Submitted:
05 November 2025
Posted:
05 November 2025
You are already at the latest version
Abstract
Leading-edge erosion (LEE) of wind-turbine blades, driven primarily by high-velocity rain, particulate impingement, and environmental ageing, remains one of the most pervasive causes of performance loss and maintenance cost in offshore and onshore wind farms. Self-healing coatings, which autonomously or semi-autonomously restore barriers and mechanical function after damage, promise a paradigm shift in blade protection by combining immediate impact resistance with in-service reparability. This review surveys the state of the art in self-healing coating technologies (intrinsic chemistries such as non-covalent interactions or dynamic covalent bonds; extrinsic systems including micro/nanocapsules and microvascular networks) and evaluates their suitability for anti-erosion, mechanical robustness, and multifunctional protection of leading edges. The outcome of the theoretical, experimental, modeling and field-oriented studies on the leading-edge protection and coating characterisation to identify which self-healing concepts best address the simultaneous demands of toughness, adhesion, surface finish, and long-term durability required by wind blade applications. Key gaps are highlighted, notably trade-offs between healing efficiency and mechanical toughness, challenges in large-area and sprayable application methods, and the need for standardised characterisation and testing of self-healing coating protocols. We propose a roadmap for targeted materials research, accelerated testing, and field trials. This review discusses recent studies to guide materials scientists and renewable-energy engineers toward promising routes to deployable, multifunctional, self-healing anti-erosion coatings, especially for wind-energy infrastructure.
Keywords:
self-healing coatings
; wind turbine blades
; leading-edge erosion
; extrinsic coating systems
; intrinsic coating systems
; microcapsule systems
; dynamic covalent bonds
; polyurethane coatings
; renewable energy materials
1. Introduction
Wind energy is an integral pillar of the global transition to low-carbon energy, but the operational reliability and lifetime performance of wind turbines remain constrained by coating-level degradation mechanisms, LEE, and surface pitting of rotor blades, as well as the high costs associated with these issues (Figure 1). Minor failures, mainly surface erosion, occur twelve times more frequently than structural failures and are the leading cause of unplanned repairs [1]. LEE arises when working under harsh environmental conditions, such as water droplets, sand, dust, hail, and ice impinging on the blade leading edge at relative velocities that cause progressive material removal, surface roughening, and eventually structural exposure of the blade shell and underlying composite laminate. The aerodynamic consequences of LEE include increased surface roughness, reduced lift and increased drag, and measurable annual energy production (AEP) losses; in some sites, LEE requires routine repairs and localised replacements within a few years of service [2,3,4,5].
Conventional mitigation strategies rely on sacrificial polyurethane overlays, hard elastomeric coatings, or protective tapes and leading-edge shields [8,9]. These approaches provide short-term protection but have limits: sacrificial layers must be replaced frequently, hard coatings can suffer rapid crack initiation under cyclic impact, and many coatings trade off surface finish or adhesion for hardness, which reduces aerodynamic performance or promotes delamination under cyclic loading [10,11]. Moreover, blade-scale repair logistics (Access by rope-access teams, robotics and drones, nacelle-based repairs, or blade removal; Figure 2) are costly and can require significant downtime. Consequently, materials that combine impact/erosion resistance with the ability to autonomously heal small cracks and restore surface integrity in situ would substantially reduce operating expenditure and increase blade service life [12,13,14].
The recent development of composite materials for wind turbine blades, composed of laminated composites such as glass-, carbon-, or basalt-fibre-reinforced thermosets, or a thermoplastic matrix such as epoxy, polyester, or Elium, offers high strength-to-weight ratios with the recent increase in blade size [20,21,22]. The substrate serves as the structural core, providing rigidity and load-bearing capacity. Coating systems for WTBs are typically composed of multiple layers, most commonly a three-part structure consisting of a filler, primer, and protective coating (also called a topcoat). In some cases, the putty filler, usually applied to fill surface pinholes, may be cancelled to enhance adhesion between the primer layer, the underlying substrate, and the protective topcoat above. In general, the putty filler and LEP coating (Figure 3) are applied to achieve smooth aerodynamics and shield the blade surface from erosion, UV radiation, and environmental degradation. Blade leading edges are especially vulnerable [23,24,25]. Various coating application techniques can be used for WTBs, including spray, roller, and trowel [26]. The laminate, filler, and coating blade layers are subject to harsh environmental and operating conditions, especially at the blade tip. As the blade tip rotates, it faces heavy rain or airborne particles; the relative velocity is high, and droplet or particle impact acts like sandblasting, causing material removal, surface roughening, and aerodynamic losses. Conventional protective coating systems typically comprise a primer layer bonded to the blade composite, an intermediate filler or putty layer to smooth the surface, and a topcoat that provides abrasion resistance, UV protection and aesthetic finish. For example, PU coatings are commonly selected for their flexibility and abrasion resistance [27,28].
Advances in micro/nanocapsule engineering (shell design, core chemistry, stimuli-triggered release), multifunctional nanocomposite toughening (silica, graphene derivatives, and ceramic fillers), and dynamic polymer networks (vitrimers, reversible covalent chemistries) have improved healing efficiency and mechanical performance in separate studies [13,31,32]. Furthermore, applied research specific to wind blades, including rain-impingement testing protocols, curvature-aware erosion studies, and lifecycle assessments, has begun mapping laboratory metrics to field outcomes [33,34]. Despite this, few studies have explicitly combined validated erosion resistance, full-scale applicability, and rigorous healing metrics under representative environmental conditions. Standardised testbeds that integrate erosion, mechanical fatigue, and healing are still rare but urgently needed.
Self-healing coatings have matured considerably since early demonstrations of microcapsule-based healing systems and autonomous polymer repair [35]. Contemporary self-healing strategies fall into two broad classes. Extrinsic systems embed healing reservoirs (microcapsules, nanocapsules, or vascular networks) that release reactive agents on mechanical damage and polymerise to fill cracks; these solutions are attractive because they can deliver rapid, high-locality repair with chemistry tuned to the host matrix [13,36]. The second type is intrinsic self-healing, which relies on reversible or dynamic bonds within the polymer network, e.g., hydrogen bonding [37], supramolecular interactions [38], reversible Diels–Alder linkages [39], or associative exchange chemistries (vitrimers), lowering repeated [40], autonomous restoration of mechanical continuity often under mild thermal or environmental stimuli [41]. Additionally, room-temperature intrinsic self-healing materials offer sustainable and practical solutions. Recent advances in dynamic covalent and non-covalent bonding mechanisms have expanded their applications across coatings, electronics, energy devices, and biomaterials. Continued research is expected to further optimise these materials for versatile, real-world applications [42]. Each approach yields distinct benefits and limitations for LEE mitigation: extrinsic approaches can provide a strong initial repair agent but are single-use per damage site unless coupled with vascular replenishment, while intrinsic systems enable multiple healing cycles but historically suffer from lower virgin mechanical toughness or slower healing kinetics under ambient conditions [43]. These strategies can provide significant solutions to the coating market with anti-erosion and anti-corrosion coatings.
This review organises and evaluates the growing literature on self-healing coatings for various applications, especially through the lens of wind-blade LEE mitigation. Summarises the erosion mechanisms and includes blade-relevant testing methods.A brief survey of conventional anti-erosion coatings and their failure modes. Categorises self-healing approaches (extrinsic, intrinsic, and hybrid), in addition to focusing on materials and performance metrics most significant to blade leading edges (healing efficiency, adhesion, surface roughness, and environmental stability). Also, this review discusses practical deployment challenges, scalable application, cost, standards, and field validation. Outlines research priorities and a suggested roadmap towards deployable self-healing anti-erosion coatings. Throughout, we highlight promising chemistries, representative experimental results, and gaps where targeted research could produce rapid field benefits
2. Mechanisms of LEE
2.1. Wind Turbine Design and Blade Components
Wind turbines are classified into two primary design types: horizontal-axis wind turbines (HAWTs) and vertical-axis wind turbines (VAWTs), as shown in Figure 4a,b. The VAWT design is often seen as more suitable for urban and built-up areas because it operates more quietly than the HAWT, thanks to fewer moving parts and a lower tip-speed ratio. Unlike HAWTs, which need to continuously yaw (rotate around the vertical axis) to stay aligned with changing wind directions, VAWTs are naturally less affected by wind direction and turbulence, giving them an advantage for use in complex urban wind conditions [6]. However, it should be noted that VAWTs typically have smaller size and lower aerodynamic efficiency than HAWTs. Additionally, in built-up areas, various small-scale wind turbines can be employed, as displayed in Figure 4c–e [44,45,46,47].
Blade size HAWTs can reach lengths of around 115 metres for a 15 MW turbine (Figure 5), weighing roughly 35-45 tonnes. One 15 MW turbine can produce enough electricity in a year to power approximately 20,000 households and save around 38,000 tonnes of carbon dioxide emissions. Therefore, an offshore wind farm equipped with 15 MW turbines and a total generation capacity of 2 GW may require just over 130 turbines. This setup could produce enough electricity to power 1.5 million homes annually [48].
The main components of a WTB structure include the root, the suction-side skin (also known as the shell), the pressure-side skin, the suction-side spar cap, the pressure-side spar cap, the trailing edge (TE) web, and the leading edge (LE) web (beam is the web with spar cap and is sometimes called spar-cap box), as shown in Figure 5b and Figure 6a. The TE and LE webs connect the suction-side skin, the pressure-side skin, and the spar caps (Figure 6b). Additionally, foam is incorporated into the trailing edge to enhance structural stability and prevent buckling [49]. The internal beam, comprising webs and flanges, is typically constructed from biaxial laminate skins and a PVC foam core [50]. This beam primarily resists torsional, axial, and bending loads. The sandwich core materials commonly include balsa wood or polyethylene terephthalate (PET) foams, providing an optimal balance between stiffness and weight. The protective surface coating is generally made of polyethylene (PE) or polyurethane (PU), while lightning protection systems employ copper wiring and steel bolts to ensure electrical conductivity and structural safety [51,52].
2.2. Processes and Mechanisms of the WTBs Erosion
Wind turbines are exposed to various types of LEE, including rain erosion [53] and sand erosion [54]. In general, LEE is caused by the high-velocity impact of raindrops, hail, or insects, which strike at tip speeds exceeding 90 m/s, creating stress waves that degrade the blade surface over time. Additionally, the repeated impacts of liquid droplets, primarily raindrops, along with various environmental stressors, including hail, fluctuations in wind pressure, moisture, insects, sand, dust, ultraviolet radiation, and thermal cycling. When a raindrop hits the blade surface, it creates high contact pressures that propagate stress waves through the protective coating layers [2,55]. These dynamic stresses gradually lead to damage initiation, material deterioration, and fatigue buildup, causing pitting, coating microcracks, interfacial debonding, composite substrate cracking, and surface roughening with repeated impacts, resulting in cumulative damage and blade material loss [7,56]. Figure 7 illustrates the various damage mechanisms involved. The stress field generated by liquid impact on the coating leads to the formation of various types of cracks, including Hertzian, cone, radial, and debonding cracks [2,57].
The sand LEE occurs when sand particles carried by the wind abrade the blade surface, which acts as a micro-abrasive, gradually wearing away the coating, resulting in damage such as sand holes, cracks, and coating spalling, as presented in Figure 8 [58]. This leads to material removal, which leads to a rougher surface, reduced aerodynamic efficiency, and costly repairs [53,54].
In colder climates, ice accretion and impact can form ice, which can subsequently shed and cause brittle fractures and spallation of coatings. Additionally, frozen precipitation can act as a heavy erosive agent. Furthermore, wet ice growth usually poses a greater challenge to wind turbine operations than dry rime ice growth (Figure 9). This is mainly due to greater degradation of aerodynamic characteristics under glaze-icing conditions. Wet ice growth typically poses a greater threat to wind turbine operations than dry rime ice growth. This is primarily due to the more pronounced degradation of aerodynamic characteristics under glaze-icing conditions [59,60]. While hailstones and raindrops are relatively large particles that contribute significantly to erosion, other forms of precipitation, such as snow and drizzle, composed of soft, very fine particles, respectively, exert much milder effects and are not considered primary causes of leading-edge erosion (LEE).
Ultraviolet (UV) degradation is another concern, as UV radiation weakens polymeric bonds in coatings, initiating chain scission, embrittlement, and discolouration, thereby further increasing the mechanical wear of the WTBs [62]. Furthermore, cyclic fatigue from repeated loading due to rotational dynamics, gust variations, and droplet impacts can cause fatigue cracking, even in elastomeric coatings designed for flexibility [7,63]. These processes often work together, accelerating the progression from micro-damage to larger erosion zones.
2.3. Micromechanism of the LEE
Understanding the microscale erosion mechanisms is essential for developing effective blade protection against erosion. Mishnaevsky et al. [2] investigated the microscale of two industrially applied leading-edge coating systems (A and B) (Figure 10 and Figure 11) using SEM and X-ray computed tomography (CT) scan, since rain-erosion testing revealed distinct damage mechanisms between both coating systems. Coating A contained elongated particles (Al, Si and K) aligned parallel to the surface, where cracks initiated along particle/matrix interfaces due to stiffness mismatch. Coating B exhibited numerous bubbles and voids, where cracks propagated from surface bubbles into deeper layers.
Different forms of damage were observed on the specimens' surfaces. Coating system A contains numerous elongated particles, primarily aligned parallel to the surface. Following the rain erosion test, cracks were observed to develop along these elongated particles near the surface (Figure 12a). This cracking is likely due to differences in stiffness between the elongated particles and the surrounding matrix. In contrast, this type of cracking was not observed in coating system B (Figure 12b). Instead, coating system B exhibited numerous bubbles within both the topcoat and the putty layers (Figure 12b and Figure 13a,b). After testing, cracks were observed propagating from the surface to the bubbles in the topcoat and subsequently extending further into the putty layer. Another study by Nash et al. [64] also concluded that the presence of voids and air bubbles within the coating system is related to the application method or the mixing technique used during coating preparation. Such imperfections can act as initiation points for erosion damage to the WTBs once exposed to rain impact. As noted, the air bubbles observed under microscopic analysis originated in the coating process and later developed into pits and gouges during erosion testing. This finding highlights the importance of optimising both coating application and preparation methods to minimise bubble formation and enhance erosion resistance. Additionally, the heterogeneities, voids, and weak interfacial bonding among the top coating, the putty, and the laminate strongly influence the initiation and progression of erosion, leading to various types of damage, including cracks from voids, particle separation, and layer debonding. Consequently, improving coating manufacturing quality and uniformity is critical to enhancing rain erosion resistance of the WTBs [2,53].
3. Modelling LEE
Several factors can affect erosion rates, such as site-specific and operational parameters. Wind speed and rotational velocity determine the kinetic energy of impacting particles and droplets, directly affecting damage depth. Particle velocity and trajectory (governed by tip speed and blade pitch) control impact angle and stress distribution. Temperature and humidity influence coating stiffness and viscoelastic response; lower temperatures generally make materials more brittle, while high humidity speeds up hydrolysis and moisture-induced degradation. Environmental exposure factors such as UV intensity, precipitation frequency, and salinity also influence degradation rates and coating longevity. Understanding these factors enables predictive modelling of erosion behaviour and aids in material optimisation tailored to site-specific conditions [7,65,66,67]. Modelling LEE involves four main stages: estimating loading conditions, such as rainfall intensity and velocity; simulating droplet impact to determine pressure and time; modelling deformation and damage initiation, such as wave propagation and crack formation; and predicting long-term fatigue and material degradation, such as material loss and roughening. [55,68,69] The final step uses the insights from the modelling to inform the design and selection of new smart and protective coatings [43]. The goal is to develop more durable, resilient, and long-lasting solutions. Figure 14 presents the steps of LEE modelling to assess material performance and to design effective solutions, such as new coatings.
To complement experimental development, a wide range of computational approaches have been employed to understand and optimise self-healing processes. Atomistic simulations, such as density functional theory and molecular dynamics [70,71], have provided molecular-level insights into reversible bond dynamics and interfacial interactions within polymer matrices. Mesoscale modelling approaches, including coarse-grained molecular dynamics [72] and Monte Carlo simulations [73], enable investigation of diffusion and phase behaviour over longer timescales. At the continuum level, finite element methods (FEMs) [74,75] are extensively used to simulate mechanical damage, stress evolution, and healing kinetics under operational loading. Each computational method, however, presents trade-offs: while atomistic simulations offer high-resolution chemical detail, they are computationally intensive for large systems; mesoscale models improve scalability but may oversimplify reaction mechanisms. FEM stands out for its ability to integrate thermo-mechanical and moisture-dependent effects within a unified multiphysics framework. This capability makes FEM particularly valuable for simulating real-world conditions, such as erosion, impact, or fatigue, thereby enabling accurate prediction and optimisation of self-healing performance in advanced coating systems, such as polyurethane-urea and epoxy-based materials [29].
4. LEE and Microplastic Pollution
Wind energy requires rapid scaling, especially for offshore wind, where turbines will face harsher environmental loading. Blades can reach lengths of around 115 meters for a 15 MW turbine, weighing roughly 35-45 tonnes, and operate in harsh environments where rain, dust, and debris impact surfaces at velocities exceeding 110 m/s near the blade tips [76]. These conditions lead to progressive erosion and surface degradation, reducing aerodynamic efficiency by up to 20% and shortening the operational lifespan of turbine components, especially for offshore wind blades [43]. While composites have enabled lightweight, efficient blades, their environmental durability remains a critical bottleneck. LEE and saltwater corrosion (For offshore blades) accelerate performance losses and drive costly maintenance. In parallel, sustainability concerns are intensifying, as eroded polymers contribute to microplastic pollution, while large-scale ORE installations interact with sensitive marine ecosystems [77,78]. Addressing these challenges requires an integrated approach that couples advanced materials with environmental stewardship to mitigate losses in generating efficiency for offshore WTBs.
Despite recent progress in polyurethane (PU)-based coatings, existing blade protection systems still exhibit limited durability under combined stresses such as rain erosion, particles, and contamination. While more durable coatings offer promise, they need to be validated in harsh environments. It's also necessary to employ recyclable composites, such as acrylic-based thermoplastic liquid resin and vitrimer epoxy-based resin, in manufacturing the polymer fibre-reinforced composite (laminate) of the WTBs. These composites significantly contribute to the decarbonisation of wind energy, decrease greenhouse gas emissions, and improve sustainability. LCA studies suggest that self-healing composites, such as vitrimer-based ones, could cut the carbon footprint of blades by approximately 20% [4]; however, industrial use remains limited. Microplastic emissions from WTB erosion are a growing concern. A recent study on offshore WTBs in the Dutch North Sea estimated that a 15 MW offshore turbine with PU-based LEP releases about 240 g of microplastic emissions annually from a polyurethane-based LEP system, or around 6 kg over 25 years. Another study estimated that mass loss due to blade surface erosion for Danish wind farms ranges from 30–540 grams per year per blade; for offshore turbines, the higher end of the range is 80–1000 g/year per blade, while onshore turbines show much lower loss (8–50 g/year per blade). When scaled across wind farms, this represents an increasing environmental footprint. Ireland currently lacks site-specific estimates, and the ecological risks associated with current and future WTB microplastics in the Irish Sea and Atlantic benthic ecosystems remain unquantified. At the same time, it is crucial to incorporate both recyclable composites and anti-erosion, self-healing coatings into offshore structures. These innovations could help reduce erosion and biofouling, aligning with EU circularity goals.
The leading edge of wind turbine blades is constantly exposed to complex environmental and mechanical stresses during operation. These stresses arise from high-velocity impacts, cyclic aerodynamic loads, and long-term exposure to the elements. The combination of these factors causes progressive surface degradation, commonly known as LEE, which remains a primary cause of reduced aerodynamic efficiency and structural damage in wind energy systems [79,80]. Erosion damage typically initiates at the microscopic scale and gradually develops into pits, grooves, and significant material loss [81]. Several factors affect the erosion rate, as illustrated in Figure 15. These surface degradations alter the blade’s geometry, thereby diminishing its aerodynamic and hydrodynamic performance.
5. Conventional Protective Coatings
Protective coatings play a critical role in the durability and performance of wind turbine blades, which are exposed to harsh environmental conditions including rain erosion, sand and particle impingement, UV radiation, humidity and thermal cycling. Studies in the literature related to erosion-protective coatings find that polymer-based systems, such as polyurethane (PU), polyvinyl alcohol (PVA), polyvinylpyrrolidone (PVP), and epoxy-based films, are widely used as coatings on blade surfaces [82,83,84]. Despite recent advancements in polyurethane (PU)-based coatings, existing blade protection systems still exhibit limited durability when subjected to combined stresses, such as rain erosion, particles and contamination [43,85]. While more durable coatings hold promise, they need to be validated under harsh offshore conditions. There are several coating application methods for WTBs, including spray, roller, and trowel (Figure 16).
For wind-blade LEP, the challenge of coating materials is inherently multifunctional. The challenge is in selecting the optimum LEP system to mitigate losses in generating efficiency. Therefore, an effective protective coating required to (i) resist high-velocity droplet and particle impact (hardness and toughness), (ii) maintain low surface roughness and aerodynamic fidelity, (iii) exhibit strong adhesion to composite substrates and compatibility with common blade surface preparations, (iv) provide long-term UV, moisture and temperature stability, and (v) demonstrate healing performance that restores barrier function and surface geometry rapidly enough to prevent progressive erosion or substrate exposure [81,85,86,87]. Meeting all these criteria in a sprayable, scalable coating system with acceptable cost adds further constraints. The wind-energy context also emphasises operational metrics that laboratory work often omits, such as multi-year cyclic exposure, large-area application variability, and repair strategies suitable for blade-scale logistics [88,89].
Despite their widespread adoption, conventional coatings face several limitations. Over time, repeated exposure of WTBs to rain or particles can cause microcracks, voids, adhesion loss, and delamination between layers or at the substrate interface. These defects act as pathways for erosion escalation, leading to premature coating failure or blade surface damage [81,82,90]. Further, the increasing size of WTBs and higher tip speeds exacerbate erosion rates, making anti-erosion coatings more challenging to LEE. Application and environmental factors also affect performance: inadequate surface preparation, sub-optimal mixing or application of coating materials, or exposure to harsh conditions (offshore salt spray, extreme temperatures) reduce service life and increase maintenance burdens [85,91].
From a lifecycle and cost perspective, while conventional coatings are cost-effective relative to no protection, recurring inspections, repairs, and recoating represent significant operational expenditure for wind farms. The blade protection coating market continues to grow in response to demand for longer blade life and lower maintenance costs. In summary, conventional protective coatings remain the backbone of wind blade surface protection strategies, but as operational conditions become more severe and blades grow larger, their limitations become more apparent, underscoring the need for improved solutions [92,93,94].
Conventional coatings alone may not reliably arrest damage initiation and propagation at the blade leading edge under high-velocity rain or particle impact, especially over extended service lives. The integration of self-healing functionalities into LEP systems offers the potential to autonomously repair micro-damage, restore protective film integrity, reduce maintenance interventions and extend blade lifespan in this critical zone [95,96].
6. Smart Nano Protective Coatings
Smart coatings are advanced films and surface layers that can detect and respond to external stimuli, such as temperature, chemicals, light, or mechanical damage, through functions including self-healing, antimicrobial activity, corrosion protection, and colour-changing behaviour. They are increasingly used across renewable energy, automotive, aerospace, construction, marine, healthcare, electronics, and smart infrastructure sectors. Developments in nanotechnology, stimuli-responsive polymers, and nanoengineering drive their expansion [97,98,99]. Figure 1 presents the application of micro/nanocontainers across various fields to enhance the longevity and effectiveness of protective coatings in challenging environments [100]. Recent studies highlight promising directions for LEE mitigation. Incorporating inorganic, organic, and composite materials into the development of smart coatings is vital to advancing these coatings. Inorganic materials generally offer greater durability and resistance to environmental conditions, while organic materials provide flexibility and ease of processing [101].
Moreover, polymeric materials and their composites have significantly improved the functionality and versatility of smart coatings across a wide range of industrial applications [102,103]. Researchers can advance sustainability efforts by investigating the use of natural raw materials to improve coating degradability and by incorporating non-toxic or low-toxicity additives to reduce environmental impact. With these factors in mind, smart coating materials are set to play a transformative role in the industry, offering significant growth opportunities and expanding the market potential for innovative, eco-friendly coatings. The smart coatings market is experiencing significant growth with a projected Compound Annual Growth Rate (CAGR), generally cited between 15% and 18% (some sources indicate as high as 23.5%), and widely diverging market size estimations for 2033, typically ranging from approximately USD 13 billion to over USD 40 billion [104,105]. Overall, the strong growth indicates a robust, expanding market driven by demand for advanced materials with multifunctional properties, enhanced durability, and reduced maintenance costs across various industries.
The advent of nanotechnology has significantly advanced the coating industry by enabling the development of innovative coating formulations and multifunctional coating systems (Figure 17). Examples of nanomaterials used in these applications include carbon nanotubes (CNTs), which enhance physical strength and conductivity; nanoclays, which improve barrier performance and offer cost-effectiveness; and titanium, cerium, and zinc oxide nanoparticles, which provide excellent UV absorption due to their high efficiency and stability within the coating film [106,107,108].
7. Self-Healing Protective Coatings
Self-healing coatings are a kind of smart material that can automatically repair minor damage, such as micro-cracks, restoring the coating's integrity. Therefore, these coating systems can, to varying degrees, achieve a combination of self-healing, anti-erosion, anti-icing, omniphobic, self-cleaning, anti-staining, anti-biofouling, anti-particle/sediment erosion, and anti-friction, which can improve long-term durability and prolong the operational life of both wind and tidal turbine blades across various operating sites and environmental conditions [81,109,110]. For instance, exposure to low temperatures can cause PU coatings to transition from a ductile to a brittle state, significantly increasing their susceptibility to impact-induced damage [111]. The self-healing coatings should play a vital role in determining their resistance to rain erosion. An effective protective coating must strike a balance between hardness and elasticity. Enhanced durability relies on lower stiffness and hardness, combined with the ability to efficiently dissipate impact energy and rapidly recover its original shape. Elastic coatings, in particular, are designed to absorb impact loads and prevent the initiation of cracks during the early stages of LEE [81,112,113].
Self-healing coatings are vital for the LEP of WTBs because the high tip speeds of modern turbines cause significant erosion from rain, dust, and other particles. These coatings are designed to repair damage autonomously by initiating chemical reactions that fill cracks and restore worn surfaces. The concept is inspired by biological systems capable of self-repair, such as the natural healing of skin [29,114,115]. The smart features of self-healing protective coating systems designed for LEP can be described by three interconnected actions: sensing damage as a stimulus, activating a response by releasing healing agents, and repairing the damaged surface (Figure 18). In practical terms, these coatings work conditionally; when erosion or micro-damage occurs, the healing process is triggered. This makes them responsive and adaptable materials that preserve structural integrity over time. Self-healing coatings for leading-edge erosion combine preventive and corrective functions by embedding healing agents, erosion-resistant additives, and surface-protective features such as hydrophobic, anti-icing, or self-cleaning components within a durable coating matrix. This multifunctional design provides a sustainable and long-lasting solution for reducing erosion damage, extending service life, and lowering maintenance costs [116,117,118]. By automatically repairing damage, self-healing coatings extend the blade's lifespan and prevent performance loss, thereby reducing maintenance costs and downtime.
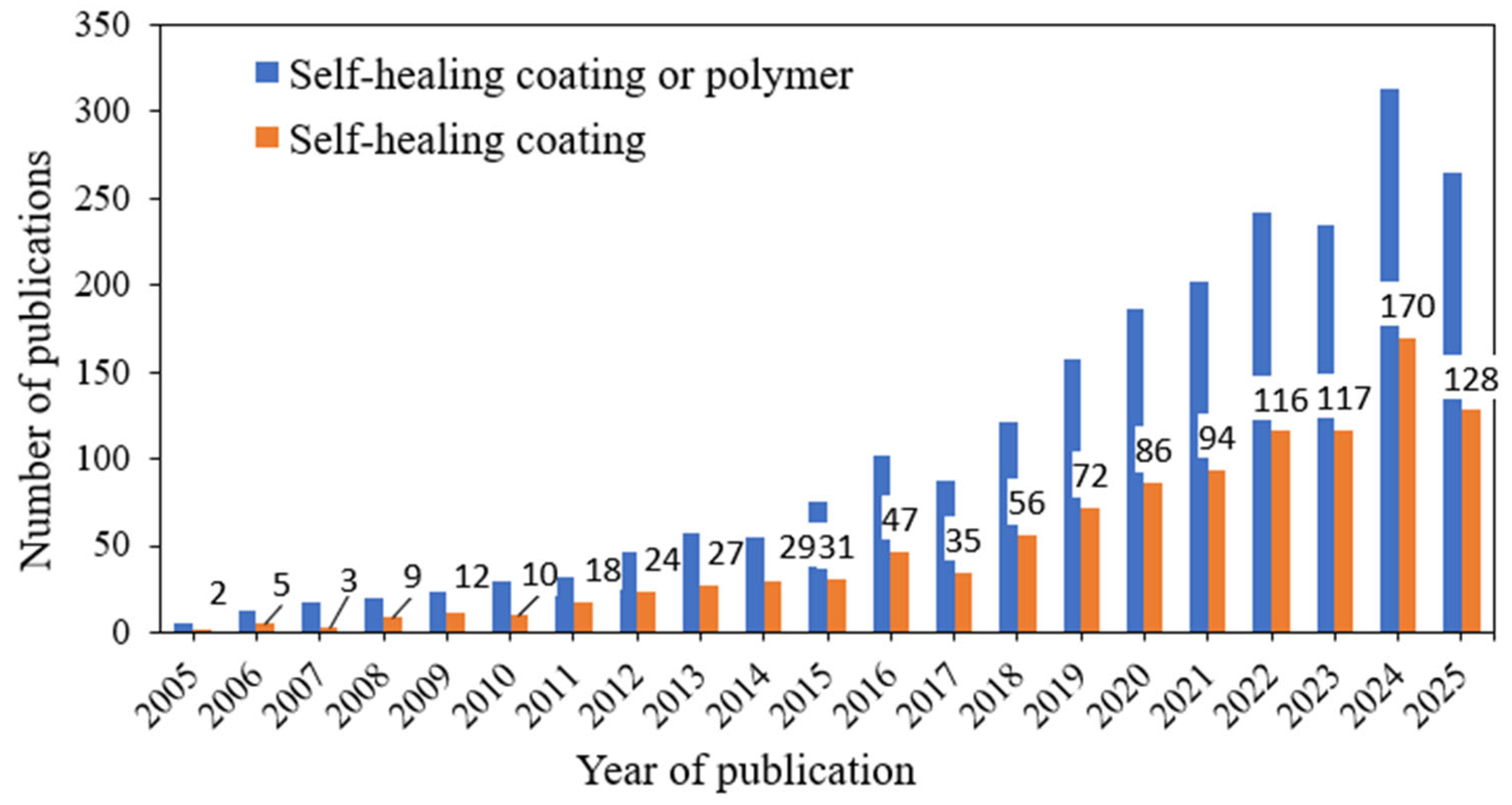
As shown in Figure 5, research on self-healing coatings has grown considerably over the past two decades, surpassing studies on both self-healing and polymer-based systems.
Figure 19.
The number of publications indexed by Scopus from 2005 to 2025 whose titles, abstracts, or keywords include the following terms (“self-healing polymer”) or (“self-healing coating”) Blue columns, and (“self-healing coating”) Orange columns, (data from Web of Science, 2025).
Figure 19.
The number of publications indexed by Scopus from 2005 to 2025 whose titles, abstracts, or keywords include the following terms (“self-healing polymer”) or (“self-healing coating”) Blue columns, and (“self-healing coating”) Orange columns, (data from Web of Science, 2025).
Self-healing coatings have evolved considerably since the first demonstrations of microcapsule-based repair and autonomous polymer restoration. Contemporary self-healing strategies are broadly classified into two main categories: extrinsic and intrinsic coating systems [35,119,120]. Extrinsic and intrinsic refer to the use of extra healing agents to facilitate self-healing [121]. Intrinsic self-healing systems, by contrast, may rely on internal chemical interaction, such as non-covalent interaction or dynamic covalent bonds within the polymer network itself. Another intrinsic self-healing system is physical supramolecular interactions (Molecular interdiffusion) [38]. Figure 20 presents a flow chart of the main self-healing coating mechanisms. Additionally, the terms “autonomous” and “non-autonomous” refer to whether the healing process occurs independently or requires external intervention. Autonomous systems can self-heal without any external stimuli, while non-autonomous systems depend on external triggers, such as heat, light, or other environmental inputs, to initiate or assist the healing process [122,123]. Extrinsic self-healing systems incorporate embedded reservoirs, such as microcapsules, nanocapsules, or vascular networks that store reactive healing agents. When mechanical damage occurs, these reservoirs rupture and release the agents, which subsequently polymerise to seal cracks and restore integrity, either autonomously or non-autonomously. These approaches enable rapid, localised repair and can be chemically tailored to complement the host matrix [13,120,124]. Figure 21 presents the mechanisms of extrinsic self-healing and intrinsic self-healing.
3.1. Intrinsic Self-Healing
Intrinsic self-healing approaches repair damage by enhancing the movement of polymer chains at the damaged site, allowing the material to flow and restore its continuity. This process depends on reversible physical or chemical interactions that enable autonomous healing. The connection between polymer architecture, mechanical performance, and healing efficiency is likely to attract more attention due to its industrial potential. Typically, these systems are activated by external stimuli such as mechanical stress, heat, light, temperature fluctuations, or pH changes. A key advantage of intrinsic self-healing coatings is their ability to undergo multiple healing cycles without requiring additional healing agents [120,126,127]. Intrinsic self-healing enables materials to recover repeatedly, often restoring their properties nearly to their original condition by reforming fractured polymer bonds. These healing mechanisms are mainly classified into molecular chain interdiffusion, segregation, and reversible bonding, whether covalent or non-covalent. Healing occurs through the movement and reconnection of polymer chains across damaged interfaces. Molecular interdiffusion and segregation facilitate entanglement and adhesion at the fracture surface. The driving forces behind these processes include concentration gradients and variations in surface tension. This molecular mobility allows effective damage recovery across various scales [120,128].
Furthermore, advances in dynamic covalent and non-covalent chemistries have significantly expanded the potential of intrinsic self-healing materials for applications in coatings, various types of polymers, composites, metal and ceramic. Continued research is focused on optimising these systems for faster healing, enhanced toughness, and long-term durability under operational conditions [129,130]. Furthermore, intrinsic self-healing coatings rely on their chemical bonds to reform when exposed to external stimuli [131]. Intrinsic self-healing materials possess inherent repair capabilities that operate without external healing agents, enabling multiple healing cycles [10]. Reversible non-covalent bonds can be incorporated onto the filler surface, enabling the fillers to act as part of the healing agent while simultaneously reinforcing the coating polymer matrix. Dynamic covalent bonds, such as imine, disulfide, and Diels–Alder (DA) crosslinks, offer an alternative approach to creating self-healing coatings [131,132,133]. These types of bonds can undergo chain-exchange reactions or molecular rearrangements when exposed to external stimuli such as light, temperature changes, or pH variations. In polyurethane urea (PUU) polymers, this behaviour can be achieved through the incorporation of dynamic covalent bonds, such as disulfide linkages or Diels–Alder linkages [39], or through reversible non-covalent interactions, including metal–ligand coordination, ionic interactions, and hydrogen bonding [37]. These dynamic linkages allow multiple autonomous healing cycles, typically activated by mild thermal or environmental stimuli [134,135]. These mechanisms are especially promising for polymer coatings that require maintaining specific functional surface chemistries.
A notable advancement in intrinsic self-healing coatings is the development of a bio-inspired MXene/polyurethane (f-MXene@PU) coating. This coating exhibits exceptional active and passive anti-corrosion performance specifically for magnesium alloys. The polyurethane matrix utilises the synergistic effects of disulfide and hydrogen bonds, allowing for autonomous self-repair at room temperature. Electrochemical analyses reveal outstanding corrosion resistance, with a remarkably low current density of 5.1×10-11 A cm-2 and a self-healing efficiency of 140%. These impressive features arise from the dynamic reversibility of the polymer's internal bonding network [136]. In a similar vein, Hu et al. designed an innovative polydimethylsiloxane (PDMS) coating cross-linked via coordination bonds between 2-(2-benzimidazolyl)ethanethiol (BET) and zinc ions. The reversible coordination interactions between zinc ions and BET ligands enable the coating to autonomously self-repair in both air and simulated seawater environments. This coating, engineered for marine applications, demonstrates excellent antifouling and self-healing capabilities in both air and simulated seawater, thanks to the reversible nature of its metal-ligand coordination bonds [137].
Experimental and modelling studies were conducted by [29,41] to establish a validated framework for designing moisture-responsive, intrinsic self-healing polyurethane-urea (PUU) coatings that can extend the operational lifespan of wind turbine blades. The 1-(2-aminoethyl)imidazolidinone (UDETA)-modified PUU coating demonstrated autonomous self-healing of surface cracks via dynamic hydrogen bonding activated by environmental humidity (Figure 22). Stress-assisted moisture diffusion accelerated healing at crack tips, achieving over 80% crack closure within 24 hours at 50% relative humidity. The computational modelling in this study and the experiments conducted by Wittmer et al. [41] confirmed that the coating maintains structural recovery without significant thermal gradients or external stimuli. The integration of Gaussian process regression and finite element modelling provided quantitative design insights for optimising UDETA content, coating thickness, and curing conditions. In general, intrinsic self-healing offers a sustainable approach to creating durable, reusable polymer-based coatings.
3.2. Extrinsic Self-Healing
While intrinsic systems are more suitable for small-scale repairs, extrinsic systems can repair larger damage up to 35 mm [138]. Extrinsic self-healing systems utilise embedded reservoirs, such as microcapsules, nanocapsules, or vascular networks that hold reactive healing agents [118,139]. When mechanical damage occurs, these reservoirs rupture, releasing the healing agents that flow into the damaged area and crosslink/polymerise to seal cracks and cure, restoring structural integrity. This method was first systematically introduced by White et al. in 2001, who pioneered the development of self-healing materials using an extrinsic microencapsulation approach that incorporated dicyclopentadiene (DCPD) microcapsules and a Grubbs catalyst [140]. This healing process can occur autonomously or be activated by external stimuli, depending on the system's design [120,141]. The most common extrinsic self-healing materials utilise encapsulated liquid healing agents or solid organic and inorganic inhibitor-functional compounds. Numerous studies have investigated strategies that employ encapsulated liquid healing agents to achieve autonomous repair functionality, especially for epoxy- and PU-based coatings [120].
Figure 23 presents conceptual models of two extrinsic self-healing coatings developed over the past few years. The first approach involves microcapsules filled with healing agents (Figure 3a,b). The healing agents, such as liquid monomers that can quickly polymerise and crosslink to form a solid, are sealed inside microcapsules synthesised by either interfacial polymerisation or the sol–gel method [142]. Although effective in producing self-healing coatings, this method has limitations: the microcapsules can be used only once, as their contents are exhausted after activation, and damage repair occurs only when cracks intersect the capsules directly [143]. The second approach mimics biological vascular systems, where healing agents are delivered through a network of microchannels or hollow fibres embedded within the coating (Figure 3c) [144]. Channel diameters range from hundreds of nanometers, as achieved with electrospun hollow fibres, to hundreds of micrometres when using glass micropipettes, glass fibres, or polymer tubes[144,145]. In this system, when a crack reaches the channel network, healing agents are transported from other regions to the damaged area, allowing the repair of larger macrocracks (Figure 3d) and enabling repeated healing at the same site. However, the vascular method also presents challenges. Proper interfacial compatibility between the tubular vessels and the polymer matrix is essential; otherwise, stress concentrations may occur, leading to cracks propagating along the interface rather than breaking the channels. This issue is particularly significant in systems with relatively large channels. Conversely, in microscopic channels, the release of healing agents can be restricted by capillary forces, thereby limiting overall healing efficiency [145,146,147].
Furthermore, although current microcapsule-based self-healing coatings perform well under favourable and standard laboratory conditions, they often fail to sustain effective repair functions in harsh environments, especially at very low temperatures, which are common in real-world applications such as wind turbine blades and aerospace structures [148]. Dong-Min et al. [149] developed a dual-microcapsule self-healing coating tailored for low-temperature conditions. In their study, the coatings were intentionally damaged at −20 °C, with silanol-terminated polydimethylsiloxane (STP) acting as the healing agent, while dibutyltin dilaurate (DD) was released from ruptured microcapsules to catalyse the repair. The healing process was successfully visualised using fluorescent dye, confirming efficient restoration at subzero temperatures.
The healing agents are sensitive to oxygen and moisture and have been effectively protected using durable shell materials such as polyurea (PU), which prevent premature degradation. Furthermore, modifying the microcapsule surface by introducing hydroxyl or amino functional groups significantly enhances their adhesion to the PU matrix, thereby addressing interfacial compatibility issues. As a result, the microcapsule approach has become a widely adopted and extensively researched method for developing extrinsic self-healing PU materials. For example, the study by Keller et al. [150] demonstrated that the effectiveness of extrinsic self-healing in erosion-resistant coatings depends strongly on the chemistry and viscosity of the healing agent. The epoxy-based coating with a single-component, isocyanate-based healing agent achieved successful self-healing, reducing mass loss by nearly 300% compared to a non-healing control. In contrast, the elastomeric poly(dimethyl siloxane) (PDMS)-based system failed to heal effectively due to its high viscosity and slow reaction kinetics. The study further showed that solvent-based healing was ineffective under erosive conditions. Overall, low-viscosity, reactive agents enable more efficient recovery from erosion damage in microcapsule-based coatings. A recent study in literature has pursued both chemical modifications and structural innovations to achieve significant performance improvements. For example, Liu et al. [151] developed a PU-fluorinated silicone–microcapsule–silica (PFPMS) as a superhydrophobic antifouling coating with excellent mechanical and self-healing properties. In this coating, isophorone diisocyanate (IPDI) and modified graphene oxide (PGMAm/GO) were encapsulated within PU microcapsules through in-situ polymerisation and then uniformly dispersed in an amino-terminated fluorinated polydimethylsiloxane (AHT-FPDMS) matrix. When the material is damaged, the released IPDI reacts quickly with the amino groups in the matrix, enabling efficient self-healing. This process restores up to 92.21% of the original tensile strength and 94.35% of the elongation at break within just 30 minutes.
3.3. Characterisation and Testing of Self-Healing
To assess healing efficiency and long-term durability, various characterisation and testing techniques for self-healing coating involve a combination of mechanical, chemical, electrochemical, microscopic and environmental analyses. Mechanical tests, including pull-off adhesion and scratch resistance, quantify the coating’s restored mechanical integrity and hardness. Electrochemical techniques, including electrochemical impedance spectroscopy (EIS) and potentiodynamic polarisation, provide insights into the corrosion resistance and barrier properties of healed coatings over time. Microscopic characterisation methods, such as scanning electron microscopy (SEM), optical microscopy, CT-scanning, and fluorescence imaging, are employed to observe crack closure, surface morphology, and distribution of healing agents and to assess coating homogeneity. Surface characterisation techniques such as contact angle goniometry determine surface energy and wettability, which influence healing agent diffusion and adhesion recovery. Dynamic Mechanical Analysis (DMA) provides insights into viscoelastic behaviour, including storage modulus and energy dissipation during healing. Environmental and ageing tests, such as salt spray exposure, UV radiation, and thermal cycling, are performed to simulate real operating conditions and assess the durability of the self-healing mechanism under long-term or harsh environments. In addition, several rain erosion resistance test methods, such as the pulsating jet erosion test (PJET) (Figure 24), drop impact erosion mill (DIEM) test (Figure 24), or the whirling arm rain erosion (WRRE) (Figure 25) test, and simulate real operational conditions to evaluate the coating’s self-healing response under repeated waterdrop impact loading [152,153,154,155,156,157]. These complementary techniques offer a comprehensive understanding of the coating’s self-healing performance and reliability.
8. Challenges and Outlook
Advancing the technology readiness levels (TRLs) of solutions to mitigate or reduce LEE requires multidisciplinary research spanning four interconnected themes (Figure 26). Theme 1 addresses the atmospheric drivers of LEE, requiring focused research in atmospheric science to characterise the environmental conditions that contribute to erosion. Theme 2 concentrates on the detection and quantification of blade damage, utilising advances in imaging, image processing, and acoustic monitoring. Theme 3 examines blade response, redesign, repair, and protective strategies, involving materials science expertise and various rain erosion testers (RETs) to develop and validate durable solutions. Theme 4 investigates aerodynamic performance deterioration caused by LEE, encompassing aerodynamic studies to evaluate flow alterations and estimate related power losses. Across all four themes, ongoing progress depends on improvements in computational modelling, data analytics, and advanced measurement technologies. A brief overview of each theme is provided in Figure 26 below [33,160].
Another significant challenge in the field is the standardisation and certification of self-healing coatings. Currently, there is no unified framework to evaluate functionality, durability, biocompatibility, or recyclability. The absence of consistent testing protocols makes it difficult to compare results across studies and products. This lack of standardisation ultimately hinders large-scale commercialisation and market acceptance of self-healing coatings [35,161].
The integration of multifunctional features, such as self-healing and anti-erosion properties, significantly enhances resistance to environmental and operational conditions. This is achieved by enabling real-time monitoring of coating integrity and enhancing the manufacturing and application processes [81,162]. However, extrinsic self-healing coatings face several challenges. The complexity and high cost associated with fabricating and encapsulating micro- or nanocontainers limit large-scale production and commercialisation. Another major limitation of active erosion and corrosion protection is the finite lifespan of the self-healing mechanism. Once the active agents are depleted, the coating loses its self-repair ability.
Future research should focus on developing novel healing mechanisms and optimising strategies to maximise self-healing efficiency without compromising material properties. Concentrate on overcoming these challenges to improve efficiency and promote industrial adoption. Moreover, simplifying synthesis procedures and adopting environmentally friendly, green processes are essential to accelerate the practical implementation of self-healing materials. Exploring various self-healing strategies, especially those based on detection, actuation, and healing principles, such as improving system durability, simplifying fabrication methods, and hybrid approaches integrating multiple self-healing mechanisms, could be highly beneficial. For instance, incorporating visual damage-detection features, such as colourimetric changes in self-healing coatings, may provide practical solutions [120,163,164,165].
9. Conclusions
Erosion and corrosion are among the most widespread and costly challenges across various industries, leading to significant economic and environmental impacts. Self-healing coatings, through both intrinsic and extrinsic mechanisms, can autonomously repair surface damage, thereby improving material resilience and sustainability. Despite existing challenges, these coatings have considerable potential to extend equipment lifespan and lower maintenance costs, making them especially valuable in high-risk environments such as the petroleum industry. This review has examined recent advances in smart self-healing coating technologies aimed at reducing LEE in wind turbine blades. Both extrinsic and intrinsic healing systems offer promising strategies to prolong blade lifespan, enhance operational reliability, and cut maintenance expenses. Extrinsic approaches, based on encapsulated healing agents or vascular networks, provide rapid localised repairs but are often limited to single-use functionality. Conversely, intrinsic systems enable repeated healing through dynamic covalent or non-covalent bonds but typically demonstrate slower recovery times and lower initial mechanical toughness. Hybrid strategies that combine both mechanisms could, therefore, provide an optimal balance between responsiveness and durability.
The development of next-generation self-healing polyurethane (PU) and composite coatings has shown significant improvements in LEE resistance, adhesion, and hydrophobicity. Incorporating nanomaterials, such as graphene derivatives or silica, further boosts toughness and healing efficiency. However, major challenges remain in scaling up these technologies for large-area, curved-blade surfaces and in ensuring cost-effective, environmentally sustainable manufacturing. In particular, standardised test protocols that combine assessments of erosion, fatigue, and healing under realistic operational conditions are urgently needed to support industrial adoption.
Future research should focus on developing multifunctional coatings that combine self-healing, anti-erosion, and anti-biofouling properties while minimising environmental impact. Integrating recyclable or bio-based polymers into coating systems aligns with global circular-economy goals and can help reduce microplastic emissions from eroded blades. Moreover, incorporating real-time damage detection features, such as colourimetric indicators or embedded sensors, could transform maintenance from reactive to predictive.
In summary, self-healing coatings represent a transformative pathway toward more durable, sustainable, and intelligent protection systems for wind turbine blades. Advancing these materials from laboratory demonstrations to field-deployable technologies will require interdisciplinary collaboration across materials science, aerodynamics, and manufacturing engineering. Achieving this transition will be pivotal to ensuring the long-term sustainability and efficiency of the global wind energy sector.
Author Contributions
Conceptualisation, M.A.; methodology, M.A. and L.M.; validation, M.A., L.M., E.T. and D.M.D.; writing—original draft preparation, M.A.; writing—review and editing, M.A., L.M., E.T. and D.M.D.; visualisation, M.A. and L.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work is funded by the GreenCompos research project supported by the Research Ireland grant Number 23/IRDIFB/12098.
Data Availability Statement
No new data were created or analysed in this study.
Acknowledgments
The corresponding author would like to express gratitude to the co-authors, Leon Mishnaevsky Jr., E.F. Tobin, and Declan M. Devine, for their valuable discussions and collaborative contributions throughout this work. The corresponding author would like to acknowledge Technological University of the Shannon (TUS) and PRISM (Polymers, Recycling, Industrial, Sustainability and Manufacturing) Research Institute for their support. The authors used ChatGPT-4o for language refinement in the manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mishnaevsky, L.; Thomsen, K. Costs of Repair of Wind Turbine Blades: Influence of Technology Aspects. Wind Energy 2020, 23, 2247–2255. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Hasager, C.B.; Bak, C.; Tilg, A.-M.; Bech, J.I.; Doagou Rad, S.; Fæster, S. Leading Edge Erosion of Wind Turbine Blades: Understanding, Prevention and Protection. Renew. Energy 2021, 169, 953–969. [Google Scholar] [CrossRef]
- McCann, G.; O’Donoghue, A.; O’Connor, F.; Monaghan, C. A Novel Solution for Preventing Leading Edge Erosion in Wind Turbine Blades, Which Is Termed LEP. SWORD – South West Open Research Deposit, Munster Technological University, Cork, Ireland, 2023.
- Keegan, M.H.; Nash, D.H.; Stack, M.M. On Erosion Issues Associated with the Leading Edge of Wind Turbine Blades. J. Phys. D. Appl. Phys. 2013, 46, 383001. [Google Scholar] [CrossRef]
- Jones, S.M.; Rehfeld, N.; Schreiner, C.; Dyer, K. The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings. Coatings 2023, 13, 1849. [Google Scholar] [CrossRef]
- Verma, A.S.; Castro, S.G.P.; Jiang, Z.; Teuwen, J.J.E. Numerical Investigation of Rain Droplet Impact on Offshore Wind Turbine Blades under Different Rainfall Conditions: A Parametric Study. Compos. Struct. 2020, 241, 112096. [Google Scholar] [CrossRef]
- Oddo, Q.L.; Ansari, Q.M.; Sánchez, F.; Mishnaevsky, L.; Young, T.M. Stress Development in Droplet Impact Analysis of Rain Erosion Damage on Wind Turbine Blades: A Review of Liquid-to-Solid Contact Conditions. Appl. Sci. 2025, 15, 8682. [Google Scholar] [CrossRef]
- Pakseresht, A.; Amirtharaj Mosas, K.K. (Eds.) Coatings for High-Temperature Environments: Anti-Corrosion and Anti-Wear Applications; MDPI: Basel, Switzerland, 2023. [Google Scholar]
- Alarifi, I.M. A Comprehensive Review on Advancements of Elastomers for Engineering Applications. Adv. Ind. Eng. Polym. Res. 2023, 6, 451–464. [Google Scholar] [CrossRef]
- Ouyang, Y.; Guo, E.; Chen, X.-B.; Kang, H.; Chen, Z.; Wang, T. Recent Progress in Protective Coatings against Corrosion upon Magnesium–Lithium Alloys: A Critical Review. J. Magnes. Alloy. 2024, 12, 3967–3995. [Google Scholar] [CrossRef]
- Firoozi, A.; Firoozi, A.; Oyejobi, D.O.; Avudaiappan, S.; Flores, E. Enhanced Durability and Environmental Sustainability in Marine Infrastructure: Innovations in Anti-Corrosive Coating Technologies. Results Eng. 2025, 26, 105144. [Google Scholar] [CrossRef]
- IEA Wind Task 46. Leading Edge Erosion Classification System; Technical Report; International Energy Agency (IEA) Wind Technology Collaboration Programme: Paris, France, 2023. [Google Scholar]
- Kartsonakis, I.A.; Kontiza, A.; Kanellopoulou, I.A. Advanced Micro/Nanocapsules for Self-Healing Coatings. Appl. Sci. 2024, 14, 8396. [Google Scholar] [CrossRef]
- Herring, R.; Dyer, K.; Martin, F.; Ward, C. The Increasing Importance of Leading Edge Erosion and a Review of Existing Protection Solutions. Renew. Sustain. Energy Rev. 2019, 115, 109382. [Google Scholar] [CrossRef]
- MİRA. WTG Operations — İzmir. Mira Rope Access. Available online: Https://Www.Mira-Ra.Com/Wtg-Operations_17_en.Html (accessed on 22 October 2025).
- JEC Group. Rope Robotics’ Wind Turbine Blade Repairs Pay off in Six Months. JEC Composites. 14 February 2023. Available Online: Https://Www.Jeccomposites.Com/News/Spotted-by-Jec/Rope-Robotics-Wind-Turbine-Blade-Repairs-Pay-off-in-Six-Months/ (Accessed On.
- Aerones. Leading Edge Repair. Available online: Https://Aerones.Com/Services/Leading-Edge-Repair/ (accessed on 21 October 2025).
- LiDAR Solutions. Wind Turbine Blade Inspection With Drone; LiDAR Solutions: Croydon VIC, Australia. Available Online: Https://Www.Lidarsolutions.Com.Au/Drone-Inspection-Services-for-Wind-Solar-Oil-and-Gas-Assets/Wind-Turbine-Blade-Inspection-with-Drone/ (.
- Heo, S.-J.; Na, W.S. Review of Drone-Based Technologies for Wind Turbine Blade Inspection. Electronics 2025, 14, 227. [Google Scholar] [CrossRef]
- Alsaadi, M.; Flanagan, T.; Fitzpatrick, D.P.; Devine, D.M. The Delamination Behaviour of Basalt Fibre-Reinforced In Situ-Polymerisable Acrylic and Epoxy Composites: A Sustainable Solution for Marine Applications. Sustainability 2025, 17, 6967. [Google Scholar] [CrossRef]
- Alsaadi, M.; Flanagan, T.; Devine, D.M. Seawater Ageing Effects on the Mechanical Performance of Basalt Fibre-Reinforced Thermoplastic and Epoxy Composites. J. Compos. Sci. 2025, 9, 368. [Google Scholar] [CrossRef]
- Alsaadi, M. A Study on the Delamination and Flexural Behavior of Carbon- and Aramid-Fiber-Reinforced Epoxy Composites with Silicon Carbide Particle Inclusions. Mech. Compos. Mater. 2022, 57, 847–856. [Google Scholar] [CrossRef]
- Kalagi, G.R.; Patil, R.; Nayak, N.; Cheng, X.; Du, B.; He, J.; Long, W.; Su, G.; Liu, J.; Fan, Z.; et al. Experimental Study on Mechanical Properties of Natural Fiber Reinforced Polymer Composite Materials for Wind Turbine Blades. Mater. Today Proc. 2018, 5, 2588–2596. [Google Scholar] [CrossRef]
- Cheng, X.; Du, B.; He, J.; Long, W.; Su, G.; Liu, J.; Fan, Z.; Chen, L. A Review of Thermoplastic Composites on Wind Turbine Blades. Compos. Part B Eng. 2025, 299, 112411. [Google Scholar] [CrossRef]
- Katnam, K.B.; Comer, A.J.; Roy, D.; da Silva, L.F.M.; Young, T.M. Composite Repair in Wind Turbine Blades: An Overview. J. Adhes. 2015, 91, 113–139. [Google Scholar] [CrossRef]
- Domenech, L.; García-Peñas, V.; Šakalytė, A.; Puthukara Francis, D.; Skoglund, E.; Sánchez, F. Top Coating Anti-Erosion Performance Analysis in Wind Turbine Blades Depending on Relative Acoustic Impedance. Part 2: Material Characterization and Rain Erosion Testing Evaluation. Coatings 2020, 10, 709. [Google Scholar] [CrossRef]
- Ansari, Q.M.; Sánchez, F.; Doménech-Ballester, L.; Young, T.M. Evaluation of Offshore Wind Turbine Leading Edge Protection Coating Failure Mode Under Rain Erosion. Procedia Struct. Integr. 2024, 52, 122–132. [Google Scholar] [CrossRef]
- Zhang, S.; Dam-Johansen, K.; Nørkjær, S.; Bernad, P.L.; Kiil, S. Erosion of Wind Turbine Blade Coatings – Design and Analysis of Jet-Based Laboratory Equipment for Performance Evaluation. Prog. Org. Coatings 2015, 78, 103–115. [Google Scholar] [CrossRef]
- Sun, Y.; Mishnaevsky, L.; Koschek, K.; Sayer, F. Self-Repairing Polyurethane–Urea Coating for Wind Turbine Blades: Modeling and Analysis. Coatings 2025, 15, 1059. [Google Scholar] [CrossRef]
- Cortés, E.; Sánchez, F.; O’Carroll, A.; Madramany, B.; Hardiman, M.; Young, T. On the Material Characterisation of Wind Turbine Blade Coatings: The Effect of Interphase Coating–Laminate Adhesion on Rain Erosion Performance. Materials (Basel). 2017, 10, 1146. [Google Scholar] [CrossRef]
- Niranjana, V.S.; Ponnan, S.; Mukundan, A.; Prabu, A.A.; Wang, H.-C. Emerging Trends in Silane-Modified Nanomaterial–Polymer Nanocomposites for Energy Harvesting Applications. Polymers (Basel). 2025, 17, 1416. [Google Scholar] [CrossRef]
- El Choufi, N.; Mustapha, S.; Tehrani B., A.; Grady, B.P. An Overview of Self-Healable Polymers and Recent Advances in the Field. Macromol. Rapid Commun. 2022, 43. [Google Scholar] [CrossRef]
- Pryor, S.C.; Barthelmie, R.J.; Coburn, J.J.; Zhou, X.; Rodgers, M.; Norton, H.; Campobasso, M.S.; López, B.M.; Hasager, C.B.; Mishnaevsky, L. Prioritizing Research for Enhancing the Technology Readiness Level of Wind Turbine Blade Leading-Edge Erosion Solutions. Energies 2024, 17, 6285. [Google Scholar] [CrossRef]
- Rasool, G.; Middleton, A.C.; Stack, M.M. Mapping Raindrop Erosion of GFRP Composite Wind Turbine Blade Materials: Perspectives on Degradation Effects in Offshore and Acid Rain Environmental Conditions. J. Tribol. 2020, 142. [Google Scholar] [CrossRef]
- Tian, W.; Deng, J.; Higazy, S.A.; Selim, M.S.; Jin, H.; Kessler, M.R. Self-Healing Anti-Corrosion Coatings: Challenges and Opportunities from Laboratory Breakthroughs to Industrial Realization. Coatings 2025, 15, 620. [Google Scholar] [CrossRef]
- Nesterova, T.; Dam-Johansen, K.; Pedersen, L.T.; Kiil, S. Microcapsule-Based Self-Healing Anticorrosive Coatings: Capsule Size, Coating Formulation, and Exposure Testing. Prog. Org. Coatings 2012, 75, 309–318. [Google Scholar] [CrossRef]
- Chen, L.; Xu, J.; Zhu, M.; Zeng, Z.; Song, Y.; Zhang, Y.; Zhang, X.; Deng, Y.; Xiong, R.; Huang, C. Self-Healing Polymers through Hydrogen-Bond Cross-Linking: Synthesis and Electronic Applications. Mater. Horizons 2023, 10, 4000–4032. [Google Scholar] [CrossRef]
- Chen, J.; Gao, Y.; Shi, L.; Yu, W.; Sun, Z.; Zhou, Y.; Liu, S.; Mao, H.; Zhang, D.; Lu, T.; et al. Phase-Locked Constructing Dynamic Supramolecular Ionic Conductive Elastomers with Superior Toughness, Autonomous Self-Healing and Recyclability. Nat. Commun. 2022, 13, 4868. [Google Scholar] [CrossRef]
- Jia, Z.; Zhu, S.; Chen, Y.; Zhang, W.; Zhong, B.; Jia, D. Recyclable and Self-Healing Rubber Composites Based on Thermorevesible Dynamic Covalent Bonding. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105709. [Google Scholar] [CrossRef]
- Yang, Y.; Urban, M.W. Self-Healing Polymeric Materials. Chem. Soc. Rev. 2013, 42, 7446. [Google Scholar] [CrossRef] [PubMed]
- Wittmer, A.; Brinkmann, A.; Stenzel, V.; Hartwig, A.; Koschek, K. Moisture-mediated Intrinsic Self-healing of Modified Polyurethane Urea Polymers. J. Polym. Sci. Part A Polym. Chem. 2018, 56, 537–548. [Google Scholar] [CrossRef]
- Chen, C.; Shen, T.; Yang, J.; Cao, W.; Wei, J.; Li, W. Room-Temperature Intrinsic Self-Healing Materials: A Review. Chem. Eng. J. 2024, 498, 155158. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Tempelis, A.; Kuthe, N.; Mahajan, P. Recent Developments in the Protection of Wind Turbine Blades against Leading Edge Erosion: Materials Solutions and Predictive Modelling. Renew. Energy 2023, 215, 118966. [Google Scholar] [CrossRef]
- Alam, F.; Jin, Y. The Utilisation of Small Wind Turbines in Built-Up Areas: Prospects and Challenges. Wind 2023, 3, 418–439. [Google Scholar] [CrossRef]
- Jin, X.; Zhao, G.; Gao, K.; Ju, W. Darrieus Vertical Axis Wind Turbine: Basic Research Methods. Renew. Sustain. Energy Rev. 2015, 42, 212–225. [Google Scholar] [CrossRef]
- Hand, B.; Kelly, G.; Cashman, A. Aerodynamic Design and Performance Parameters of a Lift-Type Vertical Axis Wind Turbine: A Comprehensive Review. Renew. Sustain. Energy Rev. 2021, 139, 110699. [Google Scholar] [CrossRef]
- Loganathan, B.; Chowdhury, H.; Mustary, I.; Rana, M.M.; Alam, F. Design of a Micro Wind Turbine and Its Economic Feasibility Study for Residential Power Generation in Built-up Areas. Energy Procedia 2019, 160, 812–819. [Google Scholar] [CrossRef]
- Department of Energy, Environment and Climate Action Victoria. What Is Offshore Wind Energy? 24 March 2025. Available at: Https://Www.Energy.Vic.Gov.Au/Renewable-Energy/Offshore-Wind-Energy/What-Is-Offshore-Wind-Energy/ (Accessed on 15 October 2025).
- Lachenal, X.; Daynes, S.; Weaver, P.M. Review of Morphing Concepts and Materials for Wind Turbine Blade Applications. Wind Energy 2013, 16, 283–307. [Google Scholar] [CrossRef]
- Morini, A.A.; Ribeiro, M.J.; Hotza, D. Carbon Footprint and Embodied Energy of a Wind Turbine Blade—a Case Study. Int. J. Life Cycle Assess. 2021, 26, 1177–1187. [Google Scholar] [CrossRef]
- Jensen, J.P.; Skelton, K. Wind Turbine Blade Recycling: Experiences, Challenges and Possibilities in a Circular Economy. Renew. Sustain. Energy Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Riley, D.-K.; Chen, Y.; Lu, C.; Mohagheghian, I.; Hassanin, H.; Sareh, P. Morphing Structural Materials Used in Wind Turbine Blades. Renew. Sustain. Energy Rev. 2025, 216, 115618. [Google Scholar] [CrossRef]
- Leon, M.; Fæster, S.; Doagou Rad, S. Mechanisms and Computational Analysis of Leading Edge Erosion of Wind Turbine Blades. IOP Conf. Ser. Mater. Sci. Eng. 2020, 942, 012025. [Google Scholar] [CrossRef]
- Liu, G.; Cen, H.; Zeng, Q.; Tian, W.; Li, L. Erosion Mechanism and Simulation Analysis of Wind Turbine Blade Coating. In Proceedings of the 2019 4th International Conference on Mechanical, Control and Computer Engineering (ICMCCE); IEEE, October 2019; pp. 1036–10364.
- Amirzadeh, B.; Louhghalam, A.; Raessi, M.; Tootkaboni, M. A Computational Framework for the Analysis of Rain-Induced Erosion in Wind Turbine Blades, Part I: Stochastic Rain Texture Model and Drop Impact Simulations. J. Wind Eng. Ind. Aerodyn. 2017, 163, 33–43. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, D.; Yang, M. Effects of Surface Curvature on Rain Erosion of Wind Turbine Blades under High-Velocity Impact. Heliyon 2024, 10, e40761. [Google Scholar] [CrossRef]
- Mishnaevsky, L. Toolbox for Optimizing Anti-erosion Protective Coatings of Wind Turbine Blades: Overview of Mechanisms and Technical Solutions. Wind Energy 2019, 22, 1636–1653. [Google Scholar] [CrossRef]
- Wang, J.; Gao, J.; Zhang, Y.; Cui, H. Analysis of the Sand Erosion Effect and Wear Mechanism of Wind Turbine Blade Coating. Energies 2024, 17, 413. [Google Scholar] [CrossRef]
- Minoofar, G.; Kandeloos, A.J.; Koochaki, M.S.; Momen, G. Progress in Icephobic Coatings for Wind Turbine Protection: Merging Chemical Innovation with Practical Implementation. Crystals 2025, 15, 139. [Google Scholar] [CrossRef]
- Quayson-Sackey, E.; Nyantekyi-Kwakye, B.; Ayetor, G.K. Technological Advancements for Anti-Icing and de-Icing Offshore Wind Turbine Blades. Cold Reg. Sci. Technol. 2025, 231, 104400. [Google Scholar] [CrossRef]
- Wang, W.; Xue, Y.; He, C.; Zhao, Y. Defect Types and Mechanism of Wind Turbine Blades. Encyclopedia. Available online: Https://Encyclopedia.Pub/Entry/27751 (accessed on 20 October 2025).
- Henke, M.; Lis, B.; Krystofiak, T. Mechanical and Chemical Resistance of UV Coating Systems Prepared under Industrial Conditions Using LED Radiation. Polymers (Basel). 2023, 15, 4550. [Google Scholar] [CrossRef] [PubMed]
- Tempelis, A.; Jespersen, K.M.; Mishnaevsky, L. Fatigue Damage Mechanics Approach to Predict the End of Incubation and Breakthrough of Leading Edge Protection Coatings for Wind Turbine Blades. Int. J. Fatigue 2025, 190, 108617. [Google Scholar] [CrossRef]
- Nash, D.; Leishman, G.; Mackie, C.; Dyer, K.; Yang, L. A Staged Approach to Erosion Analysis of Wind Turbine Blade Coatings. Coatings 2021, 11, 681. [Google Scholar] [CrossRef]
- Shankar Verma, A.; Jiang, Z.; Ren, Z.; Hu, W.; Teuwen, J.J.E. Effects of Onshore and Offshore Environmental Parameters on the Leading Edge Erosion of Wind Turbine Blades: A Comparative Study. J. Offshore Mech. Arct. Eng. 2021, 143. [Google Scholar] [CrossRef]
- Barfknecht, N.; von Terzi, D. Drop-Size-Dependent Effects in Leading-Edge Rain Erosion and Their Impact on Erosion-Safe Mode Operation. Wind Energy Sci. 2025, 10, 315–346. [Google Scholar] [CrossRef]
- Ghenaiet, A. Simulation of Particle-Laden Flows and Erosion in an Axial Fan Stage Considering the Relative Position of the Blades. Aeronaut. J. 2024, 128, 1379–1416. [Google Scholar] [CrossRef]
- Duthé, G.; Abdallah, I.; Barber, S.; Chatzi, E. Modeling and Monitoring Erosion of the Leading Edge of Wind Turbine Blades. Energies 2021, 14, 7262. [Google Scholar] [CrossRef]
- López, J.C.; Kolios, A.; Wang, L.; Chiachio, M. A Wind Turbine Blade Leading Edge Rain Erosion Computational Framework. Renew. Energy 2023, 203, 131–141. [Google Scholar] [CrossRef]
- Chen, X.; Shen, Z.; Jia, H.; Gao, Y.; Zhang, M.; Luo, Y.; Luo, Z. Understanding the Self-Healing Mechanism of Polyurethane Elastomer Based on Hydrogen Bonding Interactions through Molecular Dynamics Simulation. Macromol. Theory Simulations 2022, 31. [Google Scholar] [CrossRef]
- Casillas, G.E.; Vázquez, A.E.; Gómez, F.J.R.; Vásquez, A.P.; Mata, R.; Miralrio, A.; Castro, M.; Martínez, R.G.; Cruz, R.O. Corrosion Inhibition with a Perezone-Impregnated Mg/Al Hydrotalcite Coating in AS21 Alloy. Electrochim. Acta 2023, 456, 142428. [Google Scholar] [CrossRef]
- Tang, J.; Wang, H. Compatibility and Self-Healing Properties of Asphalt Binder with Polyethylene Plastics: Observations from Coarse-Grained Molecular Simulation. J. Mater. Civ. Eng. 2023, 35. [Google Scholar] [CrossRef]
- Wen, J.; Xu, G.; Liang, Z.; Li, S.; Wang, Y.; Yang, J.; Nie, Y. Combing Experimental Methods and Molecular Simulations to Study Self-Healing Behaviors of Polyurethane Elastomers Containing Multiple Hydrogen Bond Networks and Flexible Blocks. Phys. Chem. Chem. Phys. 2023, 25, 28162–28179. [Google Scholar] [CrossRef]
- Sun, Y.; Mishnaevsky Jr., L. Healable Polymer Blends: Computational Analysis of Damage and Healing Mechanisms. Int. J. Mech. Sci. 2025, 287, 109938. [Google Scholar] [CrossRef]
- Sun, Y.; Simonini, L.; Xing, C.; Mishnaevsky, L. Self-Healing Interfaces in Fiber Reinforced Polymers: Computational Modeling. Compos. Sci. Technol. 2025, 270, 111269. [Google Scholar] [CrossRef]
- Vestas. V236-15.0 MWTM – At a Glance. Available online: Https://Www.Vestas.Com/En/Energy-Solutions/Offshore-Wind-Turbines/V236-15MW (accessed on 28 September 2025).
- Pugh, K.; Stack, M.M. Rain Erosion Maps for Wind Turbines Based on Geographical Locations: A Case Study in Ireland and Britain. J. Bio- Tribo-Corrosion 2021, 7, 34. [Google Scholar] [CrossRef] [PubMed]
- Mishnaevsky, L.; Tempelis, A.; Belahurau, Y.; Johansen, N.F.-J. Microplastics Emission from Eroding Wind Turbine Blades: Preliminary Estimations of Volume. Energies 2024, 17, 6260. [Google Scholar] [CrossRef]
- Naqash, T.M.; Alam, M.M. A State-of-the-Art Review of Wind Turbine Blades: Principles, Flow-Induced Vibrations, Failure, Maintenance, and Vibration Suppression Techniques. Energies 2025, 18, 3319. [Google Scholar] [CrossRef]
- Verma, A. Leading Edge Erosion of Wind Turbine Blades; Master’s Thesis, Norwegian University of Science and Technology (NTNU), Trondheim, Norway, 2020. [Google Scholar]
- A. Yusof, N.A.W.; Algaddaime, T.F.; Stack, M.M. Advancements and Challenges in Coatings for Wind Turbine Blade Raindrop Erosion: A Comprehensive Review of Mechanisms, Materials and Testing 2025.
- Alnassir, A.; Albinali, F.; Aljaroudi, F.; Alsaleem, N.; Rehman, S. A Comprehensive Review of Existing Erosion Protective Coatings and Practices for Wind Turbine Blade Surfaces. FME Trans. 2025, 53, 510–523. [Google Scholar] [CrossRef]
- Dashtkar, A.; Hadavinia, H.; Sahinkaya, M.N.; Williams, N.A.; Vahid, S.; Ismail, F.; Turner, M. Rain Erosion-Resistant Coatings for Wind Turbine Blades: A Review. Polym. Polym. Compos. 2019, 27, 443–475. [Google Scholar] [CrossRef]
- International Energy Agency Wind TCP, “Erosion of Wind Turbine Blades — Proceedings of TEM #98 (6–7 February 2020, Roskilde, Denmark)”, VTT & DTU, 2020. Available Online: Https://Iea-Wind.Org/Wp-Content/Uploads/2023/05/98_TEM-Blade-Erosion_Proceedings_v21.
- Nirmal, U.; Teo, J.J.; Chin, C.W.; Yousif, B.F. Review on Erosion Wear Subjected to Different Coating Materials on Leading Edge Protection for Cooling Towers and Wind Turbines. J. Bio- Tribo-Corrosion 2025, 11, 20. [Google Scholar] [CrossRef] [PubMed]
- Alpine Painting. The Science of Coating Systems: Understanding Chemical Formulations and Performance Characteristics. Blog Post, September 30 2024. Available Online: Https://Www.Alpinepainting.Com/Blog/the-Science-of-Coating-Systems-Understanding-Chemical.
- Habibi, P.; Abad, F.; Dai, S.; Mehmanparast, A.; Lotfian, S. Failure Analysis of Tidal Turbine Blades: Understanding Erosion Mechanisms and Their Impact on Structural Integrity. Eng. Fail. Anal. 2025, 182, 110045. [Google Scholar] [CrossRef]
- European Commission. New Cost/Effective SuperHYDROphobic Coatings with Enhanced BOND Strength and Wear Resistance for Application in Large Wind Turbine Blades (HYDROBOND). Grant Agreement No. 310531. Start Date: 1 January 2013; End Date: 31 December 2016.
- Nixon-Pearson, O.; Greaves, P.; Mamalis, D.; Stevenson, L. Wind Turbine Blades Design and Manufacturing, Current State-of-the-Art Literature Review (CFAR-OC-020-31032022). Cornwall Flow Accelerator, Report D1.1; 31 March 2022. Available Online: Https://Cm.
- Coto, B.; Hallander, P.; Mendizabal, L.; Pagano, F.; Kling, H.; Ortiz, R.; Barriga, J.; Selegård, L. Particle and Rain Erosion Mechanisms on Ti/TiN Multilayer PVD Coatings for Carbon Fibre Reinforced Polymer Substrates Protection. Wear 2021, 466–467, 203575. [Google Scholar] [CrossRef]
- Momber, A.W.; Buchbach, S.; Plagemann, P.; Marquardt, T.; Winkels, I.; Viertel, J. Statistical Effects of Surface Preparation and Coating Type on the Corrosion Protection Performance of Repair Coatings for Offshore Wind Power Constructions. Mater. Corros. 2018, 69, 460–471. [Google Scholar] [CrossRef]
- Peng, H.; Li, S.; Shangguan, L.; Fan, Y.; Zhang, H. Analysis of Wind Turbine Equipment Failure and Intelligent Operation and Maintenance Research. Sustainability 2023, 15, 8333. [Google Scholar] [CrossRef]
- Cieślewicz, N.; Pilarski, K.; Pilarska, A.A. End-of-Life Strategies for Wind Turbines: Blade Recycling, Second-Life Applications, and Circular Economy Integration. Energies 2025, 18, 5182. [Google Scholar] [CrossRef]
- Zavvar, E.; Rosa-Santos, P.; Taveira-Pinto, F.; Ghafoori, E. Lifetime Extension of Offshore Support Structures of Wind Turbines: A Review. Renew. Sustain. Energy Rev. 2025, 217, 115788. [Google Scholar] [CrossRef]
- “Self-Healing Coatings for Blades: Can They Reduce Erosion Maintenance?” Eureka, 26 June 2025. Available online: Https://Eureka.Patsnap.Com/Article/Self-Healing-Coatingsfor-Blades-Can-They-Reduce-Erosion-Maintenance (accessed on 20 October 2025).
- Ren, Z.; Verma, A.S.; Li, Y.; Teuwen, J.J.E.; Jiang, Z. Offshore Wind Turbine Operations and Maintenance: A State-of-the-Art Review. Renew. Sustain. Energy Rev. 2021, 144, 110886. [Google Scholar] [CrossRef]
- Makhlouf, A. S. H., Ed. Handbook of Smart Coatings for Materials Protection. Woodhead Publishing (Elsevier), 2014. Available Online: Https://Ftp.Idu.Ac.Id/Wp-Content/Uploads/Ebook/Tdg/BUKU%20SMART%20MATERIAL/Handbook%20of%20smart%20coatings%20for%20materi.
- Baghdachi, J. Smart Coatings. In; 2009; pp. 3–24.
- Saji, V.S. Smart Self-Healing and Self-Reporting Coatings – an Overview. Prog. Org. Coatings 2025, 205, 109318. [Google Scholar] [CrossRef]
- Sanyal, S.; Park, S.; Chelliah, R.; Yeon, S.-J.; Barathikannan, K.; Vijayalakshmi, S.; Jeong, Y.-J.; Rubab, M.; Oh, D.H. Emerging Trends in Smart Self-Healing Coatings: A Focus on Micro/Nanocontainer Technologies for Enhanced Corrosion Protection. Coatings 2024, 14, 324. [Google Scholar] [CrossRef]
- Golshan, M.; Amani, F.; Salami-Kalajahi, M. Photophysical and Reflectance Properties of Perylene-3,4,9,10-Tetracarboxylic Diimide (PTCDI)/Rhodamine 6 G Hybrid for Application in Cold Paints. Prog. Org. Coatings 2021, 157, 106308. [Google Scholar] [CrossRef]
- Safavi-Mirmahalleh, S.-A.; Golshan, M.; Gheitarani, B.; Salami Hosseini, M.; Salami-Kalajahi, M. A Review on Applications of Coumarin and Its Derivatives in Preparation of Photo-Responsive Polymers. Eur. Polym. J. 2023, 198, 112430. [Google Scholar] [CrossRef]
- Pillai, V. V.; Ramasubramanian, B.; Sequerth, O.; Pilla, S.; Wang, T.; Mohanty, A.K.; Govindaraj, P.; Alhassan, S.M.; Salim, N.; Kingshott, P.; et al. Nanomaterial Advanced Smart Coatings: Emerging Trends Shaping the Future. Appl. Mater. Today 2025, 42, 102574. [Google Scholar] [CrossRef]
- Meticulous Research. Smart Coatings Market: Size, Trends & Forecast 2025–2035. Available online: Https://Www.Meticulousresearch.Com/Product/Smart-Coatings-Market-6285 (accessed on 22 October 2025).
- Fortune Business Insights. Smart Coatings Market Size, Share & Industry Analysis, 2025-2032. Available online: Https://Www.Fortunebusinessinsights.Com/Smart-Coatings-Market-113374 (accessed on 22 October 2025).
- Institute of Corrosion. The Advancing Role of Nano-Coatings in Corrosion Protection. ICorr, [Online], Available at: Https://Www.Icorr.Org/the-Advancing-Role-of-Nano-Coatings-in-Corrosion-Protection/ (Accessed 07/102025).
- Zhu, Q.; Chua, M.H.; Ong, P.J.; Cheng Lee, J.J.; Le Osmund Chin, K.; Wang, S.; Kai, D.; Ji, R.; Kong, J.; Dong, Z.; et al. Recent Advances in Nanotechnology-Based Functional Coatings for the Built Environment. Mater. Today Adv. 2022, 15, 100270. [Google Scholar] [CrossRef]
- Tator, K.B. Nanotechnology: The Future of Coatings—Part 1. Mater. Perform. 2014, 53, 34–36. [Google Scholar] [CrossRef]
- Beach, M.; Davey, T.; Subramanian, P.; Such, G. Self-Healing Organic Coatings – Fundamental Chemistry to Commercial Application. Prog. Org. Coatings 2023, 183, 107759. [Google Scholar] [CrossRef]
- Lavacchi, A. (Ed.). (2020). Advances in Coatings Deposition and Characterization. Basel, Switzerland: MDPI Books. [CrossRef]
- Godfrey, M.; Siederer, O.; Zekonyte, J.; Barbaros, I.; Wood, R. The Effect of Temperature on the Erosion of Polyurethane Coatings for Wind Turbine Leading Edge Protection. Wear 2021, 476, 203720. [Google Scholar] [CrossRef]
- O’Carroll, A.; Hardiman, M.; Tobin, E.F.; Young, T.M. Correlation of the Rain Erosion Performance of Polymers to Mechanical and Surface Properties Measured Using Nanoindentation. Wear 2018, 412–413, 38–48. [Google Scholar] [CrossRef]
- Zhang, S. Accelerated Rain Erosion of Wind Turbine Blade Coatings. Ph.D. Thesis, Danmarks Tekniske Universitet (DTU), Kgs. Lyngby, Denmark, 2014. [Google Scholar]
- Eureka Patsnap. *Self-Healing Coatings for Blades: Can They Reduce Erosion Maintenance?* Available Online: [Https://Eureka.Patsnap.Com/Article/Self-Healing-Coatingsfor-Blades-Can-They-Reduce-Erosion-Maintenance?Utm_source=chatgpt.Com](Https://Eureka.Patsn.
- Kontiza, A.; Kartsonakis, I.A. Smart Composite Materials with Self-Healing Properties: A Review on Design and Applications. Polymers (Basel). 2024, 16, 2115. [Google Scholar] [CrossRef]
- Amune, U.O.; Solomon, M.M.; Hu, D.; He, J.; Tesema, F.B.; Umoren, S.A.; Gerengi, H. A Comprehensive Review of Stimulus-Based Smart Self-Healing Coatings for Substrate Protection. Prog. Org. Coatings 2026, 210, 109669. [Google Scholar] [CrossRef]
- Uncovering Intelligent Self-Healing Coating: Synthesis Strategies, Performance, and Evaluation Techniques – A Review. Int. J. Corros. Scale Inhib. 2023, 12. [CrossRef]
- Choi, K.; Noh, A.; Kim, J.; Hong, P.H.; Ko, M.J.; Hong, S.W. Properties and Applications of Self-Healing Polymeric Materials: A Review. Polymers (Basel). 2023, 15, 4408. [Google Scholar] [CrossRef] [PubMed]
- Kessler, M.R. Self-Healing: A New Paradigm in Materials Design. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2007, 221, 479–495. [Google Scholar] [CrossRef]
- Beyrami, H.; Golshan, M.; Zardehi-Tabriz, A.; Salami-Kalajahi, M. Smart Coatings: Fundamentals, Preparation Approaches, and Applications. Adv. Mater. Technol. 2025, 10. [Google Scholar] [CrossRef]
- Chen, T.; Fang, L.; Li, X.; Gao, D.; Lu, C.; Xu, Z. Self-Healing Polymer Coatings of Polyurea-Urethane/Epoxy Blends with Reversible and Dynamic Bonds. Prog. Org. Coatings 2020, 147, 105876. [Google Scholar] [CrossRef]
- Willocq, B.; Odent, J.; Dubois, P.; Raquez, J.-M. Advances in Intrinsic Self-Healing Polyurethanes and Related Composites. RSC Adv. 2020, 10, 13766–13782. [Google Scholar] [CrossRef]
- Luo, J.; Wang, T.; Sim, C.; Li, Y. Mini-Review of Self-Healing Mechanism and Formulation Optimization of Polyurea Coating. Polymers (Basel). 2022, 14, 2808. [Google Scholar] [CrossRef]
- Islam, S.; Bhat, G. Progress and Challenges in Self-Healing Composite Materials. Mater. Adv. 2021, 2, 1896–1926. [Google Scholar] [CrossRef]
- Gai, Y.; Li, H.; Li, Z. Self-Healing Functional Electronic Devices. Small 2021, 17. [Google Scholar] [CrossRef]
- Ahmed, S.; Jeong, J.-E.; Kim, J.C.; Lone, S.; Cheong, I.W. Self-Healing Polymers for Surface Scratch Regeneration. RSC Adv. 2023, 13, 35050–35064. [Google Scholar] [CrossRef]
- Jiang, Y.; Ng, E.L.L.; Han, D.X.; Yan, Y.; Chan, S.Y.; Wang, J.; Chan, B.Q.Y. Self-Healing Polymeric Materials and Composites for Additive Manufacturing. Polymers (Basel). 2023, 15, 4206. [Google Scholar] [CrossRef]
- Li, L.; Chen, J.; Yan, B.; Zeng, H. Intrinsic Self-Healing Polymeric Materials for Engineering and Environmental Applications. In Smart Materials for Advanced Environmental Applications; The Royal Society of Chemistry, 2016; pp. 139–164.
- Imato, K.; Otsuka, H. Self-healing Polymers through Dynamic Covalent Chemistry. In Dynamic Covalent Chemistry; Wiley, 2017; pp. 359–387.
- Gautam, B.R.; Khan, N.I.; Gosvami, N.N.; Das, S. Recent Advancements in Self-Healing Materials and Their Application in Coating Industry. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2025, 239, 411–427. [Google Scholar] [CrossRef]
- Mohd Sani, N.F.; Yee, H.J.; Othman, N.; Talib, A.A.; Shuib, R.K. Intrinsic Self-Healing Rubber: A Review and Perspective of Material and Reinforcement. Polym. Test. 2022, 111, 107598. [Google Scholar] [CrossRef]
- Liu, Y.-L.; Chuo, T.-W. Self-Healing Polymers Based on Thermally Reversible Diels–Alder Chemistry. Polym. Chem. 2013, 4, 2194. [Google Scholar] [CrossRef]
- Zhang, M.; Zhao, F.; Luo, Y. Self-Healing Mechanism of Microcracks on Waterborne Polyurethane with Tunable Disulfide Bond Contents. ACS Omega 2019, 4, 1703–1714. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Seidi, F.; Shi, X.; Li, C.; Huang, Y.; Xiao, H. Unveiling the Potential of Dual-Extrinsic/Intrinsic Self-Healing Lignin-Based Coatings for Anticorrosion Applications. Int. J. Biol. Macromol. 2025, 285, 138073. [Google Scholar] [CrossRef]
- Utrera-Barrios, S.; Verdejo, R.; López-Manchado, M.A.; Hernández Santana, M. Evolution of Self-Healing Elastomers, from Extrinsic to Combined Intrinsic Mechanisms: A Review. Mater. Horizons 2020, 7, 2882–2902. [Google Scholar] [CrossRef]
- Li, X.; Xue, Z.; Sun, W.; Chu, J.; Wang, Q.; Tong, L.; Wang, K. Bio-Inspired Self-Healing MXene/Polyurethane Coating with Superior Active/Passive Anticorrosion Performance for Mg Alloy. Chem. Eng. J. 2022, 454, 140187. [Google Scholar] [CrossRef]
- Hu, P.; Xie, Q.; Ma, C.; Zhang, G. Fouling Resistant Silicone Coating with Self-Healing Induced by Metal Coordination. Chem. Eng. J. 2021, 406, 126870. [Google Scholar] [CrossRef]
- Zhong, N.; Post, W. Self-Repair of Structural and Functional Composites with Intrinsically Self-Healing Polymer Matrices: A Review. Compos. Part A Appl. Sci. Manuf. 2015, 69, 226–239. [Google Scholar] [CrossRef]
- Xu, Y.; Shen, R.; Tang, J.; Zou, X.; Wan, W.; Guo, H. Optimizing Mechanical Properties and Corrosion Resistance in Core-shell Nanofiber Epoxy Self-healing Coatings: Impact of Shell Material Variation. Polym. Eng. Sci. 2024, 64, 1770–1785. [Google Scholar] [CrossRef]
- Naghavi, P.; Sofla, R.L.M.; Rezaei, M.; Telikani, Z.; Ghazi-Jahani, A.I. Preparation of Polyurethane Shell Microcapsules Containing Isocyanate Core by Pickering Emulsion Method Using Modified Silica Nanoparticles and Investigation of Their Self-Healing Performance. Prog. Org. Coatings 2024, 195, 108682. [Google Scholar] [CrossRef]
- Yang, H.; Yang, Y.; Li, Y.; Hope, J.; Choo, W. Extrinsic Conditions for the Occurrence and Characterizations of Self-Healing Polyurea Coatings for Improved Medical Device Reliability: A Mini Review. ACS Omega 2023, 8, 26650–26662. [Google Scholar] [CrossRef] [PubMed]
- Peng, C.; Chen, H.; Li, Q.; Cai, W.; Yao, Q.; Wu, Q.; Yang, J.; Yang, Y. Synergistically Reinforced Lithium Storage Performance of in Situ Chemically Grown Silicon@silicon Oxide Core–Shell Nanowires on Three-Dimensional Conductive Graphitic Scaffolds. J. Mater. Chem. A 2014, 2, 13859. [Google Scholar] [CrossRef]
- Plawecka, M.; Snihirova, D.; Martins, B.; Szczepanowicz, K.; Warszynski, P.; Montemor, M.F. Self Healing Ability of Inhibitor-Containing Nanocapsules Loaded in Epoxy Coatings Applied on Aluminium 5083 and Galvanneal Substrates. Electrochim. Acta 2014, 140, 282–293. [Google Scholar] [CrossRef]
- Esser-Kahn, A.P.; Thakre, P.R.; Dong, H.; Patrick, J.F.; Vlasko-Vlasov, V.K.; Sottos, N.R.; Moore, J.S.; White, S.R. Three-Dimensional Microvascular Fiber-Reinforced Composites. Adv. Mater. 2011, 23, 3654–3658. [Google Scholar] [CrossRef]
- Williams, H.R.; Trask, R.S.; Bond, I.P. Self-Healing Composite Sandwich Structures. Smart Mater. Struct. 2007, 16, 1198–1207. [Google Scholar] [CrossRef]
- Huang, H.; Ye, G.; Shui, Z. Feasibility of Self-Healing in Cementitious Materials – By Using Capsules or a Vascular System? Constr. Build. Mater. 2014, 63, 108–118. [Google Scholar] [CrossRef]
- Yu, Z.; Lim, A.T.O.; Kollasch, S.L.; Jang, H.D.; Huang, J. Oil-Based Self-Healing Barrier Coatings: To Flow and Not to Flow. Adv. Funct. Mater. 2020, 30. [Google Scholar] [CrossRef]
- Romero-Sabat, G.; Gago-Benedí, E.; Roa Rovira, J.J.; González-Gálvez, D.; Mateo, A.; Medel, S.; Tolentino Chivite, A. Development of a Highly Efficient Extrinsic and Autonomous Self-Healing Polymeric System at Low and Ultra-Low Temperatures for High-Performance Applications. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106335. [Google Scholar] [CrossRef]
- Kim, D.-M.; Cho, Y.-J.; Choi, J.-Y.; Kim, B.-J.; Jin, S.-W.; Chung, C.-M. Low-Temperature Self-Healing of a Microcapsule-Type Protective Coating. Materials (Basel). 2017, 10, 1079. [Google Scholar] [CrossRef]
- Keller, M.W.; Hampton, K.; McLaury, B. Self-Healing of Erosion Damage in a Polymer Coating. Wear 2013, 307, 218–225. [Google Scholar] [CrossRef]
- Liu, J.; Zheng, N.; Li, Z.; Liu, Z.; Wang, G.; Gui, L.; Lin, J. Fast Self-Healing and Antifouling Polyurethane/Fluorinated Polysiloxane-Microcapsules-Silica Composite Material. Adv. Compos. Hybrid Mater. 2022, 5, 1899–1909. [Google Scholar] [CrossRef]
- Yadav, S.; Kumar Pramanik, B. Novel Hybrid Coating Material with Triple Distinct Healing Bond for Fat Oil and Grease Deposition Control in the Sewer System. Chem. Eng. J. 2024, 499, 156226. [Google Scholar] [CrossRef]
- Sun, J.; Duan, J.; Liu, X.; Dong, X.; Zhang, Y.; Liu, C.; Hou, B. Environmentally Benign Smart Self-Healing Silicone-Based Coating with Dual Antifouling and Anti-Corrosion Properties. Appl. Mater. Today 2022, 28, 101551. [Google Scholar] [CrossRef]
- Panahi, P.; Khorasani, S.N.; Mensah, R.A.; Das, O.; Neisiany, R.E. A Review of the Characterization Methods for Self-Healing Assessment in Polymeric Coatings. Prog. Org. Coatings 2024, 186, 108055. [Google Scholar] [CrossRef]
- Kinsley, P.; Porteous, S.; Jones, S.; Subramanian, P.; Campo, O.; Dyer, K. Limitations of Standard Rain Erosion Tests for Wind Turbine Leading Edge Protection Evaluation. Wind 2025, 5, 3. [Google Scholar] [CrossRef]
- Johansen, N. F.-J. Test Methods for Evaluating Rain Erosion Performance of Wind Turbine Blade Leading Edge Protection Systems. Ph.D. Thesis, Technical University of Denmark, Kgs. Lyngby, Denmark, 2020. (DCAMM Special Report S276).
- Tobin, E.F.; Young, T.M.; Raps, D.; Rohr, O. Comparison of Liquid Impingement Results from Whirling Arm and Water-Jet Rain Erosion Test Facilities. Wear 2011, 271, 2625–2631. [Google Scholar] [CrossRef]
- MIRA-RA. Rain Erosion. SurfLabX. Available online: Https://Surflabx.Com/Rain-Erosion/ (accessed on 21 October 2025).
- Tobin, E.; Mohan, J.; Chambers, A. Drop Impact Erosion Mill (DIEM) – Final Report; Sustainable Energy Authority of Ireland: Dublin, Ireland, 2024. Available Online: Https://Www.Seai.Ie/Documents/Research-Projects/RDD-000534-Final-Report.Pdf (01/10/2025).
- Verma, A.S.; Jiang, Z.; Caboni, M.; Verhoef, H.; van der Mijle Meijer, H.; Castro, S.G.P.; Teuwen, J.J.E. A Probabilistic Rainfall Model to Estimate the Leading-Edge Lifetime of Wind Turbine Blade Coating System. Renew. Energy 2021, 178, 1435–1455. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, J.; Zhu, B.; Niu, S.; Han, Z.; Ren, L. Progress in Bio-Inspired Anti-Solid Particle Erosion Materials: Learning from Nature but Going beyond Nature. Chinese J. Mech. Eng. 2020, 33, 42. [Google Scholar] [CrossRef]
- Niu, W.; Qian, J.; Wang, X.; Liang, C.; Cui, L.; Tian, H.; Liaw, P.K. Research Progress of Self-Healing Coatings on Ships Against Biological Pollution: A Review. Coatings 2025, 15, 486. [Google Scholar] [CrossRef]
- Sanyal, S., Park, S.-J., Chelliah, R., Yeon, S.-J., Barathikannan, K., Vijayalakshmi, S., Jeong, Y.-J., Rubab, M., & Oh, D. H. (2024). Emerging Trends in Smart Self-Healing Coatings: A Focus on Micro/Nanocontainer Technologies for Enhanced Corrosion Prote.
- Cerdan Gomez, K., Thys, M., Costa Cornellà, A., Demir, F., Norvez, S., Vendamme, R., Van Den Brande, N., Van Puyvelde, P., & Brancart, J. (2024). Sustainability of Self-Healing Polymers: A Holistic Perspective towards Circularity in Polymer Networks. Prog.
- Li, Y.; Zhou, M.; Wang, R.; Han, H.; Huang, Z.; Wang, J. Self-Healing Polyurethane Elastomers: An Essential Review and Prospects for Future Research. Eur. Polym. J. 2024, 214, 113159. [Google Scholar] [CrossRef]
Figure 1.
Examples of LEE (a and b) [6] and surface pitting (c) [7] may evolve into crack propagation within the leading-edge protection (LEP) layer or the underlying composite, thereby reducing the structural integrity and aerodynamic efficiency of the wind turbine blades.
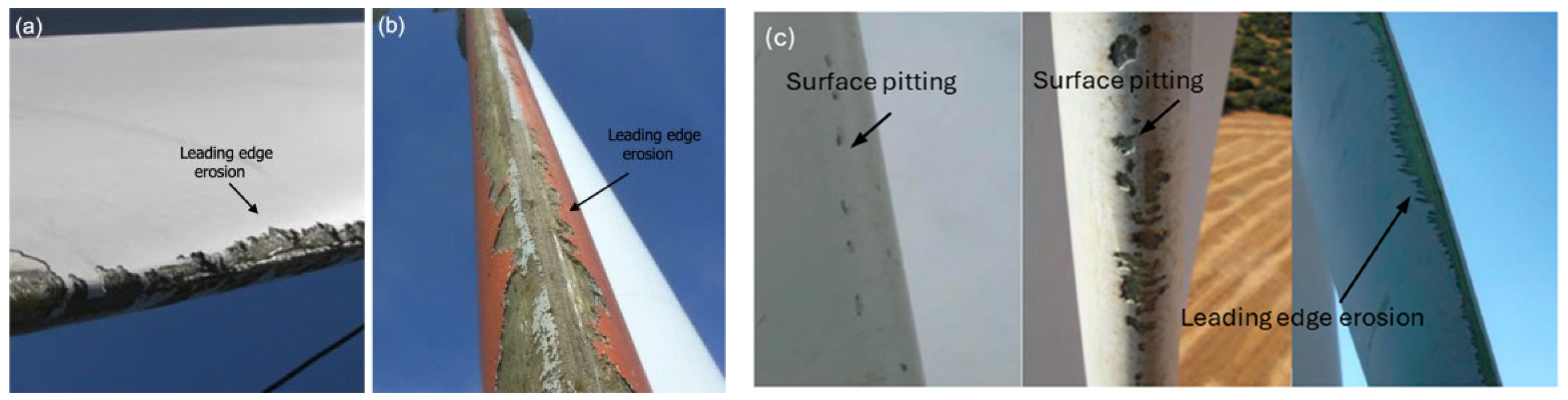
Figure 2.
blade-scale repair: (a) Rope-access teams [15], (b) Rope robotics’ wind turbine blade repairs [16] and (c) Robotic platform with a rich family of repair services [17](d) Wind turbine blade inspection with drone camera-autonomous flying [18], and (e) Different types of drones [19].
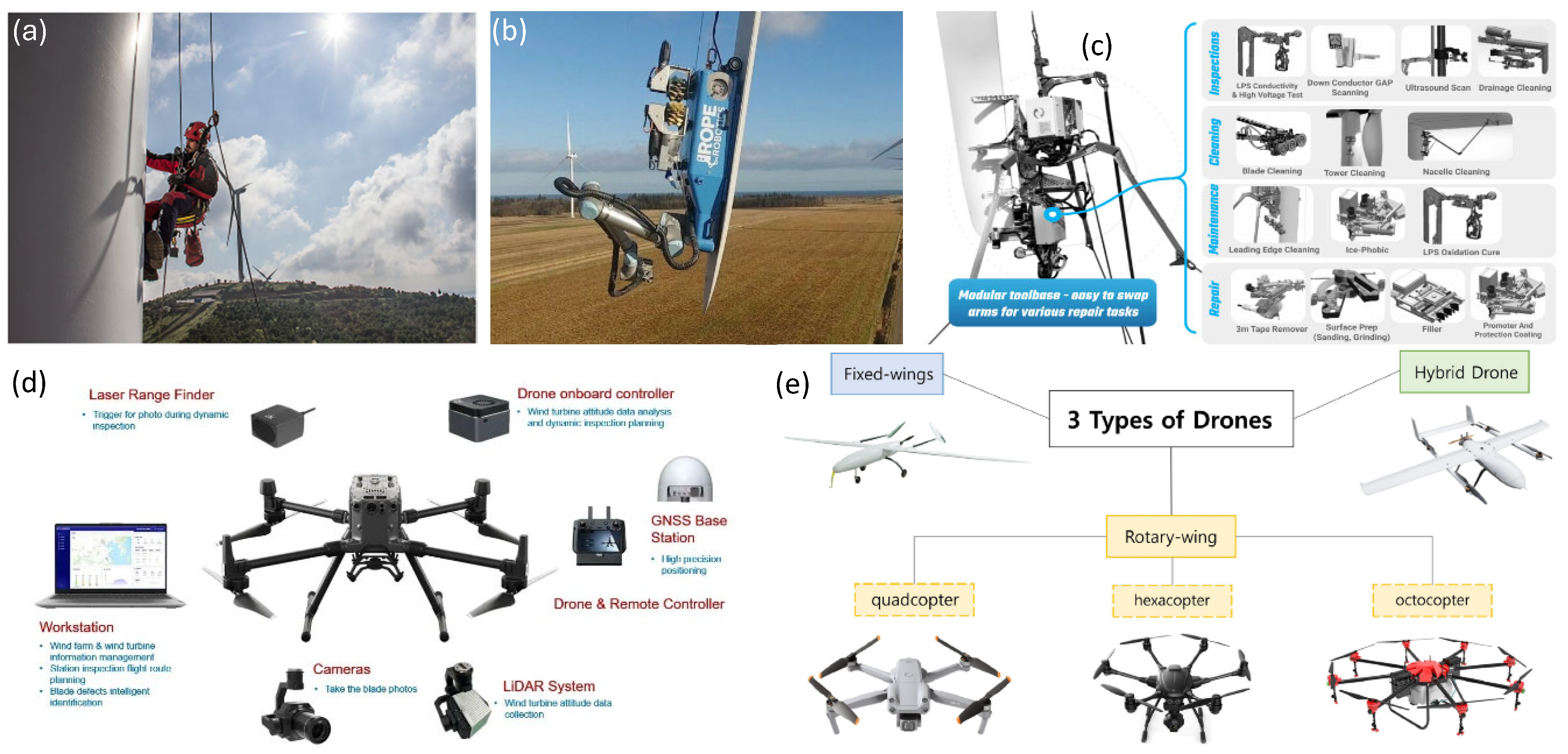
Figure 3.
LEP multilayer configuration on the surface of the rotor blade, on the left [29], and on the right [30].
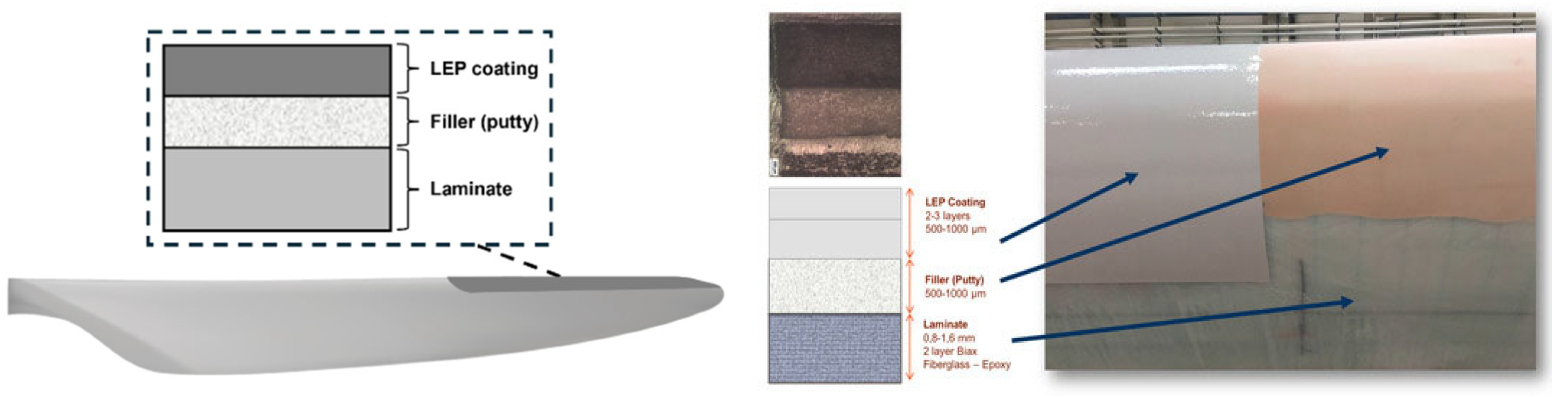
Figure 4.
(a) Horizontal-axis wind turbine (HAWT); (b) Vertical-axis wind turbine (VAWT); (c) Domestic (small-scale) HAWT; (d) Domestic (small-scale) VAWT of the Savonius type; (e) Domestic (small-scale) VAWT of the Darrieus type. Adapted from [44].
Figure 4.
(a) Horizontal-axis wind turbine (HAWT); (b) Vertical-axis wind turbine (VAWT); (c) Domestic (small-scale) HAWT; (d) Domestic (small-scale) VAWT of the Savonius type; (e) Domestic (small-scale) VAWT of the Darrieus type. Adapted from [44].
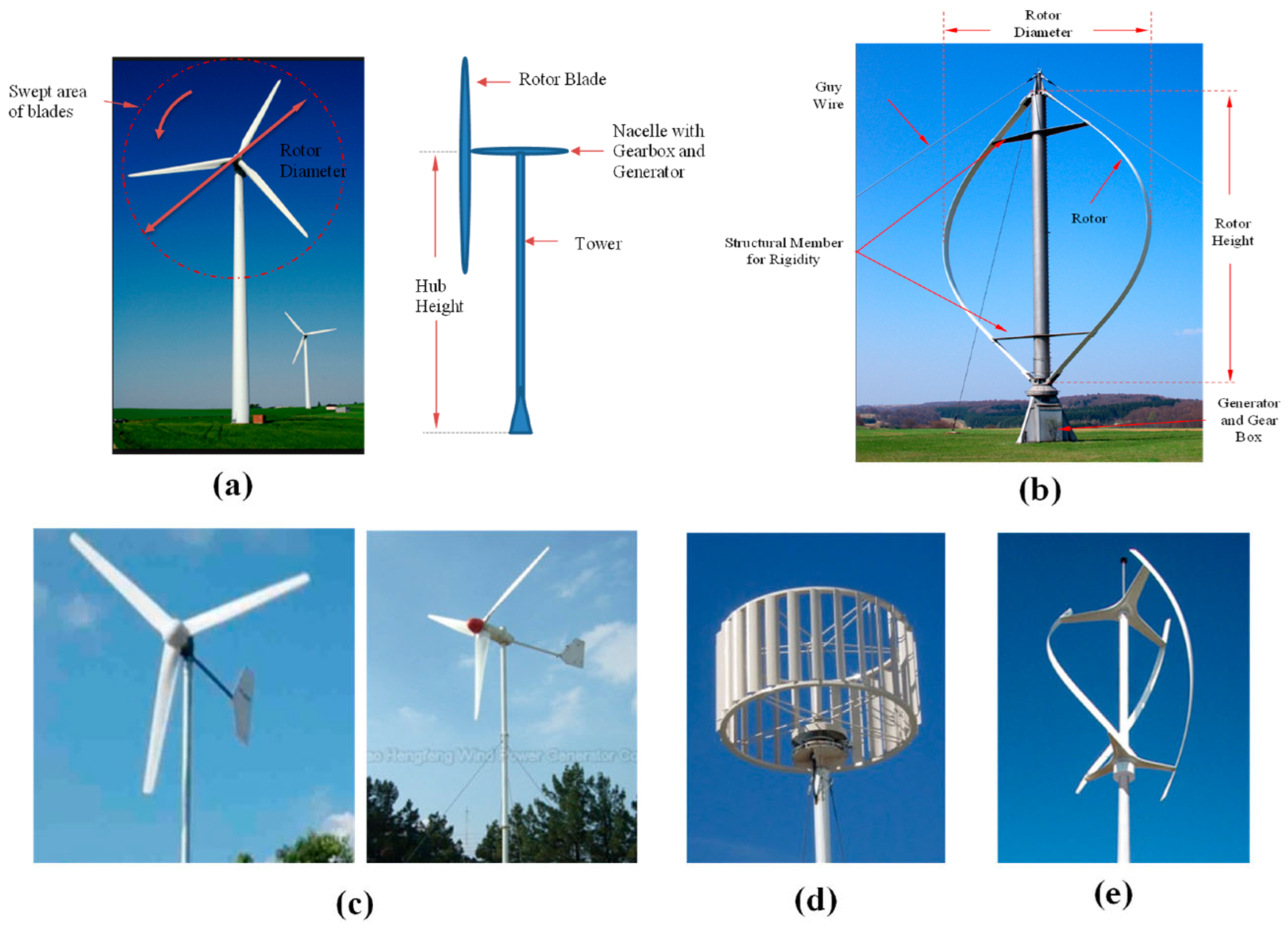
Figure 5.
Offshore wind turbine sizes and power capacity [48].
Figure 5.
Offshore wind turbine sizes and power capacity [48].
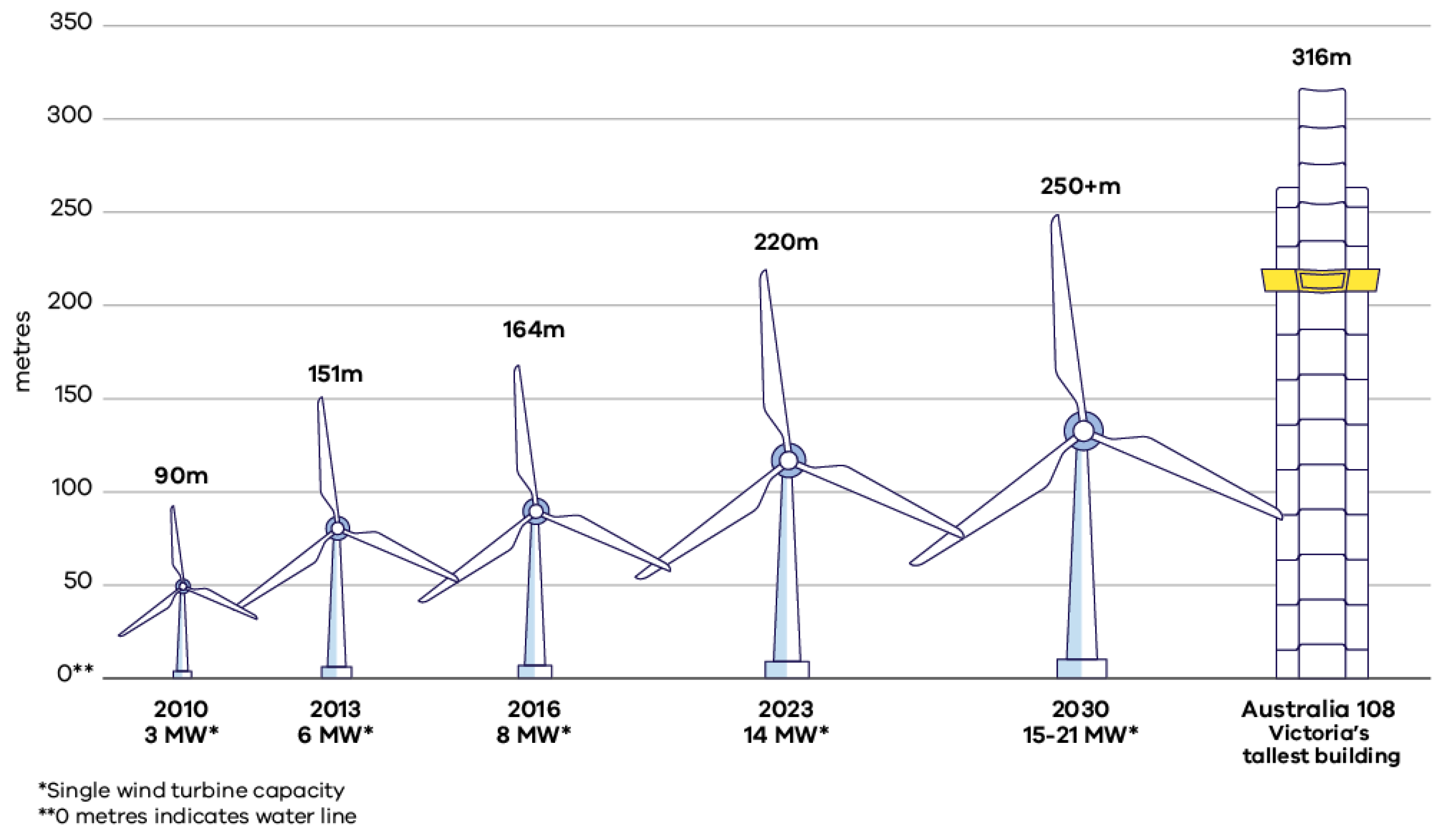
Figure 6.
The main elements of a wind turbine blade: (a) 3D structure and (b) cross-section [52].
Figure 6.
The main elements of a wind turbine blade: (a) 3D structure and (b) cross-section [52].
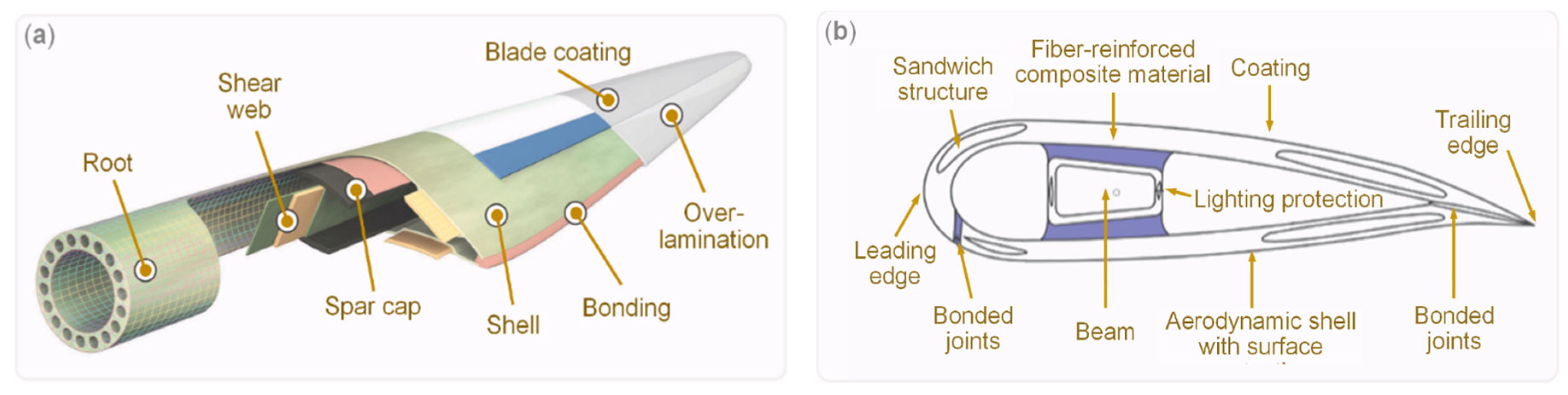
Figure 7.
Schematic representation of the rain erosion mechanism in protective coatings: (a) distribution of stress and propagation of waves; (b) initiation of conical (Hertzian) cracks and interfacial debonding; (c) progressive removal of material and roughening of the surface [2].
Figure 7.
Schematic representation of the rain erosion mechanism in protective coatings: (a) distribution of stress and propagation of waves; (b) initiation of conical (Hertzian) cracks and interfacial debonding; (c) progressive removal of material and roughening of the surface [2].
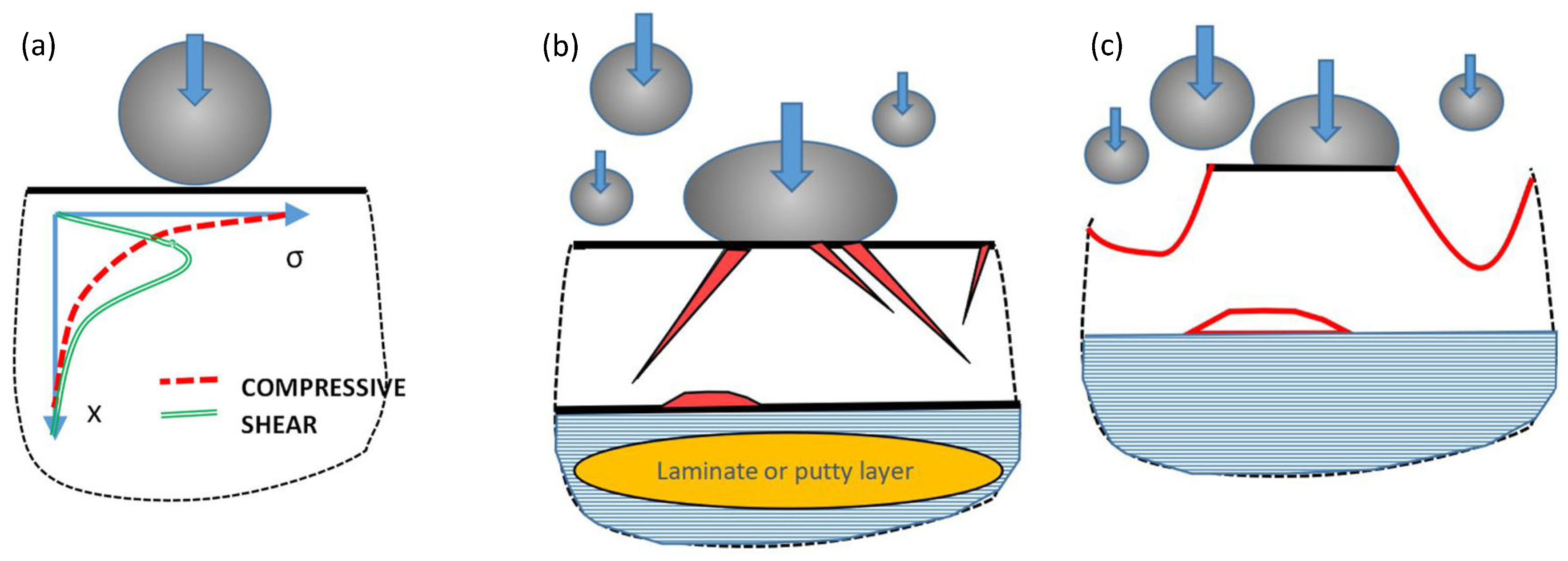
Figure 8.
Sand erosion of blade coating: (a) Sand holes; (b) Cracks; (c) Coating peeling [58].
Figure 8.
Sand erosion of blade coating: (a) Sand holes; (b) Cracks; (c) Coating peeling [58].
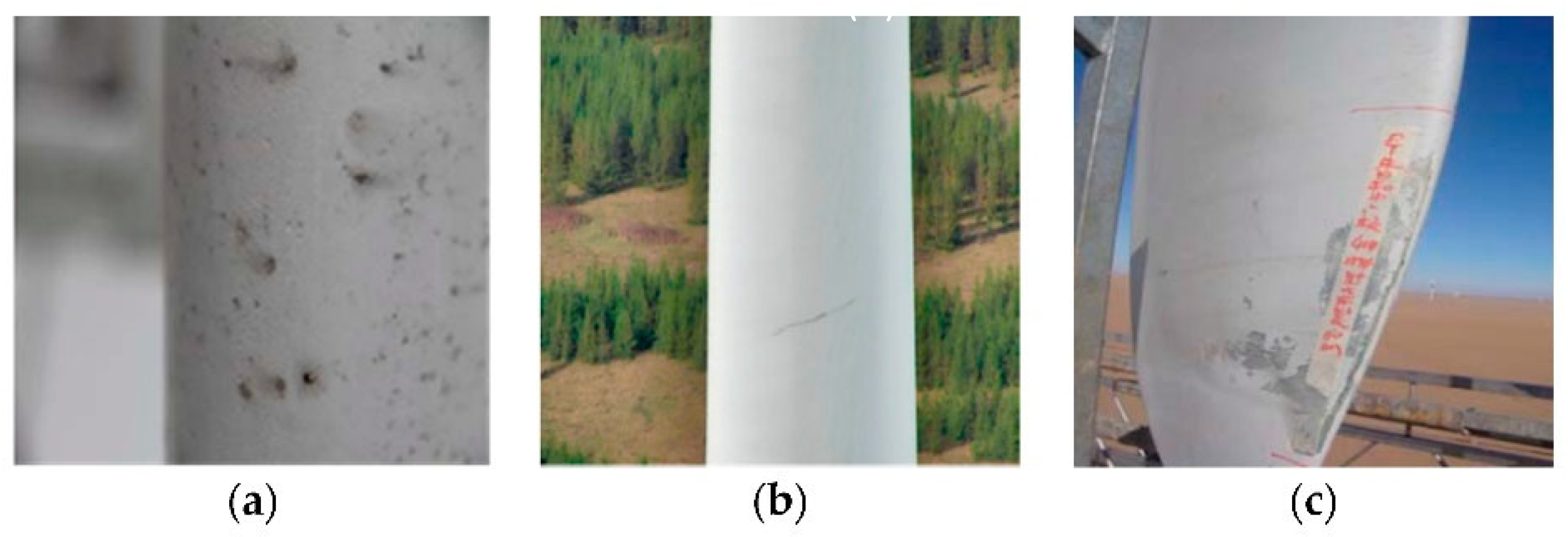

Figure 10.
(a) SEM image showing a cross-section of coating system A. (b) SEM close-up of the top coating layer. (c) Energy Dispersive Spectroscopy (EDS) image corresponding to the same area as (b). (d) SEM close-up of the putty layer. (e) EDS image corresponding to the same area as (d) [2].
Figure 10.
(a) SEM image showing a cross-section of coating system A. (b) SEM close-up of the top coating layer. (c) Energy Dispersive Spectroscopy (EDS) image corresponding to the same area as (b). (d) SEM close-up of the putty layer. (e) EDS image corresponding to the same area as (d) [2].
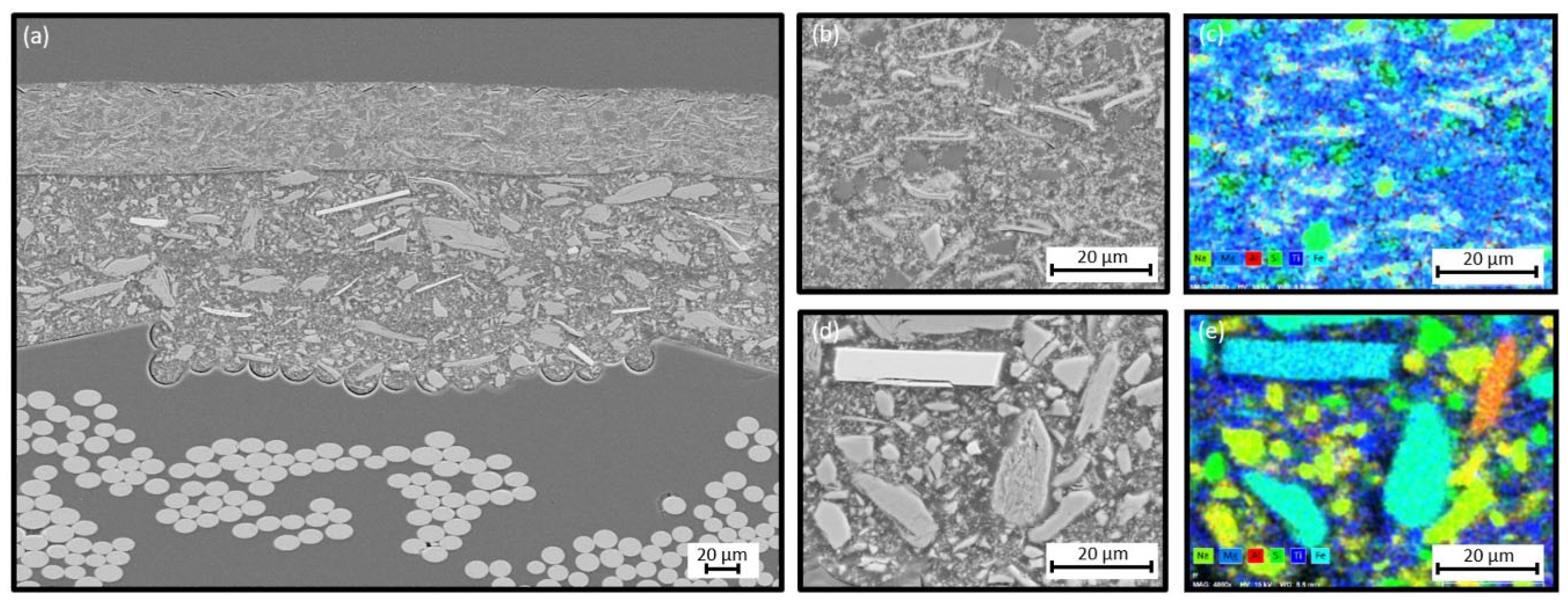
Figure 11.
(a) SEM image showing a cross-section of coating system B. (b) SEM close-up of the top coating layer. (c) Energy Dispersive Spectroscopy (EDS) image corresponding to the same area as (b). (d) SEM close-up of the putty layer. (e) EDS image corresponding to the same area as (d) [2].
Figure 11.
(a) SEM image showing a cross-section of coating system B. (b) SEM close-up of the top coating layer. (c) Energy Dispersive Spectroscopy (EDS) image corresponding to the same area as (b). (d) SEM close-up of the putty layer. (e) EDS image corresponding to the same area as (d) [2].
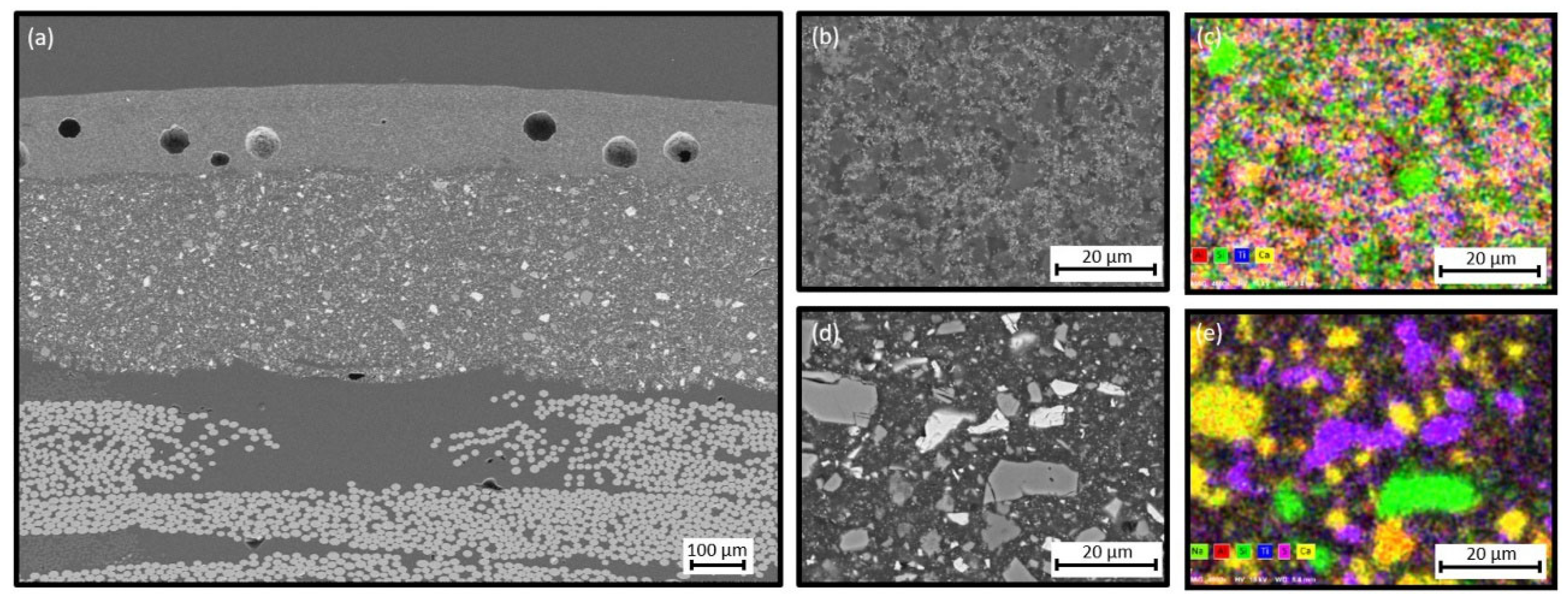
Figure 12.
The cross-section of coating systems: (a) SEM image shows the black lines next to the white elongated particles represent cracks. (b) A CT scan illustrates cracks extending from the surface to the bubbles within the topcoat [2].
Figure 12.
The cross-section of coating systems: (a) SEM image shows the black lines next to the white elongated particles represent cracks. (b) A CT scan illustrates cracks extending from the surface to the bubbles within the topcoat [2].
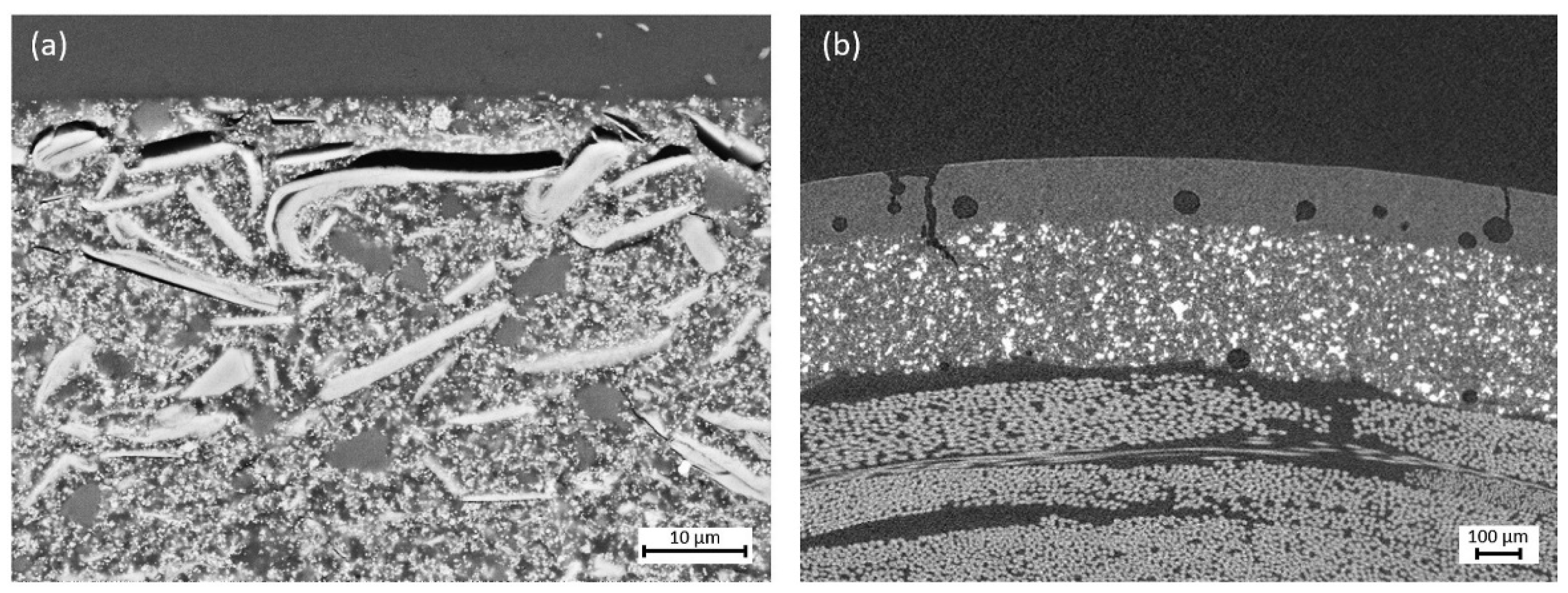
Figure 13.
The cross-sections of the coating system B: (i) Before testing (a) overview SEM image, and (b) CT scan of the topcoat and putty after testing, showing dark cracks near elongated white filler particles. (ii) After testing: (a) and (b) CT scan illustrates cracks extending from the surface to the bubbles within the topcoat and putty [53].
Figure 13.
The cross-sections of the coating system B: (i) Before testing (a) overview SEM image, and (b) CT scan of the topcoat and putty after testing, showing dark cracks near elongated white filler particles. (ii) After testing: (a) and (b) CT scan illustrates cracks extending from the surface to the bubbles within the topcoat and putty [53].
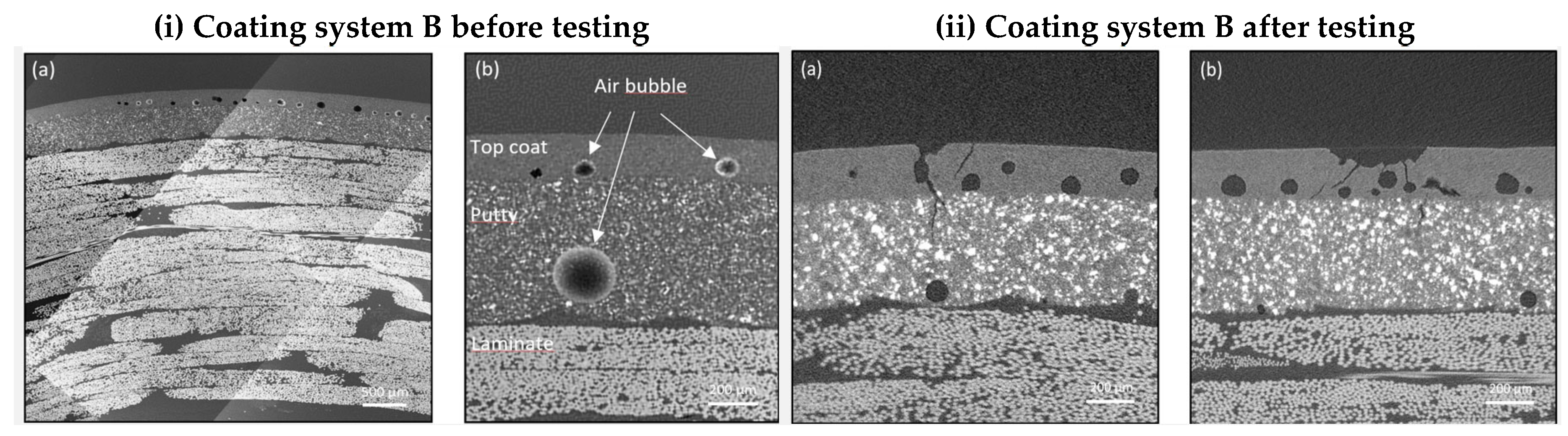
Figure 14.
Steps of LEE modelling.
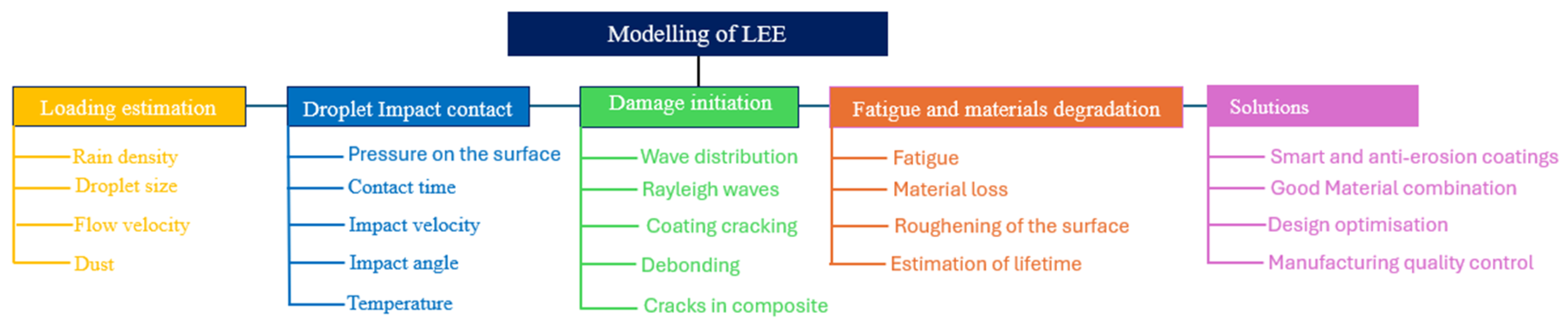
Figure 15.
Factors affecting the erosion rate.
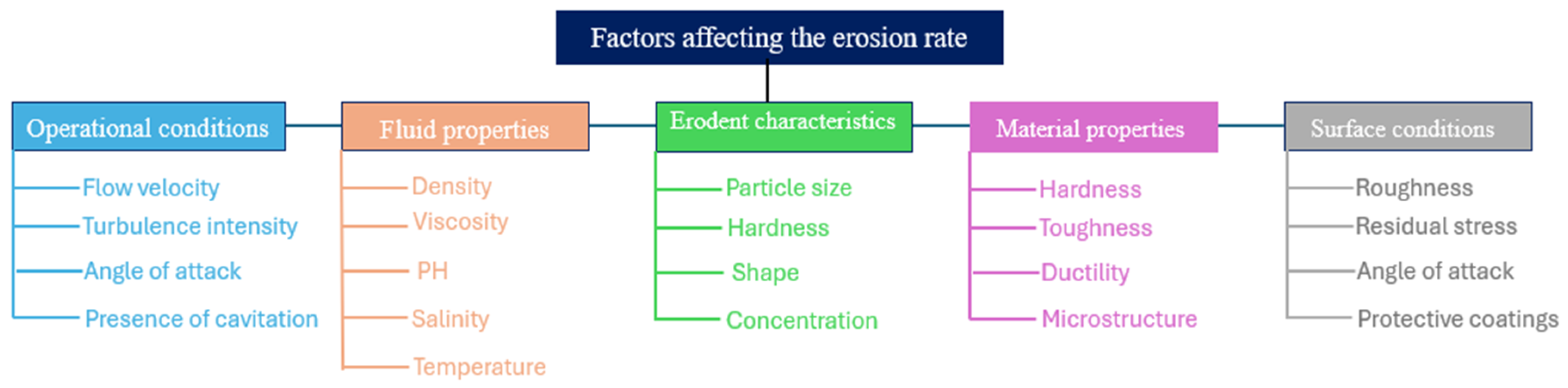
Figure 16.
Coating application methods of LEP, i.e., (a) spray; (b) roller; (c) trowel [30].
Figure 16.
Coating application methods of LEP, i.e., (a) spray; (b) roller; (c) trowel [30].
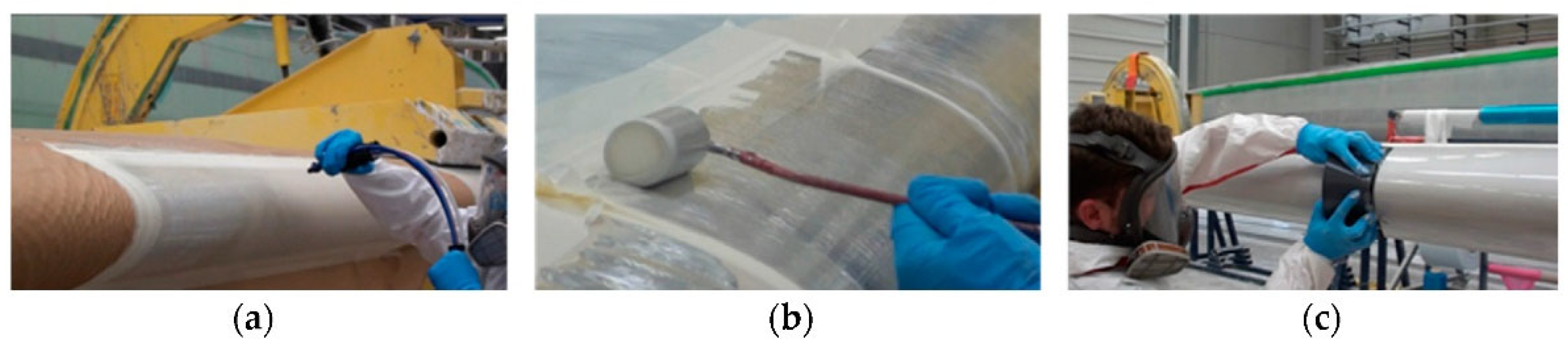
Figure 17.
different stimulus-responsive micro- and nanocontainer coatings that adapt to changes in temperature or pH, with applications in medicine, materials science, and environmental protection [100].
Figure 17.
different stimulus-responsive micro- and nanocontainer coatings that adapt to changes in temperature or pH, with applications in medicine, materials science, and environmental protection [100].
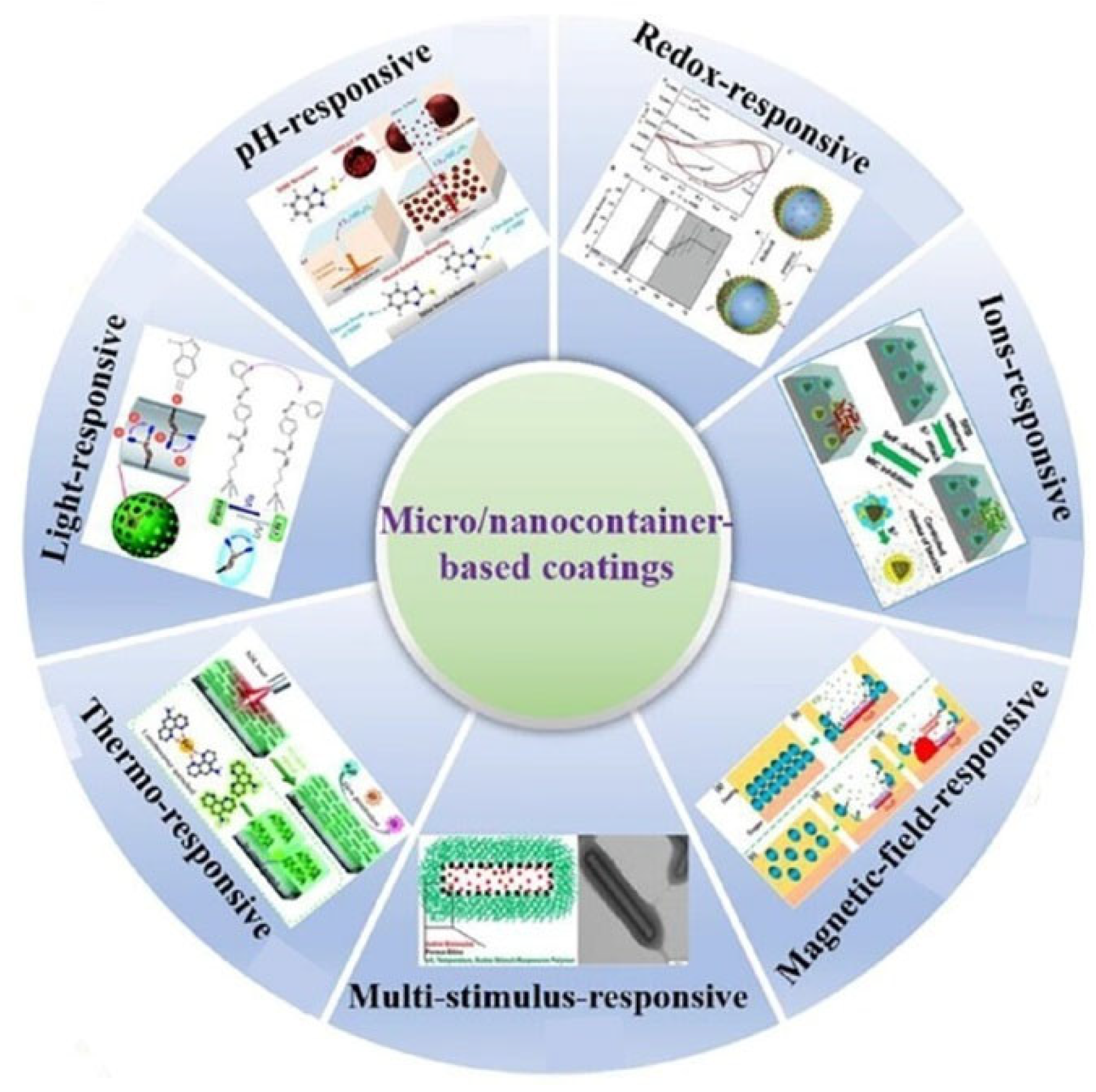
Figure 18.
Intelligent process of self-healing coatings.

Figure 20.
Self-healing coating mechanisms.
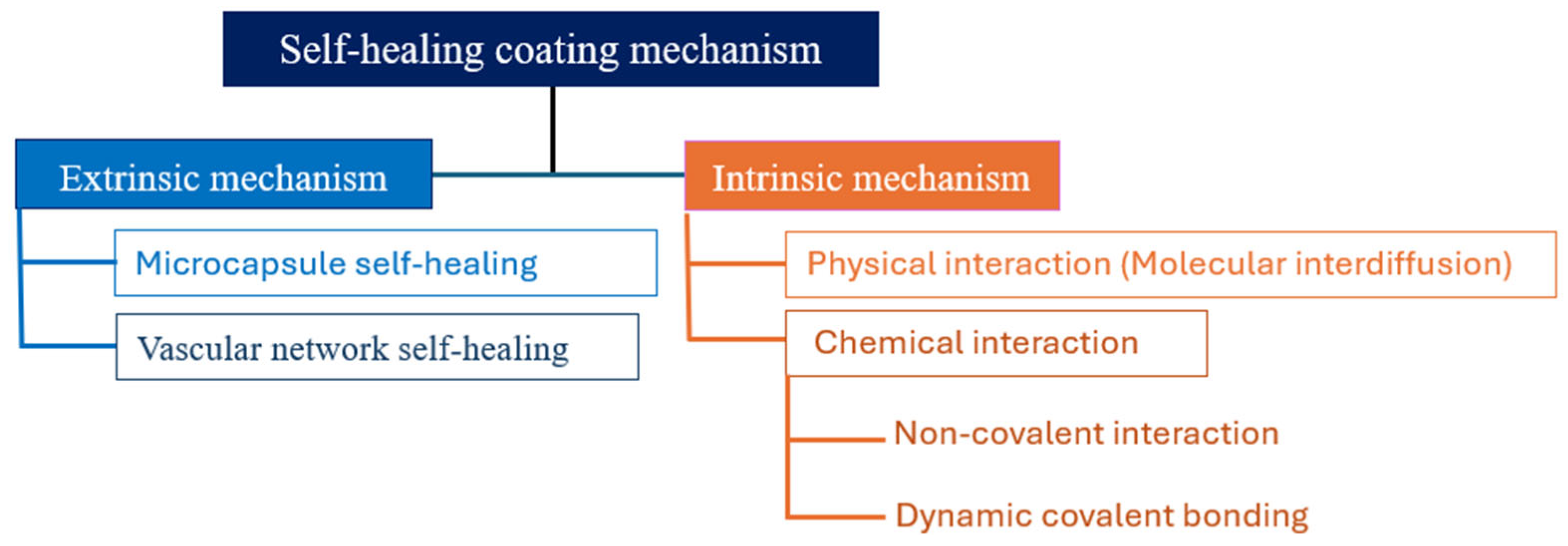
Figure 21.
Mechanisms of (a) extrinsic self-healing and (b) intrinsic self-healing [125]. Reproduced with permission, Copyright, Wiley-VCH.
Figure 21.
Mechanisms of (a) extrinsic self-healing and (b) intrinsic self-healing [125]. Reproduced with permission, Copyright, Wiley-VCH.
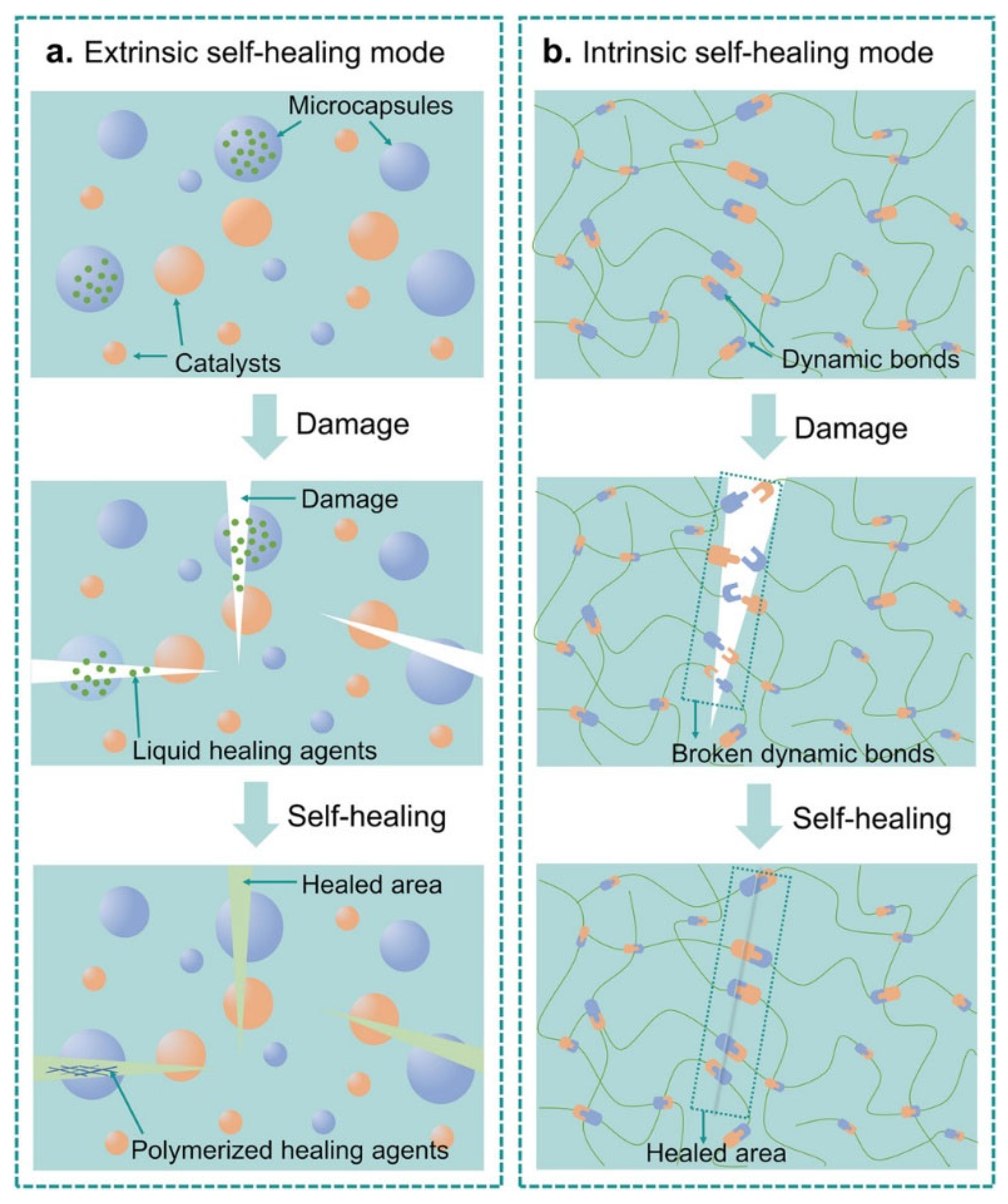
Figure 22.
(a) Mechanism of the self-healing and (b) synthesis of UDETA-based PUU coatings [29].
Figure 22.
(a) Mechanism of the self-healing and (b) synthesis of UDETA-based PUU coatings [29].
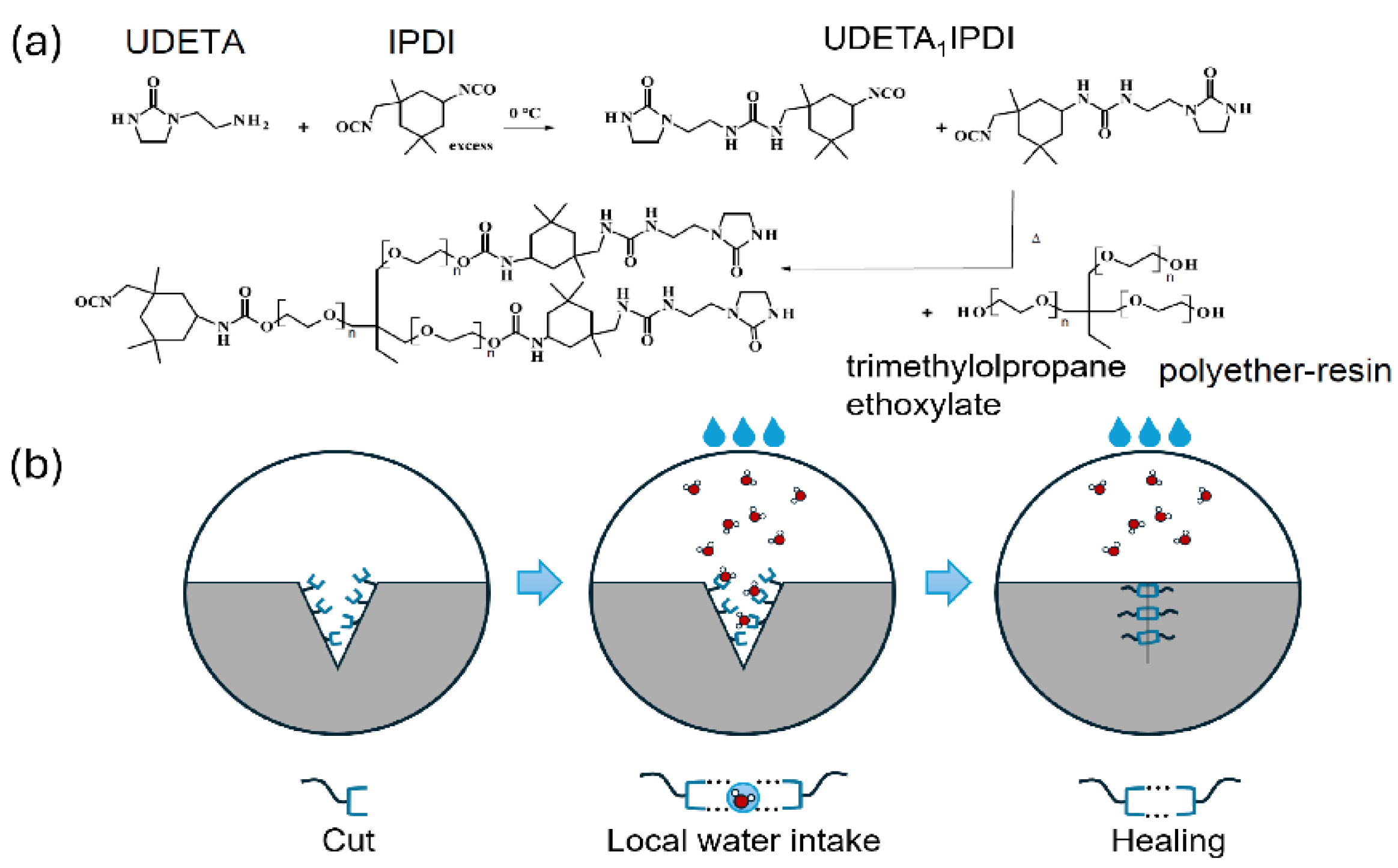
Figure 23.
Illustration of some designs for self-healing coatings: (a and b) Schematic diagrams show the formation of microcapsules containing a catalyst and a healing agent, which are embedded into microcapsule-based self-healing coatings. When cracks occur, the capsules rupture and release the healing agent, which polymerises to repair the damaged area. (c) A schematic of a vascular-based healing system illustrates an interconnected network that transports healing agents. (d) When the coating is damaged, the vascular channels break and release the healing agent, restoring protection. (e) A schematic of a polymer-based intrinsic coating with reversible chemical bonds shows how the material can recover from molecular-level damage [147]. Reproduced with permission, Copyright, Wiley-VCH.
Figure 23.
Illustration of some designs for self-healing coatings: (a and b) Schematic diagrams show the formation of microcapsules containing a catalyst and a healing agent, which are embedded into microcapsule-based self-healing coatings. When cracks occur, the capsules rupture and release the healing agent, which polymerises to repair the damaged area. (c) A schematic of a vascular-based healing system illustrates an interconnected network that transports healing agents. (d) When the coating is damaged, the vascular channels break and release the healing agent, restoring protection. (e) A schematic of a polymer-based intrinsic coating with reversible chemical bonds shows how the material can recover from molecular-level damage [147]. Reproduced with permission, Copyright, Wiley-VCH.
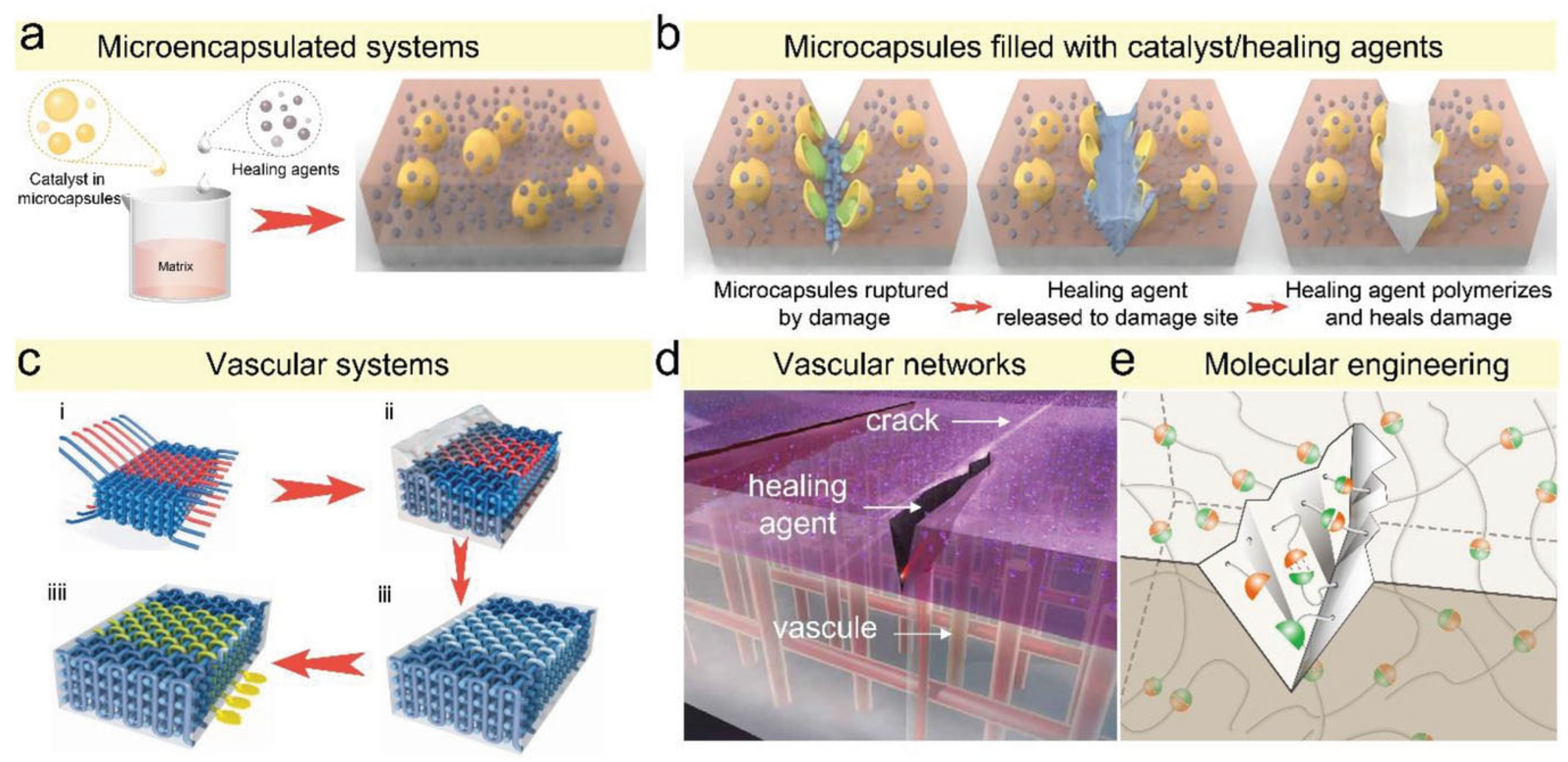
Figure 24.
Pulsating jet erosion test (PJET) (Left) [158], test specimen under DIEM test [159] (Right ).

Figure 25.
WRRE tester at Offshore Renewable Energy (ORE) Catapult [155].
Figure 25.
WRRE tester at Offshore Renewable Energy (ORE) Catapult [155].

Figure 26.
Schematic representation of the four LEE themes. Arrows indicate the primary information links between the themes [33].
Figure 26.
Schematic representation of the four LEE themes. Arrows indicate the primary information links between the themes [33].
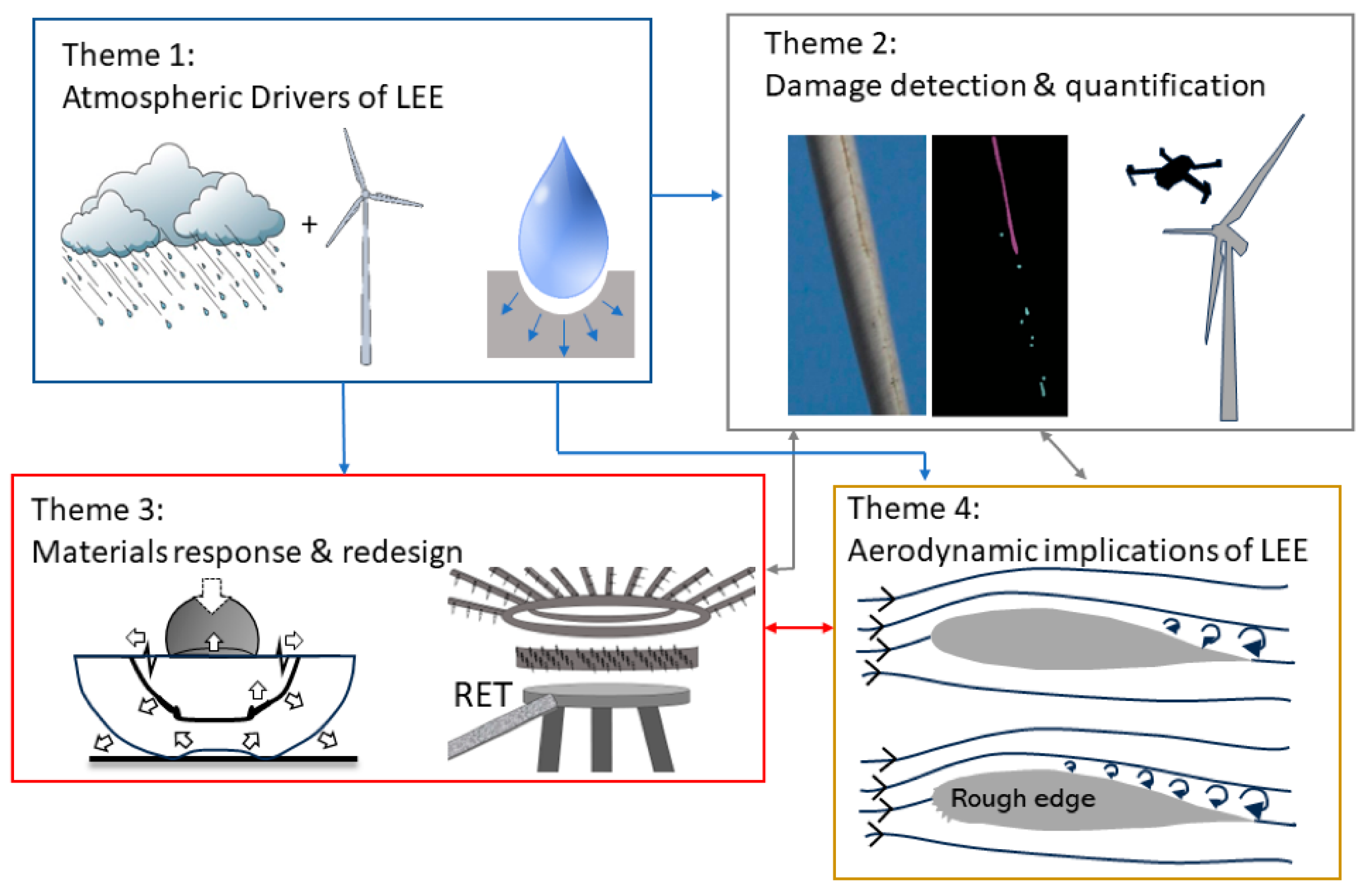
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



