customized prefabricated building products. The manufacturing and warehousing process in ETO company project involves multiple stages with various stakeholders participating within a flow which supports the identification of users and information to be managed and organized. The process goes from the reception to the management of materials, components and stillages within the warehouse to the end-product management before shipment. The stages report the activities, and it used as a reference for further data-driven approach in DT design. The table summarizes the stages, the tasks and the users involved. Based on this process analysis, the users are identified for further workshops and interviews. Eighteen employees, representing both Office (O) personnel (n=6) involved in warehouse operations and Warehouse (W) operators (n=12) are engaged in logistical and production line supply activities. These diverse groups provided valuable insights into current challenges and desired improvements. Analysis of these stories, excluding those beyond the scope of the DT implementation, revealed key pain points and areas for improvement. The comprehensive list of user stories and their associated outcomes is available in Appendix A. These findings informed the preliminary definition of technical specifications and business intelligence KPIs to be incorporated into the digital twin. Through a series of workshops and interviews, the process has been defined and a diverse set of user stories was compiled.
These stories encapsulated the specific needs and expectations of different stakeholders. The user stories highlighted the need for a solution, deployable in a digital twin, that could provide real-time data, improve communication, and automate tasks with functionalities which can be summarized in the following needs:
-
Enhanced materials, components and stillages visibility and tracking:
- ○
- Real-time visibility of vehicle traffic, warehouse access points, inventory levels, package locations, and personnel/vehicle locations.
- ○
- Unique identification and tracking of materials, components and stillages.
-
Improved Efficiency and Optimization:
- ○
- Optimized route suggestions for material transport.
- ○
- Efficient packages search functionality.
- ○
- Streamlined check-in process and optimized storage locations.
- ○
- Faster and more productive work through better task assignments and organization.
- ○
- Real-time task status updates and efficient task allocation.
- ○
- Optimized warehouse layout and clear traffic routes.
- ○
- Real-time updates on production schedules and task prioritization.
-
Enhanced Safety:
- ○
- Real-time location tracking of personnel and vehicles for collision prevention.
- ○
- Improved visibility for pedestrians and bikers in warehouse areas.
-
Communication and Collaboration:
- ○
- Real-time communication platform for information sharing and collaboration.
- ○
- Clear communication of schedules and priorities.
-
Resource (personnel and space) Management:
- ○
- More available storage space for prepared materials and components.
- ○
- Effective management of outbound logistics without hindering inbound logistics.
- ○
- Planning of deliveries and arrivals of materials (including forecasting and reservations).
The user requirements are used to define technical requirements. Within the purpose to design a DT using IoT and AI, the technical requirements are aggregated in:
-
IoT technologies:
- ○
- Sensors for real-time tracking: These would be placed on pallets, forklifts, bicycles, and potentially on workers (privacy concerns to be addressed) to capture location data. These sensors should be supported by IoT antennas to connect the wireless device to communications networks.
- ○
- Proximity sensors: These could be used to detect proximity between objects or people, triggering alerts for potential collisions. This is particularly relevant in the case of promiscuity paths between forklifts and bicycles to reduce the risk of blind spots for the forklift operators.
-
AI algorithms:
- ○
- Search algorithms: To enable efficient search and location functionality for packages and materials.
- ○
- Routing algorithms: To optimize routes for forklifts and other vehicles, reducing travel time and improving efficiency.
- ○
- Workload balancing algorithms: To automate task allocation and ensure efficient distribution of work among warehouse operators.
- ○
- Data analysis and visualization tools: To process and display real-time data from IoT sensors in a meaningful way, allowing for quick decision-making.
-
Digital Twin platform:
- ○
- 3D layout visualization: To provide a visual representation of the warehouse layout, allowing for better spatial understanding and planning.
- ○
- Integration BIM data with IoT data: To overlay real-time data from IoT sensors onto the BIM model and geolocation, providing a comprehensive view of warehouse operations.
- ○
- Real-time location tracking display: To show the current location of pallets, vehicles, and personnel within the warehouse.
- ○
- Task management system: To assign, track, and prioritize tasks for warehouse operators. The solution should be supported for the production line as well as for the forklift utilization.
- ○
- Communication and collaboration tools: To enable real-time communication and information sharing between workers.
- ○
- Safety alerts and notifications: To provide audible alerts (and/or visual for forklift operator) for potential hazards, such as proximity to forklifts or unauthorized areas.
-
Digital Twin Business Intelligence:
- ○
- Dashboard visualizations: To display KPIs in an easy-to-understand format. Dashboards must be developed specifically for office users (desktop) and for warehouse workers (mobile and table) to support tasks and data deployments.
- ○
- Reporting tools: To generate reports on warehouse efficiency, safety, and other relevant metrics.
- ○
- Predictive analytics: To forecast future warehouse occupancy and potential issues in production based on real-time data and production planning.
An analysis of KPIs with the users, help to categorize two main topics of interest to be addressed in warehouse improvement:
-
Efficiency and Optimization KPIs:
- ○
- Vehicle turnaround time: The time it takes for a truck to enter the warehouse, unload/load, and exit.
- ○
- Warehouse utilization rate: The percentage and/or sqm of available warehouse space being effectively utilized.
- ○
- Production line downtime: The amount of time production lines is not productive due to lack of materials or components.
- ○
- Inventory accuracy: The degree to which the recorded inventory levels match the actual physical inventory.
- ○
- Non-Compliance Records (NCRs) due to loss: The number of incidents where materials or components are lost or misplaced.
- ○
- Picking time and cost: The time and resources required to locate and retrieve items from the warehouse.
- ○
- Task allocation and completion time: The time it takes to assign and complete various warehouse tasks.
- ○
- Operator efficiency: A measure of how effectively warehouse operators are performing their assigned tasks. The KPIs cannot include operator identification, but aggregated data for operators working in similar tasks.
- ○
- Overtime hours: The number of hours worked beyond regular shifts due to workload demands.
- ○
- Adherence to production schedule: The percentage of tasks completed on time according to the production schedule.
- ○
- Time spent on logistics tasks: The total time dedicated to logistics-related activities.
-
Safety KPIs:
- ○
- Incident rate related to stress: The number of incidents or near-misses attributed to worker stress or fatigue.
- ○
- Worker satisfaction surveys: Feedback from workers on their perception of safety and well-being in the warehouse.
- ○
- Incidents/near misses: The number of accidents, near misses, or unsafe situations occurring in the warehouse.
By tracking these KPIs before and after the implementation of the DT, an ETO company can assess the effectiveness of the system and organization adopted in achieving its goals of optimizing warehouse operations and enhancing worker safety.
3.2. Data Flow and Source Analysis
Interviews revealed that communication gaps between warehouse operators and production line personnel were a primary source of inefficiency at Focchi S.p.A. The lack of real-time visibility into inventory levels and locations further hindered effective decision-making. Additionally, the reliance on manuals, paper-based systems and siloed data management increased the risk of errors and delays. Analysis of Focchi's existing data infrastructure highlighted a complex landscape of interconnected systems with identification of a data inventory useful to meet DT’s requirements (Table 2). While the company's Enterprise Resource Planning (ERP) system includes a Warehouse Management System (WMS) (data set #1) module for material tracking, it remains underutilized due to perceived time constraints. Currently, information management relies heavily on the ERP system, which is customized for Focchi's manufacturing process and covers a timeframe of up to two months from material acceptance to production line utilization. Product information, including traceability of raw materials, components, and finished products based on the bill of materials, is managed within the ERP. In addition to the ERP, Focchi has developed proprietary tools and software, some of which are integrated with the ERP for data input. These tools support production planning (data set #2), inventory checks, and production order scheduling. In the design of the DT exploiting IoT, also these new designed data sources with BIM information (data set #3) and its visualization (Figure 3). Data inventory revealed that real-time data is not essential for most warehouse operations due to the extended storage duration and assembly times. This is also understandable by the sampling frequency 1 every 12 hours. However, safety measures, currently lacking data support, necessitate real-time (tenth of a second) interactivity to prevent collisions. This integration can be facilitated through the DT and IoT design and implementation. Data inventory rises also issues related to challenges of data format, protocol variations, and closed system (as the ERP case). These issues must be addressed supporting raw data aggregation and analysis in DT, leveraging existing data sources for their current scope and simplifying the process for system integrator and software developer. The aggregation of this data will be part of the DT implementation with specific database definitions.
3.3. Digital Twin Design and Development
Based on the activities conducted, the design of the DT can be funded. To support data listed in existing data inventory and the development of the DT, IoT systems will support the data generating to meet user requirements and related technical requirements for what conners:
- Pallet for location in the warehouse: IoT system aims at optimizing the warehouse involving geolocating pallets stored in the outdoor warehouse, enhancing tracking capabilities.
- Forklift and bicycles transport routes: The IoT system aims at enabling real-time monitoring of transport routes, encompassing forklifts and bicycles, to ensure efficient and safe movement within the factory.
- Verification of the use of means of transport in forklift and bicycles by authorized personnel: IoT system ensures that only authorized personnel use specific means of transport, such as forklifts and bicycles, to enhance safety and control.
The data collected in the DT will be used to support algorithms implementation for:
- Warehouse tasks optimization: AI aims at using data to define most productive scenarios and tasks assignment.
- Real-time collision risk alerts: AI aims at supporting on-board real-time alarms on forklifts will alert drivers to potential collision risks with bicycles or unauthorized areas, thus acting as a preventative measure against possible incidents.
- Asynchronous feedback for safety management: AI aims at communicating with safety operators in the factory will receive asynchronous feedback to identify areas with the highest levels of criticality, enabling them to take proactive measures to enhance safety.
The BIM model provides a visual representation of the warehouse and geolocation, while the IoT sensors provide real-time data and GPS tracking on assets. The use of a cloud platform for data aggregation and analysis aligns with current trends in digital twin technology, ensuring scalability and accessibility.
Based on digital twin architecture in literature and previous project within Focchi company [29], the architecture of digital twin for the ETO company is designed in line with user requirements, technical requirements, KPIs defined and existing data inventory (Figure 4). This design is based on:
-
Data source:
- ○
- ETO field systems include existing dynamic data sources used by the company to support engineer-to-order processes such as ERP and product scheduling. BIM-Based 3D Model of the warehouse is used, providing a visual representation of the physical layout and enabling spatial analysis. The BIM includes a georeferencing of the facility as well as the definition of warehouse areas, locations and pedestrian paths.
- ○
- IoT field systems are designed to collect real-time data on pallet locations, forklift and bicycle movements.
-
Data interoperability:
- ○
- Communication layer to move from data sources to Data Lake using on-site gateways or connector with API or MVC solutions.
- ○
- Data Lake is with multiple Data Bases (DBs) related to data sources.
- ○
- Data integration layer connects data from DBs for dynamic data representation, data visualization and analytics tools and to manage BIM in DT.
- ○
- The Business Intelligence layer contains the dashboard for the business intelligence analysis of the data lake.
- ETO AI services with its intelligent layer deploys in the DT algorithms to meet user requirements for warehouse optimization and safety.
- ETO Digital Twin is the includes the front end with the user interface with the visualization engine and user interface for desktop and mobile.
4. Discussion
The insights gained from these results can inform the development of tailored DT solutions for other ETO manufacturers, paving the way for a more agile, responsive, and competitive manufacturing landscape. The research conducted within the IRIS project focus on addressing the distinct challenges of engineer-to-order manufacturing in the context of warehouse management through a digital twin approach reveals several key findings with broader implications for the field. The implications of the research are methodological to define a common approach to support DT implementation in ETO business model as well as architectural to define a comprehensive vision of DT opportunities in this specific use case.
The initial analysis of Focchi's warehouse processes underscored the complexities inherent in ETO environments. The high degree of product customization and frequent changes in components lead to unique challenges in inventory management, communication, and overall efficiency. The role of ERP and production scheduling tool adopted is a key component for the warehouse optimization. Indeed, these softwares already have key data which can be integrated in DT to boost the collaboration among users as well as support the warehouse task organization and optimization in line with material and product in-house, order to be delivery and production time slot.
An analysis of the result and methodology replicable in similar use cases, reveals clearly some key steps for the design of the DT for ETO process. By tracking the implementation and evaluation of features based on user stories, this study contributes to the body of knowledge on the effectiveness of UCD methodologies in industrial settings supporting the adoption of I4.0 and I5.0 based on bottom-up approach. The development of user stories through a collaborative process with diverse stakeholders proved crucial for aligning the DT with the specific needs of the workforce in the ETO environment. This user-centric approach, advocated for in DT research, not only fosters acceptance of new technologies in early stage as demonstrated by the interactive process, but also ensures that the system delivers tangible benefits to those who interact with it daily. This is particularly relevant also for the collaborative approach to define with the users measurable and verifiable performance metrics. The KPIs identified in the user stories such as truck turnaround time, picking time, NCR due to loss, helps users to understand what they would like to achieve while providing a basis for quantitative assessment of the digital twin's impact on warehouse performance and to implement specific business intelligence active with the data interoperated within the DT.
Another result is that analyzing the user stories by user group can reveal patterns in requirements and priorities, highlighting the unique needs of different stakeholders. It appears that for all the users groups the KPIs are more oriented to optimization and efficiency (19 of 26 user stories, 73%) to avoid time consuming activities and inefficiency while safety KPIs for measure prevention and control have a minor relevance for the current organization (7 of 26 user stories, 27%).
A further interesting analysis, not conducted out of the scope of the research, is related to the prioritization of user requirements and consequently the technical ones. The user stories can be used to prioritize the development of specific technical features within the digital twin based on their potential impact on user satisfaction and overall warehouse performance. To this activity the involvement also of middle and top management to have an alignment between DT and business strategy based on performance productivity or certification acquisition or other strategic parameters is a key step. Indeed, this KPIs monitoring in DT helps also to be aligned with the company activities along the project delivery such as quality control – goal is to ensures that all prefabricated building envelopes meet the highest quality standard – and the company project management for the production activities – goal is to deliver on time prefabricated façade in line with projects milestones. Additionally, the adoption of KPIs has emerged to be aligned with opportunities of certification improvement to guarantee quality control and track improvement year by year in the already achieved certifications as ISO 9001 to assess and improve the quality management system, ISO 14001 to assess and improve the environmental management system, ISO 45001 to assess and improve the safety management system.
Processes and user identification presented in the results will help also to address further platform implementation at the differ stage, defining User Interfaces (UI) and User Experience (UX) related to specific tasks and requirement defined by the users. The implementation of this UI is not in the scope of the present paper, and it will be analyzed during platform implementation.
The integration of BIM, IoT, and AI within the DT architecture confirms the novelty of the approach to warehouse management to support the integration of BIM and IoT in manufacturing with the incorporation of AI algorithms for real-time analysis and decision-making is a distinct advancement. The potential for AI to optimize warehouse layouts, predict production line needs, and enhance safety protocols aligns with the broader vision of Industry 4.0.
Although preliminary testing results are not yet available, the findings suggest that DT technology can effectively address the unique challenges of ETO manufacturing by providing a comprehensive, data-driven platform for warehouse management. The ability to visualize complex processes, track assets in real time, and generate actionable insights has the potential to transform the efficiency and safety of ETO warehouses.
5. Conclusions
The IRIS project offers a compelling framework for leveraging DT technology to address the complex challenges inherent in Engineer-to-Order manufacturing. By integrating IoT, BIM, and AI capabilities, the DT architecture can support warehouse management in customized prefabricated building product manufacturers as in the case of Focchi S.p.A., creating a more efficient, safe, and data-driven environment. The DT architecture design serves as a practical blueprint for the implementation of digital twin technology in ETO manufacturing environments. By integrating IoT, BIM, and AI, the DT appears to offer a comprehensive solution for optimizing warehouse operations, enhancing worker safety, and streamlining complex workflows. The project's findings can be directly applied to similar manufacturing contexts where customization and rapid response to construction site demands are comparable. The developed framework, encompassing data collection, analysis, and visualization, can be adapted to various warehouse layouts and production processes. The focus on user-centric design ensures that the resulting DT is intuitive and user-friendly, promoting widespread adoption and maximizing the benefits of digital transformation. Moreover, the research’s emphasis on safety protocols and risk mitigation strategies can serve as a model for other industries seeking to improve workplace safety with digital technologies. A key remark is that this research underscores the importance of a user-centric approach in DT design, as exemplified by the meticulous collection of user stories and requirements. By tailoring the DT to the specific needs of warehouse personnel, the research demonstrates the potential for technology to empower workers and improve their daily experiences.
While implementation of DT architecture is ongoing and consequently testing activities, the design and development phases of DT for ETO manufacturers have highlighted the transformative potential of digital twin. The integration of real-time data, 3D visualization, and AI-powered analytics can unlock new levels of efficiency, optimize resource utilization, and enhance safety protocols. However, the design validation should be confirmed with DT implementation focusing on rigorously quantifying its impact on key warehouse KPIs defined with the users. This will provide concrete evidence of the DT's efficacy in ETO environments. This demonstration will serve to demonstrate design methodology effectiveness for DT implementation in specific ETO context. Further research should investigate the scalability and adaptability of this approach to other industries and manufacturing models, potentially leading to standardized DT frameworks for broader adoption. This validation is even more interesting considering the understanding of the impact of the DT on worker behavior and decision-making, crucial for long-term success. Future studies should investigate the human-machine interaction aspects of DT implementation, ensuring that the technology complements and empowers the workforce.
Overall, the DT integrating AI and IoT in ETO environment can represent a significant step forward in the application of digital technologies. By addressing the unique challenges of this market segment, the research offers some insights for both researchers and industry practitioners seeking to leverage digital transformation for increased competitiveness and improved operational outcomes.
Author Contributions
Conceptualization, A.P.; methodology, A.P.; software, A.P. validation, A.P.; formal analysis, A.P.; investigation, A.P.; resources, A.P.; data curation, A.P.; writing—original draft preparation, A.P.; writing—review and editing, A.P.; visualization, A.P.; supervision, A.P.; project administration, A.P.; funding acquisition, A.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the European Union’s Horizon 2020 research and innovation program within the framework of the Change2Twin (C2T) project’s cascade fundings (grant agreement No 951956).
Conflicts of Interest
Levery srl Società Benefit, an independent company not affiliated with Focchi S.p.A... There are no contractual agreements between Levery srl Società Benefit and Focchi S.p.A. related to this project. Alessandro Pracucci is Head of Innovation at Focchi S.p.A. and Director of Levery Società Benefit, which is listed as his secondary affiliation.
Appendix A
The table below reports the user stories and the related user requirements, techncal requirements and KPIs.

| User unit | As a… <type of user> |
I want to… <perform a task> |
So that I can… <achieve this goal> |
User requirement | Technical requirement | KPI |
|---|---|---|---|---|---|---|
| O | Facility Manager | Monitor transit flows and times | Manage access for cleaning/services Optimize space |
Real-time visibility of truck traffic and warehouse access points | IoT sensors real-time data collection and analysis platform |
Truck turnaround time Service downtimeWarehouse utilization rate |
| O | Operations Manager | Support in searching packages | Reduce time and cost for picking | Efficient package search functionality | AI search algorithm Real-time location tracking |
Picking time Picking cost |
| O | Operations Manager | Optimize route routing | Reduce time and cost for picking | Optimized route suggestions | Routing algorithm real-time location data |
Picking time Picking cost |
| O | Operations Manager | Update package locations | Reduce time and cost for storing and picking | Real-time location updates for packages | IoT sensors real-time tracking |
Picking time Picking cost |
| O | Production Manager | Have more reactive production lines | Efficiently manage inventory emergencies | Real-time inventory visibility and alerts for low stock levels | IoT sensors Real-time inventory tracking AI automated alert system |
Production line downtime Inventory accuracy Emergency response time |
| O | Production Manager | Have unique locations for stillages | Decrease non-compliance records (NCRs) due to material loss | Unique identifier for each stillage, accurate tracking | RFID/barcode scanning Real-time location tracking system |
NCRs due to lossTime spent locating materials |
| O | Production Manager | Improve acceptance control and storage | Material doesn't stay in unload areas for long | Efficient check-in process, optimized storage locations | Digital checklists Real-time inventory updates AI optimized storage algorithm |
Material unloading time Storage utilization rate |
| O | Quality, H&S Manager | Increase visibility of pedestrians/bikers | Reduce the risk of collisions with vehicles | Real-time location of personnel and vehicles | IoT sensors Proximity detection Real-time alerts |
Near-miss incidents Accident rate |
| O | Safety Manager | Improve material positioning in the layout | Reduce time and cost for storing and picking | Optimized warehouse layout | 3D layout visualization AI simulation algorithm |
Trip/fall incidentsCollision incidents |
| O | Safety Manager | Improve traffic routes (pedestrians, vehicles, etc.) | Reduce risk of tripping and collisions | Clear traffic routes and signage | Digital twin visualization AI route optimization |
Trip/fall incidentsCollision incidents |
| W | Sequencer | Have a larger warehouse for prepared materials/components | Manage outbound logistics efficiently without hindering inbound logistics | More storage space for prepared materials/components | Warehouse expansion or reorganization | Outbound logistics processing time Number of outbound logistics delays |
| W | Sequencer | Share information in real-time with colleagues | Manage production line requests better | Real-time communication platform | Instant messaging Collaborative tools integrated in DT |
Production line response time Number of requests fulfilled on time |
| W | Sequencer | Share information in real-time with colleagues | Avoid wasting time | Real-time task status updates | Task management system Visual progress tracking |
Time spent on tasks Number of tasks completed on time |
| W | Sequencer | Share information in real-time with colleagues | Avoid unnecessary overtime | Efficient task allocation and prioritization | AI automated workload balancing Real-time task assignment |
Overtime hours Number of tasks completed within regular working hours |
| W | Sequencer | Share information in real-time with colleagues | Improve safety by reducing stress due to more efficient planning | Clear communication of schedules and priorities | Shared calendar Real-time updates on delays or changes |
Incident rate related to stress Worker satisfaction surveys |
| W | Sequencer | Automate the search for materials/components/stillages | Reduce time spent searching and placing items | Efficient search and location functionality | AI search algorithms Real-time location tracking Visual search tools in DT |
Time spent searching for items |
| W | Sequencer | Assign tasks to warehouse operators | Improve efficiency and reduce redundant interactions | Digital task assignment and tracking | Task management system in DT | Task completion time Operator efficiency |
| W | Sequencer | Have tools to support timely logistic operations | Perform tasks efficiently and align with production planning | Real-time updates on production schedules, task prioritization tools | Integration of production schedule data in DT AI task prioritization features |
Time spent on logistics tasks Adherence to production schedule |
| W | Sequencer | Have designated storage spaces for materials/components | Ensure materials don't remain in unload areas and are traceable | Organized storage with clear labels | Storage visualization in DT Inventory tracking |
Time spent locating materialsStorage utilization rate |
| W | Sequencer | Plan deliveries and arrivals of materials/components | Forecast arrivals/departures, improve safety, reduce congestion | Scheduling and reservation system | Appointment scheduling software Integration with DT |
Truck waiting time Congestion incidents |
| W | Worker in packages | Have better defined tasks and roles | Work faster and more productively | Clear task assignments and role descriptions | Workflow management system Task management system in DT |
Task completion time Productivity |
| W | Worker in reception | Have waterproof, high-visibility protective clothing | Improve visibility and protection | Provision of appropriate safety gear | IoT sensors Real-time tracking |
Incidents/near misses in loading/unloading areas |
| W | Worker in reception | Have a device to read QR/bar codes on supplier packing lists | Auto-fill outgoing packing lists | QR/bar code scanning and data extraction | Mobile device or tablet with QR code reader Integration with packing list system |
Time spent creating packing lists Packing list accuracy |
| W | Worker in reception | Share information in real-time with colleagues | Better manage production line requests and avoid wasting time | Real-time communication and information sharing platform | Instant messaging Collaborative tools integrated in DT |
Communication efficiency Time saved on communication |
| W | Worker in reception | Optimize traffic flows | Increase safety and speed | Real-time tracking of vehicles and personnel | IoT sensors Real-time location tracking DT visualization |
Incidents/near misses Time spent searching for materials |
| W | Worker in reception | Have well-signposted roads and clear signs | Improve safety and organization during loading/unloading | Clear signage and markings | DT visualization of signage Augmented reality navigation |
Incidents/near misses in loading/unloading areas |
References
- What Is Industry 4.0 and the Fourth Industrial Revolution? | McKinsey. Available online: https://www.mckinsey.com/featured-insights/mckinsey-explainers/what-are-industry-4-0-the-fourth-industrial-revolution-and-4ir (accessed on 28 May 2024).
- Industry 5.0 - European Commission. Available online: https://research-and-innovation.ec.europa.eu/research-area/industrial-research-and-innovation/industry-50_en (accessed on 28 May 2024).
- Wevolver Chapter 3: Industrial IoT and Manufacturing | Exploring the Dynamic World of Edge AI Applications Across Industries | 2024 State of Edge AI Report. Available online: https://www.wevolver.com/article/2024-state-of-edge-ai-report/industrial-iot-and-manufacturing (accessed on 28 May 2024).
- Vu, V.Q.; Tran, M.-Q.; Vu, L.T. Editorial: Applications of Artificial Intelligence and IoT Technologies in Smart Manufacturing. Front. Mech. Eng. 2023, 9. [Google Scholar] [CrossRef]
- Eurostat Digitalisation in Europe – 2023 Edition. Available online: https://ec.europa.eu/eurostat/cache/interactive-publications/digitalisation/2023/01/ (accessed on 28 May 2024).
- Amann, J. Industry 4.0 and Productivity.
- Facchini, F.; Digiesi, S.; Rodrigues Pinto, L.F. Implementation of I4.0 Technologies in Production Systems: Opportunities and Limits in the Digital Transformation. Procedia Comput. Sci. 2022, 200, 1705–1714. [Google Scholar] [CrossRef]
- Enrique, D.V.; Marodin, G.A.; Santos, F.B.C.; Frank, A.G. Implementing Industry 4.0 for Flexibility, Quality, and Productivity Improvement: Technology Arrangements for Different Purposes. Int. J. Prod. Res. 2023, 61, 7001–7026. [Google Scholar] [CrossRef]
- Kozlovska, M.; Klosova, D.; Strukova, Z. Impact of Industry 4.0 Platform on the Formation of Construction 4.0 Concept: A Literature Review. Sustainability 2021, 13, 2683. [Google Scholar] [CrossRef]
- Demirkesen, S.; Tezel, A. Investigating Major Challenges for Industry 4.0 Adoption among Construction Companies. Eng. Constr. Archit. Manag. 2021, 29, 1470–1503. [Google Scholar] [CrossRef]
- Bélanger, M.-J.; Pellerin, R.; Lamouri, S. A Literature Review on Digital Twins in Warehouses. Procedia Comput. Sci. 2023, 219, 370–377. [Google Scholar] [CrossRef]
- Uhlemann, T.H.-J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Stoidner, M.; Bründl, P.; Nguyen, H.G.; Baechler, A.; Franke, J. Towards the Digital Factory Twin in Engineer-to-Order Industries: A Focus on Control Cabinet Manufacturing. In Proceedings of the Advances in Production Management Systems. Production Management Systems for Responsible Manufacturing, Service, and Logistics Futures; Alfnes, E., Romsdal, A., Strandhagen, J.O., von Cieminski, G., Romero, D., Eds.; Springer Nature Switzerland: Cham, 2023; pp. 80–95.
- Soori, M.; Arezoo, B.; Dastres, R. Digital Twin for Smart Manufacturing, A Review. Sustain. Manuf. Serv. Econ. 2023, 2, 100017. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform. 2019, 15, 2405–2415. [Google Scholar] [CrossRef]
- Wright, L.; Davidson, S. How to Tell the Difference between a Model and a Digital Twin. Adv. Model. Simul. Eng. Sci. 2020, 7, 13. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A Review of the Roles of Digital Twin in CPS-Based Production Systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A Systematic Literature Review. CIRP J. Manuf. Sci. Technol. 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Omrany, H.; Al-Obaidi, K.M.; Husain, A.; Ghaffarianhoseini, A. Digital Twins in the Construction Industry: A Comprehensive Review of Current Implementations, Enabling Technologies, and Future Directions. Sustainability 2023, 15, 10908. [Google Scholar] [CrossRef]
- Huang, X.; Liu, Y.; Huang, L.; Onstein, E.; Merschbrock, C. BIM and IoT Data Fusion: The Data Process Model Perspective. Autom. Constr. 2023, 149, 104792. [Google Scholar] [CrossRef]
- IRIS - Focchi. Available online: https://www.focchi.it/it/innovazione/iris (accessed on 28 May 2024).
- Home - Change2Twin Project. Available online: https://www.change2twin.eu/ (accessed on 28 May 2024).
- What Is Human-Centered Design? | HBS Online. Available online: https://online.hbs.edu/blog/post/what-is-human-centered-design (accessed on 28 May 2024).
- International Organization for Standardization ISO Central Secretariat ISO 9241-210:2019.
- Data-Driven Model. Wikipedia 2024.
- Waller, D. <italic>Harvard Business Review</italic>. 2020. [Google Scholar]
- Li, X.; Pang, H.; Li, G.; Jiang, J.; Zhang, H.; Gu, C.; Yuan, D. Wireless Positioning: Technologies, Applications, Challenges, and Future Development Trends. Comput. Model. Eng. Sci. 2024, 139, 1135–1166. [Google Scholar] [CrossRef]
- Deng, M.; Menassa, C.C.; Kamat, V.R. From BIM to Digital Twins: A Systematic Review of the Evolution of Intelligent Building Representations in the AEC-FM Industry. J. Inf. Technol. Constr. ITcon 2021, 26, 58–83. [Google Scholar] [CrossRef]
- D1.5: DigiBUILD Architecture towards an Energy Efficient Building Data Space - Digibuild 2023.
Figure 3.
BIM model of Focchi Headquarters. The BIM model is used as 3D model for the Digital Twin and its georeferenced data and warehouse locations will provide information to be linked to IoT network.
Figure 3.
BIM model of Focchi Headquarters. The BIM model is used as 3D model for the Digital Twin and its georeferenced data and warehouse locations will provide information to be linked to IoT network.
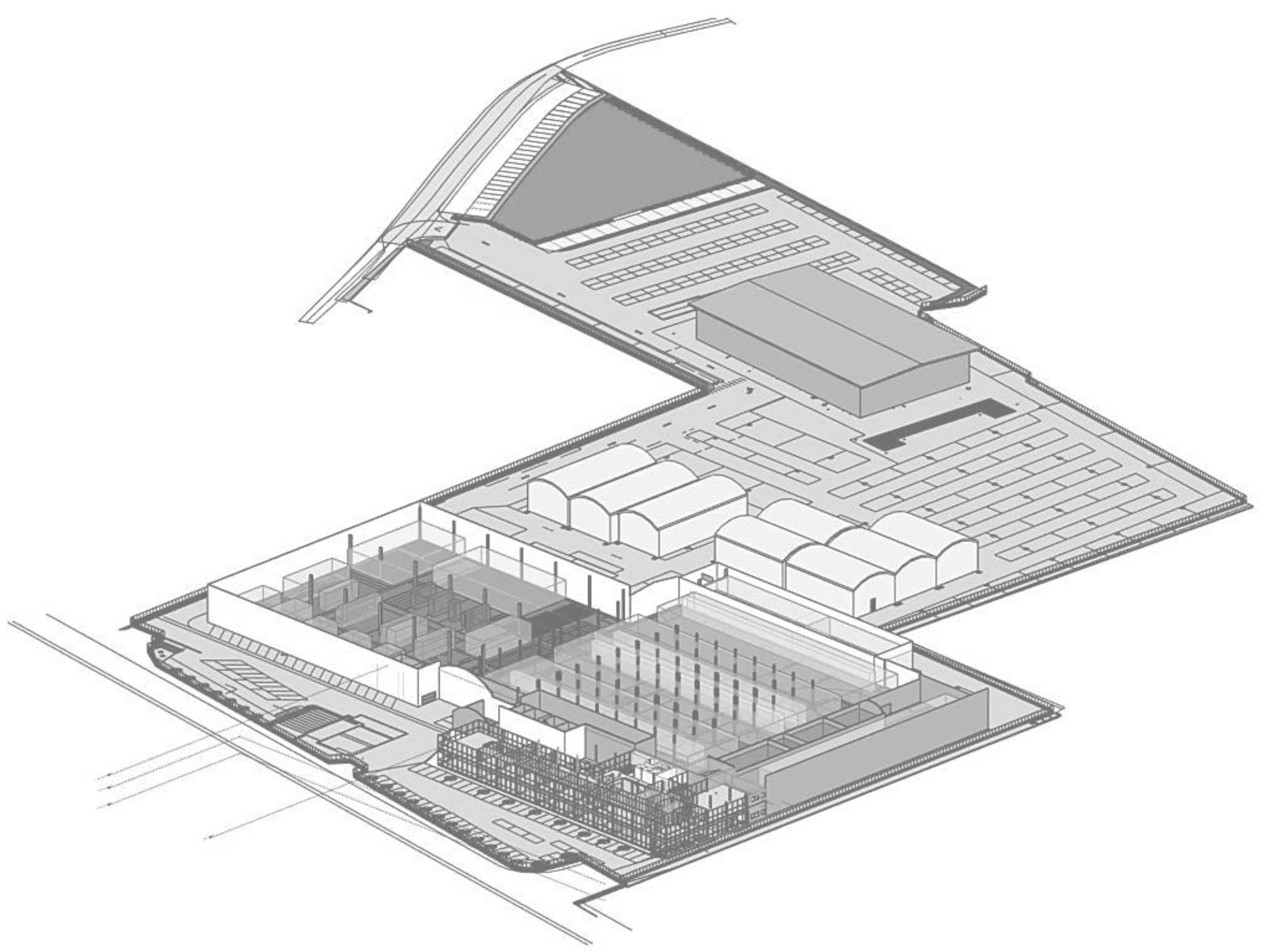
Figure 4.
ETO compnay digital twin architecture. The DT design collects and orders the actvities conducted for its definition.
Figure 4.
ETO compnay digital twin architecture. The DT design collects and orders the actvities conducted for its definition.
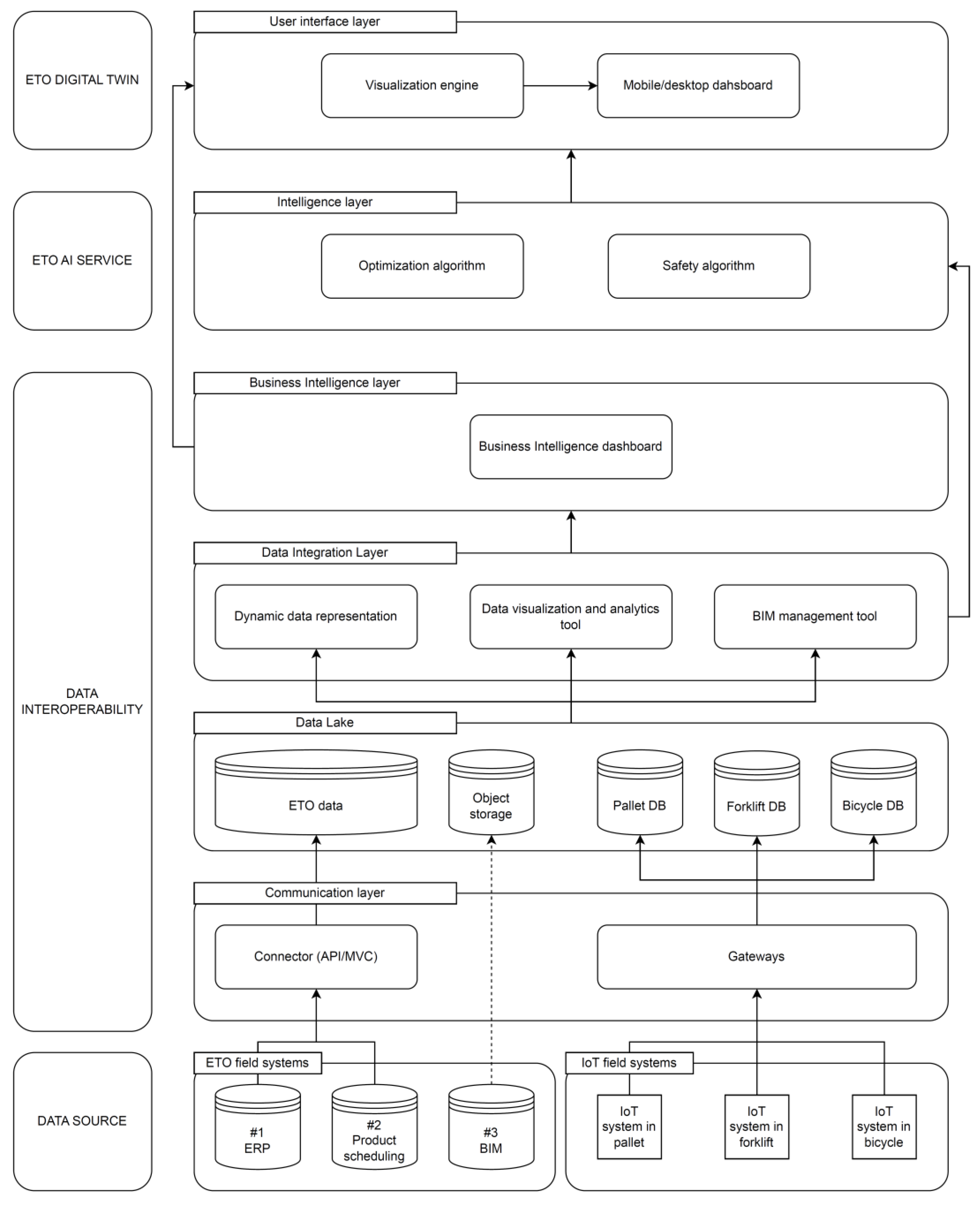
Table 1.
ETO warehouse actvities. The process analyzed with involved users presents the sequence of the actvities, the tasks and users involved with the as usual duration.
Table 1.
ETO warehouse actvities. The process analyzed with involved users presents the sequence of the actvities, the tasks and users involved with the as usual duration.
| # | Stage | Tasks | Duration | Users (Warehouse Workers) |
Users (Office Employees) |
|---|---|---|---|---|---|
| 1 | Material Reception | Unload and inspect incoming materials, verify against BoM, create internal handling unit | 1/2 day | Worker in packages Worker in reception |
Operations Manager Quality, H&S Manager Safety Manager |
| 2 | Storage & Inventory | Store materials in warehouse, update inventory records | 1-5 days for inventory 3-25 days for storage |
Worker in packages Sequencer (Forklift operator) |
Operations Manager Facility Manager Q&H&S Manager Safety Manager |
| 3 | Production Planning | Create production schedules and orders based on site installation planning and material availability | daily updated | N/A | Production ManagerQ&H&S Manager |
| 4 | Material Picking | Pick materials from storage based on production orders | 1 day | Sequencer (Forklift operator) | Operations ManagerSequencer Q&H&S Manager |
| 5 | Production | Assemble components into finished products according to specifications and drawings | 1-2 days | Production line workers | Operations ManagerProduction ManagerProduction engineers, Q&H&S Manager |
| 6 | Packaging & Shipping | Pack finished products, create shipping labels, prepare for transport | 5 days | Worker in packages Forklift operator |
Operations ManagerShipping coordinators Q&H&S Manager |
| 7 | Delivery | Load products onto trucks for delivery to customers or construction sites | 1/2 day | Warehouse workers Forklift operator | Operations ManagerLogistics coordinators Q&H&S Manager |
Table 2.
Data invetory for useful data and data sources.
| Dataset number | Dataset name | Data | Type of data | Data Origin | # Variables | Storage methodology | Sampling frequency | Storage format | Storage frequency | Read frequency | Update frequency |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Availabe quantity Description Handling Unit Item Item list Numer of production order Product ID Project Pallet ID Warehouse location (EMPTY) Work ID Working Center Year Year of production order |
Static | ERP | SQL in on premise server | 12 hours | xml | 2 times/day | 2 times/day | 2 times/day | ||
| 2 | End data of production Starting data of production Work ID |
Static | Production planning | SQL in on premise server | 12 hours | xml | 2 times/day | 2 times/day | 2 times/day | ||
| 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



