
Submitted:
19 December 2025
Posted:
19 December 2025
You are already at the latest version
Abstract
The main theme of present comprehensive review paper is the microwave-assisted heat-ing (MWH) developed in CNR SCITEC laboratories in Genoa. By modifying a domestic microwave, this technique has been used to prepare various innovative materials through synthesis, sintering, or heating (foaming or melting). These materials include inorganic compounds like superconductive magnesium diboride (MgB2), as well as organic and or-ganic-inorganic composite. The review highlights the significant improvements in en-ergy efficiency, time saving, material properties, and environmental sustainability achieved through these processes. Specific applications discussed include the rotational molding of polyethylene powders, sintering of hydroxyapatite-based scaffolds, and the preparation of cork composites for sound-absorbing panels, expanded polystyrene com-posites for building elements, and polyvinylidene fluoride piezoelectric compo-sites. Future potential applications and market demand for these technologies are also explored.
Keywords:
microwave heating
; advanced materials
; materials preparation
; synthesis
; sintering
; foaming
1. Introduction
In the last decade, microwave (MW) heating has emerged as a versatile and efficient technique for the preparation of advanced materials. One of the most impressive characteristics of the MWH process is the significantly reduced processing time (10-30 seconds) required to reach high temperatures (at least 1600 °C) in proper condition reaching a low temperature plasma plume inside the device. This comprehensive review focuses on the innovative MWH processes developed in our laboratory to prepare various innovative composites and materials. These processes have demonstrated significant improvements in energy efficiency, time saving, material properties, environmental sustainability, as well as combinations of these advantages. At CNR SCITEC Genoa laboratories, this technique has been applied to various materials preparation and processing methods, including the rotational molding, also called rotomoulding (RM), of polyethylene (PE) powders, sintering of hydroxyapatite (HAp)-based scaffolds, preparation of cork composites for sound-absorbing panels, expanded polystyrene (EPS) composites for building elements, and the mixing process for polyvinylidene fluoride (PVDF) piezoelectric composites as films. Additionally, the synthesis of the superconducting MgB2 phase has been explored. The review also delves into potential future applications and market demands for these technologies.
2. Materials and Methods
Microwaves are a form of electromagnetic radiation with frequencies ranging from 300 MHz to 300 GHz [1]. To avoid interferences with the military and civil communications the most common frequency used in industrial and domestic microwave ovens is 2.45 GHz. The interaction of microwaves with materials involves several complex physical phenomena due to both the electric and magnetic fields, which are orthogonal to each other, forming the electromagnetic wave. These interactions involve one or more of following mechanisms, which can act alone or in combination [2,3] in transforming the absorbed microwave energy into heat within a material.
Conductive Heating: In some conductive materials, microwaves can induce electric currents. These currents generate heat due to the electrical resistance of the material. This is common in metals and some semiconductors.
Ionic Polarization Heating or Ionic conduction: In some ionic materials, microwaves can cause the movement of ions creating an electric current. The resistance to this current flow generates heat. This mechanism is like dielectric heating but involves ions instead of polar molecules. It is particularly effective in materials with high ionic conductivity.
Dielectric Heating: This occurs when microwaves, due to their oscillating electromagnetic nature, interact with polar molecules, such as water. The continuous change in the electric field causes these molecules to oscillate rapidly. The friction between these oscillating molecules generates heat. This principle is widely used in microwave ovens to heat food.
Dipolar Polarization: In materials with permanent dipole moments, microwaves cause the dipoles to align with the alternating electric field. The continuous reorientation of dipoles generates heat through molecular friction. This is a fundamental aspect of dielectric heating, but on its own, it may not be sufficient for significant heating.
Magnetic Heating: Some magnetic materials can heat up when exposed to microwaves due to magnetic losses. This occurs when the magnetic domains within the material oscillate in response to the alternating magnetic field of the microwaves, generating heat.
Several losses can contribute to this phenomenon: hysteresis, eddy currents, residual currents. The latter can be due to domain wall resonance and electro spin (also called ferromagnetic resonance).
Joule Heating: This mechanism is like conductive heating but occurs mainly in materials with significant electrical resistance. Microwaves induce currents that, due to the material’s resistance, produce heat. This type of heating can be due to both the electric field as well as to the magnetic field when it comes to induced currents.
Based on these mechanisms, electromagnetic radiation can be reflected (in metals), transmitted (quartz, PTFE) or absorbed by materials (Fe2SiO4, Fe3O4, BaTiO3, TiO2, SiC).
Materials can thus be classified into four categories:
Transparent: Completely transparent materials are almost ideal because they are difficult to obtain and some impurity can be present in the matrix.
Reflecting or opaque: Even though metals can reflect microwaves, a skin effect with eddy currents can still occur on the external surface layer, causing the metal to heat up. This is why aluminum foil is not allowed in microwave ovens. In fact, a thin metal sheet, due to its large surface area, generates a large amount of heat due to eddy currents. However, its ability to dissipate this heat is limited by its small volume and the conditions of heat exchange with the surrounding environment.
Absorber: These are materials like water (Dipolar Polarization) and SiC (ionic conduction) [4]
Mixed absorber: Advanced materials like composites in which the matrix can be metallic, ceramic, or polymeric.
These interactions enable microwaves to heat materials rapidly and uniformly, making them ideal for various industrial applications, including material processing and synthesis.
The intensity of the heating depends on several factors, such as material polarizability, electric field frequency and material conductivity. Due to its strong polar nature, see Figure 1, water is especially prone to dielectric heating. Its high dielectric constant and widespread presence in various materials make it an effective absorber of electromagnetic radiation.
The high dielectric constant value is due to the significant charge separation caused to the electronegativity of the atoms involved in its molecule and their spatial arrangement. The oxygen atom (O) is more electronegative than the hydrogen atom (H), giving a partial negative charge (δ-) on the O and two positive charges (δ'+) on each H atom. Because the sum δ'+ + δ'+ = δ+, we can sketch the barycenter of the positive charges as d+ in the spatial area between the two H atoms like in Figure 1, and since the barycenter of the negative charge d- do not correspond in the same spatial zone. Then, an electric dipole is present at microscopic level, even if the entire charge given by δ+ + δ- = 0, making each water molecule results be neutral at the macroscopic level. This situation is depicted in Figure 1, on the left (1 a)) the structure of water and on the right how it can be represented, the symbol represents the correspondence of the two representations.
Figure 2 depicts the effect of an electric field applied to some water molecules randomly oriented at the time t1. Because of the continuous reorientation of the field, at t2 when the field is in the opposite orientation than t1, the water molecules will also be in the opposite orientation. These continuous reorganizations in the orientation of water molecules in very short times explain how the friction between the molecules causes them to heat up rapidly.
In this article, we consider the possibility of using both active and passive heating, neglecting (or substantially excluding) the heating mechanism of magnetic materials, without excluding a possible contribution from the remaining mechanisms. From heating point of view, magnetic materials are complicated to be treated for real applications also because we must consider that when they are heated over their Curie temperature, they loss their magnetic behavior. Demagnetization depends also on the exposition time, especially for ceramic magnetic like rTMRs materials.
Because the present paper regards different composites for applications, each component in the composite can act with different mechanisms previously exposed, such as HAp, Fe2SiO4 for their ionic nature involve the ionic conduction but the presence of water in liquid glass (a water solution of Sodium Trisilicate, Na2SiO3) or in egg white (EW) involves dielectric conduction and dipolar polarization. When using cork and egg white the presence of water makes the first as most important process. In the case of the composite obtained by mixing polyvinylidene fluoride (PVDF) with Barium Titanate (BaTiO3 or BT) represented as PVDF-BT the heating is due to the dipolar polarization of PVDF and ionic conduction of BaTiO3.
Active heating refers to the direct heating of the material placed in the MW oven, while passive heating involves transferring heat to the material from another material that absorbs the microwaves and transforms them into heat, which is then released by conduction to the end user. Being a covalent compound, whose molecule is nothing more than a long sequence of -CH2-, polyethylene is heated only by passive mode. The structure of PE is shown in Figure 3, considering both final sides represented by CH3- and a long repetition, given defining the value of n, of -CH2-CH2-CH2-CH2-. Here, the four carbon atoms are not represented with C in each corner of the main structure for better readability. The superposition of the centers of gravity of the positive charges on the negative ones makes it transparent to microwaves. This superposition is shown in the upper structure of Figure 6.
To heat the PE, it is necessary to cover the molds containing the PE with materials capable of absorbing and converting the microwave energy into heat.
PVDF has more polymorphic structures (α, β, γ, δ, ε) [5], and in different ways to PE it can respond very well to microwaves, having an active role in the heating process [6]. Its structure type depends on the condition in which its solid crystal structure forms after a melting process. Its backbone is made up of alternating -CH2- and -CF2-, represented for α and β structures in Figure 4 and Figure 5 by repeating n times the unit (-CH2-CF2-CH2-CF2-). β-PVDF shows the strongest dipole character while α-PVDF shows no polar character. The first is characterized by a neat separation of charges, while the second is not, as graphically resumed in Figure 6. The remaining γ, δ and ε structures represent intermediate situations with less dipole character than β and more than α. The MW response of PVDF depends on the solidification parameters and preparation procedures applied, which determine the final amount of crystalline phase (generally between 35-70%) relative to the amorphous phase. Generally, in the crystalline phase, the three phases α, β, γ, are always present, with percentages depending on the process adopted for material processing.
3. The Techniques to Prepare Advanced Materials in an Innovative Way
In the following subsections, we report on the various products prepared at CNR SCITEC laboratories in Genoa (Italy) using the MW assisted heating. This technique has been employed to sinter, synthesize, geo-polymerize, or simply heat and manufacture different compounds or composites.
3.1. Microwave-Assisted Rotomoulding of Polyethylene on Laboratory Scale
Traditional rotational molding (RM) of polyethylene (PE) is an energy-intensive process that relies on gas or electric ovens. Our research has introduced microwave-active coatings based on materials like silicon carbide (SiC), iron oxide (Fe₂O₃), and iron silicate (Fe₂SiO₄), forming a paste when combined with silicone resin or water glass able to cover a mold, to enhance energy efficiency by enabling MW heating [7]. The laboratory-scale study found that a 2:1 ratio of MW-susceptible inorganic compounds to silicone resin yielded the most effective coatings. These coatings were applied to molds made from materials like aluminum, stainless steel, and glass. Using MW-assisted RM, the coated molds reached higher temperatures faster, promoting uniform heating. This process, not yet fully optimized, was able to produce molded products with similar quality characteristics compared to those produced by traditional RM process, as demonstrated by the chemical-physical analysis performed by FTIR and DSC, which showed no degradation of the PE material with the MWH process. Furthermore, mechanical tests indicated that the molded PE had comparable performance to commercially molded counterparts [7].
In Figure 7 a), the IR image of the mold used in laboratory to prepare a demonstrator product is shown, as depicted in Figure 7 b). As stated, the MW-assisted RM process has been successfully performed using different material, both in powder and in pellets form, such as recycled PP (Corepla, Italy), PBE003 (Nature Plast, France), PLA (Mondo, Italy), Mater Bi (Novamont, Italy), LDPE (Polyplast, Italy), arriving to process the PVDF powder (Solef 1008 Solvay, Italy), which has the highest melting interval. Pellets are more difficult to melt than powders, giving an artistic (holey) effect to the final product because the beads melt on the surface, joining together but not completely covering the holes between them. It would probably be necessary to wait longer. Nevertheless, it is sufficient time to prove the feasibility of the process.
3.2. Industrial Scale-Up of Microwave-Assisted Rotomoulding
Building on the laboratory-scale success, the ROPEVEMI Project [8] scaled up the MW-assisted RM process to industrial levels. This project demonstrated the feasibility of producing medium-to-large-size hollow PE items using MW heating, achieving substantial energy savings and reduced greenhouse gas emissions [7,8,9]. At the factory where the molding tests took place, the MW oven prototype was powered exclusively by a dedicated photovoltaic system. As reported in literature, similar advancements have been made in upscaling microwave-assisted techniques for the synthesis of graphene nanocomposites, offering promising applications in electronics and energy storage [10,11]. Also on that occasion, the industrial-scale process maintained the high quality of the PE products and proved to be a sustainable and cost-effective alternative to traditional RM techniques. The study involved the selection of MW-active materials like Fe₂SiO₄, SiC, TiO₂, Fe₂O₃, and BaTiO₃, which were embedded in various binding matrices to create formulations that coats the RM molds, making them heatable in a microwave oven. The design and testing of a prototype MW oven and the preparation of PE items using this innovative process were also described. Interestingly, it is still possible to use the as-modified mold in a traditional oven.
In Figure 8 are reported the picture of a) the industrial prototype MW oven, b) PE products produced by MW assisted RM process, c) and d) IR images of the spheres and pinguin molds during the MW-assisted heating process and e) and f) the finished products, the sphere and the pinguin, during the discharge process from the respective molds. In this instance, the parameters set were 15 minutes of heating and 20 minutes of cooling. The heating was performed using five magnetrons at 90% of their 6 kW powers each. The principal axis rotation speed was 3 rpm, 6 rpm for the secondary one (sample holder). The amount of PE (Plastene powders, Polyplast, Italy) used ranged from 1.5 kg to 3 kg. In Figure 8 f), the sample holder is shown alone, instead in the previous 8 e) the sample holder is shown be set in the center of the principal axis inside the MW oven. The project ROPEVEMI funded by Italian Economic Development Ministry, Regione Lombardia and Regione Liguria was successfully concluded in December 2023.
3.3. Microwave-Assisted Fabrication of Hydroxyapatite Scaffolds
In previous projects, the melting of PE was performed passively by capturing the MW radiation with MW-active materials and transferring the heat to the PE powder through conduction via an aluminum mold. In the current project, the water within the waterglass (a water solution of sodium trisilicate, Na2SiO3) is heated directly, activating the geo-polymerization of Na2SiO3 with Ca10(PO4)6(OH)2 and egg white protein when present. In the field of biomedical engineering, our laboratory developed a rapid and cost-effective method for creating biocompatible scaffolds for bone tissue regeneration using a standard domestic microwave oven. The scaffolds were composed of hydroxyapatite (HAp) and Na2SiO3, which were foamed in the microwave to form a porous structure suitable for tissue regeneration [12]. As described in literature, MW-assisted techniques have also shown promise in fabricating biocompatible scaffolds from other materials like calcium phosphate and collagen, offering potential for various tissue engineering applications [13,14]. The idea of using waterglass (WG) in scaffold preparation was born during the development of the ROPEVEMI project. During the study of WG exposure to MW radiation, an impressive volume increase was noticed, around three/four times the starting one. Figure 9 a) shows a 30 ml glass jar with a metal cap containing 10 ml of WG, which was foamed at 750 W for 10 minutes. Figure 9 b) shows the expanded WG after the MWH process. The metal cap was used to contain WG and limit its expansion, a hole was done to evacuate vapor and avoid explosion. After that test, it was immediately clear that it was possible to obtain in a few minutes a simple household microwave, a scaffold on which to grow bone tissue cells for regeneration, perhaps using a plaster mold prepared with a 3D printer. Possible applications in the medical field range from simple teaching tools for medical students to aids for planning orthopedic interventions. In the latter case, immediate replicas of human bones could be created to simulate real-world scenarios, enhancing learning through hands-on experience. Imagine a surgeon planning an intervention to see a bone. Instead of relying on a plastic or rubber replica, they could use a more realistic model with similar characteristics to the actual bone. Additionally, low-cost, personalized bone replicas could be produced for bone regeneration in patients who have experienced trauma or undergone surgeries.
Figure 10 a) and b) show the IR images of closed and open molds during the heating process. In the presence of water, MW radiation subjects the composite to a homogeneous temperature around 180 °C.
In Figure 11 a) the SEM images show the morphology of WG foamed by MWH process at 750 W for 10 minutes. Figure b) shows the composite obtained with the same process on the mixture between egg white and HAp. In both cases, porous structures useful for cell growth are formed. The dimensions of these porosities can be modulated by adjusting the amount of water in the composite precursors, thus varying the quantities of components such as: WG, egg white and HAp, bio-glass, etc., as well as processing parameters (power and time) [15,16]. Different amounts of water produce bubbles structure of 200 – 400 mm in diameter for WG and 50 -100 mm for the egg white – HAp composite, as shown in Figure 11 a) and b).
Finally, WG and HAp scaffolds have positive results in in-vitro biological tests (qualitative cell viability and cytotoxicity analyses) positively allowing the growth of osteoblasts [12].
3.4. Microwave-Assisted Heat Treatment in Sustainable Bio-Composite Foams from Cork and Egg Wastes
Our research also explored the use of MW-assisted processes to create sustainable bio-composite foams using cork processing waste. In previous work [17], we combined egg white proteins (EWP) with cork granulates and used MW foaming, to produce lightweight, fireproof thermal insulating panels. In a latter paper [18], we prepared acoustic insulating panels for separating walls by adding mortar to already foamed EWP-cork composite. Panels can be easily prepared using silicon molds, as shown in Figure 12 a) and used as insulating fireproof elements. In Figure 12 b), the cork panel after the flame exposure, unlike a wood panel which burns and produces a flame (Figure 12 c)), produces an oxidized product (visible as a white powder on the bricks) which likely absorbs heat and falls on the brick, carrying it away preventing flame from spreading. This allows the panel to resist the external flame for 20 minutes. This research aligns with the growing trend towards the production of bio-based and recyclable materials, as exemplified by the development of MW-assisted preparation of cellulose nanofibrils for use in high-performance composites [19].
3.5. Microwaves-Assisted Sintering Process of rEPS-Based Geopolymer Composites for Civil Construction Applications
Always keeping an approach inherent to recycling, reuse and circular economy for greater environmental respect, in continuity with the earlier projects, we explored the possibility of using microwaves for the preparation of construction elements using recycled expanded polystyrene (rEPS) [20].
First, the possibility of expanding the EPS beads with microwaves was evaluated. This is possible by spraying water on the beads as in Figure 13 a) and with a ten-minute-long process at 90 W, expanding them as shown in Figure 13 b).
Secondly, having verified that the beads already expanded and rejected from production because they were defective cannot further increase in volume since the pentane (bp = 36.1 °C) used for the expansion volatilizes completely with the first treatment, the possibility of expanding virgin and recycled beads with microwaves was evaluated. Once again, by spraying the 1:4 mixture (EPS:rEPS) with water and administering MW for 10 minutes at a power of 90 W, it was shown possible to induce their expansion and sintering, as shown in Figure 14 b). Figure 14 a) shows the mixture before expansion and after expansion in a free volume, while Figures b) and c) show the artefacts obtained with a non-free expansion that produces the sintering of the beads. The volume is blocked by placing a proper weight above the beaker.
Figure 15 a) shows the rEPS-WG-Fe2SiO4 composite before and 15 b) during the MW sintering process, temperature is kept under 100 °C using a power of 90 W for 10 min. to avoid rEPS degradation. Fe2SiO4, in addition to serving as a microwave active material to sinter the composite, thanks to its magnetic properties, is used to ease the recovery of panels at the end of their life. In fact, since the iron silicate adheres to the rEPS particles even after the panel has crumbled during removal work, with a simple magnet its dispersion into the environment is avoided, helping its recovery and disposal. In the project, in addition to the use of WG, Fe2SiO4, the use of CaCO3 and kaolin was taken into consideration to make the panels both mechanically and thermally resistant. In fact, like the earlier cork panels, these composites have proven to be flame resistant [21]. We remind you here, if necessary, that kaolin and CaCO3 can also be highly polluting materials and difficult to dispose of, which generally occurs in landfill with consequent environmental repercussions. Kaolin is industrial waste from the ceramic sector, such as tiles, sanitary ware and others. While calcium carbonate comes from the fishing industry and is the main constituent of mollusk shells.
3.6. Microwave-Assisted Preparation of PVDF-BT Piezoelectric Composites
The development of piezoelectric materials for energy storage or harvesting, specifically PVDF and Barium Titanate (BT) composites, was another focus of our research at CNR-SCITEC laboratory in Genoa [22,23,24,25,26]. We introduced a solvent-free microwave-assisted heating process followed by hot pressing (MWHP) to fabricate these composites [27]. This approach offers advantages in terms of reduced environmental impact compared to traditional solvent-based methods. As recognized in literature, microwave-assisted techniques have also been successfully employed in the preparation of other functional materials like perovskite oxides for solar cells and catalysts for clean energy applications [28,29,30,31,32].
Also in this project, developed with a focus on environmental protection, human health, energy saving and atom economy, we have proved the possibility of obtaining piezoelectric devices by forming a composite 30 vol.% of BT in a PVDF matrix, completed using the MW-assisted heating process. Figure 16 shows the final devices obtained by pressing the composite at 50 bar and 180 °C for 10 min to form the film, which was then coated on both sides with Au through a sputtering process using a proper mask. A contact was added to each aluminum sheet using conductive silver paste. In Figure 16, the device is shown before 16 a) and after 16 b) the assembling. To keep transparency, a scotch film was used in the assembling process. The definitive version of the device is shown in Figure 17. Here, the device was assembled avoiding the Au sputtering process, using only two Al foils as electrodes. In this version, the scotch was replaced by wrapping the device with an A4 pouch, properly reduced in size, by a plasticization process using a standard hot laminator. The total thickness is 100 µm, considering that three layers of composite are used alternate with Al foils as electrodes assembled in parallel configuration. The size is around 5 cm x 5 cm for the device reported in Figure 17 a) and 15 cm x 15 cm in b). The version of Figure 17 b) is a PVDF-BT monolayer. In both cases the Al foils were fixed to composite sides by hot pressing process using a Colling press (200 bar) applying a temperature of 200 °C for 10 minutes. Devices were tested with a Pico Log TC-08 showing a tribological activity and producing a potential difference of around 10 – 60 mV, even though they had not been poled.
Figure 18 shows the behavior of the piezoelectric devices when they are mechanically deformed, the signal (mV) was recorded over time with a Pico Log TC-08 set in the mV mode. To record the Lead Titanate Zirconate (PZT) signal without causing the overflow in the Pico Log TC-08, a voltage divider was used to reduce its output. Therefore, the maximum intensity signal of the green curve should be multiplied by a factor of 1000, and then the 5 mV signal corresponds to a signal of 5 V).
3.7. MW-Assisted Synthesis of the Superconductive MgB2 Phase
Figure 19 a) shows the temperature of the crucible inside the MW oven at the fourth minute when the thermocouple recorded a temperature of around 600 °C. To monitor the MWH process, the thermocouple was inserted into the oven through the hole where the motor, which normally rotates the glass plate for cooking food, is located. Removing the motor allowed us to insert thermocouple directly in contact with the crucible and record data using a Pico Log recorder. The thermocouple is not disturbed by MW radiation because the crucible, placed over the hole, where the thermocouple enters, directly absorbs the MW and protects the thermocouple. To capture the IR picture in the fourth minute, the MW oven door was opened briefly. It is impressive that while the temperature around the crucible is approximately 40 °C, the crucible and powders inside are at 600 °C.
The graph in Figure 19 b) shows the temperature profile as a function of time during the MW-assisted synthesis of magnesium diboride (MgB2). It is worth noting how the temperature of 922.8 °C is obtained in 6.2 minutes by reacting 4.5 g di boron (B) with 5.5 g of magnesium (Mg). It is well known that Mg endothermically melts at 650 °C. In the graph, we observe several changes in slope from minute 1.5 to 4.5, with a reduction in the rate of temperature increase (dT/dt) (green line denoted with 2 and 4) and an increase in dT/dt (blue line denoted with 3 and 5). The black line (1) represents the initial heating of the powders without any significant phenomena. Then, alternating the endothermic melting of Mg followed by exothermic formation of MgB2 causes slope variations. Furthermore, densification must be considered because heat flux is favored by improved contact between MgB2 grains. Because the MgB2 formation reaction is exothermic, the positive heat flux causes the temperature to increase until the reaction is finished at t = 6.2 min. The MW-assisted synthesis reaction is complete just in 6 minutes.
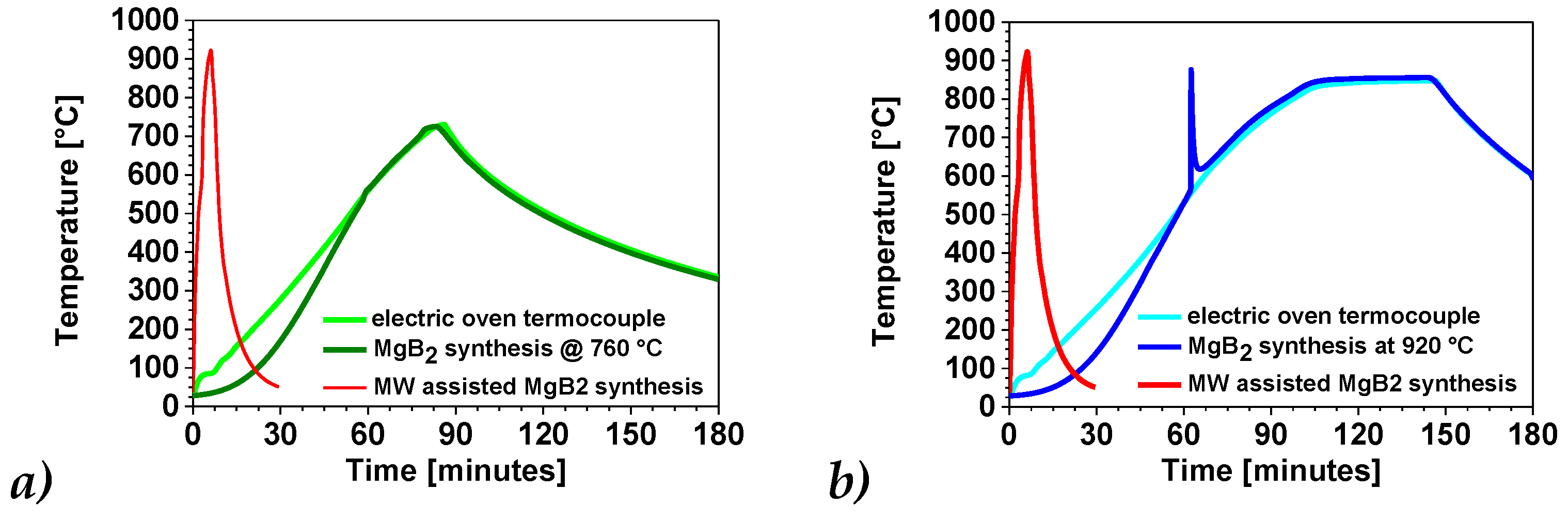
In Figure 20, the thermal profile of the MW-assisted process is compared to the profile obtained during a traditional MgB2 synthesis performed with an electric furnace [33], at a) low temperature (700 °C) and b) high temperature (920 °C), which are the temperatures set for each reaction. The red line describes the thermal profile of MW-assisted synthesis of MgB2, the light green and cyan lines refer to the thermocouple inserted into an empty crucible and represent, respectively, the thermal profile of the electric oven of the low temperature synthesis in which max temperature settled was 720 °C and high temperature process in which temperature is performed at 920 °C. Red and blue curves represent the respective thermal profiles of the synthesis of 10 grams of MgB2, reacting 4.5 g of B and 5.5 g of Mg respectively at low and high temperatures (nominally at 720 °C and 920 °C). It is impressive look at the direct comparison in Figure 20 between the MW-assisted synthesis and the traditional one. The first process is completed after 30 minutes, while both the low- and the high-temperature synthesis processes performed by traditional method have reached just 100 °C after 30 minutes and are still cooling after 3 hours, at 338 and 608 °C, respectively.
The incredible thing about this project, which arose out of my curiosity about its feasibility, is that I proposed it for a collaboration with a large company that is a leader in the production of MgB2 wire, but they declined. Even though the idea of microwave-assisted MgB2 synthesis is not new to the literature [34,35,36], my idea was simple: the microwave oven should be placed in a glove box to produce MgB2 under a protective atmosphere in a short time and with low energy consumption, achieving MgB2 powders on a kilo scale.
4. Future Developments and Market Demands
In agreement with works done in literature [37,38,39,40,41,42,43] and reference therein], the innovative microwave-assisted techniques developed in our laboratory have opened new possibilities for material preparation of useful and innovative materials [8,9,12,17,18,21,27]. Future research could focus on optimizing these processes for other polymers and composites, exploring their applications in various industries such as automotive, aerospace, and electronics. Additionally, the integration of MW-assisted processes with other advanced manufacturing techniques, such as 3D printing, could further enhance their versatility and efficiency. Furthermore, the use of MWH could be used in energy recovery, plastic waste treatment, producing energy and recovering raw materials as chemicals.
In fact, because some countries in north Europe as reported in a public document available in literature [44] already successfully use waste materials to produce energy in waste-to-energy plants. These plants produce energy and, because of the complete combustion reaction, water and carbon dioxide (CO2) giving a significantly impacting greenhouse gas emissions [45,46].
For this here we endorse and suggest studying the use of the MW-assisted heating coupled with pyrolysis technology to lower the greenhouse gas emission and recover both energy and chemicals such as biochar, biofuels, syngas (H2 and CO), aliphatic and aromatic hydrocarbons, and so on [47].
Compared to waste-to-energy, pyrolysis allows stopping before the formation of the final products H2O and CO2, permitting to recover useful and precious compounds for the synthesis of several chemicals or as biochar used as fertilizer or water filtering, thereby lowering the CO2 emission [48,49].
In fact, as obtained for biomasses through conventional pyrolysis, it could be more convenient to apply MW-assisted pyrolysis [50] to avoid the disposal of highly polluting plastic materials in landfills or incineration. This is an alternative for countries that need to improve their environmental condition and energy dependance by increasing waste-to-energy, as seen in low-incoming countries [46].
Another application of microwaves could be to implement the reuse of personal protective medical devices, such as tools, accessories, gowns, and masks made of several types of plastic materials. These could be sterilized and cleaned of dirt, bacteria and microorganisms collected in earlier uses, thus limiting their difficult disposal [51,52]. Once again it is impressive how even with a domestic microwave it is possible to produce cold plasma [53].
A last useful practical application of MW-assisted heating is undoubtedly the extraction of essential oils and similar from biomass. As we know, water evaporation is an energy-intensive process that requires a lot of time, in this sense MW can reduce energy and time consumption [54,55].
Market demands are increasingly leaning towards sustainable and energy-efficient technologies. The ability of MW-assisted processes to reduce energy consumption and environmental impact makes them highly attractive to industries seeking to meet regulatory requirements and consumer expectations for greener products. Continued research and development in this field will be crucial to addressing these demands and expanding the applications of microwave-assisted material preparation.
5. Conclusions
The paper describes the preparation of various innovative materials by MW-assisted heating, such as superconducting compound like MgB2 and composites materials, carrying out the following considerations and results.
a) The versatility of the MW-assisted process allowed us to prepare PE objects using the rotomoulding method on lab scale and then scale it up to industrial production. In both cases, the products had the same chemical and mechanical properties as those produced using traditional methods [7,8,9]. Because the PE powders are transparent to MW, it was necessary to cover the mold with MW-active paste obtained mixing water glass and Fe2SiO4. In this case, the heating was considered passive mode, i.e., heat melts PE by conduction from the MW-covered mold. In that research project, we have also established the opportunity to replace the paste in case of failure, the convenience of covering old molds (used in traditional processes) as well as the possibility to use always the mold in the electrical resistance oven or gas furnace used in traditional RM process. The success of the ROPEVEMI Project demonstrates the feasibility of this innovative approach and its potential to revolutionize the RM industry. Furthermore, the geo-polymerization reaction between water glass and Fe2SiO4 subtracts CO2 from the environment. Considering the low processing time and the energy-saving characteristic of the MW-assisted heating, it is an ecofriendly procedure. Of course, the RM process can be applied to a wide range of plastic materials with melting temperature like PE, such as polypropylene (PP) up to 180 °C. such as PVDF, and for bioplastics like Mater Bi, polylactic acid (PLA) and bio polyester (PBE). The passive MW-assisted technique has also been applied to expand EPS beads by heating water. On that occasion, the EPS beads were imbibed with water using a nebulization system inside a beaker and heated for 10 minutes at 90 W.
b) Scaffold prepared using WG, HAp and egg white were successfully prepared by MWH process. In-vitro biological tests (qualitative cell viability and cytotoxicity analyses) were positively performed allowing the growth of osteoblasts [11].
c) The MW-sintering process of rEPS with virgin EPS beads was also proven [21]. In that research project, it was verified that both un-sintered and already sintered beads (rEPS) can be processed, as shown in Figure 13 and Figure 14, respectively. The addition of inorganic materials, like Iron Silicate, Water Glass, Calcium Carbonate, and Kaolin, makes the composite panels mechanically and flame resistant.
d) In different ways, other composites were prepared by actively heating the composite precursors directly in molds made of transparent materials like Teflon, silicon molds, or using lab glassware. A silicon mold was employed to prepare a novel bio-composite foam with a multimodal cellular structure created using a simple and energy-efficient microwave foaming process. The proteins present into the egg white (EW) were used as a model matrix to produce a foamed structure inserting cork granulates.
The analysis performed on these samples highlighted the following:
Bio-composite foams were recognized with a bimodal cell size distribution model: a cork particles with closed cells with a cell size interval of 30–50 µm , and an open cells EW matrix with a cell size range between 100 and 500 µm.
The mechanical properties of the bio-composites analyzed in this work were mainly affected by the volumetric fraction of the foamed matrix. A lower amount of EW consisted in a materials with a higher elastic Young modulus and compression strength due to the presence of cork particles packed in the EW matrix.
Thermal stability and flame resistance of the samples were improved by the addition of 27 wt.% of CaCO3, Kaolin and Al(OH)3. The presence of cork or EPS does not contribute to the spread of flames.
e) the study highlights the potential of MWH process for producing high-performance piezoelectric materials in an environmentally friendly, scalable, and energy-efficient manner. This method shows promise for industrial applications in energy harvesting and sensors, though further optimization and testing are suggested to enhance dielectric performance further.
Furthermore, the paper suggests developing the MWH process for other applications like the synthesis of superconductive MgB2 phase or to produce plasma for the sterilization of surgical tools and disposable individual clothing and supplies or more in general to produce energy and synthesis chemical precursors by MW-assisted pyrolysis. This research adds to the growing interest in sustainable manufacturing methods for advanced materials and supports the feasibility of microwave-assisted processing as a green alternative to traditional techniques. Microwave-assisted techniques represent a significant advancement in the preparation of advanced materials. The processes developed in our laboratory have demonstrated substantial benefits in terms of energy efficiency, material quality, and environmental sustainability. As market demands for sustainable technologies grow, these innovative methods are poised to play a crucial role in the future of material science and industrial manufacturing.
Funding
This work was supported by the Italian Ministry for Economic Development (MISE) within the framework of the "Accordo Innovazione DM 24/5/2017" call, with contributions from the POR-FESR 2014–2020 funds of Regione Liguria and Regione Lombardia for the research project “ROPEVEMI - Rotomoulding con PE verniciabile assistito da microonde” (Decree no. 1802 of 23/06/2021, project no. F/130066/01-05/X38).
Data Availability Statement
We encourage all authors of articles published in MDPI journals to share their research data. In this section, please provide details regarding where data supporting reported results can be found, including links to publicly archived datasets analyzed or generated during the study. Where no new data were created, or where data is unavailable due to privacy or ethical restrictions, a statement is still required. Suggested Data Availability Statements are available in section “MDPI Research Data Policies” at https://www.mdpi.com/ethics.
Conflicts of Interest
The author declares no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Vollmer, M. Physics of the microwave oven. Physics Education 2004, 39, 74–81. [Google Scholar] [CrossRef]
- Mishra, R.R.; Sharma, A.K. Microwave–material interaction phenomena: Heating mechanisms, challenges and opportunities in material processing. In Applied Science and Manufacturing; Composites Part A, 2016; Volume 81, pp. 78–97. [Google Scholar] [CrossRef]
- Valverde, C.; Rodríguez-García, M.M.; Rojas, E.; Bayon, R. State of the art of the fundamental aspects in the concept of microwave-assisted heating systems. International Communications in Heat and Mass Transfer 2024, 156, 107594. [Google Scholar] [CrossRef]
- Kremsner, J.M.; Kappe, C.O. Silicon Carbide Passive Heating Elements in Microwave-Assisted Organic Synthesis. American Chemical Society 2006, 12, 4651–4658. [Google Scholar] [CrossRef]
- Cui, Z.; Hassankiadeh, N.T.; Zhuang, Y.; Drioli, E.; Lee, Y.M. Crystalline polymorphism in poly(vinylidene fluoride) membranes. Progress in Polymer Science 2015, 51, 94–126. [Google Scholar] [CrossRef]
- Bai, Y.; Liu, Y.; Lv, H.; Shi, H.; Zhou, W.; Liu, Y.; Yu, D.-G. Processes of Electrospun Polyvinylidene Fluoride-Based Nanofibers, Their Piezoelectric Properties, and Several Fantastic Applications. Polymers 2022, 14, 4311. [Google Scholar] [CrossRef]
- Luciano, G.; Vignolo, M.; Brunengo, E.; Utzeri, R.; Stagnaro, P. Study of Microwave-Active Composite Materials to Improve the Polyethylene Rotomolding Process. Polymers 2023, 15, 1061. [Google Scholar] [CrossRef]
- Vignolo, M.; Utzeri, R.; Luciano, G.; Buscaglia, M.T.; Bertini, F.; Porta, G.; Stagnaro, P. The ROPEVEMI Project: Industrial scale-up of a microwave-assisted rotational moulding process for sustainable manufacturing of polyethylene. J. Manuf. Proc. 2025, 146, 273–285. [Google Scholar] [CrossRef]
- Utzeri, R.; Vignolo, M.; Bertini, F.; Buscaglia, M.T.; Stagnaro, P. Improving Sustainability in Rotational Moulding Polymer Processing by Use of Microwave Heating. Article submitted as Conference proceeding at AMPERE 2025, October 2025. [Google Scholar]
- Lu, H.; Li, N.; Zheng, M.; Qiu, L.; Zhang, S.; Zheng, J.; Ji, G.; Cao, J. Microwave-assisted synthesis of graphene–SnO2 nanocomposite for rechargeable lithium-ion batteries. Materials Letters 2014, 115, 125–128. [Google Scholar] [CrossRef]
- Pawelski, D.; Plonska-Brzezinska, M.E. Microwave-Assisted Synthesis as a Promising Tool for the Preparation of Materials Containing Defective Carbon Nanostructures: Implications on Properties and Applications. Materials 2023, 16, 6549. [Google Scholar] [CrossRef]
- Luciano, G.; Vignolo, M.; Galante, D.; D’Arrigo, C.; Furlani, F.; Montesi, M.; Panzeri, S. Designing and Manufacturing of Biocompatible Hydroxyapatite and Sodium Trisilicate Scaffolds by Ordinary Domestic Microwave Oven. Compounds 2024, 4, 106–118. [Google Scholar] [CrossRef]
- Sikder, P.; Ren, Y.; Bhaduri, S.B. Microwave processing of calcium phosphate and magnesium phosphate based orthopedic bioceramics: A state-of-art review. Acta Biomaterialia 2020, 111, 29–53. [Google Scholar] [CrossRef]
- Ilyas, K.; Qureshi, S.W.; Afzal, S.; Gul, R.; Yar, M.; Kaleem, M.; Khan, A.S. Microwave-assisted synthesis and evaluation of type 1 collagen–apatite composites for dental tissue regeneration. Journal of Biomaterials Applications 2018, 33, 103–115. [Google Scholar] [CrossRef]
- Yang, L.; Haibel, A.; Görke, O.; Fleck, C. Microwaves speed up producing scaffold foams with designed porosity from water glass. Materials & Design 2022, 222, 111100. [Google Scholar] [CrossRef]
- Wu, Q.; Zhang, X.; Wu, B.; Huang, W. Effects of microwave sintering on the properties of porous hydroxyapatite scaffolds. Ceramics International 2013, 39, 2389–2395. [Google Scholar] [CrossRef]
- Luciano, G.; Vignali, A.; Vignolo, M.; Utzeri, R.; Bertini, F.; Iannace, S. Biocomposite Foams with Multimodal Cellular Structures Based on Cork Granulates and Microwave Processed Egg White Proteins. Materials: Advanced Composites 2023, 16, 3063. [Google Scholar] [CrossRef] [PubMed]
- Luciano, G.; Sanz, R.M.; Vignolo, M. Innovative Microwave-Expanded Cork composite for Enhanced Acoustic Absorption: Valorizing By-Products into Sustainable Construction Materials. submitted to Biomass Conversion and Biorefinery on May; 2025. [Google Scholar]
- Li, S.M.; Wang, Y.L.; Ma, M.G.; Zhu, J.F.; Sun, R.C.; Xu, F. Microwave-assisted method for the synthesis of cellulose-based composites and their thermal transformation to Mn2O3. Industrial Crops and Products 2013, 43, 751–756. [Google Scholar] [CrossRef]
- Adhikary, S.K.; Hashish, D.K. Turning waste expanded polystyrene into lightweight aggregate: Towards sustainable construction industry. Science of The Total Environment 2022, 837, 155852. [Google Scholar] [CrossRef] [PubMed]
- Vignolo, M.; et al. Preparation by MicroWaves-Assisted Sintering Process of rEPS-Based Geopolymer Composites Useful in Civil Construction Applications and to Limit Anthropic Impact in preparation.
- Petrovic, M.V.; Craciun, F.; Cordero, F.; Mercadelli, E.; Ilic, N.; Despotovic, Z.; Bobic, J.; Dzunuzovic, A.; Galassi, C.; Stagnaro, P.; Canu, G.; Buscaglia, M.T.; Brunengo, E. Advantages and limitations of active phase silanization in PVDF composites: Focus on electrical properties and energy harvesting potential. Polymer Composites 2024, 45, 4428–4446. [Google Scholar] [CrossRef]
- Craciun, F.; Cordero, F.; Mercadelli, E.; Ilic, N.; Galassi, C.; Baldisserri, C.; Bobic, J.; Stagnaro, P.; Canu, G.; Buscaglia, M.T.; Dzunuzovic, A.; Petrovic, M.V. Flexible composite films with enhanced piezoelectric properties for energy harvesting and wireless ultrasound-powered technology. Composites Part B: Engineering 2023, 263, 110835. [Google Scholar] [CrossRef]
- Petrovic, M.V.; Cordero, F.; Mercadelli, E.; Brunengo, E.; Ilic, N.; Galassi, C.; Despotovic, Z.; Bobic, J.; Dzunuzovic, A.; Stagnaro, P.; Canu, G.; Craciun, F. Flexible lead-free NBT-BT/PVDF composite films by hot pressing for low energy harvesting and storage. Journal of Alloys and Compounds 2021, 884, 161071. [Google Scholar] [CrossRef]
- Brunengo, E.; Conzatti, L.; Schizzi, I.; Buscaglia, M. T.; Canu, G.; Curecheriu, L.; Costa, C.; Castellano, M.; Mitoseriu, L.; Stagnaro, P.; Buscaglia, V. Improved dielectric properties of poly(vinylidene fluoride)–BaTiO3 composites by solvent-free processing. Journal of Polymer SCIENCE 2020, 138, 50049. [Google Scholar] [CrossRef]
- Gheorghiu, F.; Stanculescu, R.; Curecheriu, L.; Brunengo, E.; Stagnaro, P.; Tiron, V.; Postolache, P.; Buscaglia, M.T.; Mitoseriu, L. PVDF-ferrite composites with dual magneto-piezoelectric response for electronics applications: synthesis and functional properties. Journal of Material Science 2020, 55, 3926–3939. [Google Scholar] [CrossRef]
- Vignolo, M.; et al. Microwave-assisted heating process for the preparation of piezoelectric BT-PVDF composite useful for energy harvesting, in preparation.
- Feria, D.N.; Su, J. -W.; Wu, G.-H.; Zeng, Y.-T.; Lian, J.-T.; Lin, T.-Y. Revealing the enhanced crystalline quality mechanism of perovskites produced by microwave-assisted synthesis: toward the fabrications in a fully ambient air environment. Materials Today Sustainability 2023, 24, 100532. [Google Scholar] [CrossRef]
- Ding, J.; Lü, X.; Shu, H.; Xe, J.; Zhang, H. Microwave-assisted synthesis of perovskite ReFeO3 (Re: La, Sm, Eu, Gd) photocatalyst. Materials Science and Engineering B 2010, 171, 31–34. [Google Scholar] [CrossRef]
- Prado-Gonjal, J.; Schmidt, R.; Morán, E. Microwave-Assisted Routes for the Synthesis of Complex Functional Oxides. Inorganics 2015, 3, 101–117. [Google Scholar] [CrossRef]
- Canpolat, G. Microwave-assisted sumac-based biocatalyst synthesis for effective hydrogen production. Journal of the Australian Ceramic Society 2024, 60, 681–688. [Google Scholar] [CrossRef]
- Tuli, V.; Luo, C.; Robinson, B.; Hu, J.; Wang, Y. Microwave-assisted catalytic technology for sustainable production of valuable chemicals from plastic waste with enhanced catalyst reusability. Chemical Engineering Journal 2024, 489, 151551. [Google Scholar] [CrossRef]
- Vignolo, M.; et al. In situ high-energy synchrotron x-ray diffraction investigation of phase formation and sintering in MgB2 tapes Supercond. Sci. Technol. 2011, 24, 065014. [Google Scholar] [CrossRef]
- Agostino, A.; Volpe, P.; Castiglioni, M.; Truccato, M. Microwave Synthesis Of MgB2 Superconductor. Materials Research Innovations 2004, 8, 2. [Google Scholar] [CrossRef]
- Dong, C.; Guo, J.; Fu, G.C.; Yang, L.H.; Chen, H. Rapid preparation of MgB2 superconductor using hybrid microwave synthesis. Superconductor Science and Technology 2004, 17, 12. [Google Scholar] [CrossRef]
- Xia, Q.; Yi, J.; Peng, Y.; Luo, S.; Li, L. Microwave direct synthesis of MgB2 superconductor. Materials Letters 2008, 62, 4006–4008. [Google Scholar] [CrossRef]
- Zhao, K.; Shu, Y.; Li, F.; Peng, G. Bimetallic catalysts as electrocatalytic cathode materials for the oxygen reduction reaction in microbial fuel cell: A review. Green Energy & Environment 2023, 8, 1043–1070. [Google Scholar] [CrossRef]
- Makul, N.; Rattanadecho, P.; Agrawal, D.K. Applications of microwave energy in cement and concrete – A review. Renewable and Sustainable Energy Reviews 2014, 37, 715–733. [Google Scholar] [CrossRef]
- Lagunas-Chavarría, A.; Navarro-Rojero, M.G.; Salvador, M.D.; Benavente, R.; Catalá-Civera, J.M.; Borrell, A. Effect of Microwave-Assisted Synthesis and Sintering of Lead-Free KNL-NTS Ceramics. Materials 2022, 15, 3773. [Google Scholar] [CrossRef]
- Nemala, S.S.; Ravulapalli, S.; Mallick, S.; Bhargava, P.; Bohm, S.; Bhushan, M.; Thakur, A.K.; Mohapatra, D. Conventional or Microwave Sintering: A Comprehensive Investigation to Achieve Efficient Clean Energy Harvesting. Energies 2020, 13, 6208. [Google Scholar] [CrossRef]
- Zubair, M.; Ferrari, R.; Alagha, O.; Mu’azu, N.D.; Blaisi, N.I.; Ateeq, I. S.; Manzar, M. S. Microwave Foaming of Materials: An Emerging Field. Polymers 2020, 12, 2477. [Google Scholar] [CrossRef]
- Mischinenko, V.; Vasilchenko, A.; Lazorenko, G. Effect of Waste Concrete Powder Content and Microwave Heating Parameters on the Properties of Porous Alkali-Activated Materials from Coal Gangue. Materials 2024, 17, 5670. [Google Scholar] [CrossRef]
- Chun-fang, X.; Bing, H. Preparation of porous silicon nitride ceramics by microwave sintering and its performance evaluation. Journal of Materials Research and Technology 2018, 8, 5984–5995. [Google Scholar] [CrossRef]
- Interactive Map of Waste-to-Energy Plants. Available online: https://www.cewep.eu/interactive-map/ (accessed on 17 December 2025).
- Nordic Council of Ministers. Waste incineration in the Nordic countries – A status assessment with regard to emissions and recycling. Available online: https://pub.norden.org/temanord2024-524 (accessed on 17 December 2025).
- ESWET European Suppliers of Waste-To-Energy Technology Waste-to-Energy 2050 clean technologies for sustainable waste management. Available online: www.eswet.eu (accessed on 17 December 2025).
- Li, J.; Dai, J.; Liu, G.; Zhang, H.; Gao, Z.; Fu, J.; He, Y.; Huang, Y. Biochar from microwave pyrolysis of biomass: A review. Biomass and Bioenergy 2016, 94, 228–244. [Google Scholar] [CrossRef]
- Sohi, S.P.; Krull, E.; Lopez-Capel, E.; Bol, R. Chapter 2 - A Review of Biochar and Its Use and Function in Soil. Advances in Agronomy 2010, 105, 47–82. [Google Scholar] [CrossRef]
- Zama, E. F.; Reid, B. J.; Arp, H.P.H.; Sun, G.-X.; Yuan, H.-Y.; Zhu, Y.-G. Advances in research on the use of biochar in soil for remediation: a review. Journal of Soil and Sediments 2018, 18, 2433–2450. [Google Scholar] [CrossRef]
- Mahari, W.A.W.; et al. Generating alternative fuel and bioplastics from medical plastic waste and waste frying oil using microwave co-pyrolysis combined with microbial fermentation. Renewable and Sustainable Energy 2022, 111790. [Google Scholar] [CrossRef]
- Laroussi, M. Cold Plasma in Medicine and Healthcare: The New Frontier in Low Temperature Plasma Applications. Frontiers in Physics 2020, 8. [Google Scholar] [CrossRef]
- Tiwari, S.; Caiola, A.; Bai, X.; Lalsare, A.D.; Hu, J. Microwave Plasma-Enhanced and Microwave Heated Chemical Reactions. Plasma Chemistry and Plasma Processing 2020, 40, 1–23. [Google Scholar] [CrossRef]
- Zamri, A.A.; Ong, M.Y.; Nomanbhay, S.; Show, P.L. Microwave plasma technology for sustainable energy production and the electromagnetic interaction within the plasma system. Environmental Research 2021, 197, 111204. [Google Scholar] [CrossRef]
- Tigrine-Kordjani, N.; Meklati, B.Y.; Chemat, F. Microwave ‘dry’ distillation as an useful tool for extraction of edible essential oils. International Journal of Aromatherapy 2006, 16, 141–147. [Google Scholar] [CrossRef]
- Micalizzi, G.; Alibrando, F.; Vento, F.; Trovato, E.; Zoccali, M.; Guarnaccia, P.; Dugo, P.; Mondello, L. Development of a Novel Microwave Distillation Technique for the Isolation of Cannabis sativa L. Essential Oil and Gas Chromatography Analyses for the Comprehensive Characterization of Terpenes and Terpenoids, Including Their Enantio-Distribution. Molecules 2021, 26, 1588. [Google Scholar] [CrossRef]
Figure 1.
a) Spatial position of atoms in the water molecule with the separation of the barycenter of the positive and negative charges and b) the relative schematization.
Figure 1.
a) Spatial position of atoms in the water molecule with the separation of the barycenter of the positive and negative charges and b) the relative schematization.
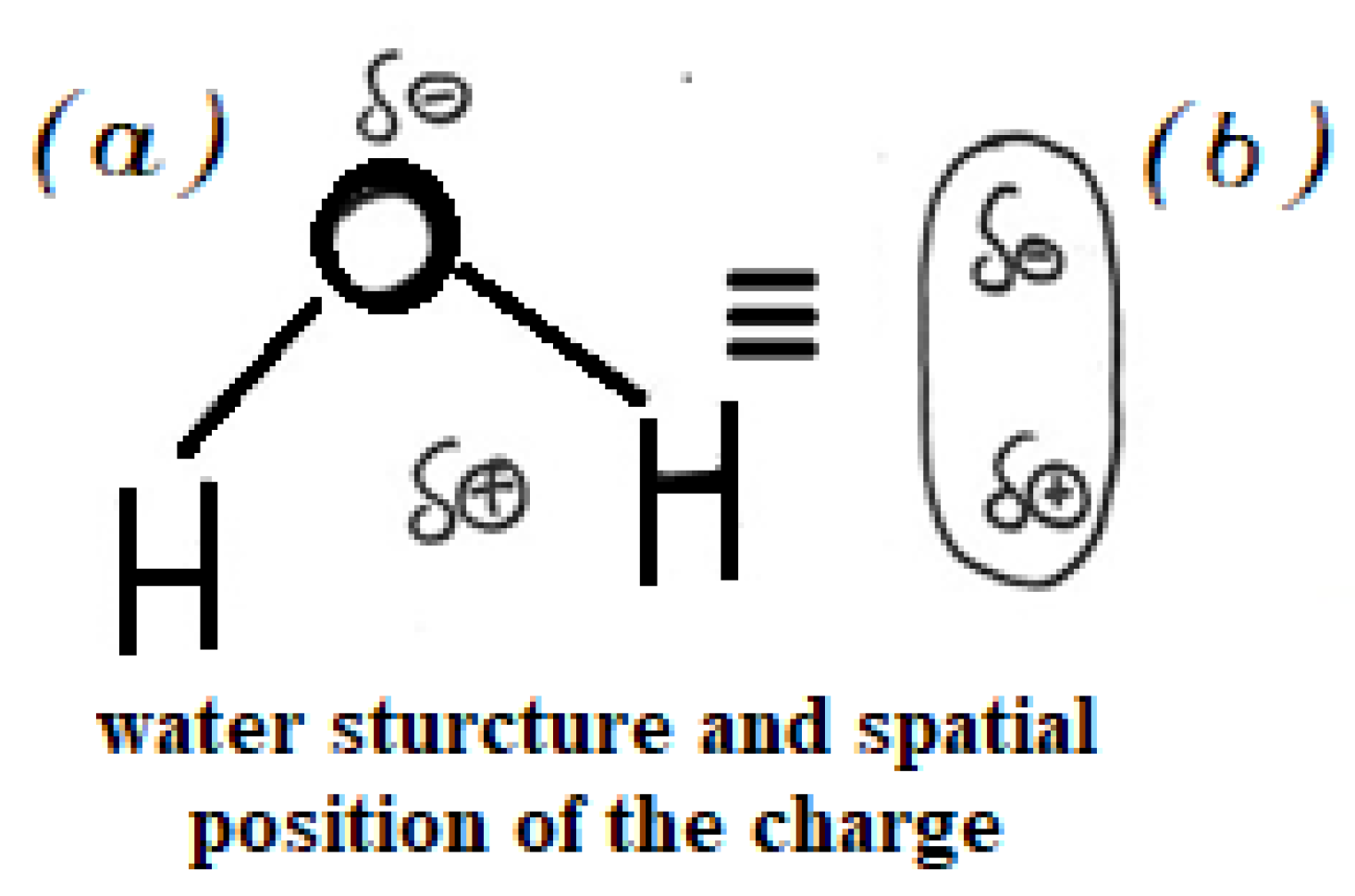
Figure 2.
Some water molecules are randomly disposed. At time t1, an electric field is applied and as consequence water molecules are oriented, because the field for its alternate nature changes in the direction after the time t2 water molecules has opposite orientation in respect to t1.
Figure 2.
Some water molecules are randomly disposed. At time t1, an electric field is applied and as consequence water molecules are oriented, because the field for its alternate nature changes in the direction after the time t2 water molecules has opposite orientation in respect to t1.
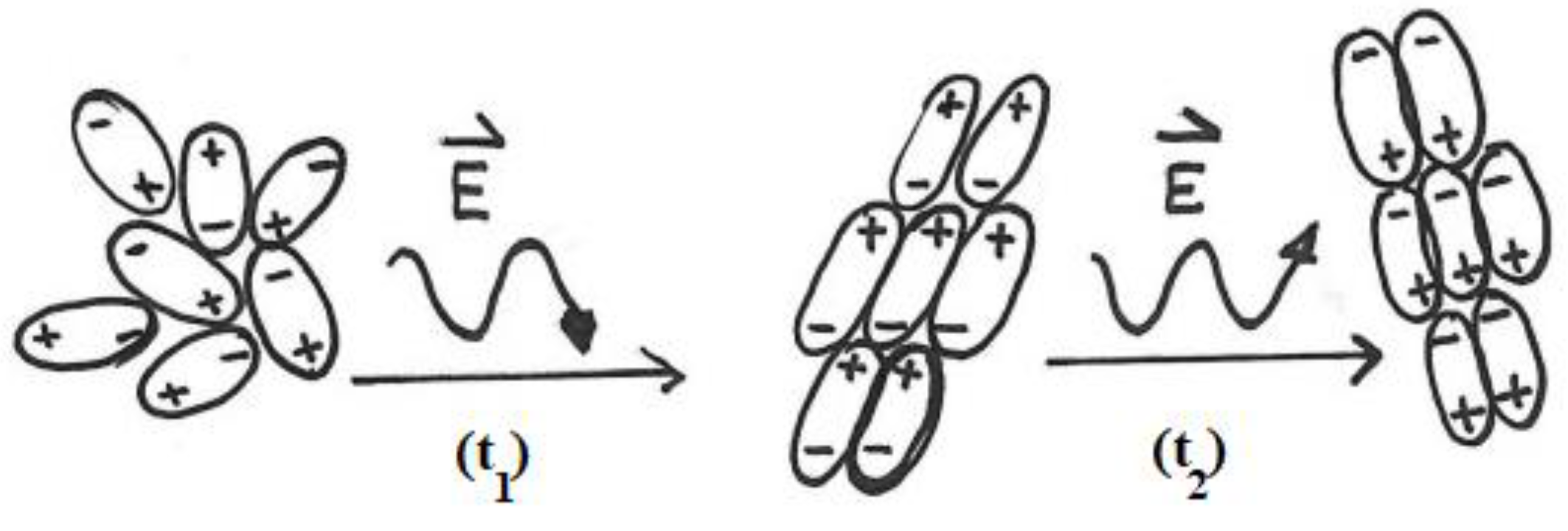
Figure 3.
The structure of the PE: a) with atoms in space and the relative charge dispositions and b) the simplified sketch of the PE macromolecule.
Figure 3.
The structure of the PE: a) with atoms in space and the relative charge dispositions and b) the simplified sketch of the PE macromolecule.
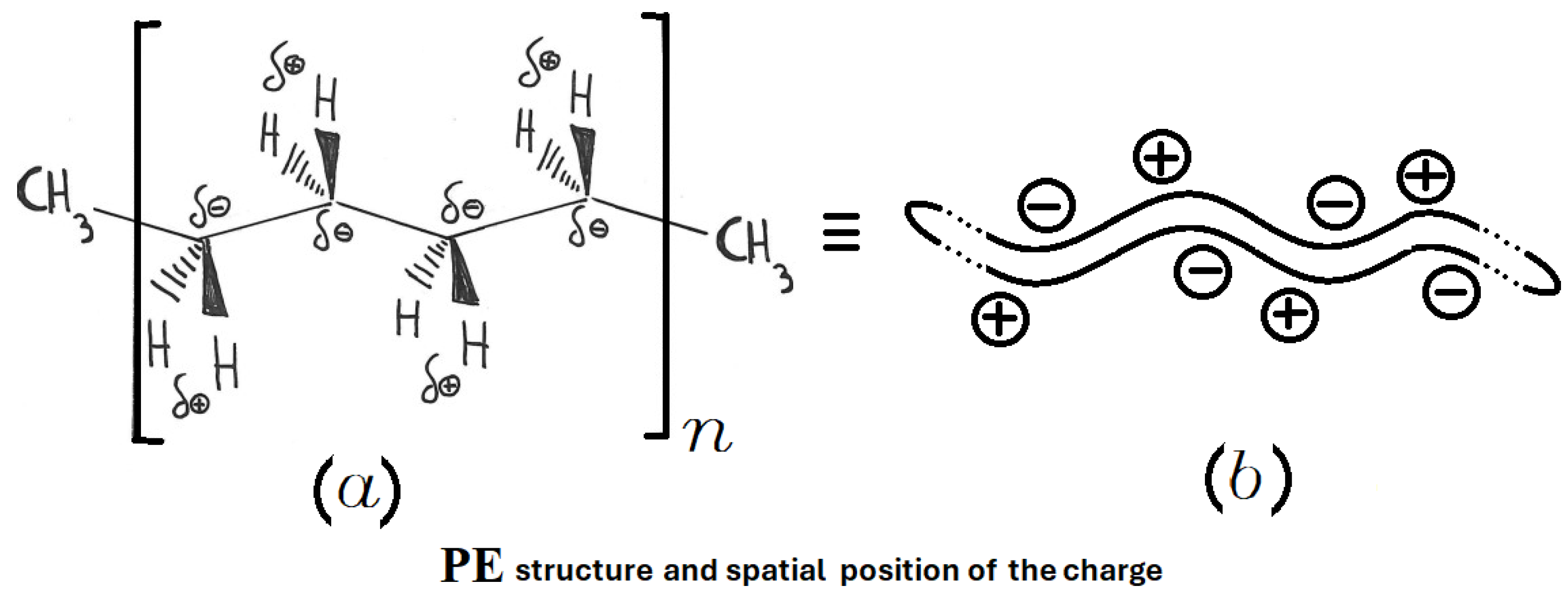
Figure 4.
The structure of the α-PVDF a) with atoms in space and the relative charge dispositions and b) the simplified sketch of the PVDF macromolecule.
Figure 4.
The structure of the α-PVDF a) with atoms in space and the relative charge dispositions and b) the simplified sketch of the PVDF macromolecule.
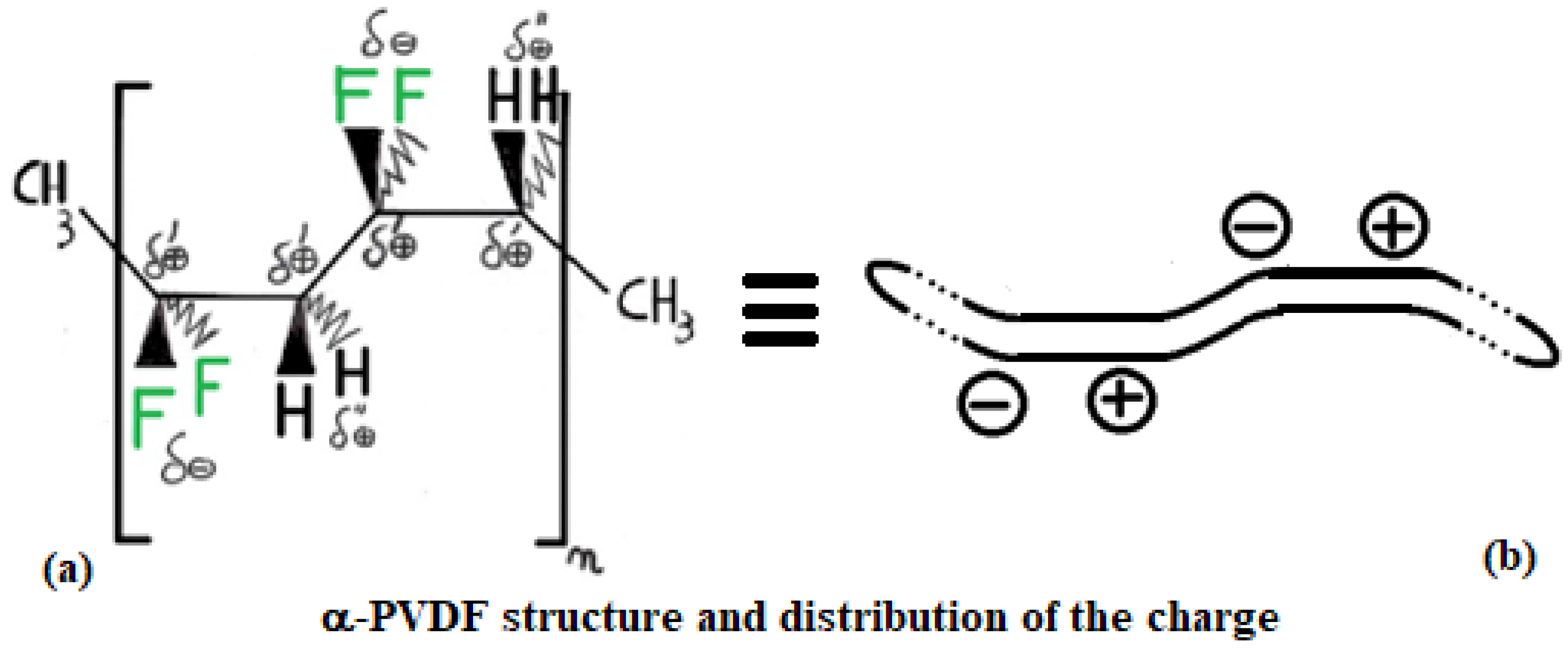
Figure 5.
The structure of the β-PVDF a) with atoms in space and the relative charge dispositions and b) the simplified sketch of the PVDF macromolecule.
Figure 5.
The structure of the β-PVDF a) with atoms in space and the relative charge dispositions and b) the simplified sketch of the PVDF macromolecule.
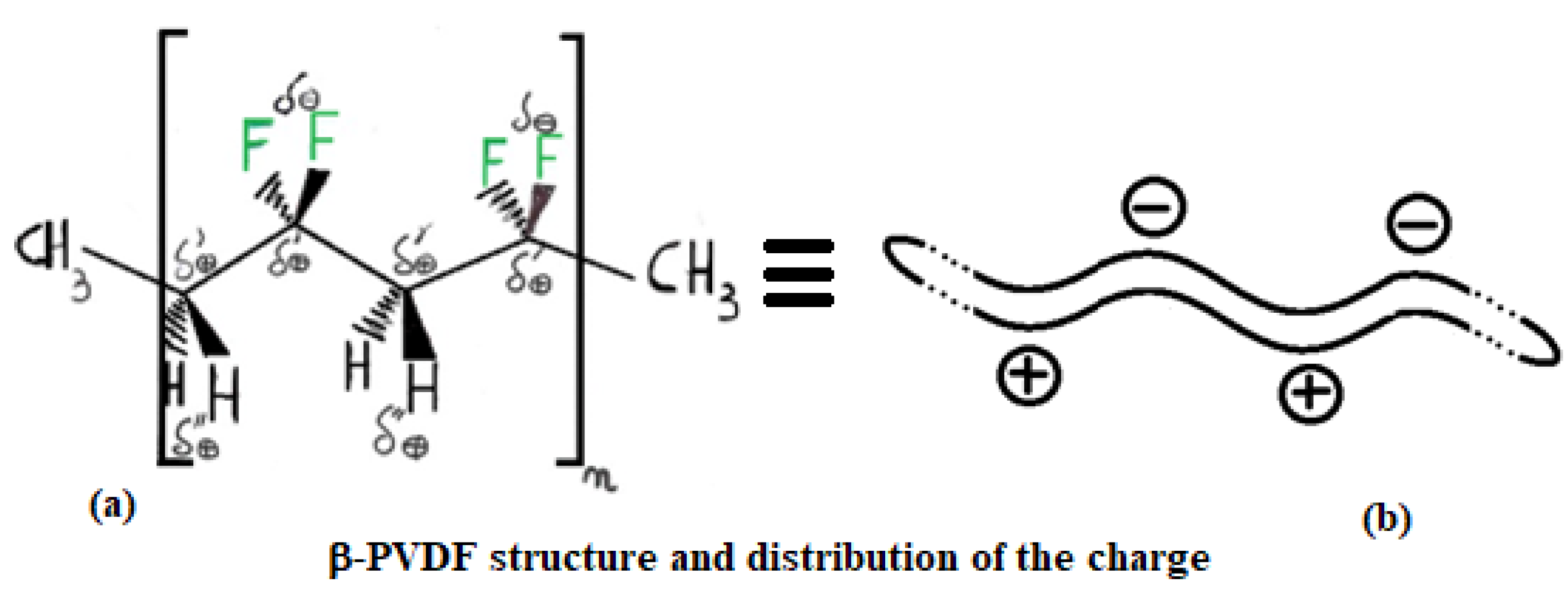
Figure 6.
The real position of charges in each structure, from the top to the bottom respectively PE, α-PVDF and b-PVDF.
Figure 6.
The real position of charges in each structure, from the top to the bottom respectively PE, α-PVDF and b-PVDF.
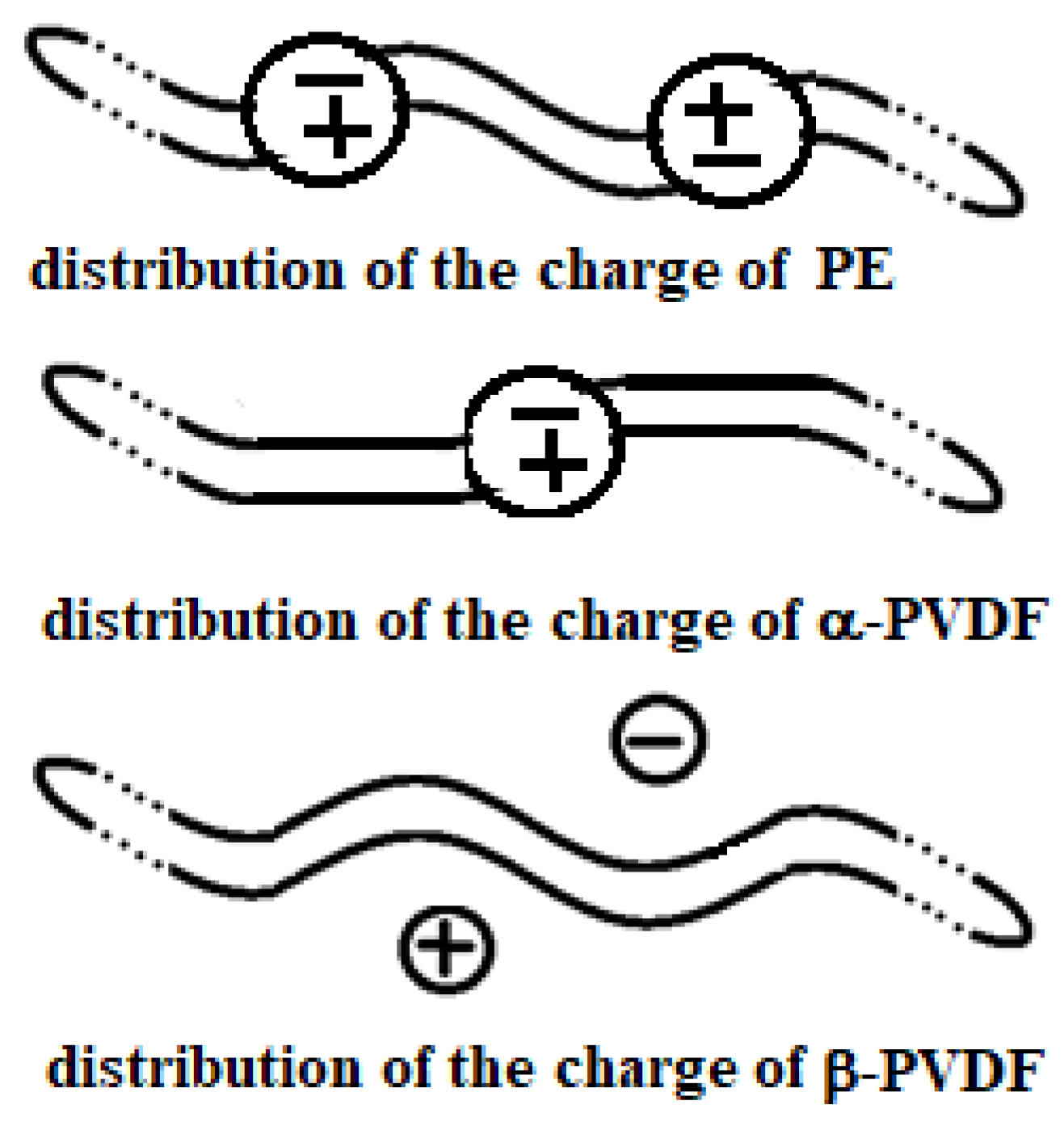
Figure 7.
a) IR image of the lab-scale mold during MW-heating and b) objects prepared by laboratory MW-assisted RM with different plastic materials in pellets or powder. From the top left to the bottom: PBE003 (pellets), recycled PP (pellets), PLA (pellets), LDPE (powder), PVDF (powder) and Mater Bi (pellets).
Figure 7.
a) IR image of the lab-scale mold during MW-heating and b) objects prepared by laboratory MW-assisted RM with different plastic materials in pellets or powder. From the top left to the bottom: PBE003 (pellets), recycled PP (pellets), PLA (pellets), LDPE (powder), PVDF (powder) and Mater Bi (pellets).
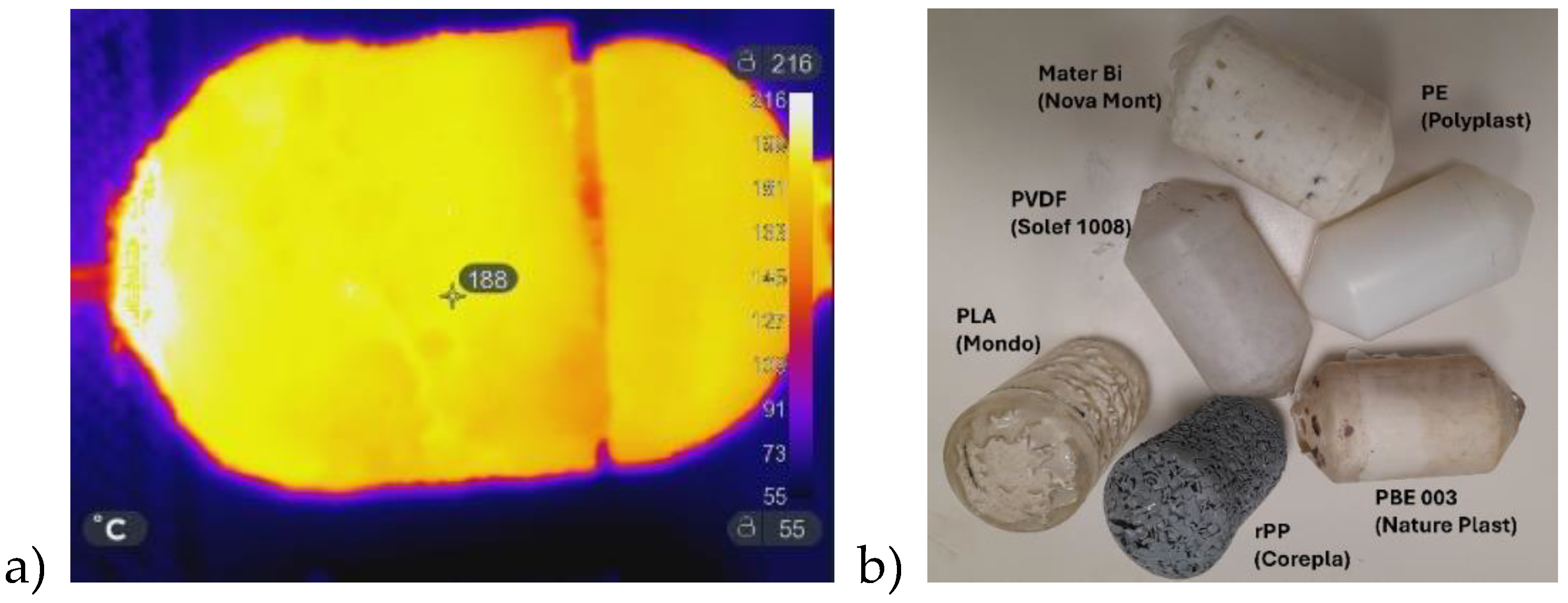
Figure 8.
a) Front view of the MW oven industrial prototype, b) several products prepared with the prototype, c) and d) IR images of the sphere and pinguin molds during the MWH process and e) and f) the finished products, the sphere and the penguin, during the discharge process from the respective molds.
Figure 8.
a) Front view of the MW oven industrial prototype, b) several products prepared with the prototype, c) and d) IR images of the sphere and pinguin molds during the MWH process and e) and f) the finished products, the sphere and the penguin, during the discharge process from the respective molds.
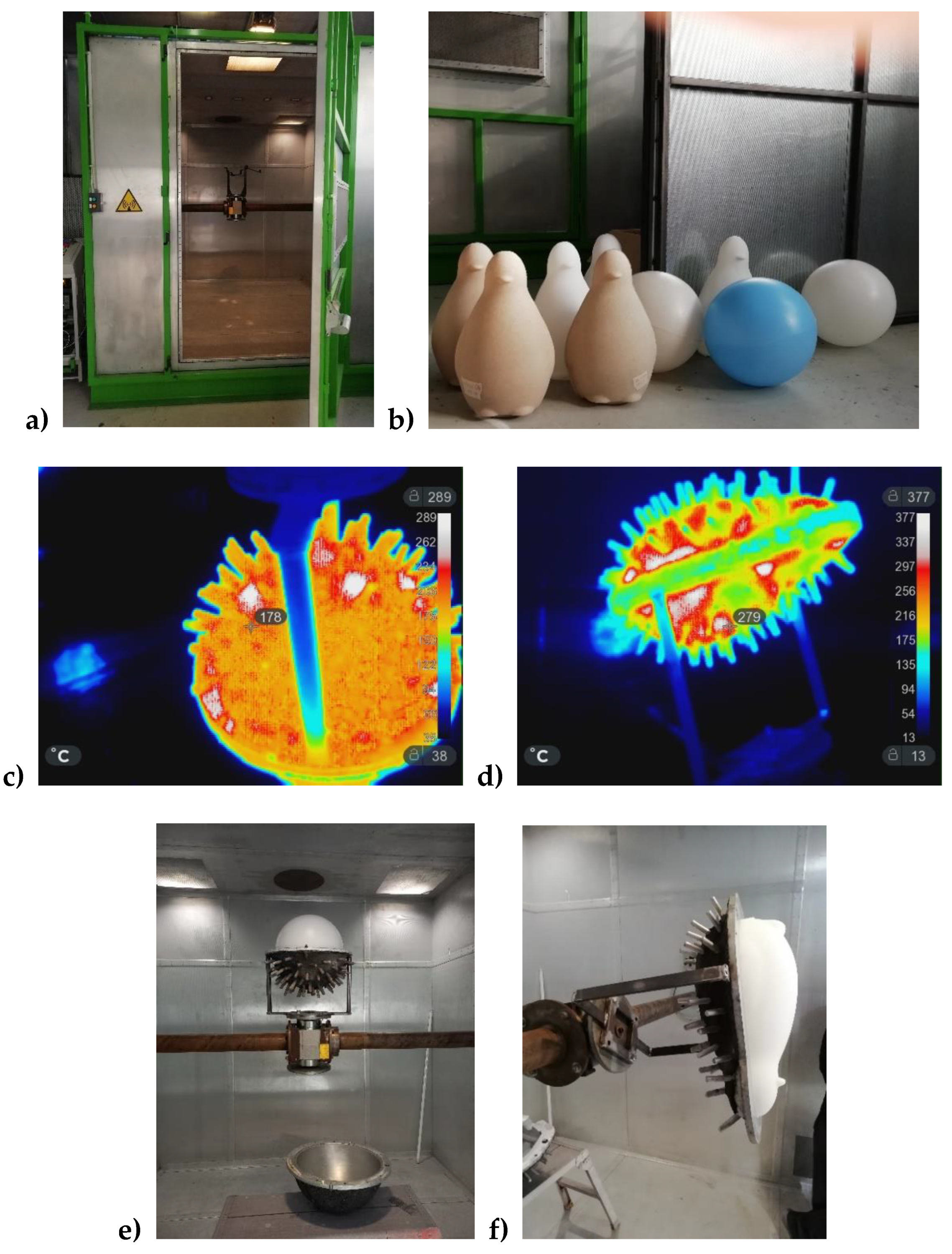
Figure 9.
a) 25 mL glass jar with a metal cap before the MW expansion process of 10 mL WG and b) after the expansion in limited volume. Process performed by MWH (2.45 GHz) at 750 W for 10 minutes.
Figure 9.
a) 25 mL glass jar with a metal cap before the MW expansion process of 10 mL WG and b) after the expansion in limited volume. Process performed by MWH (2.45 GHz) at 750 W for 10 minutes.
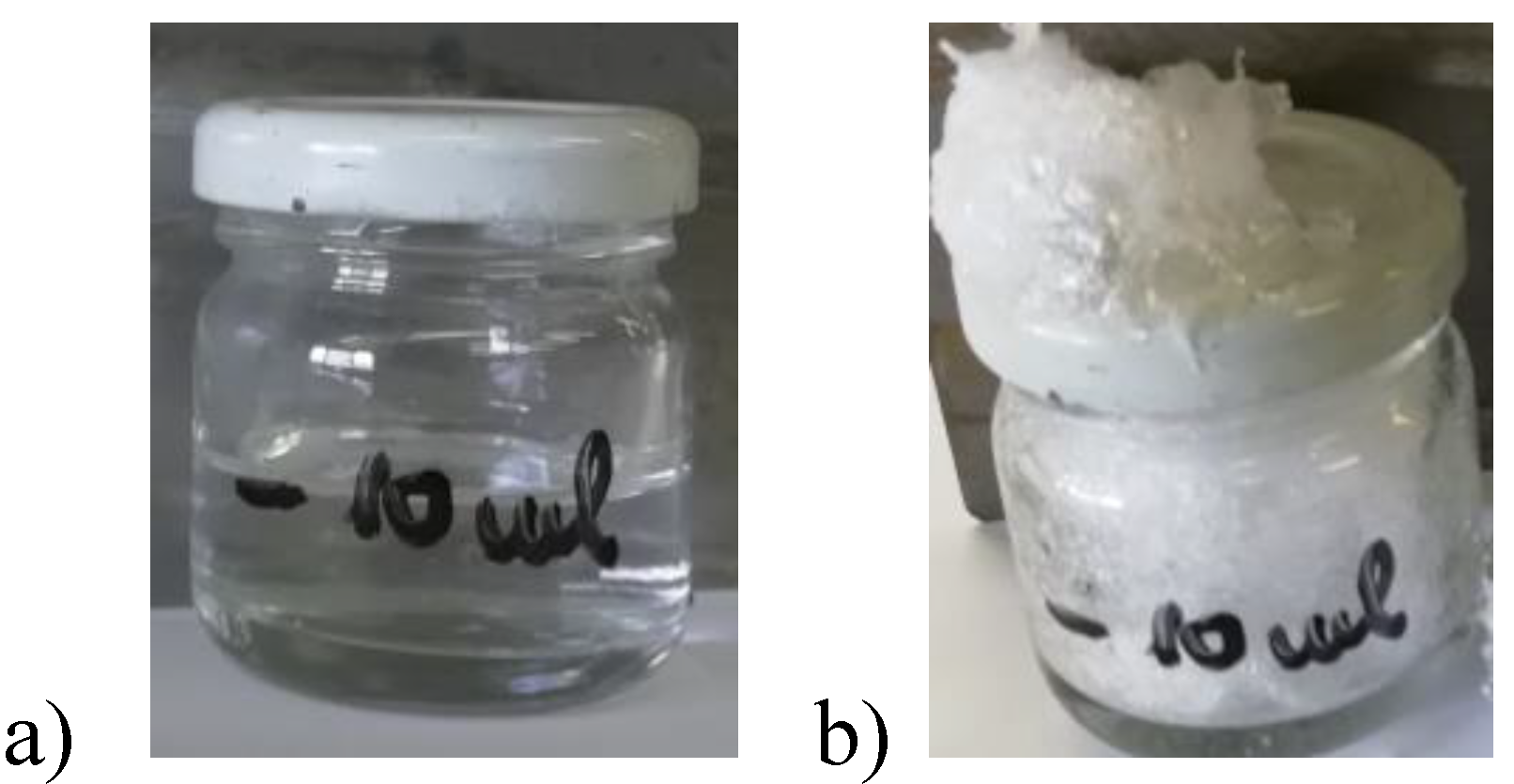
Figure 10.
IR thermal image of sample prepared in a) 50 ml Falcon test tube and b) in an open silicon mold.
Figure 10.
IR thermal image of sample prepared in a) 50 ml Falcon test tube and b) in an open silicon mold.
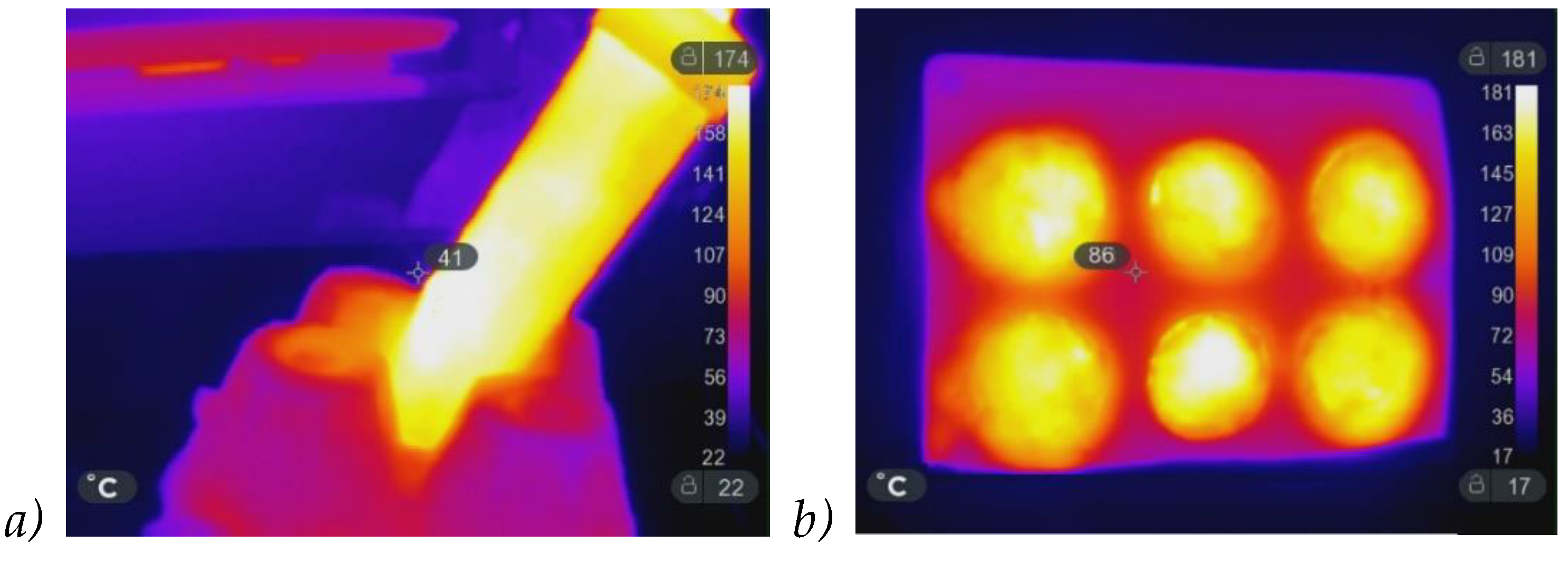
Figure 11.
SEM images of MWH WG and MWH composite of egg white proteins and HAp.
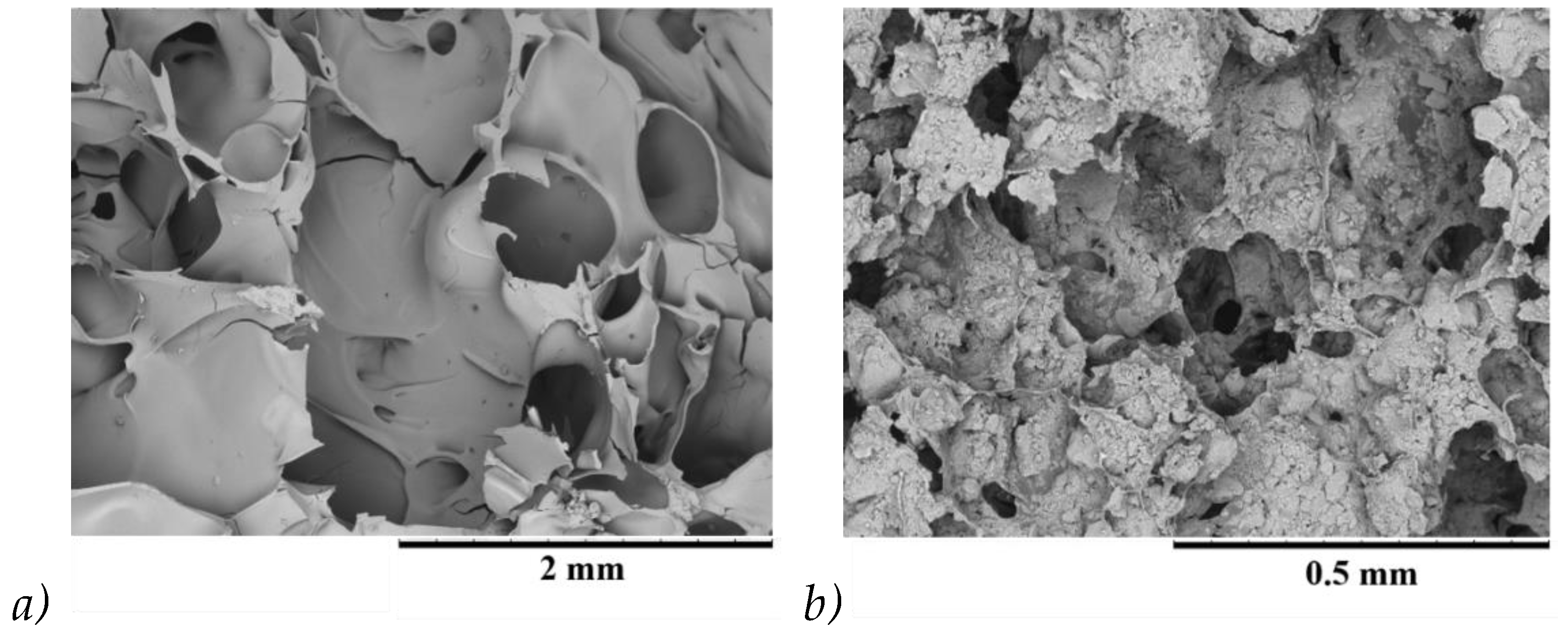
Figure 12.
a) Silicon mold used for the MW-assisted sintering process of cork panel, b) cork panel, and c) wood panel subjected to an external flame (visible in the bottom right corner of each image).
Figure 12.
a) Silicon mold used for the MW-assisted sintering process of cork panel, b) cork panel, and c) wood panel subjected to an external flame (visible in the bottom right corner of each image).
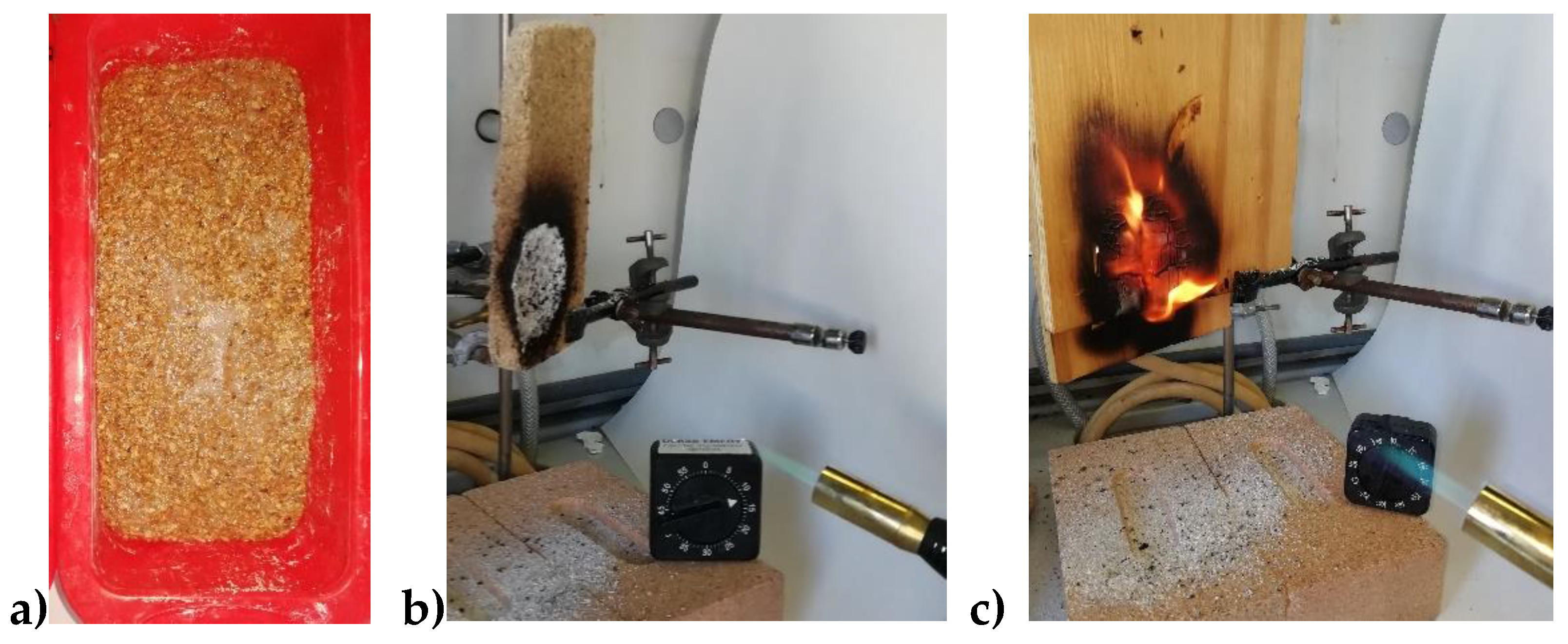
Figure 13.
EPS beads before and after the MW-assisted expansion process.
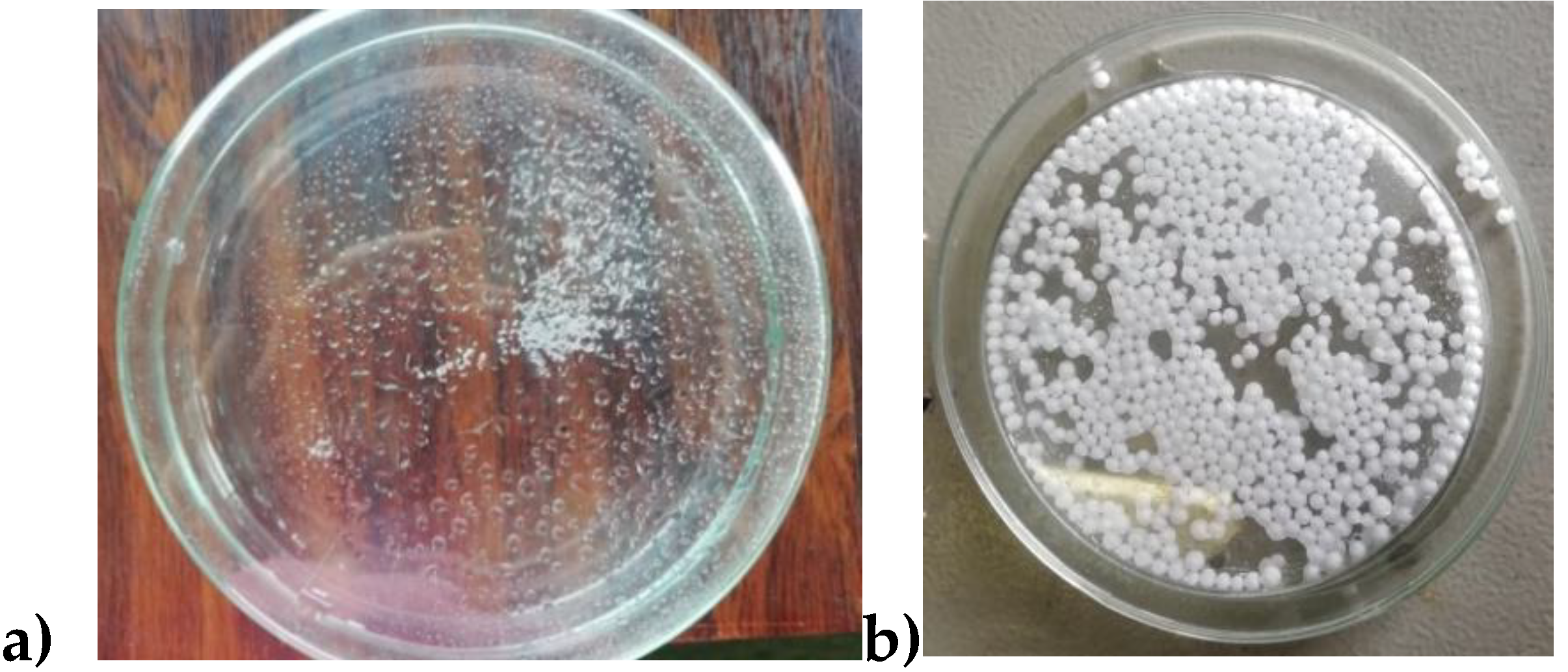
Figure 14.
Volume occupied by EPS beads before and after the MW-assisted heating.
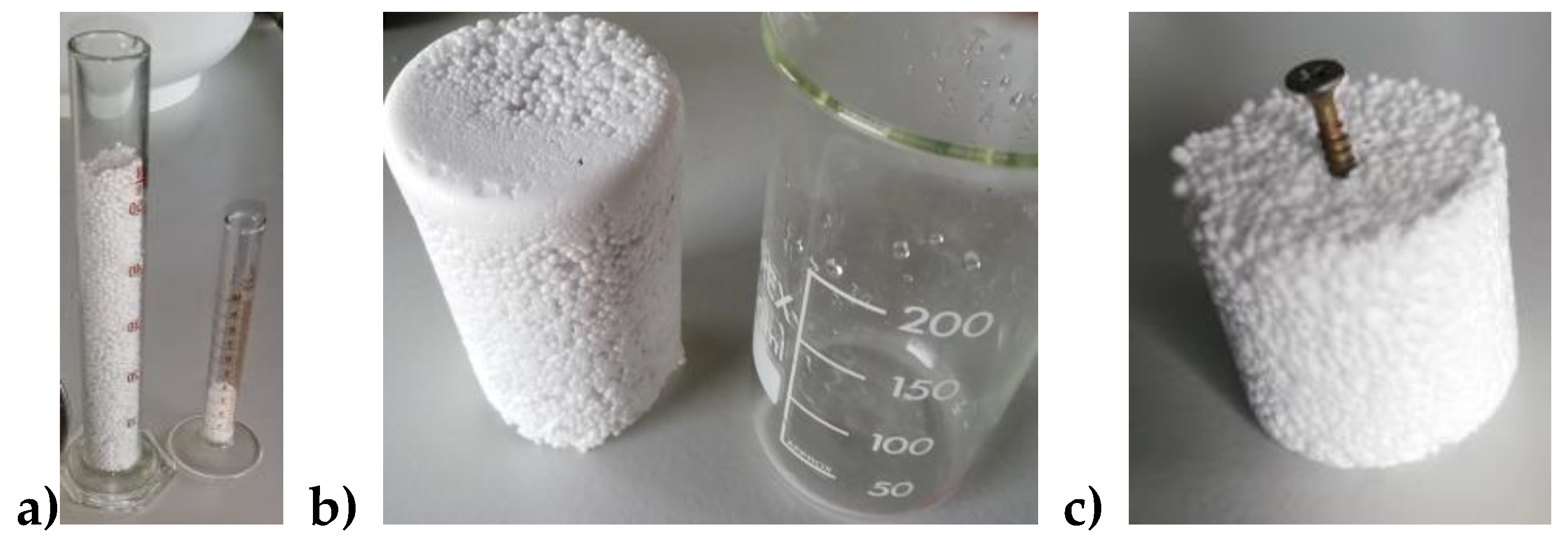
Figure 15.
a) Silicon mold with the rEPS-WG-Fe2SiO4 composite, b) IR image during MW-sintering process and c) the composite adhering to a NdFeB magnets.
Figure 15.
a) Silicon mold with the rEPS-WG-Fe2SiO4 composite, b) IR image during MW-sintering process and c) the composite adhering to a NdFeB magnets.

Figure 16.
PVDF-piezoelectric composite device a) before and b) after assembling.
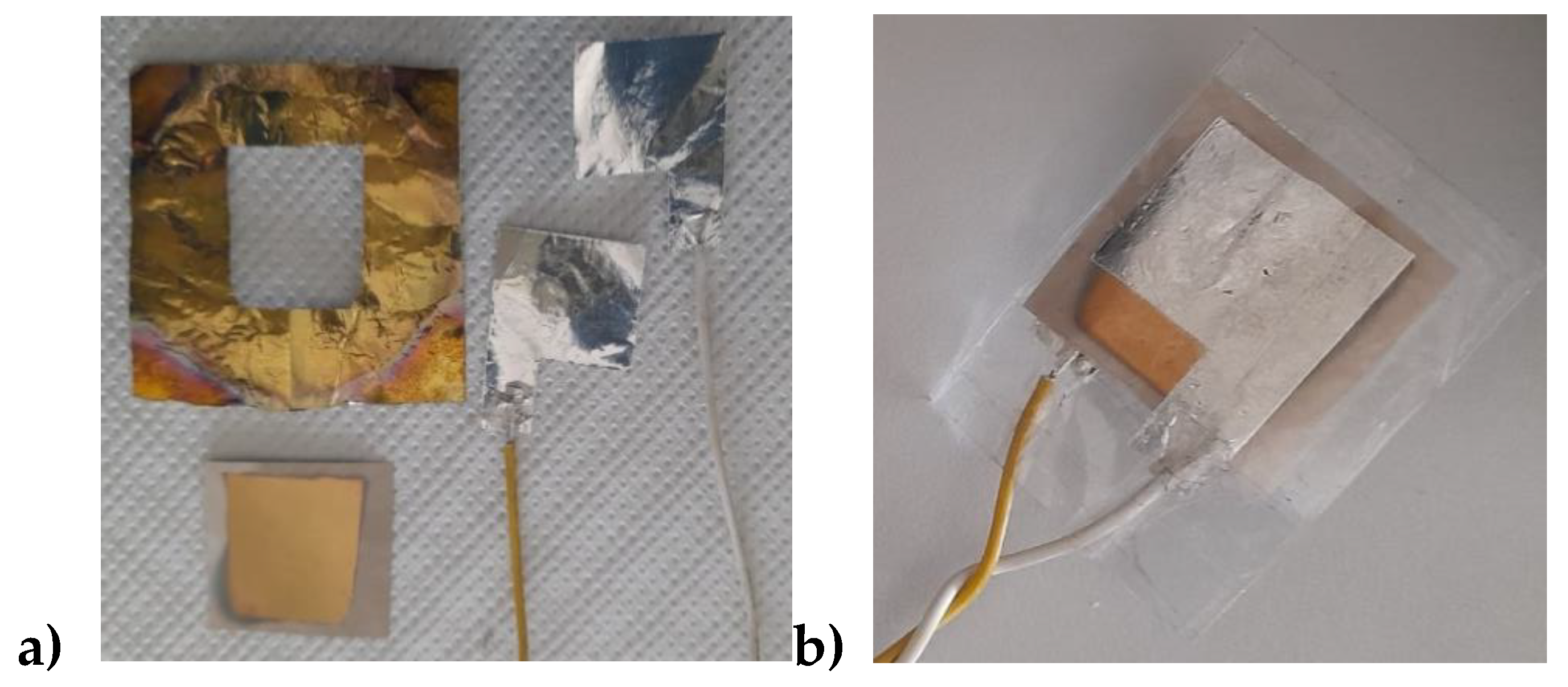
Figure 17.
Final configuration of the device a) 3 PVDF-BT layers alternated with 4 Al foils assembled in parallel configuration (5 cm x 5 cm) and b) single PVDF-BT layers with 2 Al foils (15 cm x 15 cm).
Figure 17.
Final configuration of the device a) 3 PVDF-BT layers alternated with 4 Al foils assembled in parallel configuration (5 cm x 5 cm) and b) single PVDF-BT layers with 2 Al foils (15 cm x 15 cm).
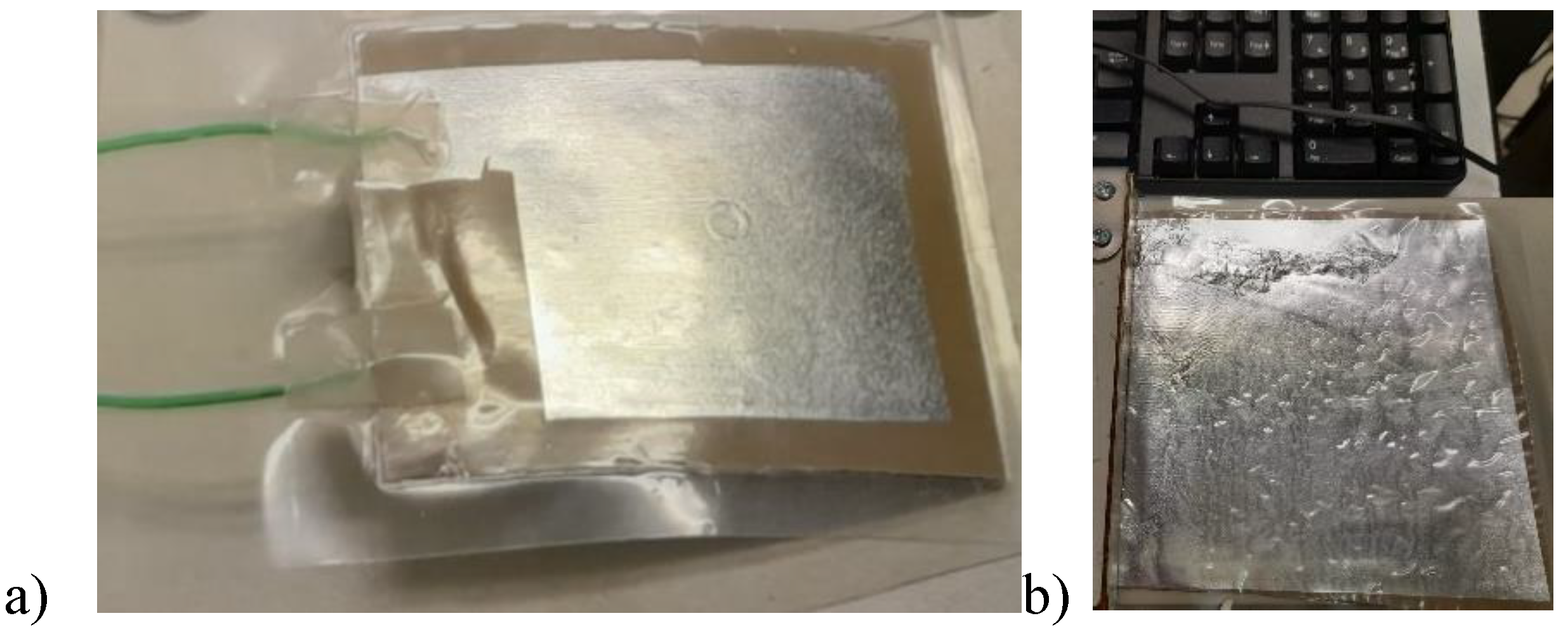
Figure 18.
Potential difference measurements as a function of the time for the PVDF-30%BT devices compared to a traditional Lead Titanate Zirconate (PZT) device.
Figure 18.
Potential difference measurements as a function of the time for the PVDF-30%BT devices compared to a traditional Lead Titanate Zirconate (PZT) device.
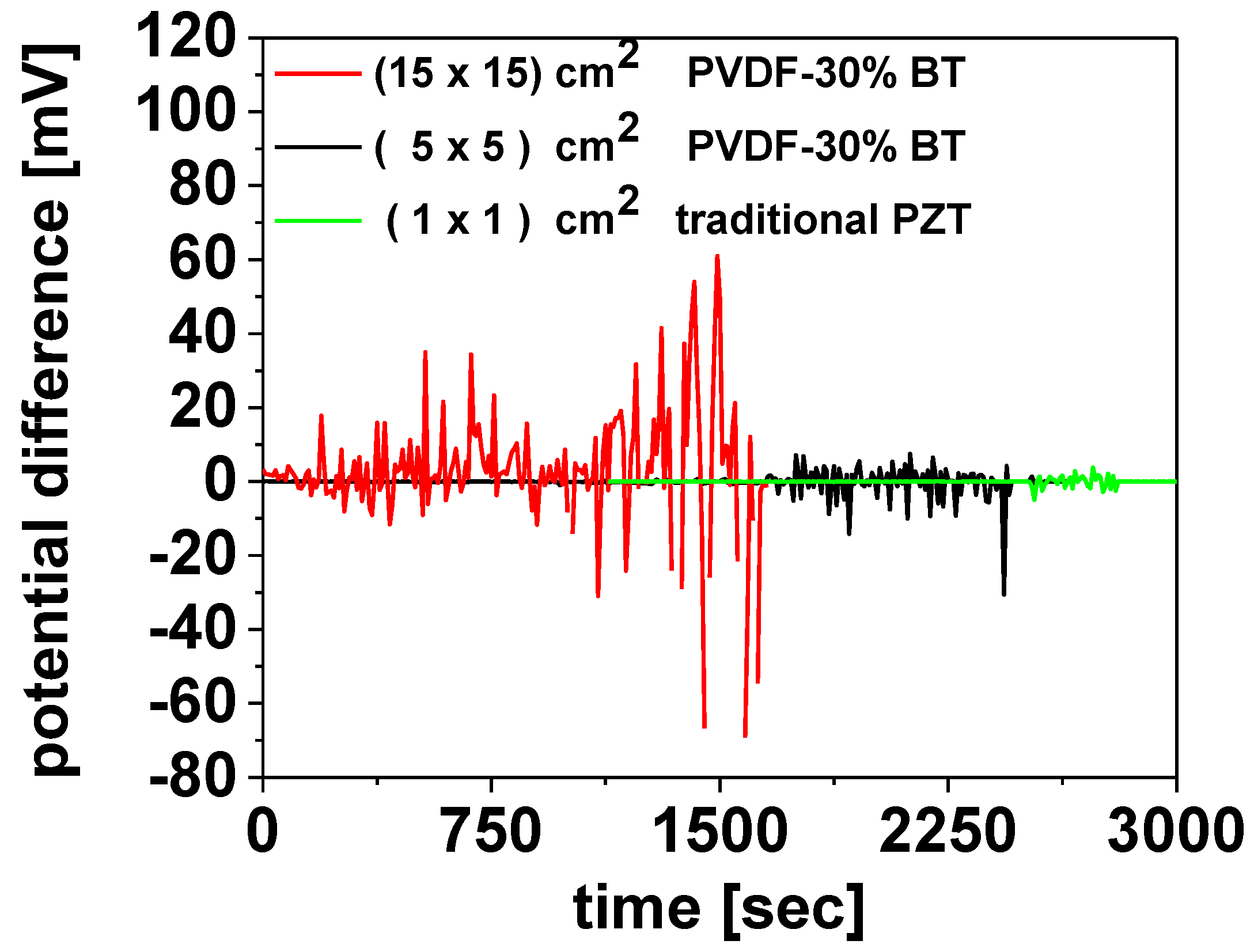
Figure 19.
a) The IR image of the crucible inside the MW oven. b) Thermal profile of the MW-assisted MgB2 synthesis. The inset of Figure b) represents a magnification of the graph to better follow the changes between minutes 1 and 5.
Figure 19.
a) The IR image of the crucible inside the MW oven. b) Thermal profile of the MW-assisted MgB2 synthesis. The inset of Figure b) represents a magnification of the graph to better follow the changes between minutes 1 and 5.
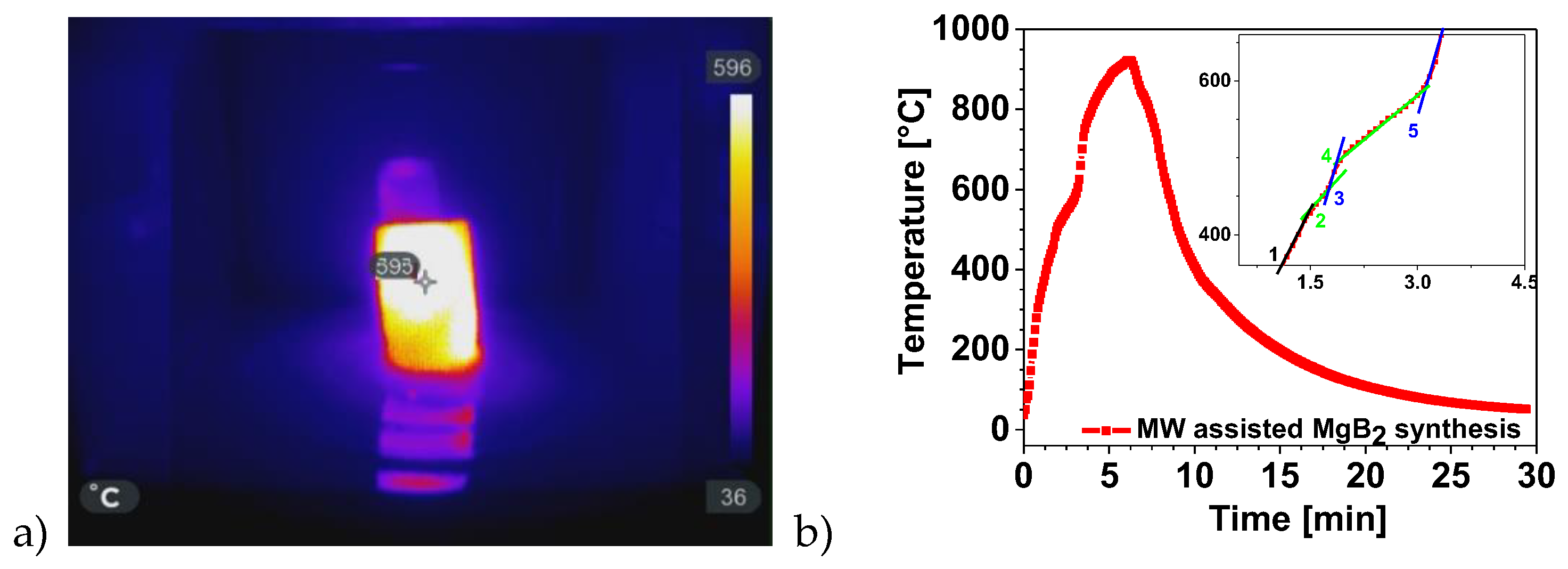
Figure 20.
Thermal profile of MW-assisted MgB2 synthesis compared to the same process in an electrical furnace [32] at a) low temperature and b) at high temperature.
Figure 20.
Thermal profile of MW-assisted MgB2 synthesis compared to the same process in an electrical furnace [32] at a) low temperature and b) at high temperature.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



