
Submitted:
22 January 2026
Posted:
23 January 2026
You are already at the latest version
Abstract
An electrochemical analysis of the corrosion resistance of the Al-alloy EN AW-5454-D and its welded joints made by MIG (Metal Inert Gas) and by laser hybrid (LH) welding, was performed on this study. All the tested samples had a thickness of 4 mm, whereby all the samples` surfaces were cleaned with a plasma cleaning process before the elec-trochemical testing to reduce the impact of contamination. The electrochemical be-haviour was investigated in a 3.5 wt.% NaCl solution over immersion periods of 1 hour, 7 days and 30 days, using electrochemical techniques and surface analysis. The ob-tained results show that the welding processes (MIG and LH) caused microstructural heterogeneities that reduce the corrosion resistance of the weld. The MIG welded Al-alloy showed worse properties than the LH welded in the electrochemical tests, as it had a higher corrosion current density, lower polarisation resistance and higher layer capacitance. Due to long-term exposure to the immersion solution, despite the reduced susceptibility to uniform corrosion, the Al-alloy samples and their welds remained susceptible to pitting corrosion.
Keywords:
Al-alloy
; welding
; electrochemical behaviour
; characterisation
1. Introduction
The properties of the EN AW-5454-D Al-alloy are well known from the scientific literature, such as excellent corrosion resistance [1,2,3] good formability [4], weldability [5], good density-to-load capacity ratio [6,7] and excellent mechanical properties [3,8,9]. All these properties indicate that this alloy is very suitable for use in the automotive industry [10] due to the reduction of weight and environmental footprint [11,12], and, consequently, lower energy consumption required to power vehicles [13]. Since this Al-alloy is corrosion-resistant and weldable, it is used for various chassis components that are joined together by welding.
Laser hybrid welding (LH) compensates for the individual weaknesses of laser and conventional arc welding [14]. LH has many advantages [15] over conventional welding processes when choosing the optimal welding parameters, as it is faster and more productive than classical arc welding [16], provides lower heat input [17,18,19] into the welded joint, and, consequently, smaller changes in the microstructure in the heat affected area (HAZ) [20,21,22], lower energy consumption, better appearance of welds and reduction of defects in the weld [23,24]. Due to the size of the welding equipment, especially the LH welding head, which prevents access to more complex forms of welded parts, LH welding is used best for welding long and straight welded joints. Metal inert gas (MIG) welding, on the other hand, offers other advantages, such as flexibility, high welding efficiency and flexibility. The MIG welding process is used widely in automated welding [25]. Due to the relatively simple shape of the MIG torch, the accessibility to the welding site is much better than with laser hybrid welding, and therefore allows the welding of more complex welding shapes. With the introduction of pulse MIG welding, the weld pool stirring is enhanced, it allows a finer grain weld structure and better weld properties [25] compared to conventional MIG welding. The biggest problem in MIG welding is the porosity formation in the weld, which is greater than in LH welding [26,27].
The Al-alloy EN AW-5454-D belongs to the 5000 series of work-hardening alloys [28,29]. With thinner sheet metal the material is more hardened, and therefore has better mechanical properties, which was confirmed in a previous study of the same Al-alloy [27,30].
During welding, the microstructure of the material changes due to the introduction of heat into the HAZ, which affects the corrosion resistance of the material [31,32,33]. Studies of various effects on the corrosion resistance of Al-alloys have been reported in the literature. Sinan [1] investigated the effect of plastic deformation by rolling on corrosion resistance, whereby the corrosion resistance increased of the plastically deformed alloy. The effect of the degree of deformation on corrosion was investigated using a potentiodynamic test, although such a change was also recorded by corrosion testing. Fraker et al. [2] observed the corrosion resistance of various alloys at elevated temperatures in salt water, and found that the AA5454 alloy was the best among the Al-alloys studied. Yang et al. [34] conducted a study on the effect of varying the welding speed of the aluminium-lithium alloy (Al-Li) 2195 in an LH process, where they found that the corrosion resistance decreased with increasing the welding speed. Chandra et al. [35] conducted a study on the effect of friction stir welding (FSW) on the corrosion resistance of a welded joint of the Al-alloy EN AW-7075. Guzmán et al. [36] conducted an analysis of the electrochemical corrosion properties and mechanical strength of 6061 aluminium welds in two different heat treatments. The welds were made by MIG arc welding in pulsed mode. Due to the change in microstructure and phase composition, a galvanic couple susceptible to electrochemical corrosion was created, which was more evident in the heat-affected zone than in the other weld zones, which showed uniform and localised corrosion, as evidenced by electrochemical impedance spectroscopy. The heat introduced during the welding process, especially in the HAZ, affects the corrosion resistance negatively. Shah and Badheka [37] evaluated the electrochemical behaviour of the AA 7075-T651 alloy under different welding conditions and the effect of the tool rotation speed, welding speed and tool diameter on its corrosion properties. The corrosion properties were studied according to the ASTM G-34 Standards. The analysis showed that the HAZ is the most susceptible to corrosion. The experiments showed that the corrosion resistance of welded plates is directly proportional to the heat input during the welding process. Plates welded with a lower tool rotation speed, higher welding speed and smaller tool diameter showed higher corrosion resistance. From the above studies it is evident that the corrosion resistance of a welded joint is most dependent on the heat input during the welding process. The studies also showed that the lowest corrosion resistance was observed in the HAZ.
The aim of our study was to compare the corrosion resistance of the base material made of the Al-alloy EN AW-5454-D of 4 mm thickness with the corrosion resistance of welded joints prepared by the MIG and LH processes. The study used standard electrochemical analysis methods in conjunction with complementary microstructural analysis of the samples.
2. Materials and Methods
2.1. Base Material
The Al-alloy was supplied by the manufacturer Speira GmbH (Grevenbroich, Germany). Sheet strips made of cold-rolled Al-sheets 4 mm thick in the supplied condition O (soft) [4]. Plates rolled in the longitudinal direction had been cut into the desired dimensions (50 mm x 500 mm) of the parts.
The nominal chemical composition of the supplied Al-alloy EN AW-5454 is listed in Table 1.
2.2. Filler Material
A massive welding wire - Safra Al Mg2.7Mn (S Al5554 - EN ISO 18273); wire diameter Ø 1.2 mm, supplied by the manufacturer Safra Spa (Travagliato, Italy) was used for welding.
The chemical composition of the supplied welding wire used for the tests and analyses is listed in Table 2.
2.3. Welding
The Al-sheet samples were welded robotically in a welding cell for safety reasons. The individual elements during the LH and MIG welding are shown in Figure 1. Due to the robotic welding, it was necessary to position and clamp the weldments in the welding fixture accurately, which is shown in Figure 2.
2.3.1. Performing of Laser Hybrid Welding
A laser welding source IPG YLS-10000-S2T with Laser process (continuous, pulsing, Fiber, solid): CW Mode (IPG Laser GmbH, Allershausen, Germany), a welding source for the MIG welding process with Synergic Line: PMC 4181 AC Universal: Fronius iWave500 (Fronius, Austria) and a laser hybrid welding head Fronius (Fronius, Wels, Austria) were used for the LH. The technological parameters for the LH of the but weld are listed in Table 3.
2.3.2. Performing of MIG Welding
A welding source, Fronius TPS 400i (Fronius, Austria) with Synergic Line: PMC 4515 DC Universal was used for the MIG welding process. The technological parameters for the MIG welding of the but weld are listed in Table 3.
2.4. Sample Preparation
Rectangular samples were cut roughly by wire erosion from the base material, LH and MIG welded samples. The shape of the samples of the basic material was processed mechanically from the rectangle - the contour of the basic material sample imitated the contour (outline) of the welded sample, so that the surface sizes of all the samples were as equal as possible. The contour in the basic material was then created with an electric straight sander, and later with a hand file according to the outlined contour.
Holes with a diameter of 1.0 mm were drilled into the samples mechanically, which were used to hang them on a wire in the test medium.
2.5. Characterisation
Microstructural observations and microchemical analyses of the samples were performed using a Scanning Electron Microscope (SEM), model Sirion 400NC (FEI, USA), equipped with an Energy-Dispersive X-ray (EDX) spectroscope, INCA 350 (Oxford Instruments, UK). The SEM imaging was conducted using both secondary electron (SE) and backscattered electron (BSE) modes at magnifications ranging from 500× to 2,500×. An acceleration voltage of 20 kV and an electron beam spot size of 3.0–4.0 were employed to optimise the resolution and contrast. An EDX analysis was carried out over an energy range of 0–20 keV, to determine the elemental composition of selected areas. The results were normalised to provide quantitative elemental data.
The base material, LH and MIG welded samples were analysed after mechanical processing, chemical and mechanical cleaning, as well as after cleaning with air plasma. Additional SEM investigations were then conducted on the samples after the electrochemical testing.
2.6. Sample Surface Cleaning
After mechanical processing the samples were examined by SEM/EDX, which revealed the remains of a cutting tool on the surface (the sample was cut with a hand file-cutting tip made of austenitic steel). Fe was detected on the surface, visible as white particles in Figure 3. Different amounts of Fe were present at the analysed sites. Fe, and in some places Cr, and Mo, were detected (Table 4).
Different cleaning approaches were used to remove these residual elements. The sample surfaces were examined with SEM following the various cleaning approach steps, to confirm that the residual elements had been removed from the sample surfaces.
2.6.1. Chemical Cleaning
The samples were immersed in a Nital solution (a mixture of 2 vol.% HNO3: 98 vol.% ethanol) etchant for 1 minute. After that the samples were washed with water and dried.
An EDX examination of the samples, after the cleaning attempt, still detected that different amounts of Fe were present at the analysed sites.
2.6.2. Mechanical Cleaning
Manual polishing of the samples was carried out with Al2O3. The samples were sanded with a 4000 base – each sample for about 10 minutes. After sanding, the samples were placed in an ultrasonic bath for 5 minutes. Sample polishing followed with 0.05 µm MasterMet colloidal silica paste, approximately 5 min/side/sample.
After the 2nd cleaning attempt with the Nital solution, the samples were examined by EDX, which showed no more Fe residues on the surface.
2.6.3. Cleaning with Air Plasma
Surface cleaning with air plasma was performed to eliminate contamination of the surfaces of the samples with organic substances on the results of the corrosion resistance measurements. A Plasmatreat FG5001 plasma generator, RD1004 nozzle - without rotation, and a table with automated scrolling (Plasmatreat GmbH, Queller Straße 76-80, 33803 Steinhagen, Germany) was used for the surface preparation. The technological parameters for surface preparation are listed in Table 5. The sample surface preparation with air plasma is presented in Figure 4.
After cleaning with air plasma, each sample was wrapped separately in Al-foil to prevent possible surface contamination.
2.7. Sample Surface Area Size Determination
To calculate the polarisation and electric potential, it was necessary to determine all the surfaces of the samples accurately, so these surfaces were 3D imaged using a Keyence VHX-7000 digital microscope (Keyence International, Mechelen, Belgium) with 100x magnification. With the included software a 2D image was made from the 3D image, as shown in Figure 5. A Poligon function was used to draw a closed curve (points at 0.01 or 0.1 mm) to 0.01 mm precision, and the Area function was used to determine the area (interpolation). An approximation was made on the other side of the sample (x2 of the measured area).
2.8. Electrochemical Measurements
The electrochemical behaviour of three Al-alloys, the base material (BM), LH welded, and MIG welded, were investigated in a 3.5 wt.% NaCl solution over immersion periods of 1 hour, 7 days and 30 days. The chemical compositions of the tested alloys are listed in Table 6. The NaCl solution was prepared using analytical grade NaCl and distilled water. The electrochemical measurements were performed using a conventional three electrode cell in a 400 mL open air beaker. The working electrode was the tested Al alloy sample, the counter electrode was a platinum mesh, and the reference electrode was a saturated calomel electrode (SCE). All the potentials are reported versus the SCE. The electrochemical measurements were carried out using a VoltaLab PGZ-301 potentiostat. Before each test the open circuit potential (OCP) was monitored for 60 minutes, to ensure that a stable steady state condition was reached. Following the OCP stabilisation, electrochemical impedance spectroscopy (EIS) was conducted at the OCP over a frequency range of 0.1 Hz to 30 kHz with a sinusoidal perturbation amplitude of 10 mV. The EIS data were fitted using the appropriate equivalent circuit models. In the potentiodynamic polarisation tests the potential was scanned from −1100 mV to 500 mV at a sweep rate of 1 mV/s. The corrosion potential (Ecₒᵣᵣ), corrosion current density (jcₒᵣᵣ), and polarisation resistance (Rₚ) were determined from the polarisation curves using Tafel extrapolation.
3. Results and Discussion
3.1. SEM Imaging and EDX Microchemical Analysis
After the mechanical processing of the samples, residual elements from the cutting tool were detected on the surface, which may interfere with further investigations and the electrochemical testing results.
The SEM/EDX investigations of the base material samples after successful cleaning of the cutting residuals are shown in Figure 6 and Table 6. The obtained EDX results confirm that the surface chemistry is consistent with the expected composition of the EN AW 5454 D Al-alloy. The detected oxygen originated from the natural Al2O3 passive film, which forms spontaneously upon the exposure of Al to air, and is observed commonly in EDX due to its limited analysis depth, rather than from surface contamination.
Importantly, no Fe, W, Mo, Cr, or V were detected after cleaning, demonstrating that the procedure removed the tool related contaminants effectively. The concentrations of the key alloying elements (Mg, Mn, Si) aligned well with the nominal compositional specification for EN AW 5454 D. Furthermore, the low Standard Deviation among the individual spectra indicates minimal spatial variation, and confirms that the surface is cleaned uniformly and chemically homogeneous.
3.2. Electrochemical Measurements
3.2.1. Open-Circuit Potential Measurement
Figure 7 presents the open circuit potential (OCP) of the tested Al alloys as a function of the immersion time in a 3.5 wt.% NaCl solution. During the first hour, the alloys exhibited stable OCP values with fluctuations within ±20 mV, indicating rapid surface layer formation. The base material (BM) displayed the noblest potential (around −750 mV), while the MIG welded alloy showed the most active potential (around −806 mV).
With extended immersion (7 and 30 days), a marked cathodic shift was observed for most alloys, suggesting gradual activation of the surface. The exception was the MIG welded sample after 7 days, which shifted slightly anodically, due possibly to temporary repassivation. After 30 days, the OCP values converged within a narrow range (−815 to −795 mV), implying similar electrochemical surface states across all the alloys.
3.2.2. Potentiodynamic Measurements
The potentiodynamic polarisation curves of the tested Al alloys immersed at different times in the 3.5 wt.% NaCl solution are shown in Figure 8. The corrosion parameters derived from potentiodynamic polarisation measurements: corrosion potential (Ecorr), corrosion current density (jcorr), and polarisation resistance (Rp) are summarised in Table 7 for immersion times of 1 hour, 7 days and 30 days in a 3.5 wt.% NaCl solution.
At the onset of the immersion (1 hour), the base material (BM) and the LH welded alloy exhibited similar corrosion potentials (approximately −750 mV). In contrast, the MIG welded alloy showed a significantly more negative corrosion potential (−806 mV), indicating its lower initial corrosion resistance. This was further confirmed by its considerably higher corrosion current density (18.15 µA/cm2) and lower polarisation resistance (1.60 kΩcm2) compared to the base alloy (3.80 µA/cm2; 4.55 kΩcm2). The inferior initial performance of the welded alloys, particularly MIG, is attributed to the microstructural heterogeneities and porosity introduced during the welding process, which increased the electrochemically active surface area and facilitated charge transfer reactions.
With prolonged immersion, the corrosion potential of the BM and LH welded alloys shifted towards more negative values, suggesting gradual activation of the surface. However, after 30 days, the corrosion potential of all the tested alloys converged within a narrow range (approximately −800 mV), implying that the surface electrochemical states became similar over time.
The polarisation resistance (Rp) increased substantially for all the alloys after 7 days, indicating improved resistance to uniform corrosion. This trend correlates with the marked decrease in corrosion current density over the same period, reflecting the formation of a more protective surface layer. A similar trend was registered after 30 days.
Throughout the test intervals, the base alloy maintained the best corrosion properties in terms of uniform corrosion. Although the LH welded alloy showed slightly better performance than the MIG welded alloy, after 30 days, the difference between the two welded variants was much smaller than at the beginning of the experiment. Notably, after 30 days, the MIG welded alloy exhibited a lower Rp value, which may be due to the development of a porous corrosion product layer within the weld structure.
The slight increase in jcorr observed for all the alloys after 30 days may signal the gradual degradation of the protective surface layer, potentially heralding the onset of localised corrosion processes.
A decrease in the current density over time typically signals a reduction in uniform corrosion, but, in electrolytes containing aggressive ions like chloride (Cl−), this trend alone does not rule out the initiation or intensification of localised pitting corrosion [38,39].
For assessing the pitting formation, the key electrochemical parameters are most critical: the pitting potential (Eₚᵢₜ) and the repassivation or protective potential (Eᵣₑₚ) [38,40]. The relationship between these two values is especially significant. A sharp, premature rise in anodic current density before reaching oxygen evolution potentials, often suggests instability in the passive oxide layer and the likely onset of pitting (Epit). The protective potential (Eᵣₑₚ) is identified during a reverse potential scan as the point where the current hysteresis loop closes, i.e., where the return scan intersects the forward scan [38].
Due to their high reactivity in air, metals like aluminium develop a surface oxide layer spontaneously, even prior to electrochemical polarisation. As a direct consequence, an increase in current density can be observed, beginning at, or very near, the corrosion potential. This behaviour results in the measured corrosion potential (Ecorr) and pitting potential (Eₚᵢₜ) being virtually identical or extremely close in value at the beginning of the immersion [40,41,42].
To assess whether the formed layer on the alloy surface after a 30-day exposure period in a 3.5 wt.% NaCl solution could protect the tested alloys against pitting corrosion, a potentiodynamic polarisation test was performed, which included a reverse potential scan.
Figure 9 a-c present the potentiodynamic polarisation curves, including reverse scans, for the base, LH welded and MIG welded Al-alloys after 30 days of immersion in the 3.5 wt.% NaCl solution.
Following a 30-day immersion in the 3.5 wt.% NaCl solution, the polarisation curves with the reversed scan (Figure 9 a-c) revealed that all the tested alloys exhibited a higher current density during the reverse scan compared to the forward scan. This resulted in a positive hysteresis loop, a characteristic electrochemical indicator that pitting corrosion has initiated under these conditions. The measured repassivation potential (Erep) defines a critical threshold below which new pits should not initiate. For all the Al alloys in this study, Erep was more negative than the corrosion potential (Ecorr lies between Epit and Erep). This positioning signifies that pits, once formed, cannot repassivate fully, and are therefore likely to continue growing and propagating [38]. It is important to point out that the LH welded alloy has an Erep (-820 mV) almost identical to Ecorr (-815 mV), which means that repassivation is maybe partially possible under the given conditions.
The difference between the Epit and Erep, along with the area of the hysteresis loop, are indicators of pitting corrosion possibility. The larger Epit and Erep difference and the larger positive loop area correspond to lower pitting corrosion resistance [38].
In the case of the examined Al alloys, the LH welded alloy had the smallest (~114 mV), and the MIG welded the largest (~193 mV) difference between Epit and Erep. These results suggest that the MIG welded alloy has a higher tendency to pitting corrosion than the LH welded alloy.
Further insights into the stability of the surface oxide layer can be derived from another parameter: the active-passive transition potential, often visible as a distinctive “anodic nose” in the polarisation curve. This potential marks the point on the reverse scan where the current density undergoes a sharp decline. In the tested Al alloys, Ecorr was more noble (positive) than this transition potential, which suggests that the alloy surface would remain in a stable passive state at its corrosion potential [38].
In order to check the possibility of pitting corrosion formation, the alloy samples after potentiodynamic polarisation with reverse scans (30 days of immersion in the 3.5 wt.% NaCl solution) were analysed by SEM. Figure 10 shows the alloy surface morphology after potentiodynamic polarisation with reverse scans (after 30 days immersion in the 3.5 wt.% NaCl solution)
Based on the SEM micrographs in Figure 10, the surface morphology of the alloys after potentiodynamic polarisation with reverse scans (after 30 days of immersion in the 3.5 wt.% NaCl solution) shows noticeable differences in corrosion damage.
The base alloy surface (Figure 10 a) exhibits a sparse distribution of corrosion products alongside numerous small pits and several larger ones, indicating active pitting corrosion.
The MIG welded alloy presents a similar behaviour as the BM. After polarisation, its surface (Figure 10 c) also appears largely free of precipitated products, and it is characterised by numerous deep pits, with the difference that these pits are not scattered randomly, but are clustered together, suggesting a higher pitting attack than in the case of the base material.
In contrast, the surface of the LH welded alloy (Figure 10 b) after polarisation is covered with a more substantial layer of corrosion products and shows significantly less pits. This behaviour indicates that, during the reverse scan, partial repassivation occurred on the LH welded alloy surface, due to which is why its tendency to pitting corrosion was the lowest under the given conditions.
3.2.3. Electrochemical Impedance Spectroscopy Measurements
Electrochemical impedance spectroscopy (EIS) was performed at open circuit potential to investigate the interfacial behaviour and surface layer evolution of the Al-alloys over immersion periods of 1 hour, 7 days and 30 days in a 3.5 wt.% NaCl solution. The results are presented as Bode phase (Figure 11 a-c) and Bode magnitude plots (Figure 12 a-c). The derived impedance parameters, obtained by fitting the spectra to the appropriate equivalent circuit models, are summarised in Table 8.
The initial impedance measurement (Figure 11a) after one hour revealed a distinctive plateau in the Bode phase plot, with a maximum phase angle of approximately -75° observed in the intermediate frequency region near 100 Hz. This profile is a classic signature of capacitive behaviour, confirming the presence of a stable, protective film on the alloy surface [43,44,45]. The high magnitude of this phase angle indicates further good corrosion resistance for all the tested alloys under the specified conditions [43,46].
After 7 days of immersion (Figure 11b), the electrochemical response evolved to display two distinct time constants. A new time constant emerged in the lower intermediate frequency range (~10 Hz), maintaining a phase angle near -80°. Concurrently, a second time constant remained evident in the medium intermediate frequency region (~100 Hz), though with a maximum phase angle of approximately -75°. The persistent high phase angles (~70° to -80°) at lower frequencies continue to signify strong capacitive behaviour, and, thus, good protective properties. The appearance of the second time constant is attributed to the formation of an outer layer of corrosion products or a duplex oxide based structure [43,47,48].
After 30 days (Figure 11 c), both time constants shifted further towards lower frequencies (~6–7 Hz and 70–100 Hz, respectively), though the phase angle values remained largely unchanged. This suggests stabilisation of the surface layers without significant loss of the protective character.
The Bode magnitude plots (Figure 12a) revealed that, at 1 hour, the low frequency impedance modulus (log Z) for all the alloys fell within 3.0–3.5 Ω·cm2, with the MIG welded alloy exhibiting the lowest value. After 7 and 30 days (Figure 12b-c), the impedance increased slightly, reaching log Z values between 3.6 and 4.3 Ω·cm2, indicating improved corrosion resistance over time. The base alloy showed the highest impedance consistently, while both welded alloys converged to similar, slightly lower values after 30 days.
The slope of the magnitude plots in the intermediate frequency region was approximately −0.8 for all samples, suggesting that the surface layer behaves as a non-ideal capacitor with some ionic permeability, likely due to the porous nature of the oxide/corrosion product layer [49,50].
Across all the immersion periods, the high frequency region (1-100 kHz) showed consistent behaviour. The Bode magnitude plots exhibited a stable plateau, while the phase angle approached 0° (Figure 12 a-c). This response is a direct fingerprint of the solution (electrolyte) resistance, and showed no significant variation between the measurements.
The electrochemical impedance spectroscopy data provide a clear basis for selecting an appropriate equivalent circuit to model the behaviour of the Al-alloy in a 3.5 wt.% NaCl solution. The analysis of the impedance spectra revealed a non-ideal, frequency dependent response. To represent this behaviour accurately, a constant phase element (CPE, denoted as Q) was incorporated into the circuit model. The corresponding double-layer capacitance (C) was subsequently calculated from the CPE parameters using the standard conversion equation [45,49,50].
To interpret the EIS data quantitatively, different equivalent circuits were used to model the electrochemical interface. After 1 hour, a simple Randles type circuit Rs (QR) provided a good fit, where Rs represents the solution resistance, R the charge transfer resistance, and Q a constant phase element. After 7 days, a two-time constant model Rs(Q1R1)(Q2R2) was required, reflecting the development of a dual-layer structure. After 30 days, the best fit was achieved by incorporating a Warburg element (W) into the circuit: Rs(Q1R1)(Q2R2W), indicating the onset of diffusion-controlled processes.
The need to apply different models during modelling indicates that the properties of the layer on the surface of the alloy changed with the increasing immersion time in the 3.5 wt.% NaCl solution.
Table 8 summarises the key parameters extracted from the equivalent circuit models used to fit the EIS data. These values correspond to the electrochemical behaviour of the alloy after immersion periods of 1 hour, 7 days and 30 days in a 3.5 wt.% NaCl solution. The fitting quality was evaluated by chi-squared value, which, in these calculations, ranged from 0.0001±0.004 to 0.0001±0.03.
Upon the initial exposure to the 3.5 wt.% NaCl solution, the electrochemical interface is described accurately by a simple one-time constant model (Table 8). At this stage, the base material demonstrated the most favourable corrosion properties, registering the highest polarisation resistance (R= 5.0 kΩcm2) and the MIG welded alloy exhibited the lowest resistance (R= 1.1 kΩcm2). This ranking is supported by the double layer capacitance (C) values, which were lowest for the base alloy and highest for the LH welded alloy.
Following 7 days of immersion, the impedance data required a more complex model incorporating a second time constant. This modification reflects the formation of a duplex surface structure. In this refined model, the elements R1 and Q1 (converted to C1) characterise the outer, porous corrosion product layer. The components R2 and Q2 (C2) describe the properties of the inner, barrier oxide layer [45]. All the alloys showed a substantial increase in overall resistance compared to the 1 hour measurement, while the capacitance of the inner barrier layer (C2) remained relatively stable. The performance hierarchy established initially persisted, with the base alloy maintaining the highest corrosion resistance and the MIG welded alloy the lowest.
A consistent finding across all the samples was the superior quality of the inner oxide layer compared to the outer layer. This was evidenced by significantly higher resistance (R2 > R1) and lower capacitance (C2 < C1) values. The good properties of this inner barrier layer are primarily responsible for the alloy’s corrosion protection during this period [45].
The electrical properties of the outer layer, specifically its high capacitance (C1) and low resistance (R1), are indicative of a hydrated, porous structure permeated by electrolyte ions. The ingress and concentration of aggressive ions, particularly chloride, within this outer layer, can destabilise the underlying barrier oxide, creating conditions favourable for the initiation of pitting corrosion.
After 30 days of immersion, the impedance spectra for all the alloys exhibited a low frequency diffusion tail, necessitating the inclusion of a Warburg element (W) in the equivalent circuit model to account for the mass transport limitations. The calculated Warburg impedance values were consistently small and similar across all the tested materials.
Compared to the 7-day data, the resistance of the inner barrier layer (R2) showed a slight decrease for the base and MIG welded alloys. In contrast, the LH welded alloy experienced a significant reduction in R2. Consequently, after 30 days, the two welded alloys demonstrated comparable resistance values for both the outer and inner layers. A key distinction, however, is that the LH welded alloy exhibited lower capacitance values for both layers, with the difference being particularly pronounced for the inner layer capacitance (C2).
The notably higher inner layer capacitance for the MIG welded alloy (26.15 mF/cm2 vs. 1.38 mF/cm2 for LH welded) is a critical finding. This increase in C2 (not just C1) suggests that, in the MIG welded sample, electrolyte ions, particularly chlorides, have penetrated the outer porous layer and begun to incorporate into the inner barrier oxide. This incorporation degrades the protective quality of the inner layer, reducing its resistance to uniform corrosion and increasing its susceptibility to localised pitting attack substantially.
4. Conclusions
The electrochemical behaviour of base (BM), LH welded, and MIG welded Al-alloys were investigated in a 3.5 wt.% NaCl solution over immersion periods of 1 hour, 7 days and 30 days using electrochemical techniques and surface analysis. The following conclusions can be drawn:
-The potentiodynamic polarisation measurements indicate that the welding process decreased the initial corrosion resistance of the Al-alloys, with the MIG welded alloy exhibiting the poorest performance, which resulted in the highest initial corrosion current density and the lowest polarisation resistance.
-The corrosion resistance for all the alloys improved with the immersion time, as evidenced by a significant decrease in the corrosion current density and an increase in the polarisation resistance after 7 and 30 days. This improvement is attributed to the formation and stabilisation of surface oxide/corrosion product layers.
- Polarisation with the reverse scan registered that the layer formed on the surface after a 30-day exposure period in a 3.5 wt.% NaCl solution, could not protect the tested alloys well against pitting corrosion. Under the given conditions, the MIG welded alloy had a greater tendency to pitting corrosion.
-The surface morphology analysis after potentiodynamic polarisation including reverse scans (after 30 days of immersion in the 3.5 wt.%NaCl solution) confirmed the electrochemical results. The surface of the base material and MIG welded alloy indicated active pitting corrosion, while partial repassivation occurred in the LH welded alloy during the reverse scanning.
- The EIS analysis indicated the formation of a duplex surface layer over time, characterised by two-time constants after 7 and 30 days. The MIG welded alloy exhibited the highest inner layer capacitance after 30 days, suggesting significant ion penetration and greater susceptibility to pitting corrosion.
Author Contributions
“Conceptualisation, M.B., R.R. and G.V.; methodology, M.B., P.M. and G.V.; software, P.M. and G.V.; validation, M.B., R.R. and G.V.; formal analysis, P.M. and G.V.; investigation, M.B. and G.V.; resources, R.R.; data curation, P.M.; writing—original draft preparation, M.B. and D.V.; writing—review and editing, R.R. and D.V.; visualisation, P.M.; supervision, R.R.; project administration, R.R.; funding acquisition, R.R. All authors have read and agreed to the published version of the manuscript.”.
Funding
The authors gratefully acknowledge the financial support of the Ministry of Science, Technological Development and Innovation of the Republic of Serbia (Grants Nos. 451-03-66/2024-03/200125 & 451-03-65/2024-03/200125) and The Bilateral Projects Serbia – Slovenia (337-00-110/2023-05/26).
Institutional Review Board Statement
“Not applicable”.
Informed Consent Statement
“Not applicable”.
Data Availability Statement
We encourage all authors of articles published in MDPI journals to share their research data.
Acknowledgments
We would like to thank Mrs. Irena Uranjek from the company Rogač plus d.o.o. (Rogač Plus d.o.o., Mariborska cesta 103, 2312 Orehova vas, Slovenia) for all the time she devoted to us for advising, sharing her experience and enabling the use of the Plasmatreat equipment to clean the surfaces of the samples with air plasma.
Conflicts of Interest
“The authors declare no conflicts of interest.”.
Abbreviations
The following abbreviations are used in this manuscript:
| BM | base material |
| BSE | backscattered electron |
| Ecₒᵣᵣ | corrosion potential |
| EDX | energy-dispersive X-ray |
| EIS | electrochemical impedance spectroscopy |
| FSW | friction stir welding |
| HAZ | heat affected area |
| jcₒᵣᵣ | corrosion current density |
| LH | laser hybrid welding |
| MIG | metal inert gas |
| OCP | open circuit potential |
| Rₚ | polarisation resistance |
| SCE | saturated calomel electrode |
| SE | secondary electron SEM -scanning electron microscope |
References
- Sezek, S. Investigating Corrosion, Wear Resistance and Friction of AA5454-O Series after Its Severe Deformation by Rolling. Medžiagotyra 2017, 23 SE-5, 27–31. [Google Scholar] [CrossRef]
- AC, F.; AW, R. JR OBSERVATIONS OF HOT SALINE WATER CORROSION OF ALUMINUM ALLOYS. Corros. (Houston, Tex.) 1971, 27 SE-6, 151–156. [Google Scholar] [CrossRef]
- Engler, O.; Liu, Z.; Kuhnke, K. Impact of homogenization on particles in the Al–Mg–Mn alloy AA 5454 – Experiment and simulation. J. Alloys Compd. 2013, 560, 111–122. [Google Scholar] [CrossRef]
- Salej Lah, A.; Vončina, M.; Paulin, I.; Medved, J.; Fajfar, P.; Volšak, D. THE INFLUENCE OF CHEMICAL COMPOSITION AND HEAT TREATMENT ON THE MECHANICAL PROPERTIES AND WORKABILITY OF THE ALUMINIUM ALLOY EN AW 5454. Mater. Tehnol. 2021, 55. [Google Scholar] [CrossRef]
- Volpone, L.M.; Mueller, S. Joints in light alloys today: the boundaries of possibility. Weld. Int. 2008, 22, 597–609. [Google Scholar] [CrossRef]
- Sheng, K.; Lu, L.; Xiang, Y.; Ma, M.; Wu, Z. Crack behavior in Mg/Al alloy thin sheet during hot compound extrusion. J. Magnes. Alloy. 2019, 7, 717–724. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A. V; Portnoy, V.K.; Mochugovskiy, A.G.; Zadorozhnyy, M.Y.; Tabachkova, N.Y.; Golovin, I.S. Effect of homogenisation treatment on precipitation, recrystallisation and properties of Al – 3% Mg – TM alloys (TM=Mn, Cr, Zr). Mater. Des. 2016, 109, 197–208. [Google Scholar] [CrossRef]
- Engler, O.; Kuhnke, K.; Hasenclever, J. Development of intermetallic particles during solidification and homogenization of two AA 5xxx series Al-Mg alloys with different Mg contents. J. Alloys Compd. 2017, 728, 669–681. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium Alloys for Automotive Application. Mater. Sci. Forum - MATER SCI FORUM 1997, 242, 33–50. [Google Scholar] [CrossRef]
- Van Der Hoeven, J.A.; Zhuang, L.; Schepers, B.; De Smet, P.; Baekelandt, J.P. A New 5xxx Series Alloy Developed for Automotive Applications. SAE Tech. Pap. 2002. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Krall, P.; Weißensteiner, I.; Pogatscher, S. Recycling aluminum alloys for the automotive industry: Breaking the source-sink paradigm. Resour. Conserv. Recycl. 2024, 202, 107370. [Google Scholar] [CrossRef]
- García Gutiérrez, I.; Elduque, D.; Pina, C.; Tobajas, R.; Javierre, C. Influence of the Composition on the Environmental Impact of a Casting Magnesium Alloy. Sustainability 2020, 12. [Google Scholar] [CrossRef]
- Casalino, G.; Maso, U.; Angelastro, A.; Campanelli, S.L. Hybrid Laser Welding: A Review. DAAAM Int. Sci. B. 2010, 413–430. [Google Scholar] [CrossRef]
- Paul, C.; Nicolae, J. INDUSTRIAL APPLICATIONS FOR MSG - LASERHYBRID WELDING PROCESS. Rev. Tehnol. Neconv. 2011, 15. [Google Scholar]
- Staufer, H. LaserHybrid welding for industrial applications. In Proceedings of the Proceedings of SPIE - The International Society for Optical Engineering, Let. 6346 PART. 2007. [Google Scholar]
- Welding and allied processes — Guidelines for measurement of welding energies. ISO/TR 18491:2015 (E); 2015.
- EN 1011-1:2009 (E); Welding – Recommendations for welding of metallic materials – Part 1: General guidance for arc welding. 2009.
- Leo, P.; Renna, G.; Casalino, G.; Olabi, A.G. Effect of power distribution on the weld quality during hybrid laser welding of an Al–Mg alloy. Opt. Laser Technol. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- Kostrivas, A.; Lippold, J.C. Fusion boundary microstructure evolution in aluminium alloys. Weld. World 2006, 50, 24–34. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Casalino, G. Hybrid welding of AA5754 annealed alloy: Role of post weld heat treatment on microstructure and mechanical properties. Mater. Des. 2016, 90, 777–786. [Google Scholar] [CrossRef]
- Aleo, V. Effect of Welding on the Width of the Heat -Affected Zone of Aluminum Alloys; ProQuest Dissertations Publishing, 2004. [Google Scholar]
- Katayama, S. Fundamentals and Details of Laser Welding 2020.
- Ma, Y.R.; Cai, C.; Liu, Z.J.; Xie, J.; Yang, C. Plasma Monitoring During Laser-MIG Hybrid Welding Process Based on LabVIEW. CHINESE J. LASERS-ZHONGGUO JIGUANG 2022, 49. [Google Scholar] [CrossRef]
- Wang, H.; Chang, S.; Zhou, Z.; Wang, W. Effect of TIG remelting on the microstructure, mechanical properties, and corrosion behavior of 5052 aluminum alloy joints in MIG welding. J. Mater. Res. Technol. 2024, 32, 2255–2267. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, D.; Cao, L.; Ma, L.; Zeng, H. Comparative Analysis of Mechanical Properties and Microstructure of 7B52 Aluminum Alloy Laser-MIG Hybrid Welding and MIG Welding Joints. Metals (Basel). 2024, 14. [Google Scholar] [CrossRef]
- Jiang, Z.; Hua, X.; Huang, L.; Wu, D.; Li, F.; Zhang, Y. Double-sided hybrid laser-MIG welding plus MIG welding of 30-mm-thick aluminium alloy. Int. J. Adv. Manuf. Technol. 2018, 97, 903–913. [Google Scholar] [CrossRef]
- Conserva, M.; Donzelli, G.; Trippodo, R. Aluminium and Its Applications; Edimet, 1992; ISBN 9788886259019. [Google Scholar]
- Davis, J.R. Alloying: understanding the basics; ASM international, 2001; ISBN 1615030638. [Google Scholar]
- Balant, M.; Vuherer, T.; Majerič, P.; Rudolf, R. The Influence of the Rolling Direction on the Mechanical Properties of the Al-Alloy EN AW-5454-D. J. Manuf. Mater. Process. 2024, 8. [Google Scholar] [CrossRef]
- Kumar, S.; Shahi, A.S.; Sharma, V.; Malhotra, D. Effect of Welding Heat Input and Post-Weld Thermal Aging on the Sensitization and Pitting Corrosion Behavior of AISI 304L Stainless Steel Butt Welds. J. Mater. Eng. Perform. 2021, 30 SE-2, 1619–1640. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Aqida, S.N.; Abdulhadi, H.A. Effects of Heat Input on Microstructure, Corrosion and Mechanical Characteristics of Welded Austenitic and Duplex Stainless Steels: A Review. Metals (Basel). 2017, 7. [Google Scholar] [CrossRef]
- Da Fonseca, G.S.; Barbosa, L.O.R.; Ferreira, E.A.; Xavier, C.R.; De Castro, J.A. Microstructural, Mechanical, and Electrochemical Analysis of Duplex and Superduplex Stainless Steels Welded with the Autogenous TIG Process Using Different Heat Input. Met. (Basel ) 2017, 7. [Google Scholar] [CrossRef]
- Yang, M.; Lu, J.; Chen, J.; Li, Y.; Liu, Y.; Yang, H. Effect of Welding Speed on Microstructure and Corrosion Resistance of Al–Li Alloy Weld Joint. Mater. Corros. 2020, 71 SE-9, 300–308. [Google Scholar] [CrossRef]
- Chandra, C.K.; Sommer, N.; Heider, B.; Hatzky, M.; Reitz, R.; Böhm, S.; Oechsner, M. Influence of Friction Stir Weld Parameters on the Corrosion Susceptibility of EN AW-7075 Weld Seam and Heat-Affected Zone. Adv. Eng. Mater. 2023, 25 SE-9, 0–9. [Google Scholar] [CrossRef]
- Guzmán, I.; Granda, E.; Cruz, C.; Martínez, D.; Vargas, B.; Acevedo, J.; Cruz, G.; Avila, Y.; Velazquez, R.; Flores, L. Corrosion Performance and Mechanical Strength in Aluminum 6061 Joints by Pulsed Gas Metal Arc Welding. Materials (Basel). 2022, 15. [Google Scholar] [CrossRef]
- Shah, P.H.; Badheka, V. Effect of Various Welding Parameters on Corrosion Behavior of Friction-Stir-Welded AA 7075-T651 Alloys. Metallogr. Microstruct. Anal. 2018, 7 SE-13, 308–320. [Google Scholar] [CrossRef]
- Esmailzadeh, S.; Aliofkhazraei, M.; Sarlak, H. Interpretation of cyclic potentiodynamic polarization test results for study of corrosion behavior of metals: a review. Prot. Met. Phys. Chem. surfaces 2018, 54, 976–989. [Google Scholar] [CrossRef]
- Sherif, E.-S.M. Corrosion Behavior of Magnesium in Naturally Aerated Stagnant Seawater and 3.5% Sodium Chloride Solutions. Int. J. Electrochem. Sci. 2012, 7, 4235–4249. [Google Scholar] [CrossRef]
- Wang, B.; Liu, J.; Yin, M.; Xiao, Y.; Wang, X.H.; He, J.X. Comparison of corrosion behavior of Al-Mn and Al-Mg alloys in chloride aqueous solution. Mater. Corros. 2016, 67, 51–59. [Google Scholar] [CrossRef]
- Ma, J.; Wen, J.; Li, Q.; Zhang, Q. Effects of acidity and alkalinity on corrosion behaviour of Al–Zn–Mg based anode alloy. J. Power Sources 2013, 226, 156–161. [Google Scholar] [CrossRef]
- Zaid, B.; Saidi, D.; Benzaid, A.; Hadji, S. Effects of pH and chloride concentration on pitting corrosion of AA6061 aluminum alloy. Corros. Sci. 2008, 50, 1841–1847. [Google Scholar] [CrossRef]
- Canto, J.; Rodríguez-Díaz, R.A.; Martinez-de-la-Escalera, L.M.; Neri, A.; Porcayo-Calderon, J. Corrosion Inhibition in CO2-Saturated Brine by Nd3+ Ions. Molecules 2023, 28, 6593. [Google Scholar] [CrossRef] [PubMed]
- Vastag, G.; Majerič, P.; Lazić, V.; Rudolf, R. Electrochemical Behaviour of an Au-Ge Alloy in an Artificial Saliva and Sweat Solution. Metals (Basel). 2024, 14, 668. [Google Scholar] [CrossRef]
- Dutta Chowdhury, N.; Ghosh, K.S. Electrochemical behaviour of dental amalgam in natural, artificial saliva and in 0.90 wt.% NaCl solution. Corros. Sci. 2018, 133, 217–230. [Google Scholar] [CrossRef]
- Shao, P.; Xiao, H.; Liu, K.; Chen, X.; Hou, M.; Zhang, Q.; Qian, C.; Huang, S. Influence of annealing temperature on the mechanical properties and corrosion behavior of Ti-5.5Al-2.0Zr-1.5Sn-0.5Mo-1.5Nb alloy. Arab. J. Chem. 2024, 17, 105790. [Google Scholar] [CrossRef]
- Falodun, O.E.; Oke, S.R.; Solomon, M.M.; Bayode, A. Microstructural evolution and electrochemical corrosion characteristics of Ti–Ni matrix composite in NaCl and HCl solutions. Ceram. Int. 2024, 50, 15124–15133. [Google Scholar] [CrossRef]
- Torbati-Sarraf, H.; Ding, L.; Khakpour, I.; Daviran, G.; Poursaee, A. Unraveling the Corrosion of the Ti–6Al–4V Orthopedic Alloy in Phosphate-Buffered Saline (PBS) Solution: Influence of Frequency and Potential. Corros. Mater. Degrad. 2024, 5, 276–288. [Google Scholar] [CrossRef]
- Matemadombo, F.; Nyokong, T. Characterization of self-assembled monolayers of iron and cobalt octaalkylthiosubstituted phthalocyanines and their use in nitrite electrocatalytic oxidation. Electrochim. Acta 2007, 52, 6856–6864. [Google Scholar] [CrossRef]
- Porcayo-Calderon, J.; Rodríguez-Díaz, R.A.; Porcayo-Palafox, E.; Martinez-Gomez, L. Corrosion Performance of Cu-Based Coins in Artificial Sweat. J. Chem. 2016, 2016, 9542942. [Google Scholar] [CrossRef]
Figure 1.
Schematic representation of the elements during a) LH and, b) MIG welding.
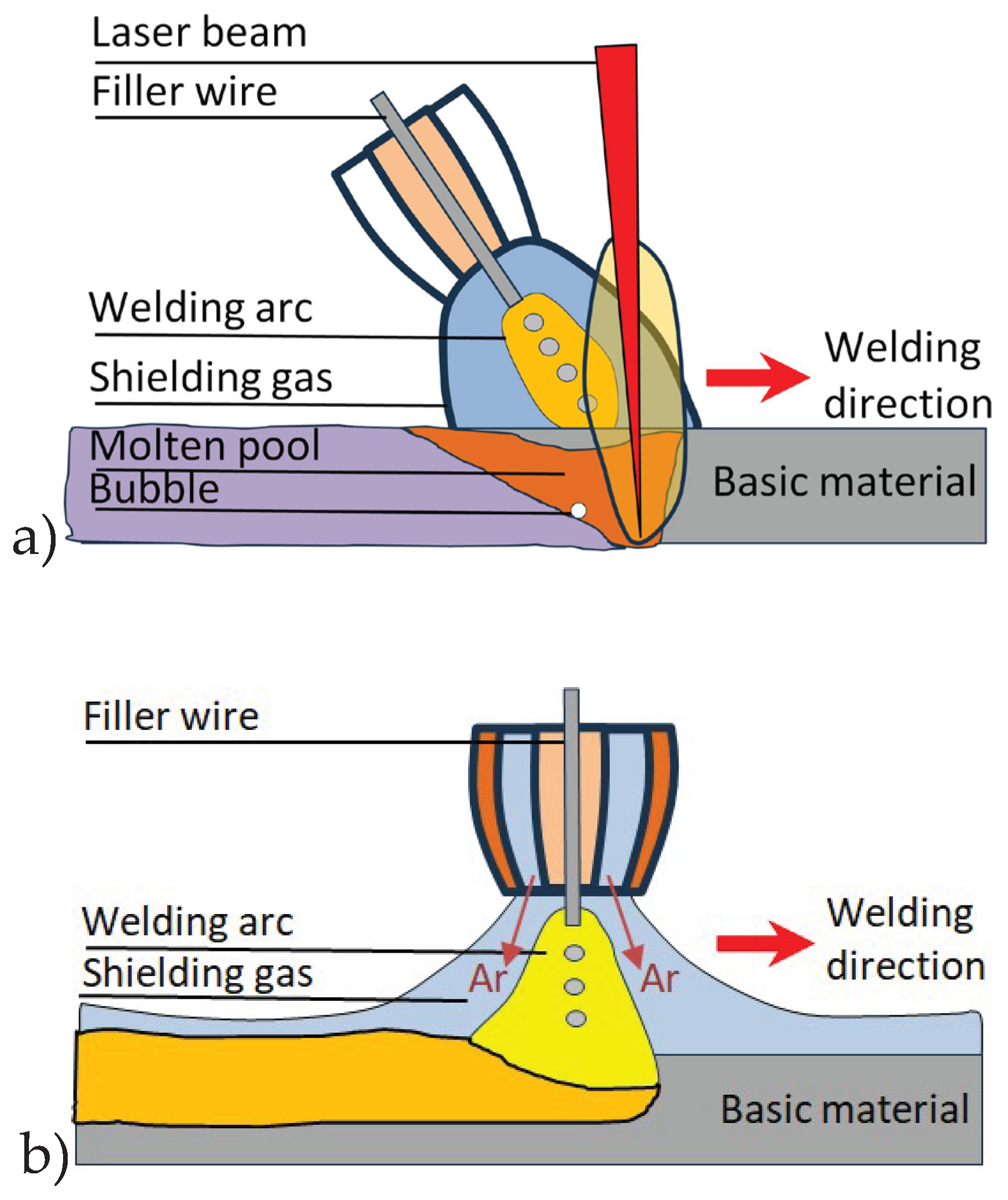
Figure 2.
Weldments clamped in the welding fixture.
Figure 3.
SEM analysis of a cross-section of the laser hybrid weld.
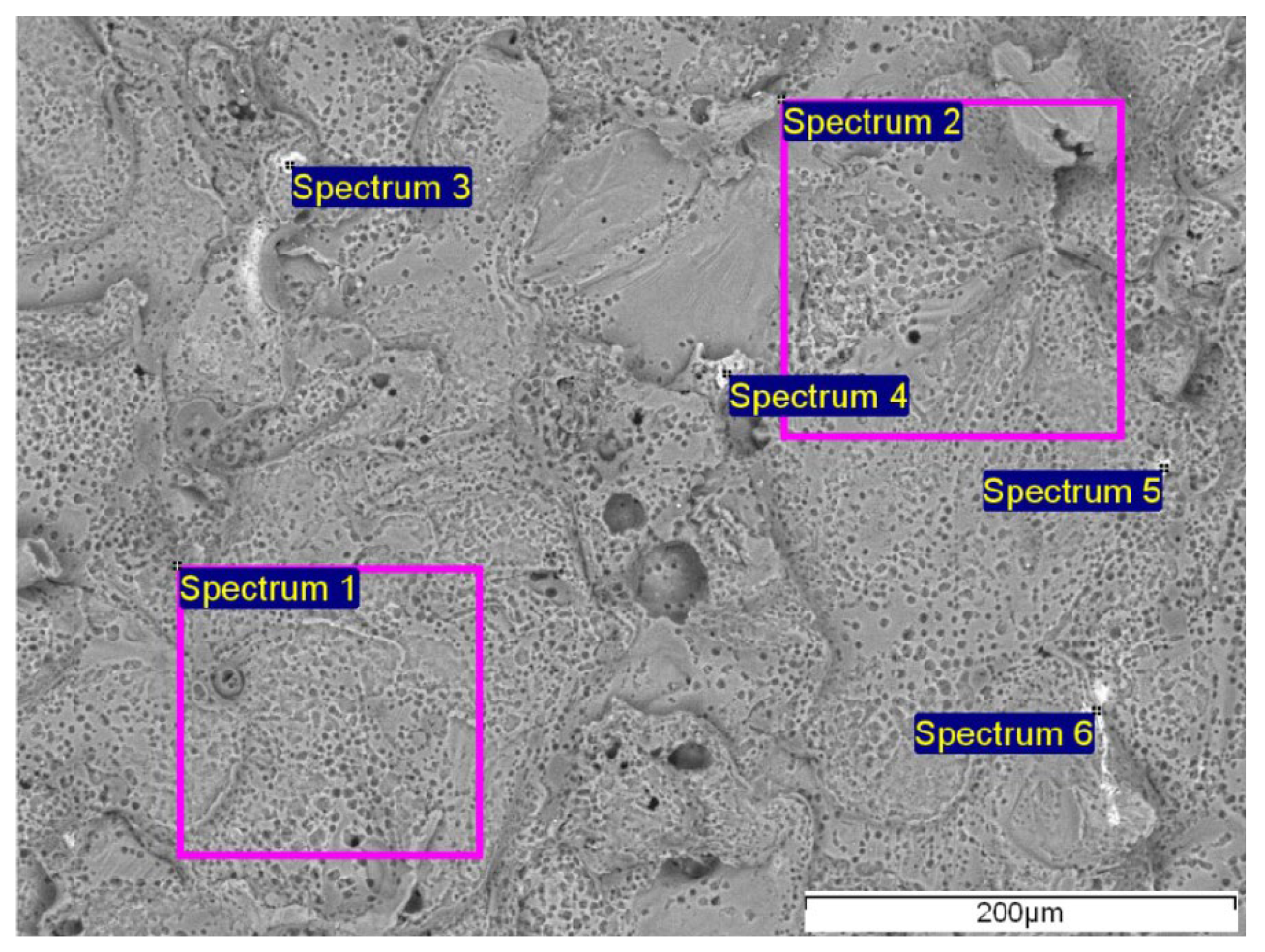
Figure 4.
Surface preparation with air plasma.
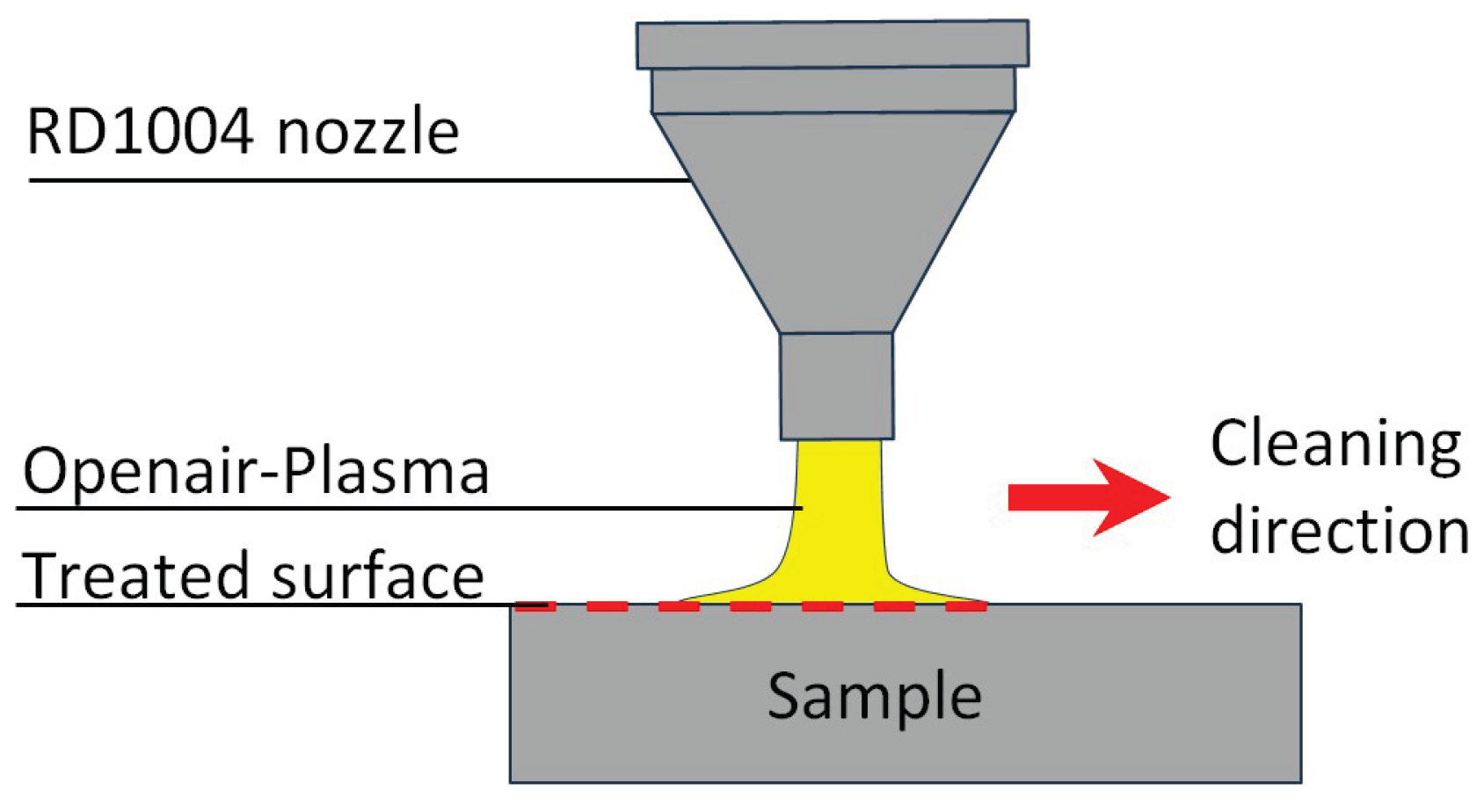
Figure 5.
Surface area size determination: a) 3D image of the sample surface, b) 2D image of the sample surface.
Figure 5.
Surface area size determination: a) 3D image of the sample surface, b) 2D image of the sample surface.
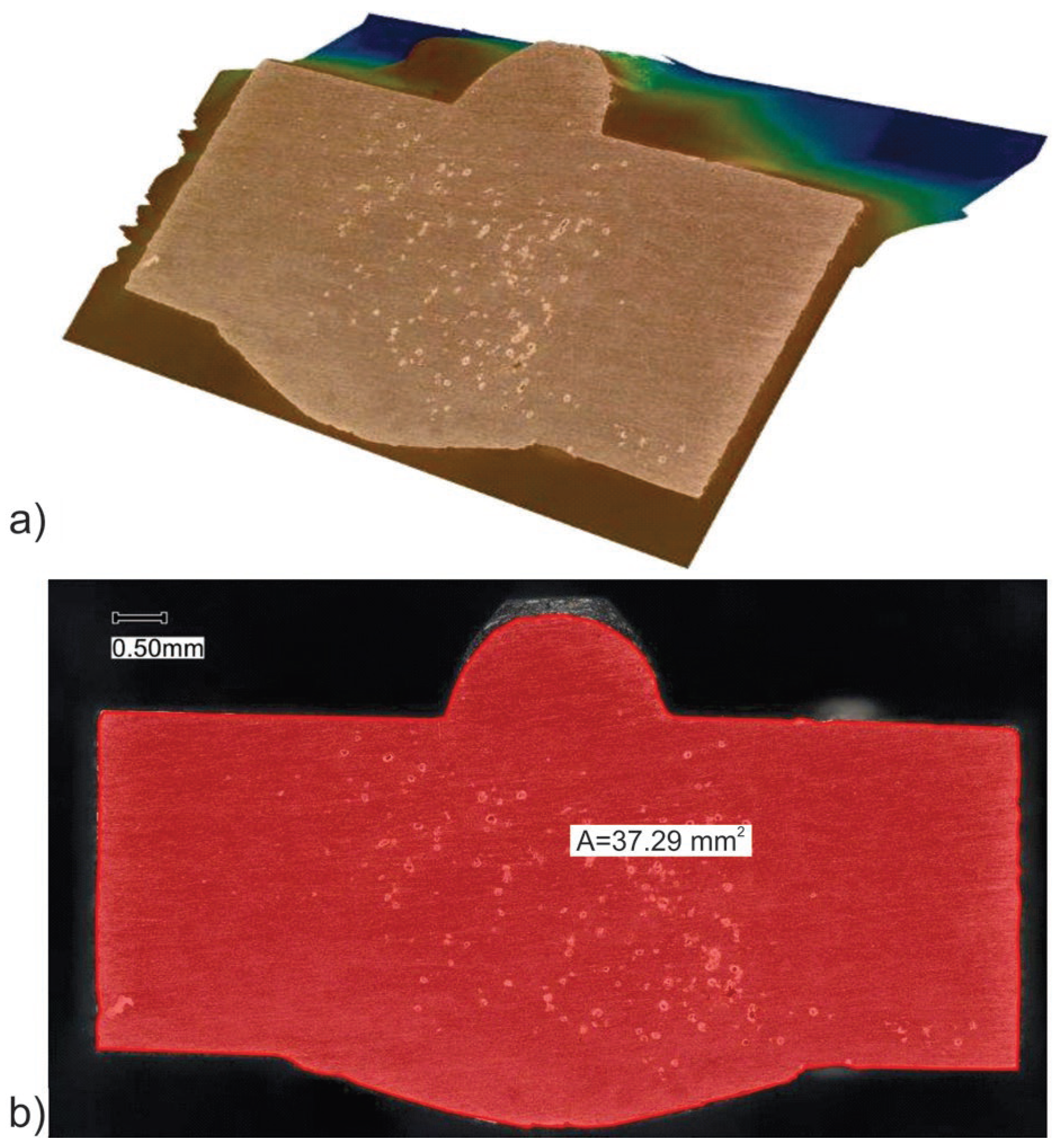
Figure 6.
SEM analysis of the base material samples showing the locations where the EDX analysis was performed.
Figure 6.
SEM analysis of the base material samples showing the locations where the EDX analysis was performed.
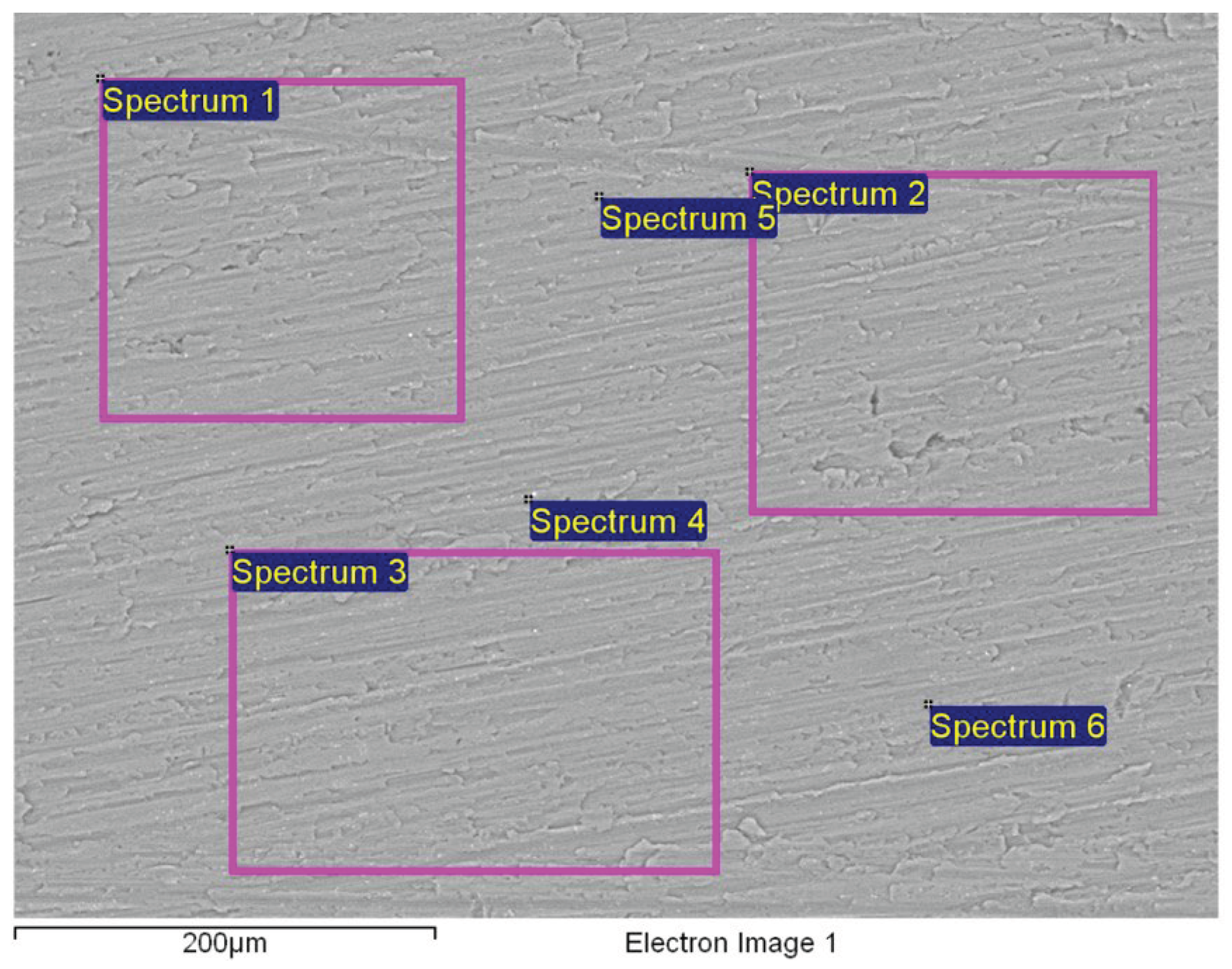
Figure 7.
OCP values for the tested alloys following immersion in a 3.5 wt.% NaCl solution. a) 1 hour, b) 7 days, and c) 30 days.
Figure 7.
OCP values for the tested alloys following immersion in a 3.5 wt.% NaCl solution. a) 1 hour, b) 7 days, and c) 30 days.
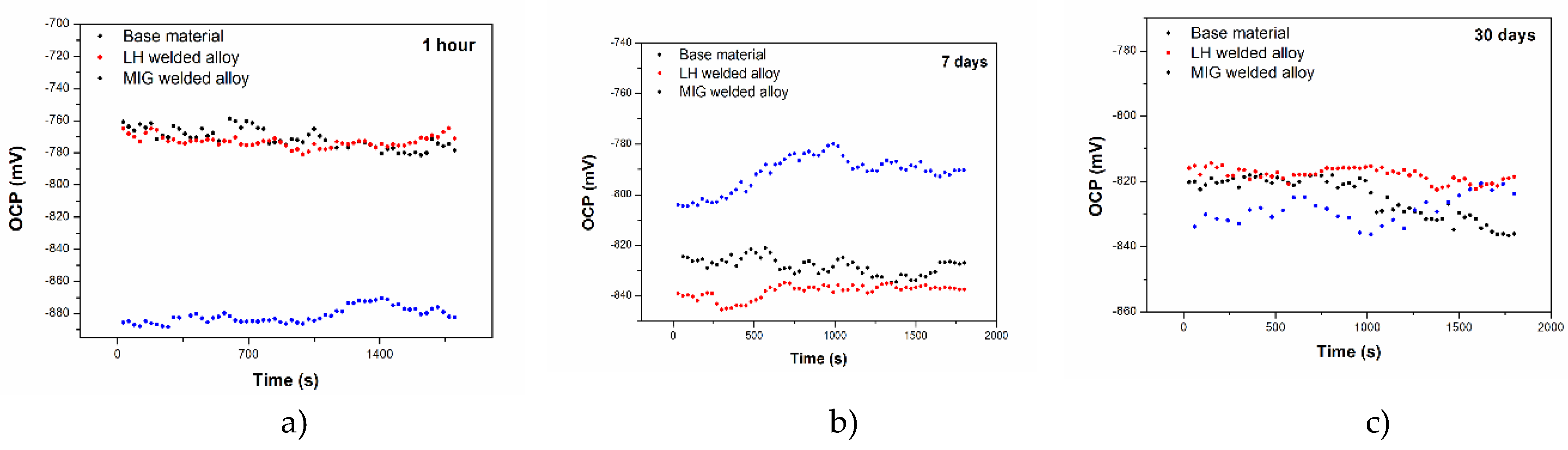
Figure 8.
Polarisation curves of the tested Al alloys for different immersion times in a 3.5 wt.% NaCl solution. a) 1 hour; b) 7days; c) 30 days.
Figure 8.
Polarisation curves of the tested Al alloys for different immersion times in a 3.5 wt.% NaCl solution. a) 1 hour; b) 7days; c) 30 days.
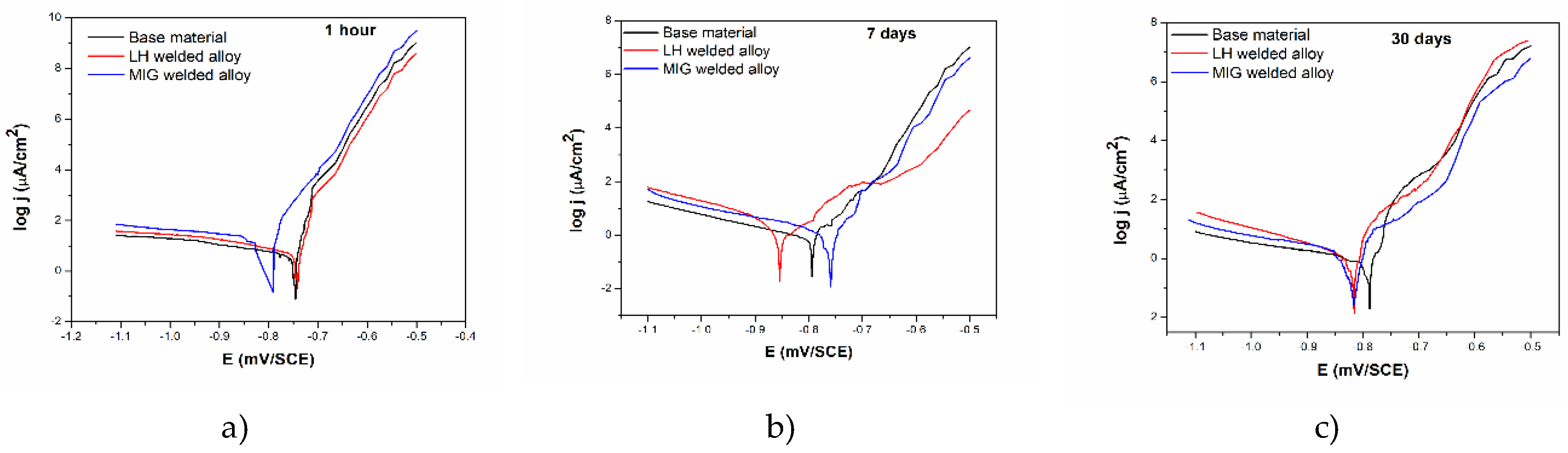
Figure 9.
Polarisation curve with reverse scan of the tested alloys after an immersion time of 30 days in 3.5 wt.% NaCl. a) Base material; b) LH welded; c) MIG welded.
Figure 9.
Polarisation curve with reverse scan of the tested alloys after an immersion time of 30 days in 3.5 wt.% NaCl. a) Base material; b) LH welded; c) MIG welded.
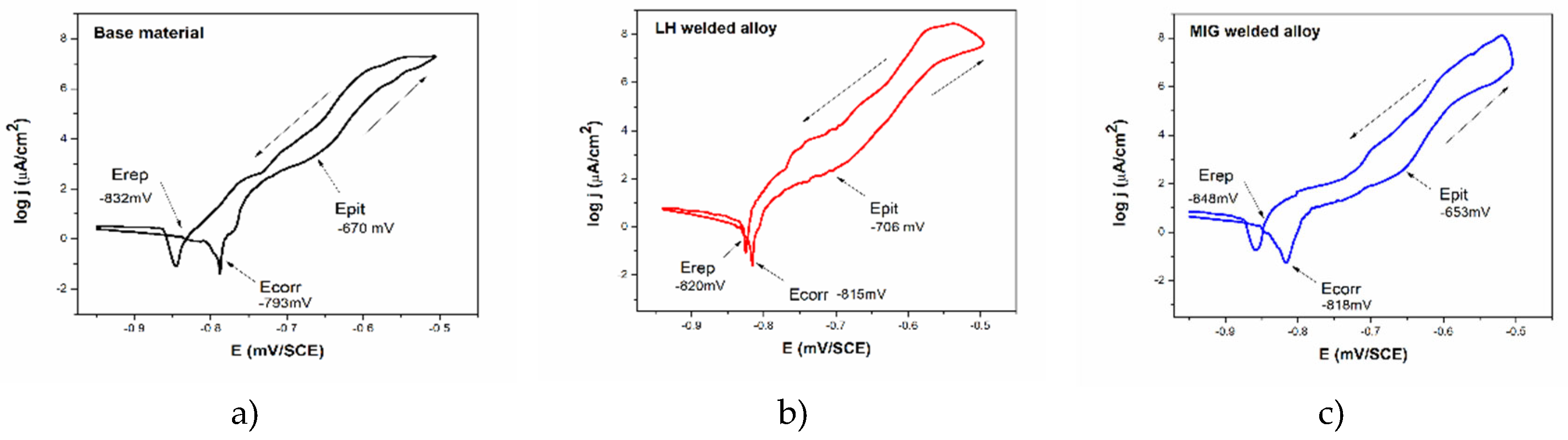
Figure 10.
Surface morphology of the tested Al alloy surface after potentiodynamic polarisation with reverse scan. (after an immersion time of 30 days in 3.5 wt.% NaCl). a) Base material; b) LH welded; c) MIG welded.
Figure 10.
Surface morphology of the tested Al alloy surface after potentiodynamic polarisation with reverse scan. (after an immersion time of 30 days in 3.5 wt.% NaCl). a) Base material; b) LH welded; c) MIG welded.
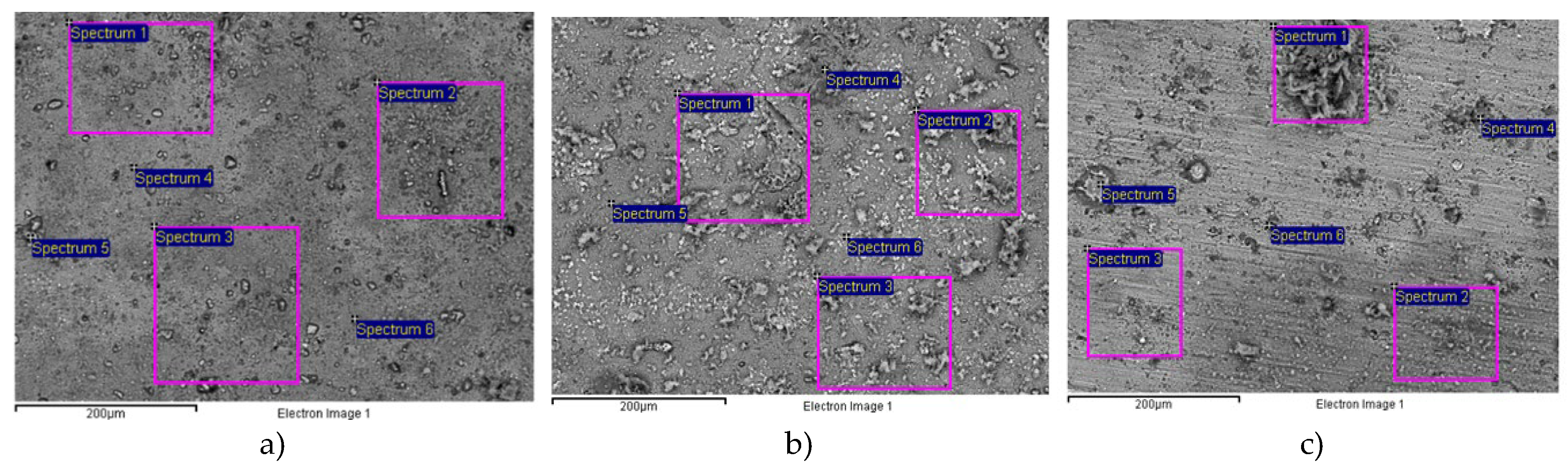
Figure 11.
Bode phase diagram for the tested alloys following immersion in a 3.5 wt.% NaCl solution. a) 1 hour, b) 7 days, and c) 30 days.
Figure 11.
Bode phase diagram for the tested alloys following immersion in a 3.5 wt.% NaCl solution. a) 1 hour, b) 7 days, and c) 30 days.
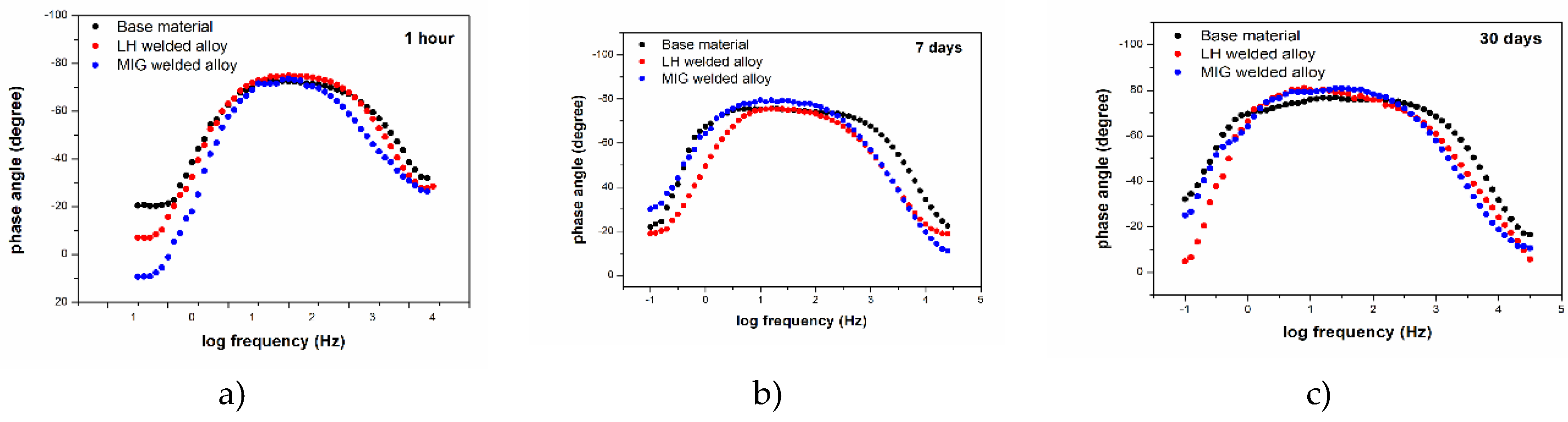
Figure 12.
Bode magnitude plots for the tested alloys following immersion in a 3.5 wt.% NaCl solution: a) 1 hour, b) 7 days, and c) 30 days.
Figure 12.
Bode magnitude plots for the tested alloys following immersion in a 3.5 wt.% NaCl solution: a) 1 hour, b) 7 days, and c) 30 days.
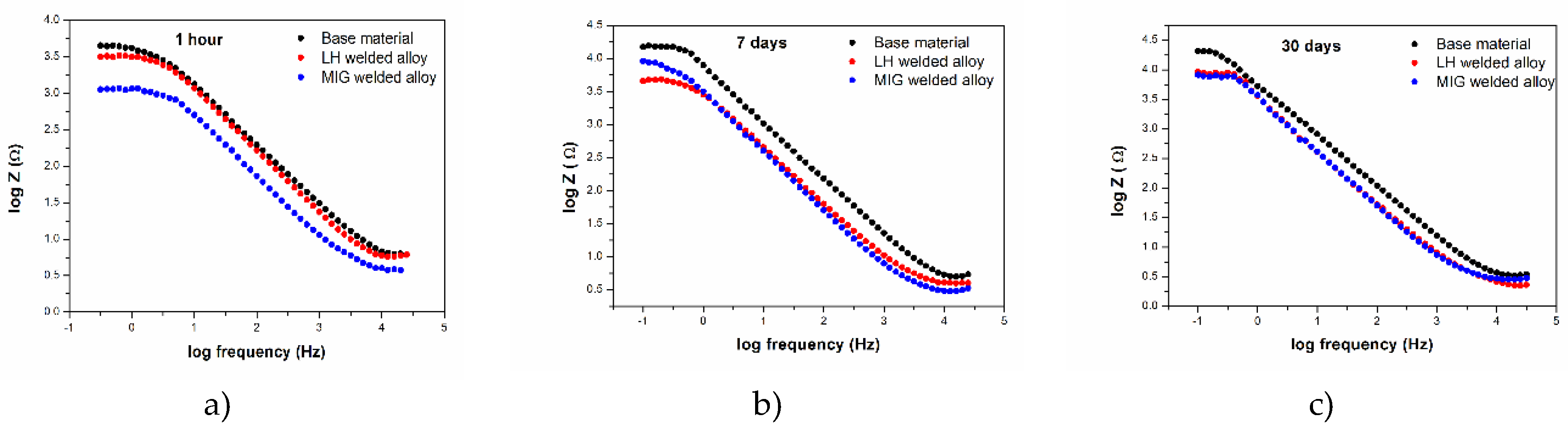

Table 1.
The nominal chemical composition of the Al-alloy EN AW-5454-D (in wt.%), declared by the alloy manufacturer.
Table 1.
The nominal chemical composition of the Al-alloy EN AW-5454-D (in wt.%), declared by the alloy manufacturer.
| Thickness [mm] |
Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 4.0 | 0.18 | 0.32 | 0.05 | 0.76 | 2.85 | 0.05 | 0.04 | 0.02 | 95.73 |
Table 2.
The chemical composition of the welding wire Al5554 (in wt. %).
| Cr | Cu | Fe | Mg | Mn | Si | Ti | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| 0.079 | 0.0019 | 0.148 | 2.83 | 0.609 | 0.057 | 0.088 | 0.0018 | Rest |
Table 3.
Technological parameters for laser hybrid welding and MIG welding.
| Welding parameter | Value | Value |
|---|---|---|
| Welding process | Laser hybrid | MIG-PMC |
| Welding position | PA ̶ Flat position | PA ̶ Flat position |
| Gap Laser-MIG | 2 mm | - |
| Sequence | Laser Master, MIG Slave |
- |
| Stickout | 15 mm | 15 mm |
| Fibre diameter | 0.6 mm | - |
| Spot size | 0.9 mm (no defocus) | - |
| Collimation length | 200 mm | - |
| Focal length | 300 mm. | - |
| Optic | 5° in pulling position | - |
| Shielding gas | 100% Ar 5.0 | 100% Ar 5.0 |
| Gas flow | 15 l/min | 15 l/min |
| Welding speed | 300 cm/min | 96 cm/min |
| Wire feed speed | 10.5 m/min | 5.5 m/min |
| Welding current | 147 A | 181 A |
| Voltage | 18.1 V | 20 V |
| Laser power | 5000 W | - |
| Type of welding current and polarity | DC ̶ Pulse | DC ̶ Pulse |
| AC Balance | +2 | 0 |
| Arc length | -0.2 | 0 |
Table 4.
EDX analysis results of the cross-section of the laser hybrid weld (in wt.%).
| Spectrum | C | O | Mg | Al | Cr | Fe | Mo | Total |
|---|---|---|---|---|---|---|---|---|
| Spectrum 1 | 13.29 | 12.69 | 1.64 | 72.38 | - | - | - | 100 |
| Spectrum 2 | - | 11.62 | 1.98 | 86.40 | - | - | - | 100 |
| Spectrum 3 | - | - | 1.22 | 77.37 | - | 21.41 | - | 100 |
| Spectrum 4 | - | 7.72 | 1.53 | 62.72 | 1.73 | 20.05 | 6.25 | 100 |
| Spectrum 5 | - | 14.28 | - | 53.97 | 4.63 | 22.67 | 4.45 | 100 |
| Spectrum 6 | - | 13.59 | - | 44.10 | 2.19 | 19.75 | 20.38 | 100 |
| Mean | 2.22 | 9.98 | 1.06 | 66.16 | 1.43 | 13.98 | 5.18 | 100 |
| Std. Dev. | 5.43 | 5.41 | 0.86 | 15.63 | 1.85 | 10.88 | 7.91 | |
| Max. | 13.29 | 14.28 | 1.98 | 86.40 | 4.63 | 22.67 | 20.38 | |
| Min. | 0 | 0 | 0 | 44.10 | 0 | 0 | 0 |
Table 5.
Air plasma technological parameters.
| Parameter | Value | Unit |
|---|---|---|
| Supply air pressure | 3.6 | bar |
| Voltage | 300 | V |
| Electric current | 11.7 | A |
| Frequency | 21 | kHz |
| Plasma cycle time | 100 | % |
| Nozzle distance from the surface | 4 | mm |
| Nozzle/transition speed | 25 | mm/s |
| Nr. of transitions | 4 | - |
Table 6.
EDX analysis results of the base material samples (in wt.%).
| Spectrum | O | Mg | Al | Si | Mn | Total |
|---|---|---|---|---|---|---|
| Spectrum 1 | 3.28 | 2.93 | 92.83 | - | 0.96 | 100 |
| Spectrum 2 | 2.56 | 2.96 | 93.53 | - | 0.95 | 100 |
| Spectrum 3 | 2.24 | 2.73 | 94.02 | - | 1.01 | 100 |
| Spectrum 4 | 4.85 | 3.63 | 90.13 | 1.39 | - | 100 |
| Spectrum 5 | 4.93 | 3.82 | 90.44 | - | 0.81 | 100 |
| Spectrum 6 | 6.08 | 2.07 | 91.04 | - | 0.81 | 100 |
| Mean | 3.99 | 3.02 | 92.00 | 0.23 | 0.76 | 100 |
| Std. Dev. | 1.52 | 0.63 | 1.67 | 0 | 0.38 | |
| Max. | 6.08 | 3.82 | 94.02 | 1.39 | 1.01 | |
| Min. | 2.24 | 2.07 | 90.13 | 0 | 0 |
Table 7.
Parameters of the polarisation measurements of the tested alloys for different immersion times in a 3.5 wt.% NaCl solution.
Table 7.
Parameters of the polarisation measurements of the tested alloys for different immersion times in a 3.5 wt.% NaCl solution.
| Alloy | 1 hour | 7 days | 30 days | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Ecorr (mV) |
jcorr (µA/cm2) |
Rp (kΩ/cm2) |
Ecorr (mV) |
jcorr (µA/cm2) |
Rp (kΩ/cm2) |
Ecorr (mV) |
jcorr (µA/cm2) |
Rp (kΩ/cm2) |
|
| Base material (BM) | -750 | 3.80 | 4.55 | -795 | 0.70 | 21.43 | -794 | 0.78 | 22.0 |
| LH welded | -743 | 4.63 | 3.05 | -853 | 1.05 | 11.98 | -815 | 1.16 | 14.7 |
| MIG welded | -806 | 18.15 | 1.60 | -761 | 0.88 | 18.10 | -816 | 1.45 | 7.70 |
Table 8.
EIS parameters of the Al alloy at different immersion times in a 3.5 wt.% NaCl solution.
| Alloy |
Rs (Ωcm2) | R1 (kΩcm2) |
C1 (mF/cm2) |
n1 | R2 (kΩcm2) |
C2 (mF/cm2) |
n2 | W (kΩcm2) |
|---|---|---|---|---|---|---|---|---|
| 1 hour | ||||||||
| Base material | 5 | --- | --- | --- | 5.0 | 10.98 | 0.85 | --- |
| LH welded | 5 | --- | --- | --- | 3.4 | 24.28 | 0.95 | --- |
| MIG welded | 3 | --- | --- | --- | 1.1 | 16.69 | 0.95 | --- |
| 7 days | ||||||||
| Base material | 3 | 10.0 | 670.8 | 0.85 | 31.0 | 17.71 | 0.90 | --- |
| LH welded | 3 | 10.0 | 411.5 | 0.86 | 28.0 | 20.62 | 0.93 | --- |
| MIG welded | 3 | 7.5 | 341.7 | 0.91 | 9.0 | 13.58 | 0.94 | --- |
| 30 days | ||||||||
| Base material | 5 | 5.0 | 197.2 | 0.92 | 25.0 | 5.07 | 0.93 | 0.35 |
| LH welded | 5 | 6.0 | 273.1 | 0.92 | 9.0 | 1.38 | 0.93 | 0.40 |
| MIG welded | 5 | 5.0 | 335.0 | 0.93 | 8.0 | 26.15 | 0.94 | 0.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



