
Submitted:
26 September 2025
Posted:
06 October 2025
You are already at the latest version
Abstract
Hydroxamic acid extractors (such as LIX984) show high extraction efficiency in extracting nickel from electron-free nickel waste solution, but there is a problem with a slow extraction rate. This study investigated the effect of adding specific amounts (2-5 vol.%) of three organophosphate extractants (P507, P204, and Cyanex272) to LIX984, and the results showed that adding 2-5 vol.% P507 or Cyanex272 can significantly increase extraction efficiency and kinetic properties. When 2-5 vol% organophosphorus extractant was added, the extraction rate increased 1.5-10 times, indicating a direct correlation between the content of organophosphorus extractant and the acceleration of the extraction process, with an increase in content corresponding to an increase in extraction rate. Compared to the case when additives were not used, nickel extraction efficiency reached more than 99% when 5 vol% P507 was added. while in the absence of additives was only 46%; at the same time, the rate of extraction was also significantly improved. With 2 vol% P204, the removal efficiency reached 99.8%. When applied to a waste solution for non-electroplating (pH 4-6), the first addition of 2-5 Vol.% P204 or P507 for selective removal of iron and zinc impurities and then pH up to 6-7 with a mixture of organophosphate extracts, and the spent electroless nickel plating baths are extracted with LIX984 extractant mixed with organic phosphoric acid extractant to obtain the nickel salt solution with higher purity by stripping. Therefore, in the spent electroless nickel plating baths with recovered nickel, the organic phosphoric acid extractants P507, P204, and Cyanex272 can be used as a good promoter of the hydroxamic acid extractant LIX984, and the new extractant obtained can achieve both a better nickel extraction effect and a higher nickel extraction rate.
Keywords:
spent electroless nickel plating baths
; solvent extraction
; organophosphorus acid co-extraction accelerator
; LIX984
1. Introduction
Electroless nickel plating is widely used in mechanical, automotive, aerospace, petrochemical, electronic, and military industries [1]. It has become one of the fastest-growing surface treatment technologies in recent years due to its advantages of uniform plating thickness and low requirements for plated parts [2]. However, the electroless nickel plating process generates a large amount of spent electroless nickel plating baths, which have a complex composition containing hypophosphite and phosphite ions, organic acid complexing agents, nickel ions, and metal ions such as iron and zinc [3]. Spent electroless nickel plating baths have been defined as hazardous waste; the nickel content of 3 ~ 6 g/L, such as direct disposal, will cause significant harm to human health and the environment [4]. However, nickel is an expensive metal resource for environmental and resource recycling purposes; nickel recovery has become an essential part of nickel-plated waste liquid treatment [5]. The solvent extraction method has been widely used in the extraction and recovery of metals and the mutual separation process [6]; researchers have carried out some studies on the use of the solvent extraction method for the recovery of nickel in the spent electroless nickel plating baths, the technique has demonstrated high extraction efficiency over 99% using the extractant 5-dodecylsalicylaldoxime (hereafter called LIX860-IC or HR) with proven capability for selective metal recovery from complex waste solutions [7], but the main difficulty is the selection of the extractant [3].
The main extractant for nickel in spent electroless nickel plating baths in industrial applications is hydroxamic extractant with -C(OH)-C-C-C=NOH structure [8,9]. Tanaka M. et al. [10,11,12] extracted nickel ions from spent electroless nickel plating baths with extractant LIX84I and stripped them with sulphuric acid to obtain nickel sulfate. The extractant LIX984 also showed promising results and had the advantage of easy stripping compared to LIX84I [13]. However, LIX984 is characterized by slow nickel extraction rates and an inability to effectively separate nickel from impurity metals, such as iron and zinc [14]. Consequently, there is a clear necessity to enhance LIX984 for utilization in engineering applications, with the primary objectives being to augment the extraction rate and facilitate the separation of nickel and impurity metals.
The findings of the study indicated that the synergistic extraction of electroless nickel plating waste solution using organophosphoric acid extractant and hydroxamic acid extractant for acceleration is a promising approach. Among the organophosphoric acid extractants, P204 and P507 are the most widely used in metal solvent extraction [15]. Tanaka M. and Hirokazu Narita et al. [16] found through a series of studies that the addition of the accelerator P507 to the organic phase can significantly improve the extraction efficiency; Huang et al. [17] investigated the hydroxamic extractant LIX84I and the organic phosphoric acid extractant P507 mixed as an extractant using a mixed clarifier for the sequential extraction of nickel from spent electroless nickel plating baths; Brooks [18,19] proposed the use of a mixture of hydroxamic acid extractant LIX63 and organic phosphoric acid extractant bis(2-ethylhexyl) phosphoric acid for the removal of impurities such as iron, copper, zinc and lead from a nickel electroplating waste solution, leaving the nickel in the waste solution; Huynh et al. [15] investigated the improvement of the removal of nickel from nickel electroplating waste using P204. The extant literature suggests that the organic phosphoric acid extractant can frequently be utilized as a co-extractant for the extraction of nickel by hydroxamic extractant in the chemical nickel plating waste solution, which exhibits considerable promise with regard to application. Nevertheless, there is a paucity of co-extraction studies of hydroxamic extractant LIX984 with organic phosphoric acid extractant.
Furthermore, the impurity metals present in the chemical nickel plating waste solution, namely iron and zinc, also require removal [3]. Researchers have found that organophosphorus extractants are also more effective for removing iron and zinc. Azizitorghabeh et al. [20] studied the separation of iron and zinc using P204 as an accelerator, and Dessouky et al. [21] studied the separation of iron and zinc using solvent extraction with Cyanex921 as an extractant from chloride media. Sarangi K, Parhi P K, Padhan E, et al.found the separation of Fe(III), Cu(II), and Zn(II) from mixed sulphate/hydrochloride solutions using TBP, LIX 84I, and Cyanex 923[22]. However, the efficacy of organic phosphoric acid extractant in separating nickel-plating waste solutions from impurity metals such as iron and zinc remains to be fully elucidated and requires further in-depth analysis.
In the context of extracting nickel from electroless nickel plating waste solutions, LIX84I has been identified as a more abundant extractant [6,15]. LIX984 has been studied as an extractor for the extraction of various metals, but its effectiveness in synergistic extraction of nickel from electrolysis-free coating solution using organophosphate coextractive is still relatively limited. Therefore, in the present study, three exemplary organophosphoric acid extractants (namely, P507, P204, and Cyanex272) were selected as co-extractants and added to the hydroxamic extractant LIX984 for the extraction and recovery of nickel electroplating wastewater (The combination of hydroxamic acid and organophosphate extract makes it possible to take advantage of the complementarity of their properties. LIX984 has high nickel selectivity, and the extraction efficiency is not low. Organophosphate extract can increase the kinetic rate of extraction and improve phase separation. This combination allows to overcome the limitations associated with the slow extraction rate of LIX984 and preserve its superior selectivity of nickel). The following studies were conducted:(1) The synergistic extraction study of LIX984 by three organic phosphoric acid extractants for the treatment of nickel in spent electroless nickel plating baths;(2) The stripping stripping study after the synergistic extraction of nickel by three organic phosphoric acid extractants and LIX984;(3) The Effect of adding organic phosphoric acid extractant to LIX984 on the extraction rate and stripping rate of nickel;(4) For the removal of iron and zinc impurities in the spent electroless nickel plating baths, three organic phosphoric acid extractants on the actual spent electroless nickel plating baths of iron, zinc and nickel extraction study.
2. Materials and Methods
2.1. Spent Electroless Nickel Plating Baths (Aqueous Phase)
In this experiment, two types of spent electroless nickel plating baths were mainly used: simulating liquid waste formulated in the laboratory according to the composition of actual spent electroless nickel plating baths and actual liquid waste supplied by an electroplating plant containing different impurity metals and a variety of organic substances.
Simulated liquid waste is configured as follows [25]: (1) accurately measure a certain amount of nickel sulfate, iron sulfate, zinc sulfate, sodium sulfate, sodium hypophosphite, sodium hypophosphite, lactic acid, and propionic acid, respectively, and dissolve them with a small amount of distilled water while stirring; (2) pouring the completely dissolved metal salt solution into the solution containing lactic acid and propionic acid while stirring constantly; (3) pouring the completely dissolved sodium hypophosphite and sodium hypophosphite solution into the solution containing lactic acid and propionic acid with vigorous stirring, poured into the solution configured according to step 2; (4) adding sulfuric acid to adjust the pH and determining the pH of the aqueous phase with a pH meter; (5) diluting the solution with distilled water. The composition of the simulated spent electroless nickel plating baths is given in Table 1. Table 1 lists the components of simulated waste prepared in the laboratory in controlled experiments, and Table 2 shows the concentration of metals in real industrial waste samples that support real-world research results.
2.2. Organic Phase
2.2.1. Hydroxyoxime Extractant LIX984
The nickel organic extractant used in this experiment was LIX984, which is a hydroxy oxime extractant obtained by compounding hydroxyaldoxime LIX860 and hydroxy ketoxime LIX84, which consists of a mixture in high flash point paraffin with a volume ratio of LIX860:LIX84 = 1:1, which is an amber-colored liquid containing 35% of diluent paraffin [14]. Among them, the active ingredient of LIX860 is 2-hydroxy-5-dodecylsalicylaldehyde oxime (Figure 1(a)), and the active ingredient of LIX84 is 2-hydroxy-5-nonylacetylphenyl ketone oxime (Figure 1(b)). Chongqing Haokang Pharmaceutical Chemical Group Co provided LIX984.
2.2.2. Three Organophosphorus Acid Extractants P507, P204, Cyanex272
This study selected three typical organophosphoric acid extractants, P507, P204, and Cyanex272, as accelerators for nickel extraction. P204 is known as di(2-ethylhexyl) phosphoric acid [25], P507 is known as mono(2-ethylhexyl) 2-ethylhexylphosphate[15], and Cyanex272 is known as bis(2,4,4-trimethyl pentyl) pentyl phosphonic acid[23]. The three organophosphoric acid extractants, P507, P204, and Cyanex272, were supplied separately by Luoyang Aoda Chemical Co., Aladdin Chemical Reagent Co., and Shanghai Adamus Co.. The structural formulae of the three organophosphoric acid extractants are shown in Figure 2. The molecular structure of these three phosphate extractors has unique characteristics, and they are also widely used for commercial and industrial purposes. P204 and P507 are commonly used for nickel extraction in hydrometallurgical processes, while Cyanex272 can separate cobalt from nickel, and its selectivity is excellent. By comparing the constructive properties of these extractors, the synergistic effect between them and LIX984 can be assessed, and the evaluation results are comprehensive.
2.2.3. Diluent D70
The diluent used in this experiment was D70[17], also known as odorless paraffin. This diluent has similar properties to paraffin and was supplied by Nanjing Chemical Reagent Co.
2.2.4. Configuration of the Organic Phase
For the organic phase of the nickel extraction acceleration experiments, 20 vol% LIX984 was dissolved in diluent D70, and a certain amount of organic phosphoric acid extractant was added according to the experimental needs.
To remove the organic phase of iron and zinc from spent electroless nickel plating baths, 10 vol% organic phosphoric acid extractants P507, P204, or Cyanex27 were mixed in diluent D70, respectively [24].
2.3. Extraction and Stripping of Nickel in Simulated Spent Electroless Nickel Plating Baths
The main experimental steps in this work are as follows [25]: (1)Adjust the pH of the aqueous phase; configure a particular content of the organic phase extractant. (2) in a water bath with a constant temperature and a set temperature of 25℃, evenly mix 10 ml of liquid waste from the water phase and 10 ml of the organic phase and shake horizontally for a certain period of time at a rate of 140 rpm. This is necessary for the two phases to completely touch and complete the metal extraction operation. (3) After that, let the two stages rest from each other. If necessary, filter paper can be used to facilitate the separation of two stages; then, 0.25 ml of the aqueous phase sample is sampled and diluted with HNO3 solution with a concentration of 0.1 mol/L into a state in which the total volume is 25 ml. for later testing. (4) After the extraction process is completed, the organic phase containing the target substance is transferred to a new container and then H2SO4 is added with different concentration gradients for reverse extraction. After a certain time of mechanical oscillations, the two phases are separated again, and then the aqueous phase treated with the method of reverse extraction is extracted. The same nitric acid is used for proper dilution and then stored for determination. (5) Determine the concentration of metal ions in the aqueous phase by inductively coupled plasma-atomic emission spectrometry (ICP-AES). All extraction and stripping experiments were performed in three series of repeated experiments to ensure repeatability. The results are represented as the mean, and the error line is the standard deviation. Statistical significance is determined by the student's t-test, with P<0.05 considered statistically significant.
2.4. Extraction Kinetics Analysis Methods
This paper studies the extraction rate of the extractant modified by the phosphoric acid extractant at different oscillation times (Although the extraction process usually occurs very quickly, kinetic studies for accurate reaction rate analysis are important to optimize the process and improve performance in the industry. The difference in extraction rate between pure LIX984 and organophosphate extraganic mixtures is significant. The need for this study is particularly important in the design of continuous extraction systems, especially to improve the accuracy of the extraction system design and their optimization.). The extraction rate of nickel is related to the metal concentration in the aqueous phase and the extractant content in the organic phase [22].
On the assumption that the reaction for the extraction of Ni (II) by LIX984 is quasi-primary, the reaction equation can be obtained [17]
In this equation, t denotes the extraction oscillation time, at denotes the aqueous phase nickel concentration, ct denotes the organic phase nickel concentration, kf denotes the extraction apparent rate constant, and kb denotes the stripping apparent rate constant kf and kb are correlated with the organic phase, the contact area of the aqueous phase, the concentration of the extractant, the concentration of the additive, and the pH of the aqueous phase. The initial condition of the reaction is ɑ0 = 0; when equilibrium is reached, d/dt=0. From this, the integral of Equation (2) and the calculation leads to the following equation: The values of kf and kb are assumed to be constant during a phase at the beginning of the reaction under certain reaction conditions. The initial condition of the reaction is a0=0; when equilibrium is reached, d a t/dt = 0. From this, the integral of Equation (1) and the calculation leads to the following equation:
where the subscript e indicates the equilibrium state of the system. Similarly, for the stripping experiment, the initial condition of the reaction is = 0; when equilibrium is reached, d a t/dt = 0. From this, integrating Equation (1), the calculations lead to the following corresponding equations:
kf and kb are extraction apparent rate constants and stripping apparent rate constants, respectively.
2.5. Calculation of Distribution Coefficient (D) and Separation Coefficient (β)
To quantitatively evaluate the selectivity between Ni²⁺ and impurity metals (Fe²⁺/Zn²⁺), distribution coefficients (D) and separation factors (β) were calculated according to the following equations:
where, Morg and Maq are the total concentrations of extractables in the aqueous and organic phases, respectively. D is the ratio of metal concentration in the organic phase to that in the aqueous phase; βNi/Fe is the ratio of the distribution coefficient of nickel to that of iron.
3. Results and Discussion
3.1. Synergistic Extraction Study of LIX984 with Three Organophosphorus Accelerators
LIX984 was synergized with three organophosphorus acid accelerators, P507, P204, and Cyanex272, to investigate the extraction characteristics of the mixed extractants under different conditions.
3.1.1. Comparison of the Synergistic Extraction of LIX984 with the Addition of Three Organophosphorus Acid Accelerators
LIX984 at 20 vol% and three organophosphorus acid accelerators at two vol% or five vol% were selected to co-extract the simulated spent electroless nickel plating baths.
As can be seen from Figure 3a,b, adding a small amount of organic phosphoric accelerator significantly increased the organic phase nickel extraction efficiency. When two vol% P507 or Cyanex272 were added, the extraction curve was significantly higher than that without the addition. After 20 min extraction, nickel extraction efficiencies increased from 63.1% to 77.5% and 75.1%, respectively, compared to the case without phosphoric accelerator, while two vol% P204 extraction efficiency was close to that without (see Figure 3a); With the addition of 5 vol% P507, the extraction efficiency of nickel at 10 minutes was 99.2%, while the extraction efficiency of nickel from LIX984 without the addition of organic phosphoric promoter was still only 46.1%.P507 has the best co-extraction performance among the three organic phosphorus accelerators.
It has been observed that the kinetic extraction sequence of three phosphate extractors in different concentrations (2 vol% vs 5 vol%) is different. This may be due to their molecular structure and mechanism of action. At a lower concentration (2 vol%), since Cyanex272 exhibits better interphase activity, its kinetic rate is higher than P204; however, at a higher concentration (5 vol%) P204 was found to have better characteristics, which may be due to the enhanced synergistic effect between it and LIX984. From Figure 3b, it can be seen that the LIX984+5 vol%P507 extraction system has the best extraction effect, followed by LIX984 + 5vol% P204 extraction system, and the worst is the LIX984 + 5vol%Cyanex272 extraction system. This extraction efficiency sequence correlates with the surface tension measurements that will be discussed later in Section 3.3, where we demonstrate that lower surface tension values correspond to higher extraction efficiencies when the organophosphoric acid co-extractant addition ratio is 5 vol%.
3.1.2. Effect of Adding Organophosphate Accelerator on LIX984 Co-Extraction with Extraction Time
Figure 4 shows the nickel extraction efficiency versus time for 20 vol% LIX984 with different contents of organophosphorus accelerators P507, P204, and Cyanex272. The extraction rate of nickel by the mixed extractant increased significantly with a gradual increase in the level of the organophosphoric acid accelerator. After 10 minutes, the extraction efficiencies for nickel were 46.1 %, 99.2 %, and 96.3 %, respectively, when PC88 was added. Adding 5 vol% P507 resulted in a higher extraction efficiency than adding 10 vol%, as shown in Figure 4(a). The addition of 5 and 10 vol% P204 in the organic phase increased nickel extraction efficiencies to 70.5% and 82.9% compared to 46.1% without addition (Figure 4(b)); Adding 5 and 10 vol% Cyanex272 to the organic phase increased the extraction efficiency of nickel from 46.1% to 57.5% and 79.5% respectively, the extraction efficiency was higher when adding ten vol% Cyanex272 (Figure 4(c)). Competitive extraction alone cannot fully explain this phenomenon. At a constant concentration of LIX984, the equilibrium extraction efficiency should theoretically be similar, but the observed decrease in efficiency at a higher concentration of a phosphoric acid-based extract (>5 vol.%) is most likely due to the Association of LIX984 with phosphoric acid-based extract molecules, which leads to a decrease in effective concentration. as a result of interaction with LIX984, the chemical medium around the extraction site changes and this also affects the interfacial properties of the system. In appropriate studies of binary extraction systems containing organic phosphoric acid, similar synergistic or antagonistic effects have been reported. A study by Narita et al. [25] shows that D2EHPA can interact with LIX series extractors, affecting the extraction process. At higher concentrations, similar interactions are likely to occur with P507 and Cyanex272.
Extraction equilibrium was reached in 30 minutes with 5% P204, as opposed to 120 minutes without the accelerator. The addition of organophosphorus to LIX984 may play an essential role in the practical application of nickel extraction.
3.1.3. Effect of the Addition of Organophosphate Accelerators on the Efficiency of Nickel Extraction
The nickel extraction efficiency of LIX984 without the addition of organic phosphoric acid extractant was only about 30% when the extraction time was 5 minutes. Figure 5 shows that with the addition of organic phosphoric acid extractant, nickel extraction efficiency increases rapidly, especially P507 and P204, when its additive amount of 6%, the extraction efficiency of nickel has achieved 99.3% and 95.8%, respectively, when adding Cyanex272, nickel extraction efficiency will also increase considerably when adding 8 vol%, nickel extraction efficiency from no additive when the 31.2% to 80.1%, but not as good as the co-extraction Effect of nickel by adding P507 and P204.
It has been found that organophosphate acid-based Acid extractors can increase extraction efficiency, probably due to their high selectivity towards nickel and ability to alter phase interface properties. Although the final equilibrium rate of extraction in different types of extractors does not differ much, their main advantage is that they significantly increase the kinetic rate of extraction, which is especially important in industrial applications, since the processing time directly affects economic feasibility.
To determine if there is a saturation effect and to determine the optimal dosing interval, a further study examined higher concentrations of organophosphate (as shown in Figure 6). When the P507 supplement increased to 5 vol.%, the extraction efficiency steadily increased to 99.2% in just 10 minutes. However, when it increased to 8 vol.% and 10 vol.%, no significant changes were observed. At the time, it reached 99.3% and 99.5%, respectively, indicating that the acceleration effect was near the upper limit. For P204, the extraction efficiency is usually stabilized at about 8vol.%; and even if Cyanex272 is increased to 10 vol.%, will continue to increase steadily and there will be no obvious signs of saturation. It is assumed that the optimal range of use of P507 may be 4-6% volume, while P204 is suitable for 7-9% volume. Cyanex272 requires more than 10% volume to show effect. Once that limit is exceeded, adding more catalysts will not provide additional practical help, but will speed up the process. Therefore, this saturation characteristic can be caused by the limitation of the effective surface area of the catalytic interface or the fact that the active site in the extraction system has been fully exploited.
(Extraction time: 10 min, pH 6.5, simulated waste solution; PС88A: Rapid saturation at ~5 vol%; DEHРA: Plateaus at ~8 vol%; Cyanex272: Continues improving beyond 10 vol%)
3.1.4. Nickel Extraction with P507 Organophosphate Accelerator Added to LIX984 at Different pHs
Figure 7 shows the extraction efficiencies of nickel in the simulated spent electroless nickel plating baths at different pH with no addition and 5 vol% P507 added to LIX984, respectively. It can be seen that the extraction efficiency of nickel was significantly improved with the addition of 5 vol% P507 when pH < 5; the improvement was not significant when pH > 5; and the extraction efficiency of close to 100% could be achieved in both cases at pH = 7. At pH=3.1, the extraction efficiency increased from 4.64% to 39.9% without addition.
3.2. Stripping of Nickel by Three Organophosphorus Extractants in Synergistic Extraction with LIX984
Prepare the extracted organic phase used in the stripping experiments: The pH was adjusted to 6.5, 20 vol% of LIX984 was mixed with 2 vol% of P507, P204 and Cyanex272 extractant, the aqueous and organic phases were mixed in the dosing funnel according to the volume ratio of 1:1 and shaken for a certain period of time, then the aqueous phase was diluted for measurement and the spent electroless nickel plating baths were used in the stripping experiments. The extracted organic phase was used for the stripping experiment. Va: Vo = 3:1 (Va is the volume of the sulphuric acid solution, Vo is the volume of the extracted organic phase), and the metal concentration of each extracted aqueous phase is determined by changing the oscillation time.
3.2.1. Effect of the Addition of Organophosphorus Acid Accelerator on the Stripping Efficiency of Nickel in the Extracted Organic Phase
3.2.2. Effect of Organophosphate Accelerator Addition on Nickel Stripping Efficiency
The spent electroless nickel plating baths were extracted by adding different contents of organic phosphoric acid accelerator to 20% LIX984, and the extracted organic phases were stripped with 1 mol/L sulphuric acid solution, and the stripping efficiency was determined by setting the stripping oscillation time to 30s, as shown in Figure 8.
As can be seen from Figure 8 and Figure 9, as the content of organophosphoric acid extractant in the extracted organic phase increases, it has a significant promoting effect not only on the extraction rate but also on the stripping rate. Comparatively, the Effect of P204 on the stripping rate is pronounced (as shown in Figure 7). When its content is increased to 4 vol%, the nickel stripping rate after 30 s stripping has reached more than 90%, P507 is in second place, and the Effect of Cyanex272 on the stripping is general.
As shown in Figure 9, the stripping efficiency increased as the organophosphate accelerator addition increased. The stripping efficiency of nickel increased from 37.6% without addition to 95.9% with the addition of 8 vol% P204, from 40.4% to 88.9% with the addition of 8 vol% P507, and from 38.8% without addition to 52.8% with the addition of 8 vol% Cyanex272. The order of removal and the efficiency of extraction in the three organophosphate extractors are different. This can be explained by the characteristics of their acid-base properties. P204 is an acidic product. This property contributes to the release of the metal in the acidic removal solution, and the result is superior removal efficiency. P507 does well in extraction thanks to better interphase activity, and higher acidity gives P204 an advantage in the removal process. This additional property emphasizes the importance of choosing the appropriate extractor in accordance with the requirements for extraction and removal. It can be seen from Figure 8 and Figure 3 that Cyanex272 has the worst synergistic extraction and stripping efficiencies.
3.3. Effect of Addition of Organophosphorus Acid Extractant to LIX984 on the Extraction and Stripping Rates of Nickel
3.3.1. Effect of the Addition of Organophosphorus Acid Extractant to LIX984 on the Extraction Rate of Nickel
The organic phase was 20vol% LIX984 dissolved in D70 with 2vol% or 5vol% organic phosphoric acid accelerators P507, P204, and Cyanex272 for the co-extraction of nickel from spent electroless nickel plating baths; the aqueous phase was a simulated electroless nickel plating bath (as shown in section 2.1). The extraction rate of nickel from spent electroless nickel plating baths was analyzed, and the resulting data were plotted against time t using the least squares method according to Equation (3). (Figure 10)
The corresponding slopes of each line can be obtained by fitting the resulting line in Figure 10. This is the apparent rate constant of extraction, kf, as shown in Table 3.

Table 3.
Apparent rate constants kf in Figure 8(a).
Table 3.
Apparent rate constants kf in Figure 8(a).
| Organophosphate accelerator additions | 0 | 2vol%P507 | 2vol%P204 | 2vol%Cyanex272 |
| kf/ks-1 | 0.753 | 1.23 | 0.634 | 1.32 |
Table 4.
Apparent rate constants kf in Figure 8(b).
Table 4.
Apparent rate constants kf in Figure 8(b).
| Organophosphate accelerator additions | 0 | 5vol%P507 | 5vol%P204 | 5vol%Cyanex272 |
| kf/ks-1 | 0.723 | 7.80 | 2.50 | 1.07 |
It can be seen that the apparent extraction rate constant increased significantly with the addition of a small amount of organophosphorus accelerator than without, especially at 5 vol% addition. The apparent extraction rate constants kf of extractions with 2 vol% addition of P507 and Cyanex272 increased by 1.64 and 1.76 times, respectively, compared with that without addition of organophosphorus accelerator, and the apparent extraction rate constants with 5 vol% addition of P507, P204, and Cyanex272 increased by 10.8, 3.45 and 1.47 times, respectively. It was 1.5 to 10 times higher than that obtained without adding the organophosphorus accelerators, which had an apparent accelerating effect on the extraction equilibrium. Among the three organophosphorus accelerators, the accelerating Effect of P507 on reaction rate is more obvious: 2 vol% of P507 can accelerate 1.64 times, and 5 vol% of P507 can accelerate up to 10.8 times, which has significant economic benefits in practical applications.
3.3.2. Effect of Addition of Organophosphate Accelerator to LIX984 on Stripping Rate of Nickel
To investigate the Effect of adding 20 vol% LIX984 as an organophosphorus acid accelerator on the stripper effect, a 1 mol/L sulphuric acid solution was chosen to perform the stripper experiments on the extracted organic phases. The metal concentrations of the extracted aqueous phases of the stripper extracts were determined by varying the extraction oscillation time. The data obtained were fitted by the least squares method according to Equation (4) to obtain Figure 11, the slope of which is the apparent rate constant of the stripping kb.
The corresponding slopes of each line can be obtained by fitting the resulting line from Figure 11, which is the apparent rate constant of stripping, kb, as shown in Table 5.
As can be seen in Figure 10, the apparent extraction rate constant kb of the extractions with the addition of 2 vol% P507, P204, and Cyanex272 increased by a factor of 1.41, 2.42, and 1.34, respectively, compared to that without the addition of the organophosphoric acid co-extractant. After addition, the apparent rate constant of the stripping kb increased by 1.5 to 3 times, respectively, compared to that without the addition of the organophosphoric acid co-extractant, which had a particular accelerating effect on the stripping equilibrium. The accelerating Effect of P507 and Cyanex272 was close to that of P204, while the accelerating Effect of P204 was more prominent, and the Comparison of the apparent rate constant of the stripping, kb, showed that the accelerating Effect on the extraction was more than two times when 2 vol% P204 was added to LIX984.
Three types of complexes can be formed when a small amount of organophosphorus accelerator is added to the LIX984 extractant: organophosphorus complex, LIX984 complex, and LIX984 and organophosphorus co-complex. The study in Section 3.4 shows that organic phosphoric acid extractant alone shows low extraction efficiency for nickel from spent electroless nickel plating baths (less than 10% at pH<5 as shown in Figure 12). Therefore, the main nickel complex is still formed by LIX984 with nickel. The basic complex formed from LIX984 and nickel involves the Coordination of nitrogen and oxygen donor atoms in the components aldocyma (LIX860) and ketocyma (LIX84). Spectroscopic studies by Narita et al. [25] have shown that nickel and these ligands form square plane complexes, and the metal coordinates with two molecules of the extract. When an organophosphate extract is present, it can initially form intermediate complexes at the phase interface, promoting the transition of nickel to the organic phase and eventually forming a more stable complex of LIX984. It can be inferred that Ni2+ and organophosphoric acid molecules form the corresponding complex at the interface, and this complex enters the organic phase and reacts with hydroxamic acid molecules, followed by the formation of hydroxamic acid complexes with the planar tetragonal structure of Ni(II) [25], which improves the overall extraction rate. Thus, organophosphorus accelerators, as phase transfer catalysts, significantly accelerate the extraction reaction [26].
Tanaka et al. [23] discussed the interfacial pressure between the organic and aqueous phases without and with the addition of an organophosphoric acid accelerator during the extraction of metallic nickel with LIX84I. The interfacial area under extraction equilibrium conditions does not increase significantly with the addition of a small amount of P204. In contrast, dynamic interfacial activity is an essential factor influencing droplet diffusion [11]. The dynamic interfacial activity of the organophosphorus accelerator is higher than that of LIX984, and the droplet dispersion of the LIX984 extractant with the addition of the organophosphorus accelerator is significantly better than that of the extractant without LIX984. Therefore, after the addition of the organophosphoric acid extractant to LIX984, the interfacial area between the organic phase and the aqueous phase will increase accordingly, and under this condition, the extraction and stripping efficiency of metals will be significantly improved. Studies have reported that [30] the addition of 2% P507 or P204 to the hydroxyoxime extractant LIX984 leads to a significant improvement in the dispersion of the droplets, which also corroborates our experimental results.
In summary, under the existing experimental conditions, the organophosphorus accelerator mainly played the phase transfer catalyst and dispersant role in the extraction process, resulting in a significant increase in the extraction rate.
In order to analyze the mechanism of superior operation of P507 as an accelerator, we performed measurements of interphase tension in various extraction systems (Figure 12). The results showed that the surface tension between the aqueous phase (liquid waste simulation) and the organic phase was significantly reduced from 18.3 mN/m of pure LIX984 to 11.7 mN/m containing 50% P507. It was also noted that the surface tension of P204 and Cyanex272 systems was reduced to 14.2 mN/M and 15.8 mN/m, respectively. This reduction in surface tension is associated with an excellent accelerating extraction effect. At the same time, IR analysis of the extracted organic phase showed that there is a characteristic shift between the telescopic range P=O (shift from 1230 cm⁻1 to 1205 cm⁻1) and P-O-C oscillations (shift from 1050 cm-1 to 1030 cm⁻1) in the P507 system, indicating a specific interaction between organophosphorus accelerator and metal⁻ert984 complex. These spectral phenomena support the proposed catalytic phase transfer mechanism, that is, the formation of intermediate complexes reduces the energy barrier for extraction and promotes the transfer of metals from the liquid to the phase interface.
3.3.3. Comparative Performance Analysis with Other Established Nickel Extractants
After perfecting the characteristics of the improved LIX984 system, the results are compared with the nickel extraction facilities described in the Tanaka et al. [10,11,12] studies on the extraction of nickel from chemical nickel solution show that LIX84I with a similar structure to LIX984 can achieve an extraction efficiency of about 95% after 30 minutes at a pH value of 6.5. The use of the optimized system (volume ratio 20% LIX984 +5% P507) takes only 10 minutes under similar pH conditions, and the extraction efficiency reaches 99.2%, indicating a significant improvement in extraction dynamics.
The dithiophosphatic acid-based extract Cyanex301 reportedly provides a high degree of nickel extraction-over 98%, but usually the mating conditions are more acidic and demanding than in our system. The advantage of the mixed extract system is faster processing, effective removal of conventional sulfuric acid and the ability to selectively separate nickel while simultaneously removing iron and zinc impurities.
Table 6.
Comparative performance of various nickel extractant systems.
| Extractant System | Extraction Efficiency (%) | Extraction Time to >95% (min) | Stripping Efficiency (%) | pH range for optimal extraction |
| LIX84I | 95 | 30 | 95 | 6-7 |
| Cyanex301 | 98 | 40 | 92 | 5-6 |
| LIX984 (this study) | 91 | 120 | 90 | 6-7 |
| LIX984 + 5 vol% P507 (this study) | 99.2 | 10 | 97 | 6-7 |
| LIX984 + 5 vol% P204 (this study) | 97 | 30 | 99.8 | 6-7 |
| LIX984 + 5 vol% Cyanex272 (this study) | 96 | 40 | 94 | 6-7 |
According to this comparative analysis, the LIX984 Plus system with organophosphate extract has excellent operational characteristics. Among them, the combination of LIX984 and P507 stands out in particular. with the maintenance of high extraction and evaporation efficiency, performance in extraction dynamics become more visible.
3.4. Extraction of Iron, Zinc, and Nickel from Spent Electroless Nickel Plating Baths by Three Organic Phosphoric Acid Extractants
The goal of this section is to explore whether an organophosphate extract can target the removal of impurities like iron and zinc to achieve the goal of nickel extraction and understand how this selectivity manifests itself, which is especially important for building an efficient two-step extraction process. In this process, an organophosphate extract with a lower pH value must first be used to remove impurities, and then the organophosphate system LIX984 is used to perform nickel extraction tasks under conditions of higher pH value.
Figure 13 shows the extraction efficiency of 20 vol% LIX984 for iron, zinc, and nickel in spent electroless nickel plating baths. Figure 11 shows that LIXIL984 can recover high amounts of iron and low amounts of zinc during nickel recovery at different pH levels. For example, at pH=6, although the nickel extraction efficiency is high at 99.3%, the iron extraction efficiency is also high at 68.3% and the zinc extraction rate is 13.0%. This indicates that the separation of nickel, iron, and zinc by LIX984 is low. Therefore, other extractants should be used to remove the iron and zinc contaminants from spent electroless nickel plating baths first before extracting and recovering nickel. To avoid iron deposition at pH above 3, existing freshly prepared solutions have been used in experiments. During the extraction process, the pH value is carefully monitored. In experiments with higher pH values, measurement of turbidity and calculation of mass balance confirmed the absence of deposition phenomena. The complex agents (lactic acid and propionic acid) found in the solution of the waste galvanizing Bath have a significant effect on the stability of the iron in the solution even at slightly higher pH values.
The organic phase was configured using three organic phosphoric acid extractants, P507, P204, and Cyanex272, dissolved in D70, each added at 10 vol%. The aqueous phase used simulated spent electroless nickel plating baths containing nickel, iron, and zinc with the actual waste solution. The pH of the waste solution was adjusted, and the three organic phosphoric acid extractants reacted with the aqueous phase. The extracted aqueous phase's nickel, iron, and zinc content was determined.
Figure 14 and Figure 15 show iron, zinc, and nickel extraction efficiencies from simulated and actual spent electroless nickel plating baths at different aqueous phase pH conditions for 10 vol% P507, P204, and Cyanex272.
As can be seen from Figure 12, the extraction efficiencies of all three organophosphorus extractants were significantly higher for iron and zinc than for nickel. When pH<4, the extraction efficiency of nickel was almost 0. The extraction efficiency of nickel increased only when the pH of the waste solution was higher than 6. When the pH of the aqueous phase was higher than 5, the extraction efficiency of P204 for iron and zinc decreased. For the three organophosphoric acid extractants, P507, P204, and Cyanex272, the highest separation of nickel, iron, and zinc was achieved in the simulated spent electroless nickel plating baths at pH 3.3, 3.8, and 5.6, respectively. Preliminary studies have shown that a sample containing a deionized nickel waste bath in addition to nickel contains elements other than iron and zinc, such as copper, lead and chromium, the concentration of which in the sample is negligible. The high concentration of sodium and phosphorus-containing anions listed in Table 1 affects only the ionic strength and buffer capacity of the solution relative to PH, rather than directly affecting the efficiency of nickel extraction.
As can be seen from Figure 13, the three organophosphorus acid extractants P507, P204, and Cyanex272 achieved the highest separation of nickel, iron, and zinc at pH 3.3, 4.9, and 4.9, respectively, in the actual spent electroless nickel plating baths.
Generally speaking, the pH of spent electroless nickel plating baths is usually between 4 and 6, under which the extraction rate of organic phosphoric acid extractant for iron and zinc is more than 99%, which can achieve satisfactory results [13]. Nickel is not extracted under this condition, so the organic phosphoric acid extractant should be synergized with LIX984 to have a good extraction effect. This property is important in studying nickel recovery from spent electroless nickel plating baths.
Based on our experimental data from Figure 14 and Figure 15, Table 7 presents the distribution coefficients(D)and separation factors(β)for the three organophosphorus extractants at their optimal pH conditions. Calculated according to Equations (4) and (5).
Very low values of βNi / Fe and βNi / Zn (<0.001) indicate that the organophosphate extract has significant selectivity over Fe2+ and Zn2+ relative to Ni2+ PRI under optimal pH conditions. The results of the verification of the two-stage separation scheme have also become verifiable. In the second extraction step (pH 6-7), when using the organophosphate accelerator LIX984 plus, after iron and zinc removal, the βNi/Fe ratio increases to >100, and the selectivity of nickel extraction also becomes very high.
4. Conclusions
In this paper, the synergistic and accelerating effects of organophosphorus extractants P507, P204, and Cyanex272 as accelerators of hydroxamic extractant LIX984 for extraction and stripping in spent electroless nickel plating baths were investigated. The results of the study are summarised below:
- (1)
- Organic phosphoric acid accelerators P507, P204, Cyanex272, and hydroxyoxime extractant LIX984 were mixed for modification, and the nickel in spent electroless nickel plating baths was extracted, the extraction efficiency was improved, and the time to extraction equilibrium was shortened, which played an excellent synergistic and accelerating effect. Meanwhile, the mixed extractant was used to strip the residual organic phase, improving stripping efficiency and accelerating the stripping rate.
- (2)
- With the addition of organophosphorus acid extractants P507, P204, and Cyanex272 as accelerators of LIX984, the apparent rate constant kf of nickel extraction from spent electroless nickel plating baths increased by 1.5~10 times, respectively, compared to the case of no addition; Apparent rate constant kb of stripping the organic phase with sulphuric acid increased by a factor of 1.5-3.
- (3)
- Organic phosphoric acid extractants P507, P204, and Cyanex272 in low acid conditions on iron and zinc have a better extraction effect and can effectively separate iron, zinc, and nickel. The best separation conditions are: For simulated spent electroless nickel plating baths at pH 3.3, 3.8, and 5.6, respectively, and for actual spent electroless nickel plating baths at pH 3.3, 4.9, and 4.9, respectively.
- (4)
- Optimal extraction conditions were as follows: extractant was 20 vol% LIX984+5 vol% P507, extraction equilibrium was reached in 10 min, and extraction efficiency could reach 99.2%, which was accelerated 10.8 times compared with the case of no addition of organophosphoric acid accelerator, and extraction equilibrium constant was kf=7.8 ks-1.
- (5)
- The organophosphorus accelerator acts mainly as a phase transfer catalyst and dispersing agent in the extraction process, significantly increasing the extraction rate.
In conclusion, this paper investigated the modification of organic phosphoric acid accelerators P507, P204 and Cyanex272 into hydroxyoxime extractant LIX984, which positively affected the extraction efficiency and extraction rate of nickel in spent electroless nickel plating baths. It helped to effectively separate nickel from impurity metals such as iron and zinc. It can contribute to improving the extraction process and the process parameters of spent electroless nickel plating baths in practical applications, and to realizing the closed-loop recovery of nickel from spent electroless nickel plating baths.
Data Availability Statement
Data will be made available on request.
Acknowledgments
Financial supported by the National Natural Science Foundation of China (Nos. 21106019), the Program of Key Research and Development Plan of Jiangsu Province (BE2019108), and FY2022 Social Development Science and Technology Program Projects of Jurong City, Jiangsu Province (ZA42202).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Rong Xinya. Treatment of chemical nickel-plating waste solution and resource recycling [D]. Suzhou: Soochow University, 2005; 1-39. (in Chinese).
- Yan Hong. New technology of modern chemical nickel plating and composite plating [M]. Beijing: National Defence Industry Press. 1992. (in Chinese).
- Mikiya Tanaka. Modeling of solvent extraction equilibria of Cu from NITRIC and Hydrochloric Acid Solutions with β-Hydroxyoxime [J]. Hydrometallurgy, 1990, 24, 317–331. [CrossRef]
- Tanaka M, Huang Y, Yahagi T, et al. Solvent extraction recovery of nickel from spent electroless nickel plating baths by a mixer-settler extractor [J]. Separation and Purification Technology, 2008, 62, 97–102. [CrossRef]
- Niinae M., Itoh A., Kenchu K. Application of solvent extraction to treatment of electroless nickel plating wastewater [J]. MMIJ, 1998, 114, 63–68. [CrossRef]
- Sana T, Shiomori K, Kawano Y. Extraction rate of nickel with 5-dodecylsalicylaldoxime in a vibro-mixer [J]. Separation & Purification Technology, 2005, 44, 160–165.
- Regel M., et al. Recovery of zinc (II) from HCl spent pickling solutions by solvent extraction [J]. Environmental Science & Technology, 2001, 35, 630–635.
- Bacon, G. , Mihaylov I. Solvent extraction as an enabling technology in the nickel industry [J]. The Journal of The South African Institute of Mining and Metallurgy, 2002, 11-12, 435-444.
- Ma Rongjun. Principles of hydrometallurgy [M]. Beijing: Metallurgical Industry Press, 2007; 543.
- Tanaka M, Huang Y, Yahagi T, et al. Solvent extraction recovery of nickel from spent electroless nickel plating baths by a mixer-settler extractor [J]. Separation and Purification Technology, 2008, 62, 97–102. [CrossRef]
- Tanaka M, Hirokazu Narita, Yukinori Saiki. Study on nickel recovery from spent electroless nickel plating solution using solvent extraction method [C]. Journal of Chemical Engineering, (in Japanese). 2010, 36, 201–206.
- Tanaka M, Hirokazu Narita, Yukinori Saiki. Improvement of the Extraction and Stripping Rates of Nickel in the Solvent Extraction System with LIX84I [J]. Shigen-to-Sozai, (in Japanese). 2004, 120, 440–445. [CrossRef]
- Wang, L.-P. , et al. Separation and Recovery of Copper and Nickel in the Leachate of a Waste IC Lead Frame through Synergistic Solvent Extraction Using a Binary Extractant Containing LIX984N and Cyanex302 Followed by Selective Stripping [J]. Sustainability, 2024; 16(1).
- Mehmet Kul, Ümit Çetinkaya. Recovery of copper by LIX984N-C from electroplating rinse bath solution [J]. Hydrometallurgy, 2009, 98, 86–91. [CrossRef]
- Hai Trung Huynh, Mikiya Tanaka. Removal of Nickel from Electroless Nickel Plating Rinse Water with Di(2-Ethylhexyl) phosphoric Acid-Impregnated Supports [J]. Solvent Extraction and Ion Exchange, 2003, 21, 291–305. [CrossRef]
- Tanaka M, Hirokazu Narita, Yukinori Saiki. Improvement of the Extraction and Stripping Rates of Nickel in the Solvent Extraction System with LIX84I [J]. Shigen-to-Sozai, (in Japanese). 2004, 120, 440–445. [CrossRef]
- Huang Y, Tanaka M. A mixer-settler analyzes continuous solvent extraction of nickel from spent electroless nickel plating baths [J]. Journal of Hazardous Materials, 2009, 164, 1228–1235. [CrossRef] [PubMed]
- C.S. Brooks. Applications of solvent extraction in treatment of metal finishing wastes [J]. Met. Finish, March 1987; 55-60.
- C.S. Brooks. Recovery of nonferrous metals from metal finishing industry wastes [J]. Sep. Sci. Technol, 1993, 28, 579–593. [CrossRef]
- Azizitorghabeh A., et al. Synergistic extraction and separation of Fe (III) and Zn(II) using TBP and D2EHPA [J]. Separation Science and Technology, 2017, 52, 476–486. [CrossRef]
- El Dessouky S. I., et al. Solvent extraction separation of Zn (II), Fe(II), Fe(III), and Cd(II) using tributylphosphate and CYANEX 921 in kerosene from chloride medium [J]. Chemical Engineering and Processing-Process Intensification, 2008, 47, 177–183. [CrossRef]
- Sarangi K, Parhi P K, Padhan E, et al. Separation of iron (III), copper (II), and zinc(II) from a mixed sulphatesulfate/chloride solution using TBP, LIX 84I, and Cyanex 923 [J]. Separation & Purification Technology, 2007, 55, 44–49.
- Parhi P K, Panigrahi S, Sarangi K, et al. Separation of cobalt and nickel from ammoniacal sulfate solution using Cyanex 272 [J]. Separation & Purification Technology, 2008, 59, 310–317.
- Tanaka M, Kobayashi M, Mansour A. S. AlGhamdi, Tatsumi K. Separation and recovery of nickel in spent electroless nickel plating baths by solvent extraction method using LIX84I [J]. Resources and Materials, (in Japanese). 2001, 117, 507–511.
- Hirokazu Narita, Mikiya Tanaka, Yumiko Sato. Structure of the Extracted Complex in the Ni (II)-LIX84I System and the Effect of D2EHPA Addition [J]. Solvent Extraction and Ion Exchange, 2006, 24, 693–702. [CrossRef]
- Hirokazu Narita, Mikiya Tanaka, Tsuyoshi Yaita, Yoshihiro Okamoto. Structural study of Ni complexes in the solvent extraction system [J]. Photon Factory Report, 2004, 22B, 23.
- Mikiya Tanaka, Shaq Alam. Solvent extraction equilibria of nickel from ammonium nitrate solution with LIX84I [J]. Hydrometallurgy, 2010, 105, 134–139. [CrossRef]
- Komasawa, I. , Otake T. Extraction of copper with a chelating agent and the enhancement of the extraction by adding acidic extractant [J]. Ind. Eng. Chem. Fundam, 1983, 22, 122–126. [Google Scholar]
- Mikiya Tanaka, Hai Trung Huynh, Mikio Kobayashi. Application of Solvent Extraction and Solvent-impregnated Support to Treatment Effluents from Electroless Nickel Plating Processes [J]. M.E. Schlesinger TMS, 2003; 485-494.
- Louichaoui T., et al. Synergistic extraction of cobalt (II) and nickel (II) with a mixture of D2EHPA and 1-octanol [J]. Chemical Engineering Communications, 2024, 211, 952–959. [CrossRef]
Figure 1.
(a). The structural formula of LIX860 (2-hydroxy-5-dodecyl salicylaldehyde oxime);(b). The structural formula of LIX84 (2-hydroxy-5-nonyl acetophenone oxime).
Figure 1.
(a). The structural formula of LIX860 (2-hydroxy-5-dodecyl salicylaldehyde oxime);(b). The structural formula of LIX84 (2-hydroxy-5-nonyl acetophenone oxime).
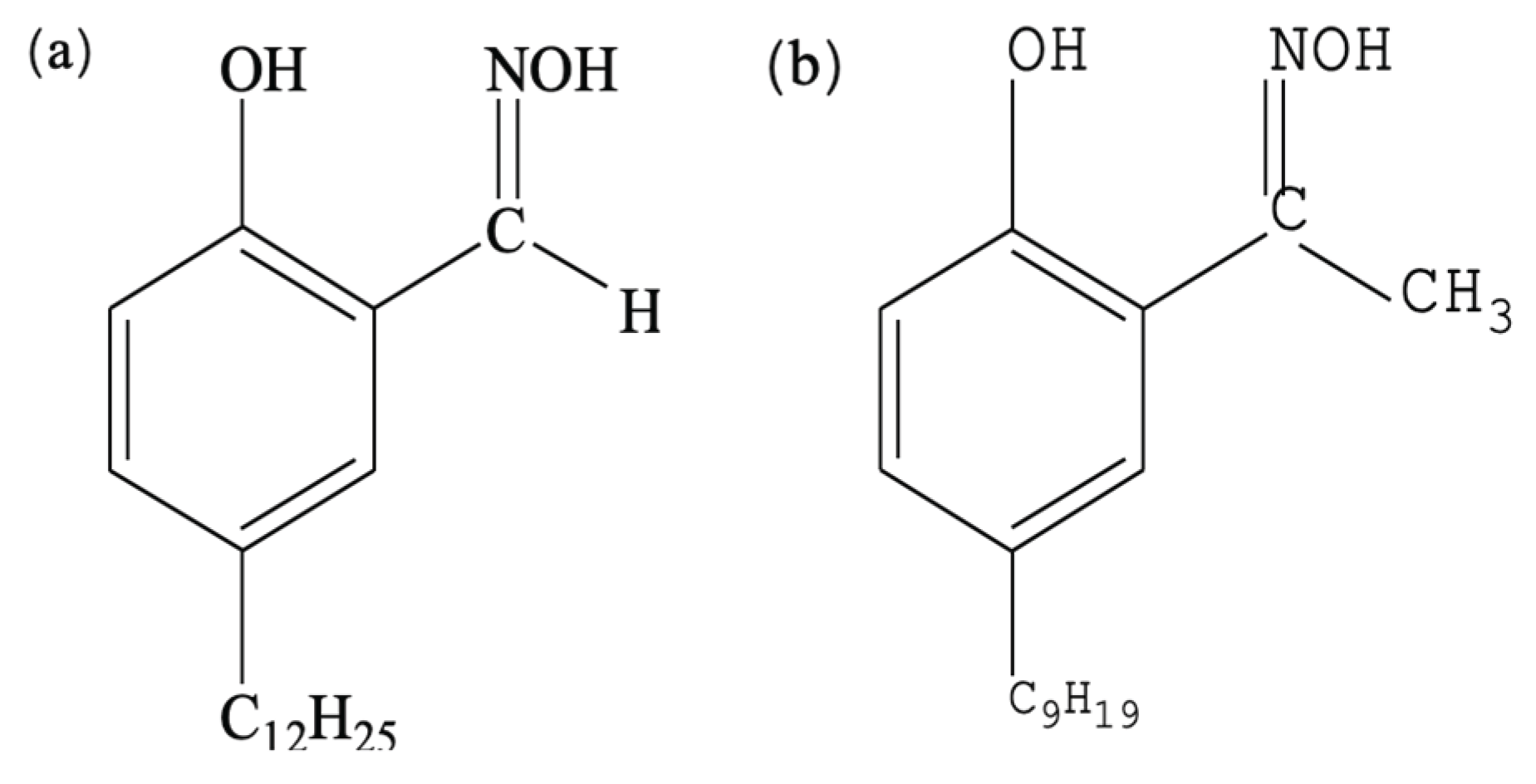
Figure 2.
(a) The structural formula of P507 (bis(2-ethylhexyl) phosphoric acid); (b)The structural formula of P204 (mono-2-Ethylhexyl 2-Ethylhexyl phosphate); The structural formula of Cyanex272 (bis(2,4,4-trimethyl pentyl) phosphoric acid).
Figure 2.
(a) The structural formula of P507 (bis(2-ethylhexyl) phosphoric acid); (b)The structural formula of P204 (mono-2-Ethylhexyl 2-Ethylhexyl phosphate); The structural formula of Cyanex272 (bis(2,4,4-trimethyl pentyl) phosphoric acid).
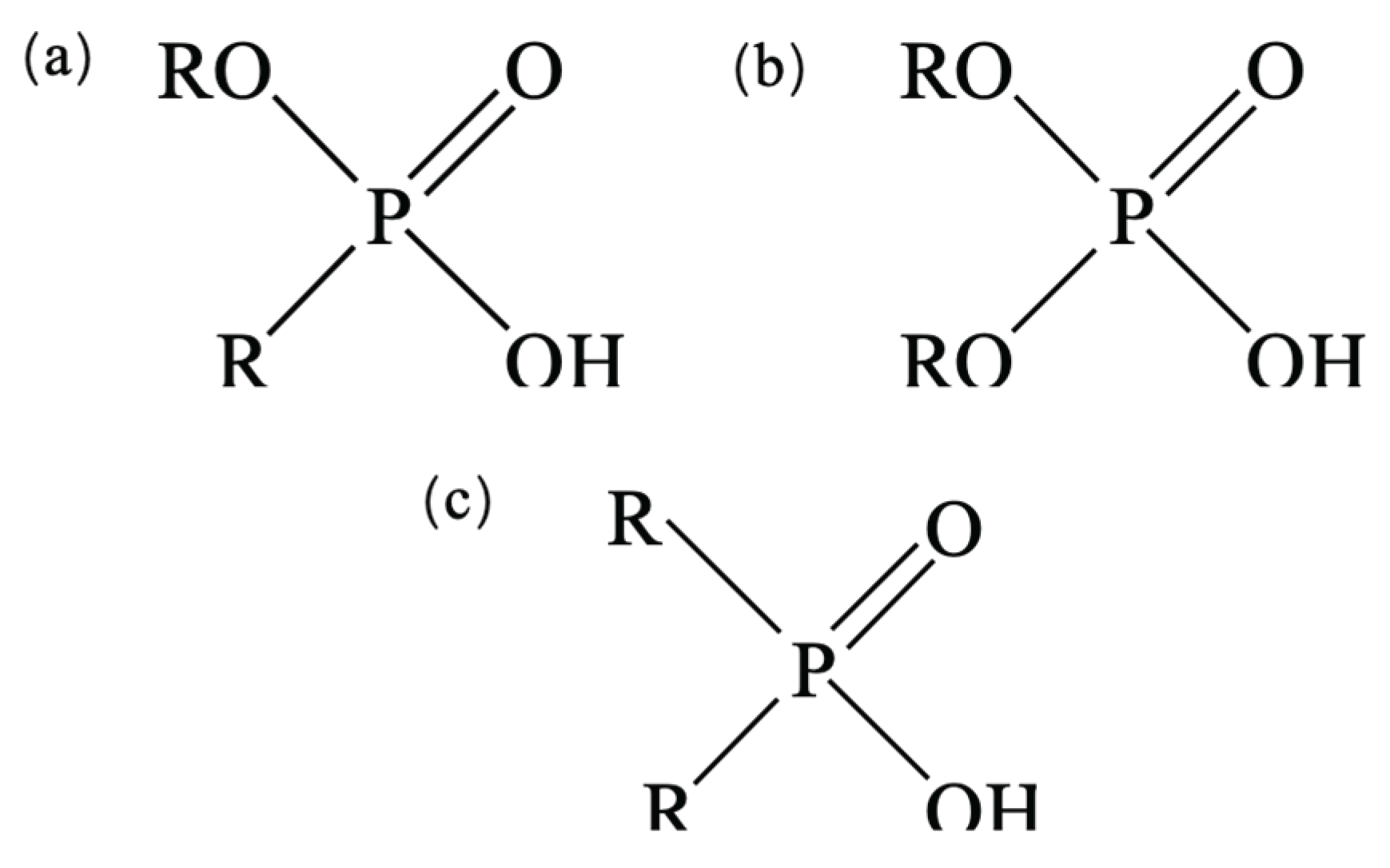
Figure 3.
Effect of 2 vol% and 5 vol% addition of organophosphoric acid accelerators on the extraction efficiency of nickel (simulated spent electroless nickel plating baths): (a) Addition of 2 vol% P507, P204, Cyanex272 in 20 vol% LIX984;(b) Addition of 5 vol% P507, P204, Cyanex272 to 20 vol% LIX984.
Figure 3.
Effect of 2 vol% and 5 vol% addition of organophosphoric acid accelerators on the extraction efficiency of nickel (simulated spent electroless nickel plating baths): (a) Addition of 2 vol% P507, P204, Cyanex272 in 20 vol% LIX984;(b) Addition of 5 vol% P507, P204, Cyanex272 to 20 vol% LIX984.
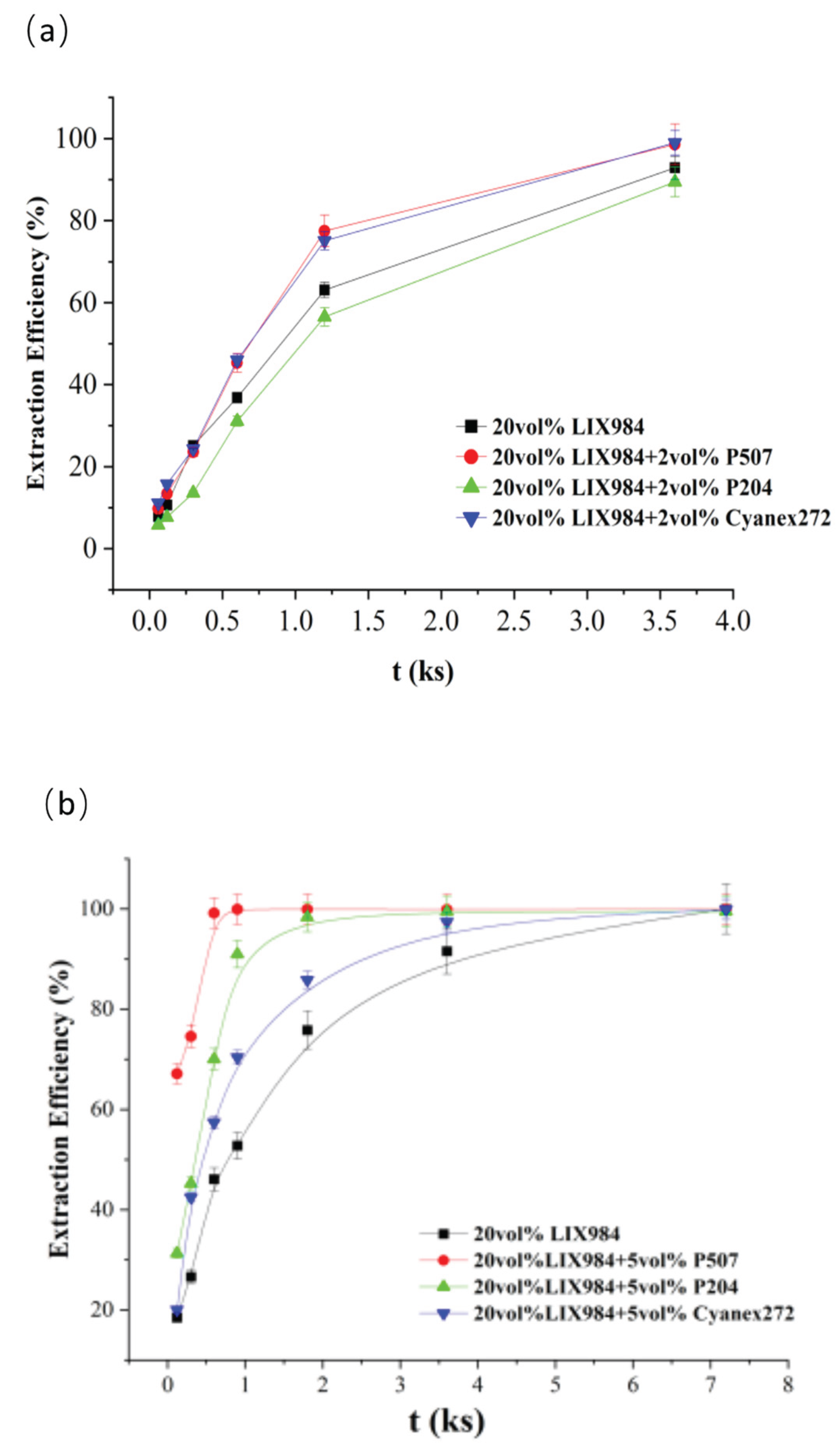
Figure 4.
Effect of addition of organophosphorus acid accelerators added to LIX984 on the extraction efficiency of nickel with extraction time.
Figure 4.
Effect of addition of organophosphorus acid accelerators added to LIX984 on the extraction efficiency of nickel with extraction time.
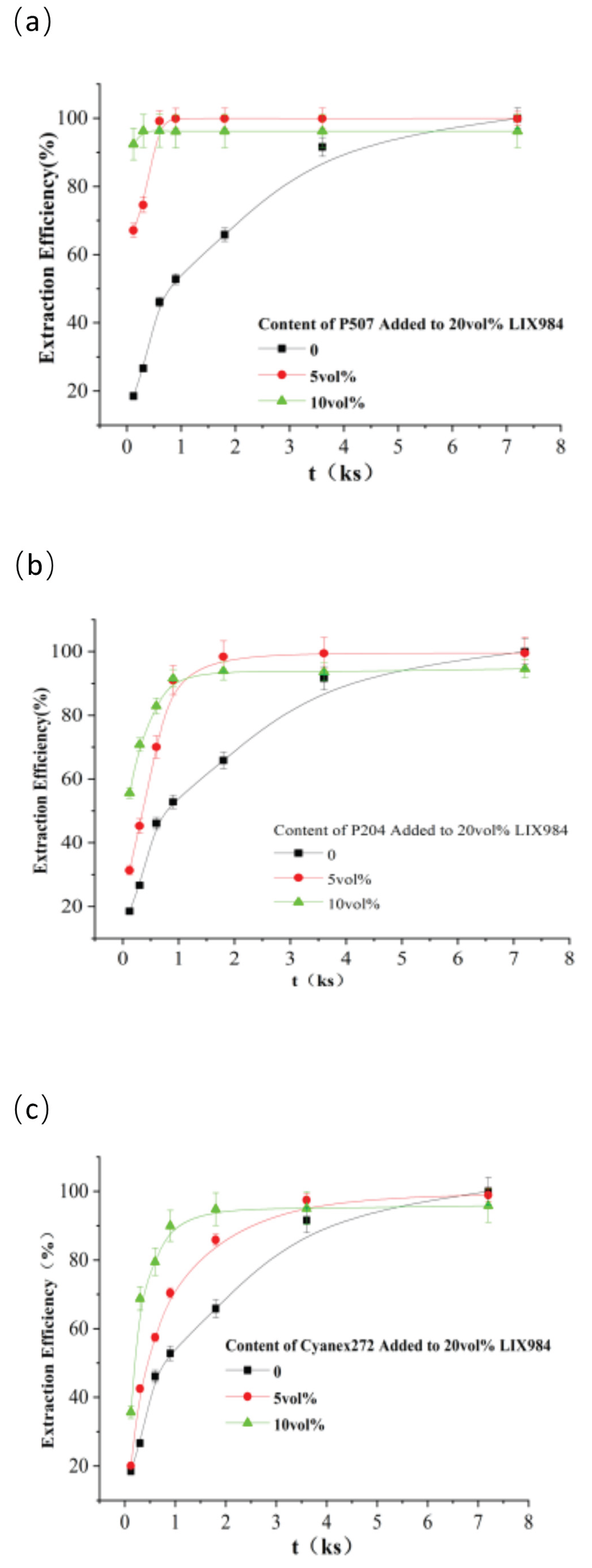
Figure 5.
Effect of different contents of organophosphorus acid accelerator added to LIX984 on the extraction efficiency of nickel at an extraction oscillation time of 5min.
Figure 5.
Effect of different contents of organophosphorus acid accelerator added to LIX984 on the extraction efficiency of nickel at an extraction oscillation time of 5min.
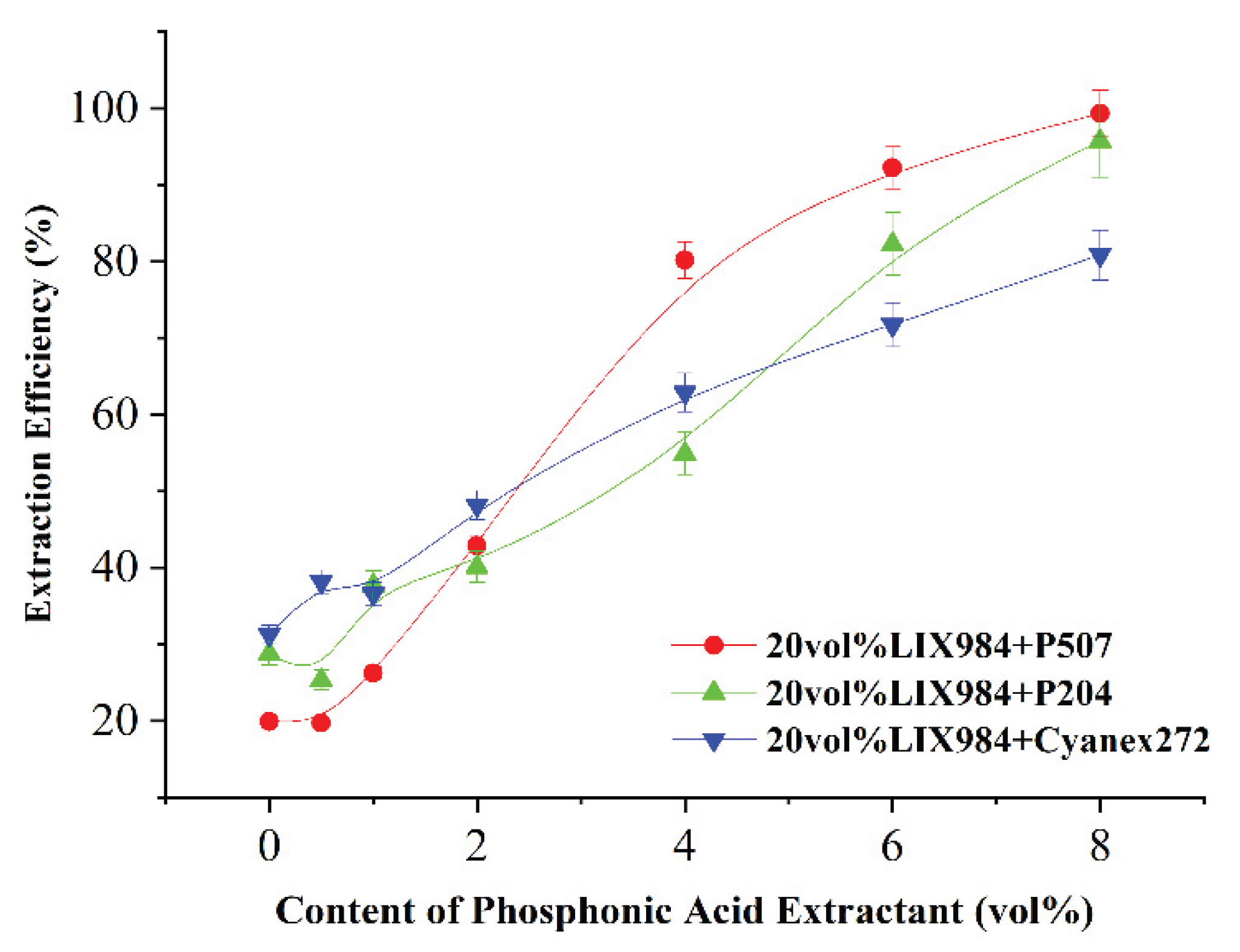
Figure 6.
Saturation Effects of Organophosphorus Additives on Nickel Extraction.
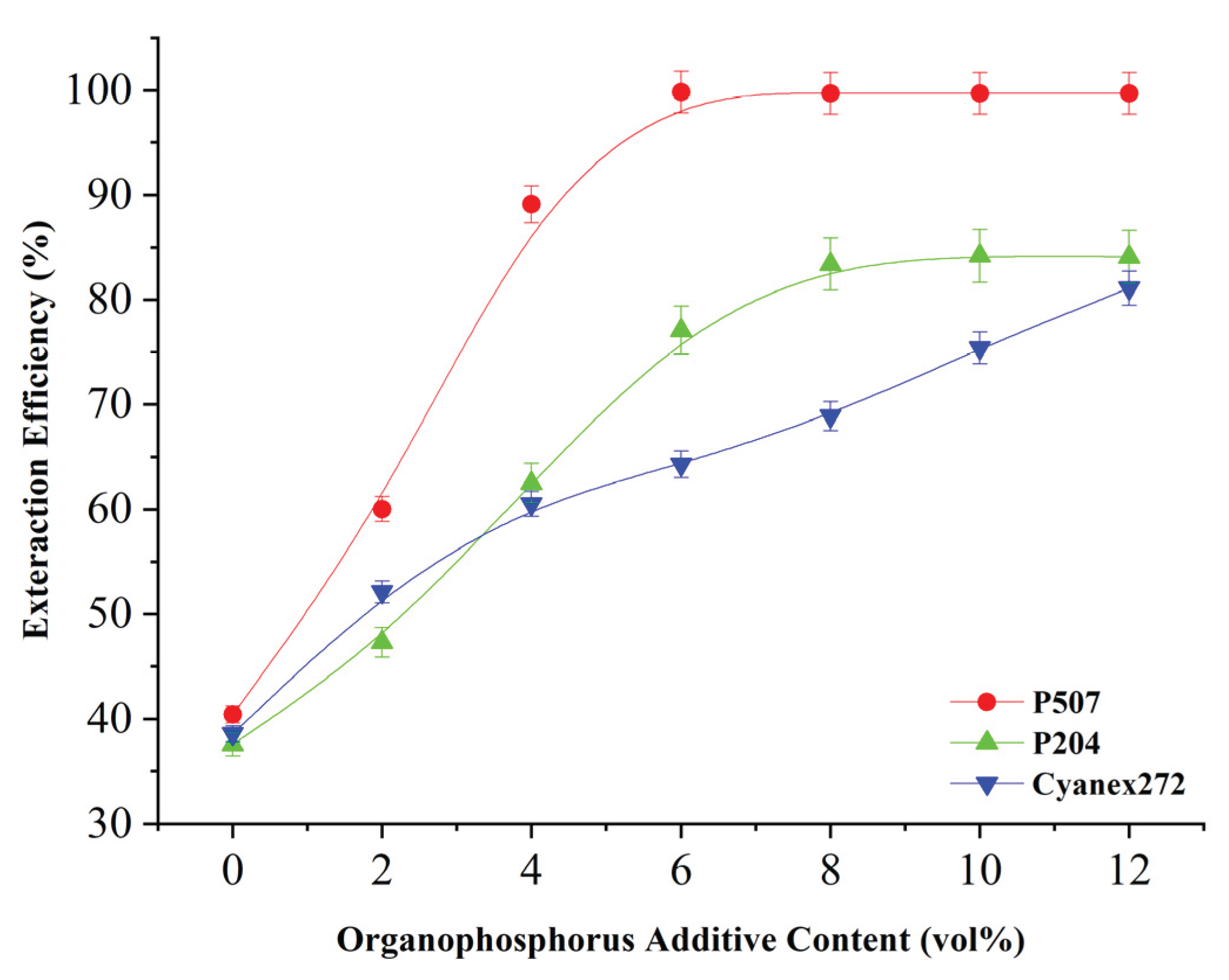
Figure 7.
Extraction efficiency of nickel from spent electroless nickel plating baths simulated by the addition of 5 vol% P507 as an organophosphorus acid accelerator in LIX984 at different pH.
Figure 7.
Extraction efficiency of nickel from spent electroless nickel plating baths simulated by the addition of 5 vol% P507 as an organophosphorus acid accelerator in LIX984 at different pH.
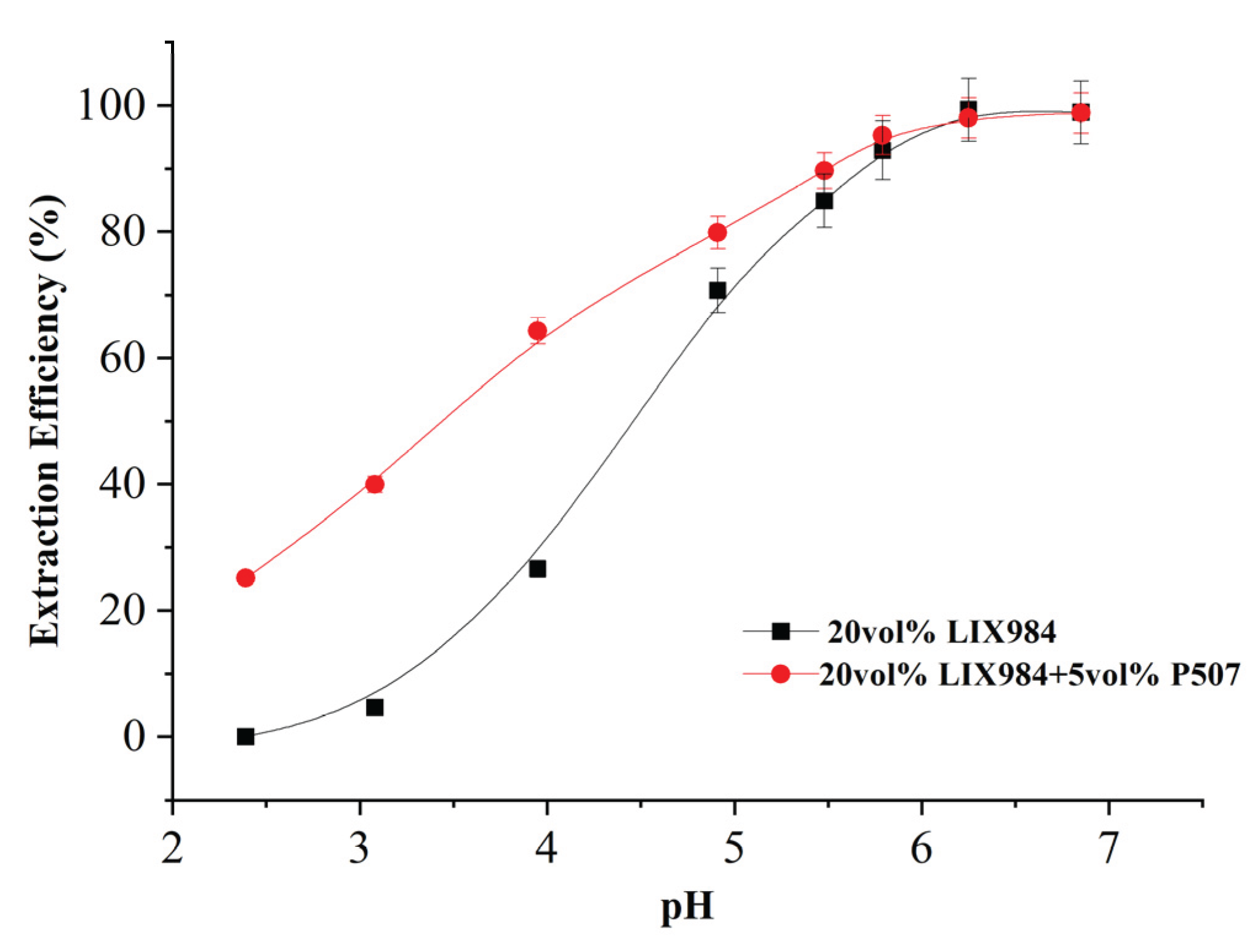
Figure 8.
Effect of addition of organophosphorus acid accelerator added to LIX984 on stripping efficiency of nickel:(a) simulated spent electroless nickel plating baths;(b) actual simulated spent electroless nickel plating baths.
Figure 8.
Effect of addition of organophosphorus acid accelerator added to LIX984 on stripping efficiency of nickel:(a) simulated spent electroless nickel plating baths;(b) actual simulated spent electroless nickel plating baths.
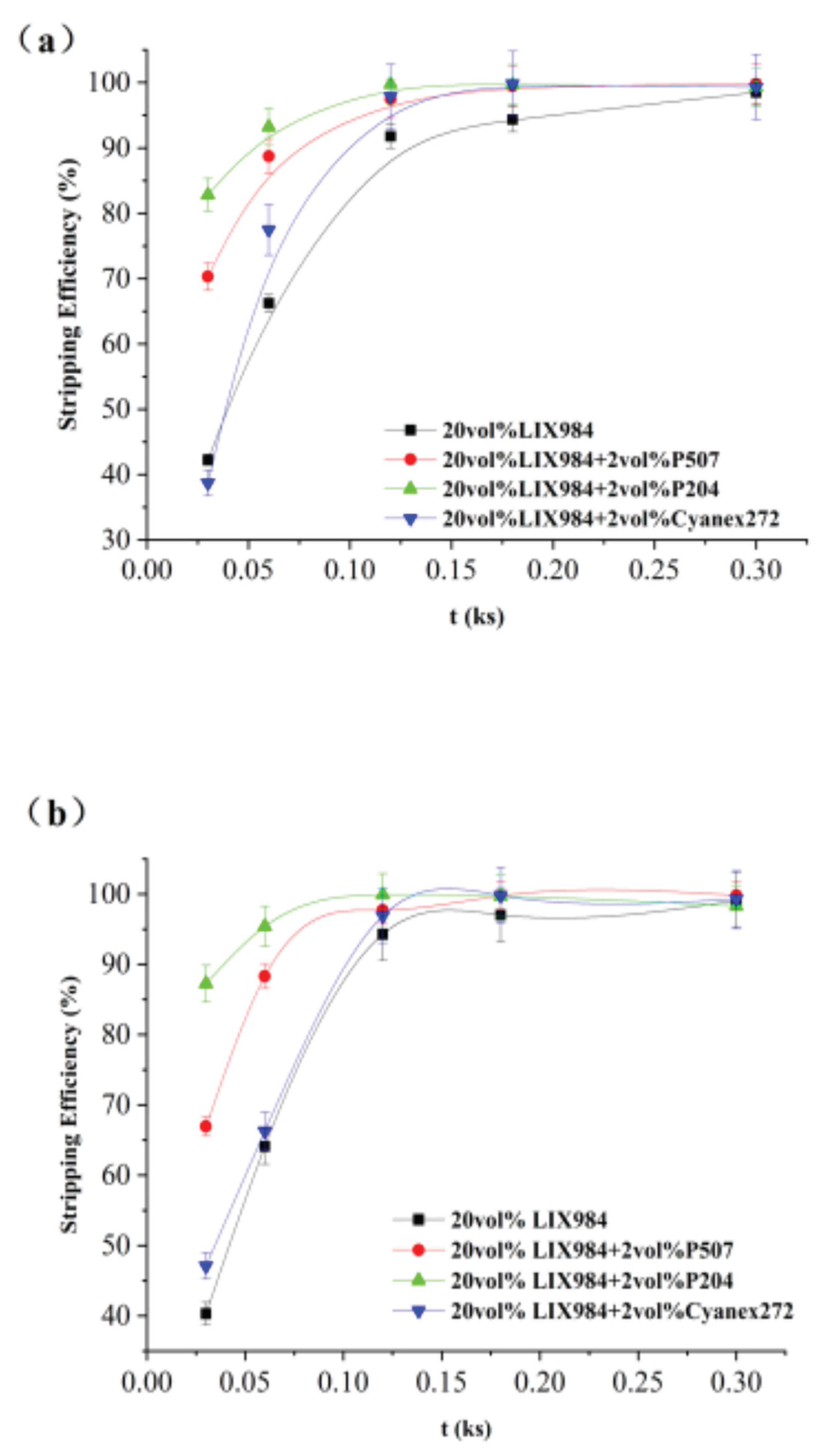
Figure 9.
Stripping efficiency of extracted organic relative to nickel after the addition of different contents of an organophosphorus acid accelerator to 20 vol% LIX984 at the 30s stripping time.
Figure 9.
Stripping efficiency of extracted organic relative to nickel after the addition of different contents of an organophosphorus acid accelerator to 20 vol% LIX984 at the 30s stripping time.
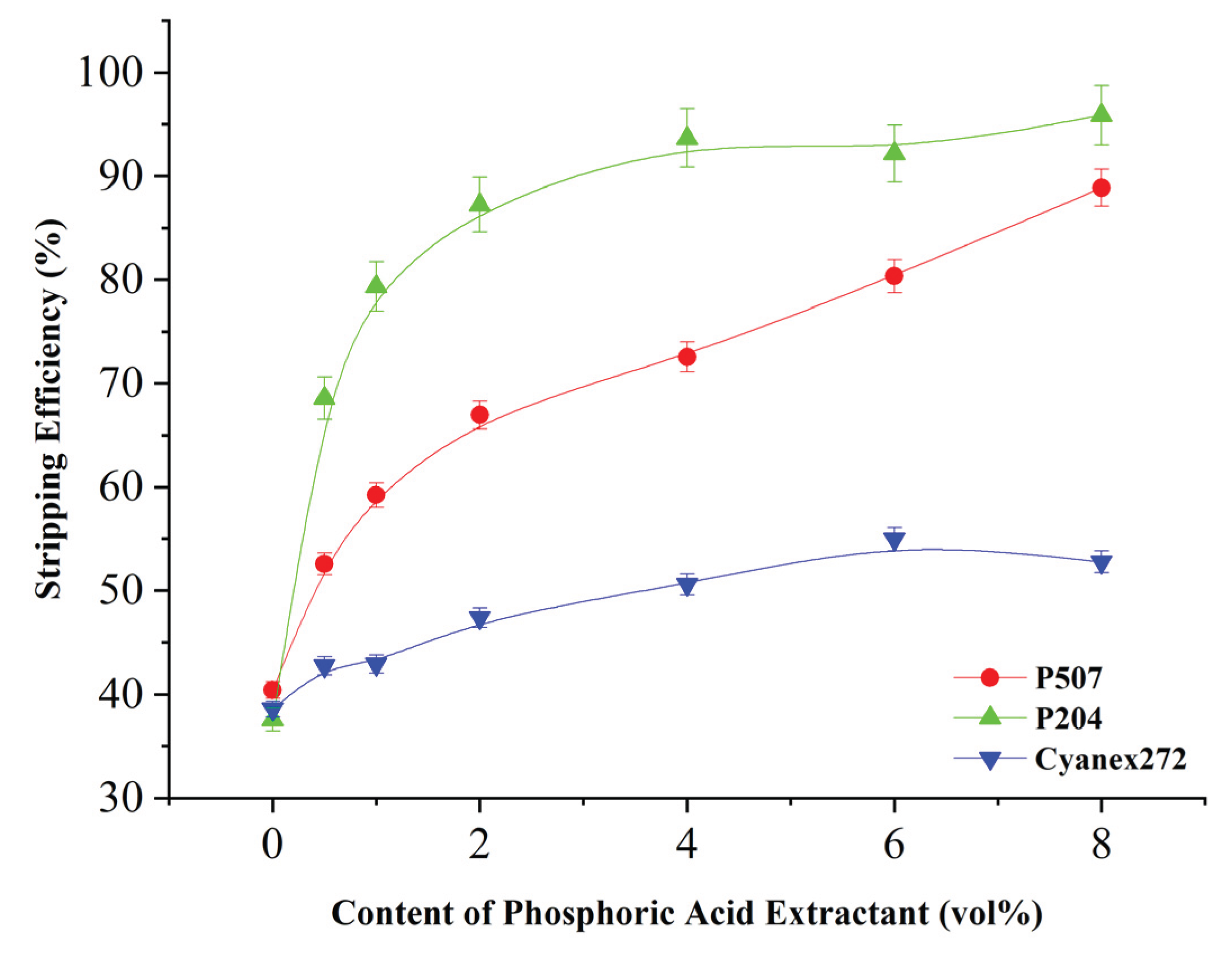
Figure 10.
Analysis of extraction equilibrium data for nickel with LIX984 and organophosphorus accelerator based on Equation (3): (a) Organophosphate accelerator added at 2 vol%,;(b) Organophosphate accelerator added at 5 vol%.
Figure 10.
Analysis of extraction equilibrium data for nickel with LIX984 and organophosphorus accelerator based on Equation (3): (a) Organophosphate accelerator added at 2 vol%,;(b) Organophosphate accelerator added at 5 vol%.
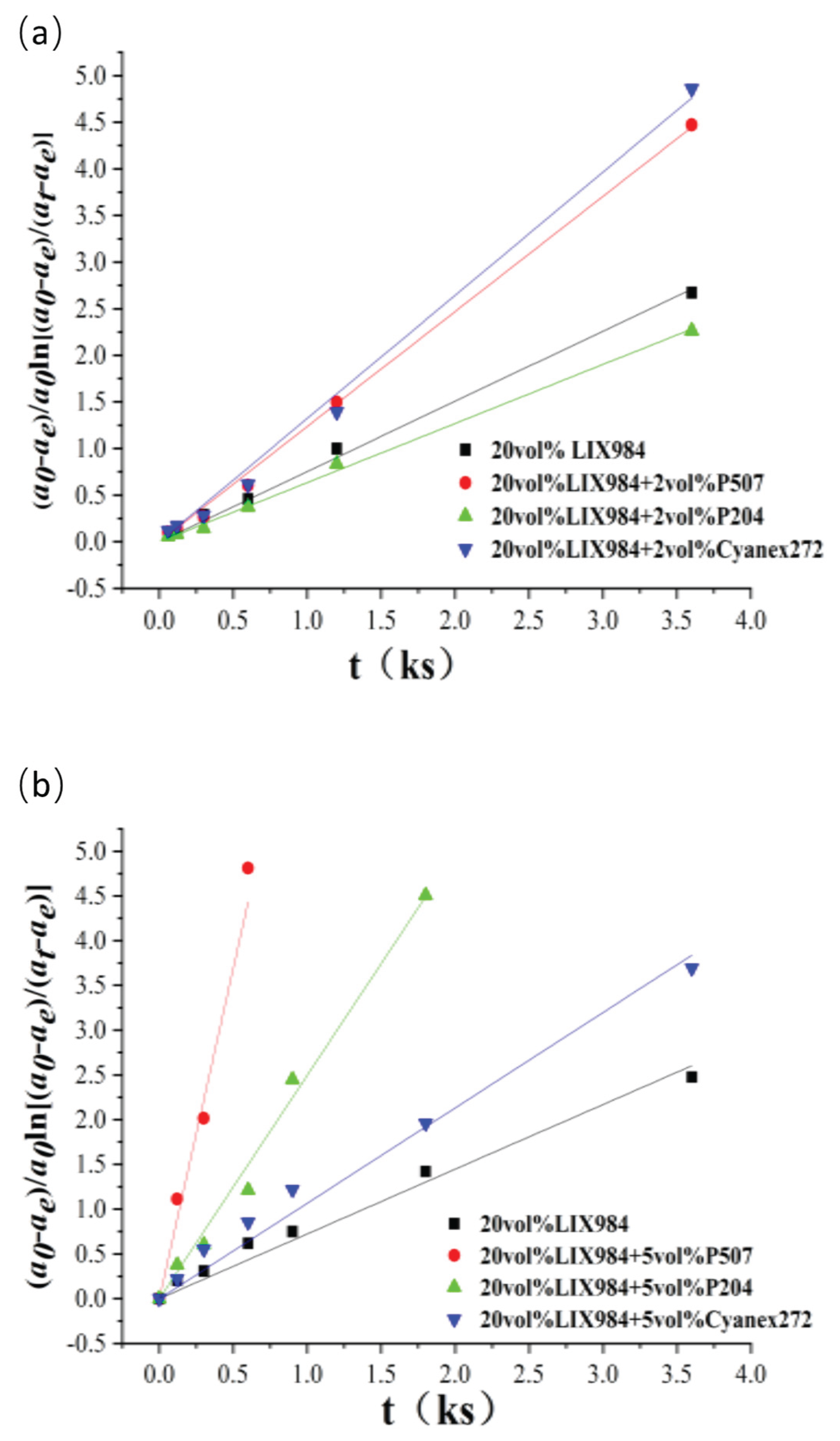
Figure 11.
Analysis of stripping equilibrium data of Nickel with LIX984 and organophosphate accelerator based on Equation (3).
Figure 11.
Analysis of stripping equilibrium data of Nickel with LIX984 and organophosphate accelerator based on Equation (3).
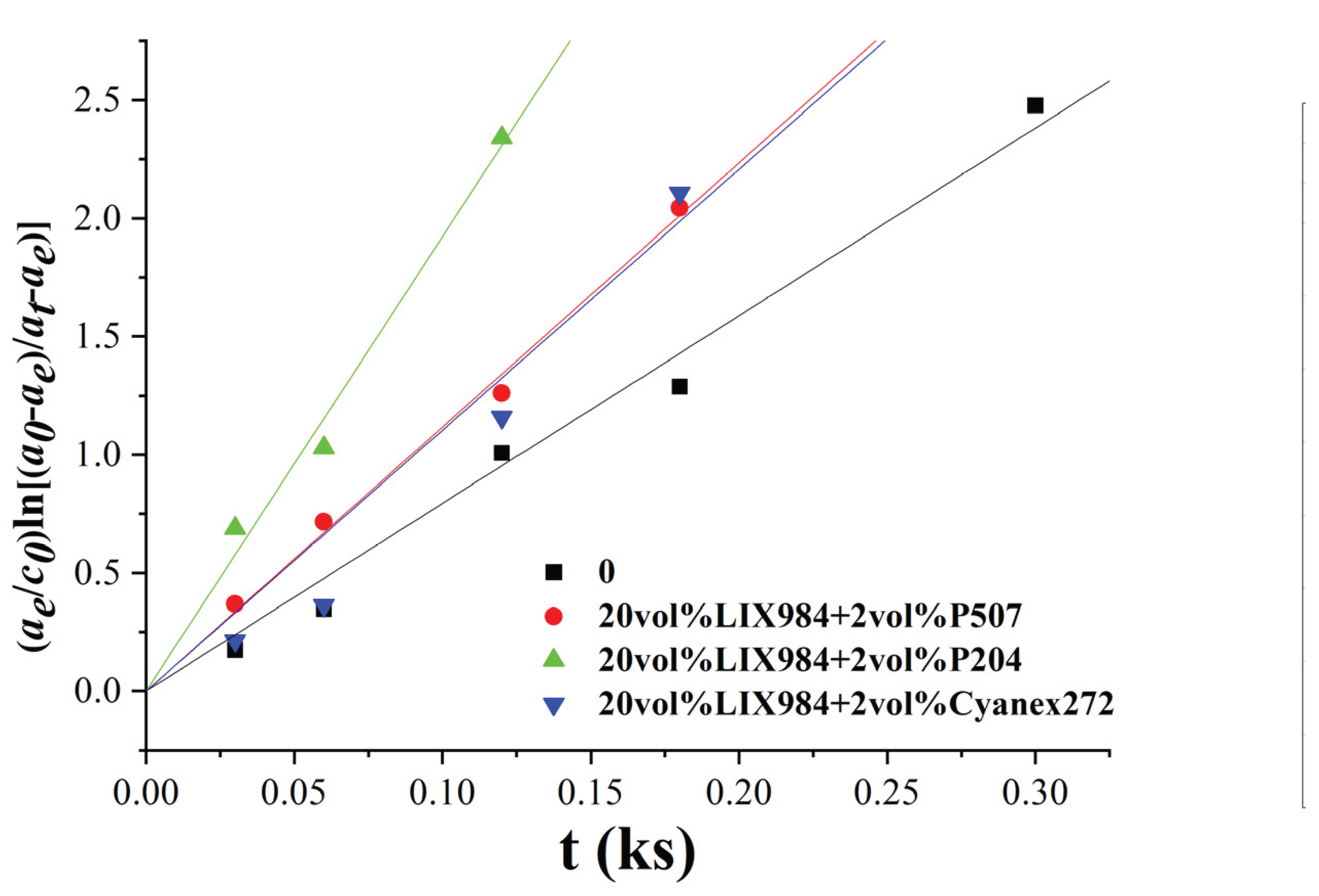
Figure 12.
Interfacial Tension Measurements of Extractant Systems(Aqueous phase:simulated waste solution, pH6.5,25℃).
Figure 12.
Interfacial Tension Measurements of Extractant Systems(Aqueous phase:simulated waste solution, pH6.5,25℃).
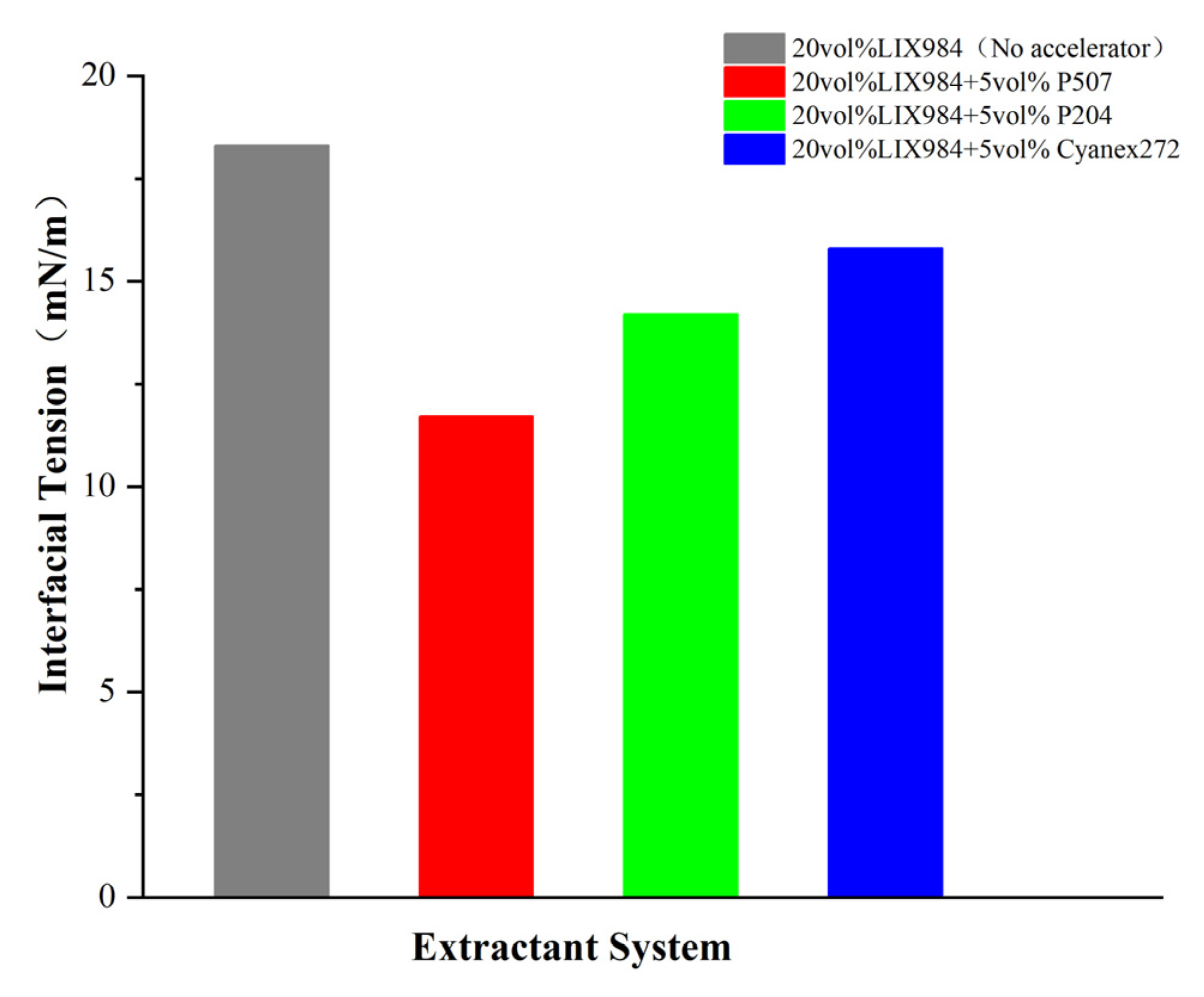
Figure 13.
Extraction efficiency of nickel, iron, and zinc from spent electroless nickel plating baths with 20 vol% LIX984 extractant.
Figure 13.
Extraction efficiency of nickel, iron, and zinc from spent electroless nickel plating baths with 20 vol% LIX984 extractant.
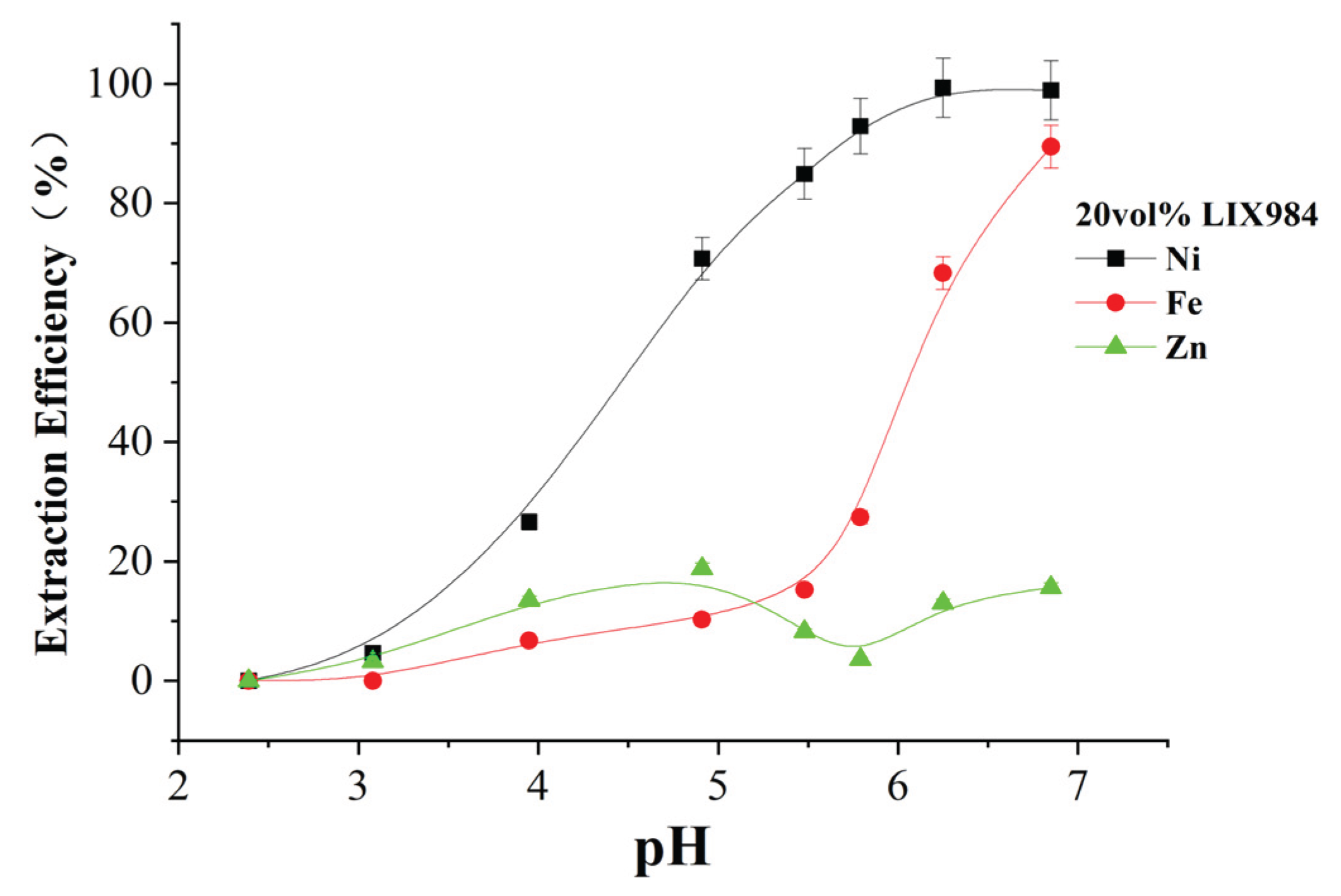
Figure 14.
Extraction efficiency of nickel from simulated spent electroless nickel plating baths by 10vol% P507, P204, and Cyanex272 organophosphorus acid extractants at different pH.
Figure 14.
Extraction efficiency of nickel from simulated spent electroless nickel plating baths by 10vol% P507, P204, and Cyanex272 organophosphorus acid extractants at different pH.
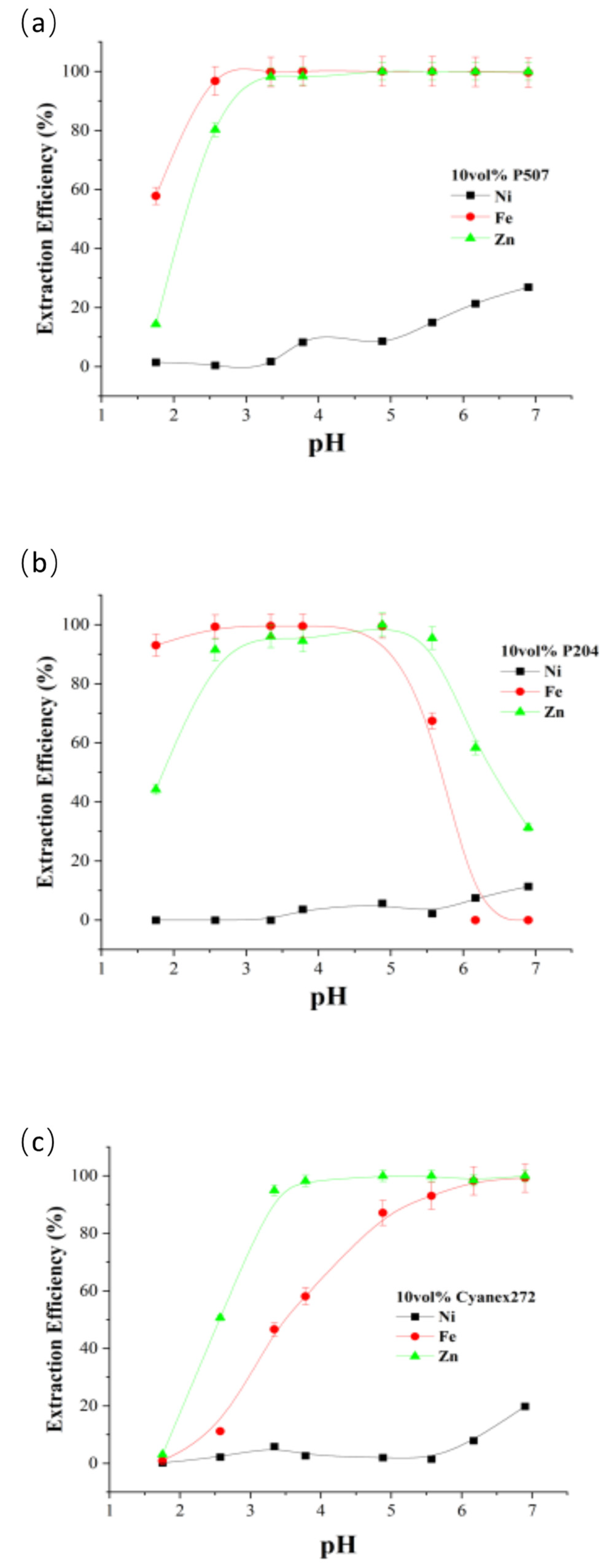
Figure 15.
Extraction efficiency of nickel from actual spent electroless nickel plating baths by 10vol% P507, P204, Cyanex272 organic phosphoric acid extractants at different pH.
Figure 15.
Extraction efficiency of nickel from actual spent electroless nickel plating baths by 10vol% P507, P204, Cyanex272 organic phosphoric acid extractants at different pH.
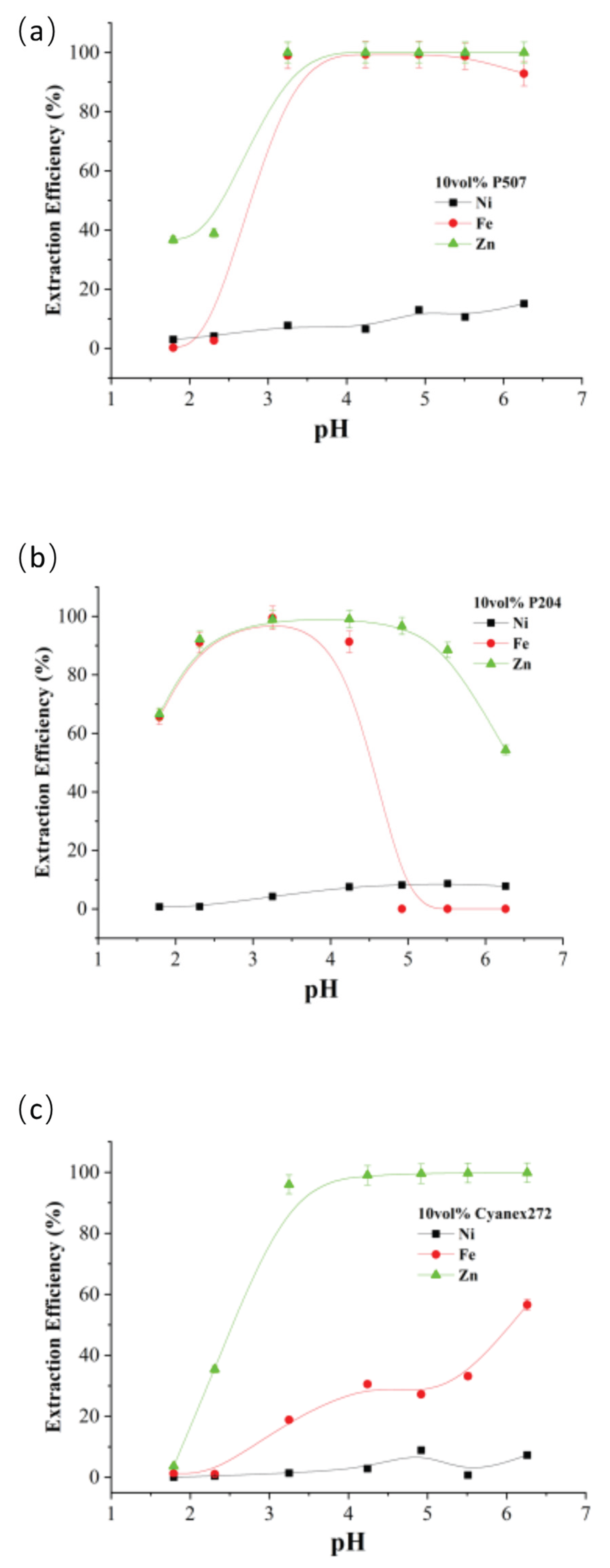
Table 1.
Composition of simulated spent electroless nickel plating baths.
| Component | Content/g·L-1 |
| Na Ni Fe Zn SO42- H2PO2- HPO32- Lactic Acid Propanoic Acid |
66.0 4.0 0.1 0.01 50.0 16.0 98.0 30.0 2.0 |
| pH | 4.5 |
Table 2.
Metal ion concentration and pH in actual spent electroless nickel baths.
| Component | Content/g·L-1 |
|
Ni Fe Zn |
5.48 0.38 0.047 |
| pH | 4.9 |
Table 5.
Apparent rate constants kb of stripping in Figure 10.
Table 5.
Apparent rate constants kb of stripping in Figure 10.
| Organophosphate accelerator additions | 0 | 2vol%P507 | 2vol%P204 | 2vol%Cyanex272 |
| kb/ks-1 | 7.94 | 11.2 | 19.2 | 10.6 |
Table 7.
Distribution coefficients and separation factors for metal separation using organophosphorus extractants.
Table 7.
Distribution coefficients and separation factors for metal separation using organophosphorus extractants.
| Extractant | pH | DNi | DFe | DZn | βNi/Fe | βNi/Zn |
| P507 | 3.3 | 0.01 | 324.5 | 128.7 | 0.00003 | 0.00008 |
| P204 | 4.9 | 0.03 | 289.3 | 105.2 | 0.0001 | 0.0003 |
| Cyanex272 | 4.9 | 0.06 | 132.8 | 98.4 | 0.0005 | 0.0006 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



