Submitted:
02 April 2024
Posted:
04 April 2024
You are already at the latest version
Abstract
The sound and heat insulation are among the most important concerns in modern life and nonwoven composite structures are highly effective in noise reduction and heat insulation. In this study, three layered nonwoven composite structures composed of recycled polyester (r-Pet) based thermo bonded nonwoven outer layer and meltblown nonwovens from PP and PBT as inner layers were formed to provide heat and sound insulation. Fiber fineness and cross section of thermo bonded outer layer, fiber type (PP/PBT), areal weight (100/200g/m2) and process conditions (calendared/non-calendared) of meltblown inner layer have changed systematically and the influence of these parameters on thickness, bulk density, air permeability, sound absorption coefficient and thermal resistance of composite structures were analyzed statistically. Also; the results were compared with composite structures including electrospun nano fiber web inner layer and with structures without inner layer. It was determined that sound absorption coefficients ranging between 0.77-0.98 for moderate sound frequencies and 0.99-1 for higher sound frequencies were acquired with developed nonwoven composite structures. Besides, higher sound absorption coefficients were obtained as 0.71 and 0.74 for low sound frequencies such as 800 and 1000Hz, respectively. As a result of this study it can be concluded that developed nonwoven composite structures that provides better sound absorption coefficients and similar thermal conductivity values compared to previous studies and materials in the market can be used as insulation material in required areas.
Keywords:
sound/acoustic insulation
; heat insulation
; meltblown nonwovens
; polypropylene
; polybutylene therephthalate
; recycled polyester
; electrospun nano fiber
1. Introduction
Concurrent with increasing technological developments and demands for modern life, especially with the shift towards powerful and faster machinery, noise pollution has emerged as an environmental concern, adversely impacting human health and comfort. Broadly characterized as unwanted sound spanning various frequencies, noise disrupts humans both physically and psychologically. It dulls the senses, reduces concentration and work efficiency, induces difficulty in falling asleep, and leads to annoyance. Furthermore prolonged exposure to excessive noise can result in health problems such as tinnitus, temporary or permanent hearing impairments, neurological problems, raised blood pressure and hypertension. Therefore noise control is essential for building, automotive and machine industries to reduce noise related problems and provide improved life quality [1,2,3,4,5,6].
Among various noise control techniques, sound insulation is the preferred method, achieved through the use of sound absorbers to hinder the propagation of sound waves and minimize sound transmission. Various fibrous sound absorbers, including woven, knitted, and nonwoven fabrics, can be applied to manage acoustics in various technical applications. However, nonwoven materials present a promising option for sound absorption due to their substantial and intricately designed internal structure, lightweight nature, cost-effectiveness, and recyclability. [4,5,6,7].
The porous nonwoven material consists of fibers of varying lengths and incorporates cavities, channels, or interstices, allowing sound waves to penetrate through. Once sound waves penetrate the nonwoven material under the influence of sound pressure, air molecules oscillate within the interstices of the porous material at the frequency of the incoming sound wave. This oscillation leads to frictional losses, causing the conversion of sound or acoustic energy into heat. Alterations in the direction of sound wave flow, coupled with the expansion and contraction within irregular pores, lead to a loss of momentum. In fibrous materials, this loss is particularly pronounced when sound propagates parallel to the plane of fibers. [7,8].
Moreover, the interlocked fibers within nonwovens act as frictional elements, providing resistance to the motion of acoustic waves. When sound waves encounter the fibers of the structure, they induce vibrations in individual fibers. Additionally, a significant portion of the sound energy can either be absorbed through scattering from the fibers or transformed into heat due to internal frictional forces. Furthermore, air molecules within the pores undergo rhythmic compression and relaxation due to the presence of sound waves, leading to a change in temperature. Because of long time exposure, extensive surface-to-volume ratios, and the high heat conductivity of fibers, heat exchange occurs isothermally at low frequencies. Simultaneously, in the high-frequency region, compression takes place adiabatically. In the frequency region between these isothermal and adiabatic compression, the heat exchange also results in loss of original sound energy. In summary; amplitude of sound energy is reduced or damped by momentum loses, frictional loses and temperature fluctuations occurred in porous and tortuous structure of nonwovens [2,8,9,10,11,12,13]. Thus, sound absorbing characteristics of nonwovens depends mainly on pore properties such as size, shape, number and it is affected by the fiber’s diameter, fibers orientation and distribution. The nature of the fiber (type, surface characteristics, elasticity), length, fineness, cross section of the constituent fibers, the fiber orientation, the porosity, pore size and number, thickness, density and areal weight of the nonwovens and many other several factors determine the sound absorption characteristics of these structures [2,5,11,12,13,14,15].
Sound absorbing properties of nonwoven fabrics undergone extensive investigations [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82,83,84]. The effect of raw material type on acoustical characteristics of single layer nonwovens [16] for various kinds of fibers such as polyester [17], flax [18,19], jute [19,20], kapok [21], chicken feather [10], cotton-wool [15], estabragh/polypropylene [3], jute/polypropylene [22], kapok/polypropylene [23], bamboo-banana-polypropylene [24,25], waste wool-recycled polyester [26], recycled polyester [4,27], recycled cotton/polyester [28,29,30,31], carbonized and activated cotton [32], activated carbon fiber [33], recycled many fibers (cotton, polyester, wool)- shoddy based fibers [34,35], polyamide/polyethylene bicomponent filaments hydroentangled from spunbond nonwovens [36] were investigated in many studies and it was concluded that different types of fibers can be used in nonwoven production for sound insulation. Fibers with different cross sections (round, trilobal, 4DG, hollow, hexaflower, flat) were evaluated in nonwovens for sound absorbing properties in numerous studies [36,37,38,39,40,41,42] and it was revealed that cross sections increasing surface area, pore size and thickness also increased the sound absorption coefficient. Some of the investigations focused on influence of fiber fineness, areal density, thickness, density of nonwovens manufactured with different methods like air laying, carding, needle punching, thermal bonding and vertical lapping [4,5,8,43,44,45,46]. The studies demonstrated that thickness, areal weight and porosity and density are influential factors for sound absorbing.
The increase in the number of layers within the nonwoven structure leads to increase in areal density, thickness and change in the percentage of the different types of pores and consequently change in acoustic properties. Both the intrinsic characteristics and the sequence of layering play a role in the noise reduction efficiency of multilayered fibrous structures comprising distinct layers [47]. Liu et al [48] developed simulation model for sound absorption coefficient of double layered nonwovens. Sound absorbing properties of layered bulky nonwovens produced with traditional methods were studied by evaluating process parameters [15,47,48,49,50,51] and all findings including single layer and layered nonwovens revealed that heavier and denser nonwovens show good acoustic performance at mid to high frequency bands, however they suffer from weak absorption at low and middle frequencies up to 2kHz. Furthermore, numerous studies that dealt with sound absorption in nonwovens have concluded that low frequency sound absorption has direct relationship with thickness and the effective sound absorption of a porous absorber is achieved when the material thickness is about one tenth of the wavelength of the incident sound. Eventually, less dense and more open structures are favorable in low frequency sound absorbing [14,15,52,53].
One way to provide higher absorption in these frequency bands is to use nonwovens with higher thicknesses. However, thick materials may not be preferred due to increased material use, higher cost, higher weight and space restrictions. Other way is to increase the backing air cavity depth of the nonwoven which is negligible in some situations because of architectural and space restrictions. Another practical way for increasing sound absorption in low frequencies is to increase the friction between pore walls and air molecules by decreasing pore size and/or increasing total surface area, both of which are achieved by decreasing fiber diameter in nonwovens. Thinner fibers move more easily than thicker counterparts when encountered with sound waves. Furthermore, a greater quantity of fibers is necessary to achieve the same volume density with fine denier fibers which results in more tortuous path and higher airflow resistance. These cases lead to the improvement in sound absorption performance [2,8,54]. Thus, nonwovens containing microfibers and nanofibers or microfiber/nanofibers layers provide superior sound absorption in a large frequency range [55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81].
In recent years, electrospun nanofibers have become popular among the sound insulation materials due to their very low diameter, higher surface area and highly porous network of interconnected pores. The sound in low frequency is rather difficult to absorb because of its long wave length but, unlike porous structures, nanofiber structures ensure sound absorption by acting as an acoustic resonance membrane. Numerous researchers have explored the acoustic characteristics of materials incorporating nanofibers, whether in the form of a web layer and/or as reinforcement in nonwovens or textile structures. [55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81]. These studies focused on diversity of polymers such as Polyvinyl alcohol (PVA) [56,57,58,59,60,61,62,63], Polyacrylonitrile (PAN) [64,65,66,67,68,69], Polyurethane (PU) [65,66,70,71,72], Polyvinylpyrrolidone (PVP) [59,73,74,75,76], Polyamide (PA) [77,78], Polyvinyl Chloride (PVC) [62,73,74], Polystyrene (PS) [62,74], PVA/Polyethylene oxide/Graphene oxide [79], recycled Polyethylene terephthalate (r-PET) [80], core shell and hollow shaped PAN/PVA [6]. All the previous researches have demonstrated that nanofiber webs exhibit high sound absorption at low and medium frequencies alone and integrating nanofibrous structures into nonwovens and textile structures utilizes the opportunity to improve their sound absorption capabilities without adding extra weight or thickness for wide frequencies. On the other hand, the production process of nanofibrous surfaces are challenging, and producing a layer takes a long time. In this respect, surfaces containing fibers with a small diameter such as microfibers can be beneficial for acoustic applications and meltblown nonwovens can serve as an alternative to nanofibers.
The polymer is converted to into continuous spun filaments which are later accelerated by hot and fast-flowing air to form low diameter fiber changing between 1-5µm in meltblown process. Formed thinner fibers then accumulated on collector to construct self-bonded web layer [81]. Meltblown nonwovens can be economically manufactured representing lighter nonwoven fabrics with reduced fiber and pore diameter, increased surface area. This material offers an effective alternative for sound absorption management compared to the bulky needle-punched nonwoven sound absorbers available commercially or materials including nano fibers [7,11,58,82,83]. Some studies related with sound insulation features of nonwoven composites evaluated the Polypropylene (PP) [11,58,83], Polylactic Acid (PLA) [11,47], Polyethylene terephthalate (PET) [7] and PP/Pet bicomponenet fiber [83] based meltblown layers.
Çelikel and Babaarslan [7] investigated the sound absorption properties of Spunbond /Meltblown/Spunbond (SMS) multilayer nonwoven structures incorporating bicomponenet/homocomponent, round/trilobal PET fiber based spunbond layers and meltblown layers with increasing areal weight. It was concluded that all samples exhibited inadequate sound absorption performance for frequencies up to 3000 Hz. However, at higher frequencies three-layered nonwoven structures with bicomponenet fibers as outer layers, demonstrated superior sound absorption performance compared to nonwoven structures incorporating homocomponent fibers. Additionally increasing meltblown layer’s areal weight enhanced the sound absorption.
Öztürk et al. [58] evaluated the contribution of differently configured SMS cover layer on sound absorbing properties of nanofibrous resonant membrane coated wool based needle punched nonwoven composites. The study showed that addition of covering material to the layered structure made a positive contribution to the sound absorption property unless its areal density was lower than 60 g/m2. The highest sound absorption coefficient was obtained for composite structure having 300g/m2 meltblown layer at 500 and 1000 Hz frequencies as %30 and %80, respectively.
Acoustic performance of cotton, polyester, cotton/polyester blended needle punched and PP, PLA blended meltblown nonwovens were compared in the frequency region of 100–1500 Hz by considering the one, two and three layered structures [47]. The research showed that the polypropylene microfiber melt-blown nonwoven sample exhibited effective sound absorption behavior across the entire frequency range. Utilizing multilayer samples enhanced the sound absorption coefficient, particularly when one of the layers consisted of a thin melt-blown nonwoven layer. This improvement could reach up to 50%, especially when the upper layer was composed of finer fibers from a melt-blown nonwoven with a low air permeability value.
A noise-reducing sound absorber designed for attachment to textile machine bodies was created by combining PLA melt-blown nonwovens with rigid polyurethane foam (PUF) [11]. The study investigated the impact of fiber diameter, air permeability, pore diameter, volume density, and thickness on the sound absorption properties of PLA melt-blown nonwoven materials. The findings revealed that a thin sample with low fiber diameter, the smallest pore diameter, high air permeability, and low density demonstrated significant sound absorption characteristics. It was suggested to use PUF covered by a single layer of PLA melt-blown instead of PUF covered by PLA melt-blown nonwoven layers on both sides for the design of the sound absorber.
Sivri and Haji [82] identified the most efficient medium for sound absorption performance, exploring various arrangements of polypropylene-based needle-punched nonwoven, polypropylene melt-blown nonwoven, and hybrid forms, and examining their correlation with thermal conductivity. Composite structure where the melt blown nonwoven with lowest fiber diameter placed at the face side of needle punched nonwoven found to provide highest sound absorption coefficient, nonetheless sound absorption was inadequate for sounds with medium and low frequencies.
The paper of Lee et al. [83] presented the design of a three-layer composite structure for sound-absorbing material comprised of a surface layer with fine melt-blown and high-modulus hollow fiber, a middle layer with bulky non-woven and a bottom layer with melt-blown nonwoven layers. The influences of fiber diameter, areal weight, thickness, and air permeability on sound absorption were investigated and it was concluded that bulky meltblown nonwovens were effective in sound insulation and increasing weight and thickness enhanced the acoustic properties.
As a result of detailed literature survey; it was concluded that although extended number of papers has been published about acoustic properties of nonwoven structures, sound absorption features of meltblown nonwoven integrated structures were not researched in detail and systematically. Additionally, areal weight of meltblown nonwovens were only parameter which has been evaluated in previous studies and other factors were not investigated for meltblown layers. Also, it was found that its acoustic properties were not compared with nanofiber web counterparts.
Besides sound insulation requirements; concerns for energy conservation have contributed to the need for economical heat/thermal insulation for buildings, automobiles, aircraft and industrial process equipment and clothing. Low price, low weight, easy production processes and diversity of structural porous properties caused nonwoven materials to be one of the most important products used for heat insulation as well. Previous studies [26,30,31,43,44,84,85,86,87,88,89,90,91,92,93,94,95,96] evaluating nonwovens produced many different techniques indicated that fiber type, thickness, bulk density, porosity and any factors influencing these structural parameters alters the thermal insulation properties such as thermal resistance or thermal conductivity.
According to the literature survey it has been also concluded that enough studies were not conducted about thermal insulation of layered nonwovens, particularly meltblown nonwovens. Thus; the purpose of this study was to determine most effective nonwoven composite structures effective on different sound frequencies and thermal insulation by considering multilayered nonwoven composite structures composed of thermo bonded and meltblown nonwovens with different characteristics. In addition, the comparison of the developed layered structures with structures containing nano-layers was also aimed. In this study; fiber fineness and cross section of thermo bonded layer as outer layers; fiber type, areal weight and production process of meltblown layers as inner layer were systematically changed and the effect of these parameters on sound and heat insulation of the composite structures were statistically analyzed by using Design Expert software to determine the most effective structure. Also, the results were compared with the composite structures including nano web layer as inner layer and composite structures without inner layer.
2. Materials and Methods
2.1. Materials
As mentioned in previous studies nonwovens with different characteristics are effective on different sound frequencies. For this reason three layered nonwoven composite structures were constituted by assembling two thermo bonded nonwoven layers as outer layers and meltblown/nanofiber nonwoven webs as inner layer (Figure 1). The layered structures were exposed to heat in oven without pressure at 150°C for 10 minutes to bond the layers each other.
The thermo bonded nonwovens used for outer layer were produced from recycled polyester (r-PET) fiber with different fiber fineness and cross section through by carding and thermo bonding processes, sequentially. The properties of the fibers constituting the thermo bonded layers were demonstrated in Table 1. As seen from the table, the thermo bonded layers were formed with 7denier solid, 7 denier hollow and 12 denier hollow r-Pet fibers to provide sustainability. The air gap of the 7denier hollow r-Pet fiber was larger than 12 denier hollow r-Pet fiber.
The composition of the thermo bonded layer was 80% r-Pet / 20% bicomponenet polyester fiber which is composed of polyester center and co-Polyester shell part with 110°C melting point. The webs were manufactured by mixing the r-Pet fibers with bicomponenet fiber separately and carding process was conducted to form webs with 200g/m2 target areal weight. The content of thermo bonded layers were illustrated in Table 2. Here, the layers were coded considering the fibers forming the web. For instance; 7DH represents the thermo bonded outer layer constituted with 80% 7 denier hollow r-PET and 20% bicomponenet polyester fiber.
The inner layers of the composite structure were formed either meltblown nonwoven technology or electro spinning technology. The raw material (polypropylene/ Polybutylene Terephthalate), the process parameter (calendered/non-calendered) and areal weight (100/200g/m2) of meltblown nonwovens were altered while only one type of electrospun nano fiber web were used for inner layer of the composite structure. The calendaring process was performed by using diamond shaped cylinders for calendered meltblown layers. The coded names and features of the inner layers were shown in Table 3.
2.2. Methods
The individual inner and outer layers and constituted composite structure layers were conditioned according to ISO 139 under standard atmospheric conditions for 24 h before testing procedure. All the tests were conducted in the standard atmosphere of 20±2°C and 65±4% humidity. The standard tests were performed to determine areal density, thickness of individual layers and composite structures. The areal weights were measured according to test standard NWSP 130.1. by testing 30cm X 30cm of ten samples. Digital Thickness Gauge thickness gauge (Elastocon EV 07, Sweden) was used to measure the thickness of inner layers following NWSP 120.1 test standard. On the other hand the thickness of outer layers and composite structures were detected by digital calipers since these structures are voluminous and sensitive to pressure. The bulk density (dn, g/cm3) of the layers and composite structures were calculated using mean of measured areal weight (W, g/m2) and thickness (t, mm) as follows:
The porosity (P; %) of the samples were computed using bulk density of the nonwoven structure (dn; g/cm3) and density of the fiber forming the structure (df; g/cm3) as follows. Since the samples were constituted from different fibers, the fiber densities were also calculated based on a weighted average [97]. The densities of r-PET, bicomponenet PET, PP, PBT were considered as 1,35g/cm3, 1,38g/cm3, 0,9g/cm3, 1,35g/cm3, respectively during calculations [98,99,100,101,102].
Furthermore; due to different structural parameters, pore size characteristics of meltblown layers were also determined according to ASTM E1294 test standard via Capillary Flow Porometer (PMI, USA).
The air permeability tests of samples were performed on Digital Air Permeability tester (Textest FX 3300, Switzerland) following NWSP 070.1 test standard using a test area of 20 cm2. The results were expressed as l/m2/s by taking into consideration the unit volume of air (l) that passed through 1m2 of material at a pressure difference of 200 Pa in one second. The thermal conductivity of the samples was determined according to ASTM C518 employing heat flow meter (Thermtest HFM-100, Canada). The thermal resistance (R: m2K/W) of the structures were calculated based on thermal conductivity (λ: W/mK) and thickness (m) as given below:
The sound absorption coefficients of multilayered composite nonwoven structures were computed utilizing an impedance tube (Brüel&Kjær 4206 Model, Denmark) in accordance with the ISO10534-2 and ASTM E1050–08. The prescribed test methodology encompasses the utilization of an impedance tube as displayed Figure 2. In this setup, a sound source (loudspeaker) is positioned at the left end of the impedance tube, while the sample is situated at the right end. The sound source generates broadband, stationary random sound waves that propagate as plane waves within the tube. The propagation, contact, and reflection processes lead to a standing-wave interference pattern due to the superposition of forward- and backward-traveling waves inside the tube. The measurement involves recording the sound pressure at two fixed locations and computing the complex transfer function using a two-channel digital frequency analyzer. This enables the determination of sound absorption and complex reflection coefficients, as well as the normal acoustic impedance of the material. The applicable frequency range is contingent upon the diameter of the tube and the spacing between the microphone positions. The sound absorption capacity of the constructed samples was assessed across the 50 Hz–6300 Hz frequency spectrum by employing both large and small tubes. The large tube is employed for the 50 Hz–1600 Hz sound frequency range, whereas the small tube is utilized for the 1600 Hz–6300 Hz frequency range. The sample diameters for the large and small tubes are 100 mm and 29 mm, respectively [82,103].
The results derived from the tests were statistically analyzed by using Design Expert software. During analyses independent variables were chosen as type of outer layer (O; 7DS, 7DH, 12DH), raw material of inner layers (R; PP/PBT), process parameter of inner layer (P; C/NC) and areal weight of inner layer (W; 100/200g/m2). Besides; frequency level of sound (F) was used as additional independent factor while evaluating sound absorption coefficient property. The dependent factors were thickness, bulk density, air permeability, thermal conductivity, sound absorption coefficient of multilayered nonwoven composite structures. As a result of statistical analyses; analysis of variance (ANOVA) tables of each composite property were evaluated and the variation of each composite feature with chosen variables was assessed through the graphs formed by the software.
3. Results and Discussion
3.1. Properties of Individual Layers Forming the Composite Structures
3.2. Properties of the Nonwoven Composite Structures
The features of layered nonwoven composite structures such as thickness, bulk density, air permeability, sound absorption coefficient and thermal resistance were evaluated with statistical analyses in this section.
3.2.1. Thickness and Bulk Density
The thickness and bulk density are key factors for nonwovens to explain both structural properties and the relation between structure and performance properties. The summarized analysis of variance (ANOVA) table of thickness and bulk density values belongs to nonwoven composite structures was demonstrated in Table 6. Here, R, W, P represented the raw material, areal weight and process parameter of the inner layer, respectively. Besides, O expressed the type of the outer layer.
The parameters in models having p values lower than 0.05 are expected to have a statistically significant effect in the 95% confidence interval on thickness and bulk density in this table. The contribution of each factor/model is the ratio of the sum of squares of each factor/model to the sum of squares of the corrected total. The contribution of the model is also named as R2 (the coefficient of determination). R2 is a statistical measure that determines the proportion of variance in the dependent variable that can be explained by the independent variables. R2 values of the generated models were determined as 98.28% for thickness and 98.82% for bulk density. This expressed that chosen factors explains the 98.28% and 98.82% of the variation in thickness and bulk density, respectively.
As seen from the table all the factors chosen for the experimental study had significant effects on the thickness and bulk density, except individual effect of inner layer raw material for bulk density. On the other hand; binary interaction of raw material with process parameter and triple interaction of raw material with process parameter and areal weight contributed significantly to bulk density of composites. The higher the F values were the higher the effects of factors were acquired. The contribution of outer layer type on thickness and effects of inner layer areal weight and outer layer type on bulk density were more elevated than other factors when F values were considered.
The influence of various chosen layer parameters on thickness of nonwoven composite structures was demonstrated in Figure 3. The variation of thickness with inner layer material and inner layer areal weight was presented in Figure 3a for composites including 7DS outer layer and calendared inner layer. The trend was similar for other inner and outer layers.
The thickness of composites including higher areal weighted inner layer had higher thickness, as expected. Higher number of fibers in cross section of inner layers with higher areal weight caused higher thickness for individual inner layer as also followed from Table 5 which resulted in composite structure with higher thickness. Furthermore; as seen from the same table, the inner layers produced from polypropylene (PP) polymer had higher thickness compared to Polybutylene teraftalat (PBT) counterparts due to lower density and structural properties of PP polymer [12,99,102]. Since the density of PP is lower, more fibers were needed to achieve the meltblown nonwoven with same areal weight which leaded to bulkier and thicker structure than PBT. Generally, higher thickness was obtained for PP included composite structures (Figure 3a and 3b) except composites containing 12DH outer and 100g/m2 inner layer (Figure 3c). The different trend was attributed to the unevenness property special to nonwoven structures. When the composite with different outer layers were compared for composites formed from non-calendered, 100g/m2 areal weighted meltblownn inner layers, it was concluded that the highest thickness were observed for composites constructed from 7DH outer layer followed by 7DS and 12DH outer layer containing composites, sequentially (Figure 3c). This tendency was same for composites other than ones evaluated in Figure 3c. The similar thickness trend were also acquired for individual outer layers (Table 4) and it was considered that these thickness results were reflected to the composites.
The change in bulk density of structures with a 7DS outer layer, created with inner layers weighing 100 and 200g/m2, was demonstrated in Figure 4a and 4b based on the inner layer raw material and processing type. Similar trends were observed for composite structures with outer layers of 7DH and 12DH. Although closer bulk density values have been obtained for composites, and it was indicated that, with a few exceptions, composites containing PBT-based inner layers had relatively higher density (Figure 4a and 4b). When examining the bulk density values of individual inner layers, it was observed that samples based on PBT had higher density. This characteristic extended to composite structures as well. The observed differences in the exceptional samples were presumed to originate from regional variations inherent in the structure of each nonwoven layers.
Additionally, from the Figures it was determined that samples with calendered inner layers generally had higher bulk densities compared to those with non-calendered ones. The calendering process involves compressing the meltblown nonwoven surfaces with pressure and temperature to ensure bonds, resulting in these nonwoven surfaces becoming tighter, more compact, and denser. This effect of calendaring process had also manifested in composite structures. Moreover, as expected, an increase in inner layer weight leaded an increase in the bulk density of the samples.
The impact of the outer layer type of layered structures on the bulk density of the structures was illustrated in Figure 4c for samples with a PBT-based inner layer weighing 200g/m2. Similar trends were found for samples with inner layers of other weights and compositions. Upon examination of the figure, it was concluded that the densest structure was achieved with 12DH outer layer, followed by 7DS and 7DH outer-layered nonwoven composite structures, respectively. A similar ranking was evident in the individual density results of the outer layers, as seen in Table 4. It was believed that the outer layer type, identified as the most influential parameter in volumetric density based on the ANOVA table (Table 6), imparted a similar trend to composite as it was in the individual bulk density of single outer layers.
3.2.2. Air Permeability
Air permeability refers to the ability of air to pass through the fibers and fabric structure and that of the composite structures was determined to help the understanding of overall structure and porosity of layered nonwoven composite structure. The most suitable model explaining the air permeability of layered nonwoven composite structures with different featured layers has been determined as modified cubic model through statistical analysis, and the ANOVA table for this model was shown in Table 7.
As followed from the table, the effect of all the chosen factors related with nonwoven composites and their binary and triple interactions on air permeability were statistically significant. It was evident that the created model explained 99.29% of the variation in air permeability of the layered structure. The most influential parameter contributing the air permeability of the layered structure was found to be the processing type of the inner layer (61.65%), followed by areal weight of inner layer contributing 20.96%, and the interaction of processing type with the inner layer raw material with a contribution of 5.89%
The variation of air permeability with different outer and inner layers for chosen layer factors were discussed in Figure 5. When the air permeability values of composites with different outer layers and inner layers with different raw materials were examined from the figure; it was determined that the highest air permeability for all samples was achieved in structures with the outer layer of 12DH, followed by structures with the outer layer of 7DH and 7DS. The similar ranking existed in the individual air permeability values of the outer layers, (Table 4), suggesting that the characteristics of individual layers also influenced the layered structure. Due to the higher linear density of 12DH fibers, there must be fewer fibers in the cross-section to achieve the same areal weight in nonwoven surface, creating larger and more spaces allowing air passage between thicker fibers. This situation could be seen from Figure 6 where the surface images of the outer layers were presented. Additionally, considering the lower thickness of this layer, it was estimated that samples obtained from this layer have higher air permeability. In the outer layer obtained with 7DH fibers; it was concluded that, despite its high thickness, looser and more porous nonwoven surface was obtained due to the hollow structure of the fibers inside, leading to higher air permeability.
Besides, it was observed that composites containing PBT-based meltblown nonwoven surfaces as the inner layer had slightly higher air permeability than PP-based counterparts, except for structures with 200g/m2 non-calendered inner layers. Similar tendency was also observed for individual inner layers (Table 5). The most crucial parameters known to influence the air permeability property are pore size and thickness. Furthermore, increased thickness causes the air permeability to decrease while increased pore size and porosity leads to increase in air permeability. Based on the calculated porosity and measured pore size values (Table 5), it was revealed that calendared PBT based meltblown nonwovens were more porous and had larger pores, while non-calendered PP based meltblown nonwovens were more porous and had larger pores.
Moreover, the structural twisted fibers observed on the surface of non-calendered PBT meltblown nonwovens with 200g/m2 (Figure 7) were assumed to cover the surface of the layer which resulted in lower air permeability. On the other hand, despite higher porosity and larger pores of PP based non calendered 100g/m2 meltblown inner layers, lower air permeability was obtained for composites containing this inner layer. This phenomenon was conjectured to arise from the higher thickness exhibited by PP based meltblown nonwovens. As mentioned in Table 5, the thickness difference between mentioned inner layers was substantial and thus caused composites including non calendered PBT meltblown with 100g/m2 to have slightly higher air permeability.
To illustrate the impact of the process type of meltblown nonwovens used as inner layer on the air permeability of composite structures, the air permeability values of samples containing 100g/m2 PP-based inner layers are presented graphically in Figure 8. As expected, the air permeability of composite structures with calendared inner layers was lower compared to those without calendaring. This result was valid for samples with inner layers containing different areal weights and raw materials. The calendaring process involves passing meltblown nonwoven surfaces through hot rollers under pressure, tightly bonding the fibers to each other, consequently causes reduction in pores and air permeability.
The air permeability values for composites with non-calendered PBT inner layers was displayed in Figure 9 to elucidate the influence of the areal weight of the inner layer on the air permeability of layered structures. Similar outcomes were observed for all composites containing all inner layers. As depicted, an increase in the areal weight of the inner layer leaded to a reduction in the air permeability of the layered composite structure. The number of fibers resisting to air passage in the cross-section rose with an increase in areal weight, consequently resulted in decreased air permeability.
3.2.3. Sound Absorption Coefficient
The sound absorption coefficient is a measure quantifying the extent to which a material or surface absorbs sound energy at a specific frequency, indicating the proportion of incident sound energy that is absorbed rather than reflected or transmitted. It is typically expressed as a dimensionless value between 0 and 1, where 0 represents total sound reflection and 1 represents total sound absorption. The sound absorption coefficients of developed layered nonwoven composites have been measured for 19 frequencies within the range of 100-6300 Hz. The frequency values (F), where sound absorption coefficients were determined, have been treated as additional independent variable in the statistical analysis to generate model for elucidating sound absorption properties of the nonwoven composite structures. The ANOVA table of sound absorption coefficient of multilayered nonwoven composites for varying frequencies was evaluated in Table 8.
As indicated from the ANOVA table (Table 8), the most influential factor affecting the sound absorption behavior was found as sound frequency with contribution of 42.45%. R2 value of the mentioned model was determined as 94, 79% which expresses that areal weight of inner layer (W), raw material of inner layer (R), process type of inner layer (P), outer layer type (O) and sound frequencies (F) explain the 94.79% of the variation in sound absorption coefficient of the composite structures. All the chosen factors handled were found to have significant effects on sound absorption coefficient except raw material of inner layer. On the other hand, the impact of binary interactions of raw material and sound frequency was significant.
The variation of sound absorption coefficient of multilayered nonwoven composite structures with sound frequencies and raw material of inner layer were depicted in Figure 10 for 200g/m2 areal weighted calendered and non-calendered inner layers and 7DH outer layer. In consideration of the similar results of other layers, these two graphs were provided here as exemplary instances. As illustrated from the graphs, an increase in the sound absorption coefficient was indicated with increasing sound frequencies. The Observations revealed that composites with calendered inner layers were effective at low and moderate sound frequencies, whereas those without calendared inner layers demonstrate efficacy in higher frequencies. Maximum sound absorption coefficient 0.46 was obtained for 630Hz, 0.71 for 800Hz and 0.74 for 1000Hz sound frequencies, respectively. These results for low frequencies were higher than the sound absorption coefficients derived from previous studies conducted with nano fiber layers [56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80]. Besides, 0.77-0.98 sound absorption values were also acquired for moderate sound frequencies (1250-3150Hz) whereas 0.99-1 sound absorption values were provided for high frequencies (4000-6300Hz) with developed nonwoven composite structures. Furthermore, these results were considerably higher for results of previous studies [8,9,10,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,46,47,48,49,82,83,84].
According to the generated model, the impact of the selected structural layer factors seemed to be minimal in comparison to the influence of sound frequency factor. This was attributed to the markedly distinct behaviors of the developed layered structures in response to different sound frequencies. Since sound absorption coefficients exhibited greater variation at different frequencies, the effect of sound frequencies was believed to overshadow the influence of the selected parameters. For this reason the sound frequencies were classified as low, medium and high considering the previous studies [2,11,12,14] and average sound absorption coefficient for these frequencies were calculated. These average values also called as the noise reduction coefficient (NRC) and determined for low (100-1000Hz), medium (1250-3000Hz) and high (4000-6300) sound frequencies using the following formula:
Here, αi expresses the sound absorption coefficient for the first sound frequency and n presents the number of sound frequencies where tests were conducted [11]. For instance; the NRC value for low frequency was calculated by considering the average of α100, α125, α160, α200, α250, α315, α500, α630, α800, and α1000. Statistical analyses were performed again for NRC values of high, medium and low frequencies as dependent factor by taking into account the chosen layer factors such as R, W, O, P. The summarized ANOVA tables for mentioned analyses were illustrated in Table 9.
When the table was examined, it was observed that the best models for describing the NRC of the nonwoven composites in low, medium, and high-frequency sounds was determined as modified 2FI models containing the main factors (R, W, O, P) and the binary (for example RW, WO, WP) and ternary (WPO) interactions of the factors. The R2 values of the models were determined as 93.25%, 95.43% and 95.39% for low, medium and high frequency, respectively. Even though the individual effect of all model parameters on noise reduction properties of nonwoven composite structures were significant for all sound frequencies, raw material of inner layer in low frequency and outer layer type in high frequency had no individually significant impact. The results revealed that the most influential factors were areal weight of inner layer with 52.82% contribution and process type of inner layer with 16.42% contribution to noise reduction coefficient in low frequency. In the case of mid-range frequencies, the most influential factors on NRC were process type (28.87%) and areal weight (26.66%) of inner layer, whereas at higher frequencies, it was observed that the process type of inner layer (42.39%), interaction between processing type and raw material of inner layer (RP) and the interaction of process type and areal weight of inner layer (WP) had highest impact.
The graphs obtained as a result of statistical analysis by software which presented the effects of outer layer type and process type of inner layer on noise reduction coefficient were demonstrated in Figure 11 for low, medium and high sound frequencies. Here, the results of nonwoven composites with PBT based, 200g/ m2 areal weighted and calendered/non-calendered inner layers were demonstrated to display the relation. Similar results were also obtained for composites including other inner layers. As followed from the figures, although the noise reduction coefficients were approximately similar, it is observed that composite structures with a 7DH outer layer provided slightly better sound absorption in low and mid-frequency ranges (Figure 9a and 9b). On the other hand, the influence of the outer layer on NRC was negligible for high sound frequencies (Figure 9c). The p value of outer layer factor was insignificant as indicated in ANOVA table (Table 9). Samples containing 7DH outer layers exhibited both greater thickness and a more voluminous structure due to the presence of hollow fiber content, consequently yielding higher porosity values (Table 4). For these reasons, it was believed that they provided better sound insulation, thanks to the increased air voids they contain. It has been concluded that these air voids, as indicated in previous studies [2,8,9,10,11,12,13], facilitated the vibration of air molecules for sound attenuation and contribute to the reduction of sound energy. Additionally, they provided the space necessary for the vibration of fibers during reduction of sound energy.
The influences of process type of inner layers on NRC of composites could be also evaluated from Figure 11. The NRC of the composites including calendered inner layer was found to be higher than those had non-calendered inner layers in low and mid sound frequencies (Figure 11a and 11b). Conversely, the NRC was higher for composites constructed from non-calendered inner layers than composites formed with calendered inner layers in high sound frequencies (Figure 11c). The tendency was similar for the composites other than shown in these graphs.
When contemplating the formula of sound waves (λ=c/f; λ: sound wave length-m, c: sound speed-m/s, f: sound frequency-Hz [9,104]); it is observed that frequency is inversely proportional to the wavelength of the sound wave. Therefore; the waves of sound is bigger for lower sound frequencies and vice versa. The fibers adhere to each other more effectively in calendered inner layers due to the effects of heat and pressure, resulting in a denser, tighter and stronger structure with fewer air voids within. It was concluded that the presence of bonds between the fibers enabled better resistance against larger sound waves. As reported in literature, resonant type sound absorbers similar to calendered layers in our study were preferred instead of porous structures in low sound frequencies [9,12,16,41,58]. For high sound frequencies, the wavelength decreases, and the sound waves become denser in number. In this scenario, it was believed that the thick, voluminous and tortuous structure with air voids of non-calendared inner layers provided a favorable environment for attenuating such sound waves. These results were in agreement with previous studies [9,12,16,41].
Figure 12 explains the variation of NRC with areal weight of inner layer located in nonwoven composite structures for low and high sound frequencies. Graphs were formed for composites consisting of PP based, calendered/non-calendered inner layers and 7DH outer layers but the same trend was observed for other composite structures. An increase in areal weight of both calendered and non-calendered inner layers of composite structures leaded a rise in NRC when the frequency of sound was low and mid (Figure 10a). The increasing areal weight of the inner layer caused increase in number of fibers in the cross-section. Since the wavelength was high at low and mid frequencies, it was presumed that the increase in the number of fibers interacting with sound waves resulted in greater sound absorption. Furthermore, increasing areal weight means also increase in thickness which yielded higher NRC. The previous studies also supported these results [4,5,8,43,44,45,46].
Regarding the high frequencies, increasing areal weight of inner layers in composite structures delivered statistically insignificant differences for composites including non-calendered inner layers and the NRC values were kept constant although areal weight of the inner layers increased. However decreasing NRC values were obtained with ascending inner layer areal weight for calendered inner layer containing composites. In high frequency where the wavelength is small and dense, air voids is effective in sound absorption and it would be reasonable to expect higher NRC values with highly porous structures with numerous small air voids. The bulk density and porosity of the non-calendered inner layers with different areal weights were approximately same whereas the pore size of 100g/m2 is higher regarding Table 5. Accordingly, the NRC has remained constant. In calendered counterparts, the number and size of pores decreased by increased areal weight and increased number of fibers in cross section due to calendaring process. It was estimated that with an increase in areal weight, the pores which attenuate sound waves became smaller and number of pores decreased, consequently this leaded to decrease in sound absorption.
The variation between raw material of inner layer and NRC was depicted in Figure 13 for different inner layer process types and sound frequencies. The graphs were constituted for composite structures comprising 7DH outer layer and 200g/m2 inner layer and shown here but the trend was the same for others. As seen from Figure, alteration of the raw material led to a negligible change in NRC at low and mid sound frequencies for composites including both calendered and non-calendered inner layer and at high frequencies for composites containing non-calendered inner layers. This effect was also visible from the graphs containing all sound frequencies (Figure 10). This situation can be arisen from insignificant effect of individual raw material factor for low frequencies displayed in ANOVA table (Table 9). Also, when the table was examined, it could be inferred that the contribution of raw material individually was lower for mid frequencies (3.81%) and the contribution of singular raw material factor reached up to 10.95% for high frequencies. The porosity values of PP and PBT based non-calendered inner layers were closer (Table 5) and this result were assumed to be caused by these closer values and the twisted fibers on the surface of PBT non-calendered inner layers (Figure 7) that believed to eliminate the higher thickness effect and other superior properties of PP non-calendered inner layers.
Considering the calendered inner layers for high sound frequencies (Figure 13c), using PBT based calendered inner layers had a slight beneficial effect on NRC of nonwoven composite structures, as also inferred clearly from Figure 8 for all sound frequencies. This result was attributed to the higher elasticity and resilience properties of PBT fibers compared to PP counterparts (Table 5) which yielded the damping of smaller and more frequent sound waves (high sound frequencies). Furthermore, higher porosity and pore size features of PBT based calendered inner layers also resulted in higher NRC values for this inner layers.
Figure 14 demonstrated the comparison of NRC values of the nonwoven composite structures developed in this study with both the composite structures with nanofiber inner layer (Table 5) and without inner layer for low (Figure 14 a), moderate (Figure 14b) and high (Figure 14c) sound frequencies. The composite structure coded as without inner layer was formed with two layers of thermo bonded outer layers whereas nano coded was constructed by two thermo bonded outer layers and nanofiber containing inner layer.
As indicated in the figures, two layers of thermo bonded nonwoven composite structures (without inner layer) exhibited the lowest noise reduction values for all sound frequencies, accordingly adding an inner layer enhanced the sound absorption. Nano fiber layer containing composites were found to have slightly lower noise reduction coefficients compared to the meltblown layer containing counterparts for low and moderate sound frequencies. On the contrary, composite materials containing nanofibers have demonstrated sound absorption properties comparable to those of meltblown competitors at high sound frequencies. As a result of this study; it can be concluded that similar or even higher sound insulation can be achieved with composites formed by using meltblown nonwoven layers compared to nanofiber layers. Considering that meltblown nonwovens can be produced more rapidly, economically, effectively, and easily compared to nano-fiber surfaces, it can be seen that the use of meltblown layers will be more advantageous.
3.2.4. Thermal Resistance
Thermal insulation for textile materials and nonwoven structures is often expressed in terms of thermal resistance, which quantifies the ability of a material to resist the flow of heat. Thermal resistance value (R) is a fundamental metric used in the field of insulation to evaluate and compare different materials' effectiveness in impeding heat transfer. It can be stated that the higher the thermal resistance, the better the insulation provided by the nonwoven structures [105,106]. Table 10 represents the ANOVA results of thermal resistance of nonwoven composite structures.
Upon reviewing ANOVA table, it can be seen that the 88.94% of the variation in thermal resistance of the nonwoven composite structures could be explained with the chosen parameters in this study (R2= 88.94%). The individual effects of areal weight and process type of inner layer found to be have meaningful effect on thermal resistance; on the contrary raw material of inner layer had not significant effect. The outer layer type (60.13%) was determined to be the major contributor to thermal resistance of the composites which denoted that thermal resistance of the generated composite structures mainly depended on outer layer type. Further more; despite insignificant individual influence of raw material and process type of inner layer, triple effect of RWO and WOP had meaningful impact on thermal resistance of the composites.
In general; the type of fiber, thickness, density, and porosity of textile products and nonwovens, which also determines the amount of trapped air within them, play an important role in their thermal resistance properties. Additionally, nonwovens containing fibers with lower thermal conductivity exhibit higher thermal resistance. According to the literature data obtained, the thermal conductivity of PP polymer ranges from 0.17 to 0.22 W/mK [99,107], while the thermal conductivity of PBT polymer ranges from 0.17 to 0.23 W/mK [108,109]. As seen, the thermal conductivity properties of polymers forming the intermediate layers are very close to each other, so the raw material type was not found to be effective as a main factor. However, the parameters such as thickness, density, and porosity also changed according to raw material type, this factor thought to have indirect effect on the thermal resistance properties of layered structures.
The thickness, density, and porosity of the composite structures are considered to be prominent in the thermal resistance properties of porous materials. The more voluminous and nonwovens containing more air voids, the higher their thermal resistance properties were acquired due to the lower thermal conductivity of air [105,106]. Since the air trapped in the structure was important parameter for thermal resistance, the outer layer which had air containing larger pores assumed to lead outer layer to be the most influential parameter.
The effect of inner layer areal weight on thermal resistance of composites with different outer and inner layers was discussed in Figure 15. It was observed that the nonwoven composites with 7DH outer layers exhibited the highest thermal resistance values compared to composites with 7DS and 12DH layers. In addition, generally except some composites, 7DS and 12DH outer layers containing composites followed 7DH including composites, respectively. As mentioned in thickness part, although single 7DS and 12DH outer layers had different thickness values (Table 4) the thickness of the composites including these outer layers were similar (Figure 3c) and accordingly the exceptions were thought to be derived from the regional variations in all layers forming the three layered composite. Also, difference in thermal resistance trend for the exceptional composites containing PBT non-calendered inner layers (Figure 15b), may be originated from the twisted fibers densely seen on surface of this inner layer (Figure 7). The higher thermal resistance of the composites containing 7DH was attributed to hollow fibers constituting the outer layer and thicker and more voluminous structure than other outer layers. Despite the hollow cross section of fibers in 12DH outer layers, generally the thermal resistance of composites containing this outer layer found to be the lowest due to lower air gap area in center of the fiber (Table 1) and lower thickness of nonwoven. It was concluded that the larger air voids formed in the structure of 12DH outer layer because of thicker fiber diameter caused thermal loss through thinner thickness of nonwoven path and eventually leaded to lower thermal resistance.
In general, it was determined that an increase in the areal weight of the non-calendered inner layer (Figure 15a and 15b) had a positive effect on increasing thermal resistance, except composites including 12DH outer layer and non-calendered PBT based inner layer. This exception was assumed to be caused by the twisted fiber regions on the non-calendered PBT inner layer surface which covered the large air gaps in the 12DH outer layer. An increase in areal weight leaded to an increase in thickness along with an increase in the number of fibers in the cross-section and a decrease in air gaps within the cross-section. As the non-calendered inner layers were bulkier and thicker, so it was estimated that the increase in weight had a supportive effect on thermal resistance of the composites including these inner layers.
When influence of areal weight in composites including calendered inner layer was examined (Figure 15c and 15d), significant alteration in thermal resistance was not identified with variations in areal weight of calendered inner layer. The increase in areal weight yielded the increase in amount of fiber in cross section in calendered inner layers which had positive effect on thermal resistance but, the increase of thickness was restricted by calendaring process. The thicknesses of calendered 100g/m2 and 200 g/m2 inner layers were closer. Also, pore size of the calendered inner layer decreased by increasing areal weight due to increasing amount of fiber in cross section (Table 5) and this influenced the thermal resistance negatively. On the other hand, diamond-shaped pattern was generated on the surface of inner layer thanks to calendaring process and the size of this pattern was different (Figure 16) because of different polymer properties of PP and PBT although the same calendaring roller was used. It was thought that these diamond-shaped calendered regions formed air pores between the layers by layering process and these pores affected thermal resistance positively. Thus, the interactions of all these factors were assumed to lead different trends of inner layer areal weight for these composites.
The influence of process type of inner layer on thermal resistance of nonwoven composites with PBT based inner layer and 7DH outer layer was evaluated in Figure 17. The similar trend was determined for other counterparts. As indicated from the figure, the higher thermal resistance values were obtained with non-calendered inner layer for 100g/m2 areal weighted inner layers. The thicker, bulkier non-calendered inner layers caused thicker composites and also the air pores inside non-calendered inner layer had enhancing effect on thermal resistance. However, the thermal resistance of composites was kept constant for 200g/m2 areal weighted inner layers despite different process type (Figure 17). The closer thickness values were acquired for composites with 200 g/m2 areal weighted calendered and non-calendered inner layers (Table 5) and the air voids were reduced due to calendaring effect. On the other hand, diamond-shaped calendaring pattern was formed which created air voids between the layers. Therefore, it was estimated that the thermal conductivity values of calendared and non-calendared samples were closer as a result of these complicated effects.
If the overall thermal resistance results of generated multilayered nonwoven composites were evaluated, it can be indicated that the thermal resistance results changing between 0.519-0.697 m²K/W were obtained while thermal conductivity values were between 0.048-0.060 W/mK. The highest thermal resistance with the created layers is found to be 0.69665 m²K/W, and this value was achieved with a sample having 7DH outer layer and PP, non-calendered inner layer with areal weight of 200 g/m². According the Turkish Standard of TS 825 the materials exhibiting thermal conductivity values smaller than 0,065 W/mK could be considered as heat insulation material. Therefore, all the layered nonwoven composites formed in this study could be used as heat insulation material. Also, when compared with the widely used heat insulation materials [110,111], the generated composites can offer competitive advantage with respect to thermal conductivity and cost due to recycled PET outer layers.
4. Conclusions
As a result of the experimental study addressing the influence of outer layer type and inner layer properties such as raw material type, areal weight and process type on thickness, bulk density, air permeability, sound absorption coefficient and thermal resistance of multilayered nonwoven composite structures it was concluded that the chosen parameters had significant effects on the investigated properties of composites. Furthermore; higher R2 values were obtained for the statistical models to explain the thickness, bulk density, air permeability, sound absorption coefficient and thermal resistance of generated nonwoven composites.
Regarding the noise reduction for low sound frequencies (100-1000Hz) and moderate sound frequencies (1250-3150Hz) the most influential factors were determined as areal weight of inner layer and process type of inner layer. In the case of higher frequencies, it was observed that the process type of inner layer (42.39%), interaction between processing type and raw material of inner layer (RP) and the interaction of process type and areal weight of inner layer (WP) had highest impact on NRC. Maximum sound absorption coefficient 0.46 was obtained for 630Hz, 0.71 for 800Hz and 0.74 Hz for 1000Hz sound frequencies, respectively. Besides, 0.77-0.98 sound absorption values were also acquired for moderate sound frequencies (1250-3150Hz) whereas 0.99-1 sound absorption values were provided for high frequencies (4000-6300Hz) with developed nonwoven composite structures. Accordingly, considerably higher sound absorption coefficients were obtained with developed nonwoven composites compared to previous studies.
Nano fiber layer containing composites were found to have slightly lower noise reduction coefficients compared to the meltblown layer containing counterparts for low and moderate sound frequencies, but similar results were obtained for high sound frequencies with composites composed of meltblown inner layer. Therefore; it can be concluded that similar or even higher sound insulation can be achieved with composites formed by using meltblown inner layers compared to nano fiber inner layer including counterparts. Moreover, if the quick, efficient, economic and easy manufacturing processes of meltblown nonwovens compared to nanofiber layers were thought, it is apparent that using meltblown layers should be beneficial.
When the thermal resistance and conductivity results were assessed, the highest thermal resistance and accordingly lowest thermal conductivity value was acquired with composite having 7DH outer layer and PP, non-calendered inner layer with areal weight of 200 g/m². Thermal conductivity values between 0.048-0.060 W/mK were determined with developed multilayered nonwoven composites, which make these materials competitor with widely used insulation materials. Since the outer layer of the developed composites formed with recycle PET, the composites were found to be cheaper compared to counterparts in market. Furthermore, contribution to environmental preservation was provided by using sustainable r-Pet fibers in bigger part of composites. As a result, considering sound and heat insulation and price and sustainability, developed multilayered nonwoven composites can be used as insulation material offering competitive advantage in required areas.
Author Contributions
Conceptualization. E.A. E.Ç.; methodology. E.A. E.Ç.; software. E.Ç.; validation. E.A. E.Ç.; formal analysis. E.A. E.Ç.; investigation. E.A. E.Ç.; resources. E.A. E.Ç.; data curation. E.A. E.Ç.; writing original draft preparation. E.Ç.; writing-review and editing. E.A. E.Ç.; visualization. E.A. E.Ç.; supervision. E.Ç.; project administration. E.Ç.; funding acquisition. E. Ç. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Research Fund of Erciyes University [Project number: FHD-2022-12093].
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is provided in the article.
Acknowledgments
The authors would like to express sincere appreciation to Yataş Yatak ve Yorgan Sanayi ve Ticaret A.Ş. Ltd. Şti/Kayseri –Turkiye and Mogul Tekstil Sanayi ve Tic. A.Ş. Gaziantep –Turkiye for enabling sample production. We would also like to thank Hp Pelzer Pimsa Otomotiv A.Ş. Gebze-Turkiye for providing sound absorption measurements.
Conflicts of Interest
The authors declare no potential conflicts this article's research. authorship. and publication.
References
- Padhye, R.; Nayak, R. Acoustic textiles: an introduction. In Acoustic Textiles., 1st ed.; Padhye, R., Nayak, R., Eds.; Springer: Singapore, 2016; ISBN 978-981-10-1476-5. [Google Scholar]
- Jayaraman, K.A. Acoustical Absorptive properties of nonwovens; The Graduate Faculty of North Carolina State University; Master Thesis; Raleigh. 2005. Available online: https://fitfibers.com/wp-content/uploads/2018/06.0/4dg-acoustic-absorption.pdf (accessed on 1 February 2024).
- Hassanzadeh. S.; Hasani. H.; Zarrebini. M. Analysis and prediction of the noise reduction coefficient of lightly-needled estabragh / polypropylene nonwovens using simplex lattice design. J. Text. Inst. 2014, 105, 256–263. [Google Scholar] [CrossRef]
- Lee. Y.E.; Joo. C.W. Sound absorption parameters of recycled polyester fibrous assembly absorbers. Autex Res J. 2003, 3, 78–84. [Google Scholar] [CrossRef]
- Bharanitharan. R.; Thangamani, K.; Sundaresan. S. Development of highloft nonwoven materials for health care acoustics. Int. Res. J. Pharm. 2017, 8, 112–117. [Google Scholar] [CrossRef]
- Hajimohammadi. M.; Soltani. P.; Semnani. D.; Taban. E.; Fashandi. H. Nonwoven fabric coated with core-shell and hollow nanofiber membranes for efficient sound absorption in buildings. Built Environ. 2022, 213, 1–12. [Google Scholar] [CrossRef]
- Çelikel. D. C.; Babaarslan. O. Effect of bicomponent fibers on sound absorption properties of multilayer nonwovens. J. Eng. Fibers Fabr. 2017, 12, 15–25. [Google Scholar] [CrossRef]
- Shahani. F.; Soltani. P.;. Zarrebini, M. The analysis of acoustic characteristics and sound absorption coefficient of needle punched nonwoven fabrics. J. Eng. Fibers Fabr. 2014, 9, 84–92. [Google Scholar] [CrossRef]
- Kadam, V.V. and Nayak, R. Basics of Acoustic Science. In Acoustic Textiles., 1st ed.; Padhye, R., Nayak, R., Eds.; Springer: Singapore, 2016; ISBN 978-981-10-1476-5. [Google Scholar]
- Paşayev, N.; Kocatepe, S.; Maraş, N. Investigation of sound absorption properties of nonwoven webs produced from chicken feather fibers. J. Ind. Text. 2019, 48, 1616–1635. [Google Scholar] [CrossRef]
- Bhat, G.; Messiry, M.E. Effect of microfiber layers on acoustical absorptive properties of nonwoven fabrics. J. Ind. Text. 2020, 50, 312–332. [Google Scholar] [CrossRef]
- Qiu. X. Principles of sound absorbers. In Acoustic Textiles. 1st ed.; Padhye. R.. Nayak R.. Eds.; Pulisher: Springer. Singapore. 2016; pp. 43–72; [CrossRef]
- Küçük, M.; Korkmaz, Y. The effect of physical parameters on sound absorption properties of natural fiber mixed nonwoven composites. Text. Res. J. 2012, 82, 2043–2053. [Google Scholar] [CrossRef]
- Seddeq, H.S. Factors Influencing acoustic performance of sound absorptive materials. AusJBAS. 2009, 3, 4610–4617. [Google Scholar]
- Singh, V.; Mukhopadhyay, S. Manufacturing methods for acoustic textiles. In Acoustic Textiles., 1st ed.; Padhye, R., Nayak, R., Eds.; Springer: Singapore, 2016; ISBN 978-981-10-1476-5. [Google Scholar]
- Patnaik, A. Materials used for acoustic textiles. In Acoustic Textiles., 1st ed.; Padhye, R., Nayak, R., Eds.; Springer: Singapore, 2016; ISBN 978-981-10-1476-5. [Google Scholar]
- Suvari, F.; Ulcay. Y.; Pourdeyhimi. B. Sound absorption analysis of thermally bonded high-loft nonwovens. Text. Res. J. 2016, 86, 837–847. [Google Scholar] [CrossRef]
- Fages, E.; Cano, M.; Gironés, S.; Boronat, T.; Fenollar, O.; Balart, R. The use of wet-laid techniques to obtain flax nonwovens with different thermoplastic binding fibers for technical insulation applications. Text. Res. J. 2013, 83, 426–437. [Google Scholar] [CrossRef]
- Parikh, D.V.; Chen, Y.; Sun, L. Reducing automotive interior noise with natural fibre nonwoven floor covering systems. Text. Res. J. 2006, 76, 813–820. [Google Scholar] [CrossRef]
- Basu, G.; Datta, M.; Sengupta, S.; Nath, D. & Debnath. S. Jute felt for noise reduction: understanding effect of pore size distribution. J. Nat. Fibers. 2022, 19, 6482–6496. [Google Scholar] [CrossRef]
- Liu, X.; Yan, X.; Zhang, H. Effects of pore structure on sound absorption of kapok-based fiber nonwoven fabrics at low frequency. Text. Res. J. 2016, 86, 755–764. [Google Scholar] [CrossRef]
- Sengupta, S. Sound reduction by needle-punched nonwoven fabrics. Indian J. Fibre Text. Res. 2010, 35, 237–242. [Google Scholar]
- Veerakumar, A.; Selvakumara, N. A preliminary investigation on kapok/polypropylene nonwoven composite for sound absorption. Indian J. Fibre Text. Res.. 2012, 37, 385–388. [Google Scholar]
- Thilagavathi, G.; Pradeep, E.; Kannaian, T.; Sasikala, L. Development of natural fibre nonwovens for application as car interiors noise control. J Ind Text. 2010, 39, 267–278. [Google Scholar] [CrossRef]
- Koizumi, T.; Tsujiuchi, N.; Adachi, A. The development of sound absorbing materials using natural bamboo fibers. Built Environ. High performance Structure and Composites. 2002, 59, 157–166. [Google Scholar] [CrossRef]
- Patnaik, A.; Mvubu, M.; Muniyasamy, S.; Botha, A.; Anandjiwala, R.D. Thermal and sound insulation materials from waste wool and recycled polyester fibres and their biodegradation studies. Energy Build. 2015, 92, 161–169. [Google Scholar] [CrossRef]
- Kalebek, N.A. Sound absorbing polyester recycled nonwovens for the automotive industry. Fibres Text East Eur. 2016, 1, 107–13. [Google Scholar] [CrossRef]
- Sakthivel, S.; Kumar, S.; Melese, B.; Mekonnen, S.; Solomon, E.; Edae, A.; Abedom, F.; Gedilu, M. Development of nonwoven composites from recycled cotton/polyester apparel waste materials for sound absorbing and insulating properties. Appl. Acoust. 2021, 180, 1–10. [Google Scholar] [CrossRef]
- Sakthivel, S. & Senthil Kumar, B. Studies on influence of bonding methods on sound absorption characteristic of polyester/cotton recycled nonwoven fabric. Appl. Acoust. 2021, 174, 1–9. [Google Scholar] [CrossRef]
- Sakthivel, S.; Senthil Kumar, S.; Mekonnen, S. and Solomon, E. Thermal and sound insulation properties ofrecycled cotton/polyester chemical bonded nonwovens. J. Eng. Fibers Fabr. 2020, 15, 1–8. [Google Scholar] [CrossRef]
- Bogalea, M.; Sakthivela, S.; Senthil Kumar, S. and Senthil Kumar, B. Sound absorbing and thermal insulating properties of recycled cotton/polyesterselvedge waste chemical bonded nonwovens. J. Text. Inst. 2023, 114, 134–141. [Google Scholar] [CrossRef]
- Jiang, N.; Chen, J.Y.; Parikh, D.V. Acoustical evaluation of carbonized and activated cotton nonwovens. Bioresour. Technol.. 2009, 100, 6533–6536. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Jiang, N. Carbonized and activated non-wovens as high-performance acoustic materials: part ı noise absorption. Text. Res. J. 2007, 77, 785–791. [Google Scholar] [CrossRef]
- Seddeq, H.M.; Aly, N.M.; Marwa, A.A.; Elshakankery, M.H. Investigation on sound absorption properties for recycled fibrous materials. J Ind Text. 2013, 43, 56–73. [Google Scholar] [CrossRef]
- Manning, J.; Panneton, R. Acoustical model for shoddy-based fibre sound absorbers. Text Res J. 2013, 83, 1356–1370. [Google Scholar] [CrossRef]
- Suvari, F.; Ulcay, Y.; Maze, B.; Pourdeyhimi, B. Acoustical absorptive properties of spunbonded nonwovens made from ıslands-ın-the-sea bicomponent filaments. J. Text. Inst. 2013, 104, 438–445. [Google Scholar] [CrossRef]
- Mahmoud, A.; El-Shenawy, G. and Ramadan, E. Using nonwoven hollow fibers to improve cars interior acoustic properties. Res. J. Text. Appar. 2012, 16, 49–56. [Google Scholar] [CrossRef]
- Tascan, M.; Vaughn, E.A. Effects of total surface area and fabric density on the acoustical behavior of needlepunched nonwoven fabrics. Text Res J. 2008, 78, 289–296. [Google Scholar] [CrossRef]
- Tascan, M.; Vaughn, E.A. Effects of fiber denier. fiber cross-sectional shape and fabric density on acoustical behavior of vertically lapped nonwoven fabrics. J. Eng. Fibers Fabr. 2008, 3, 32–38. [Google Scholar] [CrossRef]
- Kino, N.; Ueno, T. Evaluation of acoustical and non-acoustical properties of sound absorbing materials made of polyester fibres of various cross-sectional shapes. Appl. Acoust. 2008, 69, 575–582. [Google Scholar] [CrossRef]
- Palak, H. & Kayaoğlu, B.K. Analysis of the effect of fiber cross section and different bonding methods on sound absorption performance of PET fiber based nonwovens using Taguchi method. J. Text. Inst. [CrossRef]
- Data, M.; Nandi, S.; Nath, D.; Debnath, S. & Basu, G. Fiber Cross Sectional Shape: A Persuadable Feature for Assessment of Acoustic Noise Control Property of Some Natural Fibers and Its Geometrical Modeling. J. Nat. Fibers. 1561. [Google Scholar] [CrossRef]
- Ramanathan, B.; Thangamani, K. and Sundaresan, S. Ecological potential of highloft textiles from jute blended nonwovens for sound and thermal insulation. Eco. Env. & Cons. 2018, 24, 1691–1696. [Google Scholar]
- Yang, T.; Xiong, X.; Mishra, R.; Novák, J.; . Militký, J. Acoustic evaluation of Struto nonwovens and their relationship with thermal properties. Text. Res. J. 2018, 88, 426–437. [Google Scholar] [CrossRef]
- Yang, T.; Xiong, X.; Mishra, R.; Novák, J.; Chaloupek, J.; Sanetrnik, F. and Militký, J. Investigation on acoustic behavior and air permeability of struto nonwovens. Fibers Polym. 2016, 17, 2078–2084. [Google Scholar] [CrossRef]
- Yang, T.; Saati, F.; Horoshenkov, K.V.; Xiong, X.; Yang, K.; Mishra, R.; Marburg, S. and Militky, J. Study on the sound absorption behavior of multi-component polyester nonwovens: experimental and numerical methods. Text. Res. J. 2019, 89, 3342–3361. [Google Scholar] [CrossRef]
- Messiry, M.E.; Bhat, G.; Eloufy, A.; Latif, S.A.; Ayman, Y. Acoustical absorptive properties of meltblown nonwovens for textile machinery. Text. Res. J. 1341. [Google Scholar] [CrossRef]
- Liu, X.; Liu, J.; Su, X. Simulation model for the absorption coefficients of double layered nonwovens. Fibres Text East Eur. 2012, 4, 102–107. [Google Scholar]
- Tai, K.C.; Chen, P.; Lin, C.W.; Lou, C.W.; Tan, H.M.; Lin, J.H. Evaluation on the sound absorption and mechanical property of the multi-layer needlepunching nonwoven. Adv. Mat. Res. 2010, 123, 475–478. [Google Scholar] [CrossRef]
- Yilmaz, N.D.; Michielsen, S.; Banks-Lee, P.; Powell, N.B. Effects of material and treatment parameters on noise-control performance of compressed three-layered multifiber needle-punched nonwovens. J. Appl. Polym. Sci. 2012, 2012. 123, 2095–2106. [Google Scholar] [CrossRef]
- Yılmaz, N.D.; Powell, N.B.; Banks-Lee, P.; Michielsen, S. Multi-fiber needle-punched nonwoven composites: Effects of heat treatment on sound absorption performance. J Ind Text. 2013, 43, 231–246. [Google Scholar] [CrossRef]
- Yılmaz, N.D.; Banks-Lee, P.; Powell, N.B.; Michielsen, S. Effects of Porosity. Fiber Size. and Layering Sequence on Sound Absorption Performance of Needle-Punched Nonwovens. J. Appl. Polym. Sci. 2011, 121, 3056–3069. [Google Scholar] [CrossRef]
- Broda, J. & Bączek, M. Acoustic Properties of Multi-Layer Wool Nonwoven Structures. J. Nat. Fibers, 1567. [Google Scholar] [CrossRef]
- Liu, J.; Liu, X.; Xu, Y. & Bao, W. The acoustic characteristics of dual-layered porous nonwovens: a theoretical and experimental analysis. J. Text. Inst. 1076. [Google Scholar] [CrossRef]
- Coates, M. and Kierzkowski, M. Acoustic textiles – lighter, thinner and more absorbent. Text. Technol. Int. 2002, 11,15-18.
- Mohrova, J.; Kalinova, K. Different Structures of PVA Nanofibrous Membrane for Sound Absorption Application. J. Nanomater. 2012, 2012, 1–4. [Google Scholar] [CrossRef]
- Küçükali-Öztürk, M.; Nergis, B.; Candan, C.; Kalinova, K. ; Effect of fiber diameter and air gap on acoustic performance of nanofibrous membrane. JCCE. 2015, 9, 45–50. [Google Scholar] [CrossRef]
- Küçükali-Öztürk, M.; Nergis, B.; Candan, C. Design of layered structure with nanofibrous resonant membrane for acoustic applications. J Ind Text. 2018, 47, 1739–1756. [Google Scholar] [CrossRef]
- Bihola, D.V.; Amin, H.N. & Shah, V.D. Application of nano material to enhance acoustic properties. Journal of Engineering Science and Futuristic Technology. 2015, 1, 001–009. [Google Scholar]
- Kalinova, K. ; Nanofibrous resonant membrane for acoustic applications. J. Nanomater. 2011, 1, 1–6. [Google Scholar] [CrossRef]
- Kalinova, K.; Ozturk, M.K.; Komarek, M. Open and closed tube method for determination of resonance frequencies of nanofibrous membrane. J. Text. Inst. 2016, 107, 1068–78. [Google Scholar] [CrossRef]
- Elkasaby, M.A.; Utkarsh, F.; Syed, N.A.; Rizvi, G.; Mohany, A.; Pop-Iliev, R. Evaluation of electro-spun polymeric nanofibers for sound absorption applications. In Proceedings of the 35th International Conference of the Polymer Processing Society (PPS-35) AIP Conf. Proc, İzmir. Turkiye. 26-30 May 2019. pp. 1–5. [CrossRef]
- Gao, B.; Zuo, L. & Zuo, B. Sound absorption properties of spiral vane electrospun PVA/nano particle nanofiber membrane and non-woven composite material. Fibers Polym, 1090. [Google Scholar] [CrossRef]
- Xiang, H.F.; Tan, S.X.; Yu, X.L.; Long, Y.H.; Zhang, X.L.; Zhao, N. & Xu, J. Sound absorption behavior of electrospun polyacrylonitrile nanofibrous membranes. Chin. J. Polym. Sci. 2011, 29, 650–657. [Google Scholar] [CrossRef]
- Bahrambeygi, H.; Sabetzadeh, N.; Rabbi, A.; Nasouri, K.; Shoushtari, A.M. & Babaei, M.R. Nanofibers (PU and PAN) and nanoparticles (Nanoclay and MWNTs) simultaneous effects on polyurethane foam sound absorption. J. Polym. Res. 2013, 20, 1–10. [Google Scholar] [CrossRef]
- Rabbi, A.; Bahrambeygi, H.; Shoushtari, A.M. & Nasouri, K. Manufacturing of PAN or PU nanofiber layers/PET nonwoven composite as highly effective sound absorbers. Adv. Polym. Technol. 2014, 33, 1–8. [Google Scholar] [CrossRef]
- Öztürk, M.K.; Kalinova, K.; Nergis, B.; Candan, C. Comparison of Resonance Frequency of a Nanofibrous Membrane and a Homogeneous Membrane structure. Text. Res. J. 2013, 83, 2204–2210. [Google Scholar] [CrossRef]
- Özturk, M.K.; Yenigun, E.; Nergis, B.; Candan, C. ; Nanofiber-enhanced lightweight composite textiles for acoustic applications. J Ind Text. 2017, 46, 1498–1510. [Google Scholar] [CrossRef]
- Küçükali Öztürk, M.; Nergis, F.B.; Candan, C. Design of electrospun polyacrylonitrile nanofiber-coated nonwoven structure for sound absorption. Polym Adv Technol. 2018, 29, 1255–60. [Google Scholar] [CrossRef]
- Rabbi, A.; Bahrambeygi, H.; Shoushtari, A.M. & Nasouri, K. Incorporation of nanofiber layers in nonwoven materials for improving their acoustic properties. J. Eng. Fibers Fabr. 2013, 8, 36–41. [Google Scholar] [CrossRef]
- Özkal, A.; Çallıoglu, F.C. Effect of nanofiber spinning duration on the sound absorption capacity of nonwovens produced from recycled polyethylene terephthalate fibers. Appl. Acoust. 2020, 169, 107468–1. [Google Scholar] [CrossRef]
- Özkal, A.; Cengiz Çallıoglu, F.; Akduman, Ç. Development of a new nanofibrous composite material from recycled nonwovens to improve sound absorption ability. J. Textil. Inst. 2020, 111, 189–201. [Google Scholar] [CrossRef]
- Asmatulu, R.; Khan, W. & Yıldırım, M. In B. Acoustical properties of electrospun nanofibers for aircraft interior noise reduction. In Proceedings of the ASME 2009 International Mechanical Engineering Congress & Exposition, Florida, 13–19 November 2009; pp. 223–227. [Google Scholar] [CrossRef]
- Khan, W.S.; Asmatulu, R.; Yildirim, M.B. Acoustical Properties of Electrospun Fibers for Aircraft Interior Noise Reduction. J. Aerosp. Eng. 2012, 25, 376–382. [Google Scholar] [CrossRef]
- Del Sorbo, G.; Truda, G.; Bifulco, A.; Passaro, J.; Petrone, G.; Vitolo, B.; Ausanio, G.; Vergara, A.; Marulo, F.; Branda, F. Non monotonous effects of noncovalently functionalized graphene addition on the structure and sound absorption properties of polyvinylpyrrolidone (1300 kda) electrospun mats. Mater. 2019, 12, 108–1. [Google Scholar] [CrossRef]
- Avossa, J.; Branda, F.; Marulo, F.; Petrone, G.; Guido, S.; Tomaiuolo, G.; Costantini, A. Light electrospun polyvinylpyrrolidone blanket for low frequencies sound absorption. Chin J Polym Sci. 2018, 36, 1368–74. [Google Scholar] [CrossRef]
- Na, Y.; Agnhage, T.; Cho, G. Sound absorption of multiple layers of nanofiber webs and the comparison of measuring methods for sound absorption coefficients. Fibers Polym. 2012, 13, 1348–52. [Google Scholar] [CrossRef]
- Trematerra, A.; Iannace, G.; Nesti, S.; Fatarella, E. & Peruzzi, F. Acoustic properties of nanofibers. In Proceeding of the Seventh Forum Acusticum Conference, Krakow, Poland 7-12 September 2014; pp. 1–5. [Google Scholar]
- Liu, H.; Zuo, B. ; Sound absorption property of PVA/PEO/GO nanofiber membrane and non-woven composite material. J Ind Textiles. 2020, 50, 512–525. [Google Scholar] [CrossRef]
- Aydemir, H. Using Pet and r-Pet polymers in Electrospinning to develop enhanced sound absorbing properties of nanofibrous nonwovens, Erciyes University, Graduate School of Natural and Applied Sciences PhD Thesis, 21, 174 pages. 20 July.
- Geus, H.G. Developments in manufacturing techniques for technical nonwovens. In Advances in Technical Nonwovens., 1st ed.; Kellie, G., Ed.; Woodhead Publishing: England, 2016. [Google Scholar] [CrossRef]
- Sivri, Ç.; Haji, A. Surface Coating of Needle-Punched Nonwovens with Meltblown Nonwovens to Improve Acoustic Properties. Coat. 2022, 12, 1092–1. [Google Scholar] [CrossRef]
- Lee, B.O.; Ko, J.A.; Han, S.W. Characteristics of PP/PET Bicomponent Melt Blown Nonwovens as Sound Absorbing Material. Adv. Mater. Res. [CrossRef]
- Cerkez, I.; Kocer, H.B. & Broughton, R.M. Airlaid nonwoven panels for use as structural thermal insulation. J. Textil. Inst. 2018, 109, 17–23. [Google Scholar] [CrossRef]
- Barker, R.L.; Heniford, R.C. Factors affecting the thermal insulation and abrasion resistance of heat resistant hydro-entangled nonwoven batting materials for use in firefighter turnout suit thermal liner systems. J. Eng. Fibers Fabr. 2011, 6, 1–10. [Google Scholar] [CrossRef]
- Gnanauthayan, G.; Rengasamy, R.S.; Kothari, V.K. Heat insulation characteristics of high bulk nonwovens. J. Textil. Inst. 2017, 108, 2173–2179. [Google Scholar] [CrossRef]
- Debnath, S.; Madhusoothanan, M. Thermal insulation. compression and air permeability of polyester needle-punched nonwoven. Indian J. Fibre Text. Res. 2010, 35, 38–44. [Google Scholar]
- Saleh, S.S. Performance of Needle-Punching Lining Nonwoven Fabrics and their Thermal Insulation Properties. J. Basic. Appl. Sci. Res. 2011, 1, 3513–3524. [Google Scholar]
- Fages, E.; Cano, M.; Gironés, S.; Boronat, T.; Fenollar, O.; Balart, R. The use of wet-laid techniques to obtain flax nonwovens with different thermoplastic binding fibers for technical insulation applications. Text. Res. J. 2013, 83, 426–437. [Google Scholar] [CrossRef]
- Sakthivel, S.; Ramachandran, T.; Sakthivel, M.S. & Ramachandran, D.T. Thermal conductivity of non-woven materials using reclaimed fibres. Int. J. Eng. Res. Appl. 2012, 2, 2983–2987. [Google Scholar]
- Jirsak, O.; Sadıkoğlu, T.G.; Özipek, B.; Pan, N. Thermo-Insulating properties of perpendicular-laid versus cross-laid lofty nonwoven fabrics. Text. Res. J. 2000, 70, 121–128. [Google Scholar] [CrossRef]
- Gibson, P.W.; Lee, C.; Ko, F.; Reneker, D. Application of nanofiber technology to nonwoven thermal insulation. J. Eng. Fibers Fabr. 2007, 2, 32–40. [Google Scholar] [CrossRef]
- Ladgaonkar, H. and Mhetre, S.B. Factors affecting thermal comfort of nonwoven. Int. J. Sci. Res. Eng. Res. 2012, 3, 1–4. [Google Scholar]
- Obendorf, S.K.; Smith, J.P. Heat Transfer Characteristics of Nonwoven Insulating Materials. Text. Res. J. 1986, 56, 691–696. [Google Scholar] [CrossRef]
- Rahimzadeh, H.; Bafekrpoor, H. & Jeddi, A.A. Influence of Punch Density and Fiber Blends on Thermal Conductivity on Nonwoven. The Open Textile Journal. 2011, 4, 1–6. [Google Scholar] [CrossRef]
- Yachmenev, V.; Negulescu, I.; Yan, C. Thermal insulation properties of cellulosic-based nonwoven composites J. Ind. Text. 2006, 36, 73–87. [Google Scholar] [CrossRef]
- Koç. E., & Çinçik, E. An analysis on abrasion resistance of polyester-/viscose-blended needle-punched nonwovens. J. Textil. Inst. 2013, 104, 852–860. [Google Scholar] [CrossRef]
- Abbasi, M.; Reza,M. ; Mojtahedi, M.; Kotek, R.; Effect of melt spinning variables on the structural changes of recycled and bottle grade filament yarn pet. J. Text. Polym. 2018, 6, 67–75. [Google Scholar]
- Wang, W.; Zeng, Y. Polypropylene - polymerization and characterization of mechanical and thermal properties. IntechOpen: London, 2020; pp. 1–122. [CrossRef]
- Santhana Gopala Krishnan, P. and Kulkarni S.T. Polyester Resins. In Polyester and Polyamids., 1st ed.; Deopuno, B.L., Alogirusamy, R., Joshi, M., Gupto, B., Eds.; CRC Press Woodhead Publishing: Cambridge, England, 2008; ISBN 978-1-84569-298-8. [Google Scholar]
- Lepoittevin, B.; Roger, P. Poly(ethylene terephthalate). In Handbook of Engineering and Specialty Thermoplastics: Polyethers and Polyesters., 1st ed.; Thomas, S., Visakh, P.M., Eds.; Wiley Online Library: Canada, 2011; ISBN 9780470639269. [Google Scholar]
- Antić, V.V.; Pergal, M.V. Poly(butylene terephthalate) — Synthesis, Properties, Application. In Handbook of Engineering and Specialty Thermoplastics: Polyethers and Polyesters., 1st ed.; Thomas, S., Visakh, P.M., Eds.; Wiley Online Library: Canada, 2011; ISBN 9780470639269. [Google Scholar]
- Demiryürek, O. Aydemir H. Sound absorbing properties of roller blind curtain fabrics. J. Ind. Text. 2017, 47, 3–19. [Google Scholar] [CrossRef]
- Barron, R.F. Industrial Noise Control and Acoustic. Marcel Dekker Inc.: New York, 2003, pp. 1–534, ISBN: 0-8247-0701-X.
- Marmarali, A.; Dönmez Kretzschmar, S.; Özdil, N.; Gülsevin Oğlakcioğlu, N. Parameters that affect thermal comfort of garment. Tex. App. 2006, 16, 241–246. [Google Scholar]
- Li, Y. The Science of Clothing Comfort. Text. Prog. -2. [CrossRef]
- Patti, A. and Acierno, D. Thermal Conductivity of Polypropylene-Based Materials. IntechOpen: Italy, pp. 1–20; [CrossRef]
- Hu, J.; Lu,J. ; Zhu, Y. New developments in elastic fibers. Polym Rev. 2008, 48, 275–301. [Google Scholar] [CrossRef]
- Physical Properties of PBT Polymers. Available online: https://polymerdatabase.com/Commercial%20Polymers/PBT.html (accessed on February 2023).
- Özlüsoylu, I.; Istek, A. The Effect of Hybrid Resin Usage on Thermal Conductivity in Ecological Insulation Panel Production. In , In Proceedings of the 4th International Conference on Engineering Technology and Applied Sciences (Icetas), Kiev, Ukraine. 24-28 April 2019; pp. 292–296. [Google Scholar]
- Kecebas, A.; Kayfeci, M. Effect on optimum insulation thickness, cost and saving of storage design temperature in cold storage in Turkey. Energy Educ Sci Tech Part A: Energy Sci. Res. 2010, 25, 117–127. [Google Scholar]
Figure 1.
Structure of nonwoven composites.
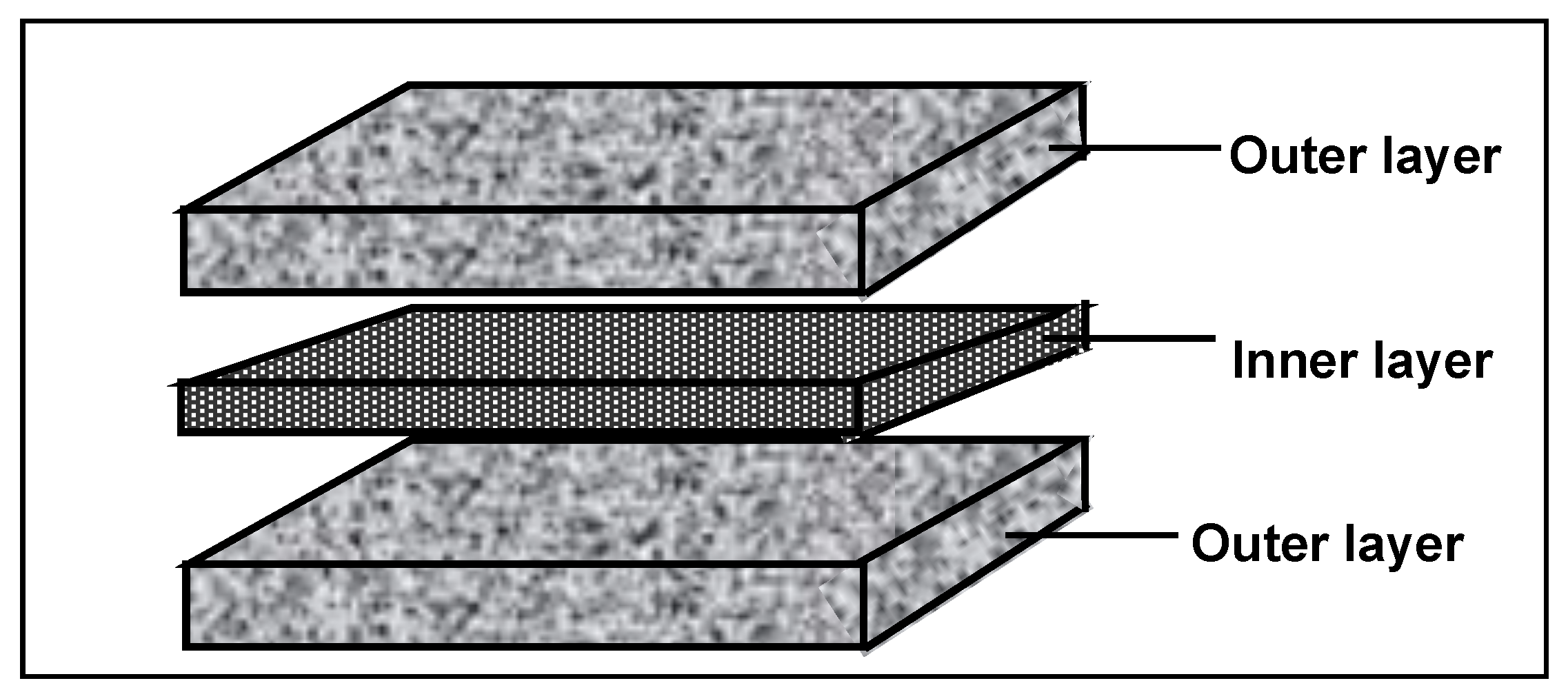
Figure 2.
Dual microphone impedance tube device.
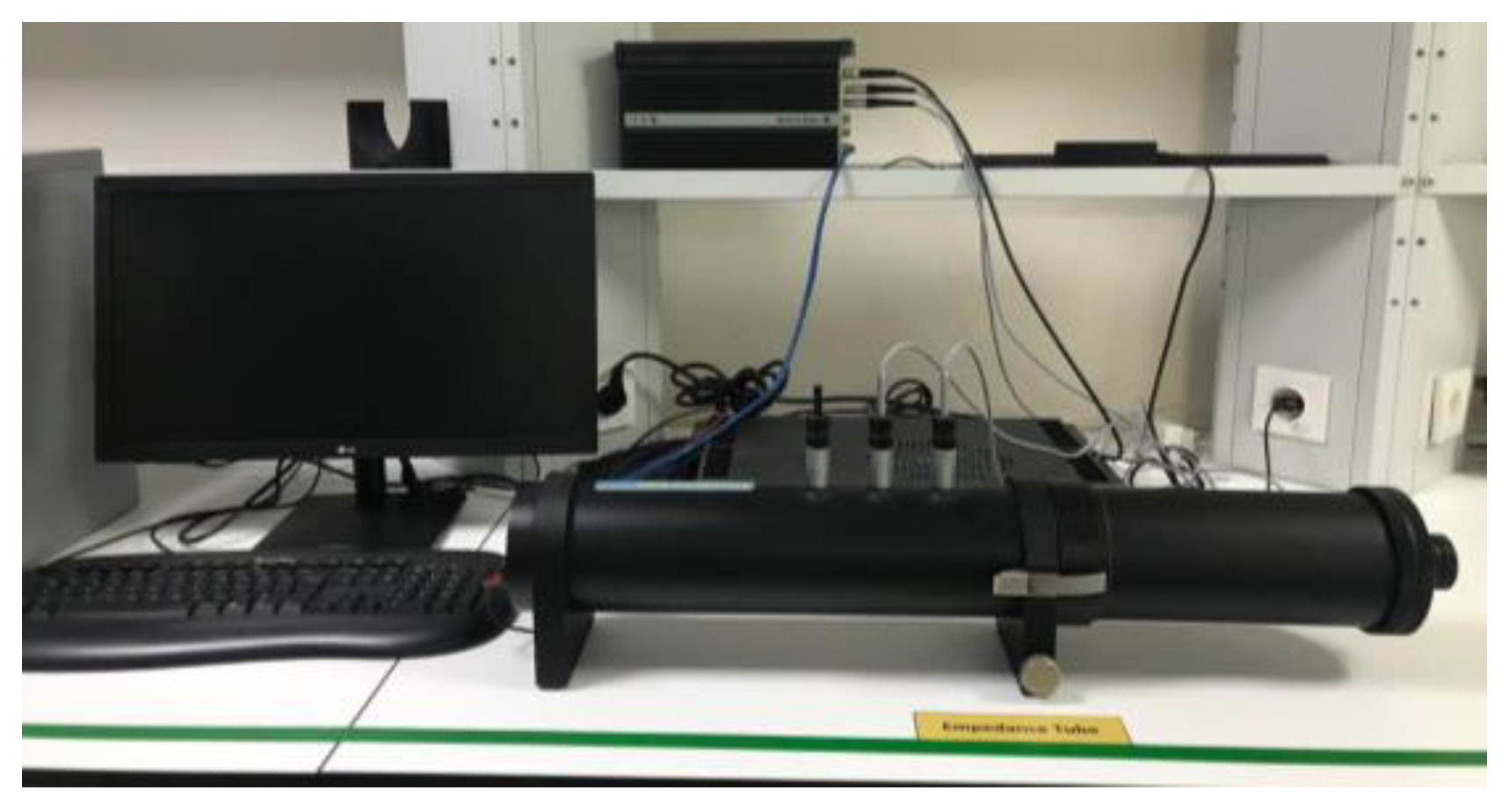
Figure 3.
Relation between chosen inner and outer layer parameters and thickness of nonwoven composite structures.
Figure 3.
Relation between chosen inner and outer layer parameters and thickness of nonwoven composite structures.
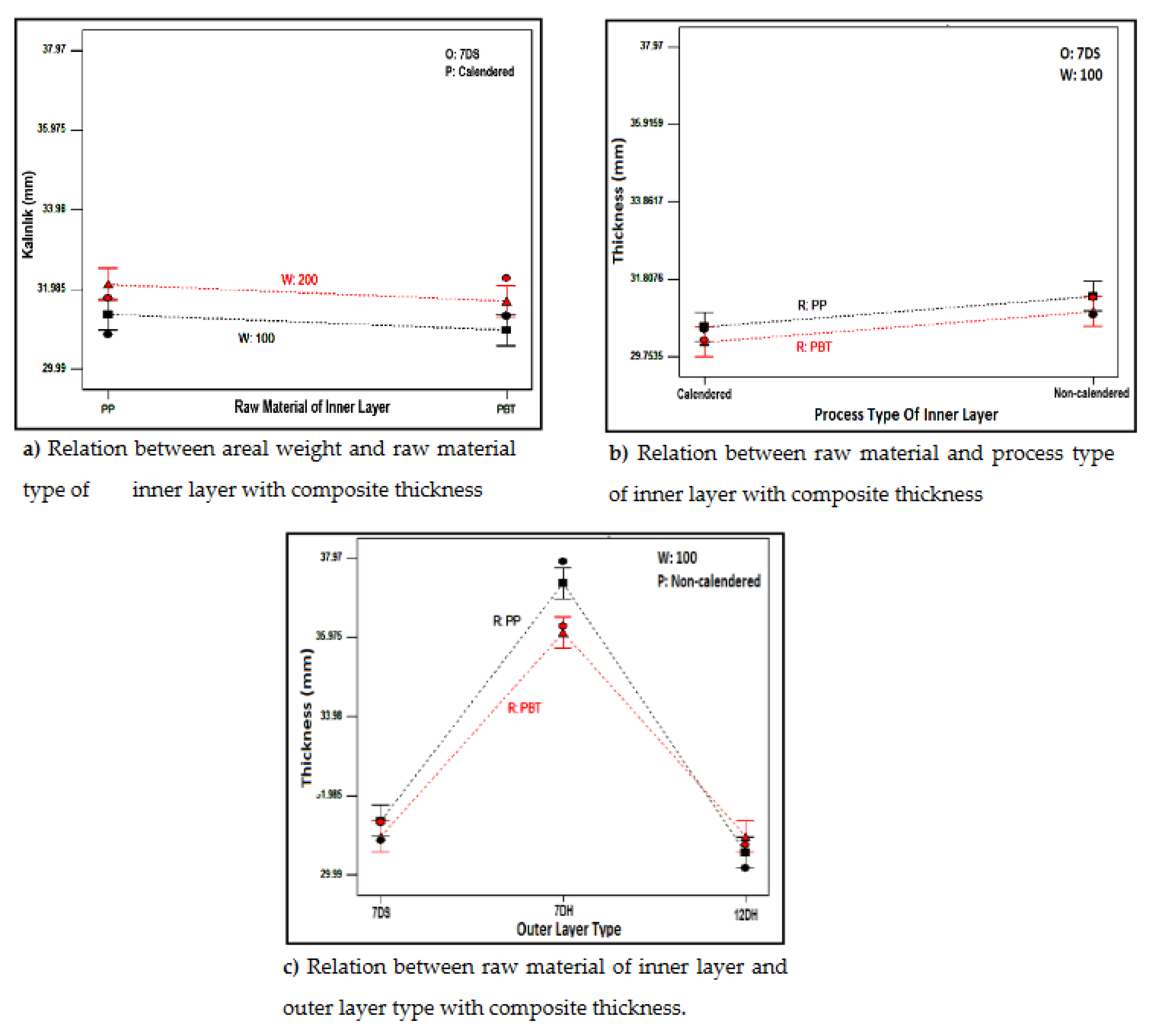
Figure 4.
Relation between chosen inner and outer layer parameters and bulk density of nonwoven composite structures.
Figure 4.
Relation between chosen inner and outer layer parameters and bulk density of nonwoven composite structures.
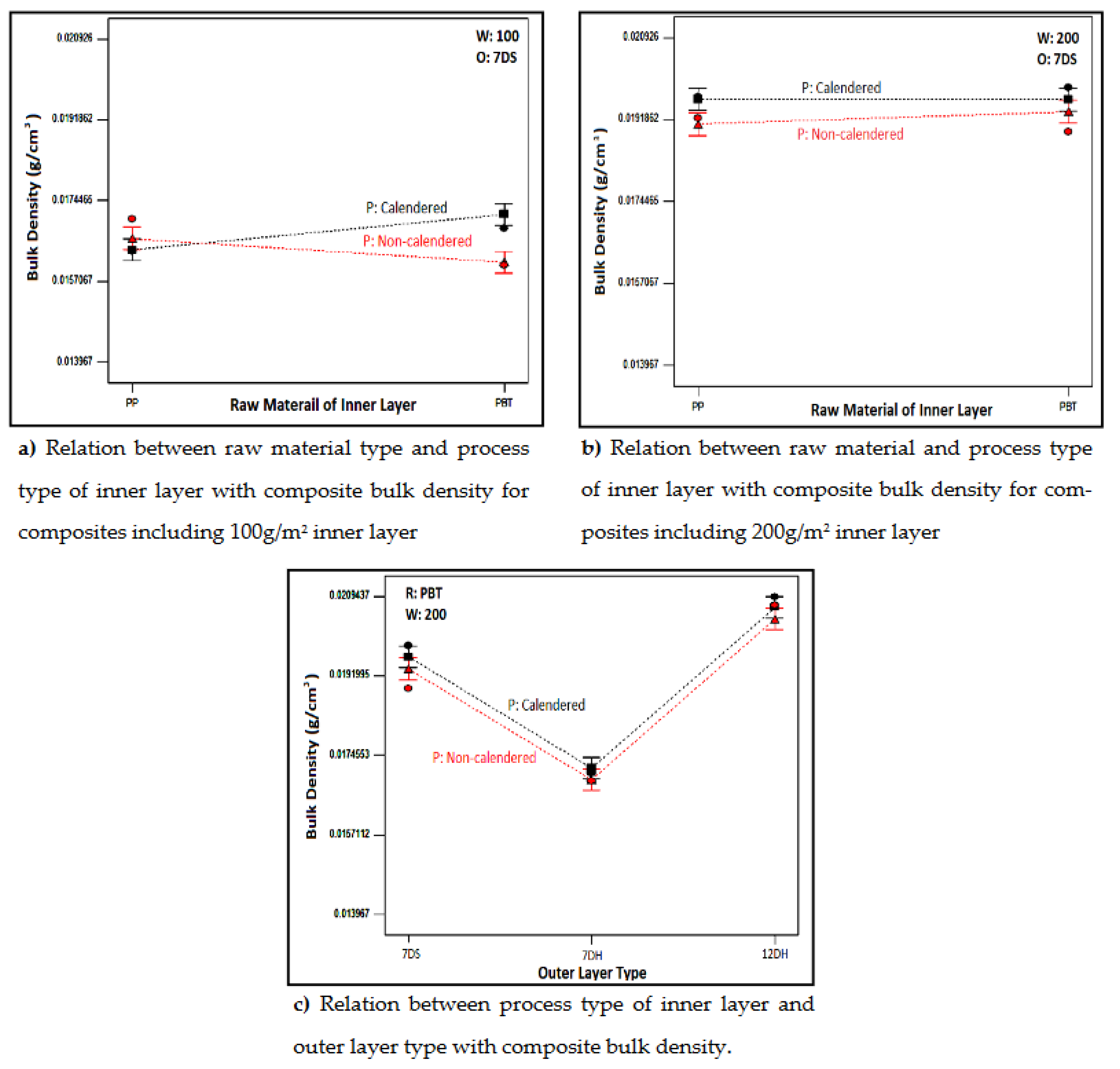
Figure 5.
(a) Relation between raw material of inner layer and outer layer type with composite air permeability for composites including different inner layers.
Figure 5.
(a) Relation between raw material of inner layer and outer layer type with composite air permeability for composites including different inner layers.
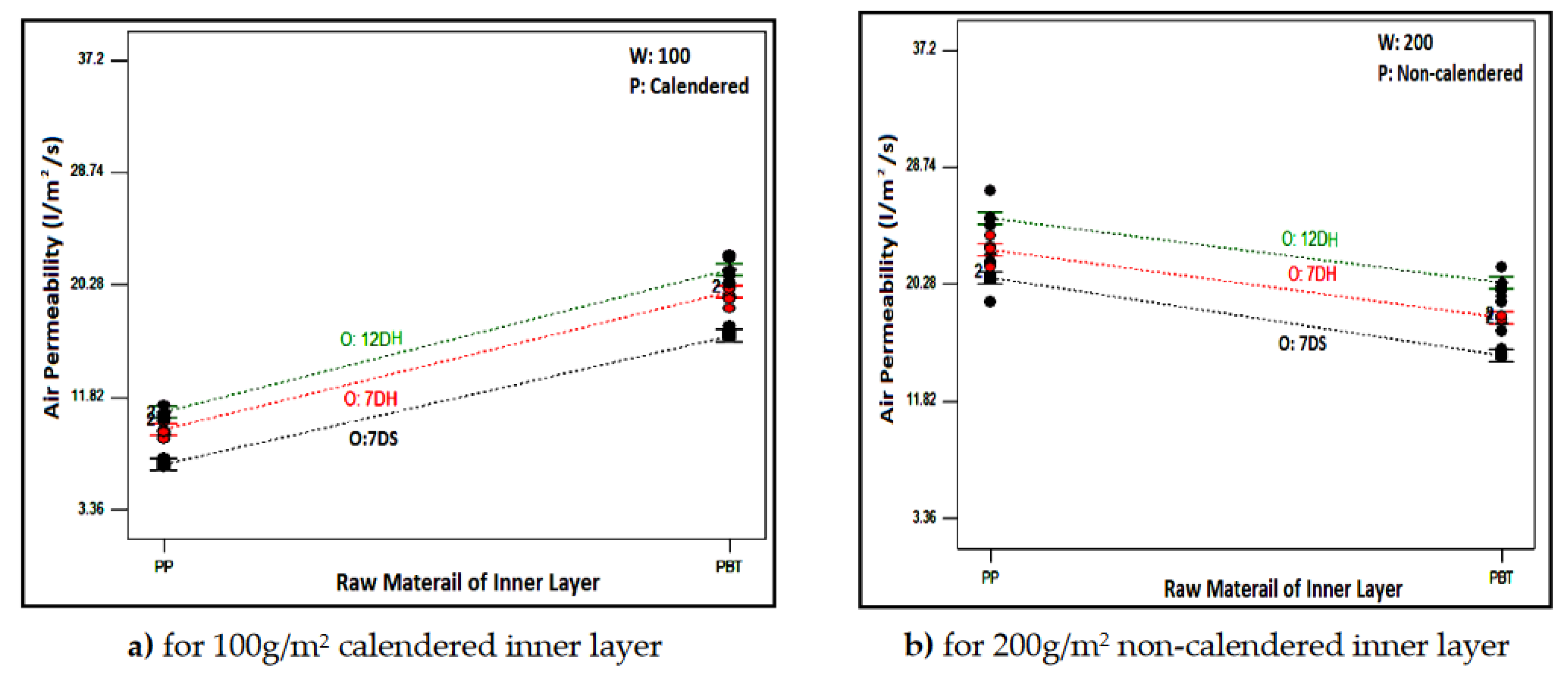
Figure 6.
Surface image of thermo bonded outer layer nonwovens produced from different fibers (1.5X).
Figure 6.
Surface image of thermo bonded outer layer nonwovens produced from different fibers (1.5X).
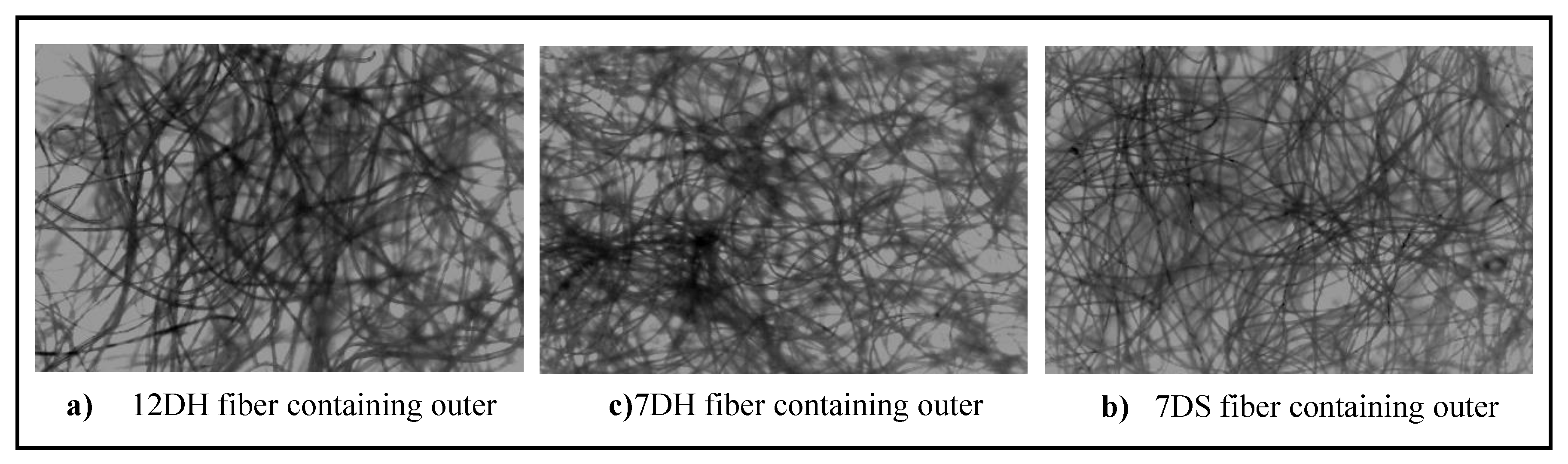
Figure 7.
Surface image of non-calendared PBT and PP based meltblown with 200g/m2 areal weight (100X).
Figure 7.
Surface image of non-calendared PBT and PP based meltblown with 200g/m2 areal weight (100X).
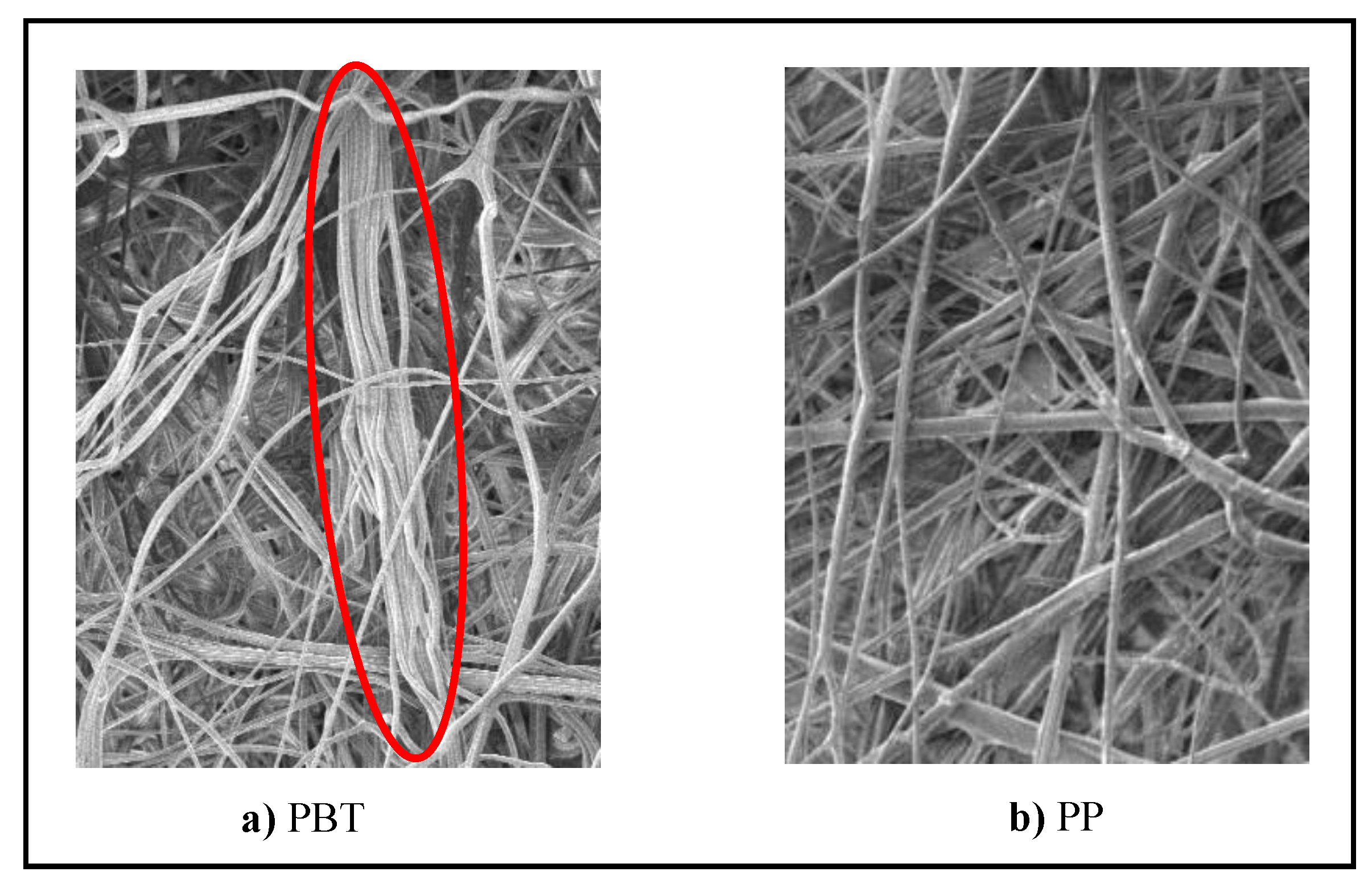
Figure 8.
Relation between process type of inner layer and outer layer type with composite air permeability for PP based 100g/m2 inner layer (d) .
Figure 8.
Relation between process type of inner layer and outer layer type with composite air permeability for PP based 100g/m2 inner layer (d) .
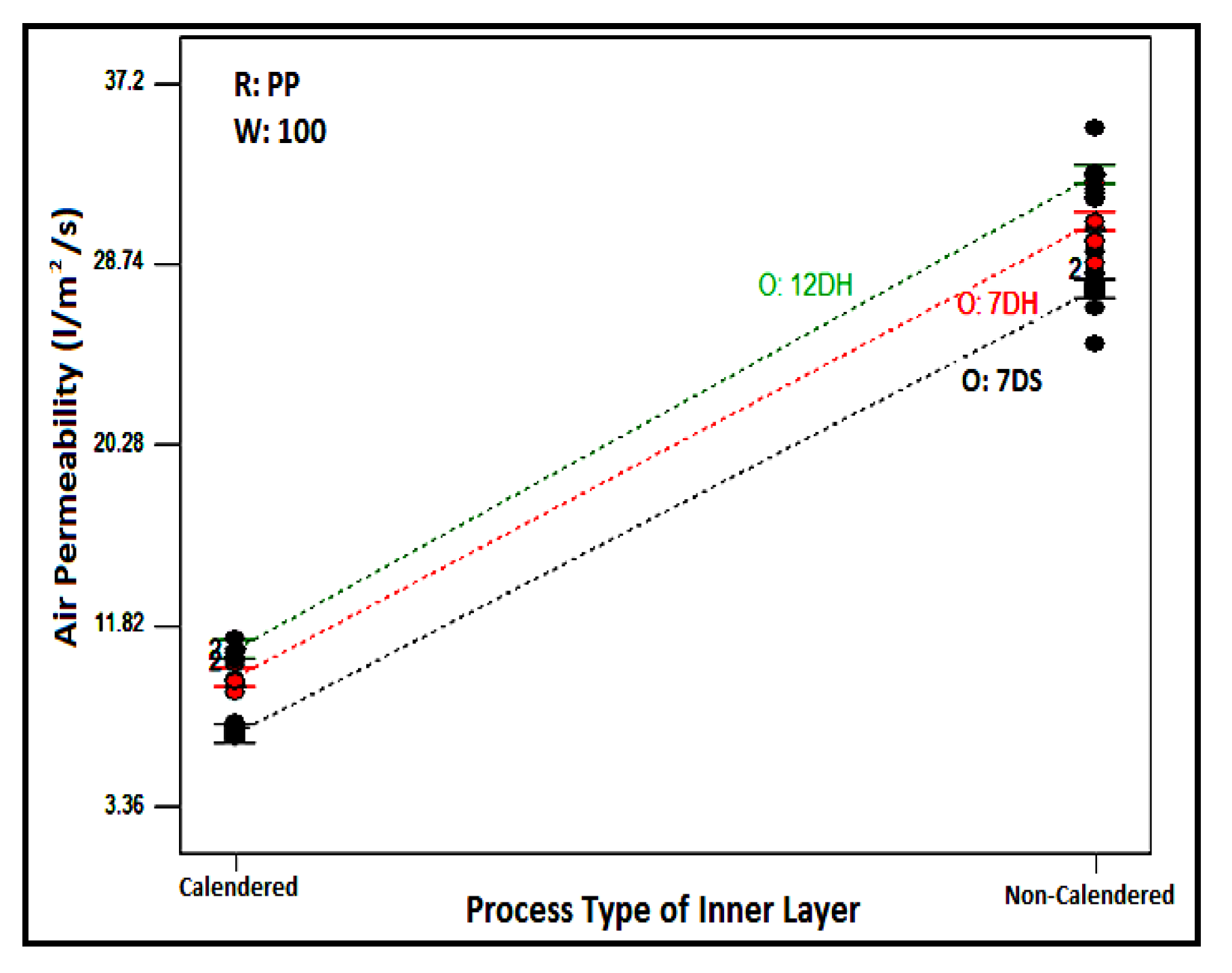
Figure 9.
Relation between areal weight of inner layer and outer layer type with composite air permeability for PBT based non-calendared inner layer.
Figure 9.
Relation between areal weight of inner layer and outer layer type with composite air permeability for PBT based non-calendared inner layer.
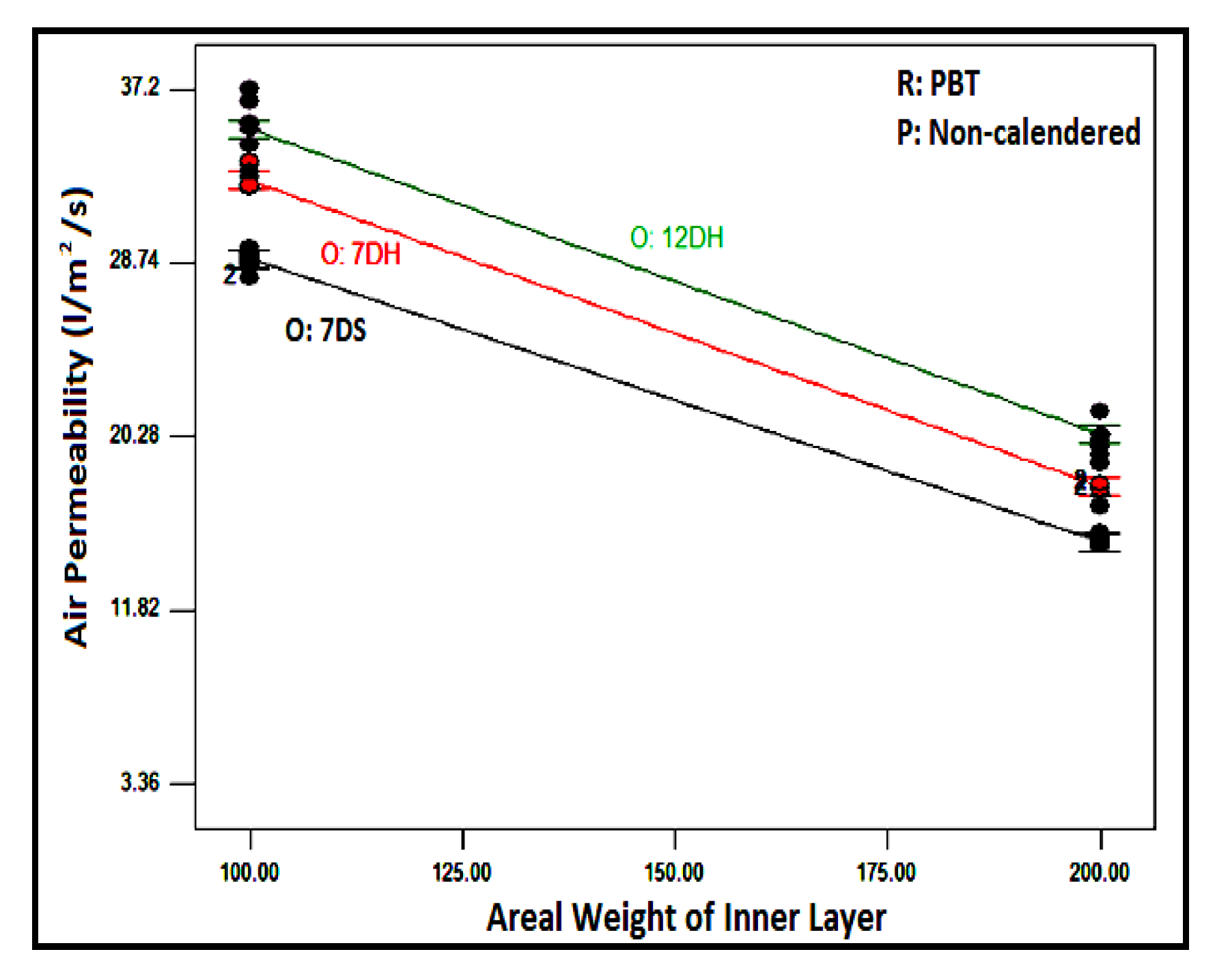
Figure 10.
Relation between raw material of inner layer and sound frequency with composite sound absorption coefficient for composites including 200g/m2 calendered and non-calendered inner layer.
Figure 10.
Relation between raw material of inner layer and sound frequency with composite sound absorption coefficient for composites including 200g/m2 calendered and non-calendered inner layer.
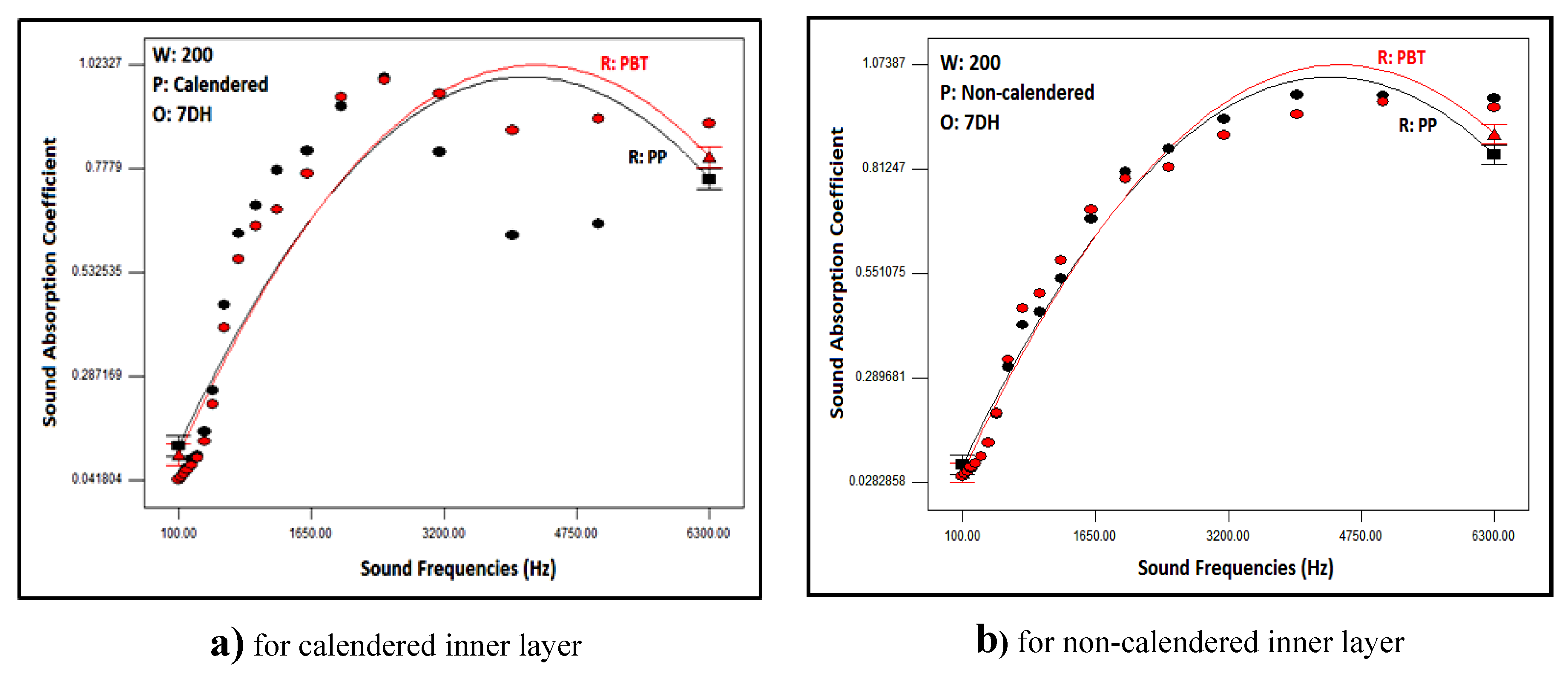
Figure 11.
Relation between outer layer type and inner layer process type with NRC of composites containing PBT based 200g/m2 areal weighted inner layer for different sound frequencies.
Figure 11.
Relation between outer layer type and inner layer process type with NRC of composites containing PBT based 200g/m2 areal weighted inner layer for different sound frequencies.
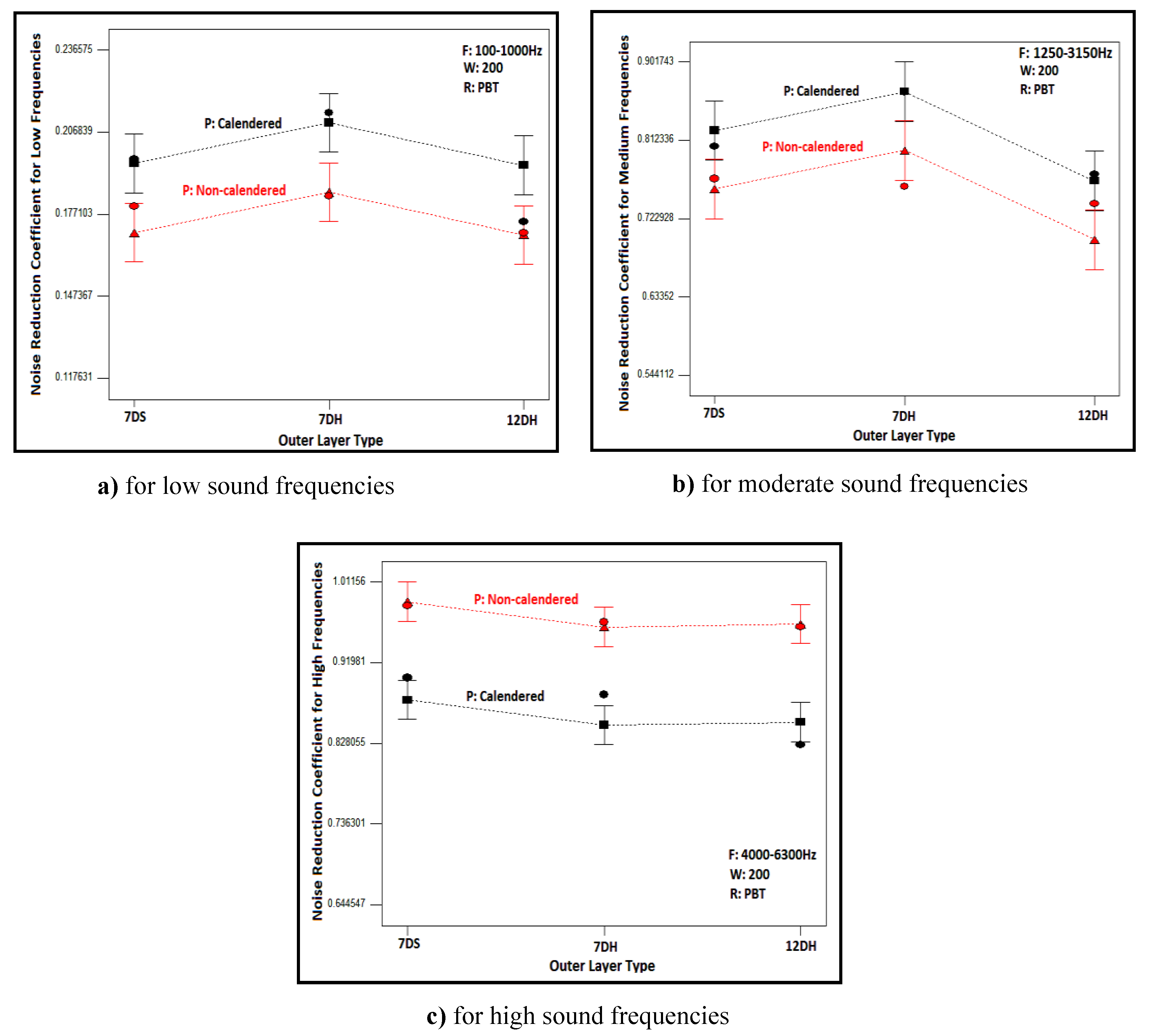
Figure 12.
Relation between areal weight and process type of inner layer with NRC of composites containing PP based inner layer and 7DH outer layer different sound frequencies.
Figure 12.
Relation between areal weight and process type of inner layer with NRC of composites containing PP based inner layer and 7DH outer layer different sound frequencies.
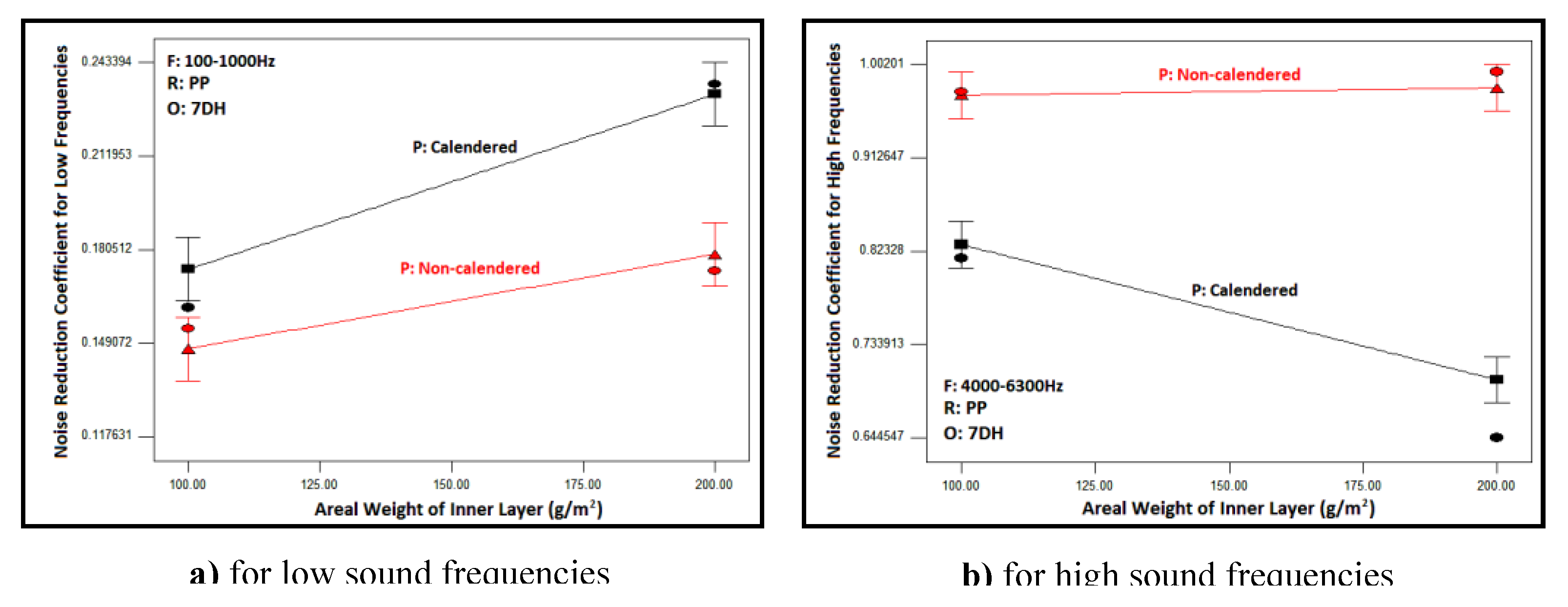
Figure 13.
Relation between raw material and process type of inner layer with NRC of composites containing 200g/m2 areal weighted inner layer and 7DH outer layer for different sound frequencies.
Figure 13.
Relation between raw material and process type of inner layer with NRC of composites containing 200g/m2 areal weighted inner layer and 7DH outer layer for different sound frequencies.
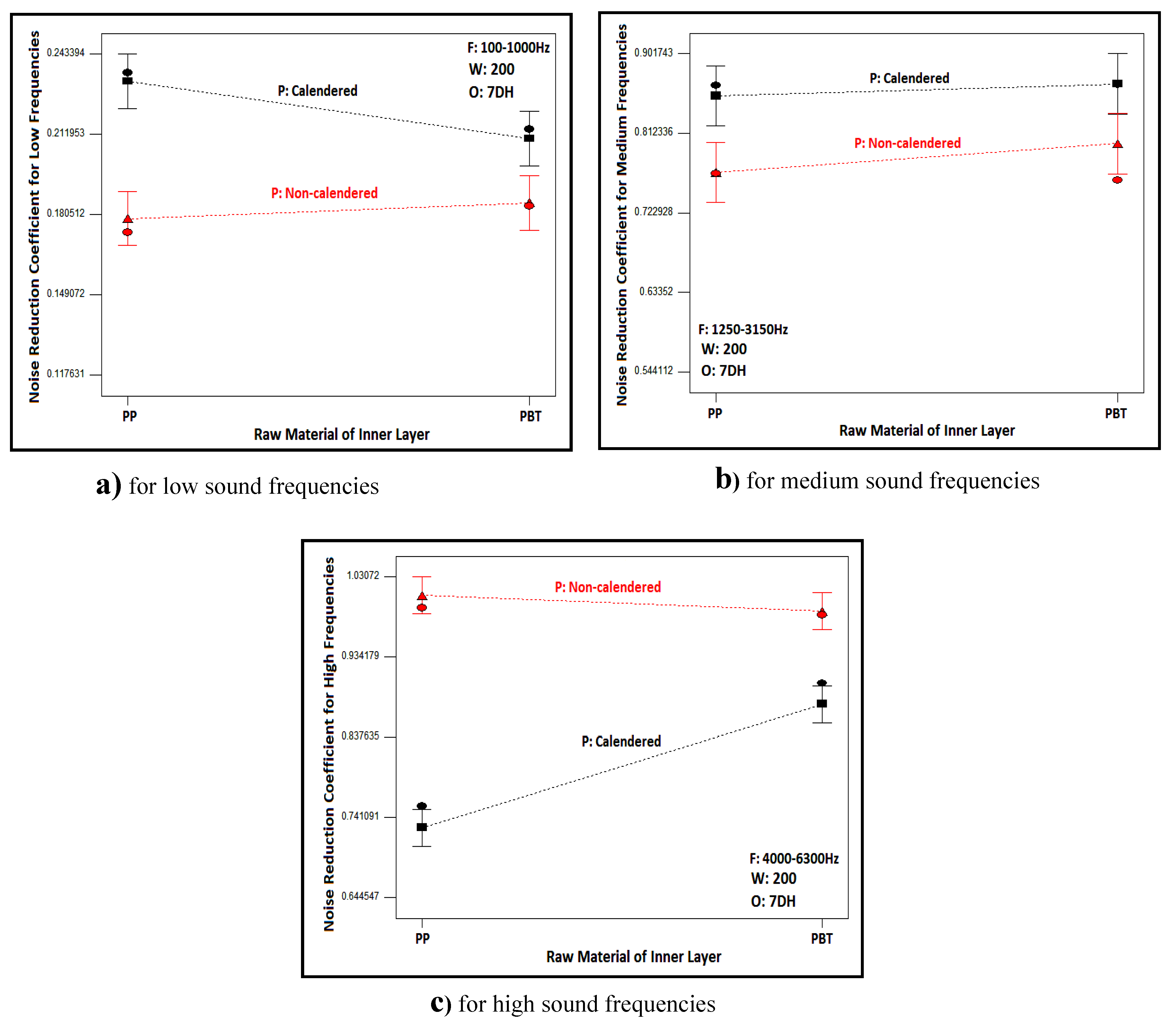
Figure 14.
Comparison of NRC values for different nonwoven composite structures at different sound frequencies.
Figure 14.
Comparison of NRC values for different nonwoven composite structures at different sound frequencies.
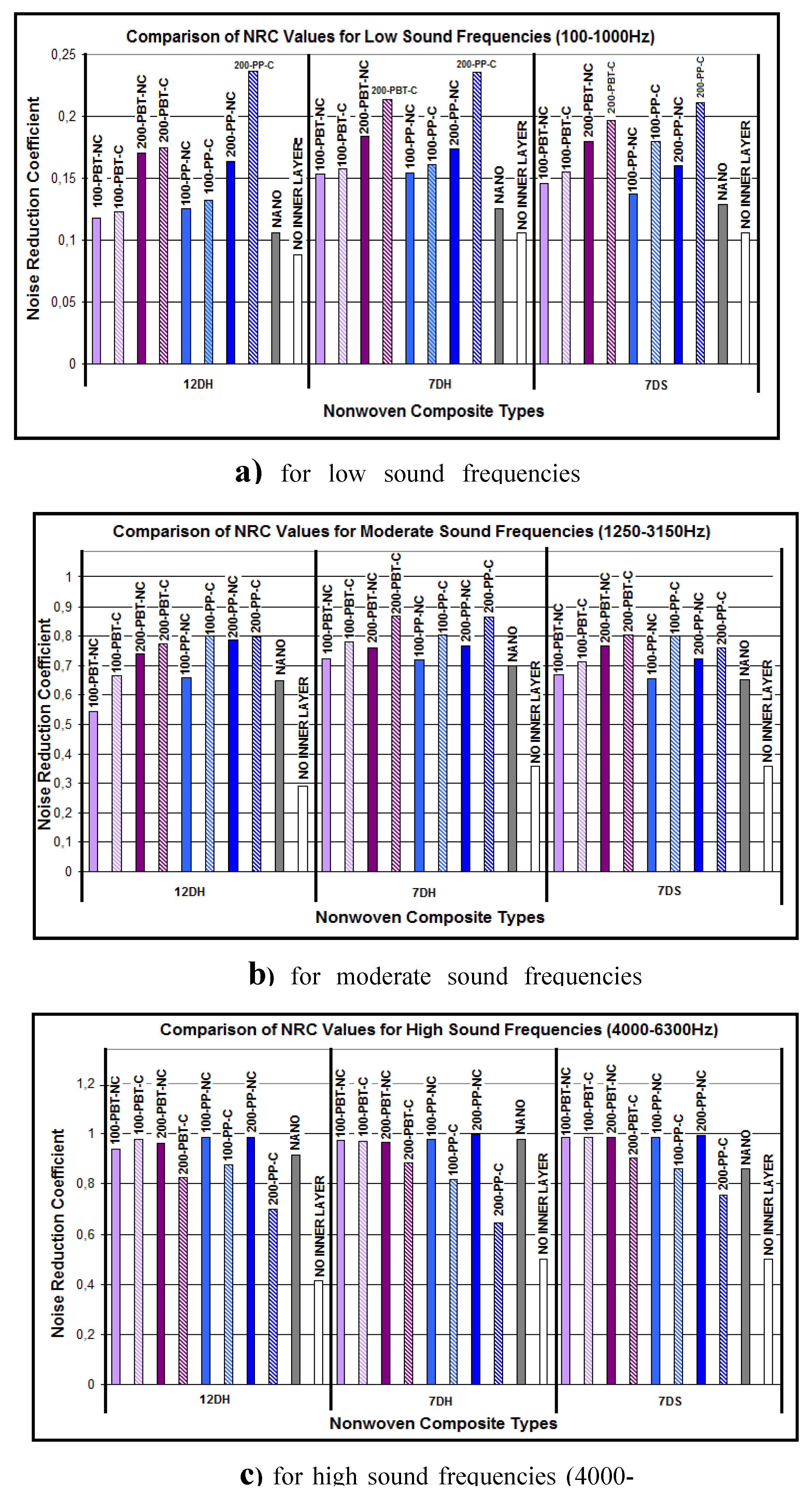
Figure 15.
Relation between thermal resistance of composites and areal weight of inner layer for different outer layer type.
Figure 15.
Relation between thermal resistance of composites and areal weight of inner layer for different outer layer type.
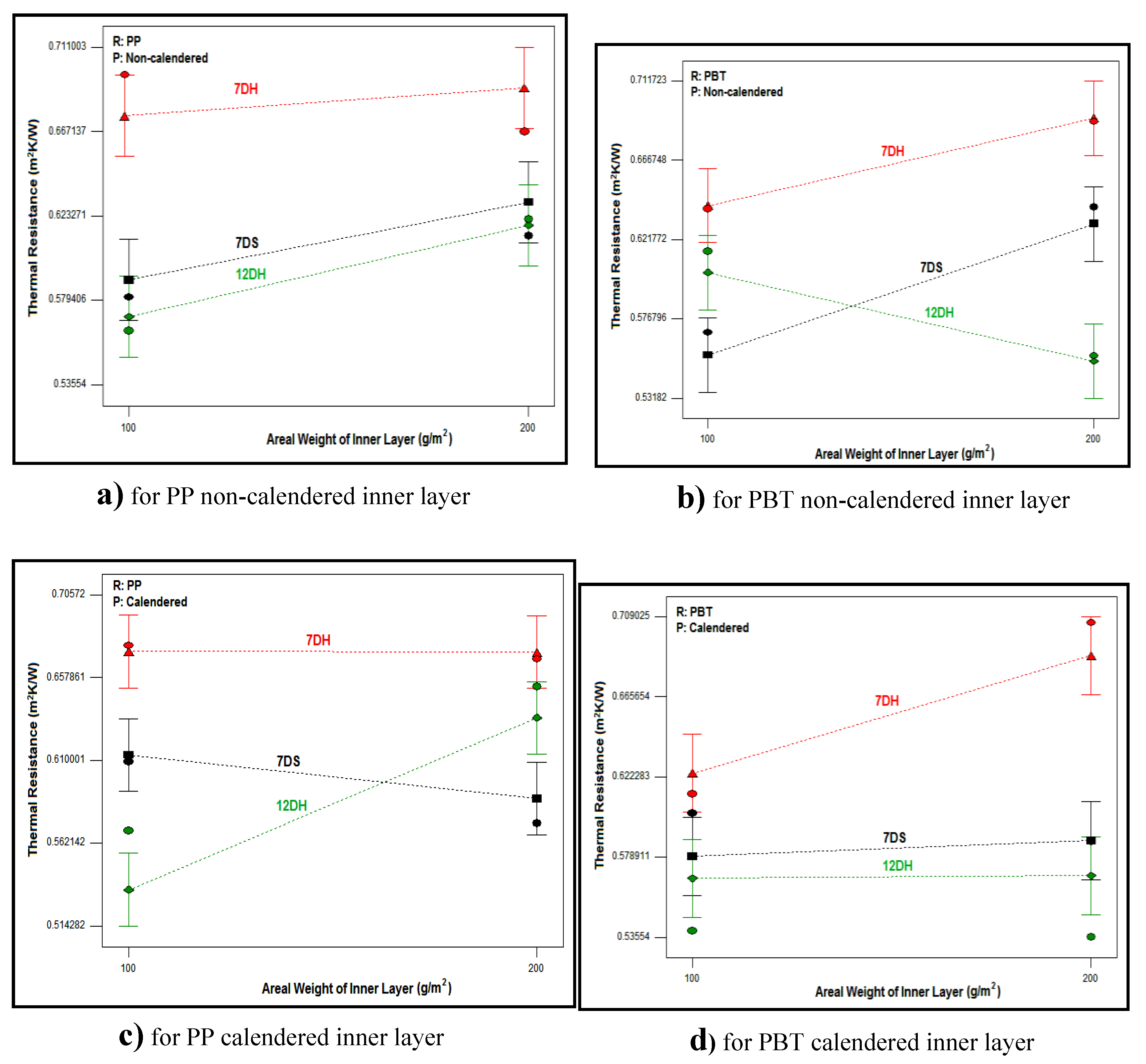
Figure 16.
The surface image of calendered region in calendered different inner layers (100X).
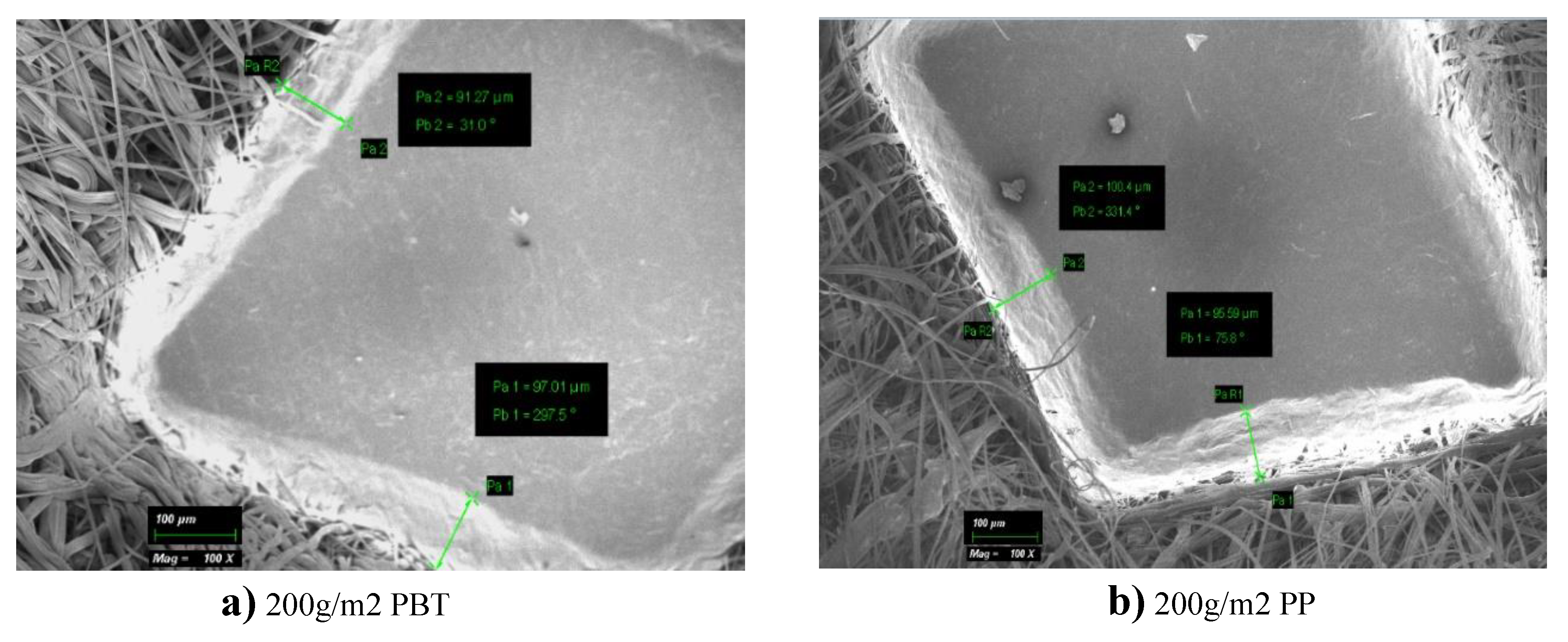
Figure 17.
Relation between thermal resistance of composites and process types of inner layer for different areal weights and raw material type of inner layer.
Figure 17.
Relation between thermal resistance of composites and process types of inner layer for different areal weights and raw material type of inner layer.
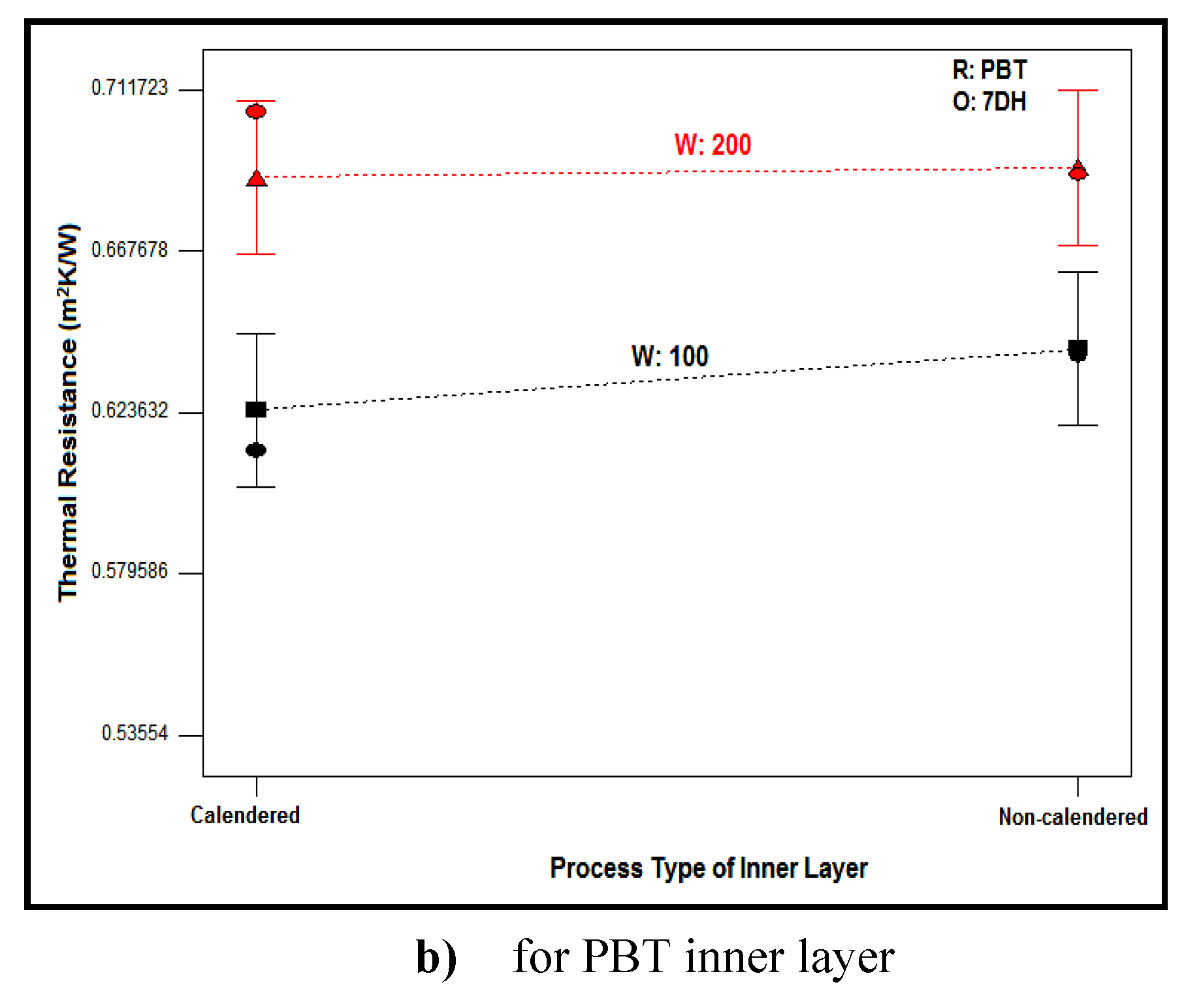

Table 1.
The properties of fibers constituting the thermo bonded outer layers.
| Fiber Type | Linear density (denier) | Length (mm) |
Strength (g/denye) |
Elongation (%) |
Crrimp (Krimp/cm) |
Cross Section (1000X) |
|---|---|---|---|---|---|---|
| 7D Solid r-Pet (7DS) |
6.8 (2.8) |
64.4 (1.3) |
3.6 (2.2) |
63 (2.5) |
3.2 (0.7) |
 |
| 7D Hollow r-Pet (7DH) |
7.3 (4.1) |
64.5 (0.9) |
4.01 (2.6) |
42 (2.4) |
- |  |
| 12D Hollow r-Pet (12DH) |
12.2 (3.3) |
64.3 (0.7) |
3.55 (3.8) |
60.3 (3.7) |
5.1 (0.5) |
 |
| 4D Bicomponent Polyester |
4.2 (2.7) |
51.1 (1.2) |
3.68 (4.1) |
54.15 (3.9) |
2.75 (0.8) |
 |
*The values in pharanthesis shows the CV% values.
Table 2.
Thermo bonded outer layers of composite structures.
| Outer Web Layer |
Content |
|---|---|
| 7DS | % 80 – 7D Solid r-PET and % 20 4D Bicomponent PET |
| 7DH | % 80 – 7D-Hollow r-PET and % 20 4 D Bicomponent PET |
| 12DH | % 80 – 12D Hollow r-PET and % 20 4 D Bicomponent PET |
Table 3.
Inner layers of composite structures.
| Layer Code | Raw material | Manufacturing Process | Target areal weight (g/m2) |
|---|---|---|---|
| PP-NC-100 | Polypropylene | Produced with meltblown technology and non-calendared | 100 |
| PP-NC-200 | Polypropylene | Produced with meltblown technology and non-calendared | 200 |
| PP-C-100 | Polypropylene | Produced with meltblown technology and calendared | 100 |
| PP-C-200 | Polypropylene | Produced with meltblown technology and calendared | 200 |
| PBT-NC-100 | Polybutylene teraftalat | Produced with meltblown technology and non-calendared | 100 |
| PBT-NC-200 | Polybutylene teraftalat | Produced with meltblown technology and non-calendared | 200 |
| PBT-C-100 | Polybutylene teraftalat | Produced with meltblown technology and calendared | 100 |
| PBT-C-200 | Polybutylene teraftalat | Produced with meltblown technology and calendared | 200 |
| N | Polyamide | Electrospun | 8 |
Table 4.
Properties of thermo bonded outer layers.
| Outer Web Layer |
Content | Areal Weight (g/m2) |
Thickness (mm) |
Calculated Bulk Density (g/cm3) |
Calculated Porosity (%) |
Air Permeability (l/m2/s) |
|---|---|---|---|---|---|---|
| 7DS | % 80 – 7D Solid r-PET % 20 4D Bicomponent PET |
200.99 (0.68) |
12.74 (4.57) |
0.0158 | 98.83 | 216.60 (4.5) |
| 7DH | % 80 – 7D-Hollow r-PET % 20 4 D Bicomponent PET |
201.12 (0.55) |
14.72 (4.16) |
0.0137 | 98.99 | 238.00 (4.1) |
| 12DH | % 80 – 12D Hollow r-PET % 20 4 D Bicomponent PET |
201.81 (0.50) |
11.68 (3.86) |
0.0173 | 98.72 | 279.40 (3.3) |
*The values in pharanthesis shows the CV% values.
Table 5.
Properties of inner layers.
| Sample Code | Fiber Fineness (µm) | Areal Weight (g/m2) |
Thickness (mm) | Strength in MD (N) |
Elongation in MD (%) |
Strength in CD (N) |
Elongation in CD (%) |
Calculated Bulk Density (g/cm3) |
Calculated Porosity (%) |
Pore Size (ìm) |
Air Permeability (l/m2/s) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PP-C-100 | 3.87 (7.8) |
102.1 (3.9) |
0.72 (2.3) |
42 (3.5) |
30 (1.9) |
44 (1.2) |
35 (1.8) |
0.159 | 82.344 | 16.5 (5.3) |
4.64 (6.0) |
| PP-C-200 | 4.33 (9.3) |
208.4 (3.6) |
0.87 (2.5) |
110 (2.8) |
30 (2.3) |
60 (3.1) |
40 (2.2) |
0.241 | 73.260 | 15.0 (4.8) |
1.27 (12.6) |
| PP-NC-100 | 6.46 (8.7) |
108.95 (4.3) |
1.24 (4.4) |
18.94 (5.1) |
10.55 (3.8) |
33.83 (4.2) |
28.56 (4.7) |
0.088 | 90.243 | 33.5 (6.2) |
30.08 (5.4) |
| PP-NC-200 | 5.04 (10.3) |
210.43 (5.9) |
2.36 (3.8) |
27.23 (4.9) |
10.32 (4.2) |
61.33 (3.9) |
34.6 (4.1) |
0,089 | 90,093 | 31,5 (5.2) |
21.06 (5.9) |
| PBT-C-100 | 4.97 (8.6) |
99.08 (3.9) |
0.57 (1.9) |
41.30 (2.4) |
50.99 (3.3) |
34.02 (2.9) |
52.94 (2.3) |
0,175 | 87,033 | 23,2 (4.8) |
15.24 (6.6) |
| PBT-C-200 | 7.69 (11.2) |
204.39 (2.3) |
0.80 (2.4) |
74.69 (2.6) |
37.07 (2.8) |
66.10 (2.5) |
45.15 (2.4) |
0,255 | 81,123 | 20,6 (4.4) |
6.07 (12.3) |
| PBT-NC-100 | 4.97 (7.9) |
103.97 (3.9) |
0.63 (3.3) |
9.20 (4.1) |
43.79 (4.9) |
22.59 (4.2) |
38.86 (4.3) |
0,164 | 87,853 | 26,2 (6.3) |
30.62 (5.8) |
| PBT-NC-200 | 6.11 (8.4) |
218.22 (2.9) |
1.26 (2.8) |
20.11 (4.7) |
18.2 (3.9) |
63.39 (3.8) |
68.70 (3.7) |
0,174 | 87,144 | 22,7 (5.9) |
13,06 (9.8) |
| N | 0.19 (10.9) |
8.3 (3.3) |
- | - | - | - | - | - | - | 0.38 (10.2) |
- |
*The values in pharanthesis shows the CV% values.
Table 6.
Summarized ANOVA for thickness and bulk density of composite structures.
| ANOVA for thickness | ANOVA for bulk density | ||||||
|---|---|---|---|---|---|---|---|
| Source | F-value | p-values | Contribution (%) | Source | F-value | p-values | Contribution (%) |
| Model | 130.079 | < 0.0001 | R2 =98.28 | Model | 192,01 | < 0.0001 | R2= 98,82 |
| R | 4.866 | 0.0424 | 0.53 | R | 1,29 | 0.2725 | 0,095 |
| W | 16.138 | 0.0010 | 1.74 | W | 633,85 | < 0.0001 | 46,60 |
| O | 428.750 | < 0.0001 | 92.55 | O | 340,14 | < 0.0001 | 50,02 |
| P | 18.992 | 0.0005 | 2.05 | P | 12,17 | 0.0030 | 0,89 |
| RWO | 6.529 | 0.0085 | 1.41 | RP | 4,90 | 0.0416 | 0,36 |
| Residual | 1,72 | RWP | 11,60 | 0.0036 | 0,85 | ||
| Cor Total | 100 | Residual | 1,18 | ||||
| Cor Total | 100 | ||||||
R: Raw material of inner layer, W: Areal weight of inner layer, O: Type of outer layer, P: Process type of inner layer.
Table 7.
ANOVA table for air permeability of composite structures.
| Source | Sum of Squares |
Degrees of Freedom |
Contribution (%) | Mean Square |
F Value | P > F | Signifiance |
|---|---|---|---|---|---|---|---|
| Model | 10790.99 | 15 | R2= 99.29 | 719.40 | 966.21 | < 0.0001 | Significant |
| R | 277.10 | 1 | 2.55 | 277.10 | 372.16 | < 0.0001 | Significant |
| W | 2277.93 | 1 | 20.96 | 2277.93 | 3059.44 | < 0.0001 | Significant |
| O | 430.25 | 2 | 3.96 | 215.12 | 288.93 | < 0.0001 | Significant |
| P | 6700.44 | 1 | 61.65 | 6700.44 | 8999.23 | < 0.0001 | Significant |
| RW | 275.76 | 1 | 2.54 | 275.76 | 370.37 | < 0.0001 | Significant |
| RO | 4.64 | 2 | 0.04 | 2.32 | 3.12 | 0.0486 | Significant |
| RP | 640.10 | 1 | 5.89 | 640.10 | 859.71 | < 0.0001 | Significant |
| WO | 8.01 | 2 | 0.07 | 4.00 | 5.38 | 0.0060 | Significant |
| WP | 161.40 | 1 | 1.49 | 161.40 | 216.78 | < 0.0001 | Significant |
| OP | 9.35 | 2 | 0.09 | 4.67 | 6.28 | 0.0027 | Significant |
| RWP | 6.03 | 1 | 0.06 | 6.03 | 8.09 | 0.0054 | Significant |
| Residual | 77.43 | 104 | 0.71 | 0.75 | - | - | |
| Cor Total | 10868,43 | 119 | 100 | - | - |
Table 8.
ANOVA for sound absorption coefficient of composite structures in all sound frequencies.
| Source | Sum of Squares |
Degrees of Freedom |
Contribution (%) | Mean Square |
F Value | P > F | Signifiance |
|---|---|---|---|---|---|---|---|
| Model | 54.01 | 10 | R2= 94.79 | 5,40 | 803.6 | < 0.0001 | Significant |
| R | 0.0007 | 1 | 0.001 | 0,0007 | 0.1 | 0.7474 | Not significant |
| W | 0.16 | 1 | 0.28 | 0,16 | 23.6 | < 0.0001 | Significant |
| P | 0.03 | 1 | 0.05 | 0.03 | 4.3 | 0.0384 | Significant |
| O | 0.07 | 2 | 0.13 | 0.035 | 5.4 | 0.0050 | Significant |
| F | 42.45 | 1 | 74.50 | 42.45 | 6315.4 | < 0.0001 | Significant |
| F2 | 11.20 | 1 | 19.66 | 11.20 | 1666.2 | < 0.0001 | Significant |
| RF | 0.05 | 1 | 0.08 | 0.05 | 6.8 | 0.0094 | Significant |
| WF | 0.09 | 1 | 0.15 | 0.09 | 12.7 | 0.0004 | Significant |
| PF | 0.19 | 1 | 0.34 | 0.19 | 28.6 | < 0.0001 | Significant |
| Residual | 2.97 | 442 | 5.21 | 0.007 | - | - | - |
| Cor Total | 56.98 | 456 | 100 | - | - | - | - |
Table 9.
Summarized ANOVA for NRC in low, medium and high frequencies.
| NRC for Low Frequencies (100-1000Hz) | NRC for Medium Frequencies (1250-3000 Hz) | NRC for High Frequencies (4000-6300 Hz) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | F Value |
P > F | Contribution (%) | Source | F Value | P > F | Contribution (%) | Source | F Value | P > F | Contribution (%) |
| Model | 21.47 | < 0.0001 | R2= 93.25 | Model | 16.06 | < 0.0001 | R2= 95.43 | Model | 47,25 | < 0.0001 | R2= 95,39 |
| R | 3.37 | 0.0879 | 1.63 | R | 8.33 | 0.0162 | 3.81 | R | 37,98 | < 0.0001 | 10,95 |
| W | 109.47 | < 0.0001 | 52.82 | W | 58.33 | < 0.0001 | 26.66 | W | 33,93 | < 0.0001 | 9,78 |
| P | 34.04 | < 0.0001 | 16.42 | P | 63.16 | < 0.0001 | 28.87 | P | 147,00 | < 0.0001 | 42,39 |
| O | 9.79 | 0.0022 | 9.44 | O | 16.52 | 0.0007 | 15.10 | O | 2,98 | 0.0792 | 1,72 |
| RP | 10.30 | 0.0063 | 4.97 | RW | 9.40 | 0.0119 | 4.29 | RP | 63,76 | < 0.0001 | 18,39 |
| WP | 9.223 | 0.0089 | 4.45 | RO | 7.59 | 0.0099 | 6.94 | WP | 42,14 | < 0.0001 | 12,15 |
| WO | 3.64 | 0.0533 | 3.51 | WP | 5.54 | 0.0404 | 2.53 | Residual | - | - | 4,61 |
| Residual | 6.75 | WO | 3.17 | 0.0858 | 2.89 | Cor Total | - | - | 100 | ||
| Cor Total | 100 | WPO | 4.74 | 0.0356 | 4.33 | - | - | - | - | ||
| - | - | - | - | Residual | - | - | 4.57 | - | - | - | - |
| - | - | - | - | Cor Total | - | - | 100 | - | - | - | - |
Table 10.
ANOVA table of thermal resistance of nonwoven composites.
| Source | Sum of Squares |
Degrees of Freedom |
Contribution (%) | Mean Square |
F Value | P > F | Signifiance |
|---|---|---|---|---|---|---|---|
| Model | 0.052 | 9 | R2= 88.94 | 0.006 | 12.51 | < 0.0001 | Significant |
| R | 0.002 | 1 | 2.87 | 0.002 | 3.64 | 0.0772 | Not significant |
| W | 0.004 | 1 | 6.16 | 0.004 | 7.80 | 0.0144 | Significant |
| O | 0.035 | 2 | 60.13 | 0.0175 | 38.06 | < 0.0001 | Significant |
| P | 0.0006 | 1 | 0.98 | 0.0006 | 1.23 | 0.2853 | Not significant |
| RWO | 0.007 | 2 | 12.65 | 0.0035 | 8.02 | 0.0048 | Significant |
| WOP | 0.004 | 2 | 6.15 | 0.002 | 3.89 | 0.0454 | Significant |
| Residual | 0.007 | 14 | 11.16 | 0.0005 | - | - | - |
| Cor Total | 0.059 | 23 | 100 | - | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



