
Submitted:
13 January 2026
Posted:
13 January 2026
You are already at the latest version
Abstract
In this study, formation water sample №1082 from the Narimanov OGPD, together with crude oil samples from the Bulla-Deniz and Muradkhanli fields, were examined under laboratory conditions to evaluate the efficiency of chemical reagents. The Alkan-318 demulsifier, Marza-1 inhibitor, Difron-4201 depressor additive, and the combined ADM composition (Alkan-318 + Difron-4201 + Marza-1 in a 1:1:1 ratio) were tested for their effects on water separation, corrosion inhibition, sulfate-reducing bacteria activity, paraffin deposition, and pour point depression. Comparative experiments showed that the ADM composition demonstrated superior performance over individual reagents at equal concentrations. At an optimal dosage of 600 g/t, Alkan-318 and the ADM composition reduced residual water in Bulla-Deniz (75% water cut) and Muradkhanli (41% water cut) oils to 0.1% and 0.8%, respectively. For pour point depression, Difron-4201 (900 g/t) and ADM (600 g/t) achieved efficiencies of 169.2% and 176.9% in Bulla-Deniz oil, and 151.4% and 170.0% in Muradkhanli oil. Regarding deposit prevention, ADM reached 95.4% and 96.9% efficiency, significantly exceeding individual reagents. Corrosion tests revealed that Marza-1 and ADM provided up to 99.9% protection in aggressive H₂S and CO₂ environments, while ADM also exhibited a nearly complete bactericidal effect (99.8%) against sulfate-reducing bacteria, highlighting its multifunctional efficiency.
Keywords:
depressor additive
; demulsifier
; inhibitor
; composition
; water-cut factor
; pour point
; asphaltene-resin-paraffin deposits
; corrosion
; protection efficiency
; sulfate-reducing bacteria
1. Introduction
In Azerbaijan, crude oils produced both offshore and onshore differ greatly not only in their physicochemical properties but also in their rheological characteristics. The oils from the developed fields are mostly characterized by common features such as high viscosity and the presence of asphaltene, resin, and paraffin compounds. In many of Azerbaijan’s oil fields, crude oils contain varying amounts of asphaltenes, resins and paraffins. During the production and transportation of such oils, the deposition of these compounds occurs in the bottomhole zone and in pipelines. To prevent and eliminate these issues, numerous scientific research studies have been conducted by various researchers over time. The complications arising during the extraction, storage and transportation of water-cut paraffinic oils negatively affect well performance and normal operation, leading to the need for additional downhole and surface repair works.
The complications caused by ARPD (asphaltene–resin–paraffin deposits) in the well–gathering–transport system, as well as the difficulties encountered in preventing them, are closely related to their specific rheological, structural-mechanical, chemical, and colloid-chemical properties. These difficulties are further aggravated by the wide range of compositions and properties of such deposits. Practically, these deposits are insoluble and consist mainly of organic compounds that tend to disintegrate under crude oil production and transportation conditions.
Reservoir oils and produced crude oils differ primarily in their densities and other quality indicators. When crude oils prepared for transportation enter further refining stages, strict quality requirements are imposed. These include the content of water, sulfur, chlorides, mechanical impurities, and paraffin. However, the existing mathematical methods and models cannot determine or predict the variation of these parameters in different types of crude oils and blends with the required accuracy. On the other hand, during in-field gathering processes, the well products undergo continuous changes not only in rheological and physicochemical characteristics but also in commercial quality. Therefore, during transportation, the selection of unsubstantiated calculation methods and mathematical models without considering both the structural and commercial properties of crude oils with different water-cut levels may lead to various complications and increased energy consumption [1,2,3,4,5,6,7,8,9].
One of the most important stages of the oil production process is the preparation of crude oil for transportation. Among the main factors that cause complications and additional financial expenses during oil gathering and preparation for transportation are the water-cut factor, the deposition of asphaltene–resin–paraffin compounds, and internal surface corrosion processes. The presence of water in oil acts as ballast, leading to additional transportation costs.
The degree of water dispersion in oil, in other words, water emulsification in crude oil, is one of the key characteristics of oil–water emulsions and determines the essential properties of crude oil. Based on the above considerations, studies were conducted under laboratory conditions to determine the water-cut degree of crude oils using the “drop test” method, and the results were analyzed. The “drop test” method, which has been successfully applied for the analysis of diesel oils, is recognized as a scientifically proven method [10,11,12].
In global practice, depending on the characteristics of oil emulsions, various methods are applied for their demulsification. Thermo-chemical demulsification is used to dehydrate emulsions that are difficult to break. During the process, along with heating, different reagents are also applied. Demulsification should be carried out with minimum demulsifier consumption while achieving maximum dehydration and minimum residual water content.
To eliminate and prevent complications observed in pipelines and on the internal surfaces of technological equipment in oil gathering and transportation systems with highly paraffinic crude oils characterized by high pour point and high water cut, the optimal approach is the use of chemical reagents [13,14,15,16,17,18,19].
Electrochemical corrosion of internal surfaces and the formation of asphaltene–resin–paraffin deposits are among the major problems for oilfield equipment. The causes of electrochemical corrosion include the presence of oxygen, hydrogen sulfide, carbon dioxide, sulfate-reducing bacteria in formation waters, dissolved mineral salts, and the precipitation of asphaltene–resin–paraffin compounds. Therefore, the prevention of ARPD formation and the protection of internal surfaces from corrosion are highly relevant issues. The damage caused by these problems to national economies amounts to billions of dollars.
2. Materials and Methods
In order to conduct the research process under laboratory conditions, crude oil samples with 75% water cut from well №89 of the Bulla-Deniz field and with 41% water cut from the Muradkhanli field, as well as formation water sample №1082 from the Narimanov OGPD, were used. Their physicochemical properties are presented in Table 1 and Table 2.
As shown in the table, the selected crude oil sample for the study belongs to the group of highly paraffinic oils. It is characterized by a high content of paraffinic hydrocarbons, a high pour point, and water content of 75% and 41%, respectively.
Currently, the widely used “Alkan-318” reagent-demulsifier for crude oil dehydration in the country has demonstrated satisfactory results in tests. Research has shown that this demulsifier is capable of exerting a complex effect during oil preparation and transportation processes.
The scientific justification for using the “Alkan-318” reagent-demulsifier has been established to regulate the flow and processing characteristics of oils with complex rheological properties, as well as to ensure efficient preparation and transportation.
For the studied crude oil sample, the effects of both the “Alkan-318” demulsifier and the ADM composition—prepared from “Alkan-318” demulsifier, “Difron-4201” additive, and Marza-1 inhibitor in a 1:1:1 ratio—were investigated.
The laboratory dehydration of the studied oil was performed using the more efficient “Boatels Test” (“Bottle Test”) method, both without reagents and with the reagent or composition. Experiments were conducted based on the emulsion breakage time. The demulsification time was determined by measuring the volume of settled water in the bottle, and after the separation process was complete, the residual water content in the oil was determined using a balance method.
The “Alkan-318” reagent-demulsifier, which showed high efficiency in crude oil emulsion dehydration, was used in the experiments. To carry out the tests, crude oil samples with varying water-cut levels were dosed with the reagent and composition at established consumption rates, and then control samples were taken. During the experiments, temperature stability (20°C, 40°C, and 60°C) was maintained, and multiple studies were performed.
The efficiency of emulsion separation by the demulsifier was evaluated using the “Bottle Test” method. Assessment was based on the amount of water separated from the stable oil–water system over time. The amount of water present in crude oil was determined using the Dina–Stark method. To accurately measure the water separated during demulsification, a specialized glass separator with a defined volume was used.
After thermochemical treatment, the processed emulsions were allowed to settle, and the dynamics of water separation from the oil at specific time intervals were monitored. The relative amount of water remaining in the oil phase (wt.%) was calculated using the following expression.
Here, m0 - is the amount of water before demulsification,g,
m - is the amount of water separated during demulsification, g.
Table 3 presents the physicochemical properties of the “Alkan-318” demulsifier.
Given the high paraffinicity of the studied oil, the process of asphalt-resin-paraffin deposit (ARPD) formation in its composition was determined under laboratory conditions using both the "Difron-4201" additive and the ADM composition. This was carried out at 50°C over a 3-hour period via the "cold finger" method.
The core principle of the method involves the deposition of asphalt-resin-paraffin compounds on the surface of a cold metal probe ("cold finger"). This very principle enables the evaluation of the effectiveness of both the depressant additive and the composition, as well as the determination of the optimal dosage.
The physico-chemical indicators of the Difron-4201 depressant additive are presented in Table 4.
During the research, the effectiveness of the "Difron-4201" depressant additive and the ADM composition was calculated using a given formula. This was done after determining the quantity of deposits formed on the cold metal surface for both oil samples, which had been treated with various concentrations of the additives, by means of the gravimetric method.
K - effectiveness of the depressant additive;
m1 - mass of the ARPD (Asphalt-Resin-Paraffin Deposits) in the additive-free medium;
m2 - mass of the ARPD in the medium containing the depressant additive and composition.
To determine the effect of the "Difron-4201" depressant additive and the ADM composition on the pour point of oil under laboratory conditions, a known volume of an oil sample was placed into test jars with a spherical bottom, 160 mm in height and 20 mm in diameter, and heated to a temperature of 55-60°C. The experiment continued by gradually cooling the test jar to 30-40°C after adding various concentrations of the depressant additive and composition separately to the oil sample.
After the test jars, cooled to a known temperature, were placed in a thermostat, the cooling process was continued. The temperature at which the oil's meniscus remained stationary for a minimum of 5 seconds while the jar was held horizontally at a 45-degree angle was recorded every time the temperature decreased by 1°C. The complete solidification of the oil was determined based on the immobility of the upper layer of the liquid. In oil gathering and transportation systems, alongside problems of water cut and paraffin deposition, complications arising from internal surface corrosion, which require urgent solutions, are also a central focus. To eliminate this complication, the corrosion protection effect of the "Marza-1" inhibitor and the ADM composition was determined using a steel sample of grade St20, with dimensions of 30x20x1 mm. The chemical composition of the St20 grade steel sample is given in Table 5.
The corrosion rate of the steel sample was determined through laboratory experiments under dynamic conditions based on gravimetric tests. To conduct tests under dynamic conditions, a flow rate corresponding to operational conditions was achieved using a circulation apparatus. The corrosion rate was calculated based on the mass loss.
The research was conducted at a temperature of 25°C over a duration of 6 hours, using various concentrations of the Marza-1 inhibitor (which consists of organic compounds with triple bonds and contains atoms of carbon, hydrogen, halogen, oxygen, and other elements in its molecules) (Table 6) [26] and the ADM composition.
The experiments were conducted as follows: the surfaces of the steel samples were ground on a grinding machine according to the requirements of the GOST 2789-73 standard. Subsequently, they were cleaned with acetone and alcohol, and then washed with distilled water.
Following this, the surfaces were activated by immersing them in a 15% HCl solution for 60 seconds, washed again with distilled water, and dried with filter paper. The mass of the sample was determined on an analytical balance after it was stored in a desiccator for one hour.
The experiments were carried out for comparison purposes: without any inhibitor, with the inhibitor, and with the composition.
The corrosion rate was calculated using the following formula:
m1 – mass of the steel sample before the test, g;
m2 – mass of the steel sample after the test and removal of corrosion products, g;
S – surface area of the steel plate (SN = 2ah + 2ab + 2bh), m2;
τ – duration of the laboratory test, hours.
The following mathematical expression was used to calculate the inhibition coefficient.
Here, K₀ – the corrosion rate in an environment without inhibitor or composition (g/m²·h), Kinh – the corrosion rate in an environment with inhibitor or composition (g/m²·h).
The protective effect of the inhibitor and composition was calculated using the given formula:
Here, K₀ – the corrosion rate in an environment without inhibitor or composition (g/m2·h), Kinh – the corrosion rate in an environment with inhibitor or composition (g/m2·h).
The penetration depth was determined based on the corrosion rate using the following formula.
Here, Kp – penetration depth, mm/year
Kinh – corrosion rate, g/m2·h.
The bactericidal property of the Marza-1 inhibitor and ADM composition against sulfate-reducing bacteria was studied in the “Postgate-B” nutrient medium (Table 7).
In hydrogen sulfide-containing formation water, the properties of both the inhibitor and the composition were studied under laboratory conditions, and their protective effect against corrosion was determined. As the corrosion medium, formation water samples from Well №1082 of the Bibiheybatneft OGPD and bacterial strains of Desulfomicrobium and Desulfovibrio desulfuricans were used.
Based on the amount of hydrogen sulfide, the bactericidal effect of the inhibitor and the composition was calculated using the following formula:
Here, C0 – concentration of biogenic hydrogen sulfide in the medium without inhibitor or composition, Cinh – concentration of biogenic hydrogen sulfide in the medium with inhibitor or composition reagent.
3. Results
Under laboratory conditions, the thermochemical demulsification of Bulla-Deniz crude oil with 75% water cut and Muradkhanli crude oil with 41% water cut was carried out in the presence of the reagent and the composition. The demulsification process was performed using the demulsifier and the composition at dosages of 300–600 g/t, at temperatures of 20, 40, and 60 °C, and for various settling times of water (40, 60, 80, 120 minutes).
Table 5 presents the parameters obtained from the experiments. It can be seen from the table that the efficiency of crude oil emulsions’ demulsification with reagent and composition at 20 °C and 40 °C is low, while the best results were achieved during the dehydration process conducted at 60 °C. In Table 8, it is shown that at 60 °C and within the concentration range of 300–600 g/t of the Alkan-318 reagent, the residual water content for Bulla-Deniz crude oil varied between 5.9% and 1.5%, while for Muradkhanli crude oil it ranged between 5.7% and 1.9%.
The effect of the ADM composition, obtained by mixing the reagents Alkan-318, Marza-1, and Difron-4201 in a 1:1:1 ratio based on laboratory tests, on the studied oils was investigated. According to the results, as reflected in Table 9, the residual water content for Bulla Island oil varies between 4.1% and 0.1%, and for Muradkhanli oil between 4.3% and 0.8%, within the concentration range of 300-600 g/t at a temperature of 60°C.
The comparison of the dependence of residual water content on temperature after demulsification of 75% water-cut Bulla-Deniz oil and 41% water-cut Muradxanlı oil with the participation of a reagent and composition is given in Figure 1 and Figure 2.
The effectiveness of the "Difron-4201" depressant additive and the ADM composition on samples of Bulla-Deniz and Muradkhanli oil was calculated under laboratory conditions based on the amount of collected asphaltene-tar-paraffin deposits using the "cold finger" method. Over a one-hour period at a temperature of 0°C, the amount of deposits, as well as the oil's pour point, surface tension coefficient, and effective viscosity, were determined in the presence of both the depressant additive and the composition at quantities of 100-600 g/t. The test results are presented in Table 10.

Table 10.
Effect of the "Difron-4201" depressant additive and the ADM composition (Alkan-318 + Difron-4201 + Marza-1 = 1:1:1) (at +0°C) on a series of properties of Bulla-Deniz and Muradkhanli oil.
Table 10.
Effect of the "Difron-4201" depressant additive and the ADM composition (Alkan-318 + Difron-4201 + Marza-1 = 1:1:1) (at +0°C) on a series of properties of Bulla-Deniz and Muradkhanli oil.
| Concentration of Depressant Additive and ADM Composition | Pour point, 0C | Amount of ARPD, % | Surface Tension, mN/m | |||
|---|---|---|---|---|---|---|
| “Difron-4201” | ADM | “Difron-4201” | ADM | “Difron-4201” | ADM | |
| Bulla-Deniz oil | ||||||
| 0 | +13 | +13 | 13.1 | 13.1 | 28.1 | 28.1 |
| 100 | +9.3 | +8.6 | 12.3 | 11.2 | 22.4 | 18.3 |
| 200 | +8.1 | +6.4 | 10.8 | 8.3 | 20.3 | 16.5 |
| 300 | +6.2 | +4 | 8.4 | 5.6 | 18.2 | 14.2 |
| 400 | +3 | -4.7 | 6.7 | 3.8 | 14.8 | 10.5 |
| 500 | -2.4 | -8.6 | 5.4 | 1.3 | 13.2 | 9.3 |
| 600 | -4.3 | -10 | 4.3 | 0.6 | 12.4 | 6.3 |
| 700 | -5.6 | -9.8 | 3.1 | 3.6 | 11.9 | 7.1 |
| 800 | -8.4 | -9.4 | 2.3 | 2.4 | 11.2 | 8.3 |
| 900 | -9 | -9 | 1.2 | 1.3 | 10.3 | 8.9 |
| Muradkhanli oil | ||||||
| 0 | +9 | +9 | 17.2 | 17.2 | 27.2 | 27.2 |
| 100 | +6.3 | +6.8 | 11.4 | 10.3 | 21.5 | 19.4 |
| 200 | +5.4 | +4.8 | 10.5 | 9.6 | 18.2 | 17.6 |
| 300 | +3.6 | +2.1 | 8.7 | 7.2 | 17.1 | 10.9 |
| 400 | +2.5 | -2.7 | 6.2 | 5.6 | 15.3 | 9.3 |
| 500 | 1.7 | -4.8 | 5.3 | 3.1 | 14.9 | 8.4 |
| 600 | -1.2 | -6.3 | 4.6 | 1.1 | 14.2 | 7.1 |
| 700 | -2.7 | -5.4 | 3.4 | 1.9 | 13.7 | 7.9 |
| 800 | -4.3 | -4.8 | 2.8 | 2.3 | 12.1 | 8.4 |
| 900 | -4.6 | -4 | 2.4 | 2.7 | 11.4 | 9.1 |
Table 11.
The effectiveness of the "Difron-4201" depressant additive and the ADM composition (Alkan-318 + Difron-4201 + Marza-1 = 1:1:1) on a series of properties of Bulla-Deniz and Muradkhanli oil (at t=+0°C).
Table 11.
The effectiveness of the "Difron-4201" depressant additive and the ADM composition (Alkan-318 + Difron-4201 + Marza-1 = 1:1:1) on a series of properties of Bulla-Deniz and Muradkhanli oil (at t=+0°C).
| Concentration of Depressant Additive and ADM Composition | Effectiveness of Pour Point Reduction, % | Effectiveness of ARPD Protection, % | Effectiveness of Surface Tension Reduction, % | |||||
|---|---|---|---|---|---|---|---|---|
| “Difron-4201” | ADM | “Difron-4201” | ADM | “Difron-4201” | ADM | |||
| Bulla-Deniz oil | ||||||||
| 0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||
| 100 | 28.5 | 33.8 | 6.1 | 14.5 | 20.3 | 34.9 | ||
| 200 | 37.7 | 50.8 | 17.6 | 35.7 | 27.8 | 41.3 | ||
| 300 | 52.3 | 69.2 | 35.9 | 55.6 | 35.2 | 49.5 | ||
| 400 | 76.9 | 136.2 | 48.9 | 70.9 | 47.3 | 62.6 | ||
| 500 | 118.5 | 166.2 | 58.8 | 90.1 | 53.0 | 66.9 | ||
| 600 | 133.1 | 176.9 | 64.8 | 95.4 | 60.1 | 77.6 | ||
| 700 | 143.1 | 175.4 | 74.0 | 72.5 | 57.7 | 74.7 | ||
| 800 | 164.6 | 172.3 | 78.6 | 81.7 | 47.5 | 70.5 | ||
| 900 | 169.2 | 169.2 | 81.7 | 90.1 | 63.3 | 69.4 | ||
| Muradkhanli oil | ||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| 100 | 30.0 | 24.4 | 33.7 | 39.9 | 20.9 | 28.7 | ||
| 200 | 40.0 | 46.7 | 38.9 | 44.2 | 33.1 | 35.3 | ||
| 300 | 60.0 | 123.3 | 49.4 | 58.1 | 37.1 | 59.9 | ||
| 400 | 72.2 | 130.0 | 63.9 | 67.4 | 43.8 | 65.8 | ||
| 500 | 81.1 | 153.3 | 69.2 | 81.8 | 45.2 | 69.1 | ||
| 600 | 113.3 | 170.0 | 73.3 | 93.6 | 47.8 | 73.9 | ||
| 700 | 130.0 | 160.0 | 80.2 | 88.9 | 49.6 | 70.9 | ||
| 800 | 148.8 | 153.3 | 83.7 | 86.7 | 55.6 | 69.1 | ||
| 900 | 151.4 | 144.4 | 86.1 | 84.3 | 58.1 | 66.5 | ||
A comparative analysis of the change in the freezing point of the studied Bulla-Deniz and Muradxanlı oils under laboratory conditions, depending on the concentration of the reagent and composition, is reflected in Figure 3 and Figure 4.
Therefore, the effect of the "Difron-4201" depressant additive and the ADM composition on the pour point, paraffin deposition, and surface tension of Bulla-Deniz and Muradkhanli oil samples was investigated for the first time. It was determined that the composition demonstrated higher effectiveness.
The highest effectiveness was observed at an optimal dosage of 600 g/t for both the "Difron-4201" depressant additive and the ADM composition (Figure 5).
Specifically, at this concentration, the highest effectiveness for reducing the pour point was 169.2% for Bulla-Deniz oil and 151.4% for Muradkhanli oil using the "Difron-4201" depressant additive. For the ADM composition, the highest effectiveness was 176.9% and 170.0% for the respective oils.
The protection effectiveness against Asphaltene-Resin-Paraffin Deposits (ARPD) was 81.7% and 95.4% for the Bulla-Deniz oil sample, and 86.1% and 93.6% for the Muradkhanli oil sample, respectively. For surface tension reduction, the effectiveness was 63.3% and 77.6% for the first oil sample (Bulla-Deniz), and 84.3% and 73.6% for the second oil sample (Muradkhanli).
Experiments using the "cold finger" method were conducted over a three-hour period at the highly effective concentration of 600 g/t of the composition, across temperatures of 0°C, 5°C, 10°C, 15°C, 20°C, 25°C, and 30°C. At each temperature, the amount of deposited oil sediments was measured using an analytical balance at intervals of 20, 40, 60, 80, 100, and 120 minutes (Table 12).
The dependence of the sediments amount in Bulla-Deniz and Muradxanlı oil on temperature at the optimal composition concentration of 600 g/t is given in Figure 6 and Figure 7.
The inhibitory and bactericidal properties of the Marza-1 inhibitor and the ADM composition were investigated under laboratory conditions. The inhibitory properties were studied in aggressive corrosive environments containing hydrogen sulfide, carbon dioxide, and a combination of both gases. The laboratory tests were conducted at room temperature over a period of 6 hours, and the results are presented in Table 13.
Based on the results of laboratory studies, the protective effect of the Marza-1 inhibitor at concentrations of 3, 5, 7, and 10 mg/l in an H2S environment ranged from 90.3% to 98.1%, while the ADM composition at concentrations of 300, 400, 500, and 600 g/t exhibited a protective effect ranging from 94.6% to 99.9%, as shown in Table 7.
In a CO2 environment, these values were observed to be 80.1% to 96.1% for the inhibitor and 82.1% to 98.6% for the composition. Similarly, in an H2S + CO2 environment, the protective effect increased with concentration, ranging from 87.6% to 94.2% for the inhibitor and 91.6% to 96.7% for the composition.
Analysis of the results indicates that the highest protective effect was observed in the hydrogen sulfide environment. A comparative analysis of the results across all three aggressive environments confirmed that the ADM composition demonstrated a higher protective effect compared to the Marza-1 inhibitor. The best results were achieved at a concentration of 10 mg/l for the inhibitor and 600 g/t for the composition. Thus, the optimal concentration for the Marza-1 inhibitor is 10 mg/l, and for the ADM composition, it is 600 g/t.
The bactericidal properties of the inhibitor and the composition were also determined through laboratory tests. Over a 15-day period in a Postgate-B nutrient medium, a significant reduction in the activity of two bacterial species, Desulfomicrobium and Desulfovibrio desulfuricans, was observed. The bactericidal effect of the Marza-1 inhibitor and the ADM composition was calculated based on changes in hydrogen sulfide concentration (Figure 8).
The bactericidal effect of the Marza-1 inhibitor at concentrations of 3, 5, 7, and 10 mg/l ranged from 68.5% to 90.2%, while the bactericidal effect of the ADM composition at concentrations of 300, 400, 500, and 600 g/t ranged from 81% to 99.8%, as shown in Figure 2. The highest bactericidal effect was observed at the optimal concentration of 10 mg/l for the Marza-1 inhibitor and 600 g/t for the ADM composition. For 10 mg/l of Marza-1 inhibitor, the bactericidal effect was 90.2%, while for 600 g/t of the ADM composition, it reached 99.8%.
Thus, although both the inhibitor and the composition significantly reduced the amount of biogenic hydrogen sulfide in the Postgate B nutrient medium with sulfate-reducing bacteria, they did not completely halt the sulfate reduction process. However, by the seventh day of the experiments, the inhibitor had eliminated 90.2% and the composition 99.8% of sulfate-reducing bacteria, effectively halting their activity.
4. Conclusions
1. Under laboratory conditions, for the first time, the effect of "Alkan-318" demulsifier and ADM composition ("Alkan-318" + Difron-4201 + Marza-1 = 1:1:1) on the water cut factor of "Bulla-Deniz" oil with 75% water cut and Muradkhanli field oil with 41% water cut was studied. It was found that at the optimal consumption concentration of 600 g/t for both the demulsifier and the composition, the water cut factor decreased to 0.1% for the first oil sample and to 0.8% for the second oil sample.
2. At the optimal consumption rate of 900 g/t for "Difron-4201" additive and 600 g/t for ADM composition, the effectiveness in pour point was 169.2% and 176.9% for Bulla-Deniz oil, and 151.4% and 170.0% for Muradkhanli oil, respectively. The protection effectiveness against asphaltene-tar-paraffin deposits was 81.7% and 95.4% for Bulla-Deniz oil sample, and 86.1% and 93.6% for Muradkhanli oil, respectively. For surface tension, this indicator was 63.3% and 70.0% for the first oil sample, and 84.3% and 73.6% for the second oil sample, respectively.
3. The effect of Marza-1 inhibitor and ADM composition on the corrosion rate in formation water environments containing hydrogen sulfide, carbon dioxide, and a mixture of both gases, as well as on the vital activity of sulfate-reducing bacteria in Postgate "B" medium, was studied. It was determined that at the optimal consumption rate, the corrosion protection effectiveness was 98.1% and 99.9% in hydrogen sulfide environment, 96.1% and 98.6% in carbon dioxide environment, and 94.2% and 96.7% in hydrogen sulfide and carbon dioxide environment, respectively. The bactericidal effect of Marza-1 inhibitor and ADM composition was 90.2% and 99.8%, respectively.
4. As a result of laboratory tests, it was determined that the optimal consumption amount for Alkan-318 demulsifier and ADM composition is 600 g/t, and for Marza-1 inhibitor it is 10 mg/l. The ADM composition showed high effectiveness compared to depressant additives and inhibitors not only in water cut factor and paraffin deposition, but also in corrosion protection and prevention of the vital activity of sulfate-reducing bacteria, which can be explained by the creation of a synergistic effect.
Author Contributions
Author Contributions: Project administration, outline, structure, guidance, X.W.; supervision, expertise, data curation, visualization and writing—original draft preparation, X.W., M.A. and E.A.; experiment, E.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Wang, X.; Gurbanov, H.; Adygezalova, M.; Alizade, E. Investigation of Removing Asphaltene-Resin-Paraffin Deposits by Chemical Method for Azerbaijan High-Paraffin Oil Production Process. Energies 2024, 17, 3622. [CrossRef]
- Wang, X.; Ismayilov, G.; Iskandarov, E.; Alizade, E.; Ismayilova, F. Study of Specific Problems Arising in the Blending Processes of Crude Oils (Based on the Examples of Azerbaijan Oils). Processes 2025, 13, 1500. [CrossRef]
- Panahov, G.M., Abbasov, E.M., İsmayılov, Ş.Z.; et al. Development of new methods for combating asphaltene-resin-paraffin deposits. Azerbaijan Oil Industry, Baku: 2019, No. 1, pp. 65-70.
- Ismayilov G.G., Iskenderov E.Kh., Ismayilova F.B. Problems of hydrodynamic corrosion in multiphase pipelines. Phusicochemical problems of materials protection of metals and physical chemistry surfaces, vol. 57, №1, 2023, pp. 147–152.
- Kelbaliev G.I., Rasulov S.R., Rzaev A.G.; et al. Rheology of structured oils. Journal of Engineering Physics and Thermophysics, 2017, Vol.90, No.4, pp.996-1002.
- A. M. Mammad-zade, E. F. Alizade. Investigation of Fluid Dynamics Impact with Magnetic Field Applications on Enhanced Oil Recovery in Porous Media. SOCAR Proceedings, No.2 (2025), p.61-67. [CrossRef]
- Khrisonidi, V.A., Pindyurina, A.A., Rakhmanova, S.R. Technologies for Demulsification in the Oil Treatment System. The Scientific Heritage, 2021, No. 71, pp. 14-17.
- Nebogina N.A., Yudina N.V., 2020. The influence of phase transitions in highly paraffinic oil and emulsions on the structural and rheological properties. Petrochemistry, 2020. № 4(60),-p.511-519.
- Simon S, Theiler S, Knudsen A, Oye G, Sjoblom J. Rheological properties of particle-stabilized emulsions. J Dispers Sci Technol. 2010; 31(5): 632-640.
- Hadi A.A., Ali A.A. A review of petroleum emulsification types, formation factors, and demulsification methods. Mater Today Proc. 2022; 53: 273-279. [CrossRef]
- Ismayilov, G.G., Safarov, N.M., Kelova, I.N. On a New Approach to the Structural and Rheological Properties of Water-Oil Emulsions. Bulletin of the Azerbaijan Engineering Academy, 2011, Vol. 3, No. 2, pp. 81-94.
- Adygezalova, M.B., Ismayilov, G.G.. Babirov, Kh.N., 2016. On the influence of heat treatment on the pour point of oil mixtures of different water content. The Rassokhin Readings are dedicated to the memory of Professor, Doctor of Technical Sciences Gennady Vasilievich Rassokhin. Materials of the International Seminar, “Ukhta State Technical University”, February 4–5, -2016, часть I,- с.251-254.
- Alireza Bahadori Oil and Gas Pipelines and Piping Systems / Alireza Bahadori -Kindle Edition, - 2016. -1022p.
- Duo Wang, Diling Yang, Charley Huang et. al. Stabilization mechanism and chemical demulsification of water-in-oil and oil-in-water emulsions in petroleum industry// Journal of Petroleum Science and Engineering, 2018,V.165, P. 673-690.
- Reza Zolfagharia, Ahmadun Fakhru’l-Razi , Luqman C. Abdullah et. all. Demulsification techniques of water-in-oil and oil-in-water emulsions in petroleum industry // Separation and Purification Technology, 2016, V.170, P.377-407.
- Olusiji Ayoade Adeyanju, Layioye Ola Oyekunle Optimization of chemical demulsifications of water in crude oil emulsions // Egyptian Journal of Petroleum, 2019, V.28, Issue 4, P.349-353.
- Ahmed Abdulrazzaq Hadi, Ali Abdulkhabeer Ali A review of petroleum emulsification types, formation factors, and demulsification methods// Materialstoday: Proceedings, 2022, V. 53, Part 1, 2022, P.273-279.
- Gurbanov H.R., Qasimzade A.V., 2024. Enhancing demulsification efficiency and corrosion protection in oil industry: A study of novel compositions. Voprosy Khimii i Khimicheskoi Tekhnologii, 2: 18–25.
- Adygezalova, M.B., Research of the deemulsification and corrosion protection property of a new multifunctional composition. // Nafta-Gaz 2025, no. 4, pp. 245–252.
- Ashrafizadeh S.N. , Motaee E., Hoshyargar V. Emulsification of heavy crude oil in water by natural surfactants //J. Pet. Sci. Eng., 2012, V. 86–87, P.137-143.
- Dubinskaya E.V., Vigdorovich V.I., Tsygankova L.E., 2013. Inhibitory protection of steel in hydrogen sulfide environments. Bulletin of TSU, 2013, V.18., № 5, p.2814-2822.
- Milovzorov, G.V., Makletsov, V.G., Trefilova, T.V. On the Use of Inhibitor-Bactericides in Conditions of Hydrogen Sulfide Corrosion of Steel. Bulletin of Udmurt University, 2012, Issue 3, pp. 44-47.
- Vigdorovich, V.I., Tsygankova, L.E. Inhibition of Hydrogen Sulfide and Carbon Dioxide Corrosion of Metals. Universality of Inhibitors: Monograph. M.: KARTEK Publishing, 2011, 244 p.
- Menshikov I.A., Shein A.B. Protection properties of inhibitors of SOLING series in acidic hydrogen sulfide-containing media. News bulletin of universities. Chemistry and chemical technology, 2018, Vol. 61, iss. 7. pp.91 -98.
- Adygezalova M.B. Investigation of the efficiency of multifunctional compositions against corrosion and salt precipitation // Nafta-Gaz 2025, no. 1, pp. 478–483,.
- Gurbanov H.R., Pashayeva S.M. The inhibitory effect of selected reagents on carbon steel corrosion in formation water containing hydrogen sulfide// Nafta-Gaz 2024, no. 1, pp. 55-56.
- Gurbanov, G.R., Adygezalova, M.B., Pashayeva, S.M. Study of a Universal Combined Inhibitor for the Oil and Gas Industry. Chemistry and Chemical Technology, 2020, No. 10, pp. 78-89.
Figure 1.
The dependence of the residual water content in Bulla-Deniz oil on temperature after deemulsification.
Figure 1.
The dependence of the residual water content in Bulla-Deniz oil on temperature after deemulsification.
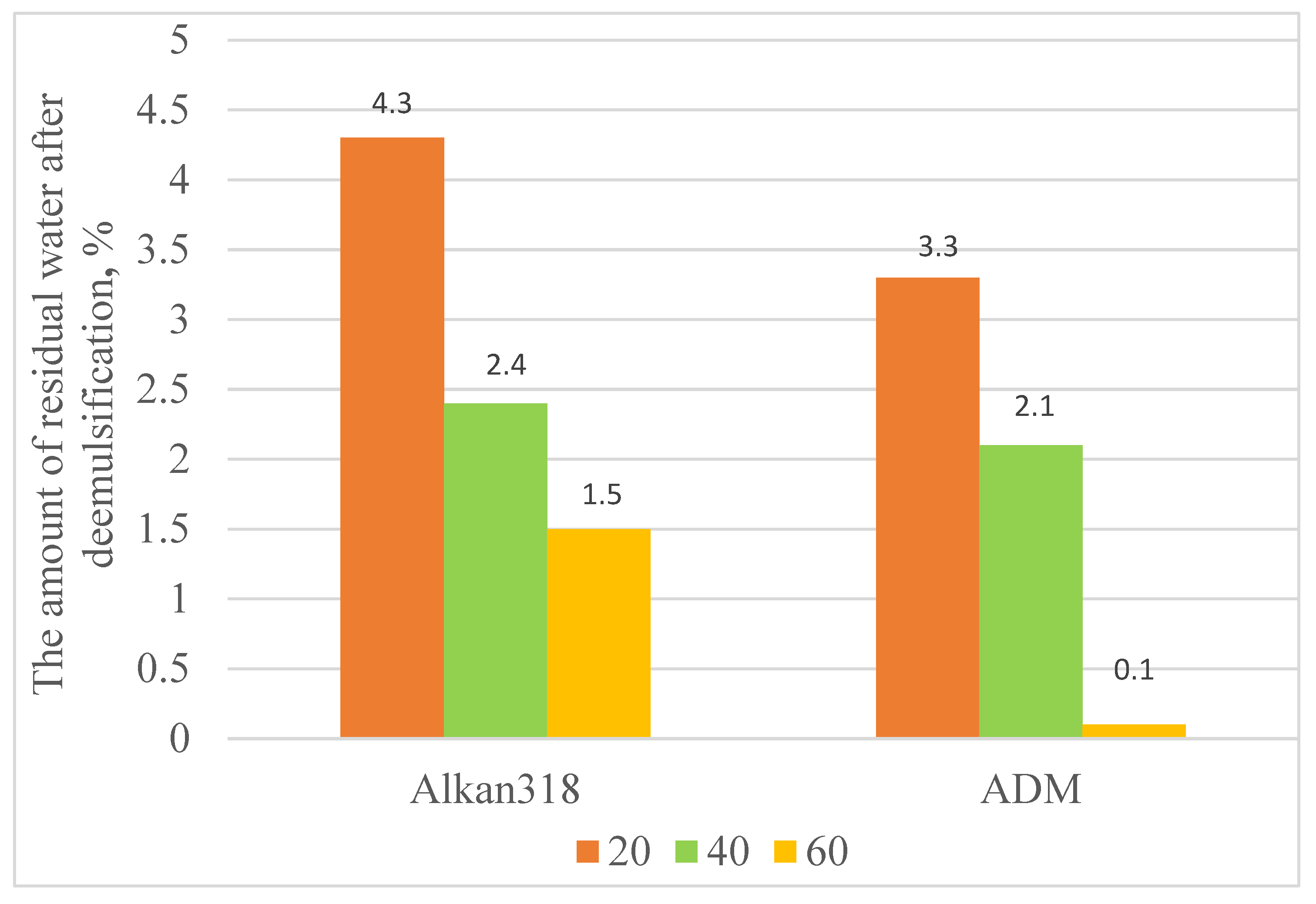
Figure 2.
The dependence of the residual water content in Muradkhanli oil on temperature after deemulsification.
Figure 2.
The dependence of the residual water content in Muradkhanli oil on temperature after deemulsification.
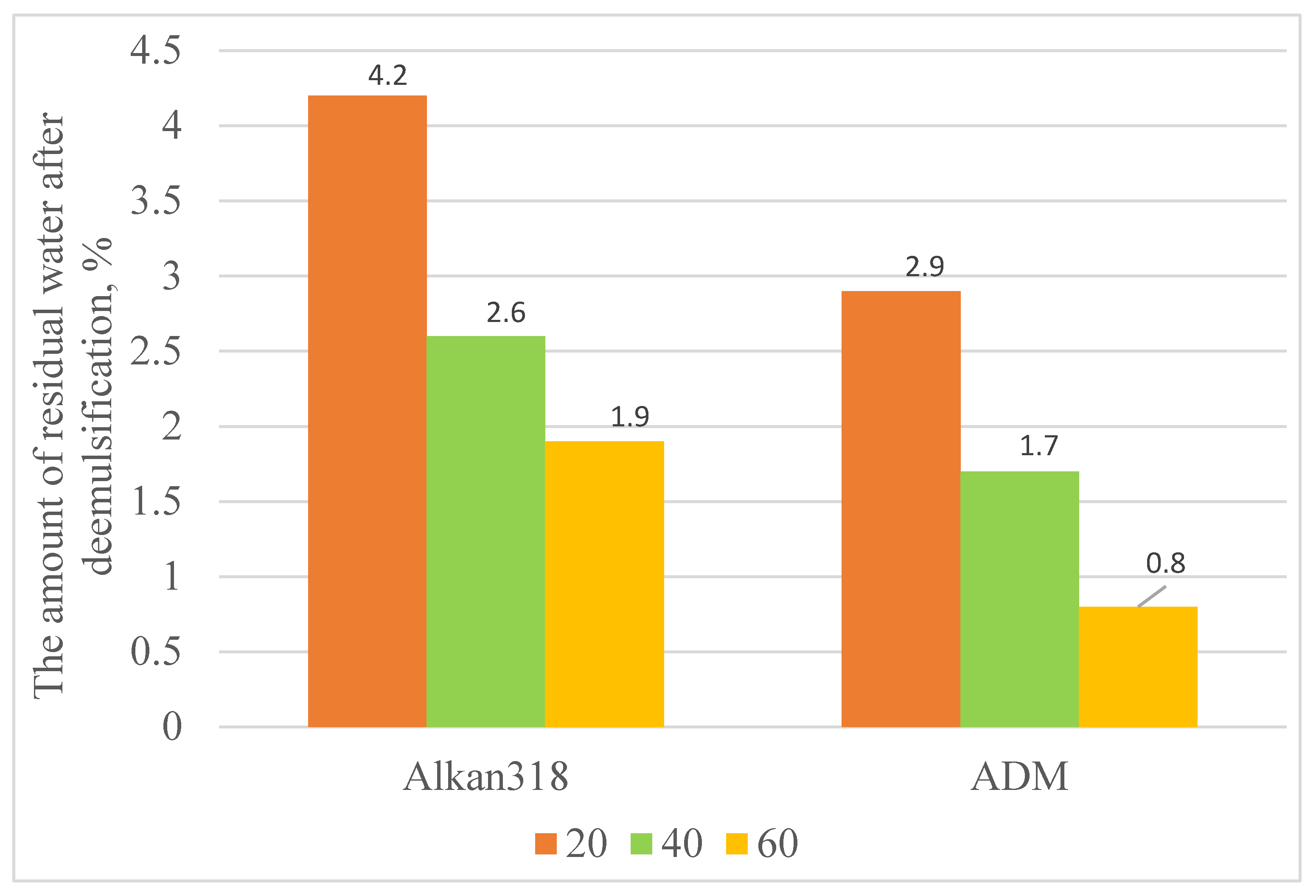
Figure 3.
The dependence of the pour point of Bulla-Deniz oil on concentration.
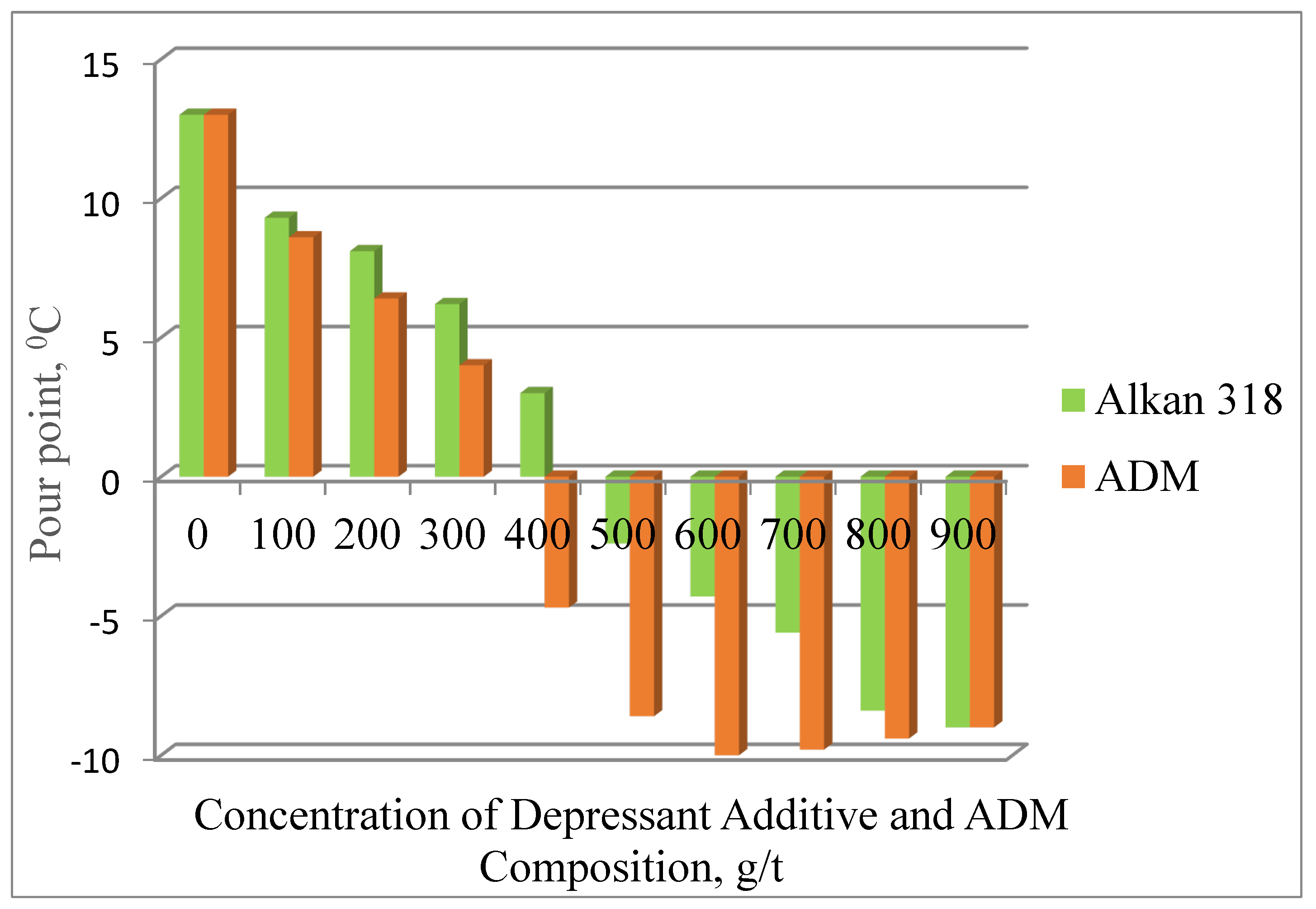
Figure 4.
The dependence of the pour point of Muradkhanli oil on concentration.
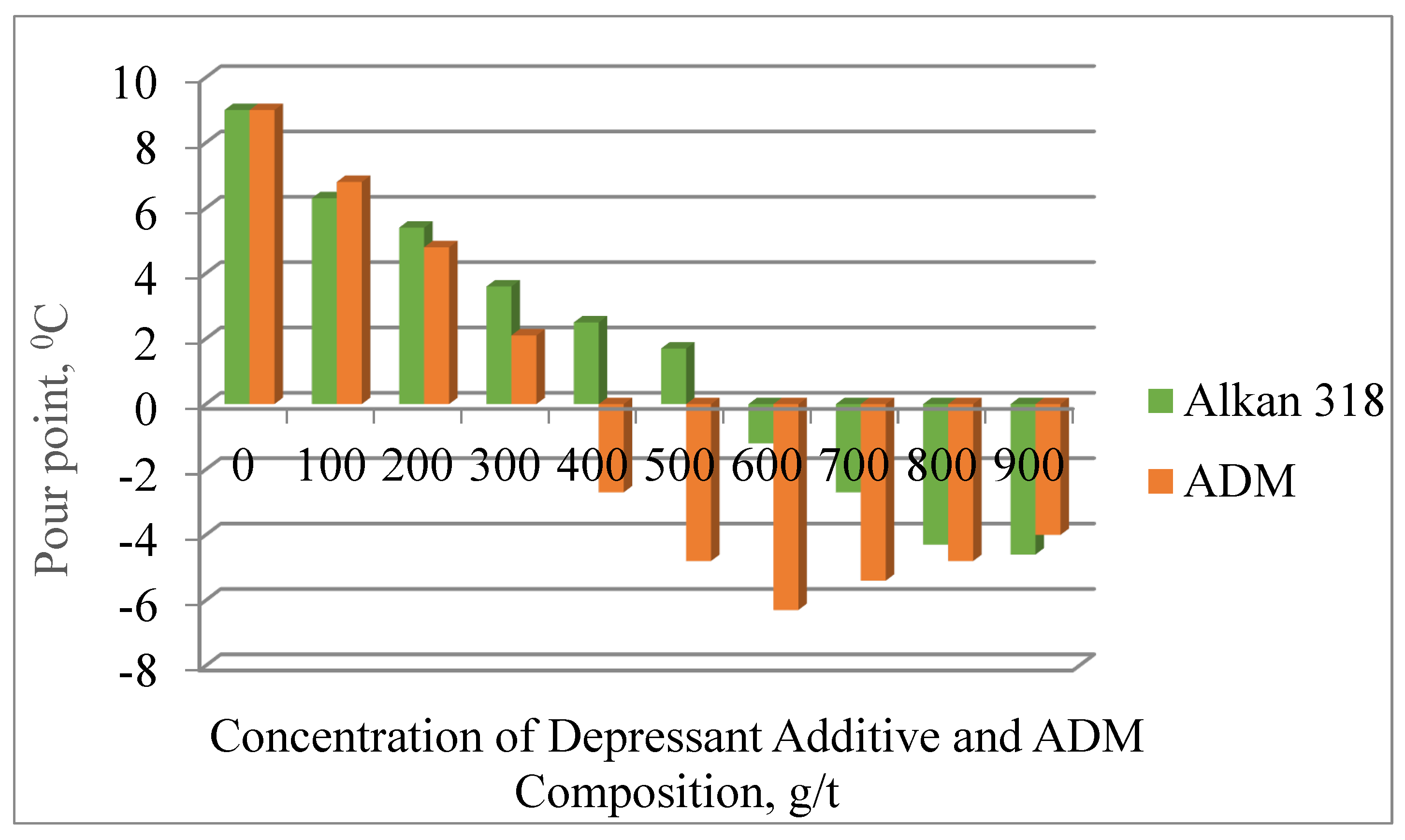
Figure 5.
The effectiveness of the ADM composition at various concentrations.
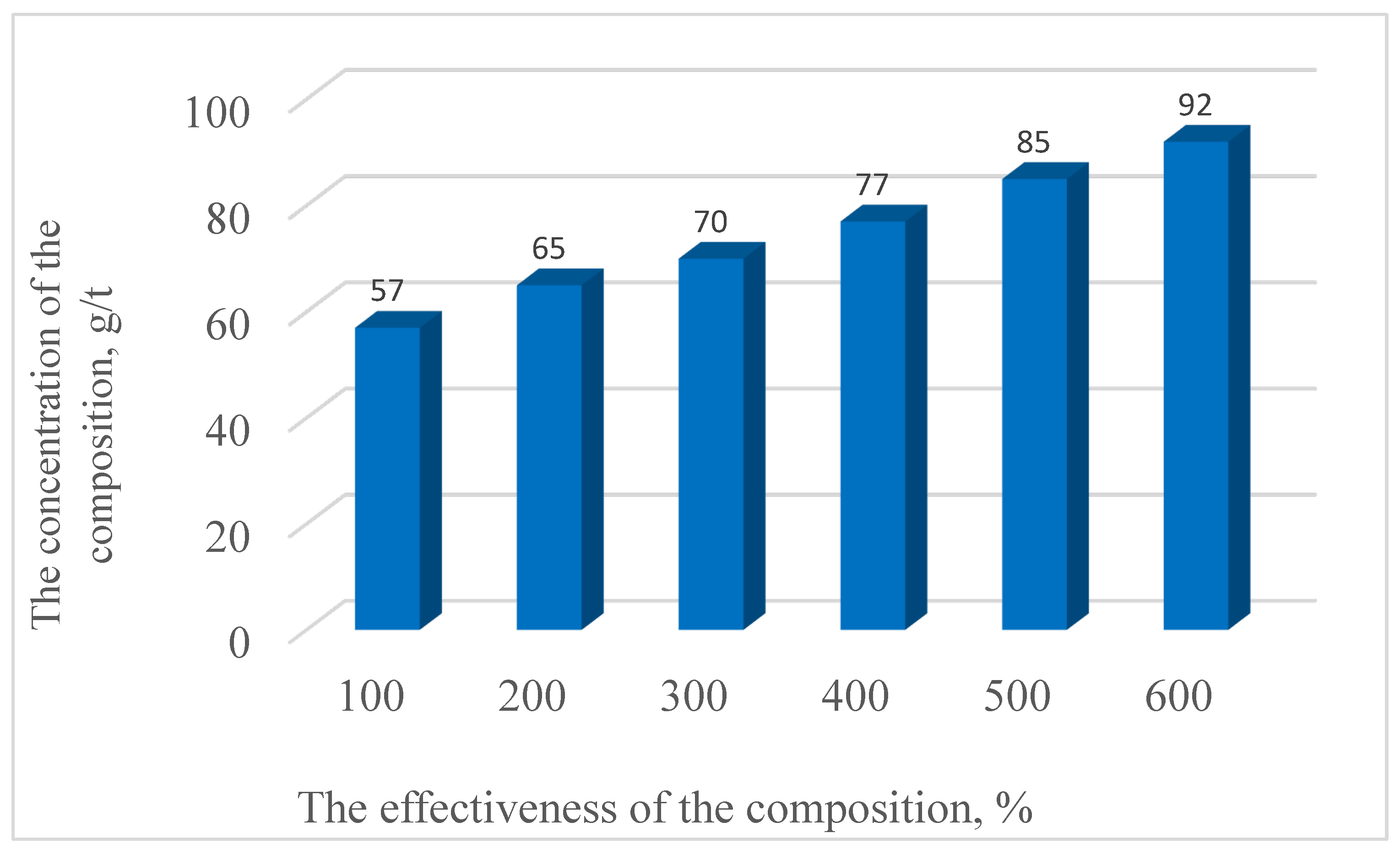
Figure 6.
The dependence of the amount of sediments deposited on the cold finger surface for Bulla-Deniz oil on temperature.
Figure 6.
The dependence of the amount of sediments deposited on the cold finger surface for Bulla-Deniz oil on temperature.
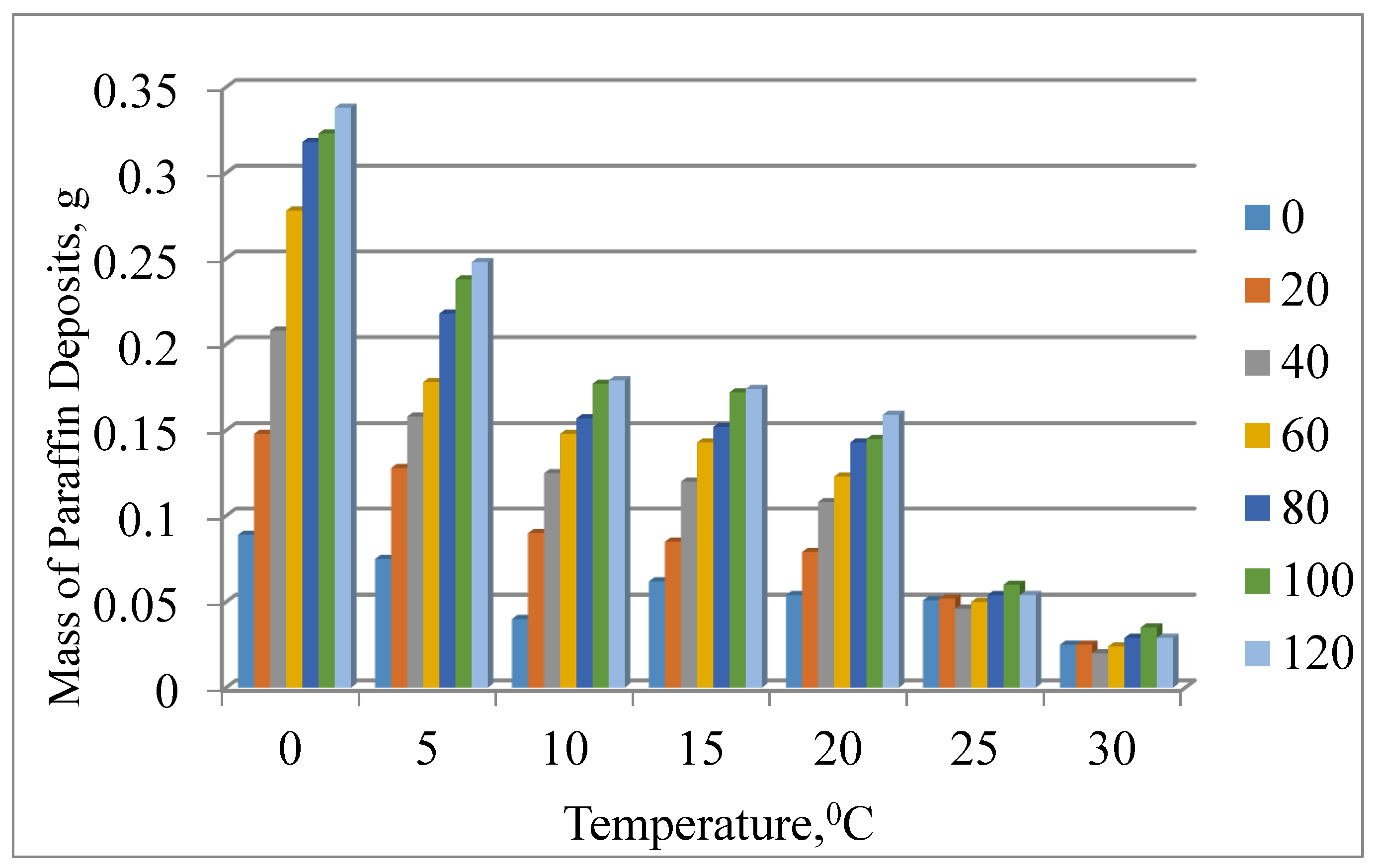
Figure 7.
The dependence of the amount of sediment deposited on the cold finger surface for Muradkhanli oil on temperature.
Figure 7.
The dependence of the amount of sediment deposited on the cold finger surface for Muradkhanli oil on temperature.
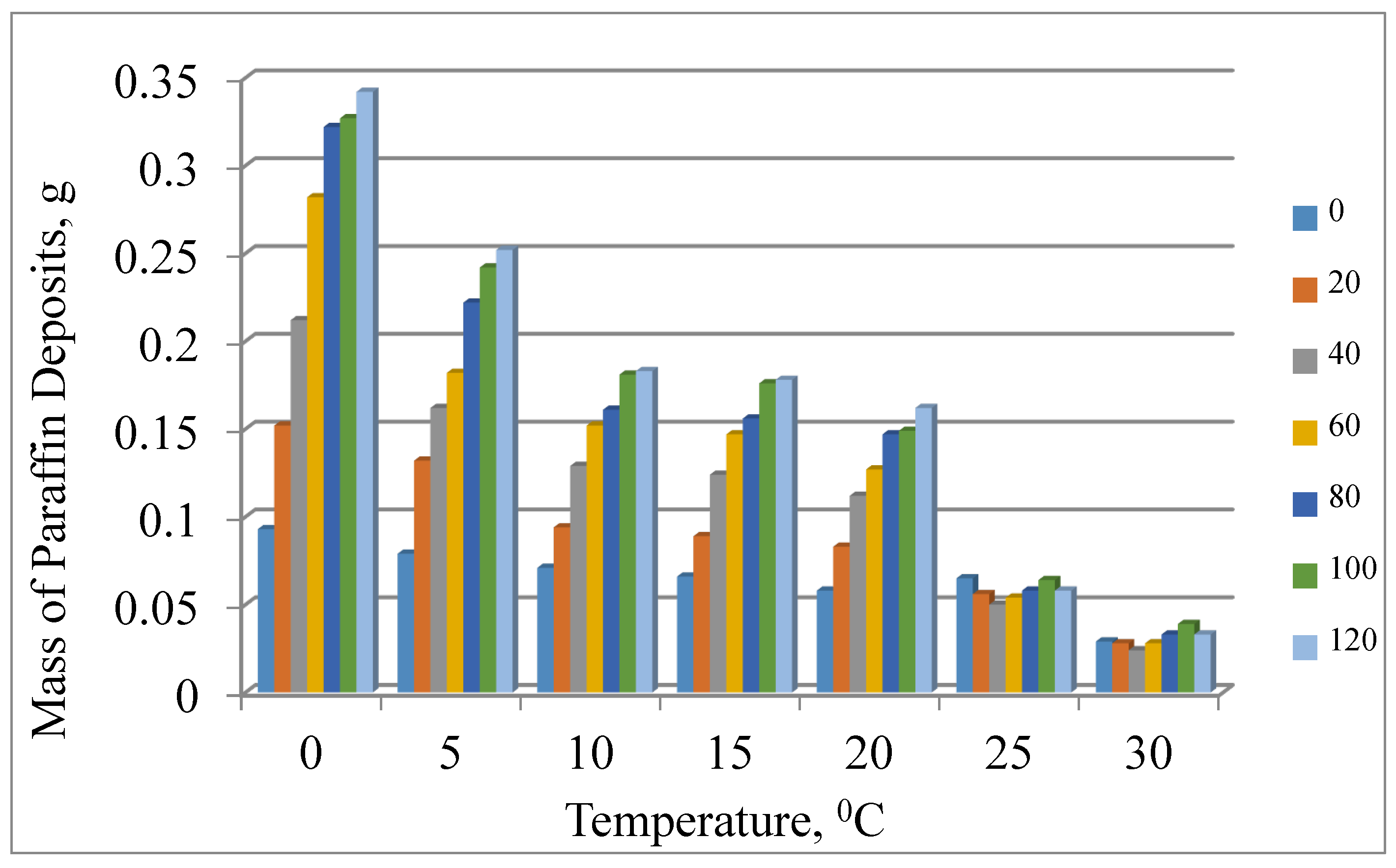
Figure 8.
Bactericidal effect of the Marza-1 inhibitor (1-3; 2-5; 3-7; 4-10 mg/l) and the ADM reagent (1-300; 2-400; 3-500; 4-600 g/t), based on hydrogen sulfide content.
Figure 8.
Bactericidal effect of the Marza-1 inhibitor (1-3; 2-5; 3-7; 4-10 mg/l) and the ADM reagent (1-300; 2-400; 3-500; 4-600 g/t), based on hydrogen sulfide content.

Table 1.
Physicochemical Properties of Crude Oils.
| № | Parameters | Bulla-Deniz | Muradkhanli | Determination Method |
|---|---|---|---|---|
| Values | ||||
| 1 | Water content in sample, % | 75 | 41 | GOST 2477-65 |
| 2 | Density, , kg/m3 | 981 | 947.3 | GOST 3900-85 |
| 3 | Viscosity at 20 °C, mP∙san. | 2200 | 2157.3 | GOST 33-2000 |
| 4 | Paraffin content, % | 14 | 5.8 | GOST 11851-85 |
| 5 | Resin content, % | 13.35 | 18.1 | GOST 11851-85 |
| 6 | Asphaltene content, % | 0.24 | 4.5 | GOST 11851-85 |
| 7 | Pour point, °C | +13 | +9 | GOST 20287-91 |
| 8 | Chloride content, mg/l | 1133.67 | 534.3 | GOST 4245-72 |
| 9 | Mechanical impurities content, wt.% | 0.368 | 5.86 | GOST 11858-83 |
Table 2.
Ionic Composition of Formation Water from Well №1082.
| № | Ions | Ion concentration, mg/l | Ion equivalent concentration, meq/L | Equivalent amount, % |
|---|---|---|---|---|
| 1. | Na++K+ | 31298.987 | 1360.83 | 85.3 |
| 2. | Ca2+ | 1122.24 | 56 | 1.7559 |
| 3. | Mg2+ | 486.4 | 40.03 | 1.2555 |
| 4. | Fe3+ | 2561.58 | 137.72 | 2.8791 |
| 5. | Cl- | 49010.49 | 1380.57 | 98.67 |
| 6. | SO42- | 28.81 | 0.60 | 0.0214 |
| 7. | CO32- | 0.00 | 0.00 | 0.0000 |
| 8. | HCO3- | 1037.00 | 17.00 | 1.2151 |
| 9. | H2S | 15 | 0.9375 | 0.0355 |
Table 3.
Physico-chemical properties of the "Alkan-318" demulsifier.
| 1 | Appearance | Transparent liquid from light yellow to dark brown |
| 2 | Density, g/sm³, 20 °C | 0,92÷0,96 |
| 3 | Flash point, °C | +12 °C |
| 4 | Boiling point, °C | Not less than +63 °C |
| 6 | Glass transition temperature, °C | Not more than -30 °C |
| 7 | pH | ≥ 7.0 |
| 8 | Toxicity | Hazard Class III (Moderately hazardous according to GOST 12.1.007) |
Table 4.
Physico-Chemical Indicators of the "Difron-4201" Depressant Additive.
| № | Indicators | “Difron-4201” |
|---|---|---|
| 1 | Appearance | Liquid, from yellow to brown |
| 2 | Density at 20 °C | Not more than 790 kg/m3 |
| 3 | Flash point in a closed cup | Not lower than -28 °C |
| 4 | Solubility in water | Insoluble |
| 5 | Solubility in aromatic solvents | Insoluble |
Table 5.
Chemical Composition of St20 Grade Steel (%).
| Grade | C | Mn | Si | P | S | Cr | Ni | Cu | As | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| St20 | 0,17 – 0.24 | 0.35 – 0.65 | 0.17 – 0.37 | ≤0.04 | ≤0.04 | ≤0.25 | ≤0.25 | ≤0.25 | ≤0.08 | ~98 |
Table 6.
Physico-Chemical Characteristics of the "MARZA-1" Reagent.
| 1. | Appearance | Transparent, colorless liquid |
| 2. | Solubility | Soluble in oil, disperses in water |
| 3. | Pour point (°C) | -25 |
| 4. | Relative density at 20°C | 896 kg/m3 |
| 5. | Boiling point, °C | 123-125 (at 1 mmHg) |
| 6. | Kinematic viscosity at 20°C | 5.8 mm2/sec |
| 7. | Flash point, °C | < 38 |
Table 7.
“Composition of the “Postgate-B” nutrient medium, g/L.
| Name of the medium | NH4Cl | K2HPO4 | MgSO4×7H2O | CaSO4 | Ca-lactate | Na2S | Na2SO3 | FeSO4 (5% solution in 1% HCl) |
|---|---|---|---|---|---|---|---|---|
| “Postgate-B” | 1.0 | 0.5 | 2.0 | 1.0 | 2.6 | 0.2 | 2.0 | 0.5 |
Table 8.
Results of the demulsification of Bulla-Deniz crude oil with 75% water cut and Muradkhanli crude oil with 41% water cut.
Table 8.
Results of the demulsification of Bulla-Deniz crude oil with 75% water cut and Muradkhanli crude oil with 41% water cut.
| Reagent | Reagent dosage, g/t |
t, 0C |
Amount of separated water depending on settling time (min), (%) | Amount of separated water, g | The amount of residual water after deemulsification, % | |||
|---|---|---|---|---|---|---|---|---|
| 40 | 60 | 80 | 120 | |||||
| Bulla-Deniz | ||||||||
| Without reagent | - | 20 | 11.2 | 22.6 | 31.2 | 40 | 30 | 60 |
| 40 | 19 | 32.7 | 46.3 | 52.3 | 39.23 | 47.7 | ||
| 60 | 38.4 | 45 | 53.9 | 61.2 | 45.9 | 38.8 | ||
| Alkan-318 | 300 | 20 | 57.3 | 62.4 | 84.2 | 90.8 | 68.10 | 9.2 |
| 400 | 61.7 | 82.8 | 85.6 | 93.2 | 69.90 | 6.8 | ||
| 500 | 65.8 | 84.4 | 88.1 | 94.5 | 70.88 | 5.5 | ||
| 600 | 68.6 | 89.5 | 91.2 | 95.7 | 71.78 | 4.3 | ||
| 300 | 40 | 62.5 | 82.4 | 91.3 | 93.1 | 69.83 | 6.9 | |
| 400 | 64.5 | 89.5 | 92.1 | 94.5 | 70.88 | 5.5 | ||
| 500 | 67.3 | 91.8 | 93.4 | 96.1 | 72.08 | 3.9 | ||
| 600 | 76.4 | 93.2 | 95.2 | 97.6 | 73.20 | 2.4 | ||
| 300 | 60 | 69.2 | 86.4 | 91.5 | 94.1 | 70.58 | 5.9 | |
| 400 | 71.5 | 89.8 | 93.4 | 94.8 | 71.10 | 5.2 | ||
| 500 | 73.4 | 92.2 | 95.7 | 96.9 | 72.68 | 3.1 | ||
| 600 | 76.8 | 94.4 | 97.2 | 98.5 | 73.88 | 1.5 | ||
| Muradkhanli | ||||||||
| Without reagent | - | 20 | 14.2 | 27.4 | 35.6 | 45.3 | 19.5 | 52.8 |
| 40 | 28.4 | 38.9 | 46.9 | 55.6 | 23.53 | 42.6 | ||
| 60 | 43.6 | 48.2 | 55.7 | 64.6 | 26.49 | 65.4 | ||
| Alkan-318 | 300 | 20 | 60.1 | 72.5 | 84.2 | 92.3 | 37.84 | 7.7 |
| 400 | 61.7 | 82.8 | 92.7 | 94.7 | 38.83 | 5.3 | ||
| 500 | 65.8 | 84.4 | 94.6 | 95.1 | 38.99 | 4.9 | ||
| 600 | 68.6 | 89.5 | 95.2 | 95.8 | 39.28 | 4.2 | ||
| 300 | 40 | 62.5 | 83.4 | 93.1 | 94.2 | 38.62 | 5.8 | |
| 400 | 64.5 | 89.5 | 94.3 | 95.5 | 9.16 | 4.5 | ||
| 500 | 67.3 | 91.8 | 95.5 | 96.8 | 39.69 | 3.2 | ||
| 600 | 76.4 | 93.2 | 96.9 | 97.4 | 39.93 | 2.6 | ||
| 300 | 60 | 69.2 | 86.4 | 93.5 | 94.3 | 38.66 | 5.7 | |
| 400 | 71.5 | 89.8 | 94.2 | 96.7 | 39.65 | 3.3 | ||
| 500 | 73.4 | 92.2 | 96.7 | 97.9 | 40.14 | 2.1 | ||
| 600 | 76.8 | 94.4 | 97.9 | 98.1 | 40.22 | 1.9 | ||
Table 9.
Results of the demulsification of Bulla-Deniz oil with 75% water cut and Muradkhanli oil with 41% water cut.
Table 9.
Results of the demulsification of Bulla-Deniz oil with 75% water cut and Muradkhanli oil with 41% water cut.
| Reagent | Reagent dosage, g/t |
t, 0C |
Amount of separated water depending on settling time (min), (%) | Amount of separated water, g | The amount of residual water after deemulsification, % | |||
|---|---|---|---|---|---|---|---|---|
| 40 | 60 | 80 | 120 | |||||
| Bulla-Deniz | ||||||||
| Without reagent | - | 20 | 13.4 | 25.1 | 34.8 | 44 | 58.6 | 56 |
| 40 | 21.3 | 38.2 | 47.3 | 58 | 77.3 | 42 | ||
| 60 | 41.5 | 49.2 | 54.8 | 63,4 | 84.5 | 37 | ||
| ADM | 300 | 20 | 65.3 | 77.5 | 86.1 | 92.3 | 69.23 | 7.7 |
| 400 | 66.1 | 83.5 | 87.5 | 93.8 | 70.35 | 6.2 | ||
| 500 | 70.6 | 85.2 | 89.3 | 95.2 | 71.40 | 4.8 | ||
| 600 | 78.9 | 90.6 | 93.4 | 96.7 | 72.53 | 3.3 | ||
| 300 | 40 | 79.9 | 92.7 | 93.2 | 94.4 | 70.80 | 5.6 | |
| 400 | 80.7 | 90.3 | 92.1 | 95.2 | 71.40 | 4.8 | ||
| 500 | 82.6 | 93,7 | 94.9 | 96.9 | 72.68 | 3.1 | ||
| 600 | 84.3 | 94,3 | 96.7 | 97.9 | 73.43 | 2.1 | ||
| 300 | 60 | 79.7 | 91.4 | 94.2 | 95.9 | 71.93 | 4.1 | |
| 400 | 83.3 | 92.7 | 95.4 | 96.8 | 72.60 | 32 | ||
| 500 | 84.6 | 93.5 | 97.7 | 98.1 | 73.58 | 1.9 | ||
| 600 | 86.5 | 95.4 | 98.4 | 99.9 | 74.93 | 0.1 | ||
| Muradkhanli | ||||||||
| Without reagent | - | 20 | 16.7 | 29.5 | 37.6 | 47.2 | 19.5 | 52.8 |
| 40 | 30.1 | 41.5 | 49.8 | 57.4 | 23.53 | 42.6 | ||
| 60 | 45.4 | 51.4 | 57.9 | 64.6 | 26.49 | 65.4 | ||
| ADM | 300 | 20 | 69.9 | 76.2 | 89.9 | 93.6 | 38.38 | 6.4 |
| 400 | 70.4 | 86.4 | 93.1 | 95.2 | 39.03 | 4.8 | ||
| 500 | 72.8 | 86.7 | 94.2 | 96.4 | 39.52 | 3.6 | ||
| 600 | 75.2 | 90.4 | 96.1 | 97.1 | 39.81 | 2.9 | ||
| 300 | 40 | 72.3 | 87,2 | 94.3 | 95.4 | 39.11 | 4.6 | |
| 400 | 76.4 | 91.3 | 95.4 | 96.3 | 39.48 | 3.7 | ||
| 500 | 79.4 | 94.2 | 95.5 | 97.5 | 39.98 | 2.5 | ||
| 600 | 81.2 | 95.6 | 97.2 | 98.3 | 40.30 | 1.7 | ||
| 300 | 60 | 75.3 | 90.6 | 94.5 | 95.7 | 39.24 | 4.3 | |
| 400 | 79.8 | 93.4 | 95.3 | 97.2 | 39.85 | 2..8 | ||
| 500 | 80.6 | 95.7 | 97.7 | 98.1 | 40.22 | 1.6 | ||
| 600 | 82.5 | 96.4 | 98.5 | 99.2 | 40.67 | 0.8 | ||
Table 12.
The amount of sediment deposited on the cold finger surface for Bulla-Deniz and Muradkhanli oil.
Table 12.
The amount of sediment deposited on the cold finger surface for Bulla-Deniz and Muradkhanli oil.
| Time, minute | Cold Finger Temperature | ||||||
|---|---|---|---|---|---|---|---|
| 00C | 50C | 100C | 150C | 200C | 250C | 300C | |
| Mass of Paraffin Deposits, g | |||||||
| Bulla-Deniz oil | |||||||
| 0 | 0.089 | 0.075 | 0.04 | 0.062 | 0.054 | 0.051 | 0.025 |
| 20 | 0.148 | 0.128 | 0.090 | 0.085 | 0.079 | 0.052 | 0.025 |
| 40 | 0.208 | 0.158 | 0.125 | 0.120 | 0.108 | 0.046 | 0.020 |
| 60 | 0.278 | 0.178 | 0.148 | 0.143 | 0.123 | 0.050 | 0.024 |
| 80 | 0.318 | 0.218 | 0.157 | 0.152 | 0.143 | 0.054 | 0.029 |
| 100 | 0.323 | 0.238 | 0.177 | 0.172 | 0.145 | 0.060 | 0.035 |
| 120 | 0.338 | 0.248 | 0.179 | 0.174 | 0.159 | 0.054 | 0.029 |
| Muradkhanli oil | |||||||
| 0 | 0.093 | 0.079 | 0.071 | 0.066 | 0.058 | 0.065 | 0.029 |
| 20 | 0.152 | 0.132 | 0.094 | 0.089 | 0.083 | 0.056 | 0.028 |
| 40 | 0.212 | 0.162 | 0.129 | 0.124 | 0.112 | 0.050 | 0.024 |
| 60 | 0.282 | 0.182 | 0.152 | 0.147 | 0.127 | 0.054 | 0.028 |
| 80 | 0.322 | 0.222 | 0.161 | 0.156 | 0.147 | 0.058 | 0.033 |
| 100 | 0.327 | 0.242 | 0.181 | 0.176 | 0.149 | 0.064 | 0.039 |
| 120 | 0.342 | 0.252 | 0.183 | 0.178 | 0.162 | 0.058 | 0.033 |
Table 13.
The protective effect of the Marza-1 inhibitor and the ADM composition in aggressive corrosive environments.
Table 13.
The protective effect of the Marza-1 inhibitor and the ADM composition in aggressive corrosive environments.
|
C g[/t] |
S [m2] |
m1 [g] |
m2 [g] |
m1–m2 [g] |
K0 [g/m2·h] |
K [g/m2·h] |
γ |
Kp [mm/year] |
Z [%] |
|---|---|---|---|---|---|---|---|---|---|
| The protective effect of the Marza-1 inhibitor in H2S environment | |||||||||
| 0 | 0.0013 | 8.6697 | 8.6691 | 0.0034 | 0.4326 | - | - | - | - |
| 3 | 8.66933 | 0.00037 | 0.0419 | 10.32 | 0.046928 | 90.3 | |||
| 5 | 8.66950 | 0.000196 | 0.0251 | 17.24 | 0.028112 | 94.2 | |||
| 7 | 8.66957 | 0.000128 | 0.0164 | 26.38 | 0.018368 | 96.2 | |||
| 10 | 8.66964 | 0.000064 | 0.0082 | 52.76 | 0.009184 | 98.1 | |||
| Ckomp. q/t |
The protective effect of the ADM composition in H2S environment | ||||||||
| 0 | 0.0013 | 8.6697 | 8.6663 | 0.0034 | 0.4326 | - | - | - | - |
| 300 | 8.66952 | 0.000183 | 0.0234 | 18.48 | 0.026208 | 94.6 | |||
| 400 | 8.66957 | 0.000128 | 0.0164 | 270.38 | 0.018368 | 96.2 | |||
| 500 | 8.66916 | 0.000538 | 0.0069 | 62.69 | 0.007728 | 98.4 | |||
| 600 | 8.66969 | 0.000003 | 0.0004 | 1081.5 | 0.000448 | 99.9 | |||
| The protective effect of the Marza-1 inhibitor in CO2 environment | |||||||||
| 0 | 0.0013 | 8.6697 | 8.66782 | 0.00188 | 0.2415 | - | - | - | - |
| 3 | 8.66933 | 0.000375 | 0.0481 | 5.02 | 0.053872 | 80.1 | |||
| 5 | 8.66942 | 0.000279 | 0.0357 | 6.76 | 0.039984 | 85.2 | |||
| 7 | 8.66959 | 0.000101 | 0.0130 | 18.58 | 0.01456 | 94.6 | |||
| 10 | 8.66963 | 0.000073 | 0.0094 | 25.69 | 0.010528 | 96.1 | |||
| Ckomp. | The protective effect of the ADM composition in CO2 environment | ||||||||
| 0 | 0.0013 | 8.6697 | 8.66782 | 0.00188 | 0.2415 | - | - | - | - |
| 300 | 8.66936 | 0.000337 | 0.0432 | 5.59 | 0.048384 | 82.1 | |||
| 400 | 8.66949 | 0.000212 | 0.0272 | 8.88 | 0.030464 | 88.8 | |||
| 500 | 8.66964 | 0.000059 | 0.0075 | 32.2 | 0.0084 | 96.9 | |||
| 600 | 8.66967 | 0.000026 | 0.0033 | 73.18 | 0.003696 | 98.6 | |||
| The protective effect of the Marza-1 inhibitor in H2S+ CO2 environment | |||||||||
| 0 | 0.0013 | 8.6697 | 8.66703 | 0.00267 | 0.3412 | - | - | - | - |
| 3 | 8.66906 | 0.000329 | 0.0423 | 8.07 | 0.047376 | 87.6 | |||
| 5 | 8.66949 | 0.000207 | 0.0266 | 12.83 | 0.29792 | 92.2 | |||
| 7 | 8.66952 | 0.000176 | 0.0225 | 15.16 | 0.0252 | 93.4 | |||
| 10 | 8.66955 | 0.000154 | 0.0198 | 17.23 | 0.022176 | 94.2 | |||
| The protective effect of the DM composition in H2S+ CO2 environment | |||||||||
| Ckomp. | |||||||||
| 0 | 0.0013 | 8.6697 | 8.66703 | 0.00267 | 0.3412 | - | - | - | - |
| 300 | 8.66948 | 0.000224 | 0.0287 | 11.89 | 0.032144 | 91.6 | |||
| 400 | 8.66954 | 0.000157 | 0.0201 | 16.98 | 0.022512 | 94.1 | |||
| 500 | 8.66958 | 0.000127 | 0.0163 | 20.93 | 0.018256 | 95.2 | |||
| 600 | 8.66961 | 0.000088 | 0.0113 | 30.19 | 0.012656 | 96.7 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



