
Submitted:
05 September 2025
Posted:
08 September 2025
You are already at the latest version
Abstract
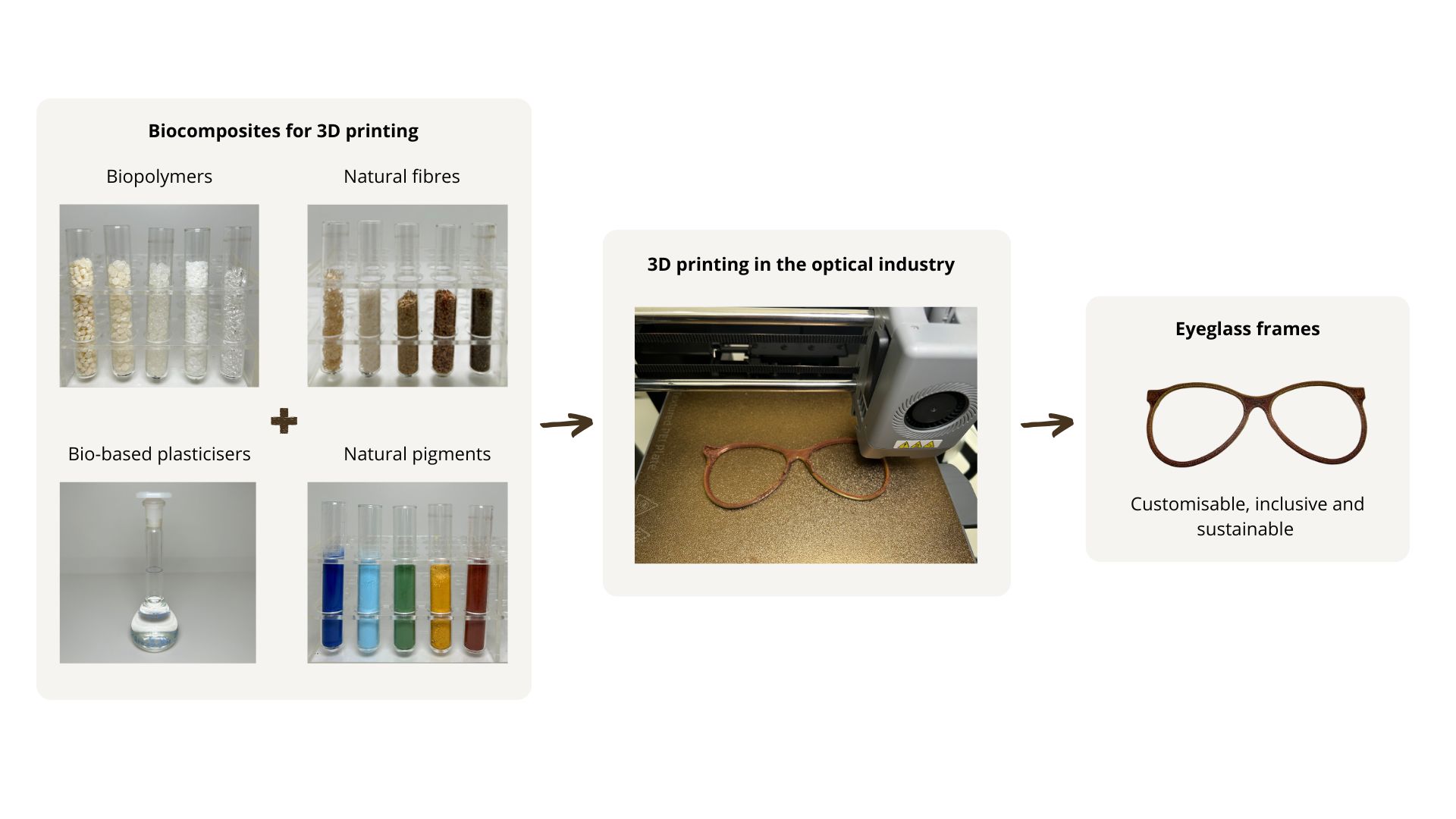
Optical frames are used worldwide to correct visual impairments, protect from UV damage, or simply for fashion purposes. Optical frames are often made of poorly bio-degradable and fossil-based materials, with designs not targeted to everyone´s tastes and requirements. Additive manufacturing processes allow personalisation of optical frames and the use of new sustainable biomaterials to replace fossil-based ones.
This comprehensive review combines an extensive survey of the scientific literature, market trends, and information from other relevant sources, analysing the biomaterials currently used in additive manufacturing and identifying biomaterials (biopolymers, natural fibres and natural additives) with the potential to be developed into biocomposites for printing optical frames. Requirements for optical devices were carefully considered, such as standards, regulations and demands for manufacturing materials. By comparing with fossil-based analogues, and by discussing the chemical, physical and mechanical properties of each biomaterial, it was found that combining various materials in bio-composites is promising for achieving the desirable properties for printing optical frames. Advantages of the various techniques of this cutting-edge technology were also analysed and discussed for optical industry applications.
This work contributes to identifying a way forward for producing sustainable, customisable and inclusive optical frames on demand, using new biocomposites for ad-ditive manufacturing.
Keywords:
biomaterials
; biopolymers
; natural fibres
; biocomposites
; additive manufacturing
; 3D printing
; biodegradability
; optic industry
; optical frames
; circular economy
1. Introduction
Globally, 2.2 billion people have a near or distance vision impairment, and at least 1 billion of these cases could have been prevented or addressed [1]. It is predicted that population growth and ageing, along with changes in lifestyle and habits, could lead to an increase in cases of visual impairment globally. Two examples of visual impairments are presbyopia and myopia that are major public health concerns, associated with these same demographic and behavioural shifts [2,3,4]. Both conditions are estimated to increase in prevalence. By 2050, it is estimated that 4.758 billion individuals worldwide will experience myopia [5], and 1.9 billion will experience presbyopia [6].
Visual impairments have implications in many aspects of life, including health, social engagement, productivity, and inequalities. This imposes a substantial social and economic burden on societies and is recognised as a global health priority [7].
Eye health and vision contribute to achieving many Sustainable Development Goals (SDGs) from United Nations (UN). From the 17 SDGs, 10 are directly or indirectly affected by eye health and vision. These are SDG 1 (No poverty), SDG 2 (No hunger), SDG 3 (Good health and wellbeing), SDG 4 (Quality education), SDG 5 (Gender equality), SDG 8 (Decent work and economic growth), SDG 10 (Reduced inequalities), SDG 11 (Sustainable cities and communities), SDG 13 (Climate action), SDG 17 (Partnership for the goals) [8].
Visual impairments are caused by refractive errors or diseases involving the optic pathways [9]. Visual impairments due to refractive errors can be corrected with refractive surgery, contact lenses and eyeglasses prescriptions. This is a significant global market, with market reports indicating that the global market for spectacles, sunglasses, and contact lenses combined reached 2.5 billion units in 2021 [10]. The eyewear industry has a significant impact on the environmental footprint. From ophthalmic lenses to optical frames, this industrial sector contributes to high energy and water consumption, carbon emissions, and chemical pollution [11]. Spectacles are optical devices, consisting of ophthalmic lenses, and optical frames usually made from metal or plastic with poor biodegradability [12]. Each year, 10,800 tonnes of ophthalmic lenses are produced worldwide, with an estimated 5,770 tonnes of ophthalmic plastic lens waste directly discharged into wastewater, discarding nano and microplastics, heavy metals, and organic pollutants into the environment [11]. Similarly, the plastic materials used for optical frames, which are typically made from poorly biodegradable cellulose acetate and fossil-based materials, end up in landfills instead of being recycled, [12,13]. Besides the need to increase and improve the recycling of the existing optical frame materials, there is also the need to explore more sustainable alternatives in materials and manufacturing processes.
As in other industry sectors, biomaterials are considered promising alternatives to the conventional materials used in the eyewear industry. Biomaterials include biopolymers, natural fibres, biocomposites, and natural additives. Blending different biopolymers, fibres or additives is a common strategy to achieve tailor-made properties and to enhance a material’s thermal, degradability, mechanical, and aesthetic properties.
The processing technologies used to produce plastic optical frames include subtractive manufacturing, such as laser cutting or CNC milling, injection moulding, and, more recently, additive manufacturing (AM). Biomaterials and biocomposites can be processed using these processing technologies. AM offers several advantages for the eyewear industry. It contributes to a personalised user experience and reduces stock accumulation caused by fashion trends - often resulting in 20 to 30% products remaining unsold - and contributes to a reduction in the extraction of raw materials [14]. In addition, because all parameters can be personalised and optimised for the user, these technologies lead to an improvement in prescription adaptation rates. Also, in the event of damaged parts, AM can print a new component, avoiding the need to acquire an entirely new pair of spectacles and lenses. These reduce costs and minimise environmental footprint [15].
Given the advancements in AM and the need for new biomaterials, this review aims to provide an overview of the current state of technology and materials used in the production of optical frames, as well as the natural and bio-based materials available, with relevant characteristics for developing cutting-edge biocomposites. This will provide the knowledge necessary to achieve our goal of exploring new formulations and techniques, considering sustainability and the potential for a circular economy in the eyewear industry. This review is structured in three main sections. Initially, standardisation aspects are explored. The second section provides a detailed description of the materials most used in the eyeglasses industry that are suitable for AM. This includes an overview of their properties, and companies that use them. It also discusses the potential of new biomaterials for AM, focusing on their chemical and physical properties. The third section is focused on the different techniques of AM used for the production of custom optical frames.
2. Method
This comprehensive review paper was conducted partially following the Preferred Reporting Items for Systematic reviews and Meta-Analyses (PRISMA 2020) guidelines [16]. Bibliographical research was performed with the data extraction of selected articles variables from reliable databases to minimise possible bias. These databases were Google Scholar and Web of Science. The bibliographic search was performed using relevant keywords strongly linked to the subject under review, including [biopolymers,additive manufacturing,3D printing,spectacles,eyeglasses,colourants,pigments,dyes,phycocyanin,astaxanthin,iron oxides,AI] [natural fibres], etc. The exclusion criteria were [ophthalmic lenses,contact lenses,conventional fabrication techniques,biomedical implants]; [polysaccharides]; [hydrogels].
The flow diagram, Figure 1, illustrates the review process, starting with 16347 initial records identified from the databases. After removing duplicates, 16312 records were screened. The research papers analysed were selected by excluding those in languages other than English or other than between 1970 and 2025, and by screening for relevant titles and abstracts. Titles and abstracts were screened before full-text-screening. The selected articles were read in full and carefully analysed as they were found the most pertinent for the different topics under discussion. The extracted information included data on chemical and physical properties, and commercial applications. Additionally, relevant websites, reports and documents from governmental, international organisations, and companies were included to provide a more comprehensive overview of the current state of research in this field and to guide new potential research. A total of 245 articles were selected and critically reviewed for this study.
3. Requirements in the Development of New Materials for Optical Frames
Optical frames are considered a medical device and, as such, are required to comply with current standards, regulations, and certain requirements. Combining these with engineering specifications and aesthetic aspects dictated by rapidly changing fashion trends can be challenging. Added to all this are the ergonomic data of each eyeglass wearer, and their clinical data, which directly influence the curvature and thickness of the lenses to be mounted in the optical frames.
Optical frames may be of various materials, the most common ones being acetate, metal and injected plastic; however, composites and natural organic materials can also be found in the overall constitution of optical frames. According to international norms, new materials for optical frames need to allow for biological compatibility, discarding any materials that exceed regulatory limits regarding their allergenic, carcinogenic, mutagenic, or toxic characteristics. In annex B of ISO 12870:2024 [17], a list of potentially harmful chemicals is provided to guide manufacturers. When introducing new materials (chemicals or other types) to be used in the manufacturing of optical frames, biological testing is required. Similar to other medical devices, optical frame materials are required to be tested for skin sensitisation according to international standards specified in ISO 10993-10:2021 [18], where testing can be performed in vitro or/and in vivo. A variety of methods for in vitro testing are presented, with their advantages and disadvantages, in annex C of ISO 10993-10:2021 [18]. For in vivo testing, the ISO 10993-2 [19] provides the guidelines and requirements for animal welfare. In case of metal optical frames, the metal parts of the optical frame that are in direct and prolonged contact with the skin require extra testing regarding nickel release, following the European normative ISO 16128-2:2017 [20].
Along with the requirement to pass biocompatibility testing, optical frames manufactured with new materials are required to meet international standards for dimensional stability at elevated temperature, resistance to perspiration, mechanical stability, resistance to ignition and, optionally, resistance to optical radiation, as specified in ISO 12870:2024 [17]. For dimensional stability at elevated temperature, the dimensions of optical frames are tested before and after the optical frame is subjected to temperatures of around 55 ºC, throughout a period of around 2 hours. The resulting changes to the optical frame dimension, in this case, the distance between the tips of the sides, should not be increased by more than 6 mm or decreased by less than 12 mm, such tolerance differs for small optical frames (see section 4.10 of ISO 12870:2024 [17]).
When testing resistance to perspiration, the optical frame is intended to maintain colour and surface integrity without showing signs of corrosion anywhere on the optical frame surface, except for the joints and screws, after testing for 8 hours. For the optical frame parts expected to be in contact with the skin during wear, surface integrity needs to be maintained after 24 hours of testing, where roughness, peeling, or coating layer separation should be non-existent. If the optical frame is made of natural organic materials and the use of moisturising agents is recommended by the manufacturer, the optical frame may change colour or present surface degradation during testing; however, changes must be reverted 24 hours after testing for the optical frame to pass the test.
Regarding mechanical stability, the optical frames of new materials are required to be tested for bridge deformation, lens retention characteristics and endurance. During and after testing, optical frames are expected to be free of fractures or cracks in any part of their structure; and permanent deformation should be less than 2% of the distance between the boxed centres of the optical frame when assessing bridge deformation. Throughout and after testing, the test lenses should remain wholly lodged in their original location in the groove of the optical frame. Optical frame handling is tested by simulating the putting and taking off of the optical frames, analysing possible strains on the frame and verifying the presence of any fractures and temporary or permanent deformations.
To test the optical frame of new materials against ignition, a heated steel rod at high temperatures contacts the external surface of the optical frame at various points and it is visually assessed by a trained individual to establish if the material ignites during testing or keeps glowing after testing. All the referred tests are further described in section 8 of ISO 12870:2024 [17].
Apart from meeting the standards, certifications and requirements mentioned above, the new materials used to manufacture optical frames should provide resistance to degradation over a reasonable period of time, where the optical frame maintains its characteristics, along with the ability to adjust its shape and fit the wearer’s anatomical features.
4. Biomaterials for Optical Frames
A wide range of materials can be combined in new formulations for optical frames. These materials include recycled polymers, biopolymers, natural fibres and natural additives that enhance desired properties. While a review for all polymers is outside the scope of this study, the already commercialised biopolymers and the most promising materials will be the focus. This selection will be guided by considering previous studies and according to the chemical and physical properties of the materials.
4.1. Biopolymers
Biopolymers are polymers derived from natural sources and can be classified as either non-biodegradable or biodegradable. Can also be categorised as synthetic biopolymers and natural biopolymers (Figure 2) [21,22]. The terms ‘biopolymer’ and ‘bioplastic’ may be used interchangeably. However, this is not an accurate use of the terminology, since a bioplastic is a plastic derived from a biopolymer. The field of biomaterials is constantly evolving, with a wide variety of these materials already being marketed. Examples of these include polylactic acid (PLA) and polyhydroxybutyrate (PHB) [22].
The global bioplastic production has been increasing exponentially. According to European Bioplastics, it is expected to increase from 2.18 million tonnes in 2023 to approximately 7.43 million tonnes in 2028, which reinforces the principles of the circular economy and promotes sustainability [23].
4.1.1. Polyamides (PAs)
Polyamides (PAs), also known as nylons, are composed of extended linear chains of molecules, in which monomers are connected through amide (-CO-NH-) bonds (Table 1). The classification of these materials as thermoplastics is attributed to their ability to be shaped through the application of heat and subsequently to retain their new form following cooling. In contrast to thermosets, such as polyurethane and epoxy, which are susceptible to structural degradation when subjected to repeated heating, this material demonstrates a notable resilience, maintaining its integrity under such conditions.
These materials represent the most widely utilised plastics in the domain of AM and in various fields, such as biomedical, textile industry, and automotive manufacturing. The family of PAs includes various types, such as PA6, PA6-6, PA 4-6, PA6-12, PA11, and PA12. However, only certain types of these plastics are non-toxic and thus suitable for medical applications, namely PA6, PA6-6, PA11, and PA12. The numerical value indicates the number of carbon atoms, and the properties of each type of PA are influenced by the number of monomers (see Table 1) [24,25].
The polymer known as PA6-6 was first developed in 1935 by Wallace Carothers, a chemist specialising in organic chemistry at DuPont, and patented in 1937. It was subsequently commercialized as toothbrush bristles in 1938 [26]. This polymer, synthesised through the polycondensation of hexamethylenediamine and adipic acid, exhibits a higher modulus of elasticity and crystallinity. The resulting products are characterised by their toughness, strength, and thermal stability [27].
On the other hand, PA 6 was developed by IG Farben to replicate PA 6-6 without infringing the patent. The production of PA 6 is initiated through the process of ring-opening polymerisation, which involves the transformation of ɛ-caprolactam into the desired polymer. The material has demonstrated considerable resistance, characterised by a high tensile strength and elasticity, and is resistant to both abrasion and chemicals.
PA 11, a biopolymer of the monomer 11-aminoundecanoic acid, obtained from castor oil, is a partially crystalline plastic and reveals strong resistance to several chemicals, fuels, and salt solutions, as well as to abrasion, and has longer longevity [28,29]. However, techniques such as Digital Light Processing (DLP) and Selective Laser Sintering (SLA) AM technique can reduce its resistance due to its exposure to changing UV energy sources. Post-processing is an essential step in the procedure, and it is frequently conducted using alcohols [30,31].
Finally, PA 12, which is based on laurolactam monomers, is recognised as the lightest polyamide. It exhibits a partially crystalline, linear structure and a density exceeding 1 g/cm3. The material is considered to be suitable for use in prosthetics, and it has been demonstrated to exhibit resistance to pressure and impact, which is well-suited for biomedical applications, including optical frames [32]. Several studies have been conducted that have used fillers to enhance the properties of polyamides. For instance, in 3D-printed PA12 samples, the incorporation of bioceramic fillers resulted in a reduction of melting temperature, toughness, and flexibility. The investigation revealed that thermal stability was enhanced without any significant impact on tensile strength, which suggests that the material may be suitable for use in medical devices [33]. An additional example was reported previously where researchers used AM, more specifically, Fused Filament Fabrication (FFF) to fill PA 12 with zirconia and β-tricalcium phosphate for craniofacial bone reconstruction. The composite material thus obtained exhibits better values of strength and tensile modulus, with values from 98-181% and 8-31%, respectively, compared to unfilled PA12 [34].
A comparison of the physical properties of PAs reveals that PA6 is stronger and more durable, as evidenced by its higher tensile and flexural strength, more favourable thermal properties, and higher chemical resistance when compared to PA12 [26,35,36].
Although non-biodegradable, all forms of PA can be recycled, with mechanical recycling being the most effective method [37]. These polyamides are utilised in powder and filament forms for AM, including FFF, Selective Laser Sintering (SLS), and Multi Jet Fusion (MJF) [38,39,40,41,42]. Each AM process shows advantages and disadvantages concerning cost, speed, and print quality. PAs are a more suitable and popular method for use in SLS than FFF, due to their hygroscopic nature, although they still result in strong and durable items [43,44,45]. MJF is the only powder-based AM technique that is similar to SLS and has similarities with binder jetting [46,47].
The utilisation of PA in the fabrication of 3D-printed optical frames is a prevalent practice among commercial companies. The utilisation of PA powders in SLS 3D printers has been demonstrated to yield several notable advantages for optical frames, including enhanced resistance, durability, comfort, and versatility. Furthermore, the pieces created from PA are lightweight, biocompatible, capable of new designs, and have moderate mechanical and thermal resistance. Consequently, they are attractive to commercial and academic research [48]. Post-processing techniques to mitigate the occurrence of grainy textures in the PA printed components are required [49].
Previous studies reported an illustrative example in the form of a smart frame, in which PA12 was used, and SLS was employed to obtain strong and accurate complex geometries [50]. The incorporation of physiological sensors within the smart frame facilitated the measurement of various parameters, including nose temperature, blink detection, 3D location, physical activity, and head pose estimations [50].
The utilisation of PAs in the field of optical frame fabrication has already been documented in the literature. The manufacturing of 3D printed optical frames was employed in the optical rehabilitation of a patient diagnosed with primary autosomal recessive microcephaly and Seckel syndrome (MCPH/SCKS). The commercially traditional available paediatric frames were found to be inadequate for the patient. The fabrication of the custom-made optical frames using AM techniques ensured a better fit for the patient and was well tolerated [51].
A further application of the PA, specifically PA 12, in 3D-printed optical frames was reported earlier, with the development of eyeglasses for the early diagnosis and monitoring of neurodegenerative diseases, with the incorporation of sensors to collect information from head and eye movements. The selection of this material for the prototype was made on the basis of the properties that PA 12 offers, including its low weight, high mechanical characteristics, stability, transparency, and hypoallergenicity [52].
Some improvements have been made to PA 12 to facilitate a smoother utilisation process at the end of the manufacturing and to reduce the porosity. This ensures that the resulting optical frame will exhibit high performance and durability. Nevertheless, nylon possesses certain disadvantages, including its inability to biodegrade and its environmental impact in terms of water and energy consumption during its production. The issue was addressed by a known brand through the development of its reusable PA12, to reduce waste and reuse of powder from one build in subsequent printings [53]. HP has developed a printing technology known as HP’s MJF for the optical industry, to enable the personalisation and design freedom of printed frames, as well as the production of high-quality parts on a large scale [54]. Nowadays, companies such as Anne et Valentin (with their Helium brand) and Safilo (in collaboration with Materialise) have products available to consumers based on Nylon 12 in optical frames [55,56].
4.1.2. Polybutylene Succinate (PBS)
Synthesised via co-polymerization of 1.4 butanediol and succinic acid, polybutylene succinate (PBS) (Figure 3 and Figure 4) is a biodegradable polymer. Both monomers can derive from fossil or biobased sources [57]. PBS can be decomposed by microorganisms in the environment, eventually into harmless by-products [58]. In addition to presenting compatibility with other biopolymers, the biodegradability and biocompatibility of PBS make it a promising material for biomedical applications. As it can be degraded within the body, it can be naturally eliminated, facilitating drug release and promoting tissue regeneration. These properties make PBS a sustainable option for various applications requiring biodegradability.
PBS has been shown favourable mechanical and thermal properties (Table 2). Its mechanical strength and flexibility (E = 326.3–387 MPa; σ = 34–55 MPa) make it valuable for utilisation in products for which durability and stability are important characteristics. The mechanical performance of PBS is comparable to that of polyethylene and polypropylene, and superior that of low-density polyethylene. Research findings have demonstrated that certain parameters, including Tg, crystallinity and melt viscosity are influenced by an increase in the degree of chain branching, resulting in a decrease of these parameters. Otherwise, when branching increased, the mechanical aspects, including tear strength and elongation at break were improved. It was established that this occurred without any alteration in tensile and modulus strength [57].
Furthermore, its relatively low melting point (Tg = −40 to −10 °C; Tm = 90 – 120 °C; Tc = 60 – 82 °C), facilitates its processing through methodologies such as injection moulding and extrusion. The behaviour depends on molecular weight, crystallisation temperature and crystallisation rate [59].
Although PBS is not commonly commercialised or used for AM, it presents good characteristics and properties such as biodegradability, toughness and good processability. In addition, when blended with biopolymers or combined with natural additives, it is possible to achieve a combination of the required properties, features and appearance appropriate for eyewear.
4.1.3. Polylactic Acid (PLA)
Polylactic acid (PLA) is a hard thermoplastic polymer belonging to the aliphatic polyester family, as is its monomer, lactic acid. PLA is produced from natural resources, such as sugar and starch (Figure 3 and Figure 4) [60]. The synthesis of PLA predominantly occurs through two distinct mechanisms: condensation polymerisation of lactic acid and ring-opening polymerisation of lactide. The PLA family comprises poly(l-lactide) (PLLA), poly(d-lactide) (PDLA), poly(dl-lactide) (PDLLA), and poly(meso-lactide), in addition to copolymers derived from these monomers. PLLA and PDLA are semi-crystalline, whereas PDLLA and poly(meso-lactide) are amorphous.[61] The material exhibits favourable mechanical properties and is compatible with conventional plastics manufacturing processes and with various AM techniques, including SLA, Fused Deposition Modeling (FDM) and SLS. The material displays a moderate tensile strength (40-60 MPa), and an average Young’s modulus of approximately 3 GPa, indicative of rigidity and resistance to deformation. Moreover, this polymer possesses exceptional characteristics, including mechanical resistance, the capacity to retain twists and folds, low temperature sealing capacity and resistance to aromas and flavours. These characteristics make PLA versatile polymer used in 3D printers. PLA has been demonstrated to exhibit adequate thermal stability, with a glass transition temperature of approximately 50-65 °C and a melting temperature ranging from 170 to 180 °C (Table 2) [62]. These properties render PLA suitable for applications that require dimensional stability and moderate mechanical strength, such as the manufacture of medical devices. In addition, both the United States Food and Drug Administration (FDA) and European regulatory authorities have approved the use of PLA in food and drug delivery systems. The material known as PLA has been reported to be biocompatible and biodegradable, characteristics that make it particularly well-suited for the utilisation in biomedical applications. The non-toxic lactic acid, a by-product of hydrolysis in the body, is also compatible with human tissue, reducing the risk of adverse reactions [63,64]. PLA is subject to biodegradation, resulting in the production of CO2, water and degraded organic matter. These by-products can then be reintroduced into ecosystems. Furthermore, when oxygenated, PLA does not produce any dangerous intermediates or metabolites. In comparison with alternative synthetic polymers, PLA emits fewer greenhouse gases, thereby representing a favourable option from environment standpoint.
Reports have demonstrated the use of PLA to print prototypes of customizable optical frame designs, to meet the requirements of people with facial asymmetries, deformities or malformations [65,66]. However, other studies report the unsuitability of this pure polymer to produce structures able to support load, resistant to summer high temperatures and degradation under long exposure to sunlight and moisture [67]. In this context, there is an opportunity to combine the favourable properties of PLA with other materials to improve the pointed vulnerabilities and produce durable and resistant optical frames.
4.1.4. Cellulose Acetate (CA)
Natural polymers, generally produced by living organisms, can be obtained from several sources, such as plants, animals, fungi, and bacteria [68]. These materials are widely used in biomedical applications due to their biocompatibility, biodegradability, high porosity and ability to undergo various chemical and physical modifications for tissue regeneration [69]. Examples of natural biopolymers include, for example, cellulose, polyhydroxyalkanoates, thermoplastic starch, and more [69,70].
Cellulose acetate (CA) (Figure 3 and Figure 4) is a polymer derived from the acetylation of cellulose. This material is one of the preferred biopolymers for producing optical frames due to its hardness, impact resistance, transparency and pleasant texture when in direct and prolonged contact with the skin. It also does not generate static electricity, is not a good electrical conductor, and is chemically resistant to hydrocarbons. Regarding biodegradability, studies have shown that the rate is influenced by the degree of sub-substitution of the acceptor group: as this decreases, the rate increases [62]. In terms of its thermal properties, CA has a strong dipolar molecular interaction network, giving it a high glass transition temperature, Tg, and a short interval between the melting temperature Tm, and the degradation temperature, Td. These properties make it challenging to process using conventional thermal techniques such as extrusion, and particularly AM, where the fluidity of the molten polymer is crucial before thermal degradation begins. Consequently, studies reveal the necessity of adding low-molecular-weight organic compounds that act as plasticisers to extend the processing range of CA. This method is generally referred to as external plasticization [71]. Manufacturing of CA thermoplastics typically involves the use of 15–35% by weight of plasticisers [71]. Other cellulose esters with longer chains, such as cellulose propionate and cellulose butyrate, or those with longer substituents, are more flexible and require smaller amounts of plasticiser to achieve the same fluidity at a given temperature. This is due to an internal plasticisation effect, i.e., copolymerisation with a small amount of a second monomer or the insertion of highly flexible side-chain substituents [71].
Recent research has successfully demonstrated the development of cellulose acetate filaments with properties suitable for AM using FDM. By modifying the structure of CA and creating controlled nanoporous networks, were able to significantly improve printing accuracy and simulate functional properties inspired by nature, such as the ability of plant roots to absorb water [72]. The obtained filaments had a Young’s modulus of around 1.4 GPa and a tensile strength of over 23 MPa — characteristics that are compatible with printing technical components. Additionally, the material exhibited excellent biodegradability and emitted few volatile compounds during extrusion, while maintaining an aesthetically pleasing appearance, which reinforces its potential for sustainable applications in design, materials engineering, and consumer products. CA has several applications, including tool handles, protective films for Liquid Crystal Display (LCD) polarising panels, and optical frames.
4.1.5. Polyhydroxyalkanoates (PHAs)
Polyhydroxyalkanoates (PHAs) (Figure 3 and Figure 4) are thermoplastic polymers whose (R)-3-hydroxyalkanoic acid monomers are naturally synthesised by Gram-positive and Gram-negative bacteria for intracellular energy and carbon storage. The ‘R’ group can vary from a methyl group to a tridecyl group. The polymer’s classification is a subject of much debate. Some researchers consider PHAs to be a synthetic biodegradable polymers due to its relatively simple aliphatic polyester molecular structure [73]. However, others consider them to be a natural biodegradable polymers because it is produced by blue-green algae and soil bacteria [73]. The microbial strain and fermentation conditions can be used to vary the length, degree of crystallinity and mechanical properties of these polymers [73]. One of the great advantages of PHAs is that their mechanical properties can be comparable to those of fossil-based plastics, with tensile strength, modulus and elongation at break varying according to the specific type of PHAs [73].
PHAs exhibit good thermal stability, with melting temperatures typically ranging between 40 and 180 °C (Tg = ~ 23.39 °C; Tm = 173.8 °C), making it suitable for use in various AM techniques, such as FDM, SLS or SLA [62,73]. The thermoplastic behaviour of PHAs is essential for their compatibility with AM processes. In FDM, the relatively low melting temperature enables PHAs filaments to be melted and extruded layer by layer without significant thermal degradation, ensuring the mechanical integrity of the parts. PHAs are also suitable for SLA due to their thermal stability and ability to polymerise under UV radiation. In SLS, PHAs can be selectively sintered in powder form, enabling the manufacture of complex components with good density and good mechanical properties [74]. In this way, PHAs guarantee the structural quality of objects produced by AM and offer versatility in the choice of printing method, adapting to the specific needs of each application [60]. PHAs are recognised as being both biocompatible and biodegradable, which makes them ideal for use in medical and biomedical applications. They degrade naturally in various environments, including soil, water and biological systems, through enzymatic and hydrolytic processes without leaving harmful residues behind [60,73,75].
Although there is a wide variety of PHAs, only a limited amount is produced commercially. This includes poly(3-hydroxybutyrate) (P3HB), also known as polyhydroxybutyrate (PHB) (most commonly found PHA on the market) [76]. To improve PHB’s properties, the copolymer poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) is often synthesised on a large scale, extending its applications to packaging and orthopaedic devices, among others [73]. With a Tm between 160 and 180 °C (typically 170 °C) and Tg between 3 and 15 °C, PHB is compatible with AM techniques. Other available PHB copolymers include poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV or P3HB3HV), poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBHHx), (Poly(hydroxybutyrate-co-hydroxyhexanoate)), and Poly(3-hydroxybutyrate-co-4-hydroxybutyrate) (P3HB4HB) (mechanical properties of PHAs family are described in Table 2).
PHAs are produced by several companies around the world, including BioMatera (Canada), Biome Bioplastics (UK), Biomer (Germany), Cardia Bioplastics (Australia), Danimer Scientific (USA) and Kaneka (Japan). Other companies where it is produced are Full Cycle Bioplastics and Mango Materials (USA), Nafigate (Czech Republic), NaturePlast (France), Newlight Technologies (USA), Tianjin GreenBio Materials (China), Yield10 Bioscience (USA and Canada) and Tianan Biologic Material (China) [76].
At an industrial level, PHAs production is limited by factors such as the availability of raw materials, low productivity and yield, and the complexity of genetic engineering and biosynthesis culture [32]. These factors all contribute to the high cost of commercially available products [76].
The rubbery characteristics of some of the PHAs provide an extra flexibility to its biocomposites [77]. It acts as a plasticiser, reducing the viscosity during AM and improving the processability of the material [77]. In the optical industry, the use of PHA blends to AM can improve printability, and produce malleable optical frames, which is particularly relevant for children, preventing undesirable breakages.
4.2. Natural Fibres for Enhanced Biopolymeric Composites
The use of natural fibres to reinforce composites has aroused interest and recognition in recent years as they contribute to a sustainable and circular economy, in contrast to synthetic fibres [94]. Natural fibres typically originate from mineral, agricultural or animal byproducts, typically produced locally (Figure 5) [95,96]. Wood, cork, cotton, luffa cylindrica, kenaf, hemp and chitosan are some examples. They are therefore inexpensive, widely available, renewable and highly biodegradable materials [94]. The incorporation of natural fibres as fillers or reinforcements in biopolymers matrices has multiple advantages that depend on the fiber’s structure and chemical composition. Their low-density results in lightweight materials and reduces the biopolymer usage and associated costs. Some natural fibres have already shown to improve mechanical properties by increasing rigidity, strength, and impact resistance (such as flax or hemp), and offer favourable thermal properties. They can additionally confer a captivating visual aspect and marketing appeal to the intendent application.
The development of natural fibre-reinforced biocomposites for AM has recently become a key area of study, primarily due to their increased sustainability and the limited range of filament materials available for FDM printing. There is still a limited understanded of their behaviour and there are some challenges in developing materials with good performance [97]. For instance, the structural components of natural fibres tend to absorb moisture from the environment, resulting in irregular dispersion among the polymer and bad interfacial adhesion. Chemical treatments or the use of coupling agents are typically applied to improve the fibre-matrix interactions. Moreover, the thermal instability of some of the fibres may be incompatible with the high temperatures required to melt polymers during extrusion [97]. Fibre size is another crucial characteristic to prevent irregularities during material deposition and nozzle clogging. Smaller particles are ideal for FDM processes [98]. Additionally, precisely assessing the printing conditions for fibre-reinforced biocomposites is critical for ensuring good material fluidity, adhesion between layers, and extrusion uniformity [99].
The utilisation of filament biocomposites derived from natural fibres has demonstrated applicability in domains such as packaging, consumer products and medical devices, thereby contributing to reducing the environmental impact of synthetic and non-renewable materials [99,100,101]. This section summarises a selection of natural fibres and their unique advantages, highlighting their potential to be incorporated into biocomposites for AM of optical frames, thus filling a gap in the literature.
4.2.1. Wood
As is well documented, wood is the result of secondary tree growth [102]. From a chemical perspective, wood is defined as a three-dimensional compound that is primarily composed of cellulose, hemicellulose and lignin [103,104]. Its structure provides unique mechanical characteristics with a significant strength-to-weight ratio and modulus-to elasticity [102]. Wood particles, originated from wood processing waste (Figure 6), can be used to reinforce composites, providing a sustainable and circular practice. While petroleum-based matrices are more common, bio-based thermoplastics are becoming popular, with emphasis on PLA/wood filaments for AM techniques, which can already be found in the market [105]. For instance, a previous report [106] found that the addition of wood flour to a PLA/PBAT matrix improved the mechanical properties, reduced composite’s cost, and achieved good printability and shaping quality. Consequently, wood enables the construction of mechanically robust structures that are lightweight at the same time [102,107]. Another advantage is the aesthetic properties that provide a natural appearance to printed objects [108].
Currently, wood-based materials are mainly used in FDM for furniture production, however, their characteristics make them potentially suitable for wider application prospects [109,110]. For this reason, there is interest in exploring the potential of wood biocomposites for the AM of optical frames for the optical industry.
4.2.2. Cork
Cork (Figure 6) is a type of bark produced by the Quercus suber L. tree. It is mostly constituted by suberin, lignin, polysaccharides and extractives, and can be sustainably extracted [111,112]. The countries located in the southern Mediterranean region are the largest producers of cork, with Portugal accounting for 80% of the world’s production of this material [113]. Cork exhibits a honeycomb structure, which gives a number of interesting properties, including low-weight, elasticity, flexibility, resilience and acoustic and thermal insulation [111]. In addition, it is impermeable to gases and liquids [114]. These unique characteristics make cork an interesting natural filler to produce biocomposites [112]. Some examples of studied composites found in the literature include polyurethane/cork, ABS/cork and PLA/cork, which have applications in packaging and construction, typically via injection moulding or extrusion [112,115].
Cork powder originating from the polishing of wine stopper, are undervalued residue. Their low granulometry (<500 μm) is a relevant characteristic to produce reliable filament for FDM applications in order to avoid nozzle clogging [116]. A recent study reported the production of a composite filament made from PA 12/cork, for FFF AM, with outstanding processability, quality and for lightweight components [117]. With a more sustainable outlook, it was demonstrated the successful production and printability of MAgPLA/cork fully bio-based and biodegradable filament to print furniture parts. In addition, characteristics such as the natural colour and non-plastic touch of cork-based biocomposites are beneficial to foster further exploitation in this area [116]. In this context, their investigation into AM of optical frames is noteworthy, as it has not been researched to the best of the authors’ knowledge.
4.2.3. Luffa Cylindrica
Originating from Africa and Asia, Luffa cylindrica (Luffa cylindrica) (Figure 6) is a natural fibre that is categorised as a ‘vegetable sponge’ [118]. Structurally, it is constituted by multidirectional honeycomb fibres, with of diameters between 0.2-1.0 mm and different orientations. Luffa fibres are mainly composed of cellulose, hemicellulose and lignin. Waste from Luffa farms is available and suitable for valorisation as a natural filler [119]. As biodegradable and renewable fibres, they have potential to be explored as a sustainable reinforcement material in composites [120,121]. Luffa fibres have exceptional properties, including bioactive properties, specific strength (ratio of tensile strength to density), Young’s modules, high stiffness and the ability to absorb energy [122]. The use of luffa fibres as a filler is not common, and only a reduced number of existing scientific literature contains reports on their potential. In particular, studies focused on developing PLA/luffa composites for biodegradable packaging applications [122,123,124]. It was reported that using luffa fibres in the ideal proportion as a PLA reinforcement improves the mechanical properties of the resulting biocomposite.
To the best of the author’s knowledge, no literature has explored the use of this natural fibre in biocomposites for FDM applications. This suggests an opportunity to investigate their potential for improving the properties of 3D-printed optical frames.
4.2.4. Kenaf
Hibiscus cannabinus L., is commonly known as Kenaf [125]. It is abundantly available, biodegradable and recyclable natural fibre, which has been extensively utilised as a filler and/or reinforcement for biocomposite materials for its excellent performance [126]. Its exceptional properties such as tensile and flexural strength, are comparable with those of synthetic fibres, making it a viable substitute with the additional advantages of low weight and low cost [127,128,129]. It is noteworthy that this fibre exhibits capacity for oil and liquid absorption [130].
Kenaf fibres are considered to be one of the best-known natural fibres to reinforce polymers, however, their potential to produce biocomposite filaments for FDM AM was only more recently a focus of study [115]. It was reported that PLA/kenaf biocomposite filament mechanical performance was improved and could facilitate the printing of fully biodegradable prototypes for personalized orthoses, textiles and medical devices, which can include optical frames [131,132].
4.2.5. Hemp
Hemp (Cannabis sativa L.) (Figure 6) is among the most ancient plant species cultivated by humankind originating from Asia [127,130,133]. Hemp is a fast-growing crop with strong fibres, biodegradable, non-toxic and recyclable [126]. It is a lignocellulosic by-product derived from the cannabis sativa plant, extensively used for textile applications [126,134].
The hemp plant has an innate capacity to resist fungal and bacterial infections, a natural attribute that fosters its robust and sustainable growth. Its production costs are lower in comparison to other fibres, such as flax, and it has the capacity to yield up to 25 tonnes of fibre per hectare. Various reports explore the blend of this fibre with a biopolymer matrix (mainly PLA) to produce biocomposite filament, with potential application in the automotive industry [135,136]. Similar to kenaf fibres, the primary function of hemp fibres is to enhance the composite structure, thereby acting as a reinforcing material [137]. In terms of mechanical properties, hemp fibres have a low density (1.48 g/cm3), high rigidity and resistance, which reduces the material abrasion during processing and gives increased thermal properties. In addition to the enhanced sustainability of this fibre, it is associated with reduced health risks and costs when compared with synthetic fibres [126,138,139,140].
Thus, as reported in the literature, there is potential to produce eco-friendly biocomposite filament for AM using hemp fibres. The improved properties could also be beneficial for obtaining high-quality 3D-printed optical frames.
4.2.6. Chitosan
After cellulose, chitosan (Figure 6) is the most abundant polysaccharide found on Earth [141]. It is derived from chitin, a naturally occurring polysaccharide that is commonly found in fungi, yeasts, and in the exoskeletons of insects and crustaceans, via deacetylation [69,142]. Chitosan is non-toxic, biocompatible, can be broken down naturally by the action of enzymes, possesses antimicrobial properties and acts as a bioactive agent [69]. In a circular economy context, waste (that can be considered as a recalcitrant waste) from seafood processing in the food industry can be used to produce environmentally benign chitosan products [143].
The properties of chitosan are different based on its source, molecular weight and degree of acetylation. These factors significantly affect its applications [69]. As a biomaterial for AM, chitosan has been extensively studied as bioink to biomedical and water treatment applications, and less attention has been giving to its potential use as a natural filler [143,144]. Due to its poor mechanical behaviour in FDM printing, pure chitosan can be processed in its powdered form to blend with other polymers, forming chitosan-based composites [145]. For instance, a PLA/chitosan filament was developed to print eco-friendly packaging with good thermal stability, and enhanced ductility [146]. Due to chitosan’s hydrophilicity, the major challenge is to improve the interfacial bonding between the chitosan filler and the matrix [146].
Chitosan has a variety of interesting applications in many fields. In the domain of AM for the optical industry, its antimicrobial properties, thermal stability and sustainability make it a promising as natural bioactive filler for producing biocomposites suitable for printing optical frames.
4.3. Additives
4.3.1. Colourants: Pigments and Dyes for Incorporation in Biocomposites
The term ‘colourant’ refers to any compound that imparts colour, regardless of its source or use. The most important colourants are pigments and dyes, which are used to change or add colour [147,148]. However, there is some confusion about these terms and how to use them correctly. Colourants are largely used in different industries and have been used by humans since the beginning of our history [147,148]. Pigments present distinctive characteristics from dyes: pigments are particles that can have any structure and are not soluble in the medium where they are applied [147,148], whereas dyes are colourants soluble in the application medium (usually water) [147,148]. Pigments do not need to have an affinity for the substrates where they are fixed, but they require binders when the particles are incorporated (coatings, paints, inks, among others), or when they are applied to plastics, in which case the entire polymer material is usually pigmented [147]. Dyes must present affinity for the substrate where they are applied and need to be soluble at some points of the colouration process, where they disperse at the molecular level, while pigments are dispersed as particles (insoluble) [147,148].
Classification of pigments can be based on their chemical composition, as well as their optical or technical properties, which may also include corrosion inhibition and magnetic properties [147,149]. For instance, an effect pigment can confer colour but also other added properties, such as texture or iridescence [149]. Pigments are fluorescent, colourless or coloured organic or inorganic particles where their appearance is altered either by scattering of the light and/or selective absorption [148]. Dyes are substances with colour that impart colour (via solution) by the selective absorption of colour, and they can be either natural (derived from animals, plants, and mineral materials) or synthetic (based on petroleum compounds) [148]. Figure 7 illustrates the classification of colourants (pigments and dyes) and presents some examples of each class.
The colouristic properties, for dyes, are mainly defined by the chemical structure and for pigments by their chemical composition, but also by the physical characteristics of the particles [148,150].
Mainly associated with pigments are oxides and inorganic salts, such as chromium (Cr) and iron (Fe), that are dispersed (as crystal or powder form) in the application medium [148]. Factors related to the particles (such as particle size, particle size distribution, particle shape, pigment concentration, refractive index, absorption coefficient, scattering coefficient) and with the application medium (absorption, refractive index) will affect the final colour properties [147,148]. For dyes, which are usually associated with dissolved organic molecules (chromophores) in the medium, the colour imparted depends on the chromophore molecule’s electronic properties [148,150]. Pigments used as colourants are heat stable, highly durable, solvent resistant, with fast migration, but are usually difficult to process and present poor colour strength and brilliance [148]. Dyes, on the other hand, present a good colour strength and brilliance, being easy to process, but the colour presents poor durability, high migration and sensitivity to heat and solvents [148,151]. Normally, inorganic pigments present a lower cost of production than organic pigments, but organic ones present a more attractive and interesting colour for different applications, and as with dyes, organic pigments are less stable, being more prone to degradation after UV radiation or atmospheric exposure [147,151]. In a previous work [152], it was reported colour change/loss of a fully biobased material composite where phycocyanin, a natural coloured organic pigment, was used. The authors relate the colour change to the degradation of the bioactive component (phycocyanin) during the injection process. The differences observed were likely related to the degradation of the constituents, namely, the natural pigments used. A similar colour change was observed for the test specimens obtained during the injection process. Table 3 presents a summary of the previously described differences between pigments and dyes.
Colouring agents have been used since ancient times, in a close relationship with mankind, to give colour to textiles, skins or even utensils and nowadays they are an essential part of humans’ day-to-day life being used in industries such as textile, food, cosmetics, pharmaceutical, plastics, inks and paints, paper and photography among many other industries [147,148]. Both organic and inorganic pigments have been used for a long time from a diversity of sources, such as plants, animals and salts and oxides produced from mineralisation [147]. Black tones were obtained from natural manganese oxides and charcoal, orange, red and yellow tones from naturally occurring iron oxides, and calcium carbonate (CaCO3) was used as the basis of light and white shades [147].
From 1850 onwards, synthetic colouring agents have been largely used, being the most used pigments nowadays, because they are easy to produce, present a lower cost (than naturally occurring pigments), and less quantity of pigment is needed for colouring, while they also present superior colouring properties [147]. Despite many inorganic compounds being well-suited to be used as colouring agents, they are not considered due to their toxic and carcinogenic properties [148,153]. Efforts have been made to replace elements such as lead, cadmium, and chromate from inorganic pigments, but the progress made in this area in recent decades has been insufficient [147], because most effort has been directed to the optimisation of existing pigments (size, purity, crystal structure, UV stabilization, and compatibility with the medium to be incorporated) [147].
Because of the problems, such as the negative health impacts of synthetic colourant agents, natural pigments are becoming more and more sought after and popular due to awareness, environmental safety and conservation [153,154]. They present properties as being biodegradable, in general non-toxic and non-carcinogenic, which makes them very interesting for human use and industrial applications [153]. Natural colourants are mainly obtained from plants (fruits, leaves, vegetables, flowers, etc.), animals (insects, molluscs, etc.) and microorganisms (fungi and bacteria) [153,154,155,156]. In previous reports [154], several pigments that can be obtained from plant sources, and pigments from microbial origin can also present beneficial properties such as anti-carcinogenic, anti-inflammatory, antioxidant, among others [154].
In the context of producing optical frames using AM technologies, it is possible to create differentiated and exotic frames through environmentally friendly technologies (that are on demand), and a wider choice of materials and complexity of designs is possible [157]. Significant effects on the industrial production processes, economy and society arise from AM technologies, which are considered to be a key technology for the industrial sector [158]. There is also a growing market demand for sustainably manufactured frames that are also durable [157]. Through different AM technologies is possible to prepare polymers from different forms (powder, filament, etc.) [157] into different biocomposite materials for their application in optical frames – this field has gained attention in the AM sector over the last years [157,159].
Colourants such as pigments and dyes can be used to give colour to various materials, including optical frames, where both single and mixtures of two or more elements (pigments or dyes) can be used to reach a specific colour or shade [147] and create innovative, stylish designs that are appealing to customers. Normally, colourants are used mainly for aesthetic reasons, but, more recently, it is possible to confer on colourants specific capabilities such as functional properties, making this an emerging research area [158]. Using colourant agents in polymeric materials is advantageous, since even a small amount can significantly change some properties of the material and a the same time the mechanical features of the matrix are retained [158]. It is possible, for instance, to use pigments that are constituted of both organic and inorganic constituents - hybrid pigments – where the development of novel, distinctive colours is achieved and an enhanced performance of developed biocomposites is possible [155]. The combination of organic and inorganic pigments in hybrid pigments or even the use of a mixture of pigments broadens the palette of colours (creative expression) and can also enhance the versatility and performance of pigments (effect pigments, anticorrosive or magnetic pigments) [147,155].
With AM techniques is possible to apply an on-demand approach where optical frames are made on the spot, considering the consumer choices and preferences (customised product) and eliminating waiting times. At the same time, optical frames are considered fashion items, where the availability of a variety of colours and shades is necessary to meet market demands and differentiate brands [160]. Next, a description of some examples of colourants that can be used in the development of biocomposites for the AM of optical frames is presented.
- Phycocyanin (PC)
Phycocyanin (PC) is a pigment found in eukaryotic algae and cyanobacteria (Cryptomonads, Rhodophyta), being classified in three types: the R-PC (from red algae), the C-PC (from cyanobacteria) and the R-PCII (from Synechococcus species) [161,162]. Phycocyanin (C-PC) is a light-harvesting protein from the phycobiliprotein family with commercial value and good properties (antioxidant, anti-inflammatory, anticancer) with various industrial applications (food, pharmaceutical, cosmetics, among many others) [161,162,163,164]. The chemical structure of phycocyanin is represented in Figure 8.
In a previous work [161], various algae sources from which phycocyanin has been purified are reported. Of the different species from which phycocyanin can be extracted, the photosynthetic cyanobacteria Arthrospira sp., known as spirulina, has been extensively studied and commercialised not only due to its commercial value (up to 70% of the cell mass can be from protein synthesis) but also because of its ability to synthetise C-PC, an intense blue water - soluble pigment (Figure 10) [161,163,164].
Depending on the extraction and purification steps, the final properties of PC can be changed, being these procedures associated with its low stability and the purity of the extracts [163,164]. In addition to extraction processes, PC presents low stability, being very sensitive to environmental stress (particularly temperature, light (UV) and pH), which is a limitation for industrial applications [163,164]. It is reported in the literature that above 50 ◦C, the denaturation of PC occurs, the chromophore suffers changes in its structure (stability) which promotes colour fading and antioxidant activity losses and that under light exposure and high temperatures, the colour changes happen faster [163,164]. The optimal temperature for PC preservation is 45 ºC or less [163]. The instability of the molecule limits its uses and applications even though a continuous effort has been made to improve its stability (through the use of preservative or particulate forms, for instance), because it is one of the limited choices for natural blue coloured colourants [163,164]. The use of such a blue colourant in material composites/biocomposites can add value, also because this is a natural pigment, and the demand for sustainable, natural products is on the rise. It was recently reported the development of a novel fully bio-based material composite containing PLA, PHBV and PC (among other constituents) [152]. The authors successfully developed a biocomposite for cosmetic applications, but reported colour change of the material and related it to the degradation of constituents, namely the PC. Even though the results are promising, the authors recognise that more investigation needs to be done to make the molecules more stable.
- Astaxanthin (ASX)
Astaxanthin (ASX) is a xanthophyll carotenoid with the chemical formula (3,3-dihydroxy-β-carotene-4,4-dione), which exists in three stereoisomeric forms (a meso isomer and two enantiomers) and is a metabolic product of canthaxanthin and zeaxanthin and belongs to the terpene family [165,166]. In Figure 9 is possible to observe the chemical structure of ASX. ASX is a lipid-soluble pigment with a vivid red-orange colour extensively used in several industries to enhance pigmentation and colour intensity (for instance, the pigmentation of salmon, shrimp, and other applications) [165,167]. ASX can be of either natural origin, found in yeasts, algae, plants, fungi, lichens, plankton, crustaceans, and other marine organisms (such as crustacean byproducts), or of synthetic origin (from petroleum-based chemicals) [154,165,166,167]. Among the many species from which natural ASX can be extracted, yeast and microalgae are the most important sources of natural ASX, commercially, with Haematococcus pluvialis and Chlorella zofingiensis being considered the most promising due to their exceptionally high ASX content [165]. Natural ASX growing interest is related not only to its natural vibrant colours, but also to its antioxidant properties and health-promoting effects (antimicrobial, anticancer, anti-inflammatory, ocular neuroprotective, etc.) that are of much interest and present applications in several industries [165].
ASX is one of the most expensive and important industrial pigments, extensively used in aquaculture for salmon pigmentation (and other colouring applications), but the use of natural ASX presents some drawbacks, such as the high cost to obtain it (few sources of natural ASX) due to limited bioavailability and the poor stability when exposed to environmental factors (light, extreme pH values, oxygen or even high temperatures) [165,167].
For the previous reasons, synthetic ASX represents more than 95% of the feed market, being also the most cost-effective to produce, even though an increase in natural sources for this pigment has been showing a notable increase [167]. Natural ASX, with its bright, vibrant colours, presents advantages for its incorporation as a pigment in biomaterial composites for the development of optical frames, not only because it reduces the reliance on chemical alternatives and so reduces the environmental impact associated with their production and disposal, but also can be a good source of a variety of colours that differentiate brands.
- Iron Oxides
Pigments, including iron oxide, are widely sought after due to their colours, and their global demand was about 12 million tons in 2020 [150]. A great variety of materials is used as pigments in several fields, such as titanium dioxide, a white pigment, and chromium oxide, a green pigment, where they are very important due to their good colour intensity, hiding power, and good dispersibility [150]. A great variety of pigments exists and is reported in the literature; The next section will address iron oxide pigments that have already been studied and could be the most interesting ones for the incorporation into material composites for the development of optical frames.
The Earth’s crust is constituted by around 4% of Iron (by mass), and when considering the Earth’s total mass, iron constitutes between 28 to 35%, being a significant portion of the planet’s minerals [168]. Iron oxides are present ubiquitously in our globe, including the lithosphere, hydrosphere, biosphere, pedosphere, and atmosphere, and their production depends primarily on the raw materials, where usually deposits with high iron oxide content are used to obtain natural iron oxide pigments [168,169]. To obtain the natural pigments, the raw materials are first ground, then washed and transformed into a slurry, after which they are allowed to dry, and finally, they are ground in ball mills (other options are impact mills and disintegrators for the grinding task) [169]. The most prevalent minerals in Earth’s crust are iron oxides and iron silicates [168]. The use of iron oxides and iron oxide hydroxides, as pigments to impart colour, has been used through the ages, since prehistoric times, with evidence of their use in cave paintings, ancient cultures of Egypt, Greece and in the Roman Empire [169].
Iron oxides present unique mineral characteristics, being physicochemical environmental indicators that confer excellent pigmentation, even when present at very low concentrations [168]. Iron oxides present small grain sizes (between 5-100 nm) and large surface areas (where a variety of molecules can be adsorbed to functionalized surfaces) [168]. Iron oxides can be divided into natural and synthetic iron oxides, being that all iron oxides used as pigments have a known crystal structure with well-defined compounds, being that both synthetic and natural iron oxide pigments have corresponding compositions [168,169]. Among the most important iron oxides used for pigmentation, we found hematite, goethite, lepidocrocite, magnetite, and maghemite, where the synthetic iron oxides typically present higher and more constant iron oxides than iron oxide ores (natural iron oxides) [169]. Figure 10 shows different iron oxide pigments, and Table 4 presents the most important iron oxides, their chemical structure and some of their characteristics.
Iron oxide pigments (both natural and synthetic) are undoubtedly the most important pigments that confer colour, not only because of their availability (widespread distribution on Earth’s crust), but also due to their variety and (chemical) stability of colours (yellow, orange, red, brown, and black) and because they are nontoxic and have a good price to performance ratio [169]. Because they present low costs to produce and consequently low selling prices, it helps to justify their global market presence, being iron oxide red (α-Fe2O3), iron oxide black (Fe3O4), and iron oxide yellow (α-FeOOH), the most important representatives of iron oxide pigments [168,169]. Iron oxides are used in many fields such as construction, paints, plastics, coatings and many other industries [169]. Synthetic iron oxide pigments present some advantages when compared with natural ones, as they strive to synthesise almost pure iron oxides with different colours, and they offer pigments with a better tinting strength, which are consistent and reproducible [169]. The pigment quality is dependent on their particle size, as well as their concentration and the nature of adhesion [169].
In terms of additive manufacturing techniques, iron oxides are already widely used and incorporated into biocomposites. They can be used to impart colour, and because iron pigments are processed at high temperatures [169,170], they are thermoresistant to the temperatures at which polymers and natural fibres are processed in AM technologies for the development of material composites.
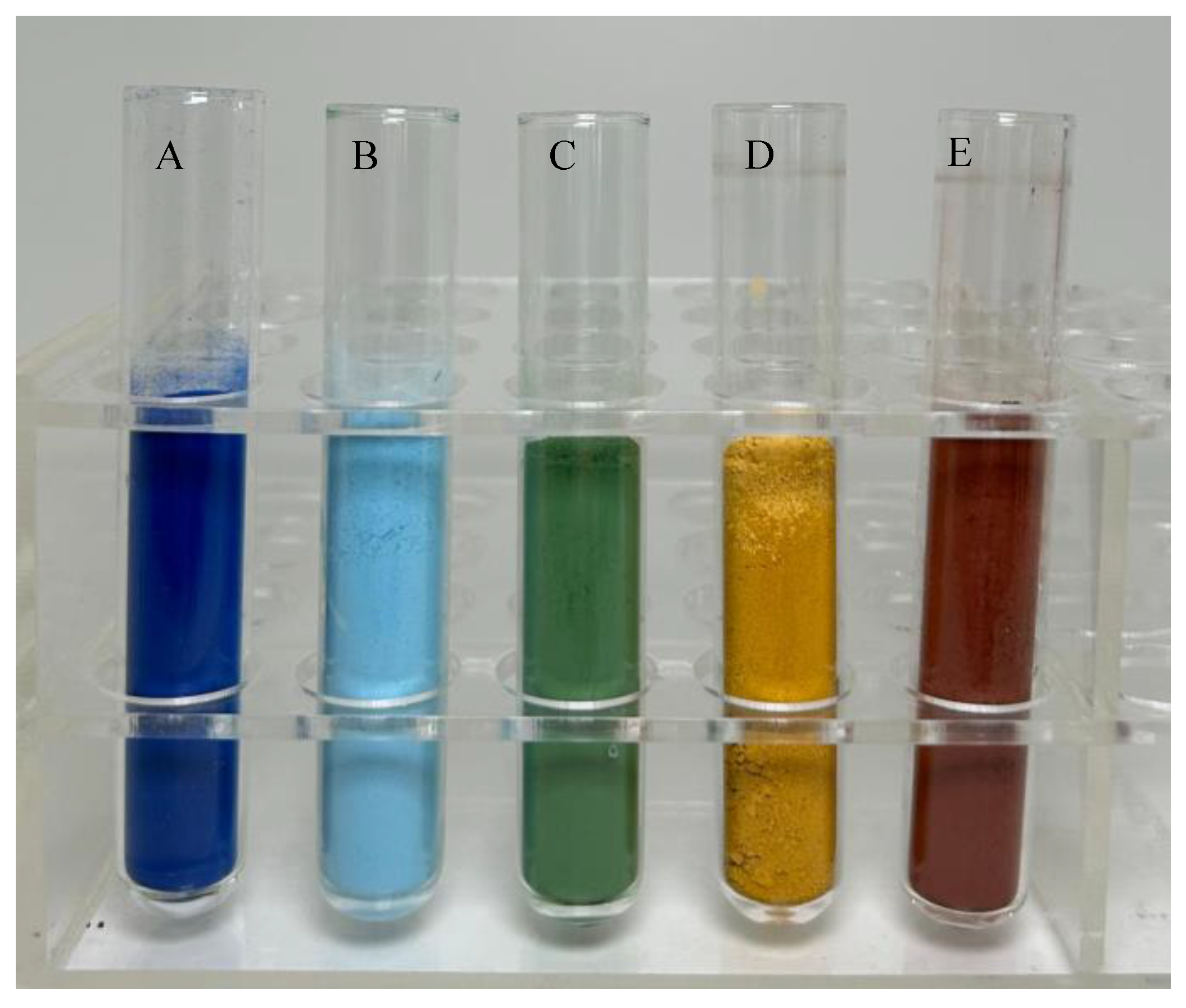
Figure 10.
Examples of natural pigments. Phycocyanin (A). Blue iron oxide (B). Green iron oxide (C). Yellow iron oxide (D). Red iron oxide (E).
Figure 10.
Examples of natural pigments. Phycocyanin (A). Blue iron oxide (B). Green iron oxide (C). Yellow iron oxide (D). Red iron oxide (E).
4.3.2. Plasticisers
Plasticisers are vital in reducing processing difficulties and enhancing plastic properties, representing the most prevalent type of plastic additive [171].
Conventionally, phthalates represent the most prevalent category of plasticisers. However, in recent years, a growing body of concern has emerged regarding the implications of environmental protection and the potential risks to public health, primarily due to the detection of phthalate plasticisers in various environmental matrices, including soils, seawater, sediments, and even in endangered organisms and human breast milk. This is attributable to heightened environmental awareness and social pressure, which has resulted in the implementation of legal restrictions on phthalate plasticisers in numerous countries [172]. Two examples of traditional petroleum-based phthalate plasticisers include bis(2-ethylhexyl) phthalate (DEHP) and benzyl butyl phthalate (BBP), which are carcinogenic, mutagenic, toxic and thus dangerous to the environment and human health [173,174].
A plasticiser is generally a liquid with a high boiling point, an average molecular weight between 300 and 600 g/mol, and linear or cyclic carbon chains (14-40 carbon atoms). The low molecular size of a plasticiser allows it to occupy intermolecular spaces between polymer chains, thereby reducing the secondary forces between them [175]. For most plastics, a plasticiser is a substance that provides a good level of flexibility over a wide range of service temperatures and reduces the material’s brittleness point [176]. In this manner, these molecules modify the 3D arrangement of polymers, thereby decreasing the energy necessary for molecular movement and the formation of hydrogen bonds between the chains. Consequently, an increase in free volume is observed, which in turn leads to an enhancement in molecular mobility. A modification in the type and level of plasticiser will affect the properties of the final flexible product [177,178].
The compatibility between the plasticiser and the polymer can be determined through various parameters, namely polarity, hydrogen bonding, dielectric constant and solubility [179,180]. Another important factor is solvation, since plasticisers with solubility parameters like those of the polymer require less energy to melt or solvate the polymer. The melting or gelling temperature is related to the plasticiser’s solvation force and the size of its molecule [178]. The plasticiser must have a low vapour pressure and a low diffusion rate in the polymer [175].
In summary, an ideal new-generation plasticiser should be biosafe and environmentally friendly and should also exhibit high plasticising efficiency and long-term stability. However, most existing environmentally friendly plasticisers (e.g., terephthalate, cyclohexanes, biobased plant oils, and citrate) are only biosafe and environmentally friendly, whilst lacking high plasticising performance and stability [171]. Isosorbide, citrate and glycerol esters and essential oils are some of the plasticisers used as additives to enhance the properties of the polymers.
- Isosorbide-based plasticisers
Isosorbide (1,4;3,6-dianhydro-d-glucitiol) is constituted by a fused bicyclic ring with a chiral diol. This plasticiser is commercially synthesised following different processes, including enzymatic hydrolysis of starch and the catalytic dehydration of sorbitol [181]. It is a potential additive due to its biological origin (Tm approximately 65 °C) and water solubility. Isosorbide and derivatives can be integrated into the polymer’s structure to modify the glass transition temperature and transparency due to their rigidity and chirality. Isosorbide diesters, which are esterified by the reaction between isosorbides and fatty acids, are biodegradable, sustainable, and thermally stable heterocyclic diols [182]. Moreover, isosorbide diesters also exhibit good compatibility with polymers, for example with polyvinyl chloride (PVC), due to their structure being similar to that of phthalates [183]. For instance, a report investigated the effects of oligo(isosorbide adipate) (OSA), oligo(isosorbide suberate) (OSS), and isosorbide dihexanoate (SDH) as plasticisers on PVC. SDH had a similar performance to the commercial dioctyl terephthalate (DOP). However, OSA and OSS/PLA blends showed higher Tg than DOP, resulting in excellent alternatives [184].
Some studies have reported the application of isosorbide as a plasticiser for starch, where hydrogen bonds are formed between the starch chains and isosorbide, indicating a successful plasticisation and a reduction of the retrogradation of the polymer material [185]. Isosorbide has also been used in the development of other polymers, such as thermoplastics, polyurethane resins and epoxy thermosetting resins [186,187,188,189].
A previous report described the isosorbide diesters as a plasticiser for PLA, due to their polarity and short alkyl groups. This plasticiser decreases the glass transition of PLA, and thus, the ductility of PLA. The resulting mixture showed a higher tensile strain (approximately 500%). The researchers suggested that the behaviour of the plasticiser can be predicted through the solubility [190]. Another report also compared isosorbide dioctate (SDO) with the DOP as plasticisers for PLA. The results revealed a better miscibility for SDO in PLA compared to DOP. The decrease in Tg of PLA and ductility showed better results for samples containing SDO than those filled with DPO. The higher transparency was observed for PLA/SDO blends, suggesting that this plasticiser is promising to substitute the traditional phthalates [191].
- Citric acid ester plasticisers
Citric acid ester plasticisers are considered eco-friendly additives due to their safety, non-toxicity and precipitation resistance. These characteristics make them a first choice for the plastic industry, namely as plasticisers for PLA, PVC and other materials. Acetyl tributyl citrate (ATBC) and tributyl citrate (TBC) have been investigated due to their promising performances. ATBC is a widely employed plasticiser that improves the flexibility and durability of plastics, and it is considered a good alternative to the phthalates. ATBC has wide applications in various products, including food packaging, children’s toys, medical devices, laboratory tubes and cosmetics [192]. This plasticiser is resistant to water and light, stable to temperature without colour and maintains flexibility at low temperatures [193]. Regarding tributyl citrate, it is compatible and effective with cellulose resin, PP, and PVC. Furthermore, the plasticiser has antibacterial and flame-retardant characteristics. Unfortunately, the high price is a disadvantage and limits their application to some areas, including food packaging, toys, medical equipment and packaging [193].
The citrate esters are soluble in PLA due to polar bonds linked between the polymer and the additives. The long-term stability of the plasticiser is another important requirement. The low molecular citrate esters, which include ATBC and TBC, increase the enzymatic degradation of PLA, while those of high molecular weight decrease the degradation rate compared to isolated PLA [194]. Furthermore, they interact with PLA and enhance its crystallinity and mechanical properties. The decrease in the glass transition temperature caused by citrate esters improved the elongation and ductility of polymer films [195]. Studies have reported that PLA can interact with citrate esters through intermolecular bonds in the plasticised mixtures. Moreover, the opacity of plasticised materials was not significantly influenced by the additive proportion [196].
- Glycerol-based plasticisers
Glycerol, also known as glycerine and propane-1,2,3-triol, represents a significant bio-renewable component that has been identified in several industrial sectors, including pharmaceuticals, cosmetics, cleaning products and foodstuffs [197]. It can be obtained as a by-product of transesterification processes to produce biodiesel and from the processing of vegetable oils [197].
The melting point of glycerol is 20 °C, a consequence of the presence of hydrogen bonds [198]. The intramolecular hydrogen bond between the hydroxyl group and the oxygen atom of water has been shown to reduce the melting enthalpy of water and prevent nucleation [198]. For glycerol to transition into its glassy state, the temperature must be reduced to an even lower level, ranging from -70 ℃ to -110 ℃ [198]. In contrast to the conventional process of crystallisation, which occurs at a temperature that exceeds the freezing point of the substance, glycerol undergoes a phenomenon known as supercooling [198].
The low toxicity and high-water solubility of glycerol render it a suitable candidate for use in the processing, formulation and synthesis of biodegradable films. Furthermore, its potential in the production of plasticisers for starch-based materials is significant, as it has been observed to reduce brittleness, thereby enhancing flexibility and increasing the gelatinisation temperature [199,200].
As a plasticiser, it is frequently employed in hydrophilic polymers, including polysaccharides [89]. The substance has been employed to confer thermoplasticity and to enable extrusion moulding, injection moulding and film moulding [201].
It was previously reported a glycerol monostearate (GMS)/PLA blend, using different proportions (5-30%) to enhance the flexibility of PLA. The glycerol derivative decreased the glass transition, melting and crystallisation temperatures of the polymer. The strain at break and the impact strength increase from 5.7% and 4.7 kJ/m2 for pure PLA to 45% and 48.2 kJ/m2 for GMS (30 wt%)/PLA, respectively [202]. Another study demonstrated the use of glycerol tributyrate (GT) as a plasticiser (30 wt%) for PLA and compared it with triacetin (TA) and tributyl citrate (TC). The results showed that the GT ester had a similar influence on the PLA properties as that observed in TA and TC. Moreover, GT decreased the glass, melting, and crystallisation temperatures of PLA. At 20 wt% plasticiser, GT/PLA exhibited significantly higher tensile ductility, whereas at 30 wt% plasticiser, the TA/PLA and TC/PLA showed larger elongation measures. The faster and better degradation was observed for GT/PLA compared to the other two plasticisers [203].
- Essential oils
Secondary plant metabolites are constituents of essential oils and are defined as aromatic and volatile oily liquids, which are almost insoluble in water. The chemical composition of essential oils is determined by a variety of factors, including the variety of plant material, its geographical origin, the specific part of the plant that is used, the age of the plant material, the season of harvest, the harvesting conditions, the extraction method, and the solvent used [204].
Most essential oils exhibit a broad spectrum of antimicrobial activity against bacteria and fungi, attributable to their hydrophobicity and the hydrophilic functional groups (hydroxyl groups of phenolic compounds) present within their chemical structure. These groups can disrupt the metabolic processes of microorganisms [205,206]. Essential oils also have antioxidant properties [207]. Rosemary, oregano, cloves, thyme, cinnamon, ginger, garlic and citrus fruits are some of the most common sources of essential oils [208].
These plasticisers are incorporated into biopolymers and other films by emulsification or homogenisation, in a manner analogous to the introduction of any lipophilic substance. The efficacy of the oil is contingent upon its type and concentration, hydrophobicity, particle size, and emulsion stability [204]. The disadvantages of essential oils relate to the susceptibility of the active components to polymerisation and oxidation during shelf life. This is due to external factors, including light, temperature, humidity, and microbial contamination, among others [209,210].
5. Additive Manufacturing and the Optics Industry
Additive Manufacturing (AM), also known as 3D printing, is an innovative technology based on the principle of producing an object by depositing material layer by layer [211]. This technique allows for the customisation and adaptation of the object to be created, considering its final application. This feature is an advantage over subtractive manufacturing. In the field of optics, AM makes it possible to produce customised optical frames designed to meet the needs of the end consumer [31]. AM can be subdivided into several techniques, such as FDM, SLA, SLS/Selective Laser Melting (SLM), among others. Although each technique has its distinct processing method, AM always involves three stages: pre-processing, processing, and post-processing.
The pre-processing phase consists of the design of the CAD model and the definition of the processing material conditions. For this purpose, software such as CATIA, AutoCAD, SolidWorks, Rhinos is used for 3D design, and software of slicing is used to create a code (‘GCODE’ file) that will be read and interpreted by the printer. The material to be used in printing must always be considered throughout this process, since it will influence various printing parameters, such as printing speed, printer nozzle diameter, temperature, and more. Also, factors such as structural rigidity, flexibility, and biocompatibility are taken into consideration when choosing the material. The materials most used in AM of optical frames are generally of fossil origin, such as PE, PA11, PA12, polyetherimide (PEI)(also known as ULTEM), and more. Biomaterials often have advantages for use in AM techniques, from high biocompatibility to adjustable flexibility and mechanical stability. However, most of them are still in the development phase, which hinders their prompt application.
Once the processing phase is completed, which consists of printing the part, the post-processing phase follows (Figure 11). In this phase, the finish of the printed part is improved, if necessary, by removing supports or using finishing techniques such as polishing
5.1. Fused Deposition Modelling (FDM)
Fused Deposition Modelling (FDM) or Fused Filament Fabrication (FFF) is a technique of AM which based on the principle of layer-by-layer material deposition. In this case, there is the extrusion of a thermoplastic material through a heated nozzle, which then solidifies after cooling, forming layer after layer until a complete object is constructed. In this technique, factors such as layer height, nozzle temperature, printing speed, fill density, and materials must be considered, since all these will influence the quality of the final product. The layer height affects the thickness of each printed layer, affecting the surface finish of the object. The nozzle temperature influences the flow of the material and the adhesion between layers. The printing speed directly affects the printing time, which affects accuracy. The infill determines the internal structure of the printed object, affecting its strength-to-weight ratio. Deficiencies in the parameters listed above may lead to a lack of adhesion between layers, warping and a lack of precision. Poor adhesion between layers affects the structural integrity of the object, and uneven cooling leads to deformation of the part. On the other hand, low cost, high speed, and simplicity of the process are the main advantages of FDM [212]. In a recent report using the FDM technique, it was noted that the use of PLA would not be suitable for load-bearing structures, such as optical frames, due to its insufficient durability and tendency to become brittle and break over time when exposed to sunlight and moisture. Therefore, fossil-based thermoplastics such as polyethylene terephthalate glycol (PETG) and acrylonitrile butadiene styrene (ABS) were tested [211]. These conclusions highlight the importance of research in the field of biopolymers and the need to formulate a biomaterial suitable for this AM technique to produce optical frames.
5.2. Stereolithography
Stereolithography (SLA) is a AM technique that creates objects using a photochemical process [213]. In this process, UV light is used to crosslink the chemical monomers and polymerise the photocurable resin. This leads to the growth of a two-dimensional layer. The printing platform then moves to create an overlapping layer, manufacturing an entire product through a layer-by-layer process [214]. After printing is complete, the unreacted resin is removed. As a post-processing step, techniques such as heating or photopolymerisation can be employed to achieve the desired mechanical performance. The advantage of this technique is that it can print with an accuracy of up to 10 μm. However, it is relatively slow and expensive, and the range of printing materials is limited. Additionally, the reaction kinetics and curing process are complex. The thickness of each layer is mainly controlled by the energy of the light source and exposure time. In a previous report, optical frames were made using the SLA technique, using graphene/resin polymer nanocomposites studied by the authors. This made it possible to manufacture customised frames that were both lightweight and highly resistant [215].
5.3. Digital Light Processing (DLP)
Digital light processing (DLP) is an AM technique related to stereolithography, but it should not be considered the same as SLA [216]. In DLP, photopolymerization occurs using a digital mirror device (DMD) or a LCD projection system. Thus, the biggest difference between DLP and SLA lies in the light pattern system. SLA uses raster laser scanning, whereas DLP uses two-dimensional (2D) photopolymerisation. As such, DLP generally offers faster build times compared to the SLA approach [217]. DLP also has disadvantages, in that it is limited in terms of size. It is difficult to obtain a uniform projection on large surfaces, which is why the technology is mainly used for processing microstructures. Despite being considered one of the most powerful and versatile processes, it is more suitable for the preparation of micro-optical devices [218].
5.4. Selective Laser Sintering (SLS)
Selective laser sintering (SLS), also known as Selective Laser Melting (SLM), is an AM technology in which a laser selectively fuses powder particles layer by layer, creating a desired 3D model. During printing, the 3D model is permanently embedded in powder, which allows for the printing of extremely complex shapes. In this technique, the powder remaining in the construction tank is reused and can be reused in subsequent prints. In SLS, the precision and finish of the part are good, and it is possible to achieve relatively high printing speeds. The parts obtained can undergo a multi-step post-production treatment to achieve different colours and finishes. This AM technique allows for working with a wide variety of materials and composites. Finally, SLS also has disadvantages, the main one being that the model obtained is porous and requires additional finishing to make it more rigid. Examples of the production of optical frames were made using SLS and PLA as the material, resulting in frames that are lightweight, flexible, and durable [219].
5.5. Multi Jet Fusion (MJF)
The Multi Jet Fusion (MJF) technique is a AM technique based on the spatially oriented fusion of a polymer powder through the application of a fusion agent, followed by the application of thermal energy [220,221]. By changing the fusion agent, it is possible to change the properties of the part to be printed, such as colour, conductivity, translucency, physical, optical or electromagnetic properties [220,222]. Compared to other AM techniques, MJF has an advantage over other techniques as it is versatile and about 10 times faster than FDM, for example [220].
6. Artificial Intelligence (AI)
With the improvement of artificial intelligence (AI), traditional techniques have been optimised, making it possible to explore various areas. Problems that would previously have delayed research for a long time can now be predicted using this tool. Examples of the application of this tool in the field of materials include the assistance provided by AI in the design of new polymers, improving the accuracy and efficiency of predicting their properties [73].
In AM, AI can facilitate the process from the pre-processing phase (computer-aided design, material selection, printing parameters), moving on to printing (selection of printing method, control of printing defects, identification of printing failures) and post-printing (quality inspection and real-time monitoring) [70,73]. In this way, it is also possible to create eco-friendly products, optimising biodegradable materials and promoting innovation in sustainable materials science and green technology [73].
One example of the benefits of AI in optical frame production is Luxottica Group PIVA, one of the world’s largest eyeglass manufacturers. This company has reduced its use of materials by optimising the topography of frame morphology using AI and machine learning algorithms [31]. Therefore, AI may be revolutionising the optical industry, as it is changing the way many popular optical frames are designed and processed. Several CAD software programs available on the market already include AI tools, such as PTC Creo, Siemens NX, and Fusion 360 Autodesk [31].

Table 2.
Examples of companies that use handcraft, injection, and AM techniques to produce optical frames.
Table 2.
Examples of companies that use handcraft, injection, and AM techniques to produce optical frames.
| Company | Handcraft | Injection | 3D Printing | Polymer | References |
| Neostyle | x | x | PE – for 3D printing CA – for handcraft |
[226] | |
| Formlabs | x | PA 11 powder PA 12 powder |
[227] | ||
| Monoqool | x | PA |
[228] | ||
| Mykita | x | x | PA - for 3D Printing CA – for handcraft |
[229] | |
| Materialise | x | PA 12 PA 11 |
[230] | ||
| Viu | x | x | PA - for 3D Printing CA – for handcraft CA – for handcraft |
[231] | |
| Favr | x | CA | [232] | ||
| Yoface | x | PP PA12 | [233] | ||
| Silhouette | x | x | Natural3D® - for 3D Printing NaturalPX® - for 3D Printing |
[234] | |
| Igreen | x | x | CA - for 3D Printing ECO PLASTICA – for injection PEI – for injection |
[235] | |
| Stratasys | x | ABS | [236] | ||
| Götti | x | x | PA 12 - for 3D Printing PA - for 3D Printing CA – for handcraft Buffalo horn – for handcraft |
[237] | |
| Klenze & Baum | x | SLEEK ECOLUCENT® SLEEK ACELIKE® PA 11 powder PA 12 powder |
[238] | ||
| Neubau | x | x | x | CA – for handcraft NATURAL 3D® - for 3D Printing NATURAL PXevo® - for Injection |
[239] |
| Rolf. | x | Castor Bean | [240] | ||
| Manti Mant | x | PA | [241] | ||
| Adidas | x | PA | [242] | ||
| Hala Optical | x | CA G850, EMS, TR90 |
[243] | ||
| La Giardinier | x | CA Grilamid® TR90 Propionate of Cellulose (CP) Tenite® PP Megol® (SEBS: a thermoplastic rubber) ACETATE M49 |
[244] |
7. Conclusions
This comprehensive review explored the various dimensions of producing optical frames using biomaterials and additive manufacturing. By accessing scientific literature, analysing market trends, and reviewing standards, the potential for using these biomaterials and techniques was thoroughly investigated.
Our analysis revealed that, by combining the advantages of the biopolymers with the unique properties of the natural fibres and natural additives, it is possible to obtain new formulations that exhibit optimum mechanical properties, bioactivity, enhanced flexibility, and aesthetics. Biopolymers such as PBS, PLA, CA, and PHAs stand out due to their promising properties, despite their poor processability when used alone. Thus, combining these polymers could improve their processability and the final mechanical, thermal, physical and chemical properties of the blend. Additionally, using environmentally friendly plasticisers such as ATBC, TBC, and glycerol can also improve processability by making brittle and stiff biopolymers (such as PLA or CA) more flexible. It was also found that blending natural fibres, such as wood, cork and luffa, with biopolymers can not only provide mechanical improvements but also a pleasant natural appearance. Using chitosan as a filler can additionally give biocomposites bioactive properties such as antimicrobial activity. Finally, additives such as natural pigments and dyes can be used to sustainably colour biocomposites, which is relevant for brand differentiation and providing a wide variety of options in the optical frames sector.
While challenges remain in achieving the optimum formulation with the required properties and in optimising additive manufacturing techniques, it is anticipated that these will be overcome with further research. This review provides a comprehensive framework for obtaining potential new materials for the eyewear industry for producing sustainable and customisable optical frames.
Author Contributions
“Conceptualization, T.E.; validation, T.E. and PR.; investigation, All Authors; writing—original draft preparation, B.C., F.S., J.A., B.S., J.A., T.E.; writing—review and editing, All Authors; supervision, T.E. and P.R.; project administration, T.E. and P.R.; funding acquisition, T.E. and P.R. All authors have read and agreed to the published version of the manuscript.”.
Funding
This research was funded by PORTUGAL2030 and COMPETE2030, grant number COMPETE2030-FEDER-01474500_”On_Demand_Turnkey solution for sustainable eyewear development”.
Conflicts of Interest
Authors Telma Encarnação, Pedro Ramos, Beatriz Carvalho, Juliana Araújo, Fátima Santos and Bruna Santos were employed by the PTScience. Authors Pedro Ramos and João Alhadas were employed by the Opticentro.
Abbreviations
The following abbreviations are used in this manuscript:
| 2D | Two-Dimensional |
| ABS | Acrylonitrile Butadiene Styrene |
| AI | Artificial Intelligence |
| AM | Additive Manufacturing |
| ASX | Astaxanthin |
| ATBC | Acetyl-Tributyl Citrate |
| BBP | Benzyl Butyl Phthalate |
| BioPE | Biopolyethylene |
| BioPET | Bio Polyethylene Terephthalate |
| BioPTT | Bio Polytrimethylene Terephthalate |
| CA | Cellulose Acetate |
| CP | Propionate of Cellulose |
| Cr | Chromium |
| DEHP | Bis(2-ethylhexyl) phthalate |
| DLP | Digital Light Processing |
| DMD | Digital Mirror Device |
| DOP | Dioctyl Terephthalate |
| FDA | Food and Drug Administration |
| FDM | Fused Deposition Modelling |
| Fe | Iron |
| FFF | Fused Filament Fabrication |
| GMS | Glycerol Monostearate |
| GT | Glycerol Tributyrate |
| LCD | Liquid Crystal Display |
| MCPH/SCKS | Autosomal Recessive Microcephaly and Seckel Syndrome |
| MJF | Multi Jet Fusion |
| OSA | Oligo(isosorbide adipate) |
| OSS | Oligo(isosorbide suberate) |
| P3HB | Poly(3-hydroxybutyrate) |
| PA 11 | Polyamide 11 |
| PA 12 | Polyamide 12 |
| PAs | Polyamides |
| PBAT | Polybutylene Adipate Terephthalate |
| PBS | Polybutylene Succinate |
| PC | Phycocyanin |
| PDLA | Poly(d-lactide) |
| PDLLA | Poly(dl-lactide) |
| PE | Polyethylene |
| PEI | Polyetherimide |
| PETG | Polyethylene Terephthalate Glycol |
| PHAs | Polyhydroxyalkanoates |
| PHB | Polyhydroxybutyrate |
| PHBHHx | Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) |
| PHBV or P3HB3HV | Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) |
| PLA | Polylactic Acid |
| PLLA | Poly(l-lactide) |
| PP | Polypropylene |
| PVC | Polyvinyl Chloride |
| SDGs | Sustainable Development Goals |
| SDH | Isosorbide Dihexanoate |
| SDO | Isosorbide Dioctate |
| SLA | Stereolithography |
| SLM | Selective Laser Melting |
| SLS | Selective Laser Sintering |
| TA | Triacetin |
| TBC | Tributyl citrate |
| TC | Tributyl citrate |
| Tc | Crystallization Temperature |
| Td | Degradation Temperature |
| Tg | Glass Transition Temperature |
| Tm | Melting Temperature |
| UN | United Nations |
References
- World Health Organization (WHO) Blindness and Vision Impairment.
- Ayaki, M.; Hanyuda, A.; Negishi, K. Presbyopia and Associated Factors Specific to Age Groups. Clinical and Experimental Optometry 2025, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Harrington, S.; O’Dwyer, V. The Association between Time Spent on Screens and Reading with Myopia, Premyopia and Ocular Biometric and Anthropometric Measures in 6- to 7-year-old Schoolchildren in Ireland. Ophthalmic Physiologic Optic 2023, 43, 505–516. [Google Scholar] [CrossRef] [PubMed]
- Salari, N.; Molaeefar, S.; Abdolmaleki, A.; Beiromvand, M.; Bagheri, M.; Rasoulpoor, S.; Mohammadi, M. Global Prevalence of Myopia in Children Using Digital Devices: A Systematic Review and Meta-Analysis. BMC Pediatr 2025, 25, 325. [Google Scholar] [CrossRef]
- Huang, L.; Zhang, D.; Liu, M. Global Trends in Refractive Disorders from 1990 to 2021: Insights from the Global Burden of Disease Study and Predictive Modeling. Front. Public Health 2025, 13, 1449607. [Google Scholar] [CrossRef] [PubMed]
- Fricke, T.R.; Tahhan, N.; Resnikoff, S.; Papas, E.; Burnett, A.; Ho, S.M.; Naduvilath, T.; Naidoo, K.S. Global Prevalence of Presbyopia and Vision Impairment from Uncorrected Presbyopia. Ophthalmology 2018, 125, 1492–1499. [Google Scholar] [CrossRef]
- Marques, A.P.; Ramke, J.; Cairns, J.; Butt, T.; Zhang, J.H.; Muirhead, D.; Jones, I.; Tong, B.A.M.A.; Swenor, B.K.; Faal, H.; et al. Global Economic Productivity Losses from Vision Impairment and Blindness. EClinicalMedicine 2021, 35, 100852. [Google Scholar] [CrossRef]
- Lazuka-Nicoulaud, E.; Naidoo, K.; Gross, K.; Marcano Williams, J.; Kirsten-Coleman, A. The Power of Advocacy: Advancing Vision for Everyone to Meet the Sustainable Development Goals. Int J Public Health 2022, 67, 1604595. [Google Scholar] [CrossRef]
- Lee, J.-E. Visual Acuity Test. In Primary Eye Examination; Lee, J.-S., Ed.; Springer Singapore: Singapore, 2019; ISBN 978-981-10-6939-0. [Google Scholar]
- Statista Statista Market Forecast. 2025,.
- Juliana Araújo; Pedro Ramos; Elsa Silvestre; Artur Mateus; Anabela Massano; Timur Nikitin; Pedro Silva; Jorge Guiomar; Pedro Cruz; Abílio Sobral; et al. Physical and Chemical Characterisation of Ophthalmic Lenses Grinding Wastewater: Uncovering Environmental Implications.
- Hansraj, R. Spectacle Frames: Disposal Practices, Biodegradability and Biocompatibility – A Pilot Study.
- Encarnação, T.; Nicolau, N.; Ramos, P.; Silvestre, E.; Mateus, A.; Carvalho, T.A.D.; Gaspar, F.; Massano, A.; Biscaia, S.; Castro, R.A.E.; et al. Recycling Ophthalmic Lens Wastewater in a Circular Economy Context: A Case Study with Microalgae Integration. Materials 2023, 17, 75. [Google Scholar] [CrossRef]
- Sustainable Eyewear with 100% Bio-Based 3D Printing Material. Available online: https://www.materialise.com/en/news/press-releases/sustainable-eyewear-bio-based-3d-printing-material (accessed on 22 July 2025).
- Óculos de alto desempenho que aproveitam a impressão 3D | Manufatura Digital 2025.
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. The PRISMA 2020 Statement: An Updated Guideline for Reporting Systematic Reviews. BMJ 2021, n71. [Google Scholar] [CrossRef]
- International Organization for Standardization (ISO) ISO 12879:2024 Ophthalmic Optics — Spectacle Frames — Requirements and Test Methods; 2024.
- International Organization for Standardization (ISO) ISO10993-10:2021 Biological Evaluation of Medical Devices Part 10: Tests for Skin Sensitization; 2021.
- International Organization for Standardization (ISO) ISO 10993-2:2022 Biological Evaluation of Medical Devices Part 2: Animal Welfare Requirements; 2022.
- International Organization for Standardization (ISO) ISO 16128-2_2017 Cosmetics — Guidelines on Technical Definitions and Criteria for Natural and Organic Cosmetic Ingredients; 2017.
- Department of Biophysics and Biochemistry, Baku State University, Baku, Azerbaijan; Khalilov, R. K. FUTURE PROSPECTS OF BIOMATERIALS IN NANOMEDICINE. ABES 2024, 9, 5–10. [Google Scholar] [CrossRef]
- Costa, A.; Encarnação, T.; Tavares, R.; Todo Bom, T.; Mateus, A. Bioplastics: Innovation for Green Transition. Polymers 2023, 15, 517. [Google Scholar] [CrossRef] [PubMed]
- BIOPLASTICS MARKET DEVELOPMENT UPDATE 2023.
- Krishna, S.; Sreedhar, I.; Patel, C.M. Molecular Dynamics Simulation of Polyamide-Based Materials – A Review. Computational Materials Science 2021, 200, 110853. [Google Scholar] [CrossRef]
- Paari-Molnar, E.; Qa’dan, W.N.A.; Kardos, K.; Told, R.; Sahai, N.; Varga, P.; Rendeki, S.; Szabo, G.; Fekete, K.; Molnar, T.; et al. Biomedical Applications of 3D-Printed Polyamide: A Systematic Review. Macro Materials & Eng. [CrossRef]
- Shakiba, M.; Rezvani Ghomi, E.; Khosravi, F.; Jouybar, S.; Bigham, A.; Zare, M.; Abdouss, M.; Moaref, R.; Ramakrishna, S. Nylon—A Material Introduction and Overview for Biomedical Applications. Polymers for Advanced Techs 2021, 32, 3368–3383. [Google Scholar] [CrossRef]
- Griehl, Wolfgang. ; Ruestem, Djavid. Nylon-12-Preparation, Properties, and Applications. Ind. Eng. Chem. 1970, 62, 16–22. [Google Scholar] [CrossRef]
- Handbook of Textile Fibres. Volume 1. Natural Fibers; Cook, J.G., Ed.; Woodhead Publishing Series in Textiles; Fifth edition. Woodhead Publishing Limited: Cambridge, England Philadelphia, Pennsylvania New Delhi, India, 2012; ISBN 978-1-85573-484-5. [Google Scholar]
- Palmer, R.J. ; Updated by Staff Polyamides, Plastics. In Kirk-Othmer Encyclopedia of Chemical Technology; Kirk-Othmer, Ed.; Wiley, 2005 ISBN 978-0-471-48494-3.
- Nanda, S.; Patra, B.R.; Patel, R.; Bakos, J.; Dalai, A.K. Innovations in Applications and Prospects of Bioplastics and Biopolymers: A Review. Environ Chem Lett 2022, 20, 379–395. [Google Scholar] [CrossRef]
- Tsegay, F.; Ghannam, R.; Daniel, N.; Butt, H. 3D Printing Smart Eyeglass Frames: A Review. ACS Appl. Eng. Mater. 2023, 1, 1142–1163. [Google Scholar] [CrossRef]
- Sculpteo Nylon PA12 3D Printing Material.
- Rahim, T.N.A.T.; Abdullah, A.M.; Md Akil, H.; Mohamad, D.; Rajion, Z.A. The Improvement of Mechanical and Thermal Properties of Polyamide 12 3D Printed Parts by Fused Deposition Modelling. Express Polym. Lett. 2017, 11, 963–982. [Google Scholar] [CrossRef]
- Abdullah, A.M.; Rahim, T.N.A.T.; Hamad, W.N.F.W.; Mohamad, D.; Akil, H.M.; Rajion, Z.A. Mechanical and Cytotoxicity Properties of Hybrid Ceramics Filled Polyamide 12 Filament Feedstock for Craniofacial Bone Reconstruction via Fused Deposition Modelling. Dental Materials 2018, 34, e309–e316. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Jin, S.; Yokozeki, T.; Ueda, M.; Yang, Y.; Elbadry, E.A.; Hamada, H.; Sugahara, T. Effect of Hot Water on the Mechanical Performance of Unidirectional Carbon Fiber-Reinforced Nylon 6 Composites. Composites Science and Technology 2020, 200, 108426. [Google Scholar] [CrossRef]
- Krishna, S.; Patel, C.M. Computational and Experimental Study of Mechanical Properties of Nylon 6 Nanocomposites Reinforced with Nanomilled Cellulose. Mechanics of Materials 2020, 143, 103318. [Google Scholar] [CrossRef]
- Hirschberg, V.; Rodrigue, D. Recycling of Polyamides: Processes and Conditions. Journal of Polymer Science 2023, 61, 1937–1958. [Google Scholar] [CrossRef]
- Told, R.; Ujfalusi, Z.; Pentek, A.; Kerenyi, M.; Banfai, K.; Vizi, A.; Szabo, P.; Melegh, S.; Bovari-Biri, J.; Pongracz, J.E.; et al. A State-of-the-Art Guide to the Sterilization of Thermoplastic Polymers and Resin Materials Used in the Additive Manufacturing of Medical Devices. Materials & Design 2022, 223, 111119. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. Parameter Effects and Process Modelling of Polyamide 12 3D-Printed Parts Strength and Toughness. Materials and Manufacturing Processes 2022, 37, 1358–1369. [Google Scholar] [CrossRef]
- Ráž, K.; Chval, Z.; Thomann, S. Minimizing Deformations during HP MJF 3D Printing. Materials 2023, 16, 7389. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Luan, C.; Wang, Z.; Yao, X.; Fu, J. Additive Manufacturing of Polyamide 66: Effect of Process Parameters on Crystallinity and Mechanical Properties. J. of Materi Eng and Perform 2022, 31, 191–200. [Google Scholar] [CrossRef]
- Tey, W.S.; Cai, C.; Zhou, K. A Comprehensive Investigation on 3D Printing of Polyamide 11 and Thermoplastic Polyurethane via Multi Jet Fusion. Polymers 2021, 13, 2139. [Google Scholar] [CrossRef] [PubMed]
- Spina, R.; Cavalcante, B. Hygromechanical Performance of Polyamide Specimens Made with Fused Filament Fabrication. Polymers 2021, 13, 2401. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser Sintering of Polyamides and Other Polymers. Progress in Materials Science 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Simha Martynková, G.; Slíva, A.; Kratošová, G.; Čech Barabaszová, K.; Študentová, S.; Klusák, J.; Brožová, S.; Dokoupil, T.; Holešová, S. Polyamide 12 Materials Study of Morpho-Structural Changes during Laser Sintering of 3D Printing. Polymers 2021, 13, 810. [Google Scholar] [CrossRef]
- Wang, X.; Shujaat, S.; Shaheen, E.; Jacobs, R. Quality and Haptic Feedback of Three-Dimensionally Printed Models for Simulating Dental Implant Surgery. The Journal of Prosthetic Dentistry 2024, 131, 660–667. [Google Scholar] [CrossRef] [PubMed]
- Dissanayaka, N.; Maclachlan, L.R.; Alexander, H.; Redmond, M.; Carluccio, D.; Jules-Vandi, L.; Novak, J.I. Evaluation of 3D Printed Burr Hole Simulation Models Using 8 Different Materials. World Neurosurgery 2023, 176, e651–e663. [Google Scholar] [CrossRef]
- Schubert, C.; Van Langeveld, M.C.; Donoso, L.A. Innovations in 3D Printing: A 3D Overview from Optics to Organs. Br J Ophthalmol 2014, 98, 159–161. [Google Scholar] [CrossRef] [PubMed]
- Lee, L.; Burnett, A.M.; Panos, J.G.; Paudel, P.; Keys, D.; Ansari, H.M.; Yu, M. 3-D Printed Spectacles: Potential, Challenges and the Future. Clinical and Experimental Optometry 2020, 103, 590–596. [Google Scholar] [CrossRef]
- Chwalek, P.; Ramsay, D.; Paradiso, J.A. Captivates: A Smart Eyeglass Platform for Across-Context Physiological Measurement. Proc. ACM Interact. Mob. Wearable Ubiquitous Technol. 2021, 5, 1–32. [Google Scholar] [CrossRef]
- Altinkurt, E.; Ceylan, N.A.; Altunoglu, U.; Turgut, G.T. Manufacture of Custom-made Spectacles Using Three-dimensional Printing Technology. Clinical and Experimental Optometry 2020, 103, 902–904. [Google Scholar] [CrossRef]
- Avalle, M.; Belotti, V.; Frascio, M.; Razzoli, R. Development of a Wearable Device for the Early Diagnosis of Neurodegenerative Diseases. IOP Conf. Ser.: Mater. Sci. Eng. 2021, 1038, 012033. [Google Scholar] [CrossRef]
- Feltrin, A. A Circular Economy through 4.0 Technologies: The Case of Eyewear, UNIVERSITA’ DEGLI STUDI DI PADOVA, 2018.
- HP 3D Printed Glasses Are an Eye-Opener for the Optics Industry.
- Materialise and Safilo 3D-Print Spectacles.
- Anne et Valentin. Helium.
- Barletta, M.; Aversa, C.; Ayyoob, M.; Gisario, A.; Hamad, K.; Mehrpouya, M.; Vahabi, H. Poly(Butylene Succinate) (PBS): Materials, Processing, and Industrial Applications. Progress in Polymer Science 2022, 132, 101579. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, X.; Zeng, J.; Yang, G.; Shi, F.; Yan, Q. Biodegradation of Poly(Butylene Succinate) in Compost. J of Applied Polymer Sci 2005, 97, 2273–2278. [Google Scholar] [CrossRef]
- Zhan, J.; Chen, Y.; Tang, G.; Pan, H.; Zhang, Q.; Song, L.; Hu, Y. Crystallization and Melting Properties of Poly(Butylene Succinate) Composites with Titanium Dioxide Nanotubes or Hydroxyapatite Nanorods. J of Applied Polymer Sci 2014, 131, app.40335. [Google Scholar] [CrossRef]
- Nagaraja, S.; Anand, P.B.; K. , M.K.; Ammarullah, M.I. Synergistic Advances in Natural Fibre Composites: A Comprehensive Review of the Eco-Friendly Bio-Composite Development, Its Characterization and Diverse Applications. RSC Adv. 2024, 14, 17594–17611. [Google Scholar] [CrossRef]
- Griffith, L.G. Polymeric Biomaterials. Acta Materialia 2000, 48, 263–277. [Google Scholar] [CrossRef]
- Kogje, M.; Mestry, S.; Mhaske, S.T. Biopolymers: A Comprehensive Review of Sustainability, Environmental Impact, and Lifecycle Analysis. Iran Polym J 2025. [Google Scholar] [CrossRef]
- Antoniac, I.; Popescu, D.; Zapciu, A.; Antoniac, A.; Miculescu, F.; Moldovan, H. Magnesium Filled Polylactic Acid (PLA) Material for Filament Based 3D Printing. Materials 2019, 12, 719. [Google Scholar] [CrossRef]
- Yang, E.; Miao, S.; Zhong, J.; Zhang, Z.; Mills, D.K.; Zhang, L.G. Bio-Based Polymers for 3D Printing of Bioscaffolds. Polymer Reviews 2018, 58, 668–687. [Google Scholar] [CrossRef] [PubMed]
- Alionte, C.G.; Ungureanu, L.M.; Alexandru, T.M. Innovation Process for Optical Face Scanner Used to Customize 3D Printed Spectacles. Materials 2022, 15, 3496. [Google Scholar] [CrossRef] [PubMed]
- Molero, E.; Fernández, J.J.; Rodríguez-Alabanda, O.; Guerrero-Vaca, G.; Romero, P.E. Use of Data Mining Techniques for the Prediction of Surface Roughness of Printed Parts in Polylactic Acid (PLA) by Fused Deposition Modeling (FDM): A Practical Application in Frame Glasses Manufacturing. Polymers 2020, 12, 840. [Google Scholar] [CrossRef]
- Kaya, B.M.; Asici, C. Analysis of Surface Roughness and Strain Durability of Eyeglasses Frames by the 3D Printing Technology. ACS Omega 2025, 10, 12214–12223. [Google Scholar] [CrossRef] [PubMed]
- Balart, R.; Garcia-Garcia, D.; Fombuena, V.; Quiles-Carrillo, L.; Arrieta, M.P. Biopolymers from Natural Resources. Polymers 2021, 13, 2532. [Google Scholar] [CrossRef]
- Mohammed, S.S.; Mahmood, A. Biopolymers: An Introduction and Biomedical Applications. Journal of Physical Chemistry and Functional Materials 2024, 7, 35–49. [Google Scholar] [CrossRef]
- Grira, S.; Mozumder, M.S.; Mourad, A.-H.I.; Ramadan, M.; Khalifeh, H.A.; Alkhedher, M. 3D Bioprinting of Natural Materials and Their AI-Enhanced Printability: A Review. Bioprinting 2025, 46, e00385. [Google Scholar] [CrossRef]
- Bonifacio, A.; Bonetti, L.; Piantanida, E.; De Nardo, L. Plasticizer Design Strategies Enabling Advanced Applications of Cellulose Acetate. European Polymer Journal 2023, 197, 112360. [Google Scholar] [CrossRef]
- Utz, J.; Zubizarreta, J.; Geis, N.; Immonen, K.; Kangas, H.; Ruckdäschel, H. 3D Printed Cellulose-Based Filaments—Processing and Mechanical Properties. Materials 2022, 15, 6582. [Google Scholar] [CrossRef]
- Zhu, Y.; Guo, S.; Ravichandran, D.; Ramanathan, A.; Sobczak, M.T.; Sacco, A.F.; Patil, D.; Thummalapalli, S.V.; Pulido, T.V.; Lancaster, J.N.; et al. 3D-Printed Polymeric Biomaterials for Health Applications. Adv Healthcare Materials 2025, 14, 2402571. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Vahabi, H.; Barletta, M.; Laheurte, P.; Langlois, V. Additive Manufacturing of Polyhydroxyalkanoates (PHAs) Biopolymers: Materials, Printing Techniques, and Applications. Materials Science and Engineering: C 2021, 127, 112216. [Google Scholar] [CrossRef]
- Utz, J.; Zubizarreta, J.; Geis, N.; Immonen, K.; Kangas, H.; Ruckdäschel, H. 3D Printed Cellulose-Based Filaments—Processing and Mechanical Properties. Materials 2022, 15, 6582. [Google Scholar] [CrossRef]
- Lalonde, J.N.; Pilania, G.; Marrone, B.L. Materials Designed to Degrade: Structure, Properties, Processing, and Performance Relationships in Polyhydroxyalkanoate Biopolymers. Polym. Chem. 2025, 16, 235–265. [Google Scholar] [CrossRef]
- Torabi, H.; McGreal, H.; Zarrin, H.; Behzadfar, E. Effects of Rheological Properties on 3D Printing of Poly(Lactic Acid) (PLA) and Poly(Hydroxy Alkenoate) (PHA) Hybrid Materials. ACS Appl. Polym. Mater. 2023, 5, 4034–4044. [Google Scholar] [CrossRef]
- Fatima, S.; Achraf, W.; Abdelkarim, K.; Hamid, C.; Mohamed, El. Failure Analysis of Acrylonitrile Butadiene Styrene (ABS) Materials and Damage Modeling by Fracture. Int J Performability Eng 2019, 15, 2285. [Google Scholar] [CrossRef]
- Imranuddin, S.; Singh, A.; Shiferaw, M.; Tadesse, Y. Energy-Efficient 3D-Printed Multi-Material Gripper with Integrated Smart Sensing and Actuation. In Proceedings of the 2025 IEEE 18th Dallas Circuits and Systems Conference (DCAS); IEEE: Arlington, TX, USA, April 11, 2025; pp. 1–7. [Google Scholar]
- Wagner, J.R.; Mount, E.M.; Giles, H.F. Processing Recommendations for Various Resin Systems. In Extrusion; Elsevier, 2014; pp. 255–275 ISBN 978-1-4377-3481-2.
- Sastri, V.R. High-Temperature Engineering Thermoplastics. In Plastics in Medical Devices; Elsevier, 2014; pp. 173–213 ISBN 978-1-4557-3201-2.
- Https://Www.Curbellplastics.Com/Materials/Plastics/Ultem/?srsltid=AfmBOorVCgfsJj9p3CCW29wOaFwb7_pQAuVB0nTeV6yXVKZyY0uApsuZ.
- Https://Www.Addmangroup.Com/Ultem-Thermoplastic/.
- Http://Www.Neema3d.Com/High-Temperature/Pei-Ultem-1010.
- Bahrami, M.; Abenojar, J.; Martínez, M.A. Comparative Characterization of Hot-Pressed Polyamide 11 and 12: Mechanical, Thermal and Durability Properties. Polymers 2021, 13, 3553. [Google Scholar] [CrossRef] [PubMed]
- Bahrami, M.; Lavayen-Farfan, D.; Martínez, M.A.; Abenojar, J. Experimental and Numerical Studies of Polyamide 11 and 12 Surfaces Modified by Atmospheric Pressure Plasma Treatment. Surfaces and Interfaces 2022, 32, 102154. [Google Scholar] [CrossRef]
- Parulekar, Y.; Mohanty, A.K. Biodegradable Toughened Polymers from Renewable Resources: Blends of Polyhydroxybutyrate with Epoxidized Natural Rubber and Maleated Polybutadiene. Green Chem. 2006, 8, 206–213. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Llop, M.F.; Espinach, F.X.; Tarrés, Q.; Ardanuy, M.; Mutjé, P. Study of the Flexural Modulus of Lignocellulosic Fibers Reinforced Bio-Based Polyamide11 Green Composites. Composites Part B: Engineering 2018, 152, 126–132. [Google Scholar] [CrossRef]
- Cano, A.J.; Salazar, A.; Rodríguez, J. Effect of Temperature on the Fracture Behavior of Polyamide 12 and Glass-Filled Polyamide 12 Processed by Selective Laser Sintering. Engineering Fracture Mechanics 2018, 203, 66–80. [Google Scholar] [CrossRef]
- Santos, F.; Rodrigues, P.; Vargas, P.; Massano, A.; Oliveira, L.M.; Batista, C.; Cruz, V.; Mateus, A.; Mitchell, G.R.; Sobral, A.J.F.N.; et al. A Novel Fully Biobased Material Composite for Cosmetic Packaging Applications. Sci Rep 2025, 15, 26882. [Google Scholar] [CrossRef] [PubMed]
- Righetti, M.C.; Di Lorenzo, M.L.; Cinelli, P.; Gazzano, M. Temperature Dependence of the Rigid Amorphous Fraction of Poly(Butylene Succinate). RSC Adv. 2021, 11, 25731–25737. [Google Scholar] [CrossRef]
- Aliotta, L.; Seggiani, M.; Lazzeri, A.; Gigante, V.; Cinelli, P. A Brief Review of Poly (Butylene Succinate) (PBS) and Its Main Copolymers: Synthesis, Blends, Composites, Biodegradability, and Applications. Polymers 2022, 14, 844. [Google Scholar] [CrossRef]
- Fátima Santos; Patrício Vargas; Anabela Massano; Beatriz Carvalho; Ana Fonseca; Geoffrey Mitchell; Artur Mateus; Telma Encarnação Biocomposite of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) (PHBV), Wood Fibres and Additives: Physicochemical Properties and Processability through Different Techniques.
- Bi, X.; Huang, R. 3D Printing of Natural Fiber and Composites: A State-of-the-Art Review. Materials & Design 2022, 222, 111065. [Google Scholar] [CrossRef]
- Mohammed, M.; Oleiwi, J.K.; Mohammed, A.M.; Jawad, A.J.M.; Osman, A.F.; Adam, T.; Betar, B.O.; Gopinath, S.C.B. A Review on the Advancement of Renewable Natural Fiber Hybrid Composites: Prospects, Challenges, and Industrial Applications. JRM 2024, 12, 1237–1290. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of Their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A Review of 3D and 4D Printing of Natural Fibre Biocomposites. Materials & Design 2020, 194, 108911. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. A Review of Natural Fiber-Based Filaments for 3D Printing: Filament Fabrication and Characterization. Materials 2023, 16, 4052. [Google Scholar] [CrossRef]
- Prasad, V.; Alliyankal Vijayakumar, A.; Jose, T.; George, S.C. A Comprehensive Review of Sustainability in Natural-Fiber-Reinforced Polymers. Sustainability 2024, 16, 1223. [Google Scholar] [CrossRef]
- Balasubramanian, M.; Saravanan, R.; T, S. Exploring Natural Plant Fiber Choices and Treatment Methods for Contemporary Composites: A Comprehensive Review. Results in Engineering 2024, 24, 103270. [Google Scholar] [CrossRef]
- Kim, S.-J.; Moon, J.-B.; Kim, G.-H.; Ha, C.-S. Mechanical Properties of Polypropylene/Natural Fiber Composites: Comparison of Wood Fiber and Cotton Fiber. Polymer Testing 2008, 27, 801–806. [Google Scholar] [CrossRef]
- Jakob, M.; Mahendran, A.R.; Gindl-Altmutter, W.; Bliem, P.; Konnerth, J.; Müller, U.; Veigel, S. The Strength and Stiffness of Oriented Wood and Cellulose-Fibre Materials: A Review. Progress in Materials Science 2022, 125, 100916. [Google Scholar] [CrossRef]
- Elfaleh, I.; Abbassi, F.; Habibi, M.; Ahmad, F.; Guedri, M.; Nasri, M.; Garnier, C. A Comprehensive Review of Natural Fibers and Their Composites: An Eco-Friendly Alternative to Conventional Materials. Results in Engineering 2023, 19, 101271. [Google Scholar] [CrossRef]
- Blankenhorn, P.R.; Blankenhorn, B.D.; Silsbee, M.R.; DiCola, M. Effects of Fiber Surface Treatments on Mechanical Properties of Wood Fiber–Cement Composites. Cement and Concrete Research 2001, 31, 1049–1055. [Google Scholar] [CrossRef]
- Jasiński, W.; Szymanowski, K.; Nasiłowska, B.; Barlak, M.; Betlej, I.; Prokopiuk, A.; Borysiuk, P. 3D Printing Wood–PLA Composites: The Impact of Wood Particle Size. Polymers 2025, 17, 1165. [Google Scholar] [CrossRef]
- Li, M.; Lei, W.; Yu, W. FDM 3D Printing and Properties of WF/PBAT/PLA Composites. Molecules 2024, 29, 5087. [Google Scholar] [CrossRef]
- Pehanich, J.L.; Blankenhorn, P.R.; Silsbee, M.R. Wood Fiber Surface Treatment Level Effects on Selected Mechanical Properties of Wood Fiber–Cement Composites. Cement and Concrete Research 2004, 34, 59–65. [Google Scholar] [CrossRef]
- Obućina, M.; Hajdarević, S.; Martinović, S.; Jusufagić, M. Properties and Application of Wood-Plasticcomposites Obtained by FDM 3D Printing. In New Technologies, Development and Application VII; Karabegovic, I., Kovačević, A., Mandzuka, S., Eds.; Lecture Notes in Networks and Systems; Springer Nature Switzerland: Cham, 2024; ISBN 978-3-031-66267-6. [Google Scholar]
- Jaróg, T.; Góra, M.; Góra, M.; Maroszek, M.; Hodor, K.; Hodor, K.; Hebda, M.; Szechyńska-Hebda, M. Biodegradable Meets Functional: Dual-Nozzle Printing of Eco-Conscious Parklets with Wood-Filled PLA. Materials 2025, 18, 2951. [Google Scholar] [CrossRef]
- Suvanjumrat, C.; Chansoda, K.; Chookaew, W. Additive Manufacturing Advancement through Large-Scale Screw-Extrusion 3D Printing for Precision Parawood Powder/PLA Furniture Production. Cleaner Engineering and Technology 2024, 20, 100753. [Google Scholar] [CrossRef]
- Gil, L. New Cork-Based Materials and Applications. Materials 2015, 8, 625–637. [Google Scholar] [CrossRef]
- Moutinho, L.G.; Soares, E.; Oliveira, M. Biodegradability Assessment of Cork Polymer Composites for Sustainable Packaging Applications. Next Materials 2025, 8, 100904. [Google Scholar] [CrossRef]
- Silva, S.P.; Sabino, M.A.; Fernandes, E.M.; Correlo, V.M.; Boesel, L.F.; Reis, R.L. Cork: Properties, Capabilities and Applications. International Materials Reviews 2005, 50, 345–365. [Google Scholar] [CrossRef]
- Pereira, H. The Rationale behind Cork Properties: A Review of Structure and Chemistry. BioResources 2015, 10, 6207–6229. [Google Scholar] [CrossRef]
- Romero-Ocaña, I.; Herrera, M.; Fernández-Delgado, N.; Molina, S.I. Potential Use of Residual Powder Generated in Cork Stopper Industry as Valuable Additive to Develop Biomass-Based Composites for Injection Molding. J. Compos. Sci. 2025, 9, 330. [Google Scholar] [CrossRef]
- Magalhães Da Silva, S.P.; Antunes, T.; Costa, M.E.V.; Oliveira, J.M. Cork-like Filaments for Additive Manufacturing. Additive Manufacturing 2020, 34, 101229. [Google Scholar] [CrossRef]
- Alghamdi, S.S.; Balu, R.; Dekiwadia, C.; John, S.; Choudhury, N.R.; Dutta, N.K. Fused Filament Fabrication with Engineered Polyamide-12-Cork Composites with a Silane Coupling Agent as an Interaction Promoter. ACS Appl. Polym. Mater. 2025, 7, 4110–4122. [Google Scholar] [CrossRef]
- Azeez, M.A.; Bello, O.S.; Adedeji, A.O. Traditional and Medicinal Uses of Luffa Cylindrica: A Review.
- Department of Mechanical Engineering, G. Pulla Reddy Engineering College, Kurnool, A.P., INDIA – 518007; Krishnudu, D.M.; Sreeramulu, D.; Department of Mechanical Engineering, Aditya Institute of Technology and Management, Tekkali, A.P., INDIA - 532201; Reddy, P.V.; Department of Mechanical Engineering, G.Pulla Reddy Engineering College, Kurnool, A.P., INDIA – 518007 Synthesis and Characterization of PLA/Luffa Cylindrica Composite Films. IJIE 2020, 12. [Google Scholar] [CrossRef]
- Abdullahi, I. Investigation of Mechanical Properties of Luffa Cylindrica Particulates Reinforced Polylactic Acid Composite. 2020.
- Martínez-Barrera, G.; Martínez-López, M.; Castro-López, C. Luffa Natural Sponge as Sustainable Reinforcement for Polyester Polymer Composites. Journal of Composite Materials 2025, 00219983251347853. [Google Scholar] [CrossRef]
- Tripathy, S.; Patra, S.; Parida, C.; Pradhan, C. Green Biodegradable Dielectric Material Made from PLA and Electron Beam Irradiated Luffa Cylindrica Fiber: Devices for a Sustainable Future. Environ Sci Pollut Res 2023, 30, 114078–114094. [Google Scholar] [CrossRef] [PubMed]
- Masmoudi, F.; Bessadok, A.; Dammak, M.; Jaziri, M.; Ammar, E. Biodegradable Packaging Materials Conception Based on Starch and Polylactic Acid (PLA) Reinforced with Cellulose. Environ Sci Pollut Res 2016, 23, 20904–20914. [Google Scholar] [CrossRef]
- Patra, S.; Mohanta, K.L.; Parida, C. Mechanical Properties of Bio-Fiber Composites Reinforced with Luffa Cylindrica Irradiated by Electron Beam. Int. J. Mod. Phys. B 2019, 33, 1950305. [Google Scholar] [CrossRef]
- Taj, S.; Munawar, M.A.; Khan, S. NATURAL FIBER-REINFORCED POLYMER COMPOSITES.
- Hiremath, V.S.; Reddy, D.M.; Reddy Mutra, R.; Sanjeev, A.; Dhilipkumar, T.; J, N. Thermal Degradation and Fire Retardant Behaviour of Natural Fibre Reinforced Polymeric Composites- A Comprehensive Review. Journal of Materials Research and Technology 2024, 30, 4053–4063. [Google Scholar] [CrossRef]
- Aaliya, B.; Sunooj, K.V.; Lackner, M. Biopolymer Composites: A Review. International Journal of Biobased Plastics 2021, 3, 40–84. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Lee, C.H.; Padzil, F.N.B.M.; Lee, S.H.; Ainun, Z.M.A.; Abdullah, L.C. Potential for Natural Fiber Reinforcement in PLA Polymer Filaments for Fused Deposition Modeling (FDM) Additive Manufacturing: A Review. Polymers 2021, 13, 1407. [Google Scholar] [CrossRef]
- Rohit, K.; Dixit, S. A Review - Future Aspect of Natural Fiber Reinforced Composite. Polymers from Renewable Resources 2016, 7, 43–59. [Google Scholar] [CrossRef]
- Aumnate, C.; Soatthiyanon, N.; Makmoon, T.; Potiyaraj, P. Polylactic Acid/Kenaf Cellulose Biocomposite Filaments for Melt Extrusion Based-3D Printing. Cellulose 2021, 28, 8509–8525. [Google Scholar] [CrossRef]
- Shahar, F.S.; Hameed Sultan, M.T.; Safri, S.N.A.; Jawaid, M.; Abu Talib, Abd. R.; Basri, A.A.; Md Shah, A.U. Physical, Thermal and Tensile Behaviour of 3D Printed Kenaf/PLA to Suggest Its Usability for Ankle–Foot Orthosis – a Preliminary Study. RPJ 2022, 28, 1573–1588. [Google Scholar] [CrossRef]
- Manaia, J.P.; Manaia, A.T.; Rodriges, L. Industrial Hemp Fibers: An Overview. Fibers 2019, 7, 106. [Google Scholar] [CrossRef]
- Coppola, B.; Garofalo, E.; Di Maio, L.; Scarfato, P.; Incarnato, L. Investigation on the Use of PLA/Hemp Composites for the Fused Deposition Modelling (FDM) 3D Printing.; Ischia, Italy, 2018; p. 020086.
- Skosana, S.J.; Khoathane, C.; Malwela, T.; Webo, W. Comparative Study on 3D Fused Deposition Modeling of PLA Composites Reinforced with Flax, PALF, and Hemp Fibres. Journal of Composite Materials 2025, 59, 2293–2306. [Google Scholar] [CrossRef]
- Celik, E.; Uysal, M.; Gumus, O.Y.; Tasdemir, C. 3D-Printed Biocomposites from Hemp Fibers Reinforced Polylactic Acid: Thermal, Morphology, and Mechanical Performance. BioRes 2024, 20, 331–356. [Google Scholar] [CrossRef]
- Placet, V. Characterization of the Thermo-Mechanical Behaviour of Hemp Fibres Intended for the Manufacturing of High Performance Composites. Composites Part A: Applied Science and Manufacturing 2009, 40, 1111–1118. [Google Scholar] [CrossRef]
- Ahmed, A.T.M.F.; Islam, M.Z.; Mahmud, M.S.; Sarker, M.E.; Islam, M.R. Hemp as a Potential Raw Material toward a Sustainable World: A Review. Heliyon 2022, 8, e08753. [Google Scholar] [CrossRef] [PubMed]
- Islam, S.; Hasan, Md.B.; Kodrić, M.; Motaleb, K.Z.M.A.; Karim, F.; Islam, Md.R. Mechanical Properties of Hemp Fiber-reinforced Thermoset and Thermoplastic Polymer Composites: A Comprehensive Review. SPE Polymers 2025, 6, e10173. [Google Scholar] [CrossRef]
- Ribeiro, J.; Bueno, G.; Martín, M.R.; Rocha, J. Experimental Study on Mechanical Properties of Hemp Fibers Influenced by Various Parameters. Sustainability 2023, 15, 9610. [Google Scholar] [CrossRef]
- Jiménez-Gómez, C.P.; Cecilia, J.A. Chitosan: A Natural Biopolymer with a Wide and Varied Range of Applications. Molecules 2020, 25, 3981. [Google Scholar] [CrossRef]
- Rosseto, M. ; V.T. Rigueto, C.; D.C. Krein, D.; P. Balbé, N.; A. Massuda, L.; Dettmer, A. Biodegradable Polymers: Opportunities and Challenges. In Organic Polymers; Sand, A., Zaki, E., Eds.; IntechOpen, 2020 ISBN 978-1-78984-573-0.
- Ilyas, R.; Aisyah, H.; Nordin, A.; Ngadi, N.; Zuhri, M.; Asyraf, M.; Sapuan, S.; Zainudin, E.; Sharma, S.; Abral, H.; et al. Natural-Fiber-Reinforced Chitosan, Chitosan Blends and Their Nanocomposites for Various Advanced Applications. Polymers 2022, 14, 874. [Google Scholar] [CrossRef]
- Fijoł, N.; Aguilar-Sánchez, A.; Mathew, A.P. 3D-Printable Biopolymer-Based Materials for Water Treatment: A Review. Chemical Engineering Journal 2022, 430, 132964. [Google Scholar] [CrossRef]
- Bera, T.; Vincent, S.; Mohanty, S. Mechanical Properties of Polylactic Acid/Chitosan Composites by Fused Deposition Modeling. J. of Materi Eng and Perform 2024. [Google Scholar] [CrossRef]
- Mansingh, B.B.; Binoj, J.S.; Tan, Z.Q.; Wong, W.L.E.; Amornsakchai, T.; Hassan, S.A.; Goh, K.L. Characterization and Performance of Additive Manufactured Novel Bio-Waste Polylactic Acid Eco-Friendly Composites. J Polym Environ 2023, 31, 2306–2320. [Google Scholar] [CrossRef]
- Pfaff, G. The World of Inorganic Pigments. ChemTexts 2022, 8, 15–s40828. [Google Scholar] [CrossRef]
- Gürses, A.; Açıkyıldız, M.; Güneş, K.; Gürses, M.S. Dyes and Pigments: Their Structure and Properties. In Dyes and Pigments; SpringerBriefs in Molecular Science; Springer International Publishing: Cham, 2016; ISBN 978-3-319-33890-3. [Google Scholar]
- ISO 18451-1 Pigments, Dyestuffs and Extenders — Terminology — Part 1: General Terms; 2019.
- Horsth, D.F.L.; Primo, J.D.O.; Balaba, N.; Anaissi, F.J.; Bittencourt, C. Mixed Oxides with Corundum-Type Structure Obtained from Recycling Can Seals as Paint Pigments: Color Stability. Beilstein J. Nanotechnol. 2023, 14, 467–477. [Google Scholar] [CrossRef]
- Singh, T.; Pandey, V.K.; Dash, K.K.; Zanwar, S.; Singh, R. Natural Bio-Colorant and Pigments: Sources and Applications in Food Processing. Journal of Agriculture and Food Research 2023, 12, 100628. [Google Scholar] [CrossRef]
- Santos, F.; Rodrigues, P.; Vargas, P.; Massano, A.; Oliveira, L.M.; Batista, C.; Cruz, V.; Mateus, A.; Mitchell, G.R.; Sobral, A.J.F.N.; et al. A Novel Fully Biobased Material Composite for Cosmetic Packaging Applications. Sci Rep 2025, 15, 26882. [Google Scholar] [CrossRef]
- Devi, M.; Ramakrishnan, E.; Deka, S.; Parasar, D.P. Bacteria as a Source of Biopigments and Their Potential Applications. Journal of Microbiological Methods 2024, 219, 106907. [Google Scholar] [CrossRef] [PubMed]
- Swami, S.B.; Ghgare, S.N.; Swami, S.S.; Shinde, K.J.; Kalse, S.B.; Pardeshi, I.L. Natural Pigments from Plant Sources: A Review.
- Randhawa, K.S. Synthesis, Properties, and Environmental Impact of Hybrid Pigments. The Scientific World Journal 2024, 2024, 2773950. [Google Scholar] [CrossRef]
- Alegbe, E.O.; Uthman, T.O. A Review of History, Properties, Classification, Applications and Challenges of Natural and Synthetic Dyes. Heliyon 2024, 10, e33646. [Google Scholar] [CrossRef]
- Tsegay, F.; Ghannam, R.; Daniel, N.; Butt, H. 3D Printing Smart Eyeglass Frames: A Review. ACS Appl. Eng. Mater. 2023, 1, 1142–1163. [Google Scholar] [CrossRef]
- Gastaldi, M.; Cardano, F.; Zanetti, M.; Viscardi, G.; Barolo, C.; Bordiga, S.; Magdassi, S.; Fin, A.; Roppolo, I. Functional Dyes in Polymeric 3D Printing: Applications and Perspectives. ACS Materials Lett. 2021, 3, 1–17. [Google Scholar] [CrossRef]
- Rosseto, M. ; V.T. Rigueto, C.; D.C. Krein, D.; P. Balbé, N.; A. Massuda, L.; Dettmer, A. Biodegradable Polymers: Opportunities and Challenges. In Organic Polymers; Sand, A., Zaki, E., Eds.; IntechOpen, 2020 ISBN 978-1-78984-573-0.
- Lee, L.; Burnett, A.M.; Panos, J.G.; Paudel, P.; Keys, D.; Ansari, H.M.; Yu, M. 3-D Printed Spectacles: Potential, Challenges and the Future. Clinical and Experimental Optometry 2020, 103, 590–596. [Google Scholar] [CrossRef]
- Fernández-Rojas, B.; Hernández-Juárez, J.; Pedraza-Chaverri, J. Nutraceutical Properties of Phycocyanin. Journal of Functional Foods 2014, 11, 375–392. [Google Scholar] [CrossRef]
- Eriksen, N.T. Production of Phycocyanin—a Pigment with Applications in Biology, Biotechnology, Foods and Medicine. Appl Microbiol Biotechnol 2008, 80, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Adjali, A.; Clarot, I.; Chen, Z.; Marchioni, E.; Boudier, A. Physicochemical Degradation of Phycocyanin and Means to Improve Its Stability: A Short Review. Journal of Pharmaceutical Analysis 2022, 12, 406–414. [Google Scholar] [CrossRef]
- Pez Jaeschke, D.; Rocha Teixeira, I.; Damasceno Ferreira Marczak, L.; Domeneghini Mercali, G. Phycocyanin from Spirulina: A Review of Extraction Methods and Stability. Food Research International 2021, 143, 110314. [Google Scholar] [CrossRef] [PubMed]
- Oninku, B.; Lomas, M.W.; Burr, G.; Aryee, A.N.A. Astaxanthin: An Overview of Its Sources, Extraction Methods, Encapsulation Techniques, Characterization, and Bioavailability. Journal of Agriculture and Food Research 2025, 21, 101869. [Google Scholar] [CrossRef]
- Higuera-Ciapara, I.; Félix-Valenzuela, L.; Goycoolea, F.M. Astaxanthin: A Review of Its Chemistry and Applications. Critical Reviews in Food Science and Nutrition 2006, 46, 185–196. [Google Scholar] [CrossRef]
- Stachowiak, B.; Szulc, P. Astaxanthin for the Food Industry. Molecules 2021, 26, 2666. [Google Scholar] [CrossRef]
- Jiménez-Vázquez, A.; Jaimes-López, R.; Morales-Bautista, C.M.; Pérez-Rodríguez, S.; Gochi-Ponce, Y.; Estudillo-Wong, L.A. Catalytic Applications of Natural Iron Oxides and Hydroxides: A Review. Catalysts 2025, 15, 236. [Google Scholar] [CrossRef]
- Pfaff, G. Iron Oxide Pigments. Physical Sciences Reviews 2021, 6, 535–548. [Google Scholar] [CrossRef]
- Guo, H.; Barnard, A.S. Naturally Occurring Iron Oxide Nanoparticles: Morphology, Surface Chemistry and Environmental Stability. J. Mater. Chem. A 2013, 1, 27–42. [Google Scholar] [CrossRef]
- Hou, H.; Huang, X.; Du, Z.; Guo, J.; Wang, M.; Xu, G.; Geng, C.; Zhang, Y.; Wang, Q.; Lu, X. Integration of Biological Synthesis & Chemical Catalysis: Bio-Based Plasticizer Trans-Aconitates. Green Carbon 2023, 1, 20–32. [Google Scholar] [CrossRef]
- Czogała, J.; Pankalla, E.; Turczyn, R. Recent Attempts in the Design of Efficient PVC Plasticizers with Reduced Migration. Materials 2021, 14, 844. [Google Scholar] [CrossRef]
- Eales, J.; Bethel, A.; Galloway, T.; Hopkinson, P.; Morrissey, K.; Short, R.E.; Garside, R. Human Health Impacts of Exposure to Phthalate Plasticizers: An Overview of Reviews. Environment International 2022, 158, 106903. [Google Scholar] [CrossRef]
- Zhang, Y.-J.; Guo, J.-L.; Xue, J.; Bai, C.-L.; Guo, Y. Phthalate Metabolites: Characterization, Toxicities, Global Distribution, and Exposure Assessment. Environmental Pollution 2021, 291, 118106. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; Da Silva, M.A.; Dos Santos, L.O.; Beppu, M.M. Natural-Based Plasticizers and Biopolymer Films: A Review. European Polymer Journal 2011, 47, 254–263. [Google Scholar] [CrossRef]
- Mazidi, M.M.; Arezoumand, S.; Zare, L. Research Progress in Fully Biorenewable Tough Blends of Polylactide and Green Plasticizers. International Journal of Biological Macromolecules 2024, 279, 135345. [Google Scholar] [CrossRef] [PubMed]
- Handbook of Plasticizers; Wypych, G. , Ed.; ChemTec Pub: Toronto, 2004; ISBN 978-1-895198-29-4. [Google Scholar]
- Rahman, M.; Brazel, C. The Plasticizer Market: An Assessment of Traditional Plasticizers and Research Trends to Meet New Challenges. Progress in Polymer Science 2004, 29, 1223–1248. [Google Scholar] [CrossRef]
- Choi, J.S.; Park, W.H. Effect of Biodegradable Plasticizers on Thermal and Mechanical Properties of Poly(3-Hydroxybutyrate). Polymer Testing 2004, 23, 455–460. [Google Scholar] [CrossRef]
- Van Oosterhout, J.T.; Gilbert, M. Interactions between PVC and Binary or Ternary Blends of Plasticizers. Part I. PVC/Plasticizer Compatibility. Polymer 2003, 44, 8081–8094. [Google Scholar] [CrossRef]
- Rose, M.; Palkovits, R. Isosorbide as a Renewable Platform Chemical for Versatile Applications—Quo Vadis? ChemSusChem 2012, 5, 167–176. [Google Scholar] [CrossRef]
- Dussenne, C.; Delaunay, T.; Wiatz, V.; Wyart, H.; Suisse, I.; Sauthier, M. Synthesis of Isosorbide: An Overview of Challenging Reactions. Green Chem. 2017, 19, 5332–5344. [Google Scholar] [CrossRef]
- Lee, B.-M.; Jung, J.; Gwon, H.-J.; Hwang, T.S. Synthesis and Properties of Isosorbide-Based Eco-Friendly Plasticizers for Poly(Vinyl Chloride). J Polym Environ 2023, 31, 1351–1358. [Google Scholar] [CrossRef]
- Yin, B.; Hakkarainen, M. Oligomeric Isosorbide Esters as Alternative Renewable Resource Plasticizers for PVC. J of Applied Polymer Sci 2011, 119, 2400–2407. [Google Scholar] [CrossRef]
- Delbecq, F.; Khodadadi, M.R.; Rodriguez Padron, D.; Varma, R.; Len, C. Isosorbide: Recent Advances in Catalytic Production. Molecular Catalysis 2020, 482, 110648. [Google Scholar] [CrossRef]
- Jasinska, L.; Koning, C.E. Unsaturated, Biobased Polyesters and Their Cross-linking via Radical Copolymerization. J. Polym. Sci. A Polym. Chem. 2010, 48, 2885–2895. [Google Scholar] [CrossRef]
- Noordover, B.A.J.; Duchateau, R.; Van Benthem, R.A.T.M.; Ming, W.; Koning, C.E. Enhancing the Functionality of Biobased Polyester Coating Resins through Modification with Citric Acid. Biomacromolecules 2007, 8, 3860–3870. [Google Scholar] [CrossRef]
- Noordover, B.A.J.; Van Staalduinen, V.G.; Duchateau, R.; Koning, C.E.; Van Benthem; Mak, M. ; Heise, A.; Frissen, A.E.; Van Haveren, J. Co- and Terpolyesters Based on Isosorbide and Succinic Acid for Coating Applications: Synthesis and Characterization. Biomacromolecules 2006, 7, 3406–3416. [Google Scholar] [CrossRef] [PubMed]
- Feng, X.; East, A.J.; Hammond, W.B.; Zhang, Y.; Jaffe, M. Overview of Advances in Sugar-based Polymers. Polymers for Advanced Techs 2011, 22, 139–150. [Google Scholar] [CrossRef]
- Ruellan, A.; Guinault, A.; Sollogoub, C.; Ducruet, V.; Domenek, S. Solubility Factors as Screening Tools of Biodegradable Toughening Agents of Polylactide. J of Applied Polymer Sci 2015, 132, app.42476. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, Z.; Zhang, L.; Tang, Z.; Zhang, R.; Zhu, J. Isosorbide Dioctoate as a “Green” Plasticizer for Poly(Lactic Acid). Materials & Design 2016, 91, 262–268. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, W.; Liu, H.; Huang, S.; Huang, W.; Zhu, Y.; Ma, X.; Xia, Y.; Zhang, J.; Lu, W.; et al. Intergenerational Metabolism-Disrupting Effects of Maternal Exposure to Plasticizer Acetyl Tributyl Citrate (ATBC). Environment International 2024, 191, 108967. [Google Scholar] [CrossRef]
- Jia, P.; Xia, H.; Tang, K.; Zhou, Y. Plasticizers Derived from Biomass Resources: A Short Review. Polymers 2018, 10, 1303. [Google Scholar] [CrossRef]
- Labrecque, L.V.; Kumar, R.A.; Dav�, V.; Gross, R.A.; McCarthy, S.P. Citrate Esters as Plasticizers for Poly(Lactic Acid). J. Appl. Polym. Sci. 1997, 66, 1507–1513. [Google Scholar] [CrossRef]
- Maiza, M.; Benaniba, M.T.; Massardier-Nageotte, V. Plasticizing Effects of Citrate Esters on Properties of Poly(Lactic Acid). Journal of Polymer Engineering 2016, 36, 371–380. [Google Scholar] [CrossRef]
- Maiza, M.; Benaniba, M.T.; Massardier-Nageotte, V. Plasticizing Effects of Citrate Esters on Properties of Poly(Lactic Acid). Journal of Polymer Engineering 2016, 36, 371–380. [Google Scholar] [CrossRef]
- De Souza, F.M.; Gupta, R.K. Exploring the Potential of Bio-Plasticizers: Functions, Advantages, and Challenges in Polymer Science. J Polym Environ 2024, 32, 5499–5515. [Google Scholar] [CrossRef]
- Ben, Z.Y.; Samsudin, H.; Yhaya, M.F. Glycerol: Its Properties, Polymer Synthesis, and Applications in Starch Based Films. European Polymer Journal 2022, 175, 111377. [Google Scholar] [CrossRef]
- Muscat, D.; Adhikari, B.; Adhikari, R.; Chaudhary, D.S. Comparative Study of Film Forming Behaviour of Low and High Amylose Starches Using Glycerol and Xylitol as Plasticizers. Journal of Food Engineering 2012, 109, 189–201. [Google Scholar] [CrossRef]
- Fakhouri, F.M.; Maria Martelli, S.; Canhadas Bertan, L.; Yamashita, F.; Innocentini Mei, L.H.; Collares Queiroz, F.P. Edible Films Made from Blends of Manioc Starch and Gelatin – Influence of Different Types of Plasticizer and Different Levels of Macromolecules on Their Properties. LWT 2012, 49, 149–154. [Google Scholar] [CrossRef]
- Benitez, J.J.; Florido-Moreno, P.; Porras-Vázquez, J.M.; Tedeschi, G.; Athanassiou, A.; Heredia-Guerrero, J.A.; Guzman-Puyol, S. Transparent, Plasticized Cellulose-Glycerol Bioplastics for Food Packaging Applications. International Journal of Biological Macromolecules 2024, 273, 132956. [Google Scholar] [CrossRef]
- Ge, H.; Yang, F.; Hao, Y.; Wu, G.; Zhang, H.; Dong, L. Thermal, Mechanical, and Rheological Properties of Plasticized Poly(L-lactic Acid). J of Applied Polymer Sci 2013, 127, 2832–2839. [Google Scholar] [CrossRef]
- Sun, Y.; Sun, G. A Natural Butter Glyceride as a Plasticizer for Improving Thermal, Mechanical, and Biodegradable Properties of Poly(Lactide Acid). International Journal of Biological Macromolecules 2024, 263, 130366. [Google Scholar] [CrossRef]
- Revutskaya, N.; Polishchuk, E.; Kozyrev, I.; Fedulova, L.; Krylova, V.; Pchelkina, V.; Gustova, T.; Vasilevskaya, E.; Karabanov, S.; Kibitkina, A.; et al. Application of Natural Functional Additives for Improving Bioactivity and Structure of Biopolymer-Based Films for Food Packaging: A Review. Polymers 2024, 16, 1976. [Google Scholar] [CrossRef]
- Yousuf, B.; Wu, S.; Siddiqui, M.W. Incorporating Essential Oils or Compounds Derived Thereof into Edible Coatings: Effect on Quality and Shelf Life of Fresh/Fresh-Cut Produce. Trends in Food Science & Technology 2021, 108, 245–257. [Google Scholar] [CrossRef]
- Salgado, P.R.; López-Caballero, M.E.; Gómez-Guillén, M.C.; Mauri, A.N.; Montero, M.P. Sunflower Protein Films Incorporated with Clove Essential Oil Have Potential Application for the Preservation of Fish Patties. Food Hydrocolloids 2013, 33, 74–84. [Google Scholar] [CrossRef]
- Atarés, L.; Chiralt, A. Essential Oils as Additives in Biodegradable Films and Coatings for Active Food Packaging. Trends in Food Science & Technology 2016, 48, 51–62. [Google Scholar] [CrossRef]
- Sharma, S.; Barkauskaite, S.; Jaiswal, A.K.; Jaiswal, S. Essential Oils as Additives in Active Food Packaging. Food Chemistry 2021, 343, 128403. [Google Scholar] [CrossRef] [PubMed]
- Turek, C.; Stintzing, F.C. Stability of Essential Oils: A Review. Comp Rev Food Sci Food Safe 2013, 12, 40–53. [Google Scholar] [CrossRef]
- Zanetti, M.; Carniel, T.K.; Dalcanton, F.; Dos Anjos, R.S.; Gracher Riella, H.; De Araújo, P.H.H.; De Oliveira, D.; Antônio Fiori, M. Use of Encapsulated Natural Compounds as Antimicrobial Additives in Food Packaging: A Brief Review. Trends in Food Science & Technology 2018, 81, 51–60. [Google Scholar] [CrossRef]
- Kaya, B.M.; Asici, C. Analysis of Surface Roughness and Strain Durability of Eyeglasses Frames by the 3D Printing Technology. ACS Omega 2025, 10, 12214–12223. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Composites Part B: Engineering 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Mohamed, A. Diab; Mohamed El-Sakhawy THREE-DIMENSIONAL (3D) PRINTING BASED ON CELLULOSIC MATERIAL: A REVIEW. CELLULOSE CHEMISTRY AND TECHNOLOGY 2022, 56, 147–158. [Google Scholar]
- Mehrpouya, M.; Vahabi, H.; Barletta, M.; Laheurte, P.; Langlois, V. Additive Manufacturing of Polyhydroxyalkanoates (PHAs) Biopolymers: Materials, Printing Techniques, and Applications. Materials Science and Engineering: C 2021, 127, 112216. [Google Scholar] [CrossRef]
- Department of Mechanical and Nuclear Engineering, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates; Aldhanhani, S.; Ali, M.; Department of Mechanical and Nuclear Engineering, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates; Advanced Digital & Additive Manufacturing (ADAM) Center, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates; Elkaffas, R.A.; Department of Aerospace Engineering, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates; Butt, H.; Department of Mechanical and Nuclear Engineering, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates; Advanced Digital & Additive Manufacturing (ADAM) Center, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates; et al. Advancing Structural Integrity: Graphene Nanocomposites via Vat Photopolymerization 3D Printing. ES Mater. Manuf. [CrossRef]
- Zhou, S.; Liu, G.; Wang, C.; Zhang, Y.; Yan, C.; Shi, Y. Thermal Debinding for Stereolithography Additive Manufacturing of Advanced Ceramic Parts: A Comprehensive Review. Materials & Design 2024, 238, 112632. [Google Scholar] [CrossRef]
- Li, W.; Wang, M.; Ma, H.; Chapa-Villarreal, F.A.; Lobo, A.O.; Zhang, Y.S. Stereolithography Apparatus and Digital Light Processing-Based 3D Bioprinting for Tissue Fabrication. iScience 2023, 26, 106039. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Huang, L.; Tan, M.; Zhao, S.; Liu, H.; Lu, Z.; Li, J.; Liang, Z. Overview of 3D-Printed Silica Glass. Micromachines 2022, 13, 81. [Google Scholar] [CrossRef] [PubMed]
- Alionte, C.G.; Ungureanu, L.M.; Alexandru, T.M. Innovation Process for Optical Face Scanner Used to Customize 3D Printed Spectacles. Materials 2022, 15, 3496. [Google Scholar] [CrossRef]
- Robar, J.L.; Kammerzell, B.; Hulick, K.; Kaiser, P.; Young, C.; Verzwyvelt, V.; Cheng, X.; Shepherd, M.; Orbovic, R.; Fedullo, S.; et al. Novel Multi Jet Fusion 3D-printed Patient Immobilization for Radiation Therapy. J Applied Clin Med Phys 2022, 23, e13773. [Google Scholar] [CrossRef]
- Chen, A.Y.; Chen, A.; Wright, J.; Fitzhugh, A.; Hartman, A.; Zeng, J.; Gu, G.X. Effect of Build Parameters on the Mechanical Behavior of Polymeric Materials Produced by Multijet Fusion. Adv Eng Mater 2022, 24, 2100974. [Google Scholar] [CrossRef]
- Ju, A.; Fitzhugh, A.; Jun, J.; Baker, M. Improving Aesthetics Through Post-Processing for 3D Printed Parts. ei 2019, 31, 480–1. [Google Scholar] [CrossRef]
- HP, HORIZONS OPTICAL CREATES CUSTOM EYEWEAR WITH HP MULTI JET FUSION. Available online: https://reinvent.hp.com/us-en-3dprint-cs-horizons-optical (accessed on 12 August 2025).
- Eckhardt, L.; Layher, M.; Hopf, A.; Bliedtner, J.; May, M.; Lachmund, S.; Buttler, B. Laser Beam Polishing of PA12 Parts Manufactured by Powder Bed Fusion. Lasers Manuf. Mater. Process. 2023, 10, 563–585. [Google Scholar] [CrossRef]
- HP Multi Jet Fusion 3D Printing Technology. Available online: https://www.hp.com/gb-en/printers/3d-printers/products/multi-jet-technology.html (accessed on 12 August 2025).
- Produkt-Kategorien PE 3D. Eyewear.
- read, M.G. 14 minutes Guide to 3D Printed Glasses and Eyewear. Available online: https://formlabs.com/eu/blog/3d-printed-glasses-frames-eyewear/ (accessed on 25 July 2025).
- 3D Printed Glasses. Tailor Made Glasses & Bespoke Glasses.
- MYKITA 3D Printed Designer Glasses Frames - MYKITA® MYLON. Available online: https://mykita.com/en/prescription-glasses/mylon (accessed on 25 July 2025).
- 3D-Printed Eyewear Portfolio | Inspiring Materials and Finishes. Available online: https://www.materialise.com/en/industries/3d-printed-eyewear/portfolio (accessed on 28 July 2025).
- Buy 3D Printed Glasses with Prescription Lenses Online | VIU Eyewear. Available online: https://shopviu.com/en-de/glasses/material/3d?srsltid=AfmBOopmjkDVZAcuClzkJhpV6V8NXRXJD1A7zkBufwy7_mkWT5jq6Bqv (accessed on 28 July 2025).
- monday Find the Best 3D-Printed Eyewear of 2025 | Virtual Try-On at FAVR. blog.favrspecs.com 2020.
- Óculos Customizados - Sob Medida Para o Seu Rosto - Yoface. Available online: https://mkt.yoface.com.br/page/oculos-customizados/?_gl=1*tl9gxw*_gcl_au*MTIwNTk3Njg2MS4xNzUzNjk5MjEx*_ga*MjY3OTI4Mzc3LjE3NTM2OTkyMTE.*_ga_2TGDFFDJPD*czE3NTM2OTkyMTAkbzEkZzEkdDE3NTM2OTk3MDMkajU2JGwwJGgyNjczNzI2MTc. (accessed on 28 July 2025).
- www.netural.com, N.- Material: natural3D. Available online: https://www.silhouette-group.com/en/stories/natural3d (accessed on 28 July 2025).
- IGX. Available online: https://www.igreeneyewear.com/collection/IGX (accessed on 28 July 2025).
- Veroflex: A Flexible Colorful 3D Printing Material. Available online: https://www.stratasys.com/en/materials/materials-catalog/polyjet-materials/veroflex/ (accessed on 28 July 2025).
- Goetti-Dimension. Available online: https://gotti.ch/en/collections/goetti-dimension (accessed on 28 July 2025).
- Klenze & Baum. Available online: https://klenzebaum.com/en (accessed on 28 July 2025).
- Product. Available online: https://www.neubau-eyewear.com/materials (accessed on 28 July 2025).
- 20/20 EUROPE SPECIAL: 3D printed Eyewear - rolf. Available online: https://www.rolf-spectacles.com/20-20-europe-special-3d-printed-eyewear/ (accessed on 28 July 2025).
- 3D Printed Glasses - MANTI MANTI Is Made for Cool Kids. Available online: https://manti-manti.com/collections/3d-gedruckte-brillen (accessed on 28 July 2025).
- Adidas SP0066 Sunglasses - Black | Free Shipping with adiClub | Adidas US. Available online: https://www.adidas.com/us/sp0066-sunglasses/GA4639.html (accessed on 28 July 2025).
- China Sunglasses, Optical Frame and Reading Glasses Manufacturer | Hala Optical. Available online: http://www.halaeyewear.com/ (accessed on 28 July 2025).
- Plastic Injected Eyewear Production & Manufacturing | La Giardiniera Srl.
- Kaur, A.; Singh, S.; Bala, N.; Kumar Kansal, S. 3D Printed Biomaterials: From Fabrication Techniques to Clinical Applications: A Systematic Review. European Polymer Journal 2025, 227, 113606. [Google Scholar] [CrossRef]
Figure 1.
PRISMA 2020 flow diagram for new systematic reviews which included searches of databases, registers and other sources [14].
Figure 1.
PRISMA 2020 flow diagram for new systematic reviews which included searches of databases, registers and other sources [14].
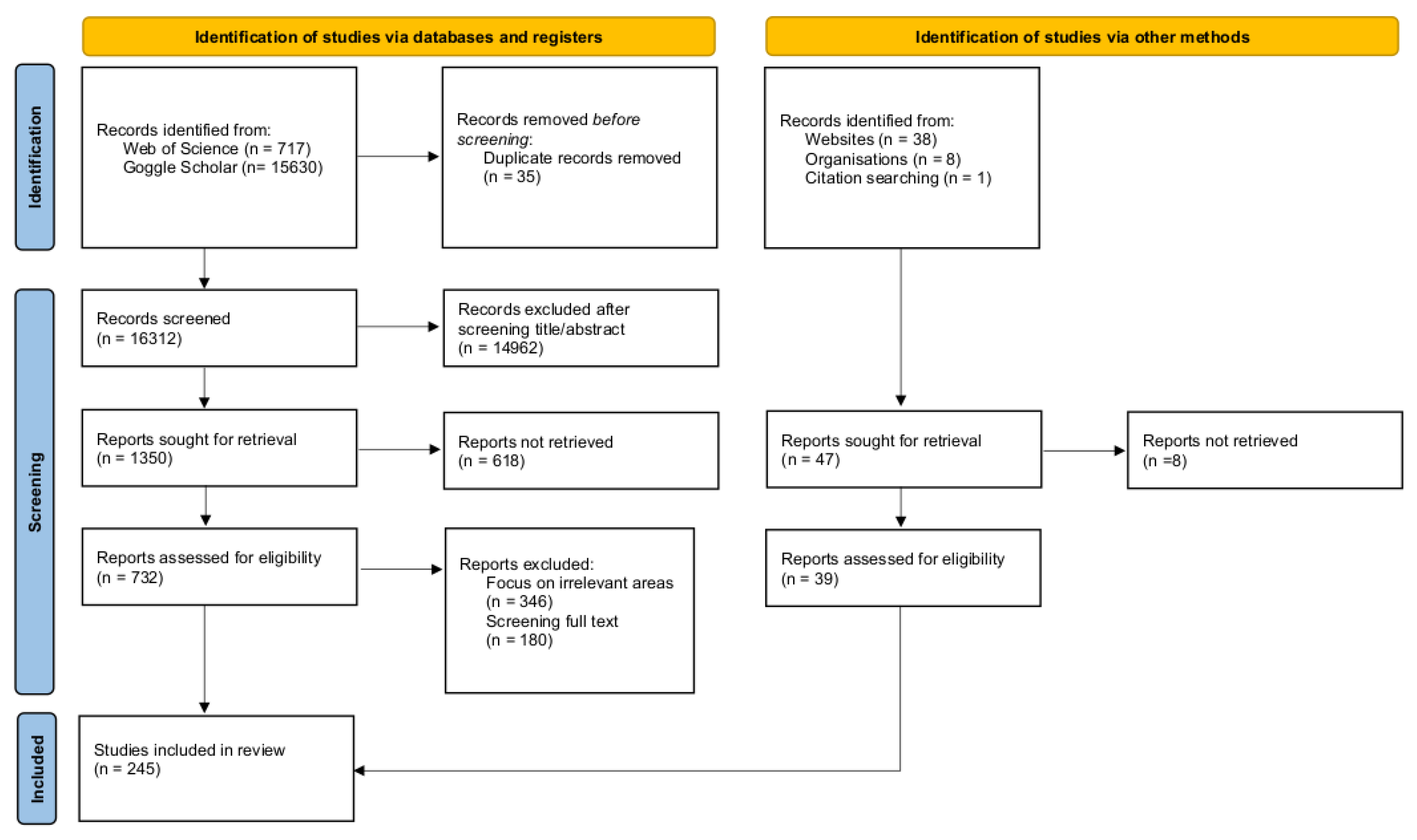
Figure 2.
Examples of biopolymers and their classification according to biodegradability.
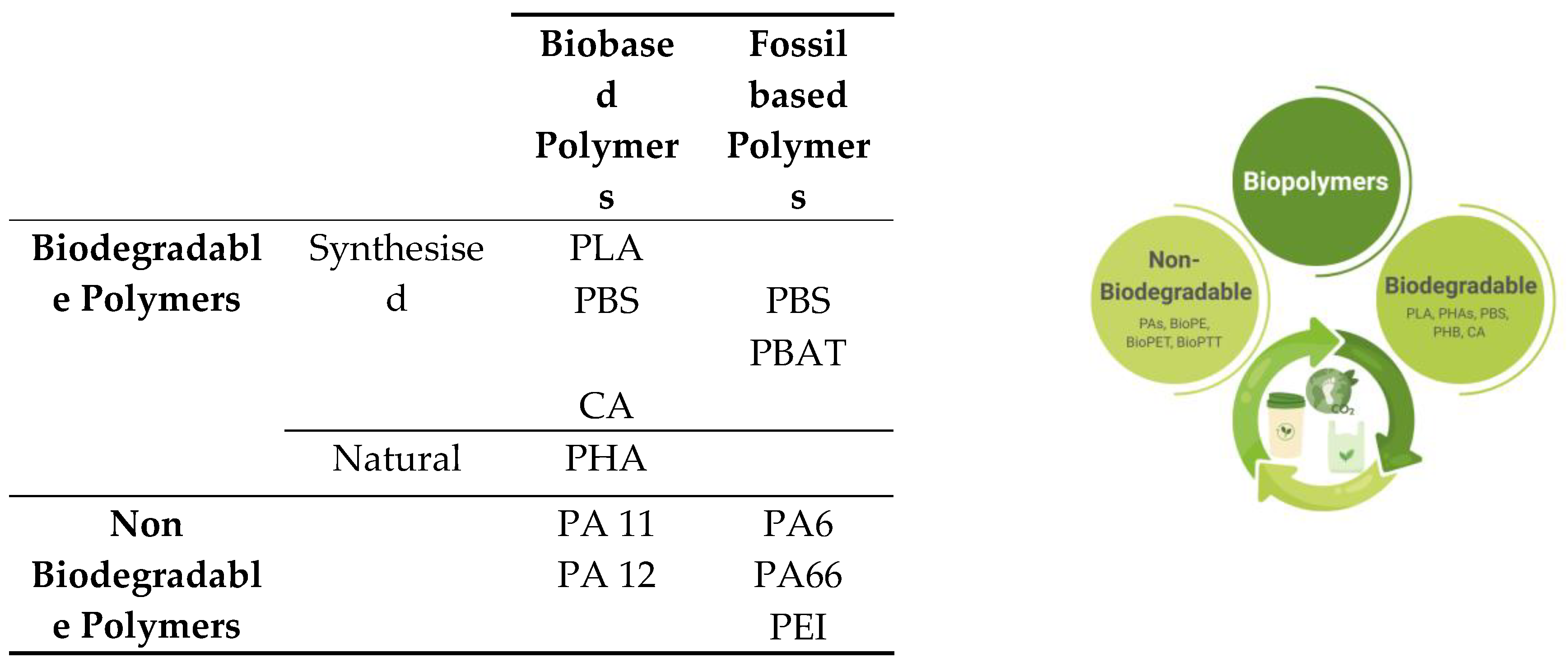
Figure 3.
Biopolymers suitable for AM. PHBV (A), PHA (B), PLA (C), PBS (D), and CA (E).
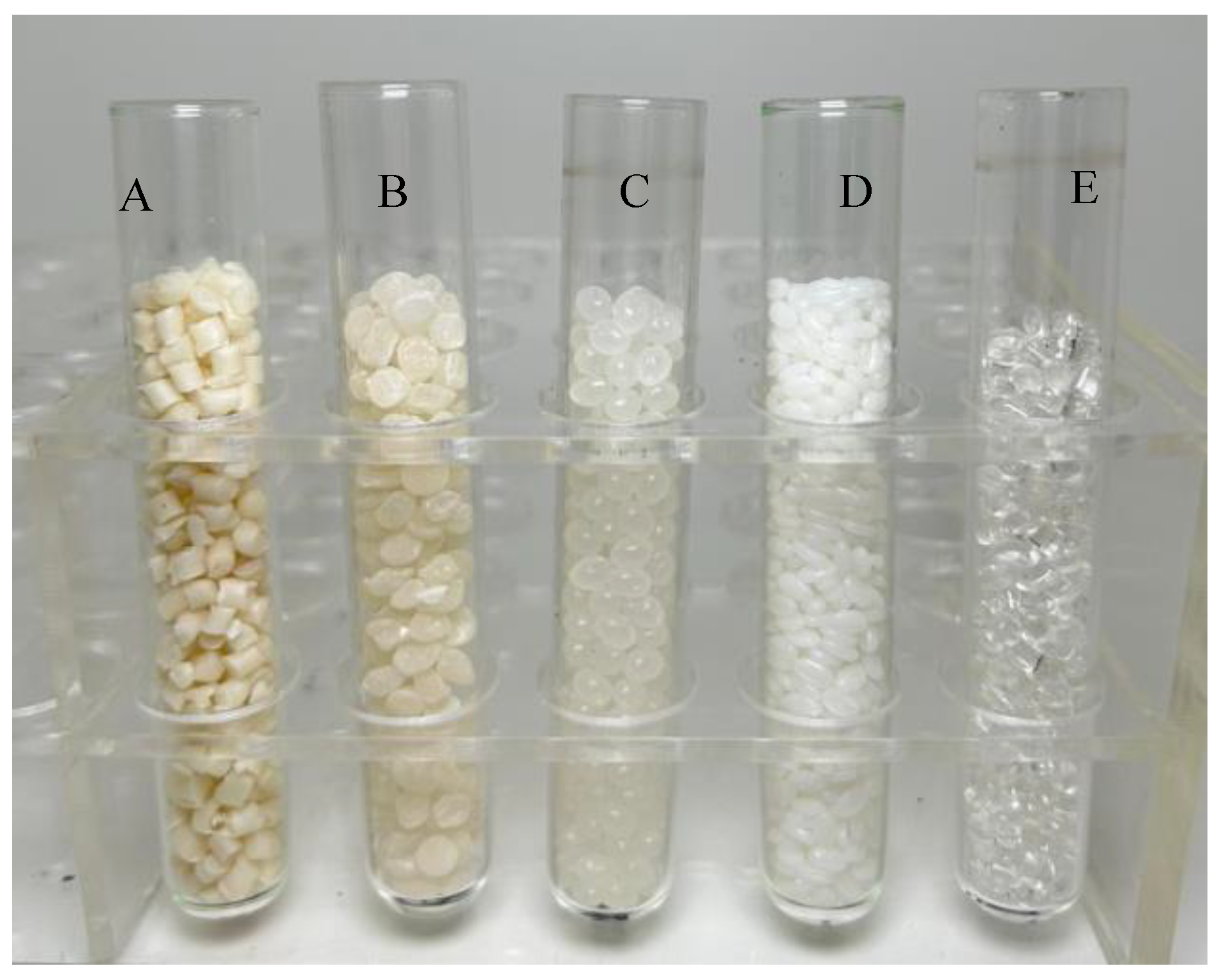
Figure 4.
Chemical structures of common biopolymers used in the AM of optical frames. The figure includes PA, PLA) CA, as well as potential alternatives for new formulations such as PBS, PHAs, PHBV, and PHB.
Figure 4.
Chemical structures of common biopolymers used in the AM of optical frames. The figure includes PA, PLA) CA, as well as potential alternatives for new formulations such as PBS, PHAs, PHBV, and PHB.
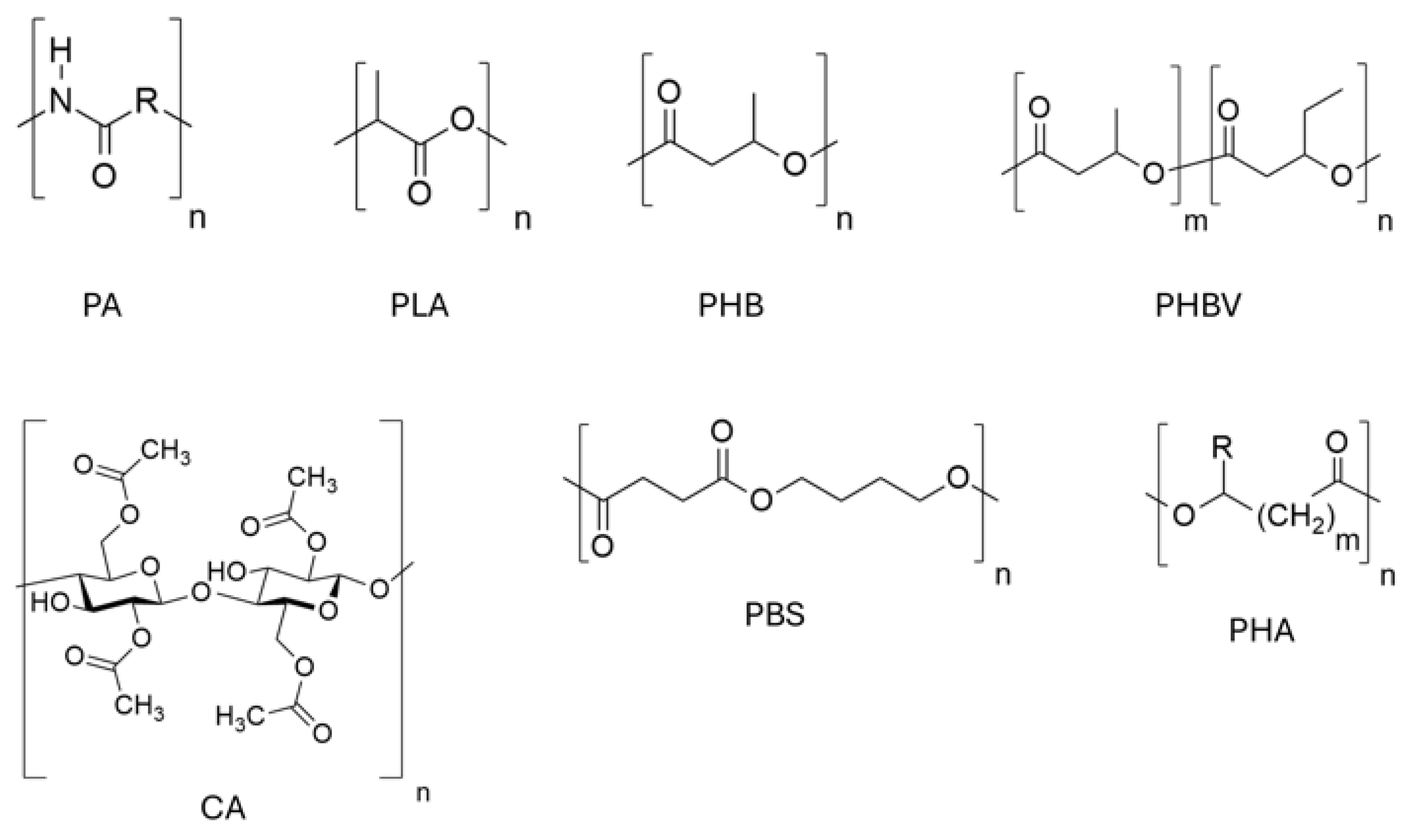
Figure 5.
Examples of natural fibres and classification according to their source.
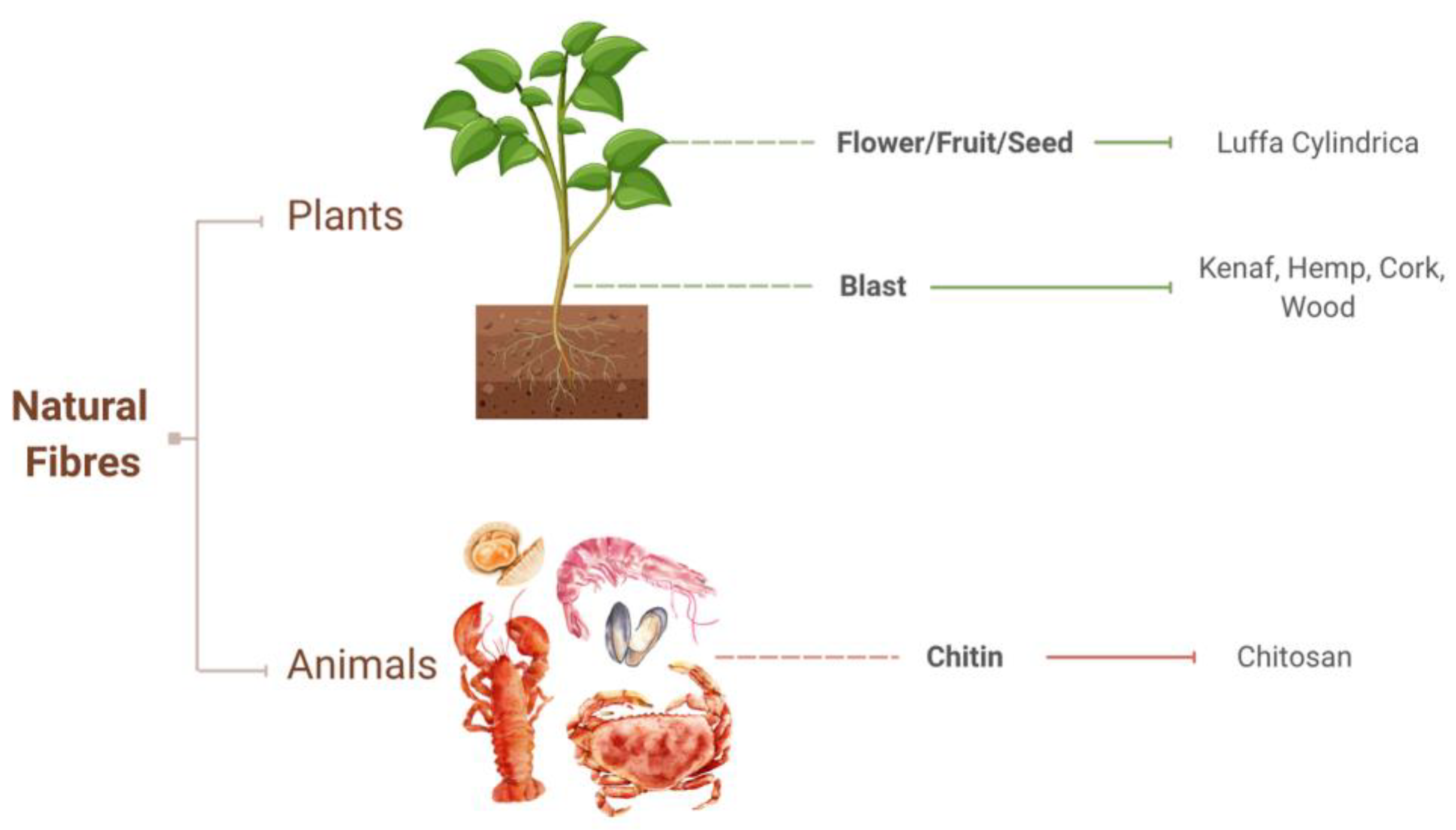
Figure 6.
Examples of natural fibres. Luffa Cylindrica (A), Chitosan (B), Wood (C), Cork (D), and Hemp (E).
Figure 6.
Examples of natural fibres. Luffa Cylindrica (A), Chitosan (B), Wood (C), Cork (D), and Hemp (E).

Figure 7.
Classification of colourants (pigments and dyes). Some examples of each class are given for both inorganic and organic pigments, as well as for (organic) natural and synthetic dyes. Adapted from [146].
Figure 7.
Classification of colourants (pigments and dyes). Some examples of each class are given for both inorganic and organic pigments, as well as for (organic) natural and synthetic dyes. Adapted from [146].
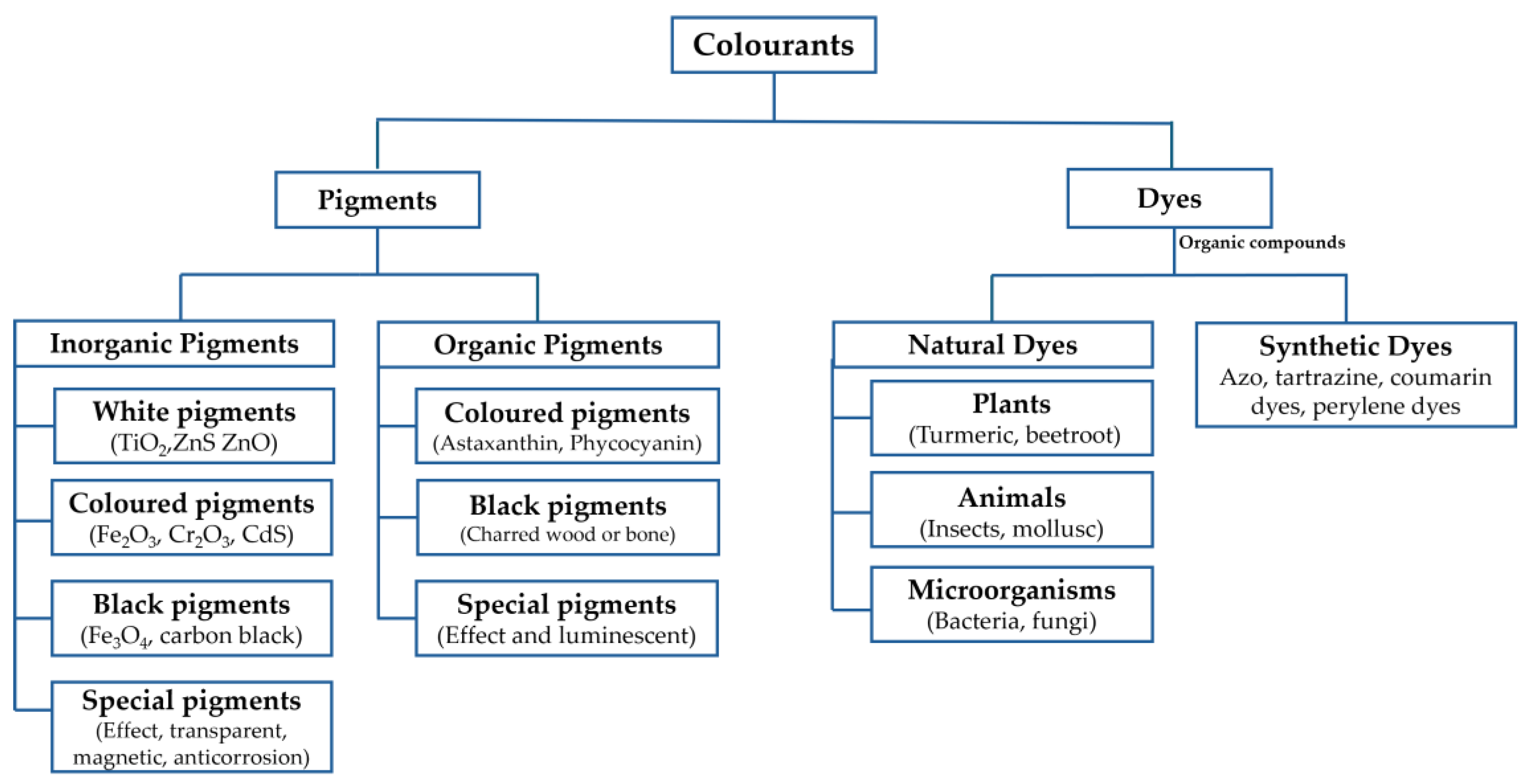
Figure 8.
Chemical structure of PC.
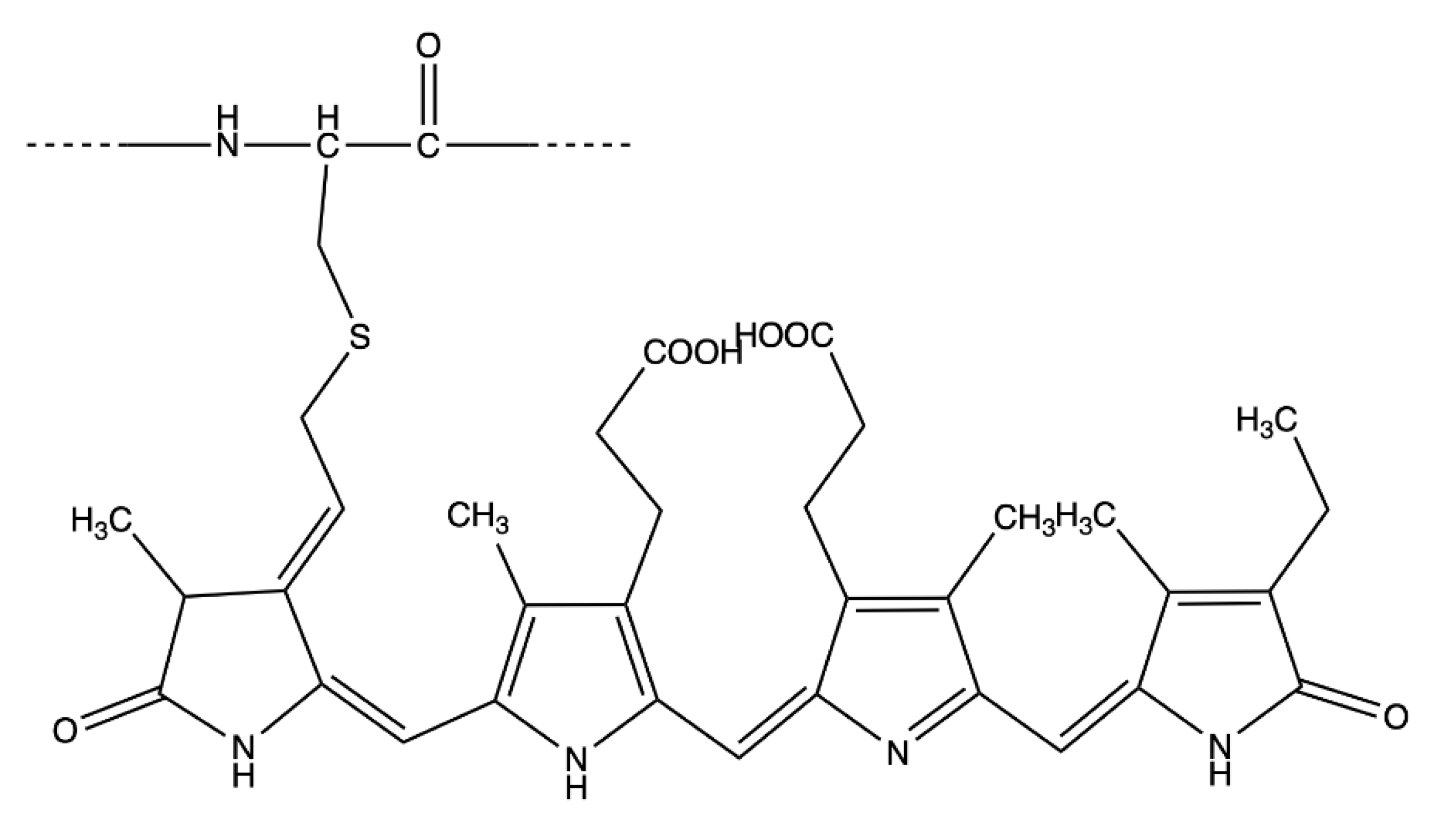
Figure 9.
Chemical structure of ASX.

Figure 11.
First printed prototype of optical frames for the OnDemand project. (A) Printing process using FDM technique. (B) Final printing stage. (C) Detailed view of the support structures. (D) Final printed optical frame after post-processing stage (require additional post-processing techniques to remove irregular textures and lens grooves).
Figure 11.
First printed prototype of optical frames for the OnDemand project. (A) Printing process using FDM technique. (B) Final printing stage. (C) Detailed view of the support structures. (D) Final printed optical frame after post-processing stage (require additional post-processing techniques to remove irregular textures and lens grooves).
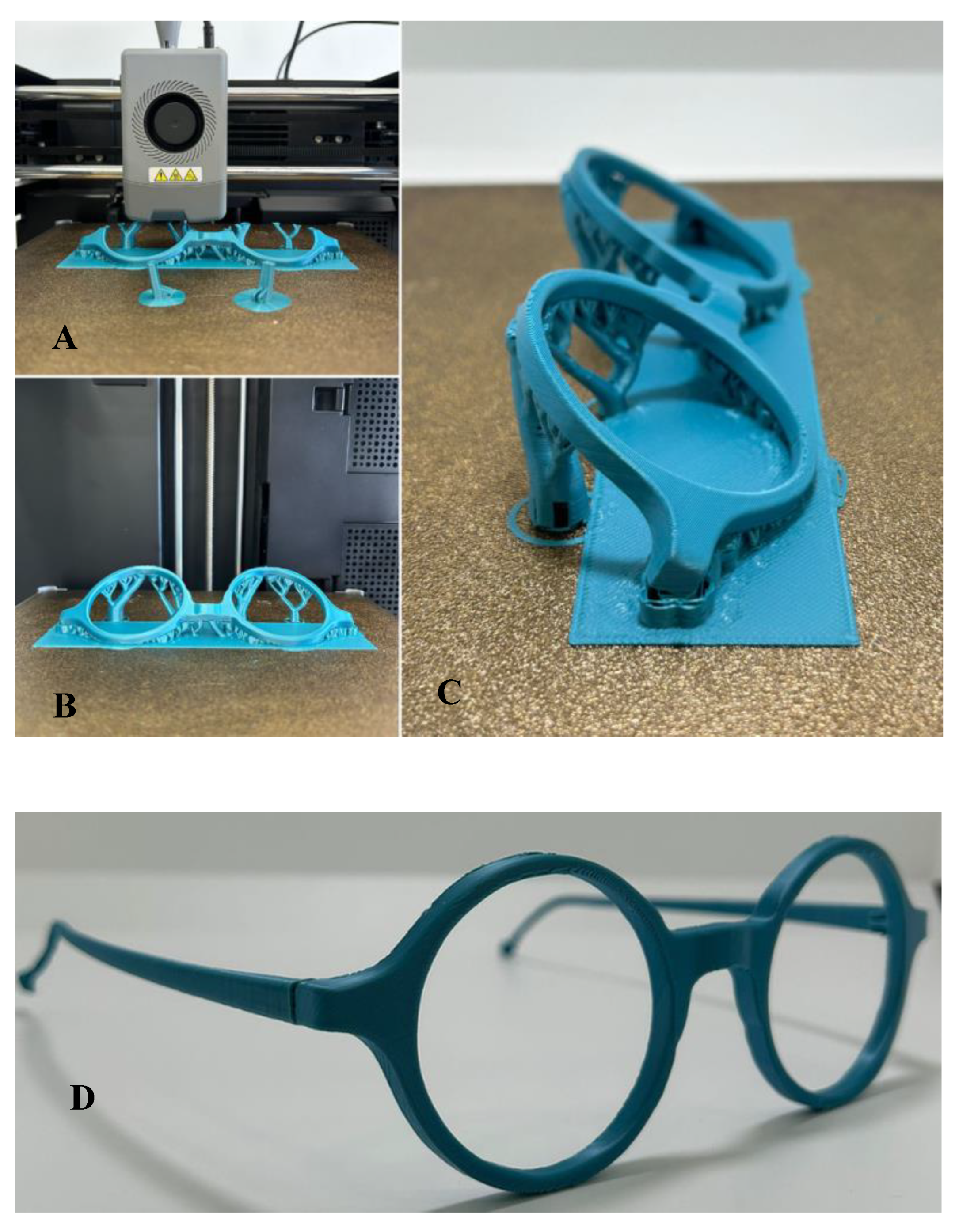
| Polyamide | Structure (Repeating Unit) | Melting point (ºC) | Density (g/cm3) | Young’s strength (MPa) | Tensile strength (MPa) | Glass transition (ºC) |
| PA 6 |  |
215-220 | 1.14 | 700-5000 | 30-66 | 40-50 |
| PA 6-6 |  |
261-263.5 | 1.06-1.08 | 939-1170 | 36.1-45.1 | 55 |
| PA 11 |  |
185 | 1.05 | 350-1330 | 25-41 | 45 |
| PA 12 |  |
178-180 | 1.01 | 350-1350 | 30-70 | 40-50 |
Table 2.
List of fossil-based polymers, biobased polymers and biocomposites and respective physical and mechanical properties.
Table 2.
List of fossil-based polymers, biobased polymers and biocomposites and respective physical and mechanical properties.
| Source | Material |
Tg (°C) |
Tm (°C) |
MFR (g/10 min) |
Tensile Strength (MPa) |
Tensile Modulus (MPa) |
Elongation Break (%) |
Flexural Strength (MPa) |
Flexural Modulus (GPa) |
Izod Impact Strength (J/cm) |
Ref. | |
| Fossil | ABS | 100-110 | 221 to 240 | 20 | 43.8 | 847.55 to 991.61 | 7.2 | 70.608 | 2.354 | 2.648 | [78,79,80] | |
| PEI | 215 | 217 to 225 | 11 | 115 | 90 to 130 | 60-80 | 22 | 3.5 | 25 to 60 | [81,82,83,84] | ||
| PA 11 | 40 to 45 | 185 to 193 | - | 25 to 41 | 350 to 1330 | 4 | 0.074 ± 0.012 | 0.9 ± 0.1 | - | [25,85,86,87,88] | ||
| PA 12 | 40 to 55 | 178 to 180 | - | 30 to 70 | 350 to 1350 | 200 | 47 to 49 | 1.146 to 1.687 | - | [25,85,86,89] | ||
| Bio-Based | Matrices | PLA | 50-65 | 153-180 | 42.7 ± 2.9 | 51.9 ± 0.69 | 804.9 ± 3.33 | 30 to 240 | 0.170 to 159 | 0.167 to 13.8 | 0.105 to 8.54 | [62,90] |
| PBS | -40 to 1-10 | 90-120 | 326.3-387 | [91,92] | ||||||||
| PHB | - | 140 to 180 | 17 to 20 | 25 to 40 | 3500 | 5 to 8 | 18 | 16 | 23 ± 1.53 | [22,87] | ||
| PHA | -30 to 10 | 70 to 170 | - | 18 to 24 | 700 to 1800 | 3 to 25 | 40 | 2 | 0.260 | [22] | ||
| PHBV | 60 | 173.9 | 17.4 ± 1.4 | 30.58 ± 0.92 | 823.22 ± 5.79 | 4.53 ± 0.02 | - | - | - | [93] | ||
| CA | - | 115 | - | 10 | 460 | 13 to 15 | 27 to 72 | 0.08 to 2.62 | 0.480 to 4.50 | [22] | ||
| Composite/ Blends | PHBV/Wood | - | 173.5 | 42.0 ± 2.1 | 27.31 ± 0.67 | 179.13 ± 16.74 | 3.59 ± 0.10 | - | - | - | [93] | |
| PHBV/Wood/CaCO3 | - | 173.8 | 51.0 ± 2.8 | 17.21 ± 2.29 | 928.5 ± 30.86 | 1.75 ± 0.21 | - | - | - | [93] | ||
| PHBV/Wood/CaCO3/Ad1 | - | 173.4 | 55.6 ± 2.7 | 23.53 ± 1.35 | 707.50 ± 55.9 | 2.32 ± 0.06 | - | - | - | [93] | ||
| PHBV/Wood/CaCO3/Ad2 | - | 175.1 | 44.1 ± 1.4 | 26.62 ± 2.05 | 132.4 ± 14.88 | 3.69 ± 0.27 | - | - | - | [93] | ||
| PHBV/Wood/Ta.Fe/CaCO3 | - | 174.4 | 44.6 ± 0.9 | 29.28 ± 1.12 | 173.48 ± 9.54 | 3.78 ± 0.14 | - | - | - | [93] | ||
| PHBV/PLA | 59 | 174 | 30.0 ± 1.7 | 32.17 ± 0.86 | 804.23 ± 10.90 | - | - | - | - | [90] | ||
| PHBV/PLA/CS | 58 | 173 | - | 25.40 ± 0.91 | 871.23 ± 3.60 | - | - | - | - | [90] | ||
| PHBV/PLA/CS/OE/Pgm/ATBC | 54 | 172 | - | 19.03 ± 0.92 | 713.96 ± 30.20 | - | - | - | - | [90] | ||
Table 1.
Main characteristics of pigments and dyes in terms of classification, solubility, affinity, processability, colour change and stability, as well as colouristic properties. Some examples of pigments and dyes are also present in the table. * Phycocyanin is a naturally water-soluble protein-pigment complex, while astaxanthin is a lipid-soluble carotenoid pigment.
Table 1.
Main characteristics of pigments and dyes in terms of classification, solubility, affinity, processability, colour change and stability, as well as colouristic properties. Some examples of pigments and dyes are also present in the table. * Phycocyanin is a naturally water-soluble protein-pigment complex, while astaxanthin is a lipid-soluble carotenoid pigment.
| Pigments | Dyes | |
| Classification | Inorganic; Organic | (Organic) Natural; Synthetic |
| Solubility in the medium | No* | Yes |
| Affinity to the substrate | Not needed- crystal or powder particles dispersed on the medium; Unaffected chemically or physically by the vehicle or substrate where they are incorporated. | Yes – Organic molecules dissolved in a medium. During the application process, the crystal structure is (temporarily) destroyed by absorption, solution, and mechanical retention or by ionic or covalent bonds. |
| Processability | Difficult | Easy |
| Stability of colour |
Inorganic pigments: Highly durable, Poor colour strength; Poor brilliance; Heat stable; Solvent resistant. Organic pigments: Less Stable; Prone to degradation (after UV and atmospheric exposure). |
Brighter colour; Good colour strength; Less light stable (UV radiation); Less permanent/ Poor durability; Sensitivity to heat; Sensitivity to solvents |
| Change in colour | By scattering of the light and/or selective absorption. | Impart colour by selective absorption of light. |
| Coloristic properties | Defined by their chemical structure, by the physical characteristics of their particles (shape, size, distribution, concentration, etc.) and by the medium (absorption, refractive index). | Defined by their chemical structure (electronic properties of the chromophore molecule). |
| Examples |
Inorganic pigments: salt and oxides (Cr and Fe oxides); Organic pigments: Phycocyanin*, Astaxanthin* |
Synthetic dyes: Azo, Coumarin and Perylene dyes. Natural dyes: Indigo, Turmeric, beetroot |
Table 4.
The most important iron oxide pigment used for pigmentation, its chemical structure and some characteristics. The 3D chemical structures were reproduced with permission from [167], except for Goethite and Lepidocrocite, which were obtained from [168] and adapted; Colours were adapted from [169].
Table 4.
The most important iron oxide pigment used for pigmentation, its chemical structure and some characteristics. The 3D chemical structures were reproduced with permission from [167], except for Goethite and Lepidocrocite, which were obtained from [168] and adapted; Colours were adapted from [169].
| Iron Oxide pigment | Chemical structure – 2D | Chemical structure- 3D | Colours | Characteristics |
| Goethite α-FeOOH |
 |
 |
 |
Particles show an acicular shape; Colour changes with increasing particle size; Colour from green-yellow to brown- yellow |
| Lepidocrocite γ-FeOOH |
 |
 |
 |
Particles have a boehmite structure; Magnetic pigment Colour changes with increased particle size; Colour from yellow to orange |
| Hematite α-Fe2O3 |
 |
 |
 |
Corundum structure; Shape can be spherical, acicular, or cubical; Colour changes with increasing particle size Colour from light red to dark violet |
| Maghemite γ-Fe2O3 |
 |
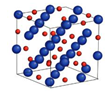 |
 |
Spinel superlattice structure; Ferromagnetic Colour brown |
| Magnetite Fe3O4 |
 |
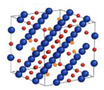 |
 |
Inverse spinel structure; Ferromagnetic Colour Black |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



