
Submitted:
15 January 2026
Posted:
19 January 2026
You are already at the latest version
Abstract
This study examines the impact of rolling direction on Barkhausen noise emission from the low-alloyed steel MC 500 during a uniaxial tensile test. The samples of gauged shape were cut along both the rolling and transverse directions to investigate the process of magnetic anisotropy alterations, as expressed in terms of Barkhausen noise and the extracted features. Barkhausen noise was studied as a function of both elastic and plastic straining, and the role of domain wall realignment with respect to the rolling direction, as well as the direction of the tensile load, was analysed. Barkhausen noise emission is linked to both the stress state and the microstructure, and the role of external stressing is contrasted with the residual stress state. Barkhausen noise in measured directly during tensile test (in situ) as well as after unloading (post situ). It was found that Barkhausen noise is significantly affected by stress directly during the tensile test (in situ), whereas the contribution of residual stresses is less pronounced. Barkhausen noise measured in situ during the tensile test in the direction of the tensile load is higher compared to the transverse direction. However, this relationship is reversed for the post situ measurements, especially for the more developed plastic strains. The influence of rolling direction on Barkhausen noise is relatively minor, and Barkhausen noise after matrix yielding is primarily affected by increasing dislocation density.
Keywords:
steel MC 500
; Barkhausen noise
; tensile test
; rolling direction
; plastic straining
1. Introduction
Barkhausen noise is a well-known physical phenomenon originating from the motion of irreversible and discontinuous domain walls (DWs) in ferromagnetic bodies [1,2,3]. DWs are kept in their position under an altering magnetic field due to the presence of pinning sites, and their motion is suddenly initiated as soon as the magnetic field attains the pinning strength of the pinning sites. During their motion, DWs emit both acoustic and electromagnetic pulses. The second one is usually abbreviated as MBN (magnetic Barkhausen noise). DWs during their motion encounter all lattice imperfections (dislocation tangles, precipitates, non-ferromagnetic phases, grain boundaries, etc.) and therefore contain information about the microstructure [4,5,6,7,8]. Moreover, MBN is often explained in terms of a stress state with respect to the magneto-elastic coupling [9,10]. MBN is frequently used for monitoring components in real-world industries, especially due to their altered matrix [11,12] or after surface hardening [13,14]. Furthermore, this technique can be employed for characterising ferromagnetic bodies after their hot or cold forming, heat treatment, and chemical treatment, among other applications [15,16,17].
The MBN technique was also employed for monitoring components exposed to uniaxial tension, and MBN was investigated in both the elastic regime and beyond the yield point [18,19,20]. Apart from other aspects, these studies also reported alterations in the easy and hard axes of magnetisation. It was reported in our previous studies [18,19] that DWs after yielding tend to realign in the direction perpendicular to the tensile stress (S235 and Trip steels). A similar behaviour was reported by Lindgren and Lepistö [21] as well as by Roskosz et al. [22]. However, Schmidova et al. [23] found reversed evolution for the interstitial free steel loaded in a direction transverse to the rolling direction. Moreover, some studies have reported that MBN can grow after cold forming, despite an increase in dislocation density [15,23,24], in contrast to other studies [18,19]. The history of sheets with respect to their rolling direction seems to have an influence on DWs realignment (especially in the case of post-situ regime measurements), and this aspect has not been investigated yet. For this reason, this study investigates the influence of rolling direction on the MBN evolution in both in situ and post situ regimes. The samples were exposed to uniaxial tension along the direction of previous rolling, as well as along the transverse direction. MBN was explained in terms of stress state (external or residual) as well as in terms of microstructure (especially dislocation density).
2. Materials and Methods
Samples for the tensile test were cut from a sheet with dimensions of 2000 mm in length, 1000 mm in width, and 5 mm in thickness. The samples of gauged shape were cut along the rolling direction (RD) as well as transversal direction (TD), see Figure 1. True mechanical properties of the steel MC500 were obtained from the stress-strain curves illustrated in Figure 2, see also Table 1 (three repetitive measurements). Chemical composition of the investigated steel is indicated in Table 2. The microstructure of MC500 is composed of fully ferritic equiaxed grains with an average grain size of 6 μm and a small fraction of pearlite islands, as shown in Figure 3.
Nomenclature with respect to abbreviated directions is listed in Table 3. Samples were cut and loaded along the RD and TD (see Table 3 and Figure 1) using uniaxial tension with an Instron 5985. True elastic strains were measured using the extensometer 2620-602 on a 25 mm length.
To obtain a true interpretation of MBN signals, conventional measurements of residual stresses and microhardness (related to dislocation density) were also performed, along with observations of microstructural preferential orientation via light microscopy. Residual stresses and microhardness measurements, as well as metallographic observations, were carried out post situ on samples strained to predefined homogeneous plastic strains of 0.5%, 4.5%, 8.5%, and 12.5%, as well as in the region of plastic instability (necking) at 15.5%, 18.5%, and 21.5%. Three repetitive measurements were carried out for each ε.
Residual stresses were measured in all aforementioned directions using the X-ray diffraction (XRD) technique (Proto iXRD Combo diffractometer, Kα1 and Kα2 of {211} planes, CrKα, Winholtz and Cohen method, ½s2 = 5.75 TPa−1, s1 = −1.25 TPa−1). Microhardness HV1 was measured using Innova Test 400TM device (1000 g load for 10 s, 3 repetitive indents). Metallographic observations were carried out on the specimens of length 16 and width 12 mm (routinely prepared by hot moulding, grinding, polishing and 3% Nital etching for 5 s).
MBN was measured in two different regimes. The in situ MBN measurements were carried out directly during the tensile test using a RollScan 350 (magnetising voltage ± 5 V, magnetising frequency 125 Hz, sine profile, sensor S1-18-12-01). Continuous MBN measurements were performed along the entire stress-strain curve using ViewScan software in the frequency range of MBN pulses, from 70 to 200 kHz. Only the effective value (rms) of the MBN signal was acquired and sampled at a frequency of 25 Hz. Further in situ measurements were carried out at predefined plastic strains using MicroScan software (frequency range from acquired MBN pulses: 10 to 1000 kHz, sampling frequency 6.4 MHz). Post situ measurements were also carried out using MicroScan software on the samples strained on the predefined strain, the same as those measured during the in-situ regime. Apart from the effective value of MBN emission (referred to as MBN), the Peak Position (PP) of MBN envelopes were analysed as well. PP refers to the position in the magnetic field in which the MBN envelopes reach the maximum. All MBN features presented in the paper represent the average value from 10 consecutive bursts (5 hysteresis cycles).
3. Results of Experiments and Their Discussion
3.1. Metallographic Observations and Microhardness Measurements
The history of thermomechanical treatment of the delivered sheet is unknown, but it can be assumed that the sheet was produced during hot rolling, followed by a cooling rate slow enough to avoid bainite transformation. Fine-grained microstructure and the corresponding mechanical properties are driven by the thermomechanical treatment as well as the contribution of a small volume of Ti and Nb. These alloying elements increase the density of nucleation sites during cooling, which in turn reduces the grain size. Moreover, Ti and Nb form small precipitates, strengthening the matrix as well [25,26].
Due to uniaxial straining, the initially equiaxed grains tend to become elongated along the direction of the tensile stress, as shown in Figure 4. Due to the small grain size, the degree of grain elongation is quite low, as contrasted with the previously reported values for the low-alloyed steel S235 [18]. Visible grain elongation for ε < 18.5% cannot be observed by visual observation, and the grains appear equiaxed. The main reason can be attributed to the reduced distance for dislocation slip, which is linked to the low grain size and the corresponding formability of MC500. Visual observation of Figure 4 also indicates no valuable difference between the loading in uniaxial loading exerted along RD and TD. Figure 4 also demonstrates that the heavily strained grains along the direction of tension are neighboring with those being less affected. It is considered that the heavily strained grains are those having the suitable crystallographic orientation against the direction of tensile stress. These grains are strained early beyond the yield strength and their shape is altered within quite wide range of plastic strains as contrasted against the less elongated grains of the less suitable crystallographic orientation.
The mechanism of strain hardening (see Figure 2) in this low-alloyed steel is primarily based on the increasing density of dislocations and their mutual interaction. The microhardness of MC500 is therefore mainly a function of dislocation density, which gradually and continuously increases, as shown in Figure 5. This figure also demonstrates that the evolution of HV1 along ε in RD and TD is nearly the same, especially in the region of homogeneous strains. However, a slightly higher HV1 can be obtained beyond the necking in the case of samples cut and loaded in TD.
3.2. XRD Measurements
Surface tensile residual stresses of magnitude 80 MPa can be obtained in the RD direction on the samples before the tensile test, whereas the compressive ones of magnitude -62 MPa are obtained in the TD direction. Figure 6a illustrates that this stress anisotropy is reversed early after matrix yielding when the small residual tensile stresses measured perpendicularly to the direction of uniaxial tension are compensated by the compressive stresses in RD-RD. The tensile residual stresses tend to be shifted towards the compressive ones for the higher ε. Magnitude of the compressive stresses in RD-TD initially grows but saturates early with respect to ε. The evolution of residual stresses in samples cut and loaded in TD is quite similar, apart from the initial reversal process for the lowest plastic strains, as shown in Figure 6b. Comparing Figure 6a and Figure 6b, it can be reported that the evolutions are pretty similar.
Evolution of FWHM of XRD patterns in this particular case is usually linked with dislocation density and the corresponding hardness of a body [27]. The dislocation density δ can be extracted from the XRD profiles when the full width at half maximum of XRD patterns is known:
where D is crystallite size linked with equation (2)
where K is the constant (0.89), λ is the X-ray wavelength, β is the FWHM of XRD peak and θ is the Bragg angle.
Figure 7 exhibits a similar evolution of the dislocation density of XRD as that illustrated in Figure 5. Apart from the gentle drop of the dislocation density early beyond the yielding (plastic deformation within the Lüders region [28]), the dislocation density gradually grows in all measured directions. The dislocation density in the region of homogenous plastic strains are similar for the samples cut along RD and TD. Beyond the sample necking, an accelerated increase in the dislocation density is observed in the case of samples cut and loaded along the TD, as compared to samples cut and loaded along the RD. The evolution of the dislocation density in Figure 7 coincides with that depicted in Figure 5. It seems that the microstructural anisotropy developed during hot rolling has an influence on strain hardening beyond necking. However, a more profound insight into this aspect lies beyond the scope of this study.
3.3. Barkhausen Noise Measurements
The delivered sheet of MC500 exhibits certain magnetic anisotropy expressed in terms of MBN when MBN in RD is more (about 525 mV) as compared with TD (about 350 mV) measured in the frequency range of MBN pulses from 70 to 200 kHz. Dynamic records of MBN emission in situ of tensile test (see Figure 8) demonstrate the valuable influence of tensile stress. This figure clearly indicates that MBN in the direction of tensile stress increases in the region of elastic stresses, compensated by a decrease in MBN in the perpendicular direction. For this reason, the magnetic anisotropy in the case of samples cut along TD is reversed early in the region of elastic strains, see Figure 8b. The change of MBN in RD-RD and TD-RD is continuous within the elastic strains. However, the gradual drop of MBN in RD-TD, as well as the gradual growth in TD-TD, saturates before the matrix yields. Evolution of MBN versus stress state in the elastic region is driven by the competition between the energy of magnetocrystalline anisotropy Ea and the magnetoelastic energy Eσ [1,2,3].
where α1, α2, and α3 are the direction cosines of the magnetisation vector and K1 and K2 are magnetocrystalline anisotropy constants.
Ea = K1(α12α22 + α22α32 + α12α32) + K2(α12α22α32)
Eσ is valuably affected by magnetostriction [1,2,3]:
where λs is the magnetostriction of the matrix and φ is the angle between the direction of magnetic field and the direction of loading stress σ.
Eσ = (–3λscos2φ)/2
It can be reported that the Ea is consumed earlier (Eσ prevails over Ea before the yielding) in TD due to the crystallographic anisotropy developed during hot rolling. This physical behaviour explains the earlier saturation of MBN measured in RD-TD and TD-TD.
The low degree of MBN alterations can be found in the region of homogenous plastic strains. MBN along the direction of tensile stress gently decreases for higher strains, compensated by a moderate growth in the perpendicular direction (more pronounced in the case of samples cut along TD). Three counteracting effects should be considered. MBN tends to grow along the tensile stress, which is compensated by the increasing opposition of the matrix containing a higher dislocation density as a result of strain hardening. Moreover, DWs tend to be realigned towards the direction that is perpendicular to the direction of exerted tensile stress [18,19]. The growth of MBN in a direction perpendicular to the direction of the tensile load is also driven by the aforementioned effects. MBN tend to decrease due to the direction of tensile stresses (which is perpendicular) as well as due to the increasing dislocation density. On the other hand, the aforementioned DW realignment compensates these effects and prevails, as MBN in RD-TD and especially TD-RD gently grows, as seen in Figure 8b.
Beyond the sample necking, the accelerated decrease of MBN can be recorded along the direction of tensile stress. Similar behaviour can also be found in perpendicular directions, but the abrupt decrease of MBN is delayed due to the contribution of the DWs realignment effect. The abrupt decrease of MBN in all measured directions is due to the predominating contribution of increasing dislocation density, as the MBN drops down in all directions. The role of rolling direction with respect to MBN also indicates MBN values in the region of homogenous plastic strains. MBN in RD-RD is higher compared to TD-TD, and RD-TD is lower in contrast to TD-RD.
The decrease of MBN at the higher strains (as that depicted in Figure 8) can be also found for the MBN measured after samples unloading, see Figure 9 and Figure 10. These figures show MBN measured over a wider frequency range, compared with Figure 8. Therefore, the higher MBN in all directions can be measured. MBN is nearly unaffected in the region of homogeneous strains, followed by a rapid descent beyond the necking. In contrast to Figure 8, the MBN along the direction of tensile stress is very similar (the same is true for the perpendicular directions). This finding suggests a specific role for low- and high-frequency MBN pulses (below 70 kHz and above 200 kHz) in creating the differences associated with MBN, as mentioned earlier and illustrated in Figure 8.
A comparison of Figure 10a and Figure 10b clearly demonstrates the significant role of external tensile stresses with respect to MBN. Release of the external tensile stresses fully and remarkably reverses the MBN when comparing the MBN measured along the tensile stress and in the perpendicular direction. MBN in the direction of tensile stress abruptly drop down at the expense of very high MBN in the perpendicular directions. This behaviour is directly connected with DWs realignment into the direction perpendicular to the direction of tensile stress. Moreover, MBN in all directions gradually decrease due to increasing dislocation density, and this decrease is more pronounced in RD-RD and TD-TD.
The influence of external stresses on MBN is remarkable, especially in regions of elastic and homogeneous strains. On the other hand, a certain contribution of the residual stresses can also be reported, as the higher post situ measured MBN in RD-TD and TD-RD can be linked to residual stresses shifted towards the tensile region (see Figure 6 and Figure 10b). Moreover, residual stresses in all directions are shifted towards compressive ones (or a higher amplitude of compressive stresses is attained), which might contribute to the lower MBN along the more developed ε. Table 4, as well as Figure 11, indicate that the correlation between MBN and residual stresses is valuable in some cases. Still, contributions of further effects should be considered, such as the increasing density of pinning sites (dislocation tangles), which hinder DWs in motion (this contributes to the decreasing MBN along with ε). Furthermore, the realignment of DWs into RD-TD, respectively, TD-RD makes these directions easy axes of magnetisation at the expense of the perpendicular directions and takes the main role in the remarkably higher MBN in RD-TD and TD-RD obtained for the post situ regime.
MBN envelopes (as those depicted in Figure 12) can be used for extraction of PP as the MBN parameter linked with the magnetic and usually also mechanical hardness of a body [18].
The evolution of PP is mainly driven by the increasing opposition of the matrix against magnetisation, expressed in terms of an increasing density of dislocation cells, which is multiplied as a result of strain hardening, as shown in Figure 13. PP gradually grows with ε in both in situ and post situ measurements. PP for RD-TD and TD-RD is more suitable for in situ situations, as DWs are aligned along the direction of tension, and DWs before irreversible motion must undergo a rotation phase [21,30]. As soon as the external stress is released, this ratio is reversed for the same reason. DWs are post situ aligned perpendicularly against the released tensile stress in RD-RD and TD-TD, and the corresponding PP is therefore greater. Figure 13 also illustrates that the differences among the PP in the different directions are more pronounced due to the contribution of DWs realignment (the post situ regime) compared with the contribution of external tensile stresses. However, the correlation between PP and dislocation density, expressed in HV1, is strong for all directions and regimes (both post situ and in situ), as shown in Figure 14 and Table 5. A similar correlation can also be observed between PP and dislocation density, as shown in the Table 5.
4. Conclusions
This study revealed that the role of crystallographic and corresponding magnetic anisotropy on the evolution of MBN in regions of both elastic and plastic strains is minor. Evolution of MBN and PP along ε is driven by the superimposing contribution of stresses, dislocation density and DWs alignment. The contribution of external stresses during tensile stressing is greater compared to residual stresses. DWs are aligned along the direction of the exerted load during tension, but their release realigns DWs into a perpendicular direction. PP is mainly a function of dislocation density. The role of external stress remains valuable, but less pronounced, compared to its influence on MBN. DWs realignment after tensile stress release reverses MBN as well as PP when comparing their values measured along the tensile stress and in the perpendicular directions.
Author Contributions
Conceptualization, R.K., M.N.; methodology, R.K., M.Č.; software, K.Z.; validation, K.Z.; formal analysis, J.O.; investigation, M.Č., R.K. K.Z, M.N., B.V.; resources, M.Č., M.N.; data curation, B.V., J.O.; writing—original draft preparation, R.K., M.N.; writing—review and editing, X.X.; visualization, R.K.; supervision, M.Č.; project administration, M.N., M.Č., J.O.; funding acquisition, M.N, J.O. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financially funded by the EU NextGenerationEU through the Recovery and Resilience Plan for Slovakia under the project No. 09I03-03-V04-00313. This work was also supported by the VEGA projects n. 1/0008/25 and n. 1/0472/24.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Cullity, B.D.; Graham, C.D. Introduction to the magnetic materials, second ed.; IEEE Press: New Jersey, 2009. [Google Scholar]
- Jiles, D. Introduction to magnetizm and magnetic materials, 3rd ed.; Taylor & Francis Group: New York, USA, 2016. [Google Scholar]
- Chikazumi, S. Physics of ferromagnetizm, 2nd ed.; Oxford University Press: Oxford, 2005. [Google Scholar]
- Sorsa, A.; Ruusunen, M.; Santa-aho, S.; Vippola, M. Sub-Surface Analysis of Grinding Burns with Barkhausen Noise Measurements. Mater. 2023, 16, 159. [Google Scholar] [CrossRef]
- Wu, H.; Ziman, J.A.; Raghuraman, S.R.; Nebel, J.-E.; Weber, F.; Starke, P. Short-Time Fatigue Life Estimation for Heat Treated Low Carbon Steels by Applying Electrical Resistance and Magnetic Barkhausen Noise. Mater. 2023, 16, 32. [Google Scholar] [CrossRef]
- Ktena, A.; Hristoforou, E.; Gerhardt, G.J.L.; Missell, P.F.; Landgraf, Z.J.G.; Rodrigues, D.L. Barkhausen noise as a microstructure characterisation tool. Phys. B 2014, 435, 109–112. [Google Scholar] [CrossRef]
- Jarrahi, F.; Kashefi, M.; Ahmadzade-Beiraki, E. An investigation into the applicability of Barkhausen noise technique in evaluation of machining properties of high carbon steel parts with different degrees of spheroidization. J. Magn. Magn. Mater. 2015, 385, 107–111. [Google Scholar] [CrossRef]
- Sheng, H.; Wang, P.; Yang, Y.; Tang, C. Stress and Microstructures Characterization Based on Magnetic Incremental Permeability and Magnetic Barkhausen Noise Techniques. Mater. 2024, 17, 2657. [Google Scholar] [CrossRef]
- Rydz, D.; Mróz, S.; Szota, P.; Stradomski, G.; Garstka, T.; Dyl, T.C. The Analysis of Plastic Forming in the Rolling Process of Difficult-to-Deform Ti + Ni Layered Composites. Mater. 2025, 18, 1926. [Google Scholar] [CrossRef] [PubMed]
- Garstka, T.; Szota, P.; Mróz, S.; Stradomski, G.; Gróbarczyk, J.; Gryczkowski, R. Calibration Method of Measuring Heads for Testing Residual Stresses in Sheet Metal Using the Barkhausen Method. Mater. 2024, 17, 4584. [Google Scholar] [CrossRef]
- Saleem, A.; Mehdi, M.; Underhill, P.R.; He, Y.; Krause, T.W. The Dual Influence of Silicon Content and Mechanical Stress on Magnetic Barkhausen Noise in Non-Oriented Electrical Steel. Met. 2025, 15, 600. [Google Scholar] [CrossRef]
- Santa-aho, S.; Vippola, M.; Sorsa, A.; Latokartano, J.; Lindgren, M.; Leiviskä, K.; Lepistö, T. Development of Barkhausen noise calibration blocks for reliable grinding burn detection. J. Mater. Process. Technol. 2012, 212, 408–416. [Google Scholar] [CrossRef]
- Sorsa, A.; Santa-aho, S.; Wartiainen, J.; Souminen, L.; Vippola, M.; Leviskä, K. Effect of shot peening parameters to residual stress profiles and Barkhausen noise. J. Nondestruct. Eval. 2018, 37:10, 1–11. [Google Scholar] [CrossRef]
- Kleber, X.; Barroso, S.P. Investigation of shot-peened austenitic stainless steel 304L by means of magnetic Barkhausen noise. Mater. Sci. Eng. A 2010, 527, 6046–6052. [Google Scholar] [CrossRef]
- Piotrowski, L.; Augustyniak, B.; Chmielewski, M.; Hristoforou, E.V.; Kosma, K. Evaluation of Barkhausen Noise and Magnetoacoustic Emission Signals Properties for Plastically Deformed Armco Iron. IEEE Trans. Mag. 2010, 46, 239–242. [Google Scholar] [CrossRef]
- Zhu, B.; Xu, Z.; Wang, K.; Zhang, Y. Nondestructive evaluation of hot stamping boron steel with martensite/bainite mixed microstructures based on magnetic Barkhausen noise detection. J. Magn. Magn. Mater. 2020, 503, 166598. [Google Scholar] [CrossRef]
- Franco, F.A.; Gonzáles, M.F.R.; de Campos, M.F.; Padovese, L.R. Relation between magnetic Barkhausen noise and hardness for jominy quench tests in SAE 4140 and 6150 steels. J. Nondestruct. Eval. 2013, 32, 93–103. [Google Scholar] [CrossRef]
- Neslušan, M.; Jurkovič, M.; Kalina, T.; Pitoňák, M.; Zgútová, K. Monitoring of S235 steel over-stressing by the use of Barkhausen noise technique. Eng. Fail. Anal. 2020, 117, 104843. [Google Scholar] [CrossRef]
- Neslušan, M.; Pitoňák, M.; Čapek, J.; Kejzlar, P.; Trško, L.; Zgútová, K.; Slota, J. Measurement of the rate of transformation induced plasticity in TRIP steel by the use of Barkhausen noise emission as a function of plastic straining. ISA Trans. 2022, 125, 318–329. [Google Scholar] [CrossRef]
- Kleber, X.; Vincent, A. On the role of residual internal stresses and dislocations on Barkhausen noise in plastically deformed steel. NDTE Int. 2004, 37, 439–445. [Google Scholar] [CrossRef]
- Lindgren, M.; Lepistö, T. Effect of prestraining on Barkhausen noise vs. stress relation. NDTE Int. 2001, 34, 337–344. [Google Scholar] [CrossRef]
- Roskosz, M.; Fryczowski, K.; Schabowicz, K. Evaluation of ferromagnetic steel hardness based on an analysis of the Barkhausen noise number of events. Mater. 2020, 13, 2059. [Google Scholar] [CrossRef]
- Schmidová, E.; Neslušan, M.; Ondruš, J.; Trojan, K.; Pitoňák, M.; Klejch, F.; Kumar, S. Monitoring of plastic straining degree of components made of interstitial free steel after uniaxial tensile test by the use of Barkhausen noise technique. Steel Res. Int. 2021, 202100597. [Google Scholar] [CrossRef]
- Kikuchi, H.; Ara, K.; Kamada, Y.; Kobayashi, S. Effect of Microstructure Changes on Barkhausen Noise Properties and Hysteresis Loop in Cold Rolled Low Carbon Steel. IEEE Trans. Mag. 2009, 45, 2744–2747. [Google Scholar] [CrossRef]
- De Ardo, A.J.; Hua, M.J.; Cho, K.G.; Garcia, G.I. On strength of micro alloyed steels: an interpretive review. Mater. Sci. Technol. 2009, 25, 1074. [Google Scholar] [CrossRef]
- Zhang, H.K.; Xiao, H.; Fang, X.W.; Zhang, Q.; Logé, R.E.; Huang, K. A critical assessment of experimental investigation of dynamic recrystallisation of metallic materials. Mater. Des. 2020, 193, 108873. [Google Scholar] [CrossRef]
- Mittemeijer, E.J.; Scardi, P. Diffraction analysis of the microstructure of materials, first ed.; Springer-Verlag: Berlin, 2004. [Google Scholar]
- Smallman, R.E.; Ngan, A.H.W. Modern Physical Metalugry, eighth ed.; Butterworth-Heinemann: Amsterdam, 2014. [Google Scholar]
Figure 1.
Brief illustration of the samples cut from the sheet with indicated directions.
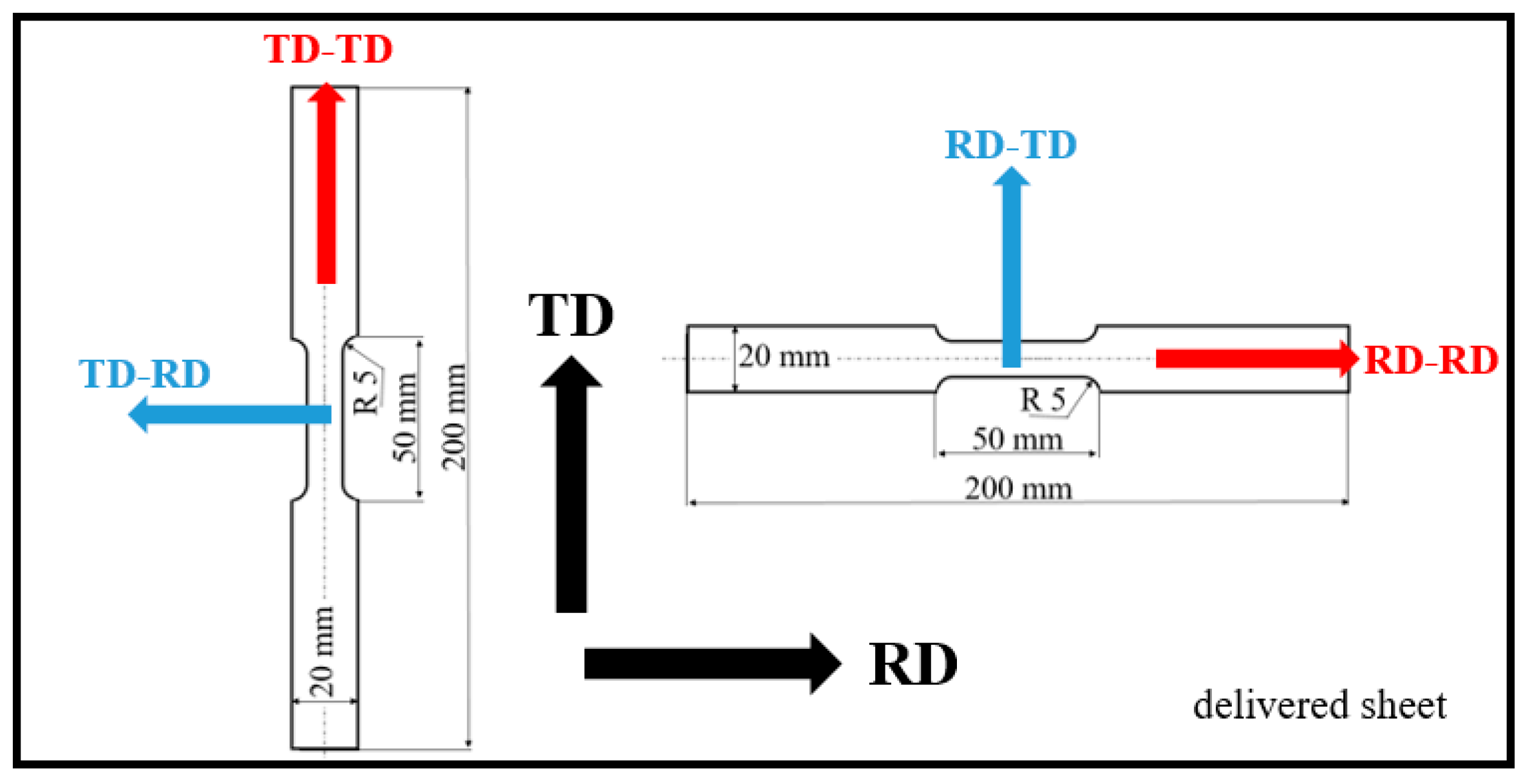
Figure 2.
Stress-strain curves along RD and TD.
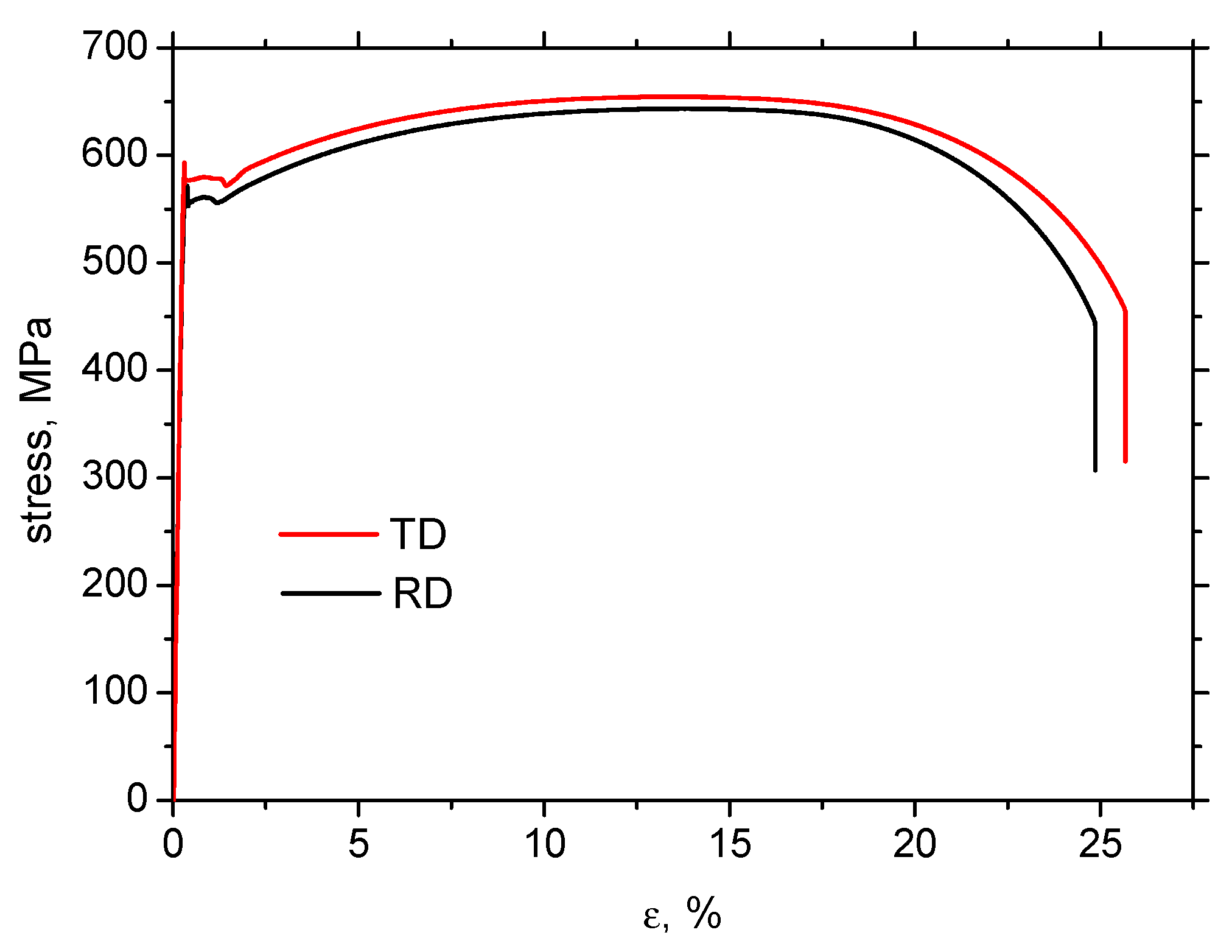
Figure 3.
Metallographic image of MC500 microstructure in the as received state, Nital 3%.
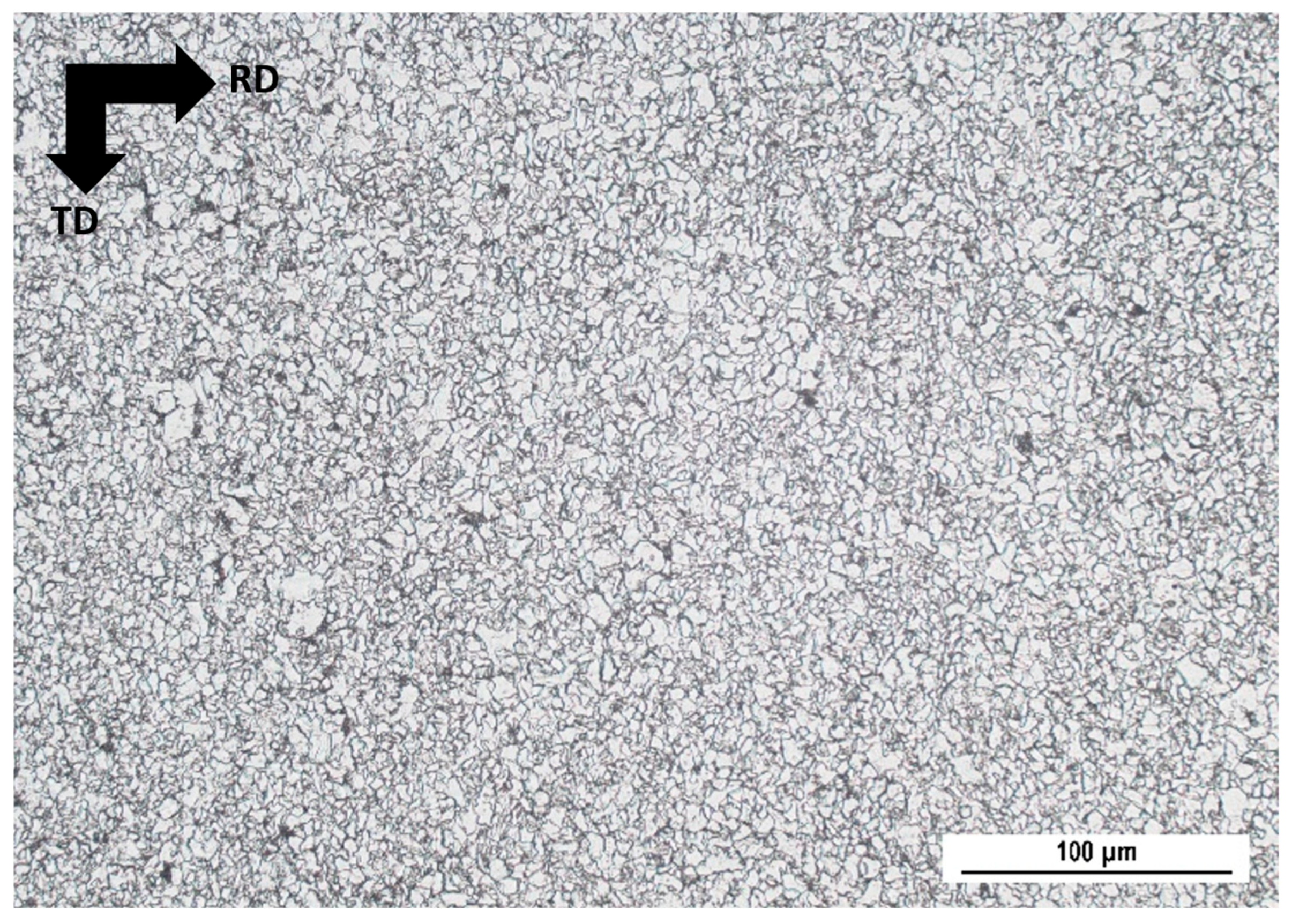
Figure 4.
Metallographic images for ε = 21.5%; (a) cut along RD, (b) cut along TD.
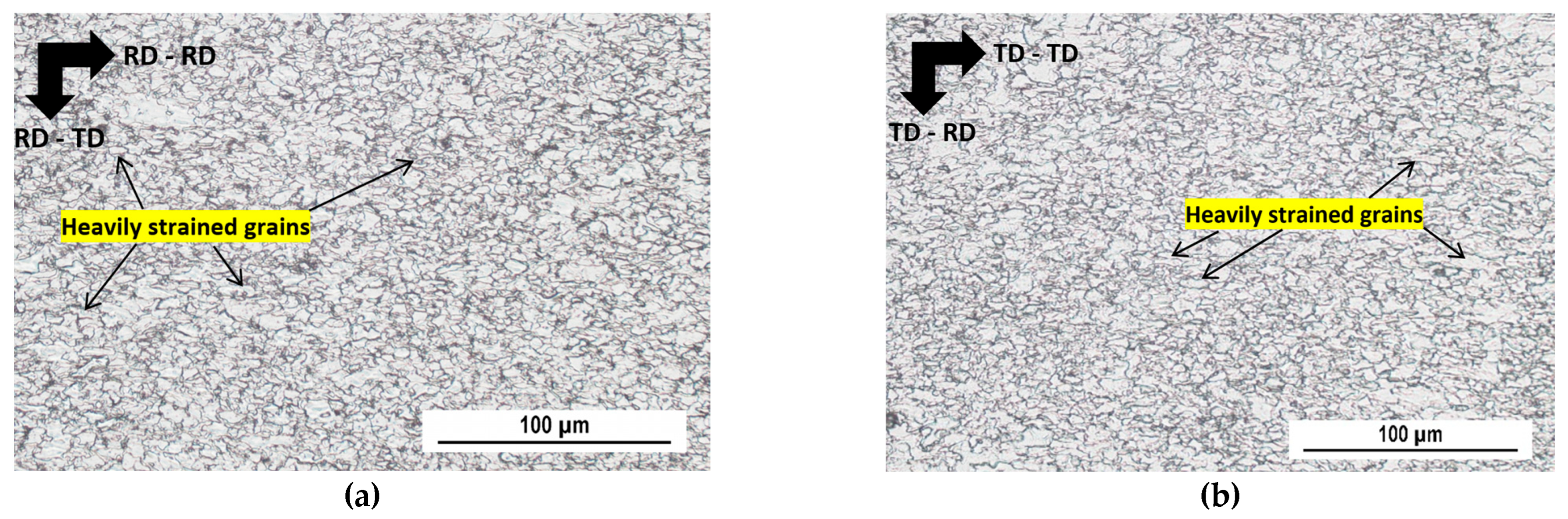
Figure 5.
Evolution of HV1 along ε.
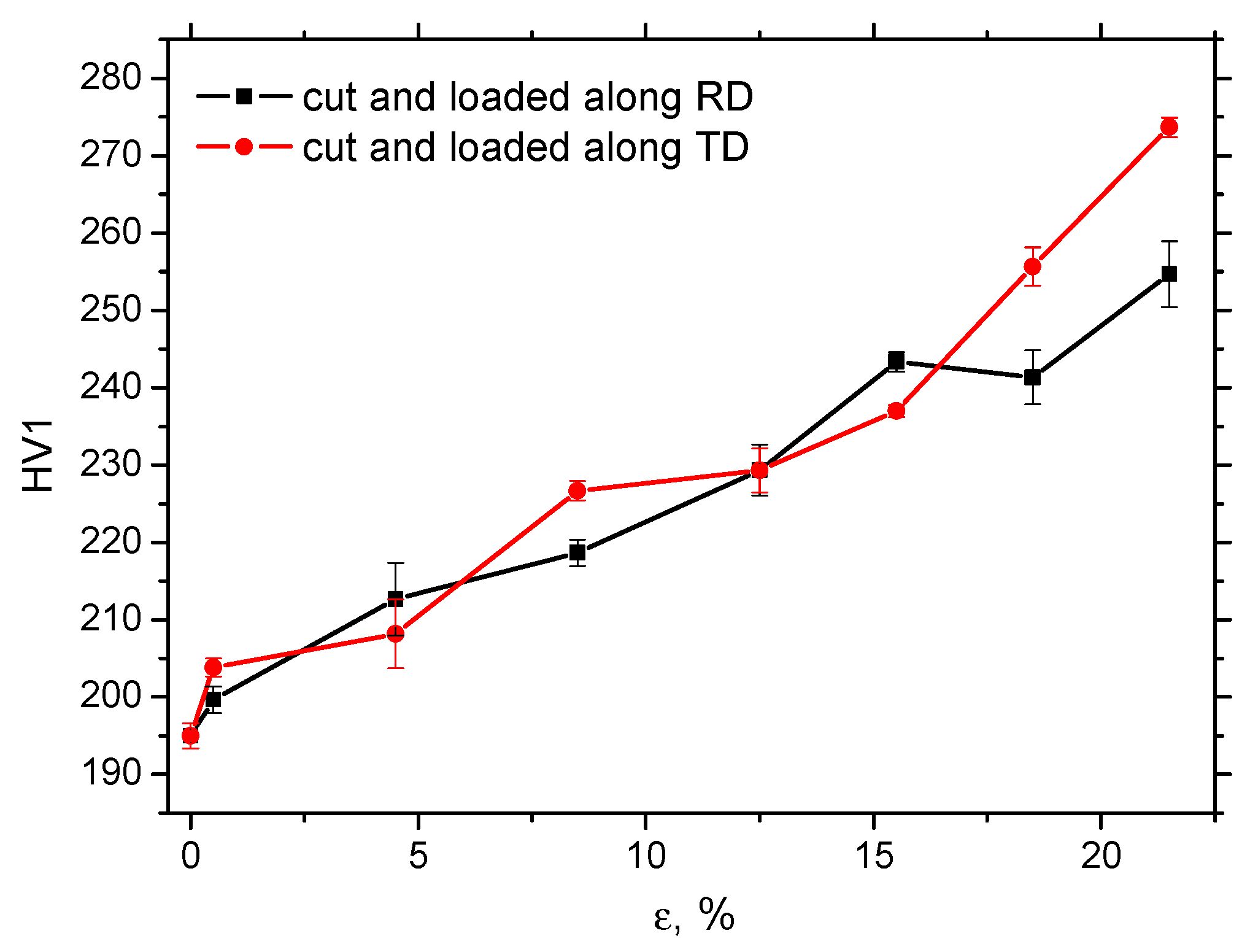
Figure 6.
Evolution of residual stresses along ε; (a) cut along RD, (b) cut along TD.
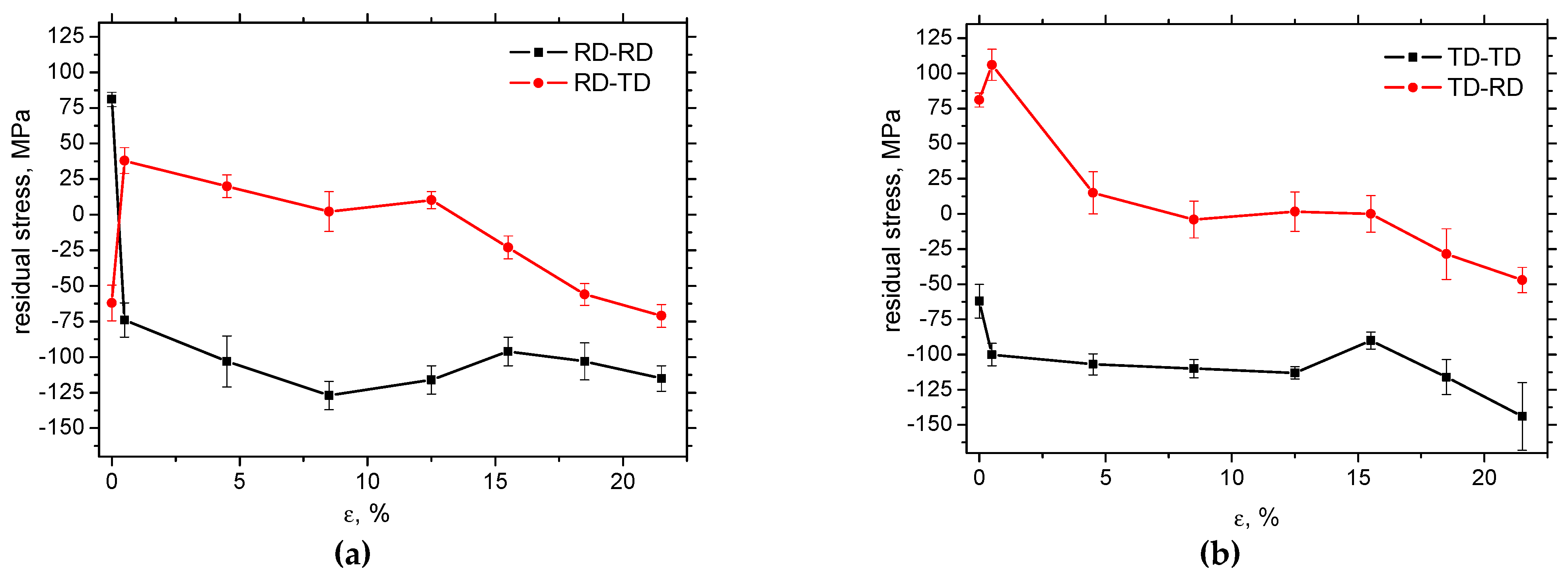
Figure 7.
Evolution of dislocation density along ε; (a) cut along RD, (b) cut along TD.
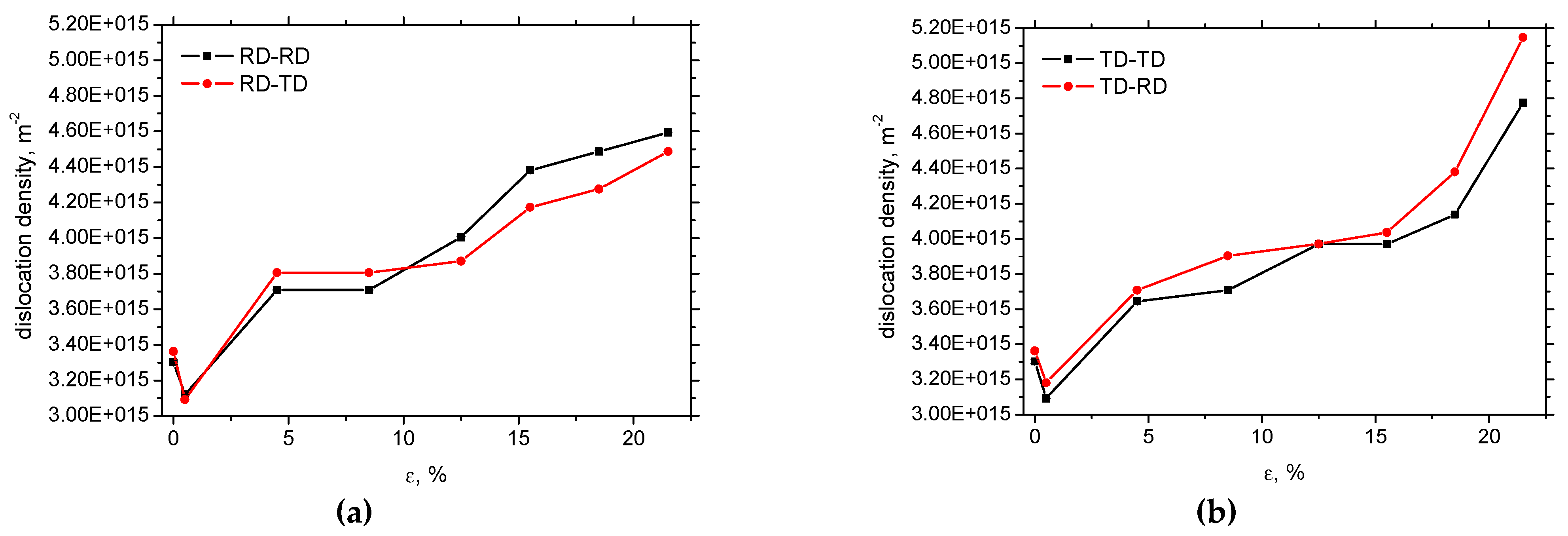
Figure 8.
In situ MBN measurements using ViewScan (MBN in the frequency range from 70 to 200 kHz); (a) cut along RD, (b) cut along TD.
Figure 8.
In situ MBN measurements using ViewScan (MBN in the frequency range from 70 to 200 kHz); (a) cut along RD, (b) cut along TD.
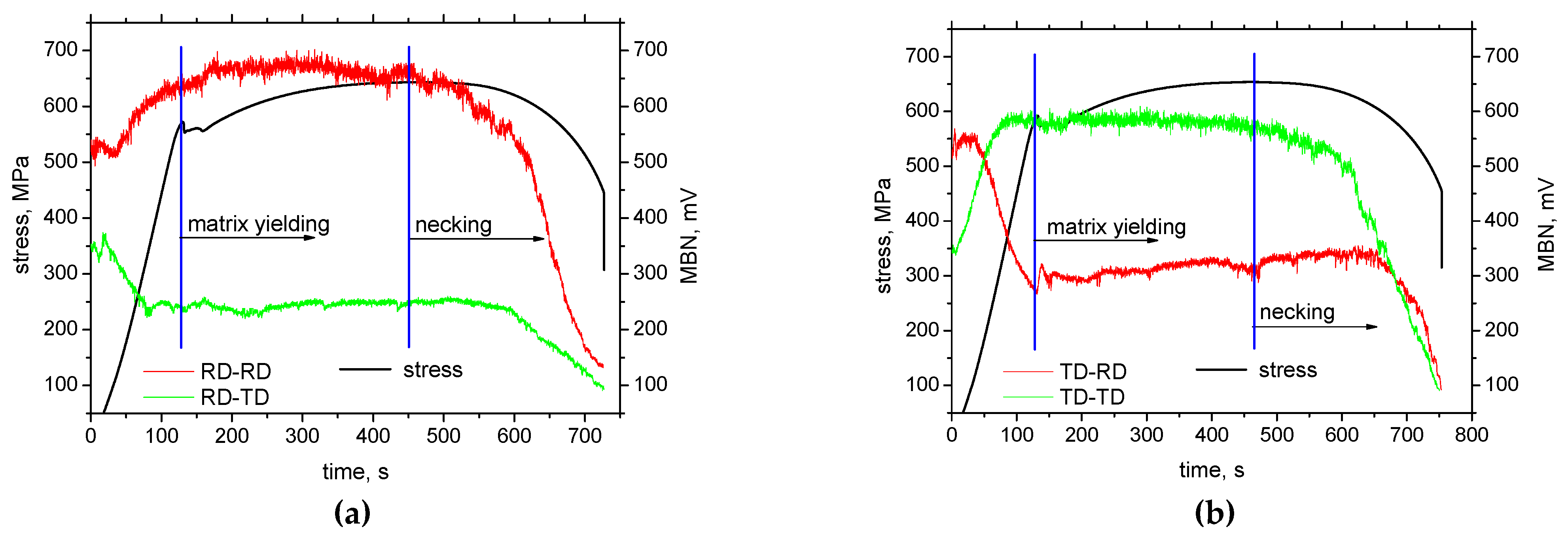
Figure 9.
MBN signals measured post-situ as a function of ε; (a) RD-RD and ε = 0.5%, (b) RD-RD and ε = 21.5%, (c) TD-RD and ε = 0.5%, (d) TD-RD and ε = 21.5%.
Figure 9.
MBN signals measured post-situ as a function of ε; (a) RD-RD and ε = 0.5%, (b) RD-RD and ε = 21.5%, (c) TD-RD and ε = 0.5%, (d) TD-RD and ε = 21.5%.
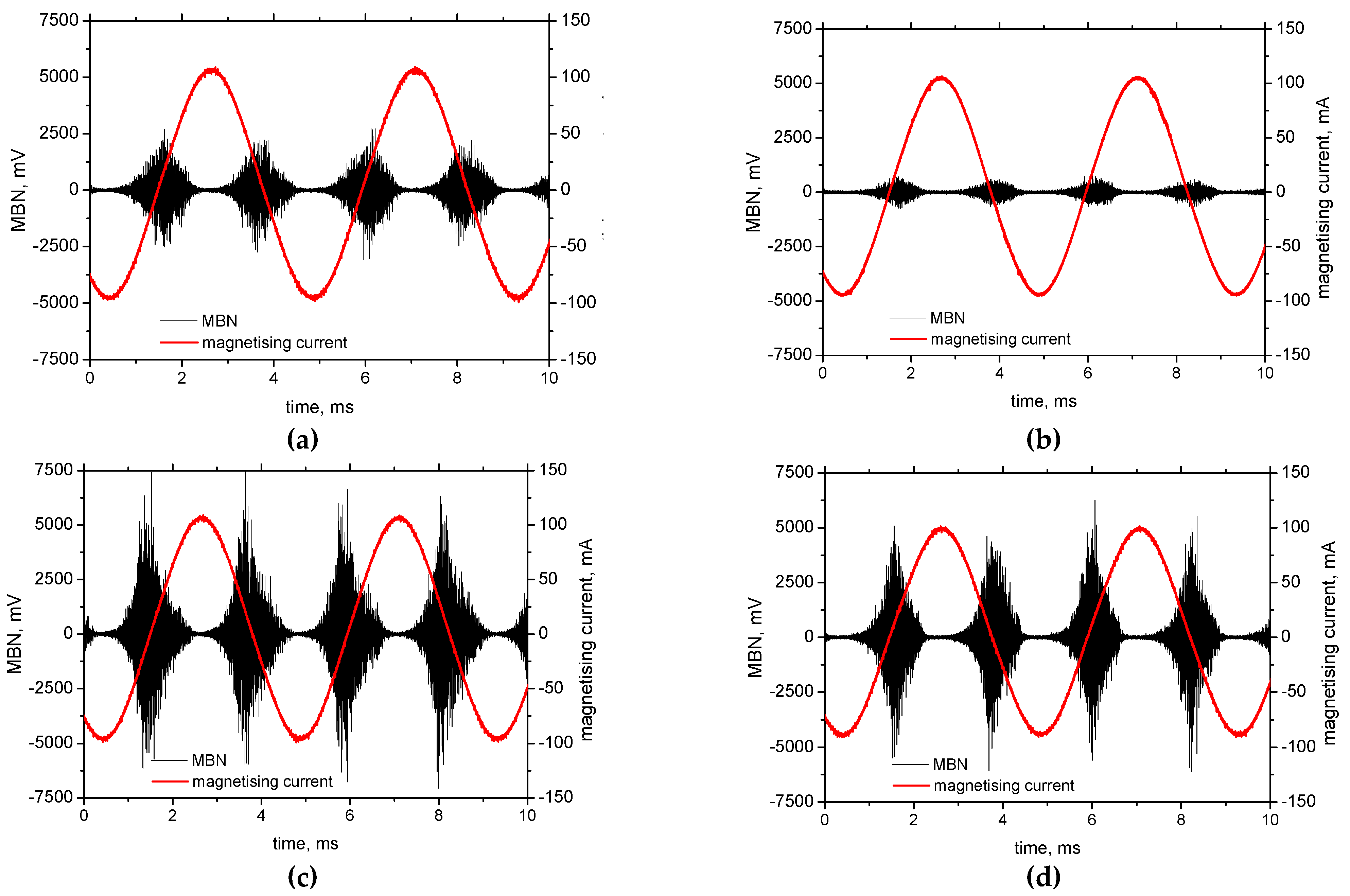
Figure 10.
Evolution of MBN along ε – MicroScan (MBN in the frequency range from 10 to 1000 kHz); (a) in situ, (b) post situ.
Figure 10.
Evolution of MBN along ε – MicroScan (MBN in the frequency range from 10 to 1000 kHz); (a) in situ, (b) post situ.
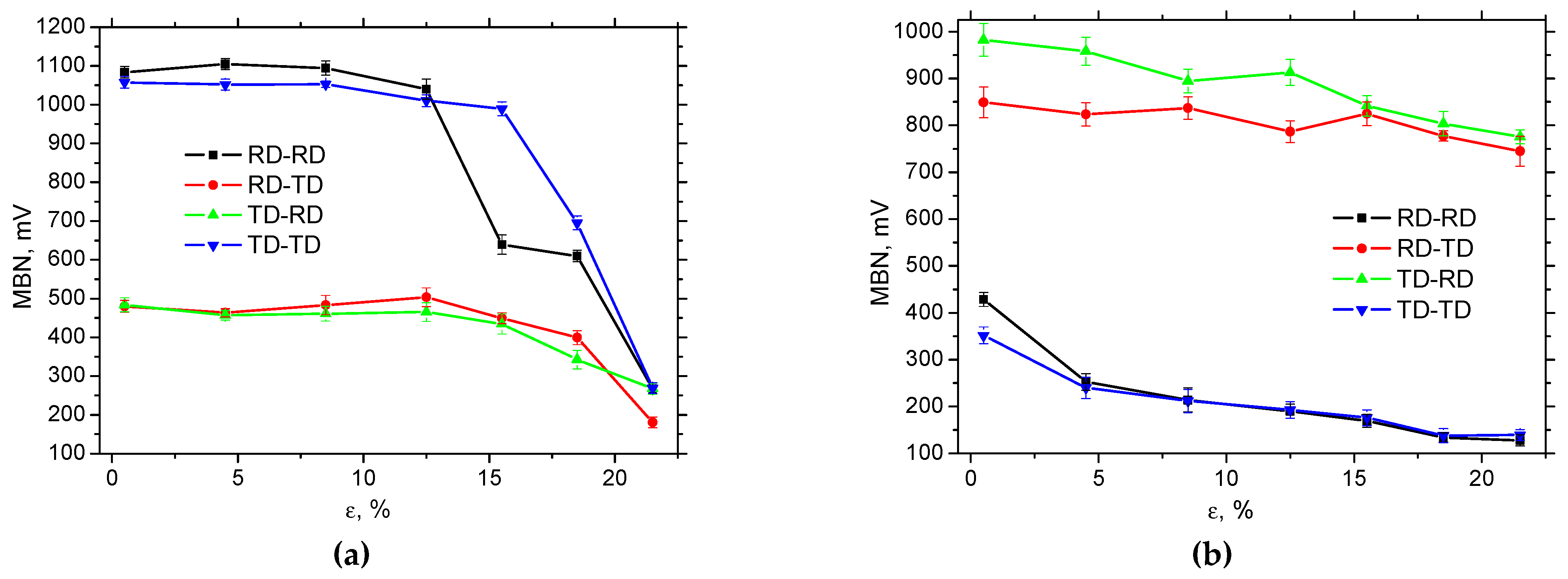
Figure 11.
MBN versus residual stresses; (a) cut along RD, (b) cut along TD.
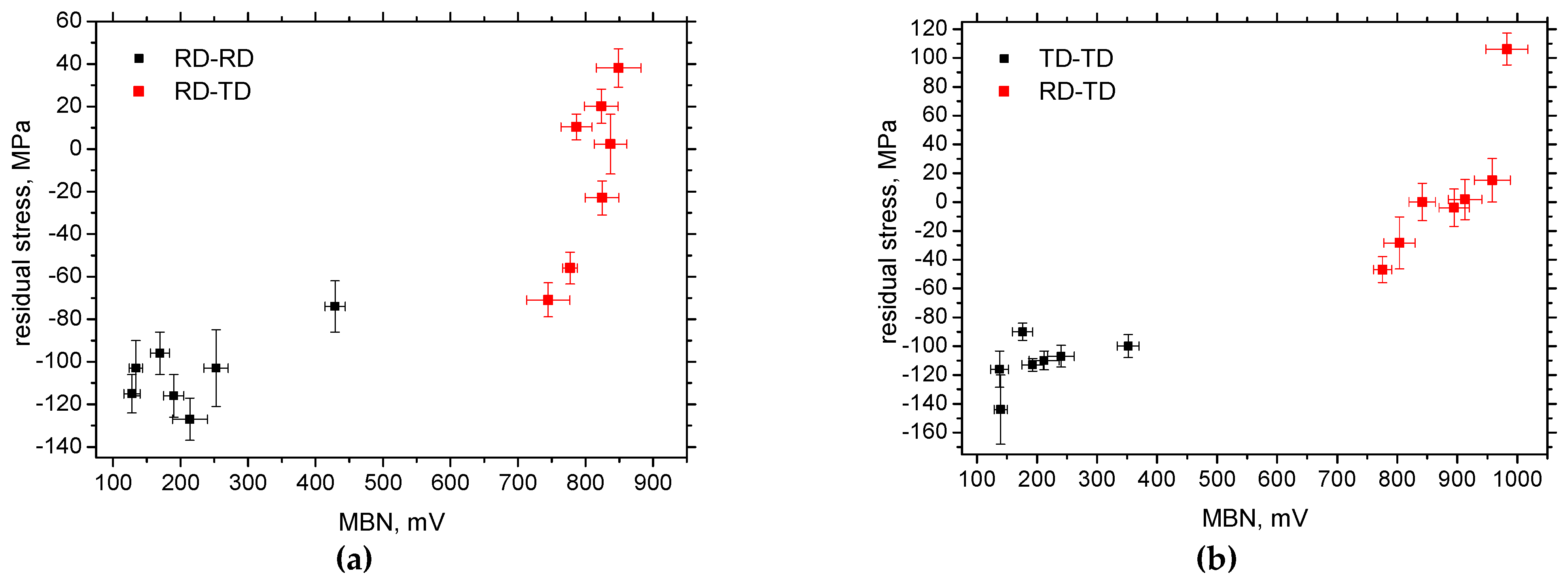
Figure 12.
MBN envelopes as a function of loading direction and ε; (a) in situ, (b) post situ.
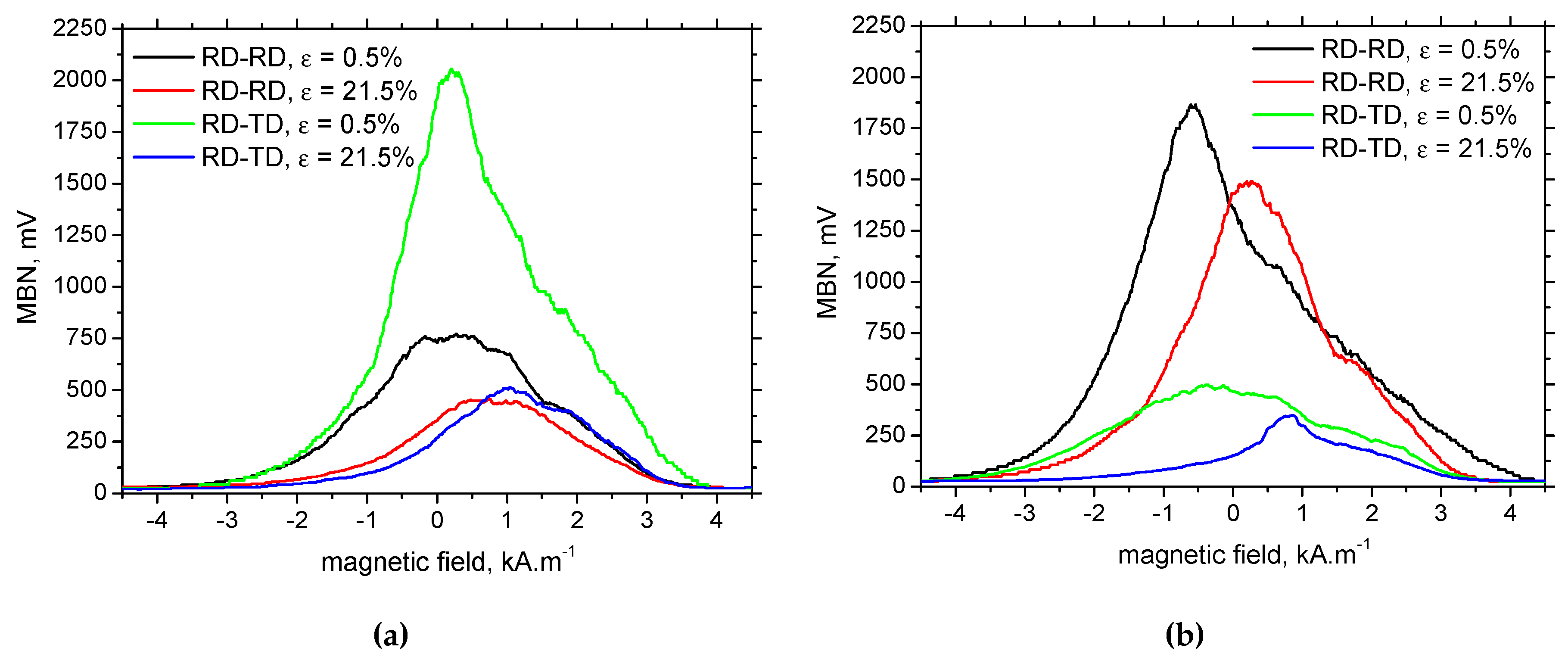
Figure 13.
Evolution of PP along ε; (a) in situ, (b) post situ.
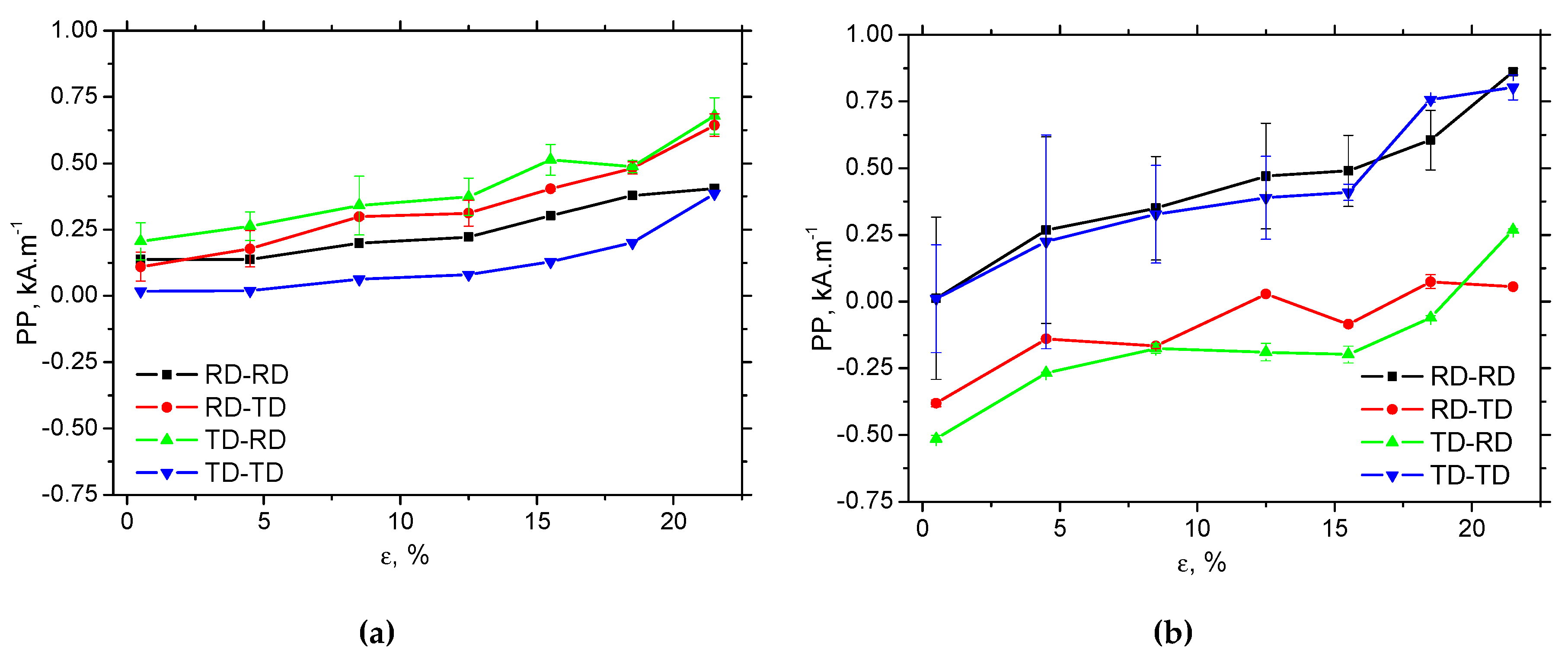
Figure 14.
HV1 versus PP; (a) in situ, (b) post situ.
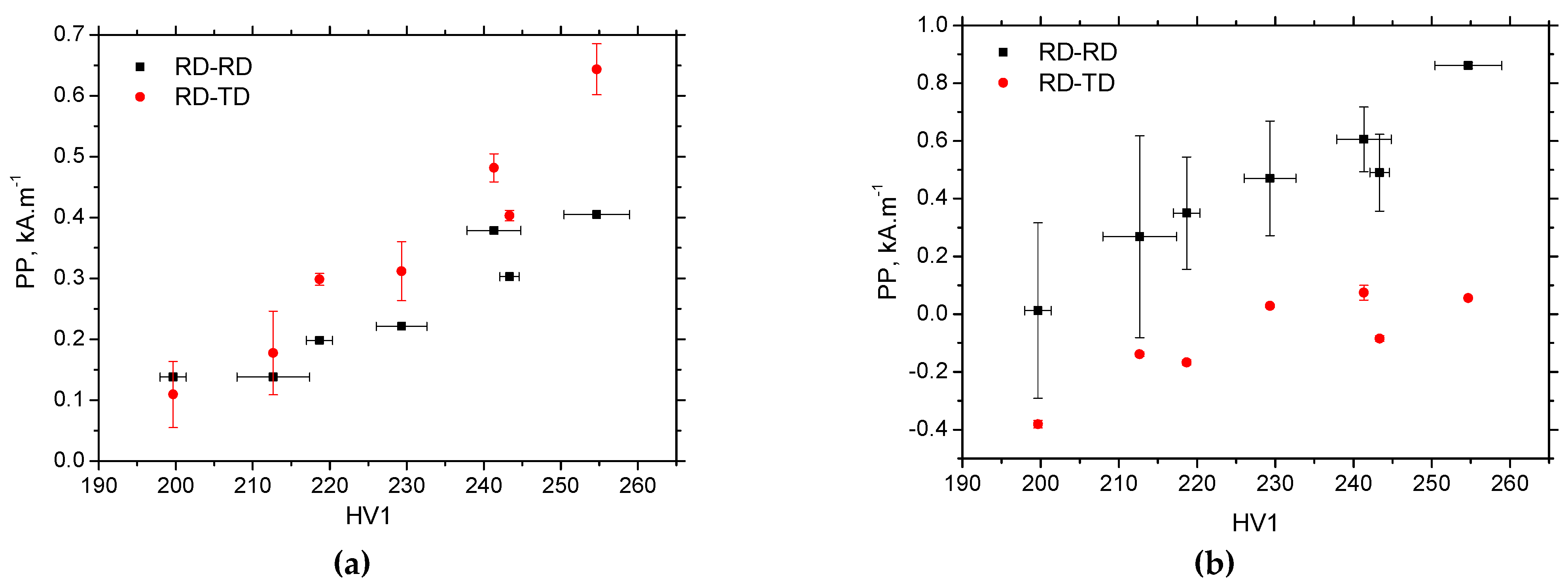

Table 1.
True mechanical properties of MC500 obtained from the stress-strain curves.
| True yield strength (MPa) | True ultimate strength (MPa) | Elongation at break (%) | |||
|---|---|---|---|---|---|
| RD | TD | RD | TD | RD | TD |
| 572 ± 10 | 592 ± 14 | 643 ± 10 | 653 ± 7 | 25 ± 1.2 | 25 ±1.6 |
Table 2.
Chemical composition of MC500 in wt%.
| Fe | C | Mn | Si | P | S | Al | Nb + Ti |
|---|---|---|---|---|---|---|---|
| bal. | 0.08 | 1.1 | 0.02 | 0.008 | 0.02 | 0.04 | 0.1 |
Table 3.
Nomenclature with respect to abbreviated directions used in the paper, see also Fig. 1.
| abbreviation | explanation |
|---|---|
| RD | MC500 sheet rolling direction. |
| TD | Transversal direction against the sheet rolling direction. |
| RD-RD | Sample cut along RD, loaded and measured in RD. |
| RD-TD | Sample cut along RD, loaded in RD and measured in TD. |
| TD-TD | Sample cut along TD, loaded and measured in TD. |
| TD-RD | Sample cut along TD, loaded in TD and measured in RD. |
Table 4.
Correlation coefficients ρp of MBN versus residual stresses (post situ).
| direction | RD-RD | RD-TD | TD-TD | TD-RD |
|---|---|---|---|---|
| 0.69 | 0.81 | 0.84 | 0.49 |
Table 5.
Correlation coefficients ρp of PP versus HV1 and PP versus dislocation density.
| In situ | Post situ | |||||||
|---|---|---|---|---|---|---|---|---|
| direction | RD-RD | RD-TD | TD-TD | TD-RD | RD-RD | RD-TD | TD-TD | TD-RD |
| HV1 | 0.94 | 0.96 | 0.96 | 0.96 | 0.96 | 0.86 | 0.97 | 0.93 |
| dislocation density | - | - | - | - | 0.94 | 0.90 | 0.97 | 0.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



