Submitted:
06 May 2026
Posted:
06 May 2026
You are already at the latest version
Abstract
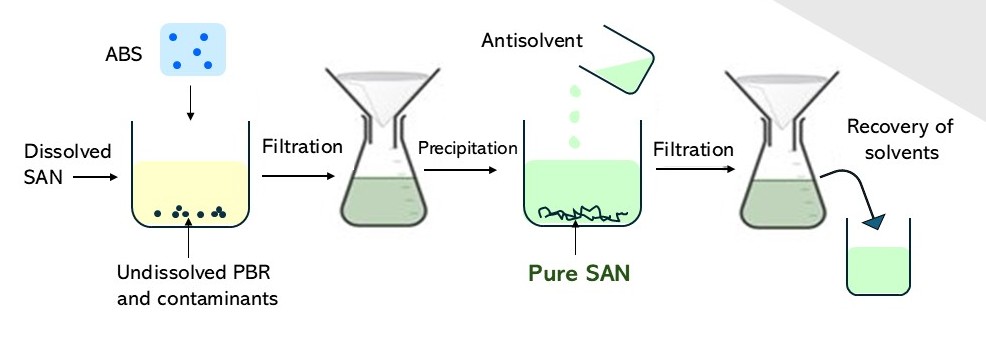
ABS is widely used as engineering plastic, but extensive use generates a significant amount of waste which is difficult to recycle due to material's complex composition. Physical recycling of ABS using TNO Möbius dissolution technique has been used here to separate pure SAN polymer, from PBR, and other substances. Relationships between properties and composition of the original materials were investigated as a starting point for evaluation of the effects of recycling on the quality of recycled materials. Three ABS materials were used in the recycling process to produce pure SAN polymers. The recycled SANs were then melt-blended with fresh masterbatch. The final ABS ma-terials had the same composition which allowed to investigate whether SAN recycled from different sources causes differences in properties of the final ABS materials. All properties of ABS materials made with recycled SAN are similar regardless of the source of SAN. Substances were quantified in the original ABS materials and in SAN polymers obtained by the recycling process. The substances were largely removed from all materials except one. The main conclusions from this study are that SAN polymer obtained by physical recycling from different sources does not affect properties of the final ABS material and the TNO process successfully separates SAN from other substances.
Keywords:
acrylonitrile–butadiene–styrene
; polybutadiene rubber
; physical recycling
; dissolution process
; material characterization
; analysis of impurities
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



