Submitted:
22 September 2025
Posted:
23 September 2025
You are already at the latest version
Abstract
Footwear is traditionally manufactured using non-biodegradable polymers and leather, raising well-documented environmental and health concerns related to their production and disposal. This study explores polyhydroxyalkanoates (PHAs) as sustainable alter-natives for bio-based footwear components. A stable aqueous suspension of PHBHHx was successfully formulated and applied to cotton fabrics via knife-coating. Various formulations, with and without additives and employing natural or synthetic thicken-ers, were evaluated in terms of surface morphology, wettability, permeability, and du-rability. The 10% PHBHHx formulation provided the best balance between material ef-ficiency, coating uniformity, and surface performance. Additives and thermal treatment both influenced wettability, reducing contact angles and enhancing water vapor per-meability. Notably, coatings with additives and hot pressing exhibited the highest permeability (68.0 ± 3.1 L/m²/s; 651.0 ± 5.4 g/m²/24 h), while additive-free, non-pressed coatings showed significantly lower values (19.5 ± 4.4 L/m²/s; 245.6 ± 66.2 g/m²/24 h), likely due to excessive compaction. Abrasion resistance remained excellent across all samples, especially with thermal treatment, withstanding 51,200 cycles. Washing re-sistance results revealed a synergistic effect between additives and heat, promoting long-term hydrophobicity and coating adhesion. Overall, PHBHHx coatings demon-strated potential to enhance water resistance while maintaining breathability, repre-senting a sustainable and effective solution for functional and technical footwear applications.
Keywords:
footwear
; Polyhydroxyalkanoates (PHAs)
; Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBHHx)
; biopolymers
; rheology modifier
; knife-coating
1. Introduction
Growing awareness of the environmental impacts associated with the excessive use of synthetic materials and the accumulation of non-biodegradable waste has intensified global interest in more sustainable alternatives. This shift aligns with the principles of the circular economy, which emphasize recycling, resource efficiency, and reduced dependence on virgin raw materials [1]. Despite growing environmental concerns, the footwear industry continues to rely heavily on petroleum-based synthetics and animal-derived leather [2]. Consumption patterns are shaped by rising disposable incomes, changing fashion trends, an expanding working-class population, and the rapid growth of e-commerce platforms. According to the European Environment Agency (EEA), average per capita footwear consumption in the EU rose from approximately 3.2 kg in 2019 to 4.4 kg in 2022, reflecting a significant 38% increase [3]. Footwear is commonly manufactured using a variety of materials, including leather, canvas, polyurethane (PU), polyvinyl chloride (PVC), vulcanized rubber, and ethylene-vinyl acetate (EVA), along with accessories like shoelaces and eyelets. These components collectively contribute to the industry's substantial environmental footprint, not only because of energy-intensive production methods but also, in the case of leather, due to hazardous chemical treatments necessary to make it usable [4,5]. Leather, traditionally sourced as a by-product of the livestock industry, is prized for its exceptional properties, including durability, mechanical strength, water vapor permeability, abrasion resistance, biodegradability, and biocompatibility [6,7]. However, achieving specific performance enhancements, such as increased water resistance or breathability, requires intensive chemical processing. Processes like tanning and surface finishing introduce considerable environmental and human health hazards [8]. Chromium salts are central to tanning, with chromium (III) employed in approximately 90% of global operations [9]. During processing, a fraction of chromium remains unfixed and is discharged into wastewater, where it can oxidize into chromium (VI), a recognized carcinogen and persistent environmental pollutant [10]. Similarly, polyvinyl chloride (PVC), a widely used synthetic leather substitute, presents severe ecological and health challenges throughout its lifecycle, from production to disposal [11]. PVC releases hazardous compounds including dioxins and phthalates. Dioxins are persistent, bioaccumulative endocrine-disrupting chemicals (EDCs) with serious implications for both human health and ecosystems. Phthalates, frequently added in high concentrations as plasticizers to enhance flexibility, are also known EDCs, raising significant public health concerns [12,13]. Consequently, governments and manufacturers worldwide are actively pursuing safer and more sustainable alternatives to these materials.
In response, increasing scrutiny of materials derived from both animal and synthetic sources has driven the development of plant-based or vegan leathers made from renewable feedstocks such as pineapple leaf fibres [14], sawdust [6], and mushroom-derived chitin [15]. Additionally, composites incorporating agro-biomass residues as bio-fillers, such as bacterial cellulose and tree leaves (e.g., maple leaves) have also emerged as promising alternatives. These bio-fillers are often combined with polymer matrices such as polycaprolactone (PCL), polylactic acid (PLA), and polyvinyl alcohol (PVA), which have been widely used in the development of sustainable alternatives to leather materials [16]. Other footwear components, such as insoles and toe-puffs have also been developed using clothes and agro-industrial wastes [6,17]. Biodegradable materials have gained significant attention as viable solutions. These materials not only support environmental sustainability but also help educate producers and consumers about responsible consumption and end-of-life disposal [18]. Among the most promising biodegradable materials are polyhydroxyalkanoates (PHAs), a class of thermoplastic polyester produced via microbial fermentation. PHAs naturally degrade across diverse environmental conditions without leaving persistent residues [19,20]. Within the PHA family, the copolymer poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBHHx) has attracted considerable interest due to its balanced flexibility, mechanical strength, and biodegradability [21]. Produced from renewable feedstocks via microbial fermentation, PHBHHx offers a substantially reduced environmental footprint compared to conventional petroleum-based polymers [22]. Unlike traditional synthetic coatings, PHBHHx is fully biodegradable under appropriate conditions, effectively addressing critical issues related to plastic waste and microplastic pollution [23]. Despite its potential, the practical application of PHBHHx as a coating on cotton fabrics used in footwear components remains insufficiently explored, particularly regarding adhesion to textile substrates, water vapor permeability, abrasion resistance, and durability under repeated mechanical stress and laundering.
This study aims to develop a PHBHHx coating applied via the controlled knife coating technique onto cotton fabric and systematically evaluate its potential as a sustainable, high-performance alternative for footwear component applications. The PHBHHx formulation was precisely deposited using the knife coating method to ensure uniformity and optimal film formation. The coated textiles were subjected to targeted evaluations, including breathability, surface wettability (contact angle measurements), abrasion resistance, and wash durability tests. This comprehensive investigation critically assesses whether PHBHHx coatings can meet the stringent environmental and functional requirements of the footwear industry. The findings provide valuable insights into the viability of PHBHHx as an eco-friendly material that maintains high performance, presenting a promising pathway toward advancing sustainable footwear manufacturing technologies.
2. Materials and Methods
2.1. Materials and Reagents
A woven fabric composed of 99% cotton and 1% elastane (CO, 369 g/m²) was kindly provided by Riopele (V.N. Famalicão, Portugal). PHBHHx powder was purchased from Bluepha (Beijing, China) and had a molecular weight of 291,000 Da with a polydispersity index of 4.51. The particle size of the PHBHHx powder was characterized by a distribution with particles measuring ≤ 60 µm. A nonionic surfactant, Tween 20 was kindly provided by Croda Iberica SAU (Barcelona, Spain). DISPERBYK-190, a VOC-free and solvent-free wetting and dispersing additive was acquired from BYK (Wesel, Germany). Tubicoat Verdicker LP, a thickener, was kindly supplied by CHT (Tübingen, Germany). A commercially available household detergent was purchased from a local supermarket and used to perform washing tests on the coated samples.
2.2. Preparation of PHBHHx-Based Coating Formulations
The coating formulations were prepared by dispersing varying concentrations of polymer 5-20% w/v in distilled water under continuous stirring for 60 minutes. To enhance polymer dispersion, a dispersant (Disperbyk-190) and a surfactant (Tween 20) were added at concentrations of 0.05-3% and 0.05-3% w/v, respectively. The mixtures were then sonicated using a QSonica Q700 at 65% amplitude for 10 minutes to ensure homogeneity. Subsequently, the thickeners Xanthan Gum and Tubicoat Verdicker LP were added dropwise under continuous mechanical agitation for an additional 45 minutes to ensure uniform thickening. The concentration of thickeners in the various coating formulations was adjusted between 0.5% and 2% w/v to achieve the desired viscosity for effective application. Viscosity measurements were carried out using a Brookfield DVE™ viscometer (AMETEK Brookfield, Middleboro, MA, USA). An appropriate spindle and rotational speed settings were selected to maintain torque values within the instrument’s recommended operating range, thereby ensuring accurate, consistent, and reliable viscosity measurements.
2.3. Application of PHBHHx-Based Coatings on Cotton Fabrics
Cotton fabric samples (30 cm × 25 cm) were coated using a laboratory-scale knife-coating machine (Mathis LABDRYER, Switzerland). The fabric was first secured and tensioned on a metallic frame integrated into the equipment. The optimized coating formulation was applied in three successive layers: the first layer was applied with a nominal thickness of 0.0 mm (serving as a base or primer), followed by two additional layers, each with a thickness of 0.2 mm. After coating, the samples were oven-dried and simultaneously cured at 170 °C for 10 minutes under air circulation at 1200 rpm. To further enhance the adhesion of the coating to the textile substrate, the coated fabric underwent a thermofixation step at 180 °C for 15 seconds under pressure of 4 bar.
2.4. Characterization
2.4.1. Surface Analysis
Surface inspection was performed using a Leica M716 stereomicroscope (Leica Microsystems, Wetzlar, Germany), with adjustable incident illumination and a fixed magnification of 12.5×. Samples were placed on the instrument’s base and systematically examined to assess surface features and detect potential defects.
2.4.2. Thickness and Grammage
The thickness of the fabrics, both before and after coating, was measured using a thickness gauge (SCHRÖDER Rainbow, Weinheim, Germany). The fabrics were placed between two plates or sensors, and the thickness was displayed digitally to ensure greater precision. The grammage was determined following ISO 3801: 1977 – Textiles – Determination of Mass per Unit Length or Mass per Unit Area.
2.4.3. Fourier Transform Infrared Spectroscopy (FTIR)
Spectra were acquired using a spectrum One spectrophotometer (PerkinElmer, Rodgau, Germany) equipped with an attenuated total reflectance (ATR) accessory. FTIR analysis was performed over the spectral range of 4000–650 cm⁻¹, with a spectral resolution of 8 cm⁻¹ and an average of 8 scans per measurement, recording transmittance values at each point. ATR-FTIR spectra were collected in triplicate.
2.4.4. Wettability
Water contact angle measurements were conducted in an optical tensiometer Theta Flex (Biolin scientific, Gothenburg, Sweden) connected to a video-based drop shape analyser OneAttension software (version 1.2), via the sessile drop measuring method, using droplets of 3 μL of H2O. Ten measurements were performed per type of sample. Static angles were registered immediately after the stable drop contacted with the surface.
2.4.5. Permeabilities
Air and water vapor permeability tests were performed in accordance with ISO 9237:1997 and BS 7209:1990 standards, respectively. Air permeability was measured using a Textest FX 3300 device under an applied air pressure of 200 Pa, a value commonly used for industrial fabrics applications. For each fabric, three samples were tested, with measurements taken at nine equidistant points (20 cm² each) distributed transversely across the fabric surface.
On the water vapor permeability (WVP) assessment, a water vapour permeability tester - SDLA ATLAS M261 was used. The samples were placed over cylindrical cups containing 46 mL of deionized water (dH₂O) for 16 hours, with the coated side of the fabric-oriented outward, representing the exterior side of the clothing. Water evaporation through the textile substrates was evaluated by weighing the test cups before and after the exposure period. Experiments were conducted at room temperature (20-24 °C) and 50% relative humidity. An open cup covered with a reference substrate served as the control. All measurements were performed in triplicate. The water vapor transmission rate (WVTR) and the water vapor permeability index (I) were calculated using the following equations:
WVTR = 24ΔW/AΔt
I = WVPs/WVPr ×100
where ΔW is the difference in the water weight (g) before and after the 16 h test, A is the inner area of the cup (mm), Δt is the exposure time (h), WVPs is the water vapor permeability of the samples and WVPr is the water vapor permeability of reference.
2.4.6. Abrasion of Fabrics
Four specimens (125 × 125 mm) were randomly cut from different areas of each fabric sample. The specimens were mounted on a Martindale Abrasion Tester (James Heal, UK; Model NU 864) following the ISO 5470-2 standard, with a load of 12 kPa applied to each sample. Each specimen was subjected to 51,200 abrasion cycles and evaluated for degradation using a scale from 0 to 5, where 0 indicates no visible damage and 5 signifies complete exposure of the base textile substrate. Wool fabric was used as the abrasive material in these tests.
2.4.7. Resistance to Washing
The tests were conducted using a domestic washing machine. Fabric samples were washed in a solution containing 1 g/L of commercial detergent at 40 °C for 45 minutes. Each sample underwent up to five washing cycles. After the first and fifth, the samples were dried at 100 °C for 5 minutes prior to further analysis.
3. Results and Discussion
3.1. Development of Aqueous PHBHHx Knife Coatings
3.1.1. Preparation and Application of Stable Aqueous PHBHHx Suspensions Using Knife Coating
The knife coating method was selected for the deposition of PHBHHx coatings onto cotton fabrics due to its ability to form uniform layers, allow precise control over coating thickness, and ensure compatibility with industrial-scale processing. The primary aim of this study was to develop such coatings through an environmentally sustainable approach. In alignment with the sustainability goals of the associated European research project, particular emphasis was placed on formulating a stable aqueous PHBHHx suspension, thereby avoiding the use of harmful organic solvents.
PHBHHx, used as the dispersed phase, consists of solid polymeric particles with sizes up to approximately 60 µm, while distilled water serves as the continuous phase. According to dispersion classification, this system qualifies as a suspension [24]. However, the intrinsic hydrophobicity of PHBHHx posed a considerable challenge to achieve a stable suspension in water. To address this, a systematic optimization of formulation parameters was carried out. Key factors investigated included particle size distribution (granulometry), polymer concentration, and the type and amount of surfactants and dispersing agents. Additionally, process conditions such as stirring speed and sonication time were optimized to enhance suspension homogeneity and stability.
To assess the influence of polymer concentration on the coating properties, aqueous suspensions containing 5%, 10%, 15%, and 20% w/v of PHBHHx were prepared. All formulations exhibited good physical stability and were deemed suitable for coating applications. Tween 20 and Disperbyk 190 were identified as the most effective additives for promoting uniform dispersion of polymeric particles. In parallel, both natural and synthetic rheology modifiers were evaluated to achieve the target viscosity required for effective knife coating application. Initially, Xanthan Gum was employed as a natural thickener, followed by the evaluation of Tubicoat Verdicker LP as a synthetic alternative. All optimized suspensions showed compatibility with the knife coating system.
3.1.2. Determining Suitable PHBHHx Concentration for Knife Coating Applications on Textiles
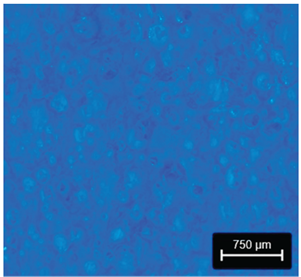
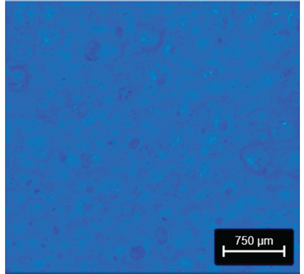
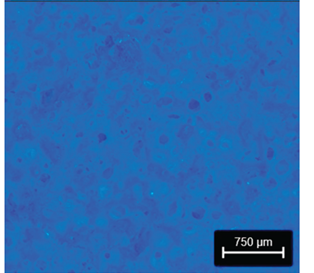
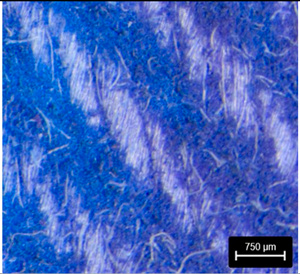
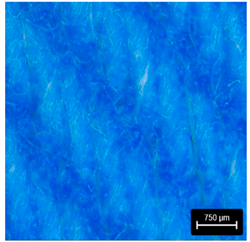
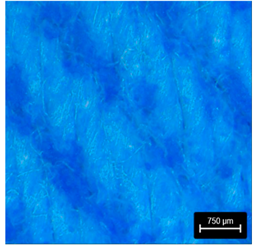
To determine the optimal PHBHHx concentration for textile coating applications, formulations containing 5% to 20% w/v of the polymer were prepared, as previously described. All formulations included additives. At the initial stage, xanthan gum, a natural rheology modifier, was incorporated into each formulation to achieve the viscosity necessary for effective knife coating. The effect of PHBHHx concentration on final coating performance was investigated through surface and surface wettability analysis of the coated textile substrates. The corresponding results are summarized in Table 1 and Table 2. Surface analysis revealed that the coating containing 10% w/v PHBHHx exhibited the most uniform surface coverage, despite minor textural irregularities. In contrast, the 5% PHBHHx formulation resulted in significant surface non-uniformity and visible discontinuities, likely due to insufficient polymer content for effective film formation. At higher concentrations (15% and 20% w/v), an increased presence of entrapped air bubbles was observed, with the 20% formulation showing the most pronounced defects. These findings suggest that excessive polymer content may hinder coating uniformity due to increased viscosity and air entrapment during application.
With respect to the effect of thermal treatment, its application reduced the presence of entrapped air bubbles across all samples, thereby enhancing surface homogeneity. However, some surface irregularities remained visible, even after treatment. Overall, these initial findings suggest that a 10% PHBHHx concentration provides the best balance between coating uniformity and defect minimization.
To complement the surface analysis, the wettability of the different knife-coated fabrics was evaluated through static contact angle measurements (Table 2). Under all tested conditions, the coatings exhibited a hydrophilic surface character, with contact angles consistently below 90°. Despite the varying PHBHHx concentrations, the hydrophilic character can be attributed to the presence of hydrophilic additives (Tween 20 and Dysperbyk 190), as well as the rheological agent xanthan gum, a natural polysaccharide rich in hydroxyl groups that promotes strong hydrogen bonding interactions with water [25]. Notably, samples containing 10%, 15%, and 20% PHBHHx exhibited similar contact angle values in the absence of thermal treatment (≈ 82°), indicating that increasing the polymer concentration beyond 10% does not substantially enhance hydrophobicity. Therefore, a concentration of 10% can be considered the threshold of the performance plateau, representing the optimal concentration for achieving a good performance among those tested. In contrast, the 5% PHBHHx formulation exhibited a comparable mean contact angle (76.6°) but a significantly higher standard deviation (± 38.9°), indicating poor coating uniformity. This finding aligns with the morphological observations presented in Table 1. This high standard deviation is likely due to the insufficient polymer content, which may hinder the formation of a continuous and cohesive film across the textile surface. Notably, thermal treatment significantly improved the uniformity of this formulation, reducing the contact angle standard deviation to ± 13.5°. This underscores the role of hot pressing in enhancing homogeneity, particularly at lower polymer concentrations.
However, at higher concentrations, thermal treatment resulted in a reduction in the average contact angle. These findings suggest that, at intermediate polymer concentrations, the combination of sufficient polymer content and thermal treatment may enhance polymer chain mobility, promoting surface leveling or the reorientation of hydrophilic functional groups, ultimately leading to increased surface hydrophilicity. Among all tested conditions, the 10% PHBHHx formulation was identified as the most effective, providing an optimal balance between material efficiency, coating uniformity, and wettability performance. However, when considering broader applications in footwear, especially for external uses, the inherently hydrophilic nature of the developed coating may limit its water resistance. To overcome this limitation and explore the tunability of surface properties, particularly hydrophobicity, additional formulations containing 10% PHBHHx were developed. These new formulations were prepared using different strategies, by omitting hydrophilic additives, and by replacing the natural thickner, xanthan gum, with a synthetic-based thickener, Tubicoat Verdicker LP. . These formulations are evaluated in the following sections.
3.1.3. Effect of a Synthetic Rheology Modifier and Additive Absence on the Performance of 10% PHBHHx Knife-Coated Fabrics
Among the coatings initially evaluated, the 10% PHBHHx knife-coated fabrics exhibited the most uniform and consistent surface morphology, achieving the highest material efficiency relative to functional performance, as detailed in the preceding section. Nonetheless, there remains potential to further improve both coating uniformity and surface hydrophobicity. As previously discussed, new formulations containing 10% PHBHHx were developed without hydrophilic additives (Tween 80 and Dysperbyk 190) and employed an alternative synthetic-based thickener, Tubicoat Verdicker LP. The viscosity of the developed formulations was evaluated, yielding values of approximately 9000 cP for the additive-free system and 13,400 cP for the formulation containing hydrophilic additives. These values fall within the typical range expected for knife-coating applications, which generally require viscosities between 5000 and 20,000 cP to ensure adequate film formation, coating uniformity, and controlled penetration into textile substrates [26]. The observed increase in viscosity with the addition of hydrophilic components is consistent with the expected behaviour of such additives, which tend to enhance polymer–polymer and polymer–solvent interactions. This results in higher resistance to flow, improving coating stability and application control. Overall, the measured viscosities confirm the processability of these formulations and their suitability for textile coating operations.
Subsequently, a comprehensive evaluation was carried out to assess the impact of these formulation modifications on coating performance and material functionality. This included surface analysis, contact angle measurements to evaluate surface wettability, air and water vapor permeability testing, as well as assessments of abrasion and wash resistance. A standardized hot pressing protocol was applied across all formulations to investigate the contribution of thermal consolidation to coating performance. For comparative purposes, parallel analyses were also conducted on samples that had not undergone hot pressing, allowing for a systematic evaluation of the influence of thermal treatment on the structural and functional properties of the coatings. This experimental design enabled a systematic evaluation of how formulation composition, specifically the presence or absence of surfactant additives and the type of rheology modifier, combined with thermal processing, influenced the structural integrity and functional performance of PHBHHx-based textile coatings.
3.2. Characterizations of Aqueous 10% PHBHHx Knife Coatings
3.2.1. Surface Analysis
Surface analysis was conducted to evaluate the morphological characteristics of cotton fabrics coated with PHBHHx formulations. The presence of additives notably enhanced surface uniformity, as evidenced by more homogeneous and continuous coatings. In contrast, the formulation without additives and without thermal treatment exhibited a markedly irregular surface, characterized by discontinuities and poor film formation, likely due to insufficient flow and levelling of the polymer matrix. Upon application of thermal treatment (hot pressing), both additive-containing and additive-free formulations demonstrated improved surface regularity. This suggests that hot pressing facilitates polymer chain alignment and improves interfacial adhesion, contributing to a more uniform coating layer. The combined effect of additives and thermal treatment thus appears to be critical in minimizing surface defects and enhancing coating consistency across the textile substrate.
3.2.2. FTIR Analysis
The FTIR spectra of uncoated cotton fabric, PHBHHx polymer powder, and PHBHHx-coated cotton fabrics are shown in Figure 1. The primary objective of this analysis was to confirm the successful deposition of the polymer onto the textile substrates and to assess the effect of hot pressing in comparison to samples not subjected to heat treatment.
The spectrum of the uncoated cotton fabric clearly displays characteristic absorption bands associated with its cellulosic nature. A strong band at 1030 cm⁻¹ corresponds to C–O stretching vibrations in the polysaccharide backbone, while the peak at 892 cm⁻¹ is attributed to the β-glycosidic linkage,both serving as distinctive markers of cellulose structure [27,28]. Regarding to FTIR spectrum of PHBHHx powder exhibits the typical absorption bands of polyhydroxyalkanoates (PHAs). The most prominent peak, at approximately 1723 cm⁻¹, is associated with the C=O stretching vibration of ester carbonyl groups, a key fingerprint of the aliphatic polyester backbone [29]. Additional well-defined bands appear at around 2931 cm⁻¹ and 2876 cm⁻¹, attributed to the asymmetric and symmetric stretching of –CH₃ and –CH₂ groups, respectively, from the alkyl side chains. A cluster of peaks between 1000 and 1300 cm⁻¹, particularly the one at 1278 cm⁻¹, is assigned to C–O–C stretching and CH bending vibrations, confirming the presence of ester linkages and methylene groups. Within this region, the peak at 1053 cm⁻¹ corresponds to C–O stretching, while the band around 978 cm⁻¹ is attributed to weaker C–C skeletal vibrations associated with the polymer backbone. Additionally, bands at 1455 cm⁻¹ and 1380 cm⁻¹ are assigned to –CH₂ scissoring and –CH₃ symmetric bending, respectively, characteristic features of PHAs [30,31,32].
These characteristic PHBHHx peaks are clearly observed in the spectra of knife-coated PHBHHx on cotton fabrics, confirming the successful deposition of the polymer onto the cellulosic substrates. No additional peaks were observed in the spectra of samples containing additives, nor did the application of heat treatment introduce any significant spectral changes. This indicates that neither the incorporation of additives nor the post-coating hot pressing caused chemical modifications to the polymeric structure.
In summary, FTIR analysis confirms the presence of the PHBHHx polymer through its characteristic absorption bands and validates the successful deposition of the polymeric coating onto the cotton fabrics.
3.2.3. Wettability Analysis
Contact angle measurements were conducted to evaluate the surface wettability of the coated fabrics under different processing conditions, specifically, with and without additives, and with and without hot pressing. A summary of the results is provided in Table 4. The results indicate that both the presence and absence of additives, as well as the application of thermal treatment, significantly influence the hydrophilicity of the coatings, particularly highlighting the role of additives in modulating surface wettability. The addition of additives led to a notable reduction in the contact angle, indicating enhanced surface hydrophilicity. Specifically, in the absence of hot pressing, the contact angle decreased from 121.1° (without additives) to 93.6° (with additives). When hot pressing was applied, this effect was further amplified, the contact angle dropped from 110.5° (without additives) to 76.0° (with additives), representing the most hydrophilic and uniform surface among all samples tested.
Analysis of the results indicates that hot pressing contributed to improved wettability of the coatings, albeit to a lesser extent than the incorporation of additives. This effect may be attributed to the reduction of micro- and nanoscale surface roughness, which, according to the Cassie–Baxter model, typically enhances hydrophobicity by trapping air pockets beneath water droplets, thereby increasing the apparent contact angle [33,34]. The surface smoothing induced by hot pressing likely attenuates this effect, as evidenced by the experimental results, thereby leading to a reduction in hydrophobicity. Additionally, hot pressing may promote the migration of additives toward the surface and induce molecular rearrangement within the coating, both of which can increase surface energy, as demonstrated also on study developed by Brogly et al. [35]. These changes collectively result in a more wettable surface, further decreasing the water contact angle. In the absence of additives, hot pressing reduced the contact angle from 121.1° to 110.5°, while in the presence of additives, it resulted in a significant decrease from 93.6° to 76.0°. However, it is important to highlight that the markedly lower standard deviation (±3.7°) observed in the sample containing additives and subjected to hot pressing suggests a more homogeneous surface coating, as also observed in surface analysis (Table 3). This enhanced uniformity is likely attributed to the combined effects of the additives and thermal treatment, which together facilitate a more consistent distribution of the coating across the textile substrate. These findings highlight the importance of optimizing the formulations and processing parameters to achieve functional coatings with tailored surface characteristics.
3.2.4. Permeability Analysis
The effects of PHBHHx coating, additive incorporation, and thermal treatment on the air permeability, water vapor permeability (WVP), and their respective retention indices (I%) of cotton fabrics are summarized in Table 5. These parameters are critical for maintaining thermophysiological comfort, particularly in footwear applications, where adequate breathability is essential to support moisture and heat regulation [36]. The uncoated control cotton fabric exhibited the highest air permeability (94.0 L/m²/s) and WVP (669.8 g/m²/24 h), serving as the benchmark for breathable textile performance. This corresponds to a water vapor permeability retention index (I%) of 95.3%. Coating the fabric with 10% PHBHHx resulted in a significant decrease in both air and water vapor permeability, as clearly reflected by the retention index (%) values, independent of additive incorporation or the application of hot pressing. Among the coated samples, the fabric treated with additives and subjected to hot pressing exhibited a notable recovery in permeability, with air permeability increasing to 68.0 L/m²/s, WVP rising to 651.0 g/m²/24 h, and a retention index of 92.6%. The elevated WVP values are strongly correlated with the lower contact angles observed, both of which are indicative of increased surface hydrophilicity. This suggests that the coating allows for greater interaction with water molecules, facilitating vapor transmission through the textile. Notably, the WVP values obtained for these samples closely resemble those of the uncoated cotton fabric, implying that the applied coating does not significantly hinder the material's inherent breathability. This outcome suggests that the combination of additives and thermal treatment promotes a more uniform and continuous coating layer (as also observed in the surface analysis, Table 3), likely by enhancing polymer flow and distribution across the textile substrate while maintaining inter-fibre channels essential for vapor and air permeability. Additionally, hot pressing may facilitate the migration of additives toward the surface, potentially creating micro voids or pores that contribute to higher breathability. In contrast, the sample coated with additives but without hot pressing exhibited one of the lowest air permeabilities (20.3 L/m²/s) and a moderately reduced WVP (398.1 g/m²/24h), indicating that the polymer may have accumulated irregularly on the surface, partially obstructing fabric porosity. Notably, the absence of thermal treatment appears to limit the reflow and levelling of the coating, especially when additives are present.
In the absence of additives, the sample without hot pressing exhibited slightly higher air and water vapor permeability compared to its hot-pressed counterpart. Specifically, air permeability was 25.4 L/m²/s and WVP reached 510.7 g/m²/24 h, whereas the hot-pressed sample showed reduced values of 19.5 L/m²/s and 245.6 g/m²/24 h, respectively. Correspondingly, the WVP retention index for the non-hot-pressed coating was 81%, significantly higher than the 39% observed for the thermally treated sample. This suggests that hot pressing, in the absence of additives, may negatively impact moisture permeability, an effect further evidenced by the increased hydrophobicity, as indicated by the higher contact angle values observed. This suggests that thermal treatment without additives may cause excessive compaction or surface sealing of the PHBHHx layer, severely limiting vapor transport. Furthermore, the high standard deviation observed in this latter sample's WVP indicates poor coating uniformity, possibly due to polymer phase separation or uneven redistribution during hot pressing.
Overall, these results indicate that while PHBHHx coatings inherently reduce breathability compared to uncoated fabric, the strategic use of additives in combination with hot pressing can mitigate these effects. This approach enables the fabrication of coated textiles that retain satisfactory levels of air and water vapor permeability, making them more suitable for use in breathable and functional applications such as footwear linings or uppers.
3.2.5. Abrasion Resistance
The abrasion resistance of cotton fabrics coated with 10% PHBHHx was evaluated using the Martindale abrasion test, conducted up to 51,200 cycles in accordance with ISO 5470-2:2021. The results, summarized in Table 6, demonstrate that the developed coatings exhibit excellent mechanical durability under repeated mechanical stress.
Notably, samples containing additives, regardless of thermal treatment, showed no visible degradation (grade 0) throughout the test, indicating superior abrasion resistance. This highlights the crucial role of additives in enhancing coating integrity, likely through improved polymer flexibility and stronger interfacial interactions with the textile substrate. The absence of significant differences between hot-pressed and non-hot-pressed samples with additives suggests that additive incorporation alone is sufficient to stabilize the coating under abrasion.
Interestingly, the sample without additives but subjected to hot pressing also maintained a grade 0 rating, suggesting that thermal treatment alone contributes significantly to abrasion resistance. This effect can be attributed to the densification and reorganization of the polymer matrix during hot pressing, which likely produces a smoother, more cohesive film structure that resists mechanical wear. In contrast, the sample without additives and without hot pressing exhibited slight degradation (grade 1), indicating early signs of wear. This observed reduction in durability is likely due to poorer film uniformity, weaker adhesion to the substrate, and microstructural defects, as confirmed by surface analysis (Table 3).
These findings highlight the distinct roles of additive incorporation and thermal consolidation in improving the mechanical wear resistance of PHBHHx coatings, an essential requirement for footwear component applications.
3.3. Washing Resistance
To evaluate the washing durability of PHBHHx-based coatings and elucidate the effects of laundering on their structural and surface properties, detailed surface morphology and wettability analysis were performed. Across all tested coated fabrics, the PHBHHx coatings demonstrated considerable washing resistance, as evidenced by the retained presence of the polymeric layer on the textile surface even after five laundering cycles, as shown in Table 7.
Post-washing surface images revealed that thermally treated samples retained a more cohesive and continuous coating layer. In some cases, dispersed polymer granules were observed on textile structure, further indicating effective film retention.
However, comparative analysis between the first and fifth wash cycles revealed partial removal of the coating, particularly in samples without additives. This was indicated by increased exposure of the underlying cotton structure, suggesting progressive erosion or localized delamination of the polymeric film. These findings highlight the critical role of both additive incorporation and thermal treatment in improving the long-term adhesion, durability, and functional stability of PHBHHx coatings for textile applications.
In addition to surface morphology analysis, ATR-FTIR spectroscopy was conducted to evaluate the chemical composition of the coated cotton fabrics after one and five washing cycles (Figure 2). The objective was to assess whether the PHBHHx polymer layer remained on the fabric surface following repeated laundering. The spectra shown correspond to samples after the first wash (a) and after the fifth wash (b). In all cases, the characteristic absorption bands of PHBHHx are clearly observed, regardless of whether the samples underwent hot pressing. This consistent spectral profile confirms the presence of the PHBHHx coating even after multiple washing cycles, indicating strong adhesion to the cotton substrate and good washing durability.
Table 8 presents the water contact angle values of 10% PHBHHx knife-coated fabrics, highlighting the effects of additive incorporation and thermal treatment (hot pressing) before and after one and five washing cycles. These measurements serve as indicators of surface hydrophobicity and, by extension, the structural integrity and durability of the coatings under laundering conditions.
Samples containing additives exhibited distinct behaviours depending on whether thermal treatment was applied. Without thermal treatment, the sample maintained a relatively stable contact angle after one wash (93.6° to 93.6°), but completely lost hydrophobicity after five cycles, with water being absorbed instantly. This rapid degradation indicates that additives alone do not provide sufficient protection against wash-induced wear. Conversely, when additives were combined with thermal treatment, the initial contact angle was relatively low (76.0°) but increased to 88.0° after one washing cycle and further to 119.1° after five cycles. This progressive enhancement indicates a favourable post-washing reorganization of the coating structure, likely driven by the synergistic interaction between the additives and thermal treatment, ultimately leading to improved long-term surface hydrophobicity. Among the additive-free samples, the one without thermal treatment exhibited the highest initial hydrophobicity (121.1°), but this value steadily declined after one (106.4°) and five washes (88.9°), indicating progressive deterioration of the coating. In contrast, the sample without additives but subjected to thermal treatment maintained its hydrophobicity even after the first wash. However, after five washes, the contact angle decreased to 99.5°. This behaviour suggests that thermal treatment alone improves coating consolidation and adhesion, contributing to enhanced wash durability even in the absence of additives. Overall, the data underscore the critical role of thermal treatment in maintaining the hydrophobicity of PHBHHx coatings during repeated washing. Moreover, the combination of additives and thermal consolidation appears to foster a more resilient and adaptive surface over time. These findings are particularly relevant for functional textile applications, such as footwear components, where both immediate and long-term resistance to water exposure are essential performance criteria.
4. Conclusions
This study demonstrates the strong potential of PHBHHx-based coatings as sustainable and effective alternatives to conventional synthetic polymers and leather in footwear applications. Among the formulations tested, the 10% PHBHHx concentration delivered the best balance between material efficiency, coating uniformity, and surface functionality. The incorporation of hydrophilic additives combined with thermal treatment notably enhanced key properties such as wettability, vapor permeability, and durability. The synergistic effect of additives and hot-pressing improved water vapor transport and maintained long-term surface hydrophobicity, likely due to structural reorganization and additive migration during thermal treatment. This also contributed to the formation of microvoids that enhance breathability. Conversely, thermal treatment without additives caused surface compaction, reducing moisture permeability, as confirmed by increased contact angles. Hot pressing further strengthened coating-substrate adhesion, significantly boosting abrasion and washing resistance. These findings highlight the versatility and performance potential of PHBHHx coatings, positioning them as promising candidates for bio-based, breathable, and durable materials in next-generation sustainable footwear. Despite these advances, further optimization is needed to improve air permeability and water vapor transmission, crucial for meeting comfort standards in high-performance footwear. Current formulations approach the lower limits of typical breathable material benchmarks, 20 to 200 g/m²·24h for water vapor permeability and 60 to 600 L/m²·s for air permeability but must advance to remain competitive. Overall, this work provides important insights into the roles of thermal treatment and additives in shaping coating morphology and function. It establishes a solid foundation for future research focused on systematic formulation refinement, process control, and comprehensive performance evaluation to realize fully functional, market-ready PHBHHx coatings for sustainable footwear applications.
Author Contributions
Marta A. Teixeira: Conceptualization, Investigation, Methodology, Writing – original draft; Joana Castro: Investigation, Methodology; Beatriz Lima: Investigation; Catarina Guise: Review & editing, Supervision; Helena Vilaça: Review & editing, Supervision, Project administration; Carla Silva: Review & editing, Supervision, Project administration. All authors have read and agreed to the published version of the manuscript.
Funding
This work was carried out under the Waste2BioComp project – Converting organic waste into sustainable bio-based components (Grant Agreement No. 101058654), funded under the topic HORIZON-CL4-2021-TWIN-TRANSITION-01-05 of the Horizon Europe 2021–2027 programme.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Acknowledgments
The authors sincerely thank the Waste2BioComp project for making the development of this research possible.
Conflicts of Interest
The author declares no conflicts of interest related to this study. No financial or personal relationships exist that could have inappropriately influenced the results or interpretation of the research.
References
- Islam, N.F.; Gogoi, B.; Saikia, R.; Yousaf, B.; Narayan, M.; Sarma, H. Encouraging Circular Economy and Sustainable Environmental Practices by Addressing Waste Management and Biomass Energy Production. Reg. Sustain. 2024, 5, 100174. [Google Scholar] [CrossRef]
- Jadhav, N.C.; Jadhav, A.C. Waste and 3R’s in Footwear and Leather Sectors. In; 2020; pp. 261–293.
- European Environment Agency (EEA) Consumption of Clothing, Footwear and Household Textiles per Person.
- Firtikiadis, L.; Manavis, A.; Kyratsis, P.; Efkolidis, N. Product Design Trends within the Footwear Industry: A Review. Des. (Basel) 2024, 8, 49. [Google Scholar] [CrossRef]
- Navarro, D.; Wu, J.; Lin, W.; Fullana-i-Palmer, P.; Puig, R. Life Cycle Assessment and Leather Production. J. Leather Sci. Eng. 2020, 2, 26. [Google Scholar] [CrossRef]
- Silva, A.; Vilaça, H.; Antunes, J.; Rocha, A.; Silva, C. Textile Bio-Based and Bioactive Coatings Using Vegetal Waste and by-Products. Base Diseño E Innovación 2022, 7, 57–70. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, M.; Liu, X.; Yue, O.; Wang, X.; Jiang, H. Advanced Collagen Nanofibers-Based Functional Bio-Composites for High-Value Utilization of Leather: A Review. J. Sci. : Adv. Mater. Devices 2021, 6, 153–166. [Google Scholar] [CrossRef]
- Meyer, M.; Dietrich, S.; Schulz, H.; Mondschein, A. Comparison of the Technical Performance of Leather, Artificial Leather, and Trendy Alternatives. Coatings 2021, 11, 226. [Google Scholar] [CrossRef]
- Oruko, R.O.; Selvarajan, R.; Ogola, H.J.O.; Edokpayi, J.N.; Odiyo, J.O. Contemporary and Future Direction of Chromium Tanning and Management in Sub Saharan Africa Tanneries. Process Saf. Environ. Prot. 2020, 133, 369–386. [Google Scholar] [CrossRef]
- Sharma, P.; Singh, S.P.; Parakh, S.K.; Tong, Y.W. Health Hazards of Hexavalent Chromium (Cr (VI)) and Its Microbial Reduction. Bioengineered 2022, 13, 4923–4938. [Google Scholar] [CrossRef]
- Wang, H. Advantages of Animal Leather over Alternatives and Its Medical Applications. Eur Polym J 2024, 214, 113153. [Google Scholar] [CrossRef]
- Ojo, A.B.; Agbeye, O.D.; Ogwa, T.O.; Adedoyin, D.; Rotimi, D.E.; Ojo, O.A. Implications of Plastic-Derived Endocrine Disruptors on Human Health. Toxicol Mech Methods 2025, 1–25. [Google Scholar] [CrossRef] [PubMed]
- Campisi, L.; La Motta, C.; Napierska, D. Polyvinyl Chloride (PVC), Its Additives, Microplastic and Human Health: Unresolved and Emerging Issues. Sci. Total Environ. 2025, 960, 178276. [Google Scholar] [CrossRef] [PubMed]
- Duangsuwan, S.; Junkong, P.; Phinyocheep, P.; Thanawan, S.; Amornsakchai, T. Development of Green Leather Alternative from Natural Rubber and Pineapple Leaf Fiber. Sustainability 2023, 15, 15400. [Google Scholar] [CrossRef]
- Amobonye, A.; Lalung, J.; Awasthi, M.K.; Pillai, S. Fungal Mycelium as Leather Alternative: A Sustainable Biogenic Material for the Fashion Industry. Sustain. Mater. Technol. 2023, 38, e00724. [Google Scholar] [CrossRef]
- Asabuwa Ngwabebhoh, F.; Saha, N.; Nguyen, H.T.; Brodnjak, U.V.; Saha, T.; Lengalova, A.; Saha, P. Preparation and Characterization of Nonwoven Fibrous Biocomposites for Footwear Components. Polym. (Basel) 2020, 12, 3016. [Google Scholar] [CrossRef]
- Fernandes, P.R.B.; Contin, B.; Siqueira, M.U.; Ruschel-Soares, R.; Baruque-Ramos, J. Biocomposites from Cotton Denim Waste for Footwear Components. Mater. Circ. Econ. 2021, 3, 29. [Google Scholar] [CrossRef]
- Dhanda, V.; Arsalan, S.; . S. ; Kaushal, S. Revolutionizing Material: The Rise of Bio Leather as Eco-Friendly and Sustainable Approach. Int. J. Res. Agron. 2024, 7, 121–128. [Google Scholar] [CrossRef]
- Hadri, S.H.; Tareen, N.; Hassan, A.; Naseer, M.; Ali, K.; Javed, H. Alternatives to Conventional Plastics: Polyhydroxyalkanoates (PHA) from Microbial Sources and Recent Approaches – A Review. Process Saf. Environ. Prot. 2025, 195, 106809. [Google Scholar] [CrossRef]
- Teixeira, M.A.; Leite, I.; Gonçalves, R.; Vilaça, H.; Guise, C.; Silva, C. Comprehensive Evaluation of Wet-Spun Polyhydroxyalkanoate Fibres: Morphology, Crystallinity, and Thermal Properties. Fibers 2025, 13, 111. [Google Scholar] [CrossRef]
- Chang, H.M.; Wang, Z.H.; Luo, H.N.; Xu, M.; Ren, X.Y.; Zheng, G.X.; Wu, B.J.; Zhang, X.H.; Lu, X.Y.; Chen, F.; et al. Poly(3-Hydroxybutyrate-Co-3-Hydroxyhexanoate)-Based Scaffolds for Tissue Engineering. Braz. J. Med. Biol. Res. 2014, 47, 533–539. [Google Scholar] [CrossRef]
- Amabile, C.; Abate, T.; Muñoz, R.; Chianese, S.; Musmarra, D. Production of Poly(3-Hydroxybutyrate) and Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) from Methane and Volatile Fatty Acids: Properties, Metabolic Routes and Current Trend. Sci. Total Environ. 2024, 927, 172138. [Google Scholar] [CrossRef]
- Park, H.; He, H.; Yan, X.; Liu, X.; Scrutton, N.S.; Chen, G.-Q. PHA Is Not Just a Bioplastic! Biotechnol Adv 2024, 71, 108320. [Google Scholar] [CrossRef]
- SCOTT WAYNE TULL Aqueous Suspensions Of Polyhydroxyalkanoate And Their Application As Functional Barrier. Coatings. Dissertation, University of Georgia: ATHENS, GEORGIA, 2021.
- Nsengiyumva, E.M.; Alexandridis, P. Xanthan Gum in Aqueous Solutions: Fundamentals and Applications. Int J Biol Macromol 2022, 216, 583–604. [Google Scholar] [CrossRef]
- Soon Kie JUNG Textile Fabric Sheet Having Stain and Liquid Resistance and the Preparation Method Thereof 2011.
- Zhang, L.; Li, X.; Zhang, S.; Gao, Q.; Lu, Q.; Peng, R.; Xu, P.; Shang, H.; Yuan, Y.; Zou, H. Micro-FTIR Combined with Curve Fitting Method to Study Cellulose Crystallinity of Developing Cotton Fibers. Anal Bioanal Chem 2021, 413, 1313–1320. [Google Scholar] [CrossRef]
- Kong, D.; Liu, J.; Zhang, Z.; Wang, S.; Lu, Z. Preparation of Synergistic Silicon, Phosphorus and Nitrogen Flame Retardant Based on Cyclosiloxane and Its Application to Cotton Fabric. Cellulose 2021, 28, 8115–8128. [Google Scholar] [CrossRef]
- Trakunjae, C.; Boondaeng, A.; Apiwatanapiwat, W.; Kosugi, A.; Arai, T.; Sudesh, K.; Vaithanomsat, P. Enhanced Polyhydroxybutyrate (PHB) Production by Newly Isolated Rare Actinomycetes Rhodococcus Sp. Strain BSRT1-1 Using Response Surface Methodology. Sci Rep 2021, 11, 1896. [Google Scholar] [CrossRef]
- Julinová, M.; Šašinková, D.; Minařík, A.; Kaszonyiová, M.; Kalendová, A.; Kadlečková, M.; Fayyazbakhsh, A.; Koutný, M. Comprehensive Biodegradation Analysis of Chemically Modified Poly(3-Hydroxybutyrate) Materials with Different Crystal Structures. Biomacromolecules 2023, 24, 4939–4957. [Google Scholar] [CrossRef]
- Teixeira, M.A.; Leite, I.; Gonçalves, R.; Vilaça, H.; Guise, C.; Silva, C. Comprehensive Evaluation of Wet-Spun Polyhydroxyalkanoate Fibres: Morphology, Crystallinity, and Thermal Properties. Fibers 2025, 13, 111. [Google Scholar] [CrossRef]
- Ramezani, M.; Amoozegar, M.A.; Ventosa, A. Screening and Comparative Assay of Poly-Hydroxyalkanoates Produced by Bacteria Isolated from the Gavkhooni Wetland in Iran and Evaluation of Poly-β-Hydroxybutyrate Production by Halotolerant Bacterium Oceanimonas Sp. GK1. Ann Microbiol 2015, 65, 517–526. [Google Scholar] [CrossRef]
- Parvate, S.; Dixit, P.; Chattopadhyay, S. Superhydrophobic Surfaces: Insights from Theory and Experiment. J Phys Chem B 2020, 124, 1323–1360. [Google Scholar] [CrossRef] [PubMed]
- Jothi Prakash, C.G.; Prasanth, R. Approaches to Design a Surface with Tunable Wettability: A Review on Surface Properties. J Mater Sci 2021, 56, 108–135. [Google Scholar] [CrossRef]
- Brogly, M.; Bistac, S.; Fahs, A. Surface Migration of Fatty Acid to Improve Sliding Properties of Hypromellose-Based Coatings. Surfaces 2024, 7, 666–679. [Google Scholar] [CrossRef]
- Kaziur, P.; Mikołajczyk, Z. Structural and Physiological Properties of Footwear Textiles. Fibres Text. East. Eur. 2023, 31, 75–85. [Google Scholar] [CrossRef]
Figure 1.
ATR-FTIR spectra of uncoated cotton fabric, PHBHHx polymer powder, and PHBHHx-coated cotton fabrics with and without hot pressing. Green spectra represent coatings formulated with additives, while blue spectra correspond to coatings without additives. Samples are labeled as NHP (non-hot-pressed) and HP (hot-pressed) to indicate the absence or presence of thermal treatment, respectively.
Figure 1.
ATR-FTIR spectra of uncoated cotton fabric, PHBHHx polymer powder, and PHBHHx-coated cotton fabrics with and without hot pressing. Green spectra represent coatings formulated with additives, while blue spectra correspond to coatings without additives. Samples are labeled as NHP (non-hot-pressed) and HP (hot-pressed) to indicate the absence or presence of thermal treatment, respectively.
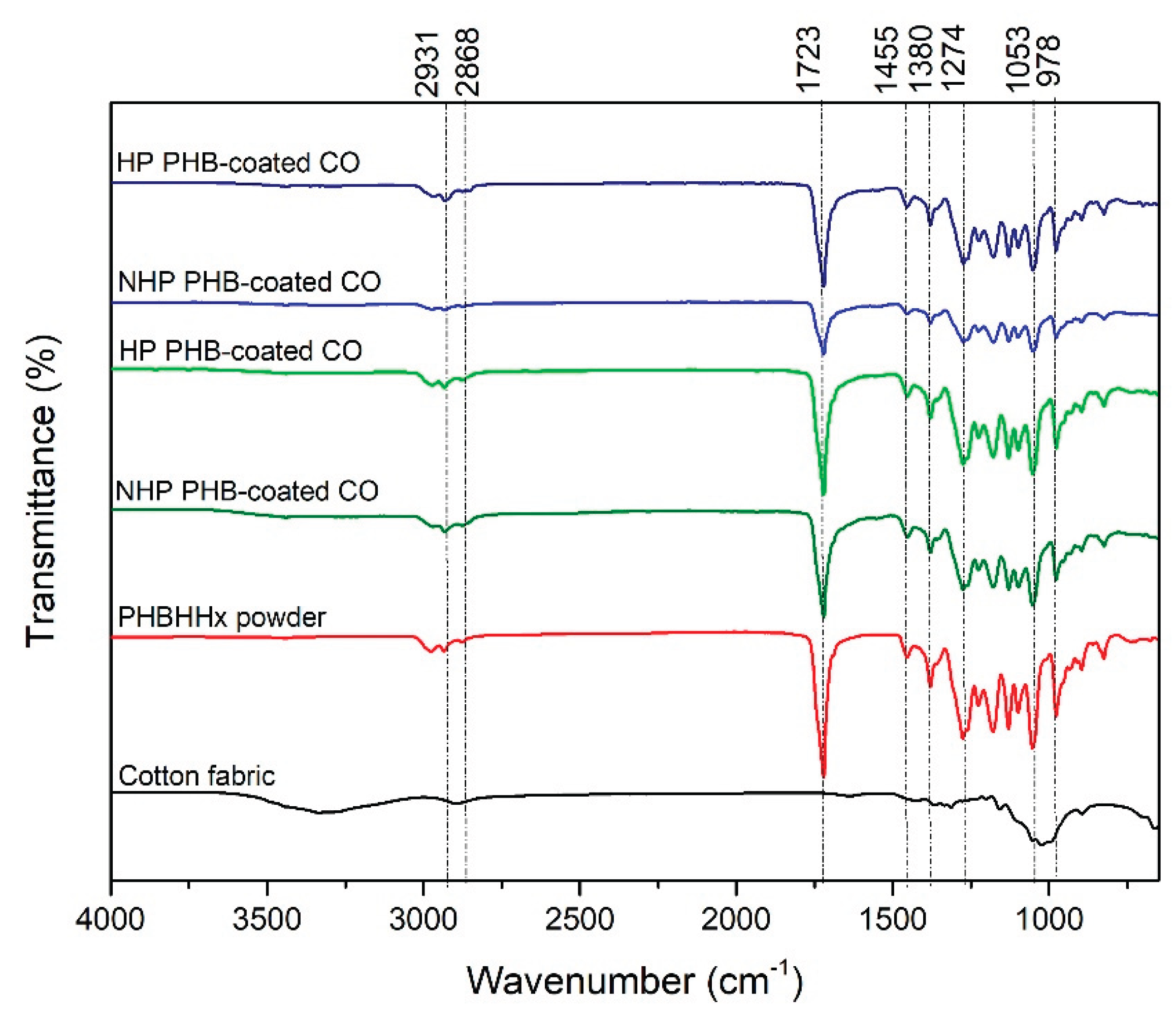
Figure 2.
ATR-FTIR spectra of uncoated cotton fabric, PHBHHx polymer powder, and PHBHHx-coated cotton fabrics subjected to washing cycles, with and without hot pressing. (a) After the first wash; (b) After the fifth wash. Samples are labelled as NHP (non-hot-pressed) and HP (hot-pressed) to indicate the absence or presence of thermal treatment, respectively.
Figure 2.
ATR-FTIR spectra of uncoated cotton fabric, PHBHHx polymer powder, and PHBHHx-coated cotton fabrics subjected to washing cycles, with and without hot pressing. (a) After the first wash; (b) After the fifth wash. Samples are labelled as NHP (non-hot-pressed) and HP (hot-pressed) to indicate the absence or presence of thermal treatment, respectively.
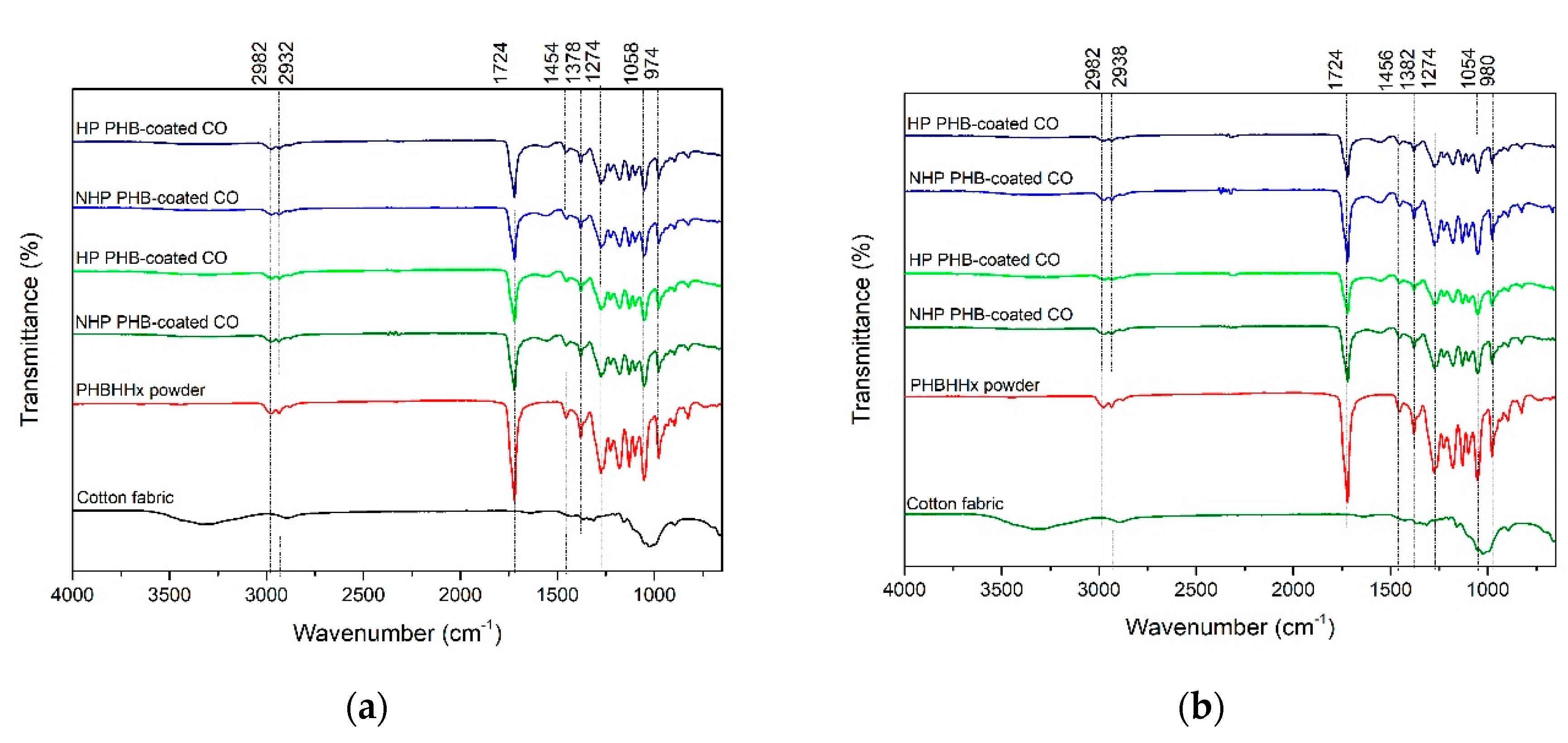

Table 1.
Optical microscopy images of textile coatings prepared with varying PHBHHx concentrations, captured using a Leica Lupa FX272 stereomicroscope at 12.5× magnification.
Table 1.
Optical microscopy images of textile coatings prepared with varying PHBHHx concentrations, captured using a Leica Lupa FX272 stereomicroscope at 12.5× magnification.
| % PHBHHx | Without Hot Press | With Hot Press |
| Control | 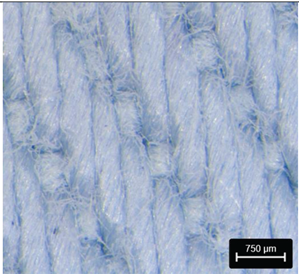 |
|
| 5 | 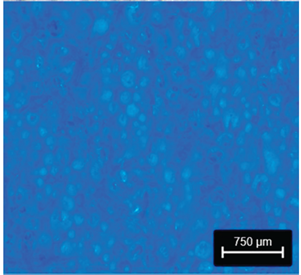 |
 |
| 10 | 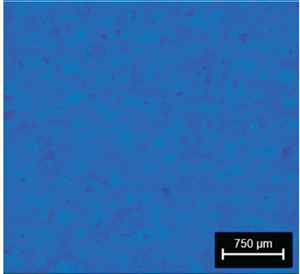 |
 |
| 15 | 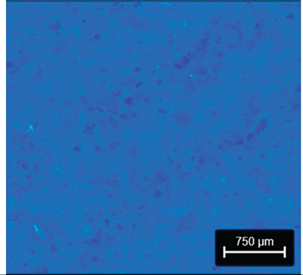 |
 |
| 20 | 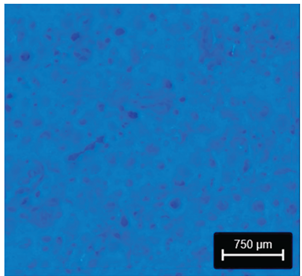 |
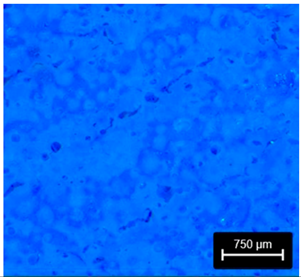 |
Table 2.
Water contact angle measurements on knife-coated fabrics with different PHBHHx concentrations (5–20% w/v), both with and without thermal treatment.
Table 2.
Water contact angle measurements on knife-coated fabrics with different PHBHHx concentrations (5–20% w/v), both with and without thermal treatment.
| % PHBHHx | Treatment | Contact Angle (°) ± S. D. |
| 5 | Without hot pressing | 76.6 ± 38.9 |
| Hot Pressing (180 °C) | 84.9 ± 13.5 | |
| 10 | Without hot pressing | 81.7 ± 9.0 |
| Hot Pressing (180 °C) | 63.3 ± 7.9 | |
| 15 | Without hot pressing | 81.7 ± 10.1 |
| Hot Pressing (180 °C) | 69.5 ± 14.8 | |
| 20 | Without hot pressing | 81.6 ± 10.3 |
| Hot Pressing (180 °C) | 69.1 ± 10.7 |
Table 3.
Optical microscopy images of 10% PHBHHx knife-coated fabrics prepared with Tubicoat Verdicker LP, with and without additives. Images were captured using a Leica Lupa FX272 stereomicroscope at 12.5× magnification.
Table 3.
Optical microscopy images of 10% PHBHHx knife-coated fabrics prepared with Tubicoat Verdicker LP, with and without additives. Images were captured using a Leica Lupa FX272 stereomicroscope at 12.5× magnification.
| Additives | Without Hot Press | With Hot Press |
| Added | 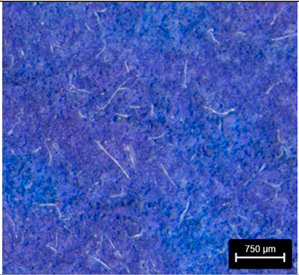 |
 |
| Non-added | 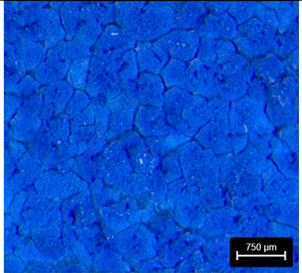 |
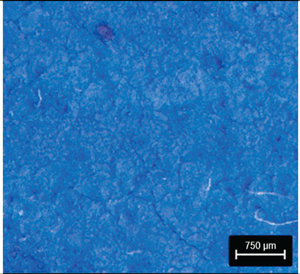 |
Table 4.
Water contact angle measurements of cotton fabrics coated with 10% PHBHHx, comparing samples with and without additives and with and without thermal treatment (hot pressing).
Table 4.
Water contact angle measurements of cotton fabrics coated with 10% PHBHHx, comparing samples with and without additives and with and without thermal treatment (hot pressing).
| Sample | Additives / Thermal Treatment | Contact Angle (°) ± S. D. |
| 10% PHBHHx-coated cotton fabric | With/Without | 93.6 ± 14.3 |
| With/With | 76.0 ± 3.7 | |
| Without/Without | 121.1 ± 10.7 | |
| Without/With | 110.5 ± 13.5 |
Table 5.
Water contact angle measurements of cotton fabrics coated with 10% PHBHHx, comparing samples with and without additives and with and without thermal treatment (hot pressing).
Table 5.
Water contact angle measurements of cotton fabrics coated with 10% PHBHHx, comparing samples with and without additives and with and without thermal treatment (hot pressing).
| Sample | Additives / Thermal Treatment |
Air permeability l/(m2/s) ± S.D. |
WVP (g/m2/24h) ± S.D. | I (%) |
| Control cotton | 94.0 ± 2.3 | 669.8 ± 12.1 | 95.3 | |
| 10% PHBHHx-coated cotton fabric | With/Without | 20.3 ± 4.7 | 398.1 ± 27.8 | 62.0 |
| With/With | 68.0 ± 3.1 | 651.0 ± 5.4 | 92.6 | |
| Without/Without | 25.4 ± 1.9 | 510.7 ± 2.9 | 81.0 | |
| Without/With | 19.5 ± 4.4 | 245.6 ± 66.2 | 39.0 |
Table 6.
Abrasion resistance (Martindale) of coatings with 10% PHBHHx according to ISO 5470-2:2021.
| Sample | Additives / Thermal Treatment | Degree of specimen degradation |
| 10% PHBHHx-coated cotton fabric | With/Without | 0 |
| With/With | 0 | |
| Without/Without | 1 | |
| Without/With | 0 |
Table 7.
Optical microscopy images of 10% PHBHHx knife-coated fabrics, prepared with Tubicoat Verdicker LP, both with and without additives, after one and five washing cycles. Images were captured using a Leica Lupa FX272 stereomicroscope at 12.5× magnification.
Table 7.
Optical microscopy images of 10% PHBHHx knife-coated fabrics, prepared with Tubicoat Verdicker LP, both with and without additives, after one and five washing cycles. Images were captured using a Leica Lupa FX272 stereomicroscope at 12.5× magnification.
| Additives | Number of washings | Without Hot Press | With Hot Press |
| Added | 1 | 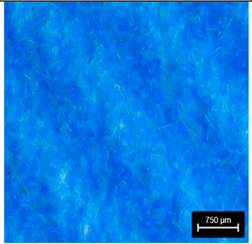 |
 |
| Non-added | 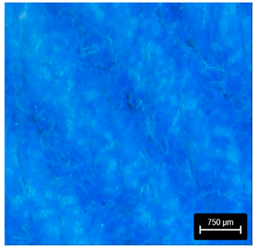 |
 |
|
| Added | 5 | 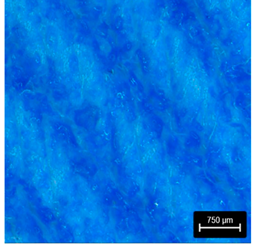 |
 |
| Non-added |  |
 |
Table 8.
Water contact angle measurements of cotton fabrics coated with 10% PHBHHx, comparing samples with and without additives, and with or without thermal treatment (hot pressing), after one and five washing cycles.
Table 8.
Water contact angle measurements of cotton fabrics coated with 10% PHBHHx, comparing samples with and without additives, and with or without thermal treatment (hot pressing), after one and five washing cycles.
| Sample | Additives / Thermal Treatment | Contact Angle (°) ± S. D. | ||
| Without Washings | 1 Wash cycle | 5 Wash cycles | ||
| 10% PHBHHx-coated cotton fabric | With/Without | 93.6 ± 14.3 | 93.6 ± 7.7 | Absorbed instantly |
| With/With | 76.0 ± 3.7 | 88.0 ± 9.6 | 119.1 ± 6.8 | |
| Without/Without | 121.1 ± 10.7 | 106.4 ± 4.5 | 88.9 ± 8.1 | |
| Without/With | 110.5 ± 13.5 | 122.4 ± 22.7 | 99.5 ± 6.0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



