
Submitted:
14 June 2024
Posted:
17 June 2024
You are already at the latest version
Abstract
Infrastructure development is rapidly increasing, driving up demand for concrete, a key construction material. Cement and aggregate are essential constituents, with global cement production reaching 4.1 billion metric tons in 2011 and CO2 emissions hitting 1.7 billion metric tons by 2024, a significant contributor to carbon emissions. To address this, alternative constituents like Rice Husk Ash (RHA) and Animal Bone Powder (ABP) are proposed. With rice husk comprising 20% of rice weight and a substantial cattle population in Bangladesh, RHA and ABP offer promising alternatives. This study examines the benefits and limitations of incorporating RHA and ABP into cement, focusing on concrete strength and permeability. By replacing varying percentages of cement with RHA and ABP simultaneously, experiments evaluate their impact on concrete properties after 28 days of curing. The research aims to identify the optimal combination for sustainable concrete production, reducing environmental impact by curbing waste generation and pollution. Results show that compressive strength increases and permeability decreases with up to 5% replacement of RHA and ABP, highlighting their potential for enhancing concrete performance while mitigating environmental concerns.
Keywords:
cement
; concrete
; rice husk ash (RHA)
; animal bone powder (ABP)
; compressive strength
; permeability of concrete
; reuse of waste material
1. Introduction
Of all the building materials used worldwide, concrete is the most widely employed because of its distinct benefits over other materials [1]. An estimated 6 billion tonnes of ordinary concrete are manufactured annually worldwide [2]. Unquestionably, cement plays a crucial role as the only binder in concrete, forming a solid substance that can support loads. It is vital to note that ordinary Portland cement has been a crucial component of concrete for over 200 years in the building industry [3]. According to reports, the production of one tonne of Portland cement results in around one tonne of greenhouse gas emissions, and the cement manufacturing process accounts for 2% to 8% of the world's power usage [4]. Cement is an essential part of a concrete mix, and its manufacture accounts for between 5% to 8% of the world's carbon dioxide emissions [5]. Pozzolana from industrial and agricultural sources is seen to be the most practical option for cement binder sustainable development. Moreover, the most commonly used in agriculture are rice husk ash, coconut shell, and fuel ash from palm oil. Wood, plastic, and glass are a few of the materials that are frequently utilized in agriculture and industry. Researchers have long acknowledged pozzolanas for their abundant availability and supply of reactive silica. Due to the fact that waste materials typically resist natural deterioration, the environmental issue associated with the disposal problem is thought to be the primary driver that has spurred various researchers to investigate the potential use of all waste materials [6]. The goal was waste reduction through the utilization of agricultural and industrial wastes generated during the manufacturing operations. Researchers and scientists are therefore working to create substitute binders. These environmentally friendly binders help to achieve waste management. Dumping or recycling garbage are the conventional methods for handling such wastes. Waste is often dumped by incineration or the use of landfills. These are expensive methods that harm the environment and human health [7]. Due to its poor nutritional value, rice husk is a residue that should not be fed to animals. Because of its siliceous makeup, which is resistant to natural degradation, accumulation issues arise. In addition to being a very useful technique for reducing the volume of rice husk, burning the ashes is another way that rice-producing regions in Brazil generate electricity. Rice husk creates a significant amount of ashes when it is burned (RHA). Each tonne of rice typically yields 200 kilograms of rice husks, which when fully burned, create 40 kg of RHA. When burned, no other agricultural leftover produces as much ash as this one. Nearly 320,000 t/year of RHA might be generated in the area, according to a hard estimate, hence suitable alternative disposals need to be prepared to prevent negative environmental effects [8]. According to World Rice Production" 2021/2022, about 36.4 million metric tons, third in the world. Again 513.68 million tons of rice are produced in worldwide [9].

Table 1.
World Population by Country 2024 [10].
Table 1.
World Population by Country 2024 [10].
| Country | 2021 Production | 2020 Production | 2019 Production |
|---|---|---|---|
| China | 212,843 | 211,860 | 209,614 |
| India | 195,425 | 186,500 | 174,717 |
| Bangladesh | 56,945 | 54,906 | 54,586 |
| Indonesia | 54,415 | 54,649 | 54,604 |
| Vietnam | 43,853 | 42,765 | 43,495 |
| Thailand | 33,582 | 30,231 | 28,618 |
| Myanmar | 24,910 | 25,983 | 26,270 |
| Philippines | 19,960 | 19,295 | 18,815 |
| Pakistan | 13,984 | 12,630 | 11,120 |
| Brazil | 11,661 | 11,091 | 10,369 |
| Cambodia | 11,410 | 11,248 | 10,886 |
| Japan | 10,525 | 10,469 | 10,527 |
About 20% of rice's weight is made up of rice husk. Furthermore, every year, about 150 million tonnes of rice husk are produced [11]. There are not many nutrients in rice bran. Therefore, its primary uses are as fuel and for filling in land for livestock. It accumulates in large quantities and takes a long time to break down because solid waste is becoming a major environmental concern [12]. Since rice husk ash includes silicious elements, it can be a significant source of silica. Thus, it can be utilized in place of some cement. It can improve the mechanical and durability properties of concrete mixes by up to 30% when used in place of cement [12]. RHA is a highly reactive pozzolanic substance that is produced by burning nice at temperatures below 700°C in a regulated marine environment. Its content of amorphous silica is high [13] Goat or sheep bones are materials that are considered waste for the industry and may be used in part place of fine or coarse aggregates in the construction sector. Nowadays, a variety of animals, such as goats, sheep, and cows, are utilised to manufacture meat-based delicacies. Large amounts of these waste bones are just dumped in trash cans and disposal sites, which pollutes the soil and water and degrades the ecosystem. Thus, it's crucial to investigate whether using animal bones to make concrete could be advantageous, but more significantly, it's important to think about how it could be used to provide high-quality buildings. Consequently, an attempt has been made to use these crushed bones in order to research the impact of animal bones on concrete. Numerous scientists have created concrete specimens from animal bones [14]. According to department of livestock services of Bangladesh, total cattle production in Bangladesh is about 24.856 million and total ruminant production in Bangladesh is about 57.143 million [15].
Table 2.
Livestock population of Bangladesh (in lakh number) [15]
Table 2.
Livestock population of Bangladesh (in lakh number) [15]
| Name of Species | 2013-14 | 2014-15 | 2015-16 | 2016-17 | 2017-18 | 2018-19 | 2019-20 | 2020-21 | 2021-22 | 2022-23 |
|---|---|---|---|---|---|---|---|---|---|---|
| Cattle | 234.88 | 236.36 | 237.85 | 239.35 | 240.86 | 242.38 | 243.91 | 245.45 | 247.00 | 248.56 |
| Buffalo | 14.57 | 14.64 | 14.71 | 14.78 | 14.79 | 14.86 | 14.93 | 15.00 | 15.08 | 15.16 |
| Sheep | 32.06 | 32.70 | 33.35 | 34.01 | 34.68 | 35.37 | 36.07 | 36.79 | 37.52 | 38.27 |
| Goat | 254.39 | 256.02 | 257.66 | 259.31 | 261.00 | 262.67 | 264.35 | 266.04 | 267.74 | 269.45 |
| Total Ruminant | 535.90 | 539.72 | 543.57 | 547.45 | 551.33 | 555.28 | 559.26 | 563.28 | 567.34 | 571.43 |
In the year 2022, Bangladesh produced 209,016 thousand tonnes of meat from cattle and buffalo. From 1973 to 2022, Bangladesh's production of beef and buffalo meat increased at an average yearly rate of 1.04%, from 137,047 thousand tonnes to 209,016 thousand tonnes [16]. One of the waste materials taken out of butchered animals (cows and oxen) is bone, which has a high calcium concentration. Conversely, calcium oxide makes up 60% to 67% of portland cement. This suggests that there is a chance to replace some of the cement with bone waste. The disposal location releases toxic gases when it burns, contributing to environmental contamination even with its high calcium oxide level. One source of expense for trash transportation and management in major municipalities is waste disposal. The main detrimental effects on the environment and human well-being are disease linked to respiratory causes due to foul odors, loss of beauty in city landscapes, and natural landscape changes brought on by trash disposal. A sustainable ecosystem and inexpensive cementing material are two benefits of properly using this bone debris [17]. If deemed appropriate, using cow bones in place of fine aggregate will aid in environmental cleanup and the transformation of waste into wealth. When working with concrete, one might assume that the ratio of cement to water is inversely proportional to the concrete's strength, provided that full compaction is maintained at a specific age and standard temperature [18]. A study on rice husk ash (RHA) as a Portland cement substitute found that 10-15% RHA optimizes mortar strength. Lower temperatures yield amorphous RHA, enhancing strength through calcium silicate hydrate (C-S-H) gel formation. Higher RHA levels above 10% reduce strength due to limited calcium hydroxide (Ca(OH)2) and increased porosity. White RHA, burnt below 800°C, showed the best performance, especially in seawater, due to more C-S-H gel but is constrained by Ca(OH)2 availability for the reaction. The ideal RHA content for cement mortar is around 15% for balanced strength and binder properties [19]. The study used river sand and 20mm crushed rock as aggregates, borehole water, and Portland composite cement for testing. Animal bone ash, processed through drying and controlled burning, was mixed in proportions of 1:2:4 with a 0.6 water-to-cement ratio. Cast specimens measured 150mm cubed. Over 28 days, compressive strength peaked at 23.43 N/mm² with 5% bone ash, but dropped to 16.49 N/mm² at 20%. The findings suggest that up to 5% animal bone ash is viable for lightweight structures, as higher percentages weaken the material [20]. The study indicates that replacing cement with animal bone powder (ABP) in concrete reduces compressive, split tensile, and flexural strengths as ABP content increases. For control samples (0% ABP), compressive strength increased with age, peaking at 33.63 MPa at 28 days. However, with 5%, 10%, 15%, and 20% ABP, compressive strength significantly declined. Similarly, split tensile and flexural strengths also decreased with higher ABP percentages. The study found that 5% ABP replacement yielded comparable strength to the control, and 10% ABP replacement achieved required strength standards, making up to 10% ABP viable without compromising concrete strength [21]. The study shows that replacing cement with animal bone powder (ABP) reduces concrete strength and workability as ABP dosage increases. An optimal 10% ABP replacement maintains acceptable strength and workability, making it the best balance for concrete mixes while ensuring desired performance characteristics [22]. In this study, four concrete mix ratios were created, with one control mix (0% RHA) and three mixes containing 10%, 15%, and 20% rice husk ash (RHA) as partial cement substitutes. The water volume (225.5 kg/m³), coarse aggregates (590 kg/m³), fine aggregates (910 kg/m³), superplasticizer concentration (1%), and water-to-binder ratio (0.41) remained constant. Each mix produced nine cubes (150x150x150 mm) and nine cylinders (300x150 mm) for compressive and tensile strength tests at 7, 28, and 56 days. Rapid chloride permeability tests at 28 days showed reduced ion penetration with higher RHA content, except at 20% RHA. The 10% RHA mix demonstrated exceptional chloride ion resistance [23].
Research Significance
RHA and ABP is used as a replacement of cement in this experiment to find the appropriate reason for achieving sustainable benefits. It will impact on the implications and benefits from the both standpoints of views of construction industry and environment. The followings are the most important considerations that will emphasize the value of research:
- Conservation of resources: The utilization of RHA and ABP will make an impact on the conservation of limestone by reducing the percentage of the cements. Further it will help to achieve greater level of sustainability with the preservation of natural resources and environment.
- Waste Management: RHA is used for landfill that decompose slowly and also contains less amount of nutrients not much beneficial to animal. Animal bone contains large amount of Calcium Oxide causes stinks and respiratory problems. All these problems can be solved by using it properly as a binding material with cement. It will help to lessens the solid waste into and its management.
- Impact on Environment: RHA and ABP are the solid waste material can be easily used a partial replacement will be a relief for environment. Furthermore, cement production will be less consequences less carbon dioxide production. That will lessen the greenhouse gas.
- Efficient Use of Energy: The amount of energy will be needed to the production of cement can be restored as the demand will fall.
- Minimize Construction Expenditures: RHA and ABP are locally available materials produce at a large scale. The cast of these products will be less in consequences. It will help to decrease the construction cost.
2. Materials and Methods
2.1. Experimental Materials
2.1.1. Rice Husk Ash Processing
RHA is frequently utilized as a supplemental cementitious material (SCM) in concrete applications to partially replace portland cement. RHA experiences pozzolanic reactions when combined with water and calcium hydroxide generated during cement hydration, resulting in the formation of more calcium silicate hydrate (C-S-H) gel. This procedure lowers the heat of hydration and the possibility of an alkali-silica reaction (ASR) while also increasing the concrete's strength, durability, and chemical resistance. Because RHA is a byproduct of the combustion and rice milling processes, it reduces waste and greenhouse gas emissions, making it an environmentally beneficial substance. The application of this material in building processes promotes environmentally friendly building practices and efficient use of resources.
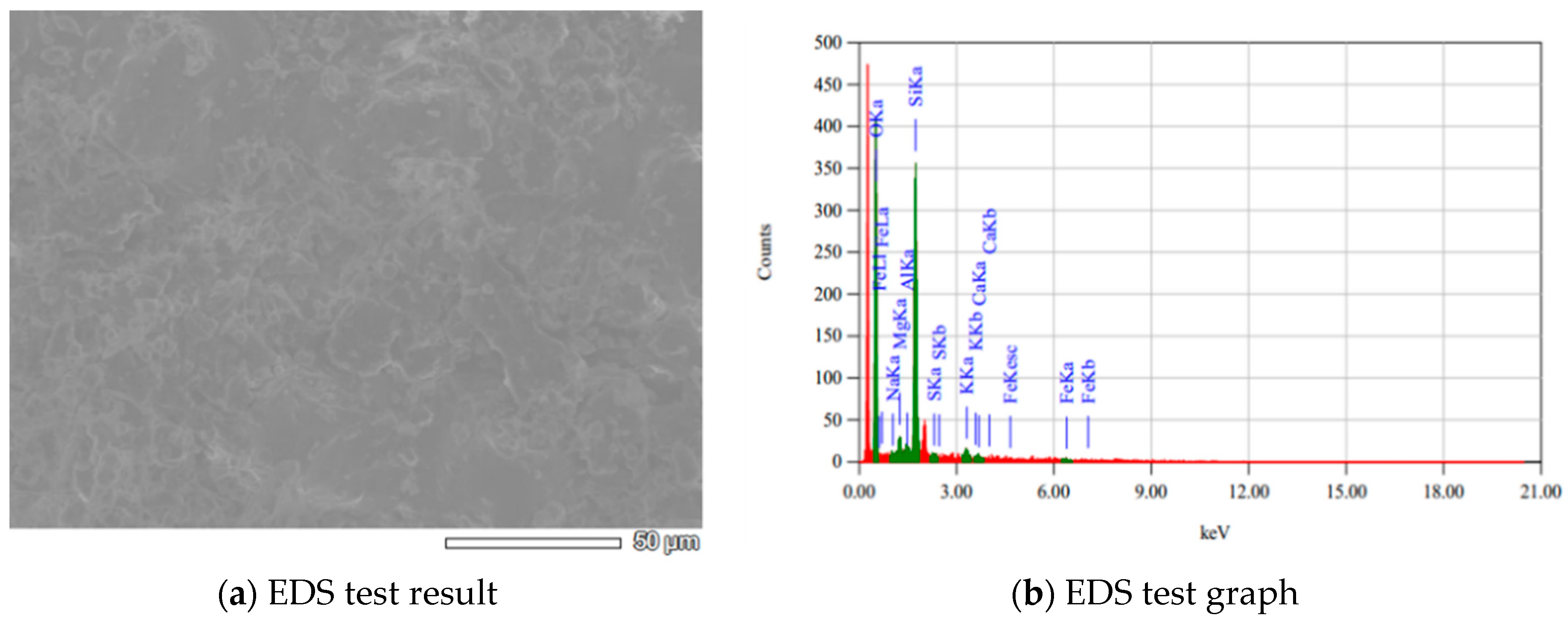
After collection of raw rice husk, it was heated at 700°C to 800°C in gas furnace. Then it was sieved through #100 sieve to mix with cement for mix design. Silicon was the main element after oxygen in RHA.
Table 3.
Chemical Properties of RHA
| Element | Mass % | Atom % |
|---|---|---|
| O | 70.99 | 81.27 |
| Si | 24.76 | 16.15 |
| Na | 0.13 | 0.10 |
| Mg | 1.98 | 1.49 |
| Al | --- | --- |
| S | 0.18 | 0.10 |
| K | 1.58 | 0.74 |
| Ca | 0.17 | 0.08 |
| Fe | 0.22 | 0.07 |
Figure 1.
Rice Husk Ash (RHA).

Figure 2.
Chemical analysis of Rice Husk Ash (RHA) (Instrument: JCM-6000PLUS)
2.1.2. Animal Bone Powder Processing
Animal bones are processed and pulverized into a fine powder, which is known as animal bone powder. Usually, to make it, animal bones are cleaned, dried, and burned to remove biological materials. Then, the bones are ground into a fine powder. Animal bone powder is a significant addition to a variety of industries, including agriculture, animal feed, and construction materials. It is rich in minerals including calcium and phosphorus. Animal bone powder has the potential to provide advantages including increased strength and durability when used in place of some of the cement in concrete mixes.
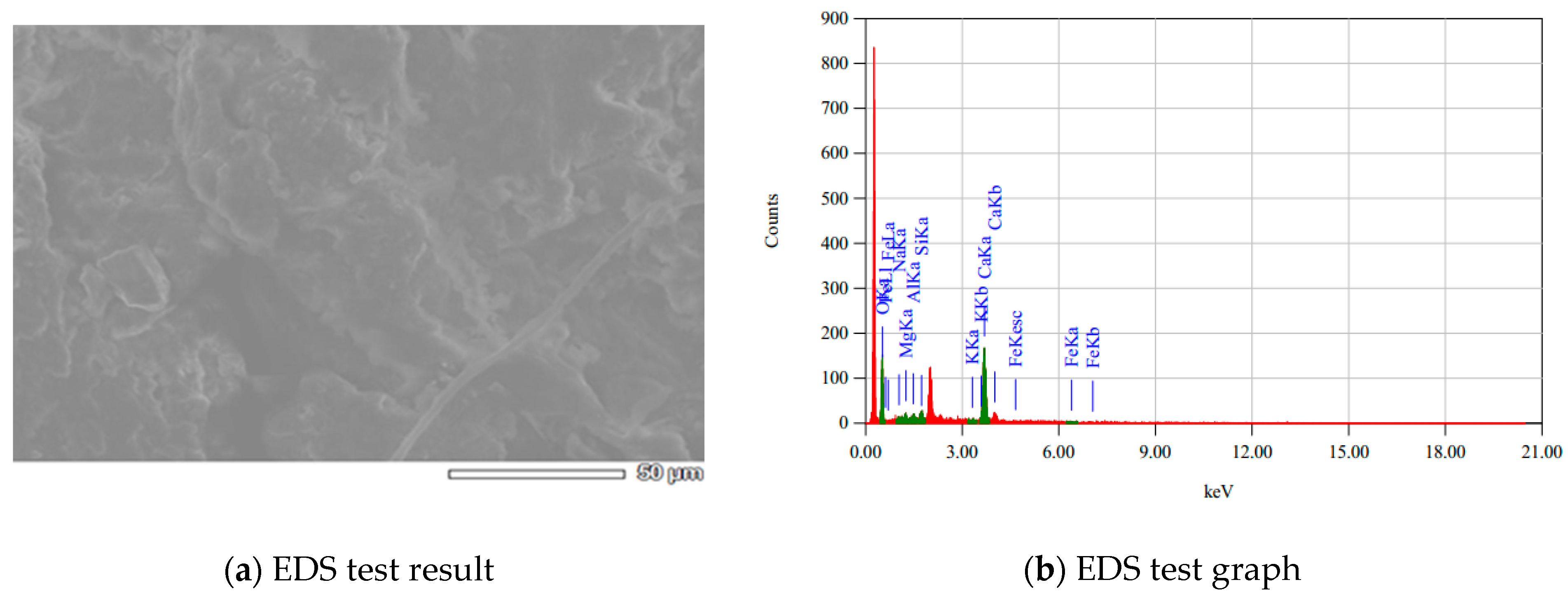
After collection of ABP, it was sun-dried for 2 to 3 days. Then it was grounded through grinding machine and made smaller pieces of size. It was further grounded and sieved into powdered consistency. Next it was heated 300°C to 400°C to remove biological organism and calcinated. Then it was sieved again to mix with cement for mix design.
Table 4.
Chemical Properties of ABP
| Element | Mass % | Atom % |
|---|---|---|
| O | 68.43 | 83.60 |
| Ca | 27.93 | 13.62 |
| Na | 0.48 | 0.41 |
| Mg | 1.32 | 1.06 |
| Al | 0.75 | 0.54 |
| Si | 1.09 | 0.76 |
| K | --- | --- |
| Fe | --- | --- |
Figure 3.
Animal Bone Powder (ABP)
Figure 4.
Chemical analysis of Animal Bone Powder (ABP) (Instrument: JCM-6000PLUS)
2.1.3. Cement
Cement, a hydraulic binder, or finely powdered inorganic components combined with water to create a paste that sets and hardens through hydration reactions and processes and maintains its strength and stability even in the presence of water [24].
All 27 cement family products covered by EN 197-1 are further categorized into five primary cement types. For this study CEM-I/BM (Ordinary Portland Cement (OPC)) was used and collected from the concrete laboratory of Civil Engineering Department, RUET, Rajshahi.
2.1.4. Sand
Fine aggregate is the essential ingredient in concrete that consists of natural sand or crushed stone. They were mostly utilized to close in spaces left by the coarse aggregate. Sand of FM (2.36) was utilized for this project's fine aggregate.
2.1.5. Coarse Aggregate
As natural crushed stone that was passed through 19.0 mm sieve and retain on 12.7 mm sieve was employed in this project (as per ASTM C136-05).
2.2. Sample Preparations
2.2.1. Standards for Tests
A total of 9 types of composition were created using batched by weight method for conducting two tests, each of the compositions had different amounts of ABP and RHA by replacing fine aggregate. Batching of concrete is generally the proportioning of the different constituents of concrete before mixing which could be by weight or volume. In this investigation, batched by weight have been adopted as the most commonly used method in concrete production in Bangladesh and most developing nations.
Tests conducted in this experiment are:
- Compressive strength test - ASTM C 39 (ASTM)
- Water Permeability test - IS 516 (2018)
Also, the unit weight of each concrete specimen was measured after 28 days curing in SSD condition.
Table 5 Provides an overview of all experimental parameters and displays the entire experimental schedule
2.2.2. Concrete Mixing & Casting
Cylinders (100mm diameter x 200mm height) for compressive strength and water permeability test. For every combination, 3 cylindrical samples were prepared for compression test as well as for water permeability test. For mixing from 12.7 mm to 19 mm size of NCA were used.
9 types of concrete mix were prepared replacing Cement (by weight) with different proportion of ABP and RHA. The mix proportion are described as follows in Table 6:
Before casting the NCA was soaked in water for 24 hours then dried in room temperature for SSD condition. All the specimens were casted according to ASTM 2007. After the mixing the slump value of each mix was noted. After casting, test specimens were finished with a steel trowel. All the test specimens were stored for 24 hours. Then the casing of each cylindrical sample was removed. The preparation of concrete cylinder and the slump value test is shown in Figure 5 and Figure 6.
2.2.3. Curing Procedure
The pond method of curing was used in which the cylindrical sample were totally immersed in water throughout the curing period. The specimens were cured in water for 28 days then it was pull out from water and the top surface and bottom surface of the cylinder smoothed by using cutting machine. Cutting process and curing of concrete (after smoothing) is shown in the following figure:
Figure 7.
(a) Cutting of specimen; (b) Ponding method for curing of specimen

2.3. Test Methods
2.3.1. Unit Weight of Sample
After the curing process, the sample was removed from the water and allowed to dry at ambient temperature for half an hour in order to remove any remaining water from the cylinder. The sample was weighed in a balance and the weight was noted in order to assess the sample's unit weight or density.
Figure 8.
The load measuring method of cylindrical specimen

The unit weight or density of sample is carried by the following formula:
Unit weight or density,
Here,
- M = Mass or weight of the sample
- V= Volume of the sample
2.3.2. Compressive Strength Test
Compression strength is the ability of concrete to bear loads applied to it without breaking or deflecting. It is possible to evaluate compression strength while adhering to multiple codes, including IS 516, BS EN 12390-3, and ASTM C-39. The compression test was carried out in this work, per ASTM C-39. The compressive strength of the cylindrical specimens was determined using a 2000kN compression machine. The samples were added one at a time. The specimen's composition was recorded before to applying load, and the highest load the specimen could withstand was subsequently noted. The following formula determines the concrete cylinder's ultimate compressive strength after 28 days of curing.
Compressive strength,
Here,
- F= Load recorded
- A= Cross sectional Area of the cylindrical Specimen
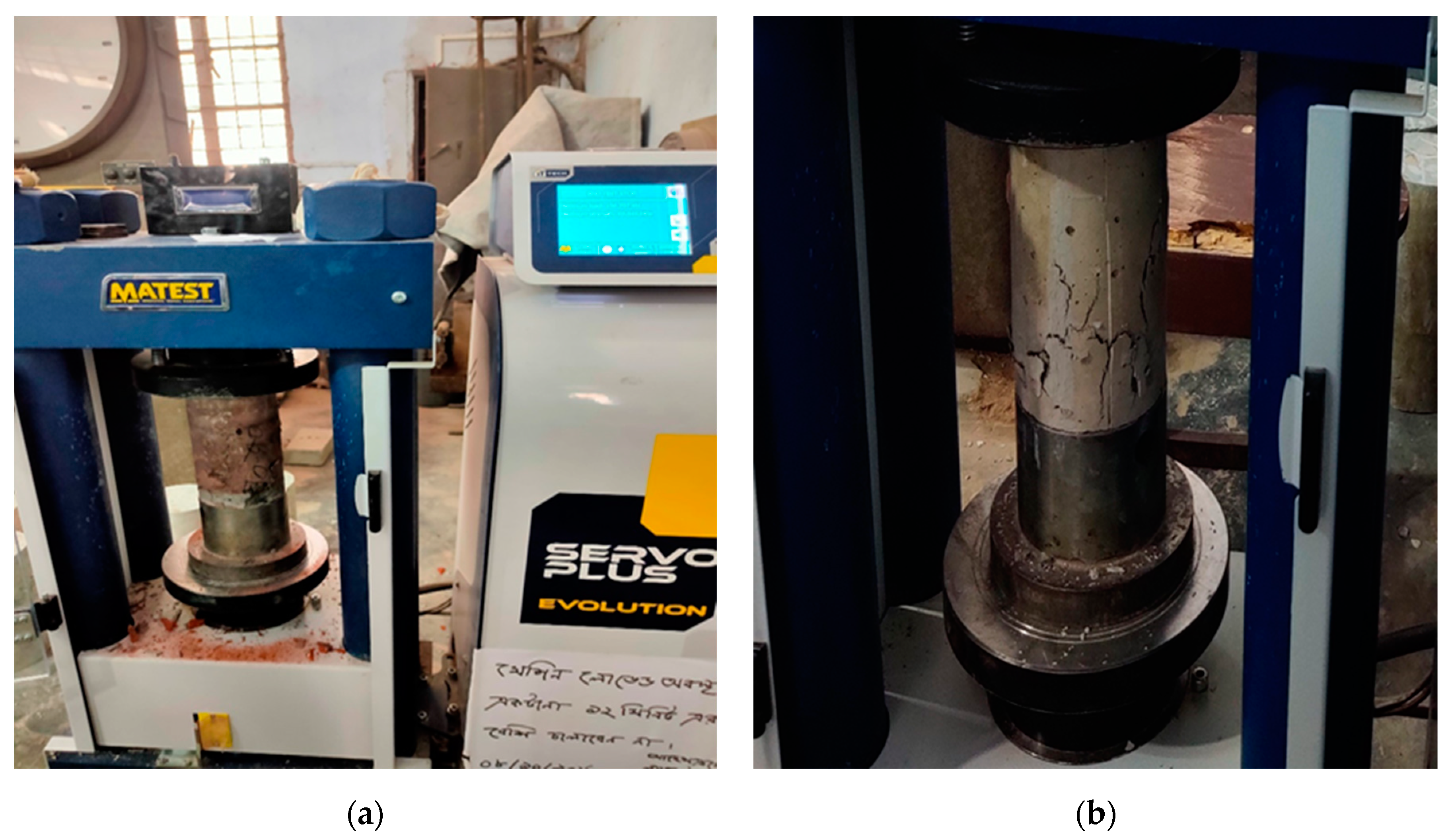
The ASTM C 39 test technique involves placing concrete cylinders under a compressive axial load at a rate that stays within a specified range until failure happens. The specimen’s compressive strength is determined by dividing the maximum load reached by the specimen’s cross-sectional area. This shows the sample both during and after the compression test, as well as the testing apparatus used for the test. It also indicates the sample’s failure pattern.
Figure 9.
Sample during compressive strength test
2.3.3. Water Permeability Test
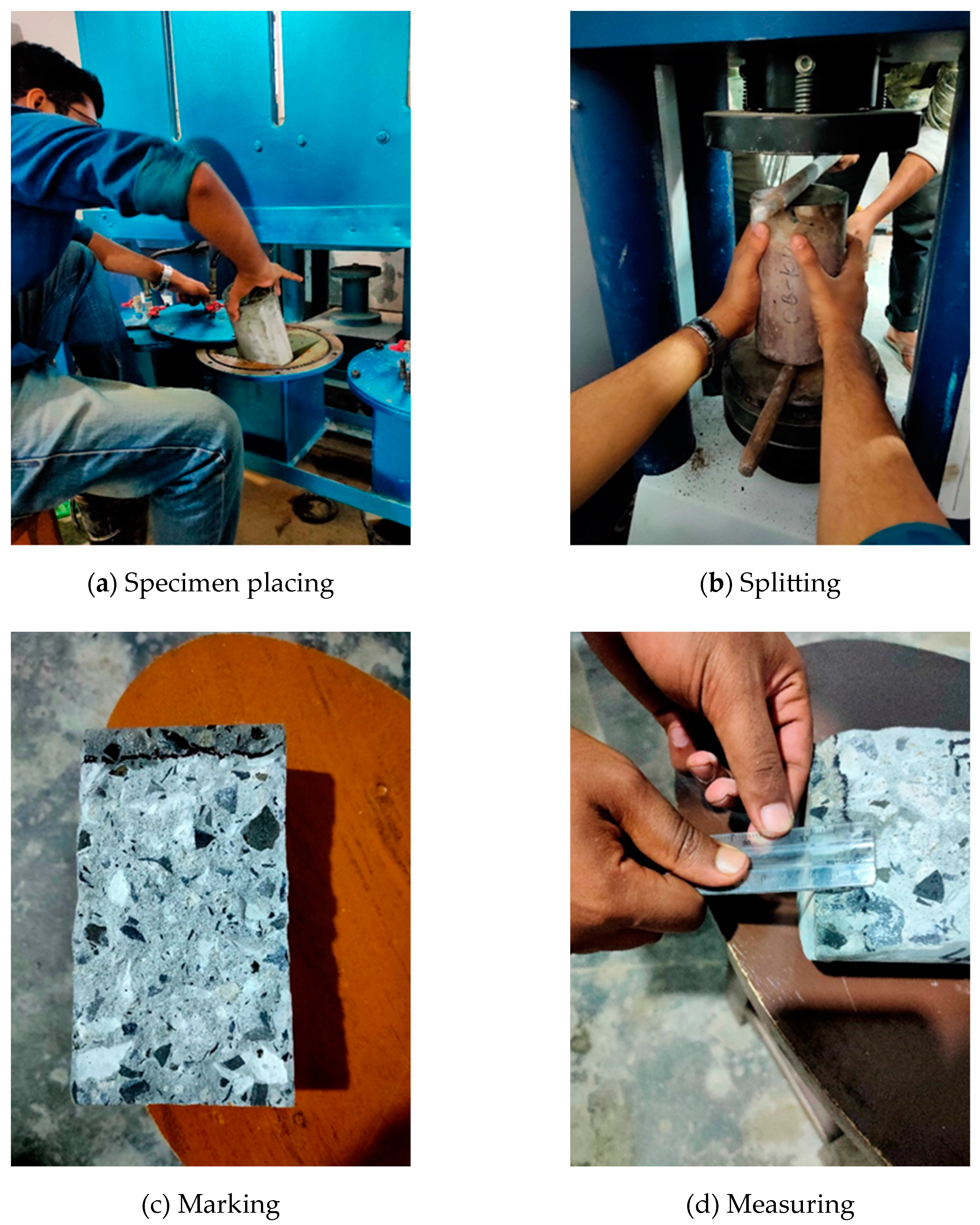
Before testing, the specimens were removed from the curing environment and allowed to equilibrate to room temperature. Surface irregularities or imperfections was carefully smoothed or corrected to ensure uniform contact with testing equipment. The water permeability test apparatus typically consists of a chamber or container capable of holding the specimen, along with a water supply system and pressure monitoring equipment. The cylindrical concrete specimen is securely placed in the testing apparatus, ensuring that there are no leaks or gaps between the specimen and the apparatus walls. Water is then applied to one side of the concrete specimen under controlled pressure. This pressure simulates the hydraulic head or hydrostatic pressure that the concrete would experience in service conditions. The pressure is gradually increased until it reaches the desired level for testing. It was 5 kg/sq.mm for this test procedure. Then the specimens were brought out and sent to UTM for split testing.
After splitting, the depth of water entered into the concrete specimen is measured in millimeter scale.
Figure 10.
Water Permeability Testing Machine
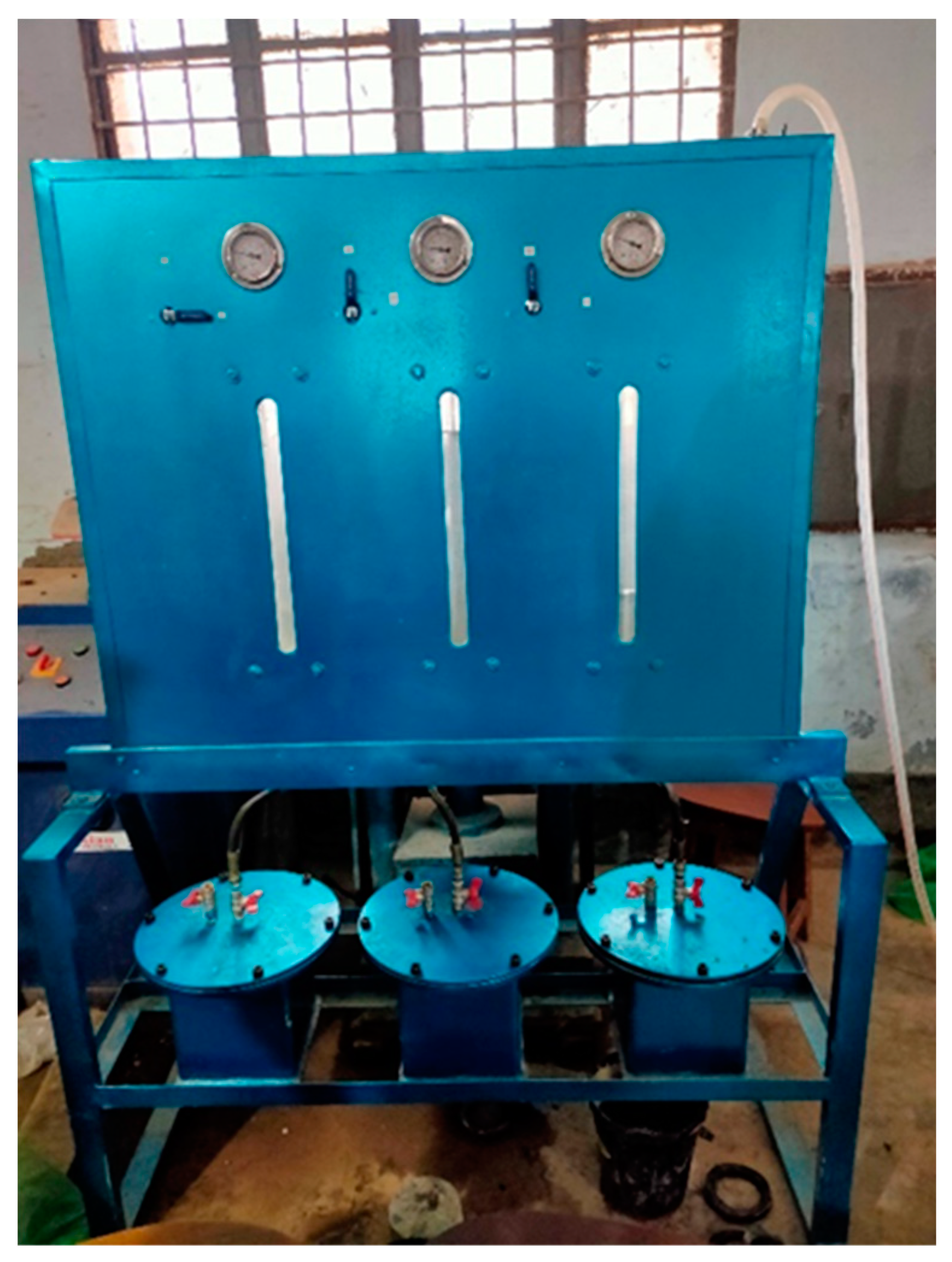
Figure 11.
Permeability Testing, Splitting and measuring depth of permeability
3. Results and Discussions
All the data are collected from the previous test. The data collected are workability test, unit weight, the compressive strength test, permeability test. This chapter will also discuss the effect of test results of these tests.
3.1. Workability of Concrete Containing Different Percentages of RHA and ABP Replacing Cement
Table 7.
Slump value of different concrete mix.
| Concrete Mix | Slump Value(mm) |
|---|---|
| 0%B-0%R* | 76 |
| 5%B-0%R | 79 |
| 0%B-5%R | 73 |
| 5%B-5%R | 74 |
| 0%B-10%R | 69 |
| 10%B-0%R | 82 |
| 10%B-5%R | 81 |
| 5%B-10%R | 83 |
| 10%B-10%R | 86 |
*B= Animal Bone Powder (ABP), R= Rice Husk Ash (RHA). Table provides an overview of the specimen’s slump value. Here the result for 5%B-5%R slump value is best match for our purpose.
Figure 12.
Workability of concrete with the partial replacement of cement by ABP and RHA
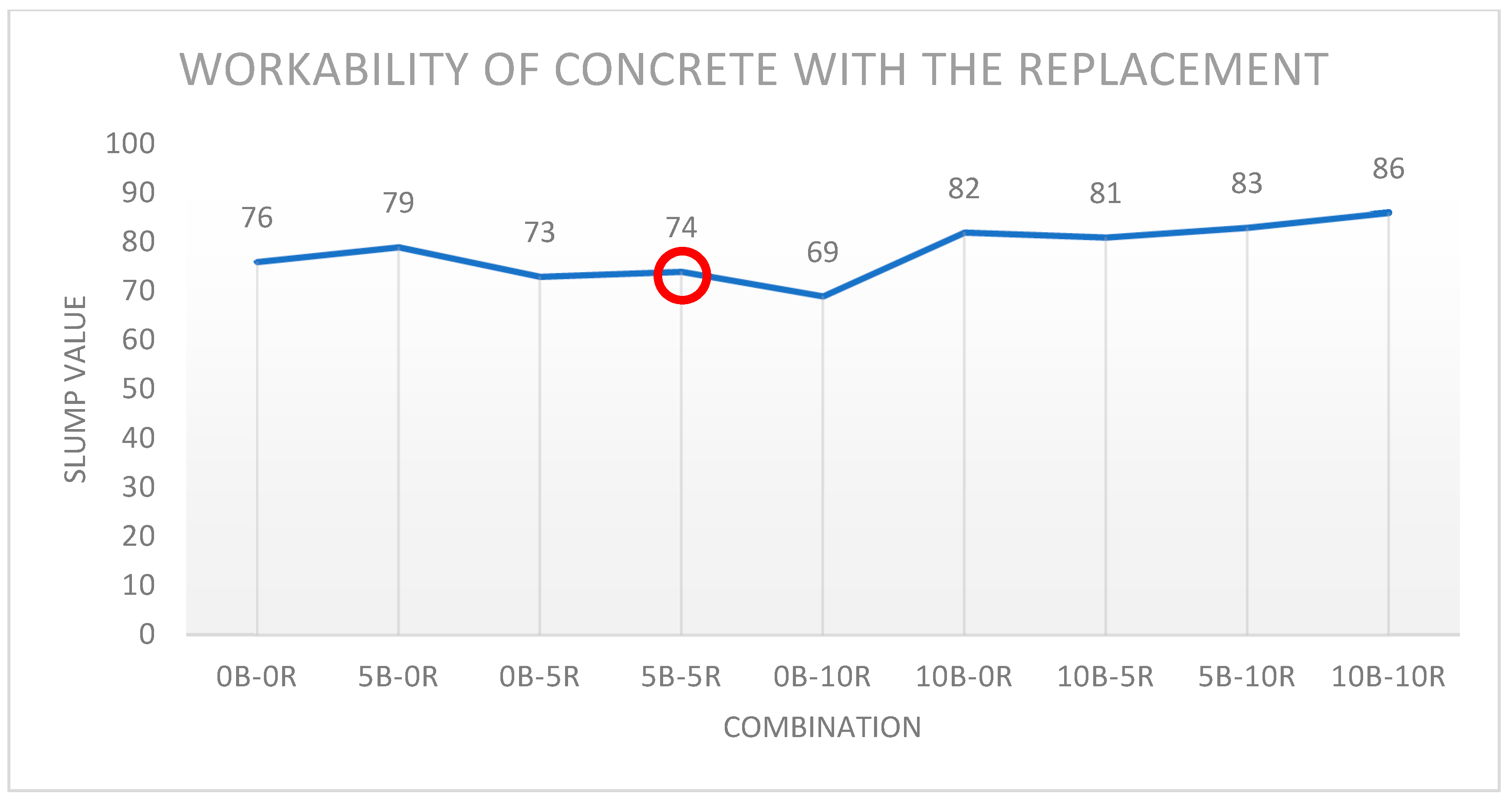
From the above Table and Figure of slump value test, it is found that the workability decreases with the increase in the percentage of rice husk ash in concrete but workability increases with the increase in percentage of animal bone powder. It is due to the rice husk ash is a siliceous material which can increase the bond strength in cement to make bond and harden faster. On the other hand, animal bone powder can help to make bond but excess amount of animal bone powder cannot help in this purpose. So, presence of excess amount of ABP can increase workability.
3.2. Unit Weight of Concrete for Different Percentages of ABP and RHA Replacing Cement
Table 8.
Unit weight of cylindrical concrete specimen.
| Concrete Mix | Unit Weight (g/cm3) |
|---|---|
| 0%B-0%R | 2.409 |
| 5%B-0%R | 2.318 |
| 0%B-5%R | 2.367 |
| 5%B-5%R | 2.373 |
| 0%B-10%R | 2.369 |
| 10%B-0%R | 2.271 |
| 10%B-5%R | 2.245 |
| 5%B-10%R | 2.241 |
| 10%B-10%R | 2.255 |
Here the result for 5%B-5%R weight value is best match for our purpose.
Figure 13.
Unit weight of different concrete mix with RHA and ABP
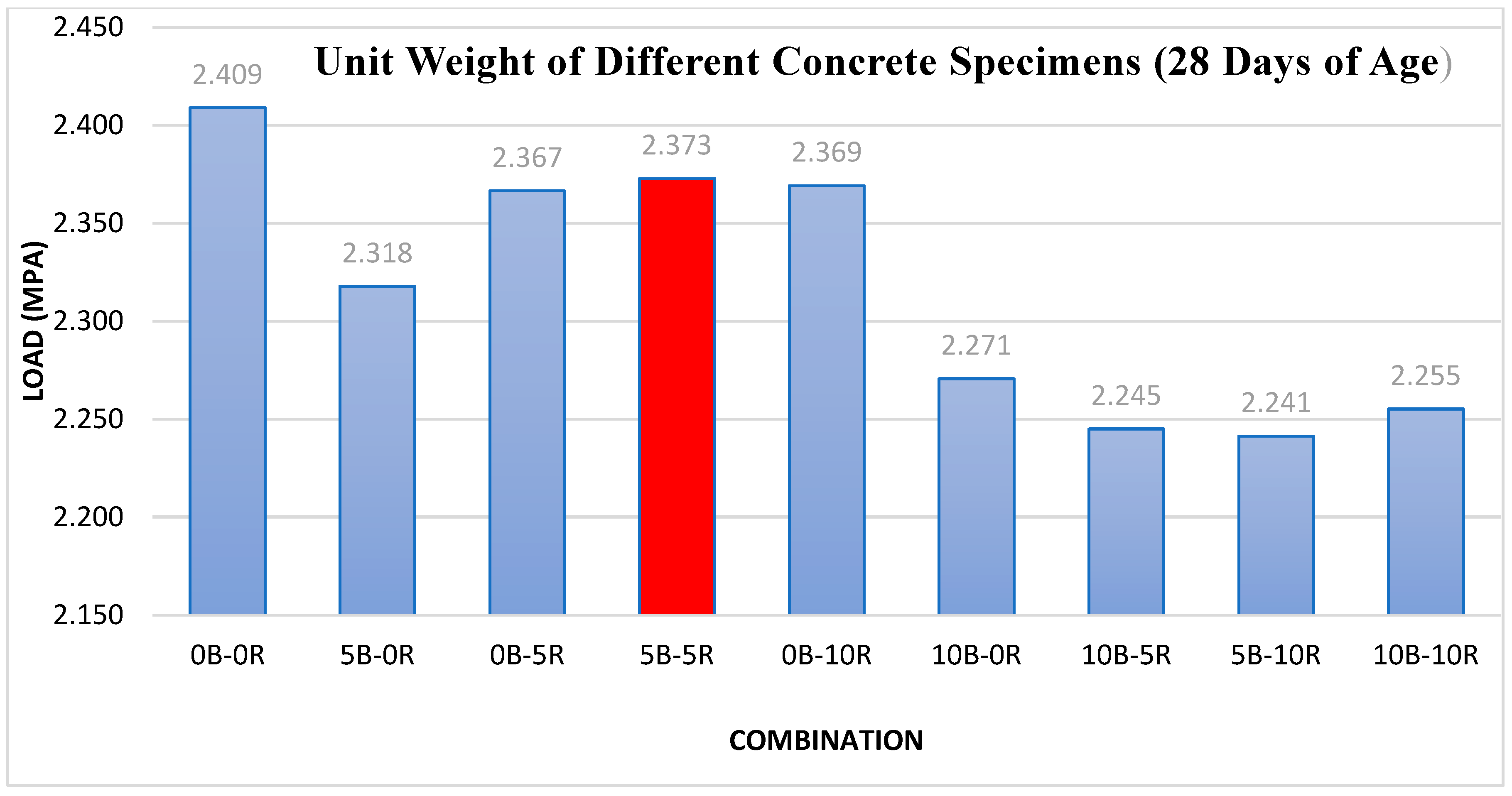
From the above Table and Figure, it was observed that specific weight decreases with the increment of RHA and ABP. The unit weight decreases more when ABP is used as a partial replacement. We can come to a decision that unit weight of RHA is more than ABP and it reduces the weight of the structure.
3.3. Compressive Strength Test Results for Different Percentages of ABP and RHA Replacing Cement
Table 9.
Variation of compressive strength of concrete replacing cement with ABP and RHA
| Concrete Mix | Average Compressive Strength (MPa) |
|---|---|
| 0%B-0%R | 21.73 |
| 5%B-0%R | 19.47 |
| 0%B-5%R | 22.25 |
| 5%B-5%R | 22.87 |
| 0%B-10%R | 17.66 |
| 10%B-0%R | 14.31 |
| 10%B-5%R | 15.22 |
| 5%B-10%R | 15.76 |
| 10%B-10%R | 13.51 |
The test for compressive strength complies with the code that was previously covered in the above chapter. Here the result for 5%B-5%R compressive strength value is best match for our purpose.
Figure 14.
Compressive Strength of different concrete mix after 28 days curing
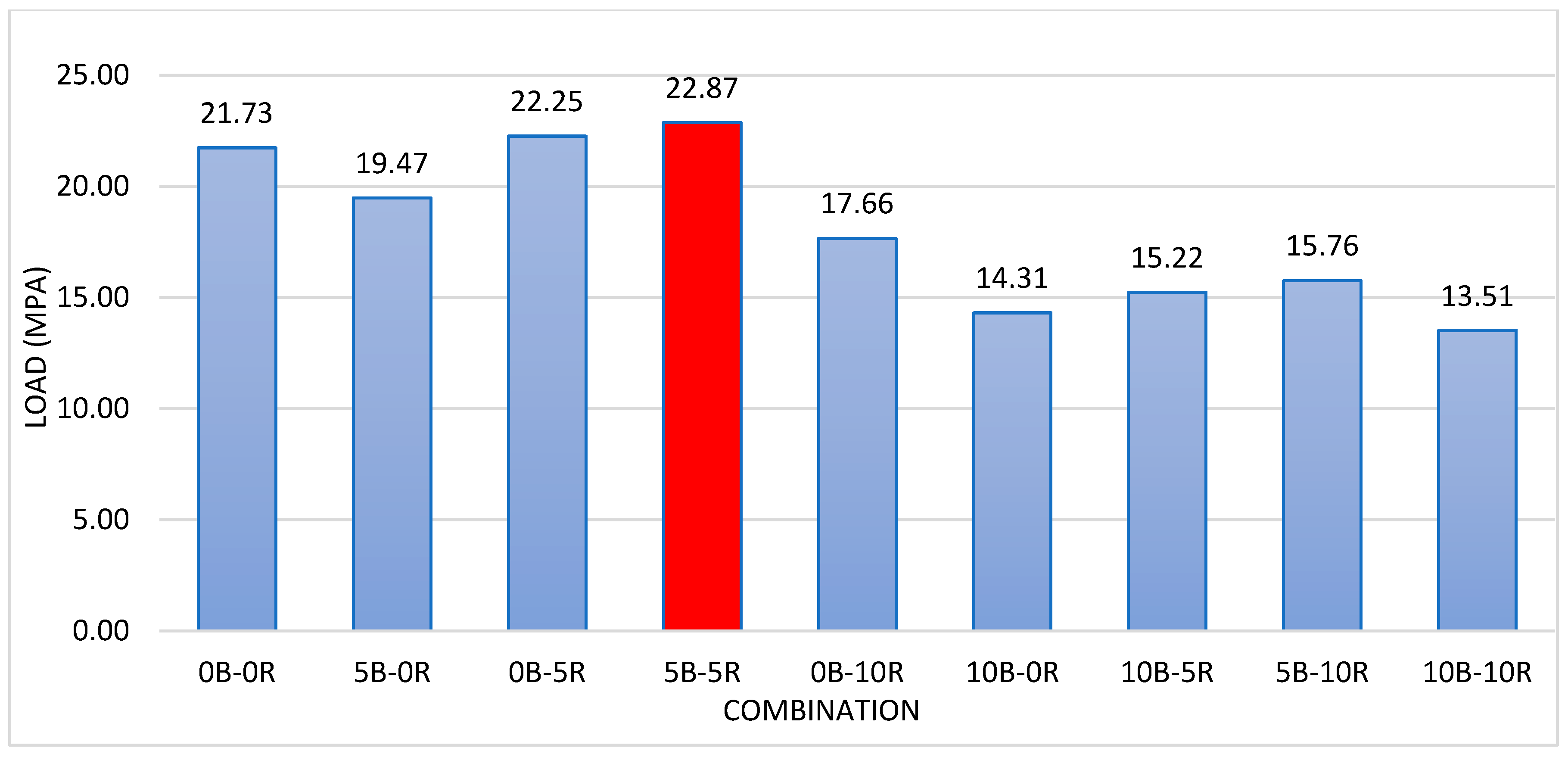
The Table and the Figure demonstrates that as the amount of RHA and ABP replacement for cement increases, the compressive strength of concrete after 28 days of curing increases for some combination and then decreases for other combination. This may be due to when RHA and ABP is sufficient amount to react and make C-S-H gel then strength increases and when it is much more then strength decreases.
Minimum concrete strength for structural use of reinforced concrete shall be 20 N/mm2. However, for buildings up to 4 story, the minimum concrete strength may be relaxed to 17 N/mm2 (BNBC 2020-PART VI-Chapter 5, p. 3428) [25].
According to this code, we can use the combination of 5%B-5%R and 0%b-5%R for the sufficient strength and 5%B-0%R AND 0%B-10%R for the low strength concrete. Other combination can be used for the light weight structure.
3.4. Water Permeability Test Results for Different Percentages of ABP and RHA Replacing Cement
Table 10.
Variation of water permeability of concrete replacing cement with ABP and RHA
| Concrete Mix | Average Permeability (mm) |
|---|---|
| 0%B-0%R | 9.1 |
| 5%B-0%R | 8.9 |
| 0%B-5%R | 8.2 |
| 5%B-5%R | 7.4 |
| 0%B-10%R | 9.5 |
| 10%B-0%R | 10.2 |
| 10%B-5%R | 11.5 |
| 5%B-10%R | 10.9 |
| 10%B-10%R | 13.2 |
The test for water permeability complies with the code that was previously covered in the above chapter. Here the result for 5%B-5%R permeability value is best match for our purpose.
Figure 15.
Water Permeability of different concrete mix after 28 days curing
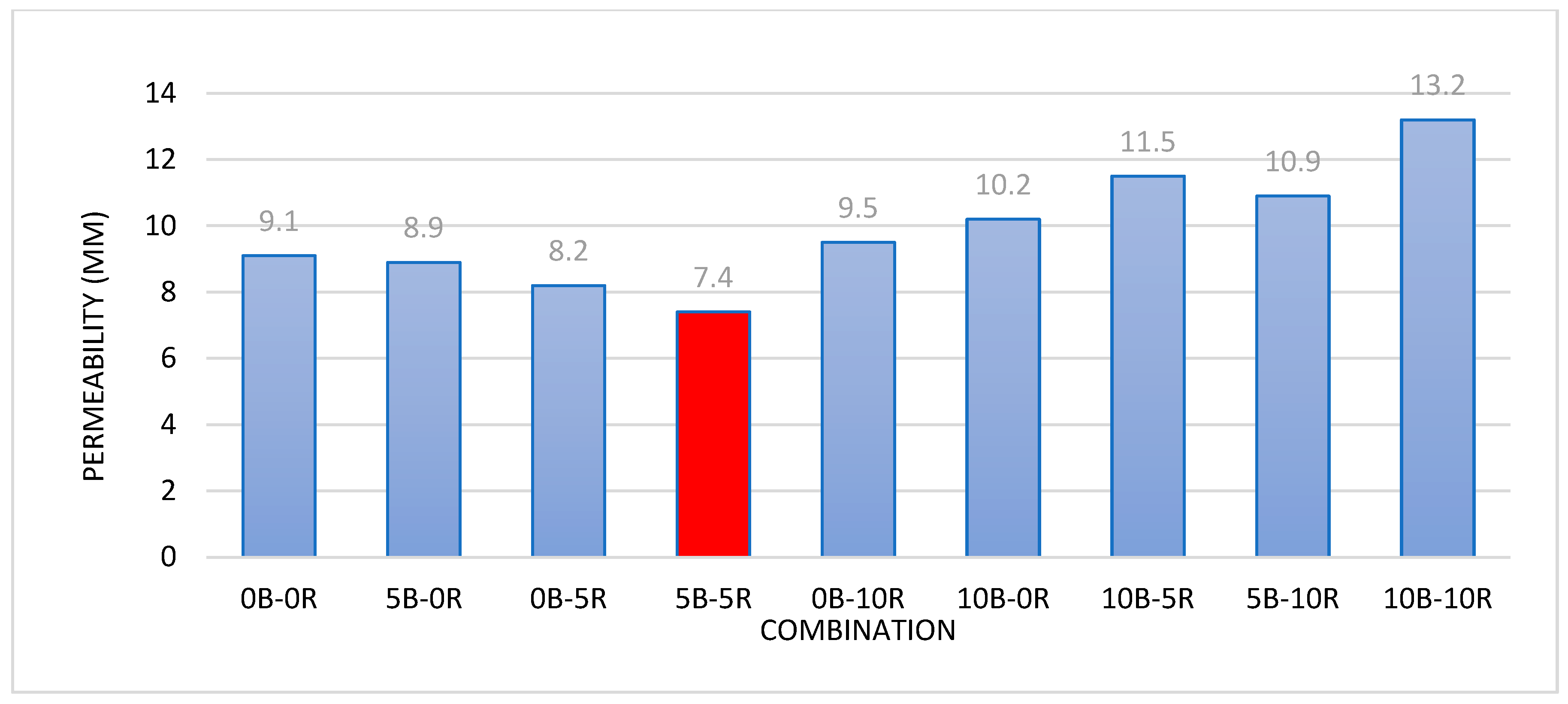
RHA and ABP is sufficient amount to react and make C-S-H gel then permeability decreases and when it is much more then permeability decreases.
3.5. Combined Effect of Permeability and Strength of Concrete for Different Percentages of ABP and RHA Replacing Cement
Table 11.
Combined result of replacing cement with RHA and ABP
| Concrete Mix | Average Compressive Strength (MPa) | Average Permeability (mm) |
|---|---|---|
| 0%B-0%R | 21.73 | 9.1 |
| 5%B-0%R | 19.47 | 8.9 |
| 0%B-5%R | 22.25 | 8.2 |
| 5%B-5%R | 22.87 | 7.4 |
| 0%B-10%R | 17.66 | 9.5 |
| 10%B-0%R | 14.31 | 10.2 |
| 10%B-5%R | 15.22 | 11.5 |
| 5%B-10%R | 15.76 | 10.9 |
| 10%B-10%R | 13.51 | 13.2 |
Figure 16.
Combined effect of ABP and RHA concrete mix after 28 days curing
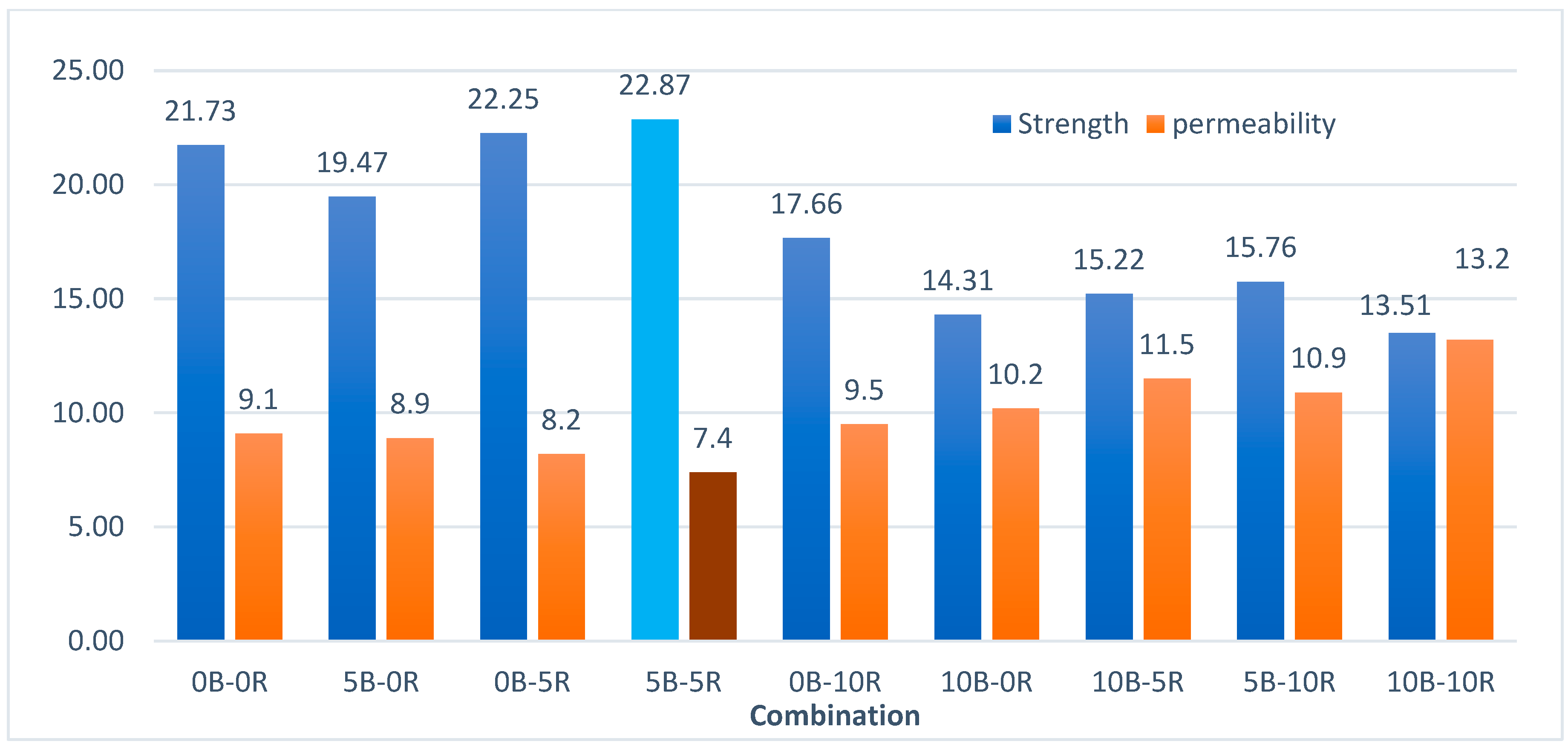
As the RHA and ABP both are used up to 5% the strength and permeability increases. When the amount goes beyond that then the compressive strength and the permeability usually decreases. For some specific and special cases, we can use the low permeable and low strength concrete. For the replacement of both 5% we get the most impressive result.
5. Conclusions
The analysis focused on the compressive strength and water permeability of the replacement of ABP & RHA in some portion of cement, examining the result with varying percentage of ABP & RHA (0%, 5%, 10%). The samples exhibited the following characteristics:
- Compared to a concrete cylinder the compressive strength of concrete, 5% RHA and 5%ABP-5%RHA curing for 28 days, yielding values of 22.25 MPa, 22.87 MPa respectively. These recorded compressive strengths represent the average maximum strengths achieved in the study.
- Compared to a concrete cylinder permeability of concrete, with the incorporation of cement by at the combination RHA and ABP of preferred percentages of 5%ABP-0%RHA, 0%ABP-5%RHA, 5% ABP-5% RHA at 28 days, resulting in 8.9mm, 8.2mm, 7.4mm respectively. The recorded results show that increase in compressive strength decreases in permeability.
- Compared to unit weight, the unit weight gradually decreases as the combination of RHA and ABP increases. From the test result it is observed that unit weight of the concrete containing RHA relatively higher than concrete containing ABP. The workability decreases with the reduction of the amount of the cement.
By testing the cylindrical specimen containing RHA and ABP we can observe that the compressive strength of concrete containing 5%RHA and 5% ABP increases by more than 3% than that of contain cement. For the specimen that contain only 5% RHA increases the strength by more than 2.5%. If we consider about the water permeability of concrete then the concrete specimens contain only 5% RHA, only 5% ABP, 5% ABP-5% RHA improves its permeability approximately by 2.20%, 9.89% and 18.68%. This phenomenon occurs when the ABP and RHA construct C-S-H gel that is liable for the larger compressive strength. Larger C-S-H gel helps to restrict the water permeability. RHA also works as a finer filler particle. That also helps to minimize the porous structure of the concrete leads to less permeability. When the more partial material is added then the strength decreases due to insufficient amount of reactant is present for proper chemical reaction. That also leads to the make the structure more porous leads to more permeable to water.
Author Contributions
Conceptualization, H.M., T.A. and S.I.; methodology, H.M. and T.A.; software, H.M.; validation, S.I.; formal analysis, T.A.; investigation, S.I.; resources, H.M. and T.A.; data curation, T.A.; writing—original draft preparation, T.A.; writing—review and editing, H.M.; visualization, H.M.; supervision, S.I.; project administration, S.I.; funding acquisition, H.M. and T.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by Rajshahi University of Engineering and Technology. The authors are extremely grateful to the support of Rajshahi University of Engineering and Technology.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to extend their sincere appreciation to the reviewers and editors for their valuable contributions in enhancing the quality of this paper. We would also like to express our gratitude to the researchers at the Mechanical Engineering Lab and S.M. Lab of Rajshahi University of Engineering and Technology and Md. Mahbubul Alam from Bengal Meat Processing Industries Ltd. for their invaluable assistance in conducting the research.
Conflicts of Interest
The authors affirm that there are no conflicts of interest associated with this research. The authors assert that they have no commercial interests that could potentially create a conflict of interest in relation to this study.
References
- Swaminathen, A.; Kumar, C.V.; Ravi, S.R.; Debnath, S. Evaluation of strength and durability assessment for the impact of Rice Husk ash and Metakaolin at High Performance Concrete mixes. Mater. Today: Proc. 2021, 47, 4584–4591. [CrossRef]
- Mymrin, V., Pedroso, D. E., Pedroso, C., et al. “Environmentally clean composites with hazardous aluminum anodizing sludge, concrete waste, and lime production waste,” Journal of Cleaner Production, V. 174, 2018, pp. 380–8.
- Ren, D.; Yan, C.; Duan, P.; Zhang, Z.; Li, L.; Yan, Z. Durability performances of wollastonite, tremolite and basalt fiber-reinforced metakaolin geopolymer composites under sulfate and chloride attack. Constr. Build. Mater. 2017, 134, 56–66. [CrossRef]
- Ulusu, H.; Aruntas, H.Y.; Gencel, O. Investigation on characteristics of blended cements containing pumice. Constr. Build. Mater. 2016, 118, 11–19. [CrossRef]
- Alex, J.; Dhanalakshmi, J.; Ambedkar, B. Experimental investigation on rice husk ash as cement replacement on concrete production. Constr. Build. Mater. 2016, 127, 353–362. [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry.; United Nations Environment Program: Nairobi, Kenya, 2016.
- AlBiajawi, M.I.; Embong, R.; Muthusamy, K. An overview of the utilization and method for improving pozzolanic performance of agricultural and industrial wastes in concrete. Mater. Today: Proc. 2022, 48, 778–783. [CrossRef]
- Zerbino, R.; Giaccio, G.; Isaia, G. Concrete incorporating rice-husk ash without processing. Constr. Build. Mater. 2010, 25, 371–378. [CrossRef]
- Khanal, Surabhi. "System of rice intensification in Nepal: determinant factors for adoption, and relevance to climate change." Master's thesis, Norwegian University of Life Sciences, Ås, 2021.
- World Population by Country 2024 (Live).” Available online: https://worldpopulationreview.com (accessed on 13 June 2024).
- Kordi, M.; Farrokhi, N.; Pech-Canul, M.I.; Ahmadikhah, A. Rice Husk at a Glance: From Agro-Industrial to Modern Applications. Rice Sci. 2024, 31, 14–32. [CrossRef]
- Zerbino, R.; Giaccio, G.; Isaia, G. Concrete incorporating rice-husk ash without processing. Constr. Build. Mater. 2010, 25, 371–378. [CrossRef]
- Jaya, R.P.; Nor, M.A.A.M.; Ahmad, Z.A.; Amin, Z.M. Properties of Mortar Containing Rice Husk Ash at Different Temperature and Exposed to Aggressive Environment. Adv. Mater. Res. 2012, 620, 87–93. [CrossRef]
- Petrounias, P.; Rogkala, A.; Giannakopoulou, P.P.; Lampropoulou, P.; Xanthopoulou, V.; Koutsovitis, P.; Koukouzas, N.; Lagogiannis, I.; Lykokanellos, G.; Golfinopoulos, A. An Innovative Experimental Petrographic Study of Concrete Produced by Animal Bones and Human Hair Fibers. Sustainability 2021, 13, 8107. [CrossRef]
- Livestock Economy at a glance 2022-2023, Department of Livestock Services (DLS), Bangladesh Available online: https://tinyurl.com/livestockbd (accessed on 13 June 2024).
- Bangladesh Production of beef and buffalo meat, 1961-2023 - knoema.com.
- Getahun, Shumet, and Bahiru Bewket. "A study on effect of partial replacement of cement by cattle bone ash in concrete property." J. Civ. Environ. Eng 11 (2021): 1-6.
- Neville, Adam M., and Jeffrey John Brooks. Concrete technology. Vol. 438. England: Longman Scientific & Technical, 1987.
- Jaya, R.P.; Nor, M.A.A.M.; Ahmad, Z.A.; Amin, Z.M. Properties of Mortar Containing Rice Husk Ash at Different Temperature and Exposed to Aggressive Environment. Adv. Mater. Res. 2012, 620, 87–93. [CrossRef]
- Zhao, Y.; Sun, Y.; Bu, C.; Cao, X.; Jiang, Q.; O.Y, Y.; Zhu, D. Review on Application of Rice Husk Ash Based Concrete Composite and Preparation Conditions of Rice Husk Ash. Acad. J. Arch. Geotech. Eng. 2022, 4. [CrossRef]
- Teshome, Beka Benti, A. Mohammed, and Temesgen Wondimu Aure. "Investigating mechanical properties of animal bone powder partially replaced cement in concrete production." Int. J. Sci. Res. Eng. Develop. 2 (2019): 2581-7175.
- Makebo, Gizachew Markos. "Partial replacement of cement material in ethiopia: a review." International Research Journal of Engineering and Technology 6, no. 10 (2019): 1002-1005.
- Chopra, D.; Siddique, R.; Kunal; Strength, permeability and microstructure of self-compacting concrete containing rice husk ash. Biosyst. Eng. 2015, 30, 72–80. [CrossRef]
- Atiş, C.D.; Karahan, O. Properties of steel fiber reinforced fly ash concrete. Constr. Build. Mater. 2007, 23, 392–399. [CrossRef]
- Bangladesh National Building Code. (2020). Dhaka, Bangladesh: Department of Housing and Public Works, PART VI- Chapter 5, p. 3428.
Figure 5.
Mixing of concrete for casting (a) Mixing dry ingredient; (b) Adding water with mix

Figure 6.
Measuring the slump value of the concrete mix

Table 5.
Specimen used for different test
| Test name | Specimen size (cylindrical) | Curing ages |
|---|---|---|
| Compressive strength test | 100 mm x 200 mm | 28 days |
| Water permeability test | 100 mm x 200 mm | 28 days |
Table 6.
Different compositions of ABP & RHA.
| Combination | ABP | RHA | Cement (OPC) |
|---|---|---|---|
| 1 | 0% | 0% | 100% |
| 2 | 0% | 5% | 95% |
| 3 | 0% | 10% | 90% |
| 4 | 5% | 0% | 95% |
| 5 | 5% | 5% | 90% |
| 6 | 5% | 10% | 85% |
| 7 | 10% | 0% | 90% |
| 8 | 10% | 5% | 85% |
| 9 | 10% | 10% | 80% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



