
Submitted:
27 December 2023
Posted:
29 December 2023
You are already at the latest version
Abstract
Contacting bodies in extreme environments are prone to severe wear and failure due to friction and seizure, which are associated with significant thermal and mechanical loads. This phenomenon greatly impacts the economy since most essential components encounter these challenges during machining, an unavoidable step in most manufacturing processes. In machining, stress can reach 4 GPa, and temperatures can exceed 1000 °C at the cutting zone. Severe seizure and friction are the primary causes of tool and workpiece failures. Liquid lubricants are popular in machining for combatting heat and friction; however, concerns about their environmental impact are growing, as two-thirds of the 40 million tons used annually are discarded and they produce other environmental and safety issues. Despite their overall efficacy, these lubricants also have limitations, including ineffectiveness in reducing seizure at the tool/chip interface and susceptibility to degradation at high temperatures. There is therefore a push towards solid lubricants, which promise a reduced environmental footprint, better friction management, and improved machining outcomes but also face challenges under extreme machining conditions. This research aims to provide a thorough insight into solid lubricant use in machining, discussing their mechanisms, effectiveness, constraints, and potential to boost productivity and environmental sustainability.
Keywords:
Lubricants
; solid lubricants
; extreme conditions
; machining
1. Introduction
Machining, the manufacturing process by which material is removed from a workpiece, stands out as a key manufacturing process, constituting a substantial portion of the overall production costs in many countries. Almost all high-value manufactured products feature a machined component, either integrated into the final product or used in their production. For example, machining is commonly used for manufacturing molds and dies.
Cutting fluids have been heavily used in machining operations, particularly when working with difficult-to-cut materials, during which extreme conditions of heat, exceeding 1000 °C, and stresses up to 4 GPa, are experienced. Cutting fluids serve a dual purpose in machining by acting as both coolants and lubricants to mitigate the negative effects of heat and friction generated during the material removal process.
Cutting fluids have been heavily used in machining operations, particularly when working with difficult-to-cut materials, during which extreme conditions of heat and stress are experienced. Cutting fluids serve a dual purpose by acting as both coolants and lubricants to mitigate the negative effects of heat and friction generated during the material removal process using cutting tools.
Cutting fluids are primarily employed for their cooling effect, for reducing tool wear, and for improving the quality of machined parts [1,2]. They can be effective to some degree in reducing friction in machining within the sliding zone at the tool/chip interface, yet they have minimal impact on preventing seizure in machining. This is primarily because they are unable to penetrate the seizure zone within the contact area, often referred to as the sticking zone [3]. Seizure occurs when the actual contact area between interacting bodies within this sticking region closely matches the apparent contact area across a significant portion of the tool/chip contact region. This phenomenon directly impacts the tool, triggering multiple wear mechanisms that result in tool damage and, ultimately, failure. Chipping and premature tool failure are common outcomes. Damage is not restricted to the tool; it also significantly affects the quality of the machined surface by altering subsurface properties.
Other vital considerations when using cutting fluids are the environmental, health, and safety effects of these substances. One of the main modern concerns about the use of cutting fluids is their environmental footprint and impact [4]. Based on a study conducted in 2005, the consumption of lubricants in machining was reported to be nearly 38 million metric tons, with an estimated growth of 1.2% over the following decade. The lubricants under consideration have been in use since 1920, primarily by companies in the petroleum industry [5]. Another study reveals that a minimum of 66.67% of cutting fluids must be disposed of after the machining process, potentially posing health and environmental risks throughout their life cycle. [6]. Disposal is often very expensive, and its risks include the possibility of contaminating water and soil as well as food and agricultural products [7]. According to several studies, a significant proportion of occupational illnesses encountered by operators, roughly estimated at 80%, can be attributed to skin exposure to cutting fluids. Exposure of this nature may arise due to irritants or allergic responses. Moreover, the microorganisms existing in water-based cutting fluids have the potential to produce microbial toxins which can result in these types of skin illnesses [8,9].
In response to the aforementioned concerns, tribologists and scholars are actively studying various options aimed at reducing dependence on cutting fluids to address these issues. These alternatives include synthetic lubricants, solid lubricants, and lubricants derived from natural sources like vegetables, all recognized as some of the most promising options [1]. Researchers have conducted numerous studies to investigate various lubrication strategies, encompassing the use of vegetable oils alongside standard solid lubricants and methodologies, such as minimum quantity cooling (MQC) and near dry or minimum quantity lubrication (MQL), to reduce reliance on water or oil-based lubricants. These methodologies were primarily developed for machining difficult-to-cut materials, such as superalloys [10].
There has been a significant shift towards using solid lubricants for machining to reduce dependence on conventional coolants and lubricants. Solid lubricants were initially developed and evaluated in the 1940s and their effectiveness was demonstrated. Since then, there has been a growing preference for their application. The increasing global awareness of environmental concerns and consumer preferences for eco-conscious products has driven industries to reduce their reliance on traditional cutting fluids, making solid lubricants an increasingly favoured choice [11,12].
From a technical standpoint, to emphasize the preference for solid lubricants in machining, it is crucial to consider that lubricants in machining operations are exposed to, and therefore required to withstand extreme conditions. These conditions include significant temperature fluctuations, corrosive environments, high velocities, and heavy loads. Although gas and liquid lubricants have been proposed as suitable solutions in high-temperature settings, their ability to endure temperatures beyond 350°C is limited. In contrast, solid lubricants have demonstrated resilience in temperatures as high as 1000°C, rendering them an attractive choice for high-temperature lubrication applications. Furthermore, solid lubricants demonstrate significant thermal stability, making them suitable for use in challenging operating conditions. It is worth mentioning that their low elasticity and tendency to evaporate less reduce the need for frequent reapplications. Solid lubricants have shown effectiveness at reducing friction and abrasion, contributing to improved equipment performance and longevity, and have anti-seizure properties [10,13].
Given their ability to overcome the limitations and complications associated with traditional lubrication techniques, solid lubricants have attracted a lot of attention recently, with an emphasis on their applications in the demanding machining industry. Our goal in writing this review paper is to give readers a thorough understanding of the underlying principles behind, and numerous uses of solid lubricants in machining operations. Additionally, we aim to provide a comprehensive analysis of the current state of research in this field while also revealing upcoming advances that have the potential to influence its future.
2. Solid Lubricants: Classification, Types, and Machining Applications
There are several classifications for solid lubricants in the literature. The most general one is organic (which includes polymer-based materials such as polyimide and polytetrafluoroethylene) or inorganic (which includes substances such as MoS2 and graphite, soft metals, metal oxides, nitrides, and hBN-based lubricants).
Organic and inorganic lubricants can be further broken down into different operating temperatures as depicted in Figure 1. Given that organic solid lubricants are often polymer-based, they have not been considered practical solutions for demanding, high-temperature machining setups. Organic polymers are better adapted for cryogenic environments (as low as -269 ˚C under vacuum conditions), making them less suitable for machining conditions distinguished by high temperatures and harsh conditions [14]. As shown in Figure 1, inorganic solid lubricants have a far wider working temperature range than organic solid lubricants, allowing them to tolerate heat and making them suitable for machining-like environments [15].
Soft metals were recently introduced by Aramesh as solid lubricants in machining. While soft metals have traditionally been used as solid lubricants, particularly in engine bearings, their performance has been constrained by their melting point [16]. However, Aramesh discovered that specific soft metals can serve as effective solid lubricants when coated on the tool. This application proves particularly beneficial in reducing seizure when machining difficult-to-cut materials, a situation in which temperatures surpass the melting point of these soft metals. Taking into consideration this new class, the temperature range for soft metals has been modified in Figure 1 to accommodate higher ranges, as initially suggested by [15].
2.1. High-temperature solid lubricants used in machining
The most common classification system for high-temperature solid lubricants is based on their chemical composition, as depicted in Figure 2. These categories include carbon-based materials (graphite, and DLC), transition metal dichalcogenide compounds (MoS2, WS2, etc.), oxide solid lubricants (B2O3, TiO2, etc.), alkaline earth lubricants (CaF2, BaF2, etc.), and soft metals (Au, Ag, Pb, etc.).
The purpose of this review paper is to provide readers with a thorough grasp of high-temperature solid lubricants and their applications in extreme conditions, particularly in processes such as machining. The paper will start by introducing the primary categories of these solid lubricants used in machining operations, summarizing their properties, mechanisms, and common applications. The review will then synthesize their use in typical machining processes such as turning, milling, grinding, and drilling as well as relevant research projects associated with each machining technique. The paper will also consolidate the documented effects of various lubricant types on key machining factors such as wear rate and machining forces, while considering different machining parameters.
2.1.1. Carbon-based lubricants
2.1.1.1. Graphite
Graphite, a solid lubricant belonging to the category of laminar solids, is made up entirely of carbon atoms. These atoms form a hexagonal lattice, arranging themselves into layers loosely held together by covalent bonds. This structure, with the hexagonal shapes aligned in parallel basal planes slightly offset from each other, is crucial for graphite's exceptional lubrication qualities. Its lubrication mechanism is dependent on the ease with which these basal planes slide over one another, placing it among the most frequently used solid lubricants known for their low friction coefficients, as illustrated in Figure 3 [17,18].
There are two primary types of graphite: natural and synthetic. Each type includes various forms, such as crystalline flake, amorphous, and lump graphite. Synthetic graphite is noted for its cleanliness and lubricity, qualities that are on par with high-quality natural graphite. This versatility and efficiency in reducing friction make graphite an invaluable material in various industrial applications. Its self-lubricating and dry-lubricating capabilities find applications in several industrial contexts. Recent research suggests that the presence of an adsorbed film of water vapour or other gases at the interface of graphite layers plays a crucial role in enhancing its lubricating properties and promoting a loose inter-laminar connection between the sheets [1].
To achieve the desired low-shear strength needed as a solid lubricant, graphite relies on absorbing substances like air, oxygen, moisture, or hydrocarbon vapours. However, this requirement limits its use in vacuum environments or at high altitudes [18].
Berman et al. [19] performed tribological tests on graphite powder in humid air and dry nitrogen conditions. Their results demonstrated that graphite powder did not work well in dry nitrogen conditions as it showed high friction and great wear losses. The intercalation of water molecules between the graphite sheets, which facilitates easy graphite shearing and little friction, is the cause of this phenomenon.
Graphite is known for its outstanding thermal conductivity, measured at 470 W/mK. This excellent thermal behaviour stems from the swift movement of phonons across its densely bonded planes. Having such a property makes it well suited for many high-temperature uses, especially in machining scenarios, which are the main subject of this review paper. In contrast to other solid lubricant materials like MoS2, oxygen and water vapour in the air promote the inter-laminar shearing of graphite crystals, demonstrating its lubricity. It is worth noting, though, that graphite undergoes oxidation at 400°C producing CO and CO2 at temperatures exceeding 500°C. Consequently, graphite is most often employed in applications involving medium-range temperatures, like low-speed machining processes, or light metal cutting conditions, like soft material cutting. Nevertheless, there are methods available to enhance the oxidation resistance of graphite, such as doping it with elements like W, Re, Mo, Nb, Hf, and Ti. These additives can effectively improve its performance in high-temperature environments [13].
The coefficient of friction (CoF) of graphite has been measured in many attempts. For instance, in one study researchers showed the CoF of graphite is about 0.1 at a temperature below 100°C [20]. However, this coefficient increases to about 0.4 within the temperature range of 100°C to 425°C. Peace et al. [21], in a separate study, suggested that graphite can maintain its lubricity even under oxidizing conditions, demonstrating effectiveness up to temperatures of 600°C. Moreover, it can serve as a lubricant at elevated temperatures, extending from 1100°C to 1200°C. This is particularly applicable, for instance, in metal forming processes, provided that a continuous refill of graphite is feasible. Graphite can be used in two forms: either as a dry powder or, more commonly, as a suspended dispersion in oils and greases. Furthermore, graphite-based composites containing MoS2, metals, and metal oxides have found diverse beneficial industrial applications [13].
2.1.1.2. Diamond-Like Carbon (DLC)
Diamond-like carbon (DLC) is a versatile and sophisticated coating material that has received a lot of interest due to its remarkable physical and chemical properties. DLC is made of amorphous carbon and has a structure that incorporates parts of diamond and graphite (Figure 4). Despite the lack of a crystalline structure, DLC has a high elastic modulus and hardness level (over 10-90 GPa), making it very resistant to abrasion and wear. This unusual combination of hardness and flexibility leads to its efficacy in a variety of applications [22].
Even with its impressive characteristics, DLC is constrained by two notable limitations: its thin films often generate significant compressive stress, and it lacks mechanical toughness, making it prone to delamination. Hydrogenated DLCs are those that contain hydrogen. DLCs can also be doped with various lightweight elements, such as nitrogen, silicon, and silicon oxide, as well as transition metals, such as Cr, W, and Ti, to improve hardness, reduce friction, and improve adhesion. DLC coatings can be deposited using chemical vapour deposition (CVD) or physical vapour deposition (PVD), resulting in a thin, adherent film on substrates such as metals, ceramics, or polymers [22,23,24].
The CoF for DLCs can vary between 0.05 and 0.2 at room temperature, depending on environmental conditions and the composition of the DLC [24]. The functionality of DLC films at elevated temperatures is greatly influenced by their composition and structure. Hydrogen and water vapour play crucial roles in shaping the high-temperature performance of these films. Dehydrogenation of hydrogenated DLC films causes structural changes in the coating, compromising its overall functionality. H-DLC films can tolerate temperatures as high as 250°C. For hydrogen-free DLC films, the desorption of water vapour has a detrimental effect on their friction and wear performance when they are exposed to high temperatures, which makes them effective only up to approximately 100°C [22,24,25]. They are, however, still good candidates as solid lubricants in tribological systems. In a compression-spin test, silicon-doped DLC and hydrogenated DLC were evaluated against various low-wear, low-friction coatings between room temperature and 700°C. At test temperatures of 500°C and 700°C (the maximum sliding distance before failure), DLC performed the best out of all the coatings [24]. Adding dopants such as Si, Cr, Ti, and W can improve the tribological properties of DLC coatings at elevated temperatures [24,26,27,28]. In one study, silicon-containing DLC (Si-DLC), performed better than DLC by enhancing thermal stability and halting oxidation at high temperatures [26]. In another study, at temperatures below 200°C, a Ti-H-DLC coating applied to a WC-Co substrate reduced the system's running-in and steady-state CoF when in contact with an aluminum surface [27].
DLC coatings are one of the preferred candidates for solid lubrication of the cutting zone in machining processes. DLC coatings, when applied to cutting tools, can reduce wear and improve tool life by providing a hard, wear-resistant, low-friction film on the tool.
2.1.2. Transition metal dichalcogenide compounds (TMDs)
Molybdenum Disulfide (MoS2)
Molybdenum disulfide (MoS2), classified as a laminar solid lubricant, is an inorganic compound with structural and physical features similar to graphite. It demonstrates remarkable chemical stability. The compound's molecular configuration, schematically illustrated in Figure 5, is such that a central molybdenum atom is bonded to two sulfur atoms, forming the disulfide aspect of the molecule. Structurally, MoS2 is defined by its stratified composition, where each stratum is a molybdenum atom layer flanked by dual layers of sulfur atoms. This configuration, like that of graphite, is stabilized by weak van der Waals forces between the layers [29]. These forces facilitate the layers' ability to glide over one another with ease, a feature instrumental in MoS2's efficacy as a solid lubricant. Consequently, MoS2 proves to be an exceptional choice as a solid lubricant for high-temperature applications, offering enhanced performance and durability in challenging operating conditions. Contrary to graphite, MoS2 is recognized as an effective lubricant in vacuum environments and does not necessitate the adsorption of vapours to enhance its lubrication properties [30].
The average CoF for unaltered MoS2 stands at approximately 0.08 at ambient temperatures and remains stable up to 300°C. Under vacuum conditions, MoS2 maintains adequate lubrication capabilities to approximately 1000°C, with this performance being influenced by various elements like sliding velocity, applied load, and operational conditions [31].
The thermal conductivity of MoS2 depends on its physical form, encompassing bulk layered or nanostructured varieties. This variability is crucial to consider, as it significantly influences the material's thermal behaviour. Furthermore, the methodology employed in measuring thermal conductivity also plays a pivotal role in determining the reported values. Empirical evidence suggests that the thermal conductivity of MoS2 at room temperature is approximately 34.5 ± 4W/mK, which is lower than that of graphite. [1].
MoS2 can be applied through several techniques, such as by putting it as a dry powder directly onto surfaces or incorporating it into oils. The most straightforward approach involves applying them as coatings. Despite lacking chemical or physical integration with the substrate, these coatings are capable of adhering to a wide range of substrates through either mechanical or molecular mechanisms [39].
The characteristics of MoS2 greatly improve its usefulness as a solid lubricant, especially in its function as an anti-friction layer for plastic extrusion operations. Theefficacy of MoS2 in reducing friction and wear has prompted its extensive testing and application in various industrial scenarios. Currently, there is growing interest in the application of MoS2 coatings in diverse fields, notably in stamping operations and in the lubrication of automotive spline gears [40]. They are now being increasingly used as solid lubricants, either in its pure form or in combination with other solid lubricants like graphite; machining applications will be provided in the next section.
2.1.3. Oxides
Boric Acid (H₃BO₃)
Boric acid, also known as orthoboric or boracic acid (H₃BO₃), is another solid lubricant with exceptional lubrication capabilities. As a hydrate of boric oxide (B₂O₃), it transforms into a laminar solid upon hydration, contributions to its enhanced performance as a solid lubricant. In the machining industry, H₃BO₃ particularly valued not only for its cost-effective disposal but also for its environmental compatibility since it is not classified as a pollutant. It has been further reported that boric acid hydrates to boric oxide at temperatures exceeding 170°C and soften at around 400°C, contributing to its low coefficient of friction [41].
Figure 6 represents the molecular structure of boric acid, which has a boron atom in the centre that is covalently connected to three hydroxyl groups. Each of these hydroxyl groups is attached to the boron atom, forming a trigonal planar geometry around the boron. During the crystallization of boric acid, its crystal structure is characterized by van der Waals interactions that facilitate cohesion between layers. Within the layers, the molecular integrity is upheld by hydrogen bonds, which in terms of bonding strength, are comparable to covalent bonds. Boric oxide exhibits a softening behaviour at approximately 400°C under atmospheric pressure, leading to the formation of a film on the applied surface. The film generated by boric oxide is characterized by its low shear strength, attributable to the presence of hydrogen bonds. This results in a reduced CoF, which is reported to be 0.08–0.2 in a humid environment [28], facilitating the easy sliding interaction between contacting surfaces and, consequently, diminishing friction [1].
In a study comparing tool temperatures in scenarios involving boric acid, dry machining, and the use of cutting fluids, a notable difference was observed between using boric acid and dry machining. Nevertheless, the difference between applying boric acid and using cutting fluids was found to be minimal. Boric acid use can, however, be justified by its environmental benefits [42].
2.1.4. Alkaline Earth
Calcium Fluoride (CaF2)
Calcium fluoride (CaF₂) has also been used as a solid lubricant in several industrial applications. It features a high melting point, approximately 1418°C, which results in its high thermal stability, making it useful for the extreme conditions found in aerospace engineering and machining applications. Furthermore, CaF₂ has a low shear strength and is chemical inert. The CoF for CaF₂ generally falls between 0.4 and 0.6 at 400 °C. CaF₂ may display no lubricating effect and remain brittle at low temperatures, but it undergoes a significant transition when subjected to temperatures exceeding 400–500 °C. During this transition, CaF₂ shifts from a brittle to a ductile state, becoming softer and more pliable, thus offering effective lubrication. Its laminar structure, characterized by a hexagonal pattern in each plane, further contributes to its lubricating properties [43,44]. These planes are interconnected by weak forces that, at temperatures above 400–500°C, shear easily, contributing to its lubricating capabilities as shown in Figure 7. The minimal water solubility of CaF₂, coupled with its resistance to radiation, categorizes it as a safe material for use in environments exposed to radiation. The CoF of CaF2 is around 0.4-0.6 at 400°C, but it drops to 0.1-0.3 at temperatures above 400°C.
2.1.5. Soft Metals
Soft metals such silver (Ag) and gold (Au), nickel (Ni) zinc (Zn), lead (Pb), and tin (Sn) have been used as solid lubricants mostly in engine bearings; however, their applications have been limited to temperatures below their melting points and, except in a few research studies, and a recent discovery in machining, they have never been applied at extreme conditions including temperature above their melting points.
Their lubricating properties are attributed to their relatively low shear strength and exceptional thermal conductivity [49]. In general, the primary mechanisms of lubrication in soft metals involve the creation of a shear-simple tribo-layer and an increase in ductility. Soft metals possess several key characteristics. Firstly, their face-centred cubic (FCC) phase structure grants them isotropy within the crystalline lattice. This isotropy is responsible for their highly viscous and fluid-like lubricating behaviour. Secondly, the low shear strength of soft metals facilitates easier interior slip, which contributes to their intriguing self-repairing nature [46]. Additionally, soft metals exhibit a low evaporation rate, enabling them to operate effectively across a wide temperature range [47].
As mentioned above, despite their notable characteristics and benefits, their application has been limited by their melting point. For very limited applications, it is suggested that soft metals can be used at high pressures or high temperatures above their melting point to take advantage of their lubricating properties. However, they have not been reported to be very effective at reducing friction. They have been found to be effective as long as they are not broken down or worn out under high pressures, and they can stay and spread over the surface and wet it when applied in a molten state.
Recently Aramesh showed that selective soft metals can be used as dual-functioning solid lubricants in extreme conditions experienced in machining operations, acting mainly as in-situ lubricants while providing high wear resistance.
Contrary to popular belief, it was found that the low melting point of the metallic material was favorable to the cutting process because, when molten, the fluid material reduced the contact pressure, especially at the running-in-stage; it filled the cracks and prevented them from propagating [16,43]. One would expect that the soft material would be pushed aside during the cut; however, since it was placed right at the contact zone as an adhered layer on the tool, results showed that the material stayed on the contact zone well until the end of life and protected the tool from failure. TEM and XPS results also showed that through chemical reactions, layers of hard, wear-resistant, and thermal barrier films were formed at the interface, which acted mainly as coatings protecting the tool from failure. The related literature is listed in the section below [44].
3. Exploring Solid Lubricants in Machining
Machining is considered one of the fundamental and most widely used manufacturing processes and spans many industries, including automotive, aerospace, energy, biomedical, and consumer products, enabling manufacturers to create parts and components with high precision and accuracy. The main machining processes involved are turning, milling, grinding, and drilling. These operations work via the controlled removal of material from a workpiece to shape it into the desired form, size, or surface finish. Understanding the characteristics and applications of each machining operation is crucial for selecting the appropriate lubricating method to efficiently address friction and high temperature. Therefore, it is essential to familiarize ourselves with the fundamental differences between these key processes. Additionally, exploring studies that have examined different types of solid lubricants and their effects on the machining process can provide valuable insights into how to enhance and optimize machining operations.
In this section, different types of machining processes—turning, milling, grinding, and drilling—are briefly explained. We have also reported how researchers have attempted to apply various types of solid lubricants and assess their impact on important machining parameters. The reports are provided in a chart for each machining process. By exploring the relevant research, we aim to provide a comprehensive understanding of how solid lubricants can play a significant role in improving machining efficiency and product quality.
3.1. Turning
Turning is one of the most prevalent operations in manufacturing, particularly when producing cylindrical shapes and components. It involves using single-point tools which remain in continuous contact with the rotating workpiece. As the workpiece rotates, the tool's movement in the feed direction leads to material removal. In turning operations, friction and heat generated at the cutting zone are the main issues, especially when machining difficult-to-cut materials. These problems can significantly impact tool longevity, surface finish quality, and other machining outcomes. In the case of materials classified as hard-to-cut materials, such as super alloys, slower cutting speeds, more robust tools, or alternative methods (e.g. laser-assisted machining) are necessary [50]. Lubrication is mostly applied when machining difficult-to-cut materials to ensure a superior finish and enhance the efficiency of the process. However, the type of lubrication method and application technique depends on the material being worked on and the desired result [24].
Recent research in the machining industry has focused on enhancing the efficiency of the turning process and achieving superior surface results by employing advanced lubrication techniques.
Table 1 provides a review of studies that investigate the use of graphite, MoS2, and boric acid as solid lubricants in turning processes to provide readers with a better understanding of previous research.
3.2. Milling
Milling is a prevalent metal removal process that is critical to different industries, including aerospace and automotive, due to its fast metal removal rates and its capability to manufacture components with complex geometries. The milling process employs multipoint cutting tools to create precise flat and contoured surfaces, which includes machining grooves and flat planes. The cutting process in milling involves a rotational motion of the tool while the workpiece is fixed on a table, and the feed action is controlled by the movement of the workpiece toward the cutting tool. The intermittent engagement of each cutting edge is the unique characteristic of milling processes. Each tooth contacts the workpiece, resulting in periodic thermal and mechanical stresses on cutting edges during the cutting phase.
Like other machining procedures, challenges arise from friction and heat which impact workpiece quality and reduce productivity. To address the heat generated during milling, coolants are employed. However, the inherent intermittent nature of milling introduces another challenge for liquid lubricants: using coolants subjects the tools, especially ceramic tools to thermal shocks, making them highly susceptible to chipping and catastrophic failure [68].
Solid lubricants are widely used in the milling process to enhance the performance of the process, notably by significantly reducing cutting force and temperature [85]. Different methods have been employed to enhance the effectiveness of solid lubricants such as altering the geometry of the tools, application of solid lubricants as nanoparticles, mixing the lubricants with different oils with different concentrations and combination of different lubricants.
To provide a comprehensive overview of the impact of common solid lubricants on milling characteristics, Table 2 summarizes relevant research findings, categorizing them based on cutting tool type, workpiece material, delivery method, and key findings.
3.3. Grinding
Grinding process is a material removal technique used for precision components with fine surface finishes. It operates on the principle of abrasive cutting, where a grinding wheel with abrasive particles grinds away material from a workpiece’s surface. This process is ideal for achieving tight tolerances and smooth surface finishes in various industries, including automotive, aerospace, and tool manufacturing. Its applications range from shaping metals, ceramics, and composites to sharpening cutting tools and achieving precise geometries in components like shafts, bearings, and gears. In the grinding process, the substantial contact area between the grinding wheel and the workpiece results in excessive frictional forces. This, compounded by the high speeds and specific energy involved, leads to substantial heat generation. Consequently, thermal issues, such as dimensional inaccuracies and crack propagation, may be induced. Thus, effective heat dissipation is of paramount importance in grinding operations [99].
To achieve a high-performance grinding process, researchers are focusing on developing effective lubrication and cooling systems. Liquid-based coolants have been traditionally used to reduce friction and temperature at the cutting zone. However, these coolants are often ineffective in the grinding zone due to their limited accessibility. The presence of an 'air barrier' hinders the fluid's reach to the actual grinding zone [100]. Solid lubricants find extensive applications in grinding operations, as they do in other machining processes, due to their favourable impact on process quality and performance. Table 3 presents the studies that have been done on the use of solid lubricants in the grinding process.
3.4. Drilling
Drilling is a machining process that involves the use of a multi-point tool, known as a drill, to remove unwanted material and create a hole [112]. The application of lubrication is crucial in drilling activities, including many sectors such as metal cutting (used in the automotive, aircraft, aerospace, and medical and electronic equipment industries), construction, and oil and gas drilling [113]. Drilling generates significant heat due to the high friction between the drilling tool and the workpiece, especially in high-speed drilling. Effective cooling and lubrication are essential to dissipate this heat and prevent overheating. High-speed drilling operations, such as those in modern machining centers, can pose challenges in delivering sufficient coolant at the right pressure and flow rate. Achieving uniform cooling across the cutting edge becomes more challenging as drilling speeds accelerate. Moreover, in deep hole drilling involving drilling holes with a high aspect ratio, providing adequate cooling and lubrication throughout the entire depth of the hole can be very challenging, as it requires specialized equipment and techniques [114]. Compared to other machining operations, chip ejection during drilling operations is restricted, so providing cutting fluid constantly throughout the cycle will not provide any noticeable benefits and can be considered a waste [115]; therefore, proper cooling and lubrication are essential for decreasing friction at the cutting region and facilitating chip evacuation. Inadequate coolant flow or improper chip management can lead to chip build-up, which can interfere with the drilling process, cause tool breakage, and compromise hole quality. Unlike many other machining processes, drilling has not received significant research attention, and there is a noticeable lack of literature on the utilization of solid lubricants in these operations. Table 4 summarizes the research on the use of solid lubricants in the drilling process.
4. Conclusions
In this comprehensive review, we have explored the application of solid lubricants in extreme conditions experienced in machining operations. Our primary objective was to report and categorize solid lubricants which are not only functionally superior but also environmentally benign, addressing the critical concerns associated with the disposal of, and operator exposure to, traditional liquid lubricants.
This review highlights the advancements in the application of solid lubricants in machining, evidenced by improved operational parameters like surface finish, force, and wear rate, particularly in processes such as turning, milling, grinding, and drilling.
Our exploration encompasses a range of solid lubricants, including carbon-based materials like graphite, and DLC; transition metals dichalcogenide such as MoS2; oxides like H3BO3, alkaline earth such as CaF2; and soft metals. Each category demonstrates unique advantages, with recent developments in soft metal coatings showing significant potential for industrial applications.
The paper reports the results of utilization of different solid lubricants in various machining processes, from 2018 to 2024, also highlighting commonly cited or distinctive applications in previous years.
It is crucial to emphasize, that to ensure optimal performance, the selection of an appropriate solid lubricant is dependent on the specific machining operation. However, it is worth mentioning that the majority of research is conducted in turning operations, highlighting a research gap for other operations. Notably, there is insufficient research on the application of specific solid lubricants in milling or drilling operations, despite their great potential effects. It is also shown that other factors such as method of application and post-treatments on the tools can significantly affect the performance of the solid lubricants in machining.
Acknowledgement
The authors would like express their gratitude to the Natural Sciences and Engineering Research Council of Canada (NSERC) for the finacial support provided. We would like to acknowledge the use of VESTA 3 for 3D visualization of the crystal structures of various solid lubricants in this article.
References
- Vamsi Krishna, P.; Srikant, R.R.; Nageswara Rao, D. Solid Lubricants in Machining. http://dx.doi.org/10.1177/1350650111398172 2011, 225, 213–227. [CrossRef]
- Sterle, L.; Kalin, M. Performance Evaluation of Solid Lubricants under Machining-like Conditions. In Proceedings of the Procedia CIRP; 2018; Vol. 77.
- Zabel, A.; Saelzer, J.; Elgeti, S.; Alammari, Y.; Berger, S.; Biermann, D. Fundamental Tribological Effects in Lubricated Cutting Processes. CIRP Annals 2023, 72, 37–40. [Google Scholar] [CrossRef]
- Bannister, K.E. Lubrication for Industry; Industrial Press Inc., 1996; ISBN 083113061X.
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental Friendly Cutting Fluids and Cooling Techniques in Machining: A Review. J Clean Prod 2014, 83, 33–47. [CrossRef]
- Abdalla, H.S.; Baines, W.; McIntyre, G.; Slade, C. Development of Novel Sustainable Neat-Oil Metal Working Fluids for Stainless Steel and Titanium Alloy Machining. Part 1. Formulation Development. International Journal of Advanced Manufacturing Technology 2007, 34, 21–33. [CrossRef]
- Ravuri, B.; Goriparthi, B.; … R.R.-T.I.J. of; 2016, undefined Performance Evaluation of Grinding Wheels Impregnated with Graphene Nanoplatelets. SpringerBP Ravuri, BK Goriparthi, RS Revuru, VG AnneThe International Journal of Advanced Manufacturing Technology, 2016•Springer 2016, 85, 2235–2245. [CrossRef]
- Simpson, A.T.; Stear, M.; Groves, J.A.; Piney, M.; Bradley, S.D.; Stagg, S.; Crook, B. Occupational Exposure to Metalworking Fluid Mist and Sump Fluid Contaminants. Ann. occup. Hyg 2003, 47, 17–30. [Google Scholar] [CrossRef]
- Zeman, A.; Sprengel, A.; Niedermeier, D.; Späth, M. Biodegradable Lubricants—Studies on Thermo-Oxidation of Metal-Working and Hydraulic Fluids by Differential Scanning Calorimetry (DSC). Thermochim Acta 1995, 268, 9–15. [Google Scholar] [CrossRef]
- Marques, A.; Paipa Suarez, M.; Falco Sales, W.; Rocha Machado, Á. Turning of Inconel 718 with Whisker-Reinforced Ceramic Tools Applying Vegetable-Based Cutting Fluid Mixed with Solid Lubricants by MQL. J Mater Process Technol 2019, 266, 530–543. [Google Scholar] [CrossRef]
- Byrne, G.; annals, E.S.-C.; 1993, undefined Environmentally Clean Machining Processes—a Strategic Approach. Elsevier.
- Sreejith, P.S.; Ngoi, B.K.A. Dry Machining: Machining of the Future. J Mater Process Technol 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Zhu, S.; Cheng, J.; Qiao, Z.; International, J.Y.-T.; 2019, undefined High Temperature Solid-Lubricating Materials: A Review. Elsevier.
- Wang, Q.; Zheng, F.; Wang, T. Tribological Properties of Polymers PI, PTFE and PEEK at Cryogenic Temperature in Vacuum. Cryogenics (Guildf) 2016, 75, 19–25. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L.; Lovell, M.R.; Jen, T.C. Tribology of Solid Lubricants. Tribology for Scientists and Engineers: From Basics to Advanced Concepts 2013, 9781461419457, 447–494. [CrossRef]
- Aramesh, M. Ultra Soft Cutting Tool Coatings and Coating Method (U.S. Patent No. 16/383,157), U.S. Patent and Trademark Office 2019.
- Akhtar, S.S. A Critical Review on Self-Lubricating Ceramic-Composite Cutting Tools. Ceram Int 2021, 47, 20745–20767. [Google Scholar] [CrossRef]
- Allam, I.M. Solid Lubricants for Applications at Elevated Temperatures: A Review. J Mater Sci 1991, 26. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A. V. Graphene: A New Emerging Lubricant. Materials Today 2014, 17, 31–42. [Google Scholar] [CrossRef]
- Sliney, H.E. Solid Lubricant Materials for High Temperatures—a Review. Tribol Int 1982, 15, 303–315. [Google Scholar] [CrossRef]
- Friction Science and Technology FROM CONCEPTS to APPLICATIONS.
- Donnet, C.; Erdemir, A. Tribology of Diamond-like Carbon Films: Fundamentals and Applications; Springer Science & Business Media, 2007.
- Kalin, M.; Velkavrh, I.; Vižintin, J.; Ožbolt, L. Review of Boundary Lubrication Mechanisms of DLC Coatings Used in Mechanical Applications. Meccanica 2008, 43, 623–637. [Google Scholar] [CrossRef]
- Scharf, T.W.; Prasad, S. V. Solid Lubricants: A Review. J Mater Sci 2013, 48, 511–531. [Google Scholar] [CrossRef] [PubMed]
- Reisel, G.; Steinhäuser, S.; Wielage, B. The Behaviour of DLC under High Mechanical and Thermal Load. Diam Relat Mater 2004, 13, 1516–1520. [Google Scholar] [CrossRef]
- Yang, B.; Zheng, Y.; Zhang, B.; Wei, L.; Zhang, J. The High-Temperature Tribological Properties of Si-DLC Films. Surface and interface analysis 2012, 44, 1601–1605. [Google Scholar] [CrossRef]
- Bhowmick, S.; Shirzadian, S.; Alpas, A.T. High-Temperature Tribological Behavior of Ti Containing Diamond-like Carbon Coatings with Emphasis on Running-in Coefficient of Friction. Surf Coat Technol 2022, 431, 127995. [Google Scholar] [CrossRef]
- Bhowmick, S.; Lou, M.; Khan, M.Z.U.; Banerji, A.; Alpas, A.T. Role of an Oxygen Atmosphere in High Temperature Sliding Behaviour of W Containing Diamond-like Carbon (W-DLC). Surf Coat Technol 2017, 332, 399–407. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Mishchenko, A.; Carvalho, A.; Castro Neto, A.H. 2D Materials and van Der Waals Heterostructures. Science (1979) 2016, 353, aac9439. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; He, X.; Xiao, C.; Kim, S.H. Effect of Humidity on Friction and Wear—A Critical Review. Lubricants 2018, 6. [Google Scholar] [CrossRef]
- Furlan, K.P.; de Mello, J.D.B.; Klein, A.N. Self-Lubricating Composites Containing MoS2: A Review. Tribol Int 2018, 120, 280–298. [Google Scholar] [CrossRef]
- Lancaster, J.K. Anisotropy in the Mechanical Properties of Lamellar Solids and Its Effect on Wear and Transfer. Wear 1966, 9, 169–188. [Google Scholar] [CrossRef]
- Savan, A.; Pflüger, E.; Voumard, P.; Schröer, A.; Simmonds, M. Modern Solid Lubrication: Recent Developments and Applications of MoS2. Lubrication Science 2000, 12, 185–203. [Google Scholar] [CrossRef]
- Damera, N.R.; Pasam, V.K. Performance Profiling of Boric Acid as Lubricant in Machining. Journal of the Brazilian Society of Mechanical Sciences and Engineering 2008, 30, 239–244. [Google Scholar] [CrossRef]
- Scharf, T.W.; Prasad, S. V Solid Lubricants: A Review. J Mater Sci 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Vamsi Krishna, P.; Srikant, R.R.; Nageswara Rao, D. Solid Lubricants in Machining. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology 2011, 225, 213–227. [CrossRef]
- Damera, N.R.; Pasam, V.K. Performance Profiling of Boric Acid as Lubricant in Machining. Journal of the Brazilian Society of Mechanical Sciences and Engineering 2008, 30, 239–244. [Google Scholar] [CrossRef]
- Sliney, H.E. Solid Lubricants. 1991.
- Sukumaran, S.; Francis Xavier, L.; Deepanraj, B. A Review on the Scope of Using Calcium Fluoride as a Multiphase Coating and Reinforcement Material for Wear Resistant Applications. Mater Today Proc 2023, 77, 478–489. [Google Scholar] [CrossRef]
- Mittal, D.; Singh, D.; Kumar Sharma, S. Thermal Characteristics and Tribological Performances of Solid Lubricants: A Mini Review. In Advanced Rheology and Its Applications [Working Title]; 2023.
- Wan, S.H. Solid Lubricant: Soft Metal. Encyclopedia of Tribology 2013, 3152–3159. [Google Scholar] [CrossRef] [PubMed]
- Imai, M.; Rabinowicz, E.; Imaji, M.; Rabi, E. Lubrication by Low-Melting-Point Metals at Elevated Temperatures. ASLE TRANSACTIONS 1963, 6, 286–294. [Google Scholar] [CrossRef]
- Aramesh, M.; Montazeri, S.; Veldhuis, S.C. A Novel Treatment for Cutting Tools for Reducing the Chipping and Improving Tool Life during Machining of Inconel 718. Wear 2018, 414–415. [Google Scholar] [CrossRef]
- Montazeri, S.; Aramesh, M.; Veldhuis, S.C. Novel Application of Ultra-Soft and Lubricious Materials for Cutting Tool Protection and Enhancement of Machining Induced Surface Integrity of Inconel 718. J Manuf Process 2020, 57. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N.M. Cooling Techniques for Improved Productivity in Turning. 2009. [Google Scholar] [CrossRef]
- Vedha Hari, B.N.; Sathiya Narayanan, N.; Baskar, N.; Sriraman, N.; Suraj Nanduru, V.S.P. Performance of Ceramic Cutting Tool with Groove and Cross-Chevron Surface Textures Filled with Semi-Solid Lubricants. Mater Today Proc 2022, 63, 504–509. [Google Scholar] [CrossRef]
- Chary Nalband, S.; Pamidimukkala, K.; Gunda, R.K.; Reddy Paturi, U.M. Effect of Minimum Quantity Solid Lubrication (MQSL) Parameters on Cutting Force and Temperature during Turning of EN31 Steel. Mater Today Proc 2021, 38, 3314–3319. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Şirin, Ş.; Yıldırım, Ç.V.; Kıvak, T.; Gupta, M.K. Performance Evaluation of Whisker-Reinforced Ceramic Tools under Nano-Sized Solid Lubricants Assisted MQL Turning of Co-Based Haynes 25 Superalloy. Ceram Int 2021, 47, 15542–15560. [Google Scholar] [CrossRef]
- Dilbag, S.; Rao, P. V. Performance Improvement of Hard Turning with Solid Lubricants. International Journal of Advanced Manufacturing Technology 2008, 38, 529–535. [Google Scholar] [CrossRef]
- Marques, A.; Guimarães, C.; da Silva, R.B.; da Penha Cindra Fonseca, M.; Sales, W.F.; Machado, Á.R. Surface Integrity Analysis of Inconel 718 after Turning with Different Solid Lubricants Dispersed in Neat Oil Delivered by MQL. Procedia Manuf 2016, 5, 609–620. [Google Scholar] [CrossRef]
- Vamsi Krishna, P.; Rao, D.N. Performance Evaluation of Solid Lubricants in Terms of Machining Parameters in Turning. Int J Mach Tools Manuf 2008, 48, 1131–1137. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Mawandiya, B.K. Environmentally Conscious Machining of Inconel 718 with Solid Lubricant Assisted Minimum Quantity Lubrication. Metal Powder Report 2021, 76, S24–S29. [Google Scholar] [CrossRef]
- Song, W.; Wang, Z.; Wang, S.; Zhou, K.; Guo, Z. Experimental Study on the Cutting Temperature of Textured Carbide Tool Embedded with Graphite. International Journal of Advanced Manufacturing Technology 2017, 93, 3419–3427. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Krolczyk, G.M.; Danish, M.; Singla, A.K.; Khanna, N. Influence of MoS2 and Graphite-Reinforced Nanofluid-MQL on Surface Roughness, Tool Wear, Cutting Temperature and Microhardness in Machining of Inconel 625. CIRP J Manuf Sci Technol 2023, 41. [Google Scholar] [CrossRef]
- Performance Evaluation of Nano Graphite Inclusion in Cutting Fluids with MQL Technique in Turning of AISI 1040 Steel | Request PDF Available online:. Available online: https://www.researchgate.net/publication/285329660_Performance_evaluation_of_nano_graphite_inclusion_in_cutting_fluids_with_MQL_technique_in_turning_of_AISI_1040_steel (accessed on 13 September 2023).
- Sivalingam, V.; Zan, Z.; Sun, J.; Selvam, B.; Gupta, M.K.; Jamil, M.; Mia, M. Wear Behaviour of Whisker-Reinforced Ceramic Tools in the Turning of Inconel 718 Assisted by an Atomized Spray of Solid Lubricants. Tribol Int 2020, 148. [Google Scholar] [CrossRef]
- Mawandiya, B.K.; Makhesana, M.A.; Suthar, V.J.; Mahida, N.G.; Patel, K.M. Experimental Investigations on Eco-Friendly Lubrication Techniques for Improving Machining Performance. Lecture Notes in Mechanical Engineering 2023, 331–338. [Google Scholar] [CrossRef]
- Uddin Siddiqui, T.; Kumar Singh, S. Design, Fabrication and Characterization of a Self-Lubricated Textured Tool in Dry Machining. Mater Today Proc 2021, 41, 863–869. [Google Scholar] [CrossRef]
- Divya, C.; Suvarna Raju, L.; Singaravel, B. Experimental Investigation of Different Cutting Conditions in Turning of Inconel 718. IOP Conf Ser Mater Sci Eng 2021, 1057, 012070. [Google Scholar] [CrossRef]
- Khani, S.; Shahabi Haghighi, S.; Razfar, M.R.; Farahnakian, M. Improvement of Thread Turning Process Using Micro-Hole Textured Solid-Lubricant Embedded Tools. Proc Inst Mech Eng B J Eng Manuf 2021, 235, 1727–1738. [Google Scholar] [CrossRef]
- Gunda, R.K.; Narala, S.K.R. Electrostatic High-Velocity Solid Lubricant Machining System for Performance Improvement of Turning Ti–6Al–4V Alloy. Proc Inst Mech Eng B J Eng Manuf 2019, 233, 118–131. [Google Scholar] [CrossRef]
- Orra, K.; Choudhury, S.K. Tribological Aspects of Various Geometrically Shaped Micro-Textures on Cutting Insert to Improve Tool Life in Hard Turning Process. J Manuf Process 2018, 31, 502–513. [Google Scholar] [CrossRef]
- Kumar, C.S.; Patel, S.K.; Fernandes, F. Performance of Al2O3/TiC Mixed Ceramic Inserts Coated with TiAlSiN, WC/C and DLC Thin Solid Films during Hard Turning of AISI 52100 Steel. Journal of Materials Research and Technology 2022, 19, 3380–3393. [Google Scholar] [CrossRef]
- Parida, A.K.; Rao, P.V.; Ghosh, S. Machinability Study of Ti-6Al-4V Alloy Using Solid Lubricant. Sadhana - Academy Proceedings in Engineering Sciences 2020, 45, 1–8. [Google Scholar] [CrossRef]
- Suarez, M.P.; Marques, A.; Boing, D.; Amorim, F.L.; Machado, Á.R. MoS2 Solid Lubricant Application in Turning of AISI D6 Hardened Steel with PCBN Tools. J Manuf Process 2019, 47, 337–346. [Google Scholar] [CrossRef]
- Patel, A.S.; Makhesana, M.A.; Patel, K.M. Investigative Study of Temperature Produced During Turning Operation Using MQL and Solid Lubricants. Lecture Notes on Multidisciplinary Industrial Engineering 2019, Part F162, 539–549. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M.; Haque, R. Influence of Dry and Solid Lubricant-Assisted MQL Cooling Conditions on the Machinability of Inconel 718 Alloy with Textured Tool. International Journal of Advanced Manufacturing Technology 2019, 105, 1835–1849. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R.; Dixit, U.S. Environmentally Friendly Machining with MoS2-Filled Mechanically Microtextured Cutting Tools. Journal of Mechanical Science and Technology 2018, 32, 3797–3805. [Google Scholar] [CrossRef]
- Arulkirubakaran, D.; Senthilkumar, V.; Dinesh, S.; Velmurugan, C.; Manikandan, N.; Raju, R. Effect of Textured Tools on Machining of Ti-6Al-4V Alloy under Lubricant Condition. Mater Today Proc 2018, 5, 14230–14236. [Google Scholar] [CrossRef]
- Dai, M.; Zhou, K.; Yuan, Z.; Ding, Q.; Fu, Z. The Cutting Performance of Diamond and DLC-Coated Cutting Tools. Diam Relat Mater 2000, 9, 1753–1757. [Google Scholar] [CrossRef]
- dos Santos, G.R.; da Costa, D.D.; Amorim, F.L.; Torres, R.D. Characterization of DLC Thin Film and Evaluation of Machining Forces Using Coated Inserts in Turning of Al–Si Alloys. Surf Coat Technol 2007, 202, 1029–1033. [Google Scholar] [CrossRef]
- Grigoriev, S.; Volosova, M.; Fyodorov, S.; Lyakhovetskiy, M.; Seleznev, A. DLC-Coating Application to Improve the Durability of Ceramic Tools. J Mater Eng Perform 2019, 28, 4415–4426. [Google Scholar] [CrossRef]
- Wenlong, S.; Jianxin, D.; Hui, Z.; Pei, Y.; Jun, Z.; Xing, A. Performance of a Cemented Carbide Self-Lubricating Tool Embedded with MoS2 Solid Lubricants in Dry Machining. J Manuf Process 2011, 13, 8–15. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Mamilla, R.S. Thermal, Rheological, Wettability and Hard Machining Performance of MoS2 and CaF2 Based Minimum Quantity Hybrid Nano-Green Cutting Fluids. J Mater Process Technol 2019, 266, 125–139. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Patel, A.S. Applicability of CaF2 Solid Lubricant-Assisted Minimum Quantity Lubrication in Turning for Sustainable Manufacturing. Lecture Notes on Multidisciplinary Industrial Engineering 2019, Part F162, 229–238. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M. Performance Assessment of CaF2 Solid Lubricant Assisted Minimum Quantity Lubrication in Turning. Procedia Manuf 2019, 33, 43–50. [Google Scholar] [CrossRef]
- Zhang, S.; Xiao, G.; Chen, Z.; Xu, C.; Yi, M.; Li, Q.; Zhang, J. Influence of CaF2@Al2O3 on Cutting Performance and Wear Mechanism of Al2O3/Ti(C,N)/CaF2@Al2O3 Self-Lubricating Ceramic Tools in Turning. Materials 2020, Vol. 13, Page 2922 2020, 13, 2922. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, S.; Guo, R.; Ji, L.; Guo, N.; Li, Q.; Xu, C. Preparation of Al2O3/Ti(C,N)/ZrO2/CaF2@Al(OH)3 Ceramic Tools and Cutting Performance in Turning. Materials 2019, Vol. 12, Page 3820 2019, 12, 3820. [Google Scholar] [CrossRef] [PubMed]
- Bade, V.S.; Srinivasa Rao, Y.; Yegireddi, S.; Eshete, G. Influence of Nano Boric Acid Material in Bio-Diesel Blends to Enhance the Surface Quality with Minimum Quality Lubrication. Advances in Materials Science and Engineering 2022, 2022. [Google Scholar] [CrossRef]
- Penta, S.R.; Rao, P.M.; Avvari, R.K. Tribological Behavior of the Boric Acid and Titanium Dioxide Based Nanofluid in Machining of EN24 Steel. Tribologia 2020, 37, 46–52. [Google Scholar] [CrossRef]
- Venkata Vishnu, A.; Venkata Ramana, M.; Tilak, K.B.G. Experimental Investigations of Process Parameters Influence on Surface Roughness in Turning of EN-353 Alloy Steel under Different Machining Environments. Mater Today Proc 2018, 5, 4192–4200. [Google Scholar] [CrossRef]
- Aramesh, M.; Montazeri, S.; Veldhuis, S.C. A Novel Treatment for Cutting Tools for Reducing the Chipping and Improving Tool Life during Machining of Inconel 718. Wear 2018, 414–415, 79–88. [CrossRef]
- Montazeri, S.; Aramesh, M.; Fazal, A.; Arif, M.; Veldhuis, S.C. Tribological Behavior of Differently Deposited Al-Si Layer in the Improvement of Inconel 718 Machinability. [CrossRef]
- Paturi, U.M.R.; B., V.D.; Reddy, N.S. Progress of Machinability on the Machining of Inconel 718: A Comprehensive Review on the Perception of Cleaner Machining. Clean Eng Technol 2021, 5, 100323. [CrossRef]
- Kurimoto, T.; Barrow, G.; Davies, B.J. The Influence of Aqueous Fluids on the Wear Characteristics and Life of Carbide Cutting Tools. CIRP Annals 1982, 31, 19–23. [Google Scholar] [CrossRef]
- Muaz, M.; Choudhury, S.K. Experimental Investigations and Multi-Objective Optimization of MQL-Assisted Milling Process for Finishing of AISI 4340 Steel. Measurement 2019, 138, 557–569. [Google Scholar] [CrossRef]
- Muaz, M.; Kumar, R.; Choudhury, S.K. Enhancing Tribo-Rheological Performance of Solid Lubricants Mixed Bio-Based Emulsions Applied through Minimum Quantity Cooling Lubrication Technique. Sadhana - Academy Proceedings in Engineering Sciences 2022, 47, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Suresh Kumar Reddy, N.; Venkateswara Rao, P. Experimental Investigation to Study the Effect of Solid Lubricants on Cutting Forces and Surface Quality in End Milling. Int J Mach Tools Manuf 2006, 46, 189–198. [Google Scholar] [CrossRef]
- Sterle, L.; Mallipeddi, D.; Krajnik, P.; Pušavec, F. The Influence of Single-Channel Liquid CO2 and MQL Delivery on Surface Integrity in Machining of Inconel 718. Procedia CIRP 2020, 87, 164–169. [Google Scholar] [CrossRef]
- Marcon, A.; Melkote, S.; Kalaitzidou, K.; annals, D.D.-C.; 2010, undefined An Experimental Evaluation of Graphite Nanoplatelet Based Lubricant in Micro-Milling. Elsevier.
- Nguyen, T.; Nguyen, D.; Howes, P.; Kwon, P.; Park, K.-H. Minimum Quantity Lubrication (MQL) Using Vegetable Oil With Nano-Platelet Solid Lubricant in Milling Titanium Alloy 2015.
- Rahmati, B.; Sarhan, A.A.D.; Sayuti, M. Morphology of Surface Generated by End Milling AL6061-T6 Using Molybdenum Disulfide (MoS2) Nanolubrication in End Milling Machining. J Clean Prod 2014, 66, 685–691. [Google Scholar] [CrossRef]
- Uysal, A.; Demiren, F.; Altan, E. Applying Minimum Quantity Lubrication (MQL) Method on Milling of Martensitic Stainless Steel by Using Nano Mos2 Reinforced Vegetable Cutting Fluid. Procedia Soc Behav Sci 2015, 195, 2742–2747. [Google Scholar] [CrossRef]
- Campos Rubio, J.C.; Guasca González, A.G.; Barcelos, D.J.; Câmara, M.A.; Mata Cabrera, F.; de Oliveira Leite, W. Tribological Analysis and Performance of a DLC Coating on Tungsten Carbide Micro-Tools to Use at Tantalum Precision Machining. International Journal of Advanced Manufacturing Technology 2021, 116, 719–732. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Bedir, F. The Performance Of DLC-Coated and Uncoated Ultra-Fine Carbide Tools in Micromilling of Inconel 718. Precis Eng 2015, 41, 135–144. [Google Scholar] [CrossRef]
- Brzezinka, T.L.; Rao, J.; Paiva, J.M.; Kohlscheen, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C.; Endrino, J.L. DLC and DLC-WS2 Coatings for Machining of Aluminium Alloys. Coatings 2019, 9. [Google Scholar] [CrossRef]
- Ucun, irfan; Aslantas, K.; Bedir, F. An Experimental Investigation of the Effect of Coating Material on Tool Wear in Micro Milling of Inconel 718 Super Alloy. Wear 2013, 300, 8–19. [CrossRef]
- Kursuncu, B.; Yaras, A. Assessment of the Effect of Borax and Boric Acid Additives in Cutting Fluids on Milling of AISI O2 Using MQL System. International Journal of Advanced Manufacturing Technology 2018, 95, 2005–2013. [Google Scholar] [CrossRef]
- Shaji, S.; Radhakrishnan, V. An Investigation on Surface Grinding Using Graphite as Lubricant. Int J Mach Tools Manuf 2002, 42, 733–740. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. In Proceedings of the Procedia Engineering; 2017; Vol. 184.
- Gopal, A.V.; Venkateswara Rao, P. Performance Improvement of Grinding of SiC Using Graphite as a Solid Lubricant. Materials and Manufacturing Processes 2004, 19, 177–186. [Google Scholar] [CrossRef]
- Shaji, S.; Radhakrishnan, V. Application of Solid Lubricants in Grinding: Investigations on Graphite Sandwiched Grinding Wheels. Machining Science and Technology 2003, 7, 137–155. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, B.; Ding, W.; Wu, B.; Han, M.; Xu, J.; Liu, G. Grinding Characteristics of MoS2-Coated Brazed CBN Grinding Wheels in Dry Grinding of Titanium Alloy. Chinese Journal of Mechanical Engineering 2023, 36, 1–13. [Google Scholar] [CrossRef]
- Alberts, M.; Kalaitzidou, K.; Melkote, S. An Investigation of Graphite Nanoplatelets as Lubricant in Grinding. Int J Mach Tools Manuf 2009, 49, 966–970. [Google Scholar] [CrossRef]
- Singh, H.; Sharma, V.S.; Singh, S.; Dogra, M. Nanofluids Assisted Environmental Friendly Lubricating Strategies for the Surface Grinding of Titanium Alloy: Ti6Al4V-ELI. J Manuf Process 2019, 39, 241–249. [Google Scholar] [CrossRef]
- Rais, M.R.H.; Ali, M.Y.; Ramesh, S.; Ya’akub, S.R.; Ibrahim, Z. Performance of Graphite Based Nanofluid in MQL Grinding of Mild Steel. Lecture Notes in Mechanical Engineering 2023, 351–357. [Google Scholar] [CrossRef]
- Wojtewicz, M.; Nadolny, K.; Kapłonek, W.; Rokosz, K.; Matýsek, D.; Ungureanu, M. Experimental Studies Using Minimum Quantity Cooling (MQC) with Molybdenum Disulfide and Graphite-Based Microfluids in Grinding of Inconel® Alloy 718. International Journal of Advanced Manufacturing Technology 2019, 101, 637–661. [Google Scholar] [CrossRef]
- Azami, A.; Salahshournejad, Z.; Shakouri, E.; Sharifi, A.R.; Saraeian, P. Influence of Nano-Minimum Quantity Lubrication with MoS2 and CuO Nanoparticles on Cutting Forces and Surface Roughness during Grinding of AISI D2 Steel. J Manuf Process 2023, 87. [Google Scholar] [CrossRef]
- Sui, M.; Li, C.; Wu, W.; Yang, M.; Ali, H.M.; Zhang, Y.; Jia, D.; Hou, Y.; Li, R.; Cao, H. Temperature of Grinding Carbide with Castor Oil-Based MoS2 Nanofluid Minimum Quantity Lubrication. J Therm Sci Eng Appl 2021, 13. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Singh, K. Performance Evaluation of Minimum Quantity Lubrication Technique in Grinding of AISI 202 Stainless Steel Using Nano-MoS2 with Vegetable-Based Cutting Fluid. International Journal of Advanced Manufacturing Technology 2020, 110, 125–137. [Google Scholar] [CrossRef]
- Kumar, A.; Ghosh, S.; Aravindan, S. Experimental Investigations on Surface Grinding of Silicon Nitride Subjected to Mono and Hybrid Nanofluids. Ceram Int 2019, 45. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Lai, C.J. Failure Modes and Wear Mechanisms of M35 High-Speed Steel Drills When Machining Inconel 901. J Mater Process Technol 1995, 49, 295–312. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Amarasinghe, A.; Ridgway, K. Tool Life and Surface Integrity Aspects When Drilling and Hole Making in Inconel 718. J Mater Process Technol 2008, 200, 424–432. [Google Scholar] [CrossRef]
- Heinemann, R.; Hinduja, S.; Barrow, G.; Petuelli, G. Effect of MQL on the Tool Life of Small Twist Drills in Deep-Hole Drilling. Int J Mach Tools Manuf 2006, 46, 1–6. [Google Scholar] [CrossRef]
- Mathew, N.T.; Vijayaraghavan, L. Environmentally Friendly Drilling of Intermetallic Titanium Aluminide at Different Aspect Ratio. J Clean Prod 2017, 141, 439–452. [Google Scholar] [CrossRef]
- Velmurugan, V.; Manimaran, G. H-MoS2 Solid Lubricant Performance on Inconel 718 in Drilling Operations. Arab J Sci Eng 2023, 48, 12015–12028. [Google Scholar] [CrossRef]
- Velmurugan, V.; Manimaran, G.; Ross, K.N.S. Impact of MoS2 Solid Lubricant on Surface Integrity of Ti-6Al-4V with PVD-TiN Coated Tool in Drilling. Journal of the Brazilian Society of Mechanical Sciences and Engineering 2021, 43, 1–13. [Google Scholar] [CrossRef]
- Sandeep Reddy, A. V.; Ajay Kumar, S.; Jagadesh, T. The Influence of Graphite, MOS2 and Blasocut Lubricant on Hole and Chip Geometry during Peck Drilling of Aerospace Alloy. Mater Today Proc 2020, 24, 690–697. [Google Scholar] [CrossRef]
- Mosleh, M.; Shirvani, K.A.; Smith, S.T.; Belk, J.H.; Lipczynski, G. A Study of Minimum Quantity Lubrication (MQL) by Nanofluids in Orbital Drilling and Tribological Testing. Journal of Manufacturing and Materials Processing 2019, 3. [Google Scholar] [CrossRef]
- Lishchenko, N.; Larshin, V.; Marchuk, I. Solid Lubricants Used in Small Diameter Drilling BT - Advanced Manufacturing Processes II.; Tonkonogyi, V., Ivanov, V., Trojanowska, J., Oborskyi, G., Grabchenko, A., Pavlenko, I., Edl, M., Kuric, I., Dasic, P., Eds.; Springer International Publishing: Cham, 2021; pp. 402–411.
- Silva, W.M.; Jesus, L.M.; Carneiro, J.R.; Souza, P.S.; Martins, P.S.; Trava-Airoldi, V.J. Performance of Carbide Tools Coated with DLC in the Drilling of SAE 323 Aluminum Alloy. Surf Coat Technol 2015, 284, 404–409. [Google Scholar] [CrossRef]
- Heinemann, R.K.; Hinduja, S. Investigating the Feasibility of DLC-Coated Twist Drills in Deep-Hole Drilling. International Journal of Advanced Manufacturing Technology 2009, 44, 862–869. [Google Scholar] [CrossRef]
- Bhowmick, S.; Alpas, A.T. The Role of Diamond-like Carbon Coated Drills on Minimum Quantity Lubrication Drilling of Magnesium Alloys. Surf Coat Technol 2011, 205, 5302–5311. [Google Scholar] [CrossRef]
- Dheeraj, N.; Sanjay, S.; Kiran Bhargav, K.; Jagadesh, T. Investigations into Solid Lubricant Filled Textured Tools on Hole Geometry and Surface Integrity during Drilling of Aluminium Alloy. In Proceedings of the Materials Today: Proceedings; 2019; Vol. 26.
- Velmurugan, V.; Manimaran, G. Effect of MoS2 Solid Lubricant on the Tribological Aspects of Ti-6Al-4V Alloy in Drilling Operations. Mater Today Proc 2022, 62. [Google Scholar] [CrossRef]
- Hassan, S.R.A.; Mativenga, P.T.; Cooke, K.; Sun, H.; Field, S.; Walker, M.; Chodynicki, J.; Sharples, C.; Jensen, B.; Mortensgaard, M.F. Effectiveness of Lubricating Coatings in Dry Drilling of Aluminium Alloys. Journal of the Brazilian Society of Mechanical Sciences and Engineering 2022, 44. [Google Scholar] [CrossRef]
Figure 1.
Schematic representation of different solid lubricants temperature ranges, adopted from [15]. The dashed box highlights a revised, extended temperature range for soft metals, based on recent research findings, which differs from the original in [15].
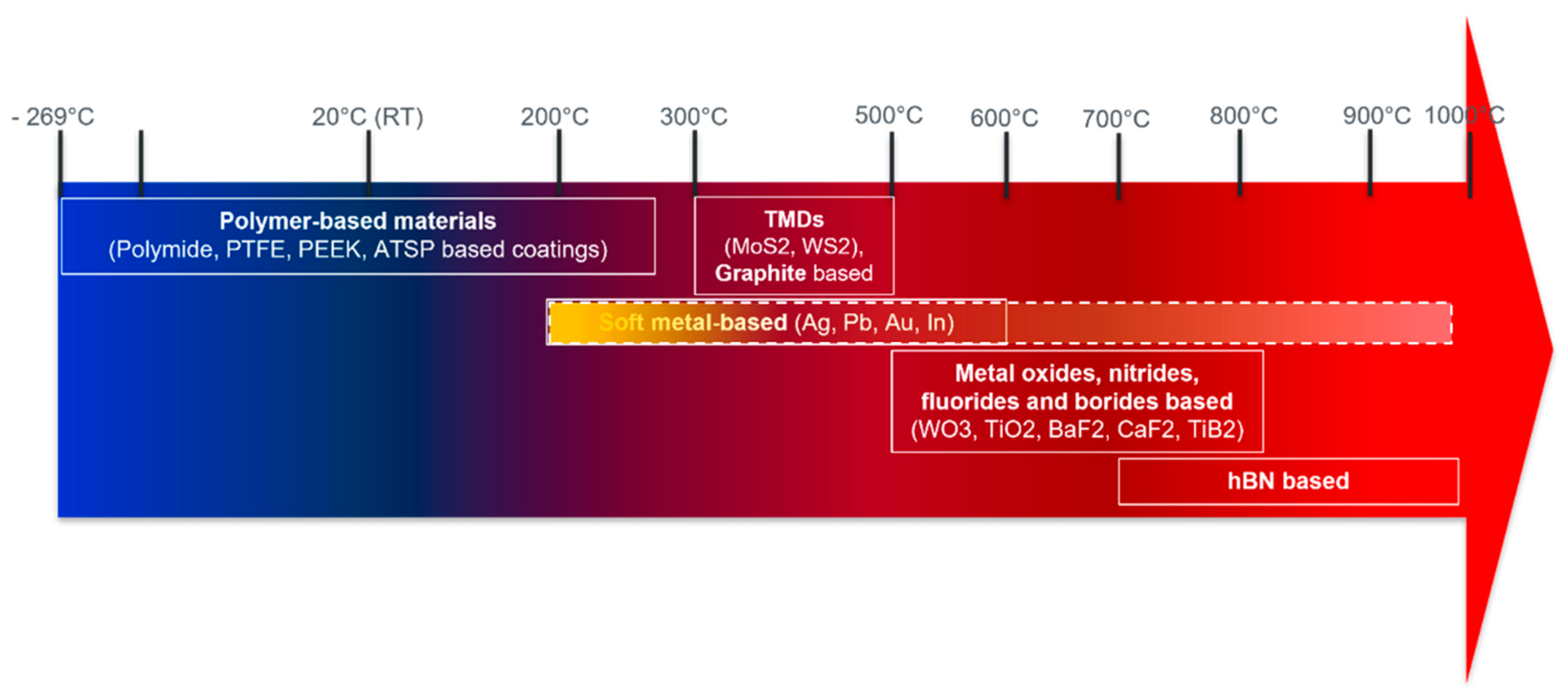
Figure 2.
Classifying high-temperature solid lubricants based on chemical composition and crystal structure.
Figure 2.
Classifying high-temperature solid lubricants based on chemical composition and crystal structure.
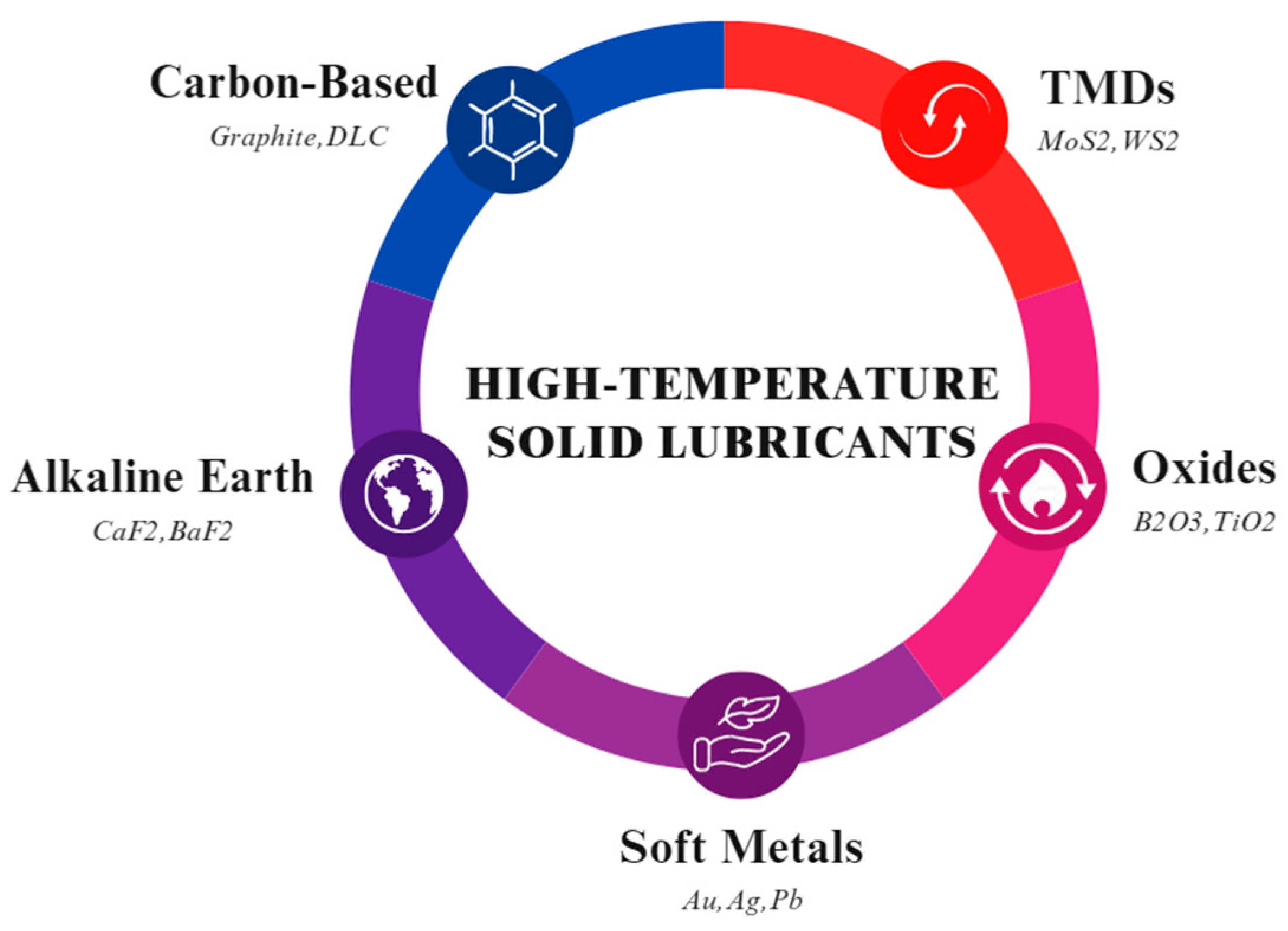
Figure 3.
Schematic representation of the atomic structure of graphite generated by Vesta.
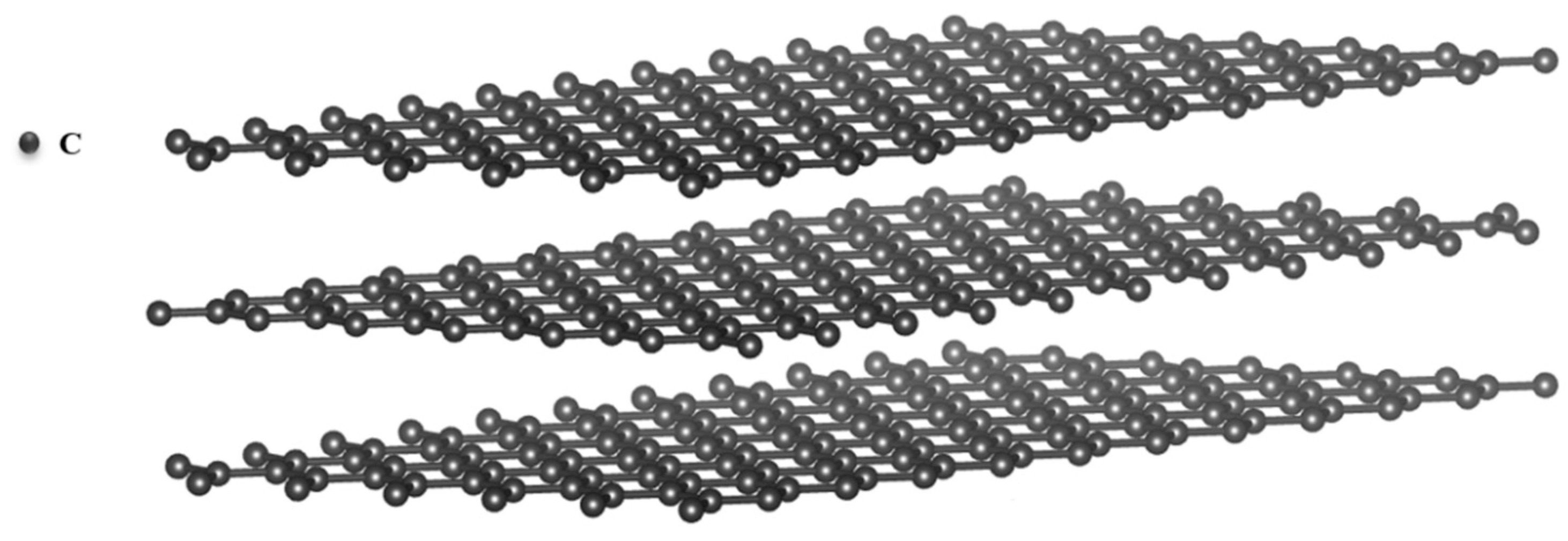
Figure 4.
A representation of the amorphous DLC structure, generated by Vesta.
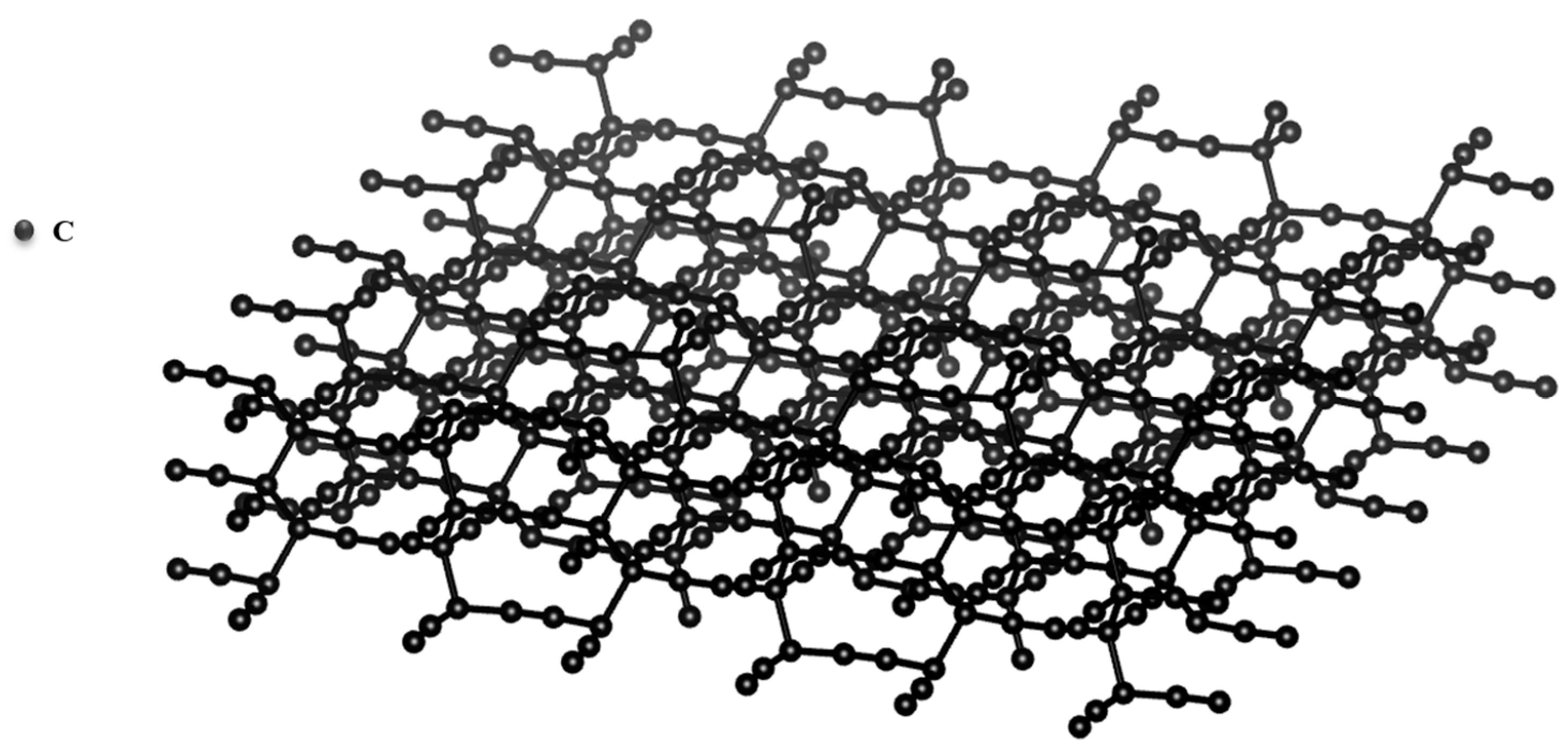
Figure 5.
Schematic representation of MoS2 structure, generated by Vesta.
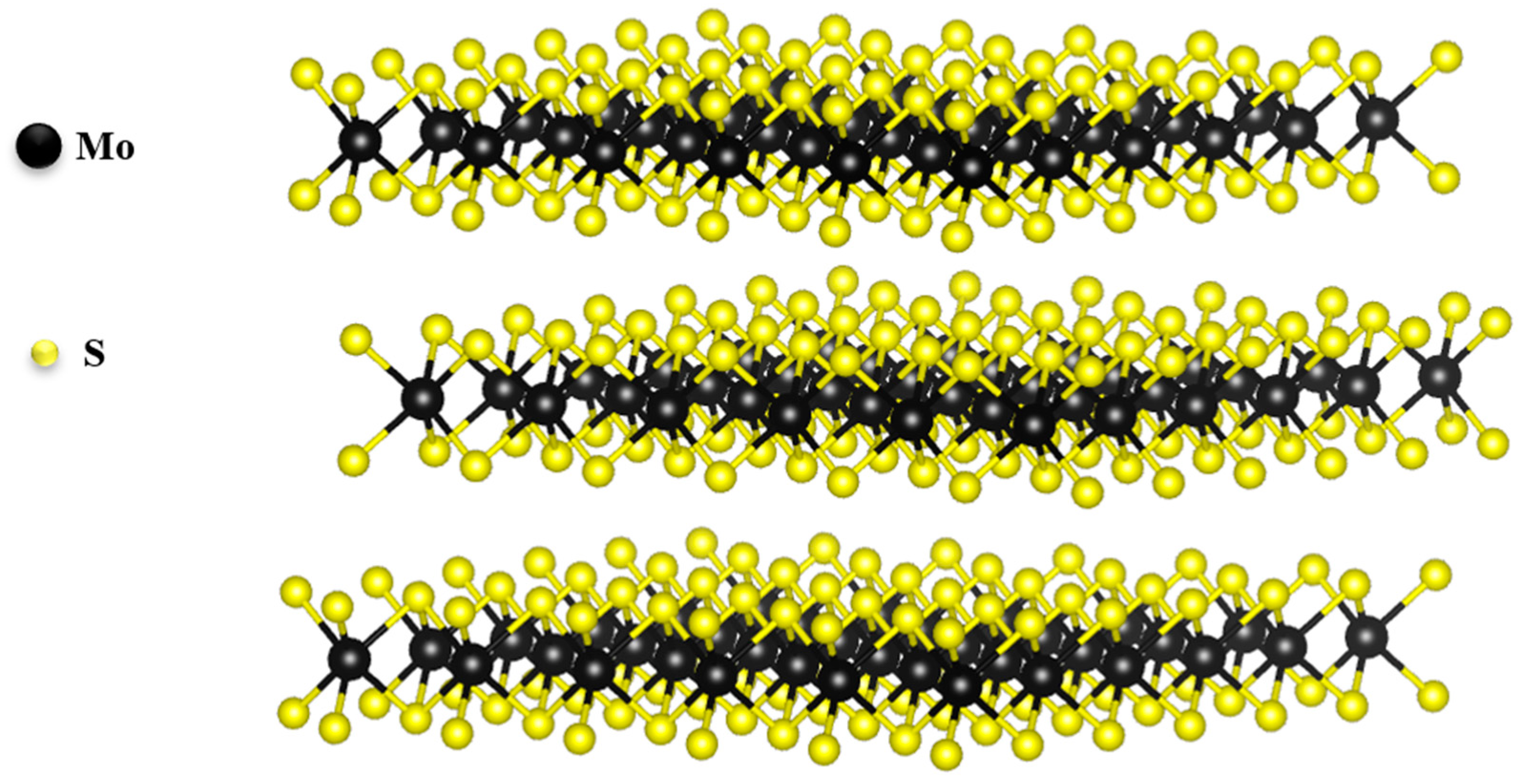
Figure 6.
A representation of the layered organization of boric acid molecules, generated by Vesta.

Figure 7.
The schematic structure of CaF2, Generated by Vesta.
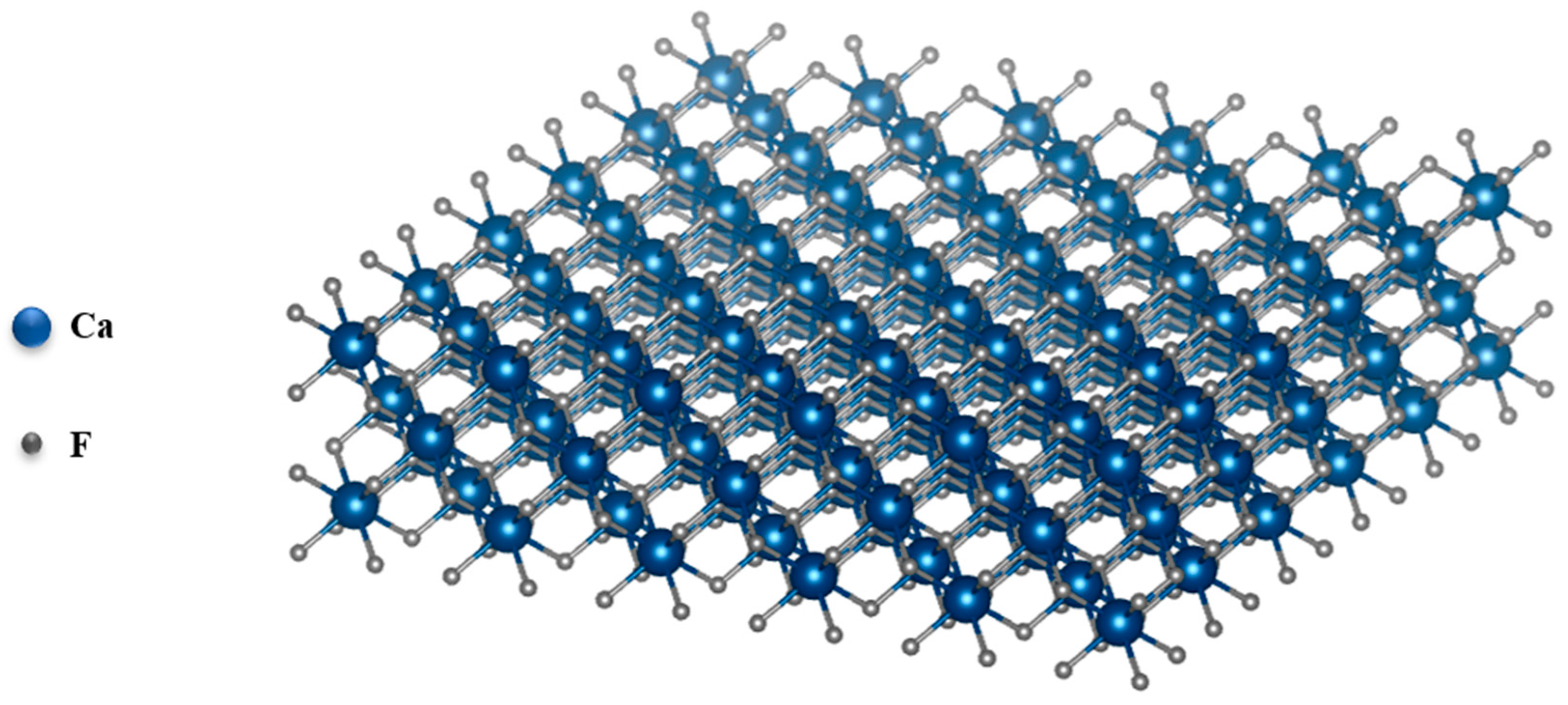

Table 1.
Summary of previous research on the use of solid lubricants in the turning process.
| Tool/workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref |
| Ceramic tools (Al2O3)Gray Cast Iron (ASTM A48) | Graphite;MoS2(mixed) | A textured tool with grooves filled with graphite and MoS2, and SAE 40 oil mixture | Reduced cutting forces and coefficient of friction when using solid lubricant with textured tool. | [46] |
| Coated carbide toolEN31 Steel | Graphite;MoS2(mixed) | Minimum Quantity Solid Lubrication (MQSL) system with the mixture of solid lubricants and SAE 40 oil | Decreased cutting forces and improved surface integrity when using solid lubricants with the MQSL method compared to MQL and Wet conditions. | [47] |
| Whisker-reinforced ceramic toolCo-based Haynes 25 | Graphite;MoS2;hBN(separately) | Nanofluid-MQL system, solid lubricants and vegetable-based oil mixture | Reduced surface roughness, graphite outperformed other solid lubricants.Decreased cutting temperature for all types of solid lubricants compared to the base fluid-MQL system and dry.hBN outperformed MoS2 and graphite in terms of reducing nose wear.The base material’s micro-hardness improvement was not significant. | [48] |
| Ceramic toolsAISI 52100 | Graphite;MoS2(separately) | Solid lubricants with an average particle size of 2 µm sprayed on the machining region | Lower surface roughness and cutting force were obtained by using the solid lubricants compared to the dry condition.MoS2 outperformed graphite in terms of surface roughness and cutting forces. | [49] |
| Ceramic tool (whisker-reinforced)IN718 | Graphite; MoS2(separately) | MQL system,Solid lubricants and vegetable-based oil mixture (LB2000) | Increased tool life by MoS2+MQL compared to graphite+MQL, MQL and dry conditions.Decreased cutting force by using graphite+MQL and MoS2+MQL.Lower surface micro-hardness with MoS2+MQL. | [11] |
| Cemented carbide tool (PVD-coated)IN718 | Graphite;MoS2(separately) | MQL system,Solid lubricants and vegetable-based oil mixture (LB2000) | Improved tool life and surface roughness by using graphite+MQL compared to MoS2+MQL, MQL and dry.No presence of tensile residual stress when using graphite+MQL. | [50] |
| Uncoated cemented carbide toolEN8 Steel | Graphite;Boric acid(separately) | Directly injected by atmospheric pressure,Solid lubricants mixed with SAE 40 oil | Improved tool life, surface roughness and cutting forces when using 20% boric acid+SAE 40 oil compared to graphite with the same concentration in SAE 40 oil, Wet and dry conditions. | [51] |
| PVD-Coated (TiAlN/TiN) and CVD-coated (TiCN/Al2O3) cemented carbide toolsIN718 | Graphite;MoS2(separately) | MQSL system, Solid lubricants mixed with cutting fluid | Improved surface finish with the use of MoS2+MQSL compared to graphite+MQSL, MQL, Wet and dry conditions.Reduced cutting temperature when using MQSL and MQL.Longer tool life was achieved by using PVD-coated tool with MQSL and MQL conditions. | [52] |
| Cemented carbide toolAISI 1045 steel | Graphite | Textured tool with 150 µm diameter micro-holes filled with graphite | Decreased cutting temperature by reducing the CoF at the tool/chip interface compared to the tool without texture.Improved tool life when using the textured tool. | [53] |
| PVD-coated (TiAlN) carbide toolInconel 625 | Graphite;MoS2(separately) | Nanofluid-MQL systems, Solid lubricants mixed with vegetable oil | Decreased surface roughness significantly when using MoS2+nMQL compared to the graphite+nMQL, MQL, and dry.Improved tool life due to less abrasion wear on the cutting tool, the best is MoS2+nMQL compared to MQL and graphite+nMQL.Cutting temperature is most reduced by MoS2+nMQL. | [54] |
| HSS and uncoated cemented carbide toolsAISI 1040 steel | Graphite | MQL system,Graphite nano-particles mixed with water-soluble oil | Reduced surface roughness and cutting force when using graphite nano-particles compared to conventional methods. | [55] |
| Ceramic tool(Al2O3 + SiC)IN718 | Graphite;MoS2(mixed) | Atomization-based cutting fluid (ACF),Solid lubricants mixed withacetone and vegetable oil | 38% reduction in flank wear through the application of ACF compared with dry machining.21% to 39% improvements in surface roughness using ACF compared with dry machining. | [56] |
| Coated carbide toolSteel AISI 4340 | MoS2 | MQL system, Solid lubricant mixed with castor oil or SAE40 oil | Lower surface roughness when using MoS2 with SAE40 oil compared to the MoS2 castor oil. | [57] |
| Cemented carbide toolAl6061-T6 | MoS2 | Textured tools filled with solid lubricant in powder form | Reduced cutting tool temperature and decreased flank wear when using this technique compared to the conventional method. | [58] |
| Uncoated carbide toolIN718 | MoS2;WS2(separately) | Textured tools with different patterns filled with solid lubricants and coconut oil mixture | Reduced coefficient of friction.Lower surface roughness when using WS2 compared to MoS2.Texture patterns may affect solid lubricant delivery. | [59] |
| Cemented carbide toolAluminum 7075-T6 | MoS2;Carbon nanotube (CNT)(separately) | Textured tool with micro-holes filled with solid lubricants | Reduced cutting forces when using CNT textured tool compared to other conditions. | [60] |
| Coated carbide toolTi-6Al-4V | MoS2 | Electrostatic high-velocity solid lubricants (EHVSL) and MQSL system, Solid lubricant mixed with SAE 40 oil | Reduced cutting force and tool wear by using the EHVSL method compared to the MQSL condition.Improved surface roughness with the EHVSL method.EHVSL method outperformed MQSL. | [61] |
| Ceramic (Al2O3/TiC)toolAISI 4340 steel | MoS2 | Textured tools with different patterns filled with solid lubricant | Reduced cutting forces and tool wear.Decreased coefficient of friction in tool/chip interface compared to conventional methods.Texture patterns may affect machining performance | [62] |
| Ceramic (Al2O3/TiC)ToolAISI 52100 steel | DLC coating | Direct current reactive magnetron sputtering (DCRMS) | Reduced cutting forces when using DLC coating compared to uncoated and ceramic tools.Decreased coefficient of friction at the cutting zone in cutting speeds up to 200 m/min for DLC-coated tools. | [63] |
| Coated carbide toolTi-6Al-4V | MoS2 | Solid lubricant with an average particle size of 2 µm sprayed on the machining region | Increased shear angle and chip reduction coefficient when using MoS2 compared to dry condition.Reduced tool wear and chip/tool contact length when using MoS2 compared to dry condition. | [64] |
| PCBN, ceramic (TiCN+Al2O3), coated carbide toolsAISI D6 hardened steel | MoS2 | Minimum Quantity Fluid (MQF) system, vegetable-based oil LB2000 mixture by solid lubricant | Claimed to be a viable alternative to tackle most machining challenges. | [65] |
| Coated carbide toolAISI 4140 steel | Graphite;MoS2(separately) | MQL system, Solid lubricants mixed with SAE 40 oil | Reduced cutting temperature when using MoS2+MQL compared to graphite+MQL.Results were validated by simulation (ANSYS). | [66] |
| Uncoated carbide toolIN718 | MoS2 | Textured tools with dimple patterns assisted with MQL system, solid lubricant mixed with canola oil | Improved tool wear by 20-30% when using MoS2+MQL compared to dry.Decreased cutting forces, surface roughness and cutting temperature with this method compared to dry. | [67] |
| HSS toolAISI 1040 steel | MoS2 | Textured tools filled with solid lubricant and graphite-based grease mixture | Reduced cutting temperature.Improved surface roughness.Decreased coefficient of friction and chip thickness. | [68] |
| Uncoated carbide toolTi-6Al-4V | MoS2 | Textured tools filled with solid lubricant, SAE 40 oil mixture | Reduced machining forces and power consumption when using MoS2 with textured tool compared to dry condition. | [69] |
| Cemented carbide toolAluminum silicon alloy;Aluminum bronze alloy | DLC coating;Diamond coating | Vacuum cathode multi-arc deposition and DC plasma jet coating method | Improved cutting tool life when using DLC-coated tool compared to uncoated tool (7 times longer for aluminum bronze workpieces). | [70] |
| Tungsten carbide toolAluminum silicon alloy | DLC coating | Plasma Enhanced Chemical Vapour Deposition (PECVD) coating method | Decreased cutting forces when using DLC-coated tool compared to uncoated tool. | [71] |
| Ceramic tool (Al2O3+TiC)Hardened steel 102Cr6 | DLC coating | Arc-PVD and Plasma Assisted Chemical Vapour Deposition (PACVD) coating methods | Improved tool life for both conditions compared to uncoated ceramic tools.Lower CoF for both conditions compared to uncoated tools. | [72] |
| Cemented carbide toolHardened steel | MoS2 | Drill micro-holes on the tool faces (flank and rake) filled with a solid lubricant | Decreased cutting forces for all tool conditions compared to conventional tools.Improved tool life when drilling micro-holes on the flank face. | [73] |
| Tungsten carbide toolHardened AISI H13 steel | MoS2 nanoplatelets;CaF2 nanoparticles(separately) | Minimum quantity cutting fluids (MQCF); used hybrid-nano green cutting fluids (HN-GCFs) with different concentrations | 0.3% concentration of HN-GCFs for CaF2 was optimized for thermal conductivity, specific heat, and viscosity.Less tool wear and workpiece adhesion with HN-GCF-0.3 of CaF2. | [74] |
| Coated carbide toolAISI 1040 steel | CaF2 | MQSL machining with 10% and 20% CaF2 concentration mixed with SAE 40 oil | Improved tool life and surface finish by CaF2+MQSL method compared to MQL, wet and dry conditions.10% CaF2 concentration showed better machining performance. | [75] |
| Coated carbide toolEN31 steel | CaF2 | MQSL machining with 10%, 15% and 20% CaF2 concentration mixed with SAE 40 oil | Improved tool life, surface quality and cutting temperature reduction were achieved by 15% CaF2 concentration. compared to Wet and dry conditions. | [76] |
| Ceramic tool (Al2O3+TiC)40Cr | CaF2 | Added CaF2 and CaF2@Al2O3 to the ceramic tool by hot pressing (HP) method with different concentration | Improved flank wear and surface roughness when using all CaF2@Al2O3 concentrations compared to the ceramic tool.Decreased cutting force and temperature when using vol 10% of CaF2@Al2O3. | [77] |
| Ceramic tool (Al2O3/Ti(C,N))40Cr | CaF2 | Added CaF2@Al(OH)3 to the ceramic tool by heterogeneous nucleation method | Decreased cutting temperature and surface roughness with this method compared to the ceramic tool.Improved tool life by increasing wear resistance properties of ceramic tools. | [78] |
| HSS toolMild steel | Boric acid | MQL system, Solid lubricant mixed with coconut oil | Decreased surface roughness by 40% compared with dry and 18% with wet machining. | [79] |
| Carbide toolEN24 steel | Boric acid | MQL system, Solid lubricant mixed with SAE 40 oil and/or TiO2 | Reduced cutting forces, cutting temperature and surface roughness by Boric acid+ TiO2+SAE 40 oil compared to when mixed separately with oil, only oil and dry conditions. | [80] |
| Uncoated carbide tool, CVD, PVDEN353 | Boric acid | Dry, SAE 40 oil,Boric acid + SAE 40 oil all applied by coolant nozzle | Better cutting conditions when using SAE 40 oil.Improved surface roughness with SAE 40 oil and CVD tool. | [81] |
| Uncoated carbide toolIN718 | Soft metal coating | In situ coating (pre-machining) process prior to the main machining process | Improved tool life by 300% compared with untreated tools.Decreased cutting forces by 40-50%.Reduced work-hardening in machined workpieces by 45%. | [82] |
| Uncoated carbide toolIN718 | Soft metal coating | PVD coating | A threefold increase in lifespan compared with uncoated tools.Decreased cutting forces significantly.Reduced by 25% in work hardened surface layer | [83] |
Table 2.
Overview of prior studies investigating solid lubricants in milling processes.
| Tool/workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref |
| TiCN/Al2O3/TiN CVD coated tungsten carbide toolAISI 4340 steel | Graphite;Boric acid(separately and mixed) | MQL system used an emulsion oil mixture with graphite and/or boric acid | MQL 10%wt Boric acid mixture with emulsion oil showed better machining performance compared to when both solid lubricants are mixed together. | [86] |
| CVD-coated tungsten carbide end mill toolAISI 4340 steel | Graphite;Boric acid(separately and mixed) | Minimum quantity cooling lubrication technique (MQCL) system used coconut oil mixture | Improved Ra when using boric acid mixture with coconut oil compared to other conditions.Higher thermal conductivity and lower viscosity were found in boric acid mixture with coconut oil. | [87] |
| Coated carbide end millAISI 1045 steel | Graphite;MoS2(separately) | Directly applied by the motor-driven feeder | MoS2 outperformed graphite and Wet conditions in terms of surface roughness, cutting forces and specific energy | [88] |
| TiAlN-coated carbide end millIN718 | MoS2 | MQL system used a liquid CO2 mixture with solid lubricant. | Improved surface roughness and lower cutting temperature when using the MQL system with liquid CO2 and MoS2 compared to conventional lubrication methods. | [89] |
| Uncoated carbide toolAISI H13 tool steel | Graphite nanoplatelets | Solid lubricant dispersed in distilled water, applied directly by a nozzle for near-dry machining | Reduction in tangential cutting force (due to the presence of graphite) had a negative impact on dimensional accuracy and caused burnishing of the machined surface. | [90] |
| TiAlN-coated carbide toolTi-6Al-4V | Graphitenanoplatelets | MQL system, Solid lubricant mixed withvegetable oil | Decreased tool flank wear and chipping 1% graphite+MQL compared to other concentrations, MQL and dry conditions. | [91] |
| Tungsten carbide toolAluminum alloy (A6061-T6) | MoS2 nanoparticles | MQL system, Solid lubricant mixed withmineral oil | Improved the quality of the machined surface when using 0.5% concentration of MoS2 compared to other concentrations and MQL. | [92] |
| Uncoated tungsten carbide toolAISI 420 | MoS2 nanoparticles | MQL system, Solid lubricant mixed with vegetable oil | Decreased tool wear and surface roughness when using MoS2+MQL with the flow rate of 40ml/h compared to other flow rates, MQL and dry. | [93] |
| Tungsten carbide micro-toolAISI 52100 steel | DLC coating | PVD coating method | Lower cutting force for DLC-coated tool compared to uncoated tool.Reduced CoF in DLC-coated tool compared to uncoated tool. | [94] |
| Ultra-fine-grained carbide toolIN718 | DLC coating | PECVD method | Reduced tool flank wear and cutting forces when using DLC-coated tool compared to uncoated tool. | [95] |
| TiB2 PVD-coated toolAluminum silicon alloy | Monolayer DLC coating;Multilayer DLC and WS2 coating | PVD coating method | The best machining performance was reported to be for two layers of DLC-WS2 compared to other coatings. | [96] |
| WC coated toolIN718 | DLC coating | PVD coating method | Decreased tool wear and built-up edge (BUE) formation when using DLC-coated tool compared to uncoated tool. | [97] |
| Coated (TiN) carbide toolAISI O2 cold work steel | Boric acid | MQL system, Solid lubricants mixed with ethylene glycol and borax decahydrate | Borax additive when mixed with boric acid improved surface roughness compared to conditions with only borax decahydrate is used.In terms of tool life, borax decahydrate showed better results. | [98] |
Table 3.
Summary of previous research on the use of solid lubricants in the grinding processes.
| Tool/workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref |
| Al2O3-grade wheelAISI 1030 steel;AISI 52100 steel | Graphite | Directly injected, Solid lubricant mixed with water-soluble oil | Reduced specific energy when using graphite mixed with oil compared to dry condition. | [99] |
| Diamond wheelSiC | Graphite | Directly injected via funnel pipe | Reduced tangential force and specific grinding energy, and improved surface finish when using graphite compared to dry condition. | [101] |
| Al2O3 grade wheelEN2;EN31 | Graphite | The solid lubricant was sandwiched on the wheel | Reduced surface roughness when using graphite compared to Wet and dry conditions. | [102] |
| Brazed CBN on the wheelTi6-Al-4V | MoS2 | Applied solid lubricant coating by an organic bonding method | Reduced grinding force andExtended grinding wheel service life by using MoS2 coating compared to uncoated CBN tool. | [103] |
| Al2O3 grade wheelHardened D2 tool steel | Graphite nano-platelets | MQL system, solid lubricant mixed with isopropyl alcohol was directly sprayed on the workpiece-wheel interface and the workpiece surface pre-grinding | Reduced cutting forces and specific energy and surface finish improvement when using 15ⴜm graphite nano-platelets compared to smaller diameters of graphite nano-platelets, MQL and dry conditions. | [104] |
| CBN wheelTi-6Al-4V | Graphite;Graphene;MoS2(separately) | MQL system, solid lubricants mixed with vegetable oils | The best performance was reported for graphene compared to graphite and then MoS2 in terms of surface roughness, cutting forces, coefficient of friction and grinding energy. | [105] |
| The tool was not mentioned.Mild steel | Graphite | MQL system,Solid lubricant mixed with LB-3000 lubricant | Improved surface roughness when using graphite+MQL compared to Wet and dry conditions. | [106] |
| Flat cylindrical grinding wheel, Microcrystalline sintered corundum,IN718 | Graphite;MoS2(separately) | Minimum quantity cooling (MQC) system, solid lubricant mixed with water and Syntilo RHS oil | Reduced surface roughness when using graphite+MQC and MoS2+MQC compared to other tested conditions.Lowest surface clogging percentage by using graphite+MQC and MoS2+MQC compared to other conditions. | [107] |
| Aluminum oxide grinding wheelAISI D2 steel | MoS2;CuO(separately and mixed) | MQL system, solid lubricants mixed with soybean base and/or colza oils | Best surface roughness result was obtained by using CuO+MQL colza base oil compared to other tested conditions. | [108] |
| CBN grinding wheelCemented carbide (YG8) | MoS2 | Nano-MQL (NMQL) system, solid lubricant mixed with castor oil | Decreased cutting forces ratio and improved surface quality by using MoS2+NMQL and MQL compared to Wet and dry conditions. | [109] |
| Aluminum oxide grinding wheelAISI 202 stainless steel | MoS2 | Nano Fluid-MQL (NFMQL) system, solid lubricant mixed with vegetable oil-based | Reduced cutting forces and cutting temperature, and improved surface roughness when using MoS2+NFMQL compared to MQL, Wet and dry conditions | [110] |
| Diamond grinding wheelSilicon nitride | MoS2;WS2;hBN;(separately and mixed) | Nanoparticle jet MQL (NJMQL) system,Solid lubricants mixed with de-ionized water | Hybrid MoS2 with WS2 or hBN nanofluids resulted in lower grinding forces, surface roughness, specific grinding energy, surface/sub-surface damages and better surface morphology. | [111] |
Table 4.
Overview of past studies investigating the application of solid lubricants in drilling processes.
Table 4.
Overview of past studies investigating the application of solid lubricants in drilling processes.
| Tool/workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref |
| TiN-PVD coated toolIN718 | H-MoS2 | MQSL system, Solid lubricant mixed witholive oiland direct delivery method | Significant surface roughness improvement, flank wear reduction and less cutting temperature when MoS2 is directly applied compared to MQSL and dry conditions. | [116] |
| TiN-PVD coated toolTi-6Al-4V | MoS2 | MQSL system, Solid lubricant mixed with olive oiland direct delivery method | Significant surface roughness improvement, flank wear reduction and less cutting temperature when MoS2 is directly applied compared to MQSL and dry conditions. | [117] |
| Uncoated carbide tool Aluminum alloy | Graphite;MoS2(separately) | Coating - | Reduction in BUE formation, minimum circularity error and no burr formation when using solid lubricant coatings compared to blasocut coolant and conditions. | [118] |
| Tungsten carbide (WC)Ti-6Al-4V | MoS2;hBN nanoparticles(separately) | MQL system, Solid lubricants mixed with Boelube (alcohol-based) fluid | Decreased tool wear and frictional force for both MoS2+MQL and hBN+MQL compared to MQL. | [119] |
| HSS drill toolSteel 35 | MoS2 | The workpiece floated in sulfur and serpentinite with industrial oil and oleic acid mixture by special lab stand | Increased the operation time of the drill tool when using this method compared to Wet and dry conditions | [120] |
| Cemented carbide toolAluminum alloy (SA-323) | DLC coating | PECVD method | Improved the hole quality (roundness curves, radial deviation, and roughness) when using DLC-coated tools compared to uncoated tools.Increased productivity by drilling at high speeds with DLC-coated tools. | [121] |
| HSS tool;Cobalt-alloyed HSS toolAISI 1045 steel | DLC coating;MoS2 coating(separately) | PACVD method | Improved chip evacuation capabilities and decreased drilling torque when using DLC-coated tools compared to MoS2-coated tools and uncoated tools.Tool life reduction was reported for DLC-coated tools. | [122] |
| HSS toolMagnesium alloy(AZ91) | Non-hydrogenated DLC coating | Closed Field Unbalanced Magnetron Sputter Ion Plating (CFUBMSIP) Coating method | Prolonged tool life, less drilling torque and cutting temperature when using DLC-coated tools with the assistance of the H2O-MQL system compared to uncoated HSS tools. | [123] |
| Tungsten carbide toolAluminum alloy | Graphite;MoS2(separately and mixed) | Textured tool filled with solid lubricants, | Improved the dimensional accuracy and decreased surface roughness when using the textured tool filled by graphite and a mixture of graphite and MoS2 compared to other conditions.Increased tool life using graphite coating. | [124] |
| Coated carbide toolsTi-6Al-4V | MoS2 | MQL system, solid lubricant mixed with cottonseed oil | Decreased cutting temperature, improved surface quality, increased tool life and enhanced subsurface hardness when using MoS2+MQL with 20% concentration compared to other conditions. | [125] |
| Tungsten carbide toolAluminum alloys (2024 /7150) | DLC;MoS2(separately) | CFUBMSIP coating method | Improved standard deviation of hole diameter and reduced surface roughness when using DLC-coated and MoS2-coated tools compared to the uncoated tool. | [126] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



