
Submitted:
08 August 2025
Posted:
08 August 2025
You are already at the latest version
Abstract
Tungsten is a critical raw material with growing importance in electronics, military, and automotive industries. It is primarily found in minerals like scheelite and wolframite (0.5% W), which are processed in the mine site to produce a high-grade scheelite concentrate (60% W). This process results in significant tungsten losses as tailings, currently unvalorized at EU level. Ionic liquids were proposed in previous author’s publications [1] for tungsten valorization from low grade scheelite concentrates, obtaining tungsten oxide (96% purity) at 80% global yield. In this paper, an optimized ionic liquid-based process (involving leaching, solvent extraction, crystallization and calcination) was developed at laboratory scale. Important issues as flammability of solvents or the commercial availability of ionic liquids are dealt to guarantee the safety and industrial feasibility of the process. Further on, a pilot plant was designed, constructed and operated for a significant period (3 days). Tungsten oxide was produced at improved purity (> 99%) and global yield (91.6%) on continuous operation.
1. Nieto, J.; Yurramendi, L.; Aldana, J.L.; del Río, C.; Siriwardana, A. A Process Based on Ionic Liquids for Tungsten Valorization from Low Grade Scheelite Concentrates . Proceedings of the ISEC 2022 Gothenburg Sweden 2023.
Keywords:
tungsten
; scheelite
; wolframite
; leaching
; solvent extraction
; deep eutectic solvents
; pilot plant
; ionic liquid
1. Introduction
Tungsten (W) is nowadays a highly demanded metal with a wide range of application due to its excellent physical properties. On one hand, its high melting point (3422 °C) and electrical conductivity (18·106 S·m-1) [2] make it suitable for medical devices as X-ray tubes, welding electrodes, aerospace applications and electronic devices (smartphones, computers and televisions). On the other hand, its high tensile strength (980 MPa) [3] and hardness (294 Brinell) [3] are also valuable properties for making machine tools (cutting drilling), as well as in military and automotive sectors. The main producer of tungsten is China [4], that accounts for 84% of the 79900 T global production (2024), while the EU production was 2000 T per year (2.5% of global production in 2024). The increasing demand and scarcity in EU motivated its classification as Critical Raw Material.
In the Nature, tungsten exists [5] in the form of Scheelite (CaWO4) and Wolframite ((Fe,Mn)WO4) minerals [5]. As the presence of these minerals in the ores is very low (<0.5% W), the first step for tungsten production is the liberation of scheelite (or wolframite), that is normally performed in the mine by crushing, followed by gravity (shaking tables) and flotation technologies [6]. By this processes, a high grade scheelite concentrate (60% W as CaWO4) is produced, but this process also generates large quantities of unvalorized tailings (0.02% W) containing approximately 10-40% of the tungsten from the mineral ore. The transformation of CaWO4 into valuable tungsten-based products requires the production of high purity tungsten oxide (WO3).
The most extended process to recover tungsten from mineral ores is the alkaline digestion with sodium carbonate or caustic soda under high pressure (between 1.2 and 2.6 atm) and temperature (around 200 °C) [7,8]. The main advantage of this well-established method is that sodium tungstate remains in solution while impurities as Ca, Fe and Mn are precipitated as hydroxides. The soluble impurities (SiO2, P, As, Mo) can be removed by solvent extraction in a further step [7]. Tungstic acid (WO3·H2O) is precipitated by adjusting the pH with HCl. The purification of WO3 involves further redissolution in ammonia, followed by crystallization of ammonium paratunstate (APT) (NH4)10(H2W12O42)·H2O, and calcination at 600 °C. The main drawbacks of this process is the generation of huge quantity of waste[9] (20-100 tons of sodium salt water per ton of APT), together with the elevated pressure and temperatures. With the aim of reducing the temperature and pressure, ultrasound (US)-assisted heating was proposed by Zhang et al. [10]. The activation energy of the process was not reduced by US heating method, but the rate of reaction was favoured as the ultrasounds aid to eliminate the product layer, so that the kinetic controlling step was transformed. [11]
Roasting of scheelite and wolframite with Na2CO3 [12] is also a current practice to obtain Na2WO4 at 800-900 °C. The impurities Ca, Fe and Mn are not soluble in water so that they are removed. However, again purification processes are needed to remove soluble impurities (SiO2, P, As, Mo). A high excess of Na2CO3 (150-200% of the stoichiometric amount) is required for efficient roasting [12]. HCl is also needed to produce tungstic acid from Na2WO4, and consequently tonnes of sodium salt waste-water are produced. With the aim to remove soluble impurities, Zhang et al. proposed the addition of SiO2 to remove Mo and increase the W yield [13]. Sreenivas et al. [14] prevented the back precipitation of CaWO4 by the addition of Na2CO3, therefore increasing the W yield. More recently, Spooren et al. [11] proposed MW-assisted fusion of a low-melting eutectic alkali salt system of an 1:1 (m/m) NaOH:KOH mixture. By this modification, the reaction temperature was lowered to 150-200 °C and consequently reduced significantly the energy costs. Despite of these improvements, the alkali roasting method still produces large amounts of waste-waters and requires high energy consumption.
Tungstic acid can be directly produced from Scheelite and Wolframite by acid leaching [7,12,15]. However, tungstic acid is precipitated on the surface of the particles and the reaction between HCl and the particles is blocked [15]. For this reason, grinding of the material at a very small size (<44 μm) is a must, increasing the operation and investment costs. On the other hand, a highly pure tungstic acid (WO3·H2O), that can be easily dissolved in ammonia solution, is produced. Similarly to alkaline method described before, WO3 can be obtained after crystallization (APT) and calcination steps. The acidic method also implies the use of strong and toxic acids, such as HCl and HNO3, producing high amounts of salt (chlorides) waters [7,12,15]
In the authors’ previous research papers [1,16], an ionic liquid (IL)-based process involving several technologies (leaching, solvent extraction, stripping, crystallization and calcination), was developed for pure tungsten oxide production at mild conditions (60°C and atmospheric pressure). In this work, the feasibility of the developed IL-based technology for tungsten oxide production from low grade scheelite concentrates (LGSC) was demonstrated at Pilot Plant scale (TRL7). For this purpose, the basic engineering was developed and the pilot plant built for the validation of the process. Prior to the experimental campaign, some experiments were performed at laboratory scale to commit with the requirements of the pilot plant. The present paper proposes an innovative tungsten oxide production process that can be applied to LGSC (1-4% W), with lower environmental impact that the leaching processes discussed in the previous paragraphs. On one hand, alkali/acid digestion or alkali roasting implies tungstic acid precipitation and further purification as ammonium paratungstate (APT). In the precipitation step, huge amount of salt waters (chlorides) are produced. The proposed IL-based process does not require the precipitation of tungstic acid by adjusting pH with HCl, avoiding the generation of this waste. On the other hand, alkali/acid digestion or alkali roasting often requires high energy consumption (high temperature and pressures), this can be mitigated by the use of US or MW, leading to complex processes to be industrialized, and still demanding high energy supply. The proposed DES-leaching process takes place at mild temperatures and atmospheric pressures, achieving high yields in very low times (approx. 1h). The proposed environmentally-friendly IL-based process can be applied for W valorization of tailings, currently stockpiled at the mine sites as tailings currently stockpiled at the mine sites can be valorized at mild operation conditions.
2. Materials & Methods
2.1. Material Characterization
Low grade scheelite concentrate (LGSC) was supplied by Saloro, a tungsten mining producer located in the Northwest of Spain (Barruecopardo mine site). Reagents for characterization (HCl 37%, HNO3 65%, HF 48%) were supplied by Scharlab (Expert Q®).
The elemental composition of solid materials (LGSC, leaching residues, tungsten oxide) was determined by digestion in a microwave Ethos-up of Milestone, according to standard UNE-EN 13656:2020[17], followed by analysis of eluates by Inductively Coupled Plasma Mass Spectrometry (ICP-MS) with a spectrophotometer mod. 7900 of Agilent [17]
Eluates from leaching and solvent extraction were also analyzed by ICP-MS with the same equipment.
Prior to leaching, the material (LGSC) was grinded to an appropriate particle size distribution in a Retsch MM500 ball mill to ensure good leaching behaviour. The granulometry of the material was determined by a digital sieve shaker CISA RP-200-N. Several sieves for different particle size ranges were used (25 μ, 50 μ, 100 μ, 200 μ, 425 μ). The equipment was run for 15 min, at amplitude 2.5 mm and cycle time 10 s. The material was divided into the different granulometry fractions.
2.2. Laboratory Scale Experiments
2.2.1. Leaching
The Deep Eutectic Solvent (DES) composition (Choline Chloride/Oxalic Acid/water ChCl/OA/water 1:1:33 in mol) was established in a previous paper [1] published by the authors.[1] The DES was prepared as follows: Choline Chloride (≥98%, Indagoo) 16.29% wt, Oxalic Acid (99.6%, Valdequimica) 14.71% were added to water (69%) under stirring to make an homogeneous mixture. In order to ensure a good leaching performance, the material was grinded to a particle size -200 μm in a Retsch MM500 ball mill. Leaching reactions were performed in a Premium HME-R Minireactor (1L) provided by Scharlab, equipped with a condenser. The DES was heated up to 60 °C. The material was added to the DES under vigorous stirring and left for a defined time in these conditions. Then, the bulk of reaction was cooled to ambient temperature and filtered under vacuum. The cake was carefully washed and dried at 100 °C. The three fractions were analyzed by ICP-MS following the procedure described in chapter 2.1, in order to obtain the W yields and concentration of impurities. The leachate was stored for solvent extraction experiments.
2.2.2. Solvent Extraction
The solvent extraction step is divided in IL-extraction where W migrates from the leachate to the oil phase, and stripping where W from oil phase is recovered in an aqueous solution. Common laboratory equipment was used for solvent extraction experiments at laboratory scale: stirring plates for mixing aqueous and oil phase and decantation funnels for phase separation. To perform a solvent extraction experiment, both phases were added to a flask and stirred for 1h at high vortex (500 rpm) for 1h. Then, the mixture was poured into a decantation funnel for phase separation. Both phases were collected separately and weighed. An aliquot was taken from the aqueous phase for ICP analysis.
Concerning IL-extraction, in the previous author’s lab scale research [1], an organic solution of the ionic liquid trihexyl(tetradecyl)phosphonium bis(2,4,4-trimethylpentyl)phosphinate (known commercially as Cyphos IL 104 and supplied by Cytec Inc.) 20% wt. in dodecane was selected as oil phase, achieving high W yield (> 90%) in one equilibrium step. However, this ionic liquid is not available at the high quantities needed for Pilot Plant operation. An alternative commercially available ionic liquid was required to scale up the process. In the same publication [1], the ionic liquid trihexyl(tetradecyl)phosphonium chloride (commercially distributed as Cyphos IL 101) was also tested, showing similar W yields. As reported by several authors, Cyphos 101 is normally diluted in aromatic solvents [18,19] or kerosene [20,21]. In this work, the aromatic solvent known as Brenntsolv 150 ND (flash point >61 °C, supplied by Brenntag) was used. This solvent has similar properties to Shellsol A150 (flash point 63 °C), used by other authors [18] with the same ionic liquid Cyphos IL 101. A non-flammable solvent (flash point > 60 °C) was required for this application, as the pilot plant was in a non-classified area. As observed experimentally, with an oil phase containing Cyphos IL 101 and Brenntsolv 150 ND (20:80% wt.), a third phase was formed upon settling [18]. In these cases, a phase modifier (commonly a long-chain aliphatic alcohol) [18] could prevent the formation of a third phase. In this work, 1-octanol (≥ 98%, supplied by Sigma-Aldrich) was used. The oil phase was prepared by mixing Cyphos 101 (19.1% wt), Brenntag A150 (76.4% wt.) and 1-octanol (4.5% wt.).
In the laboratory, when a single solvent extraction experiment is performed (in a funnel), oil and aqueous phase concentrations are in equilibria after mixing and phase separation. The IL-extraction yield can be enhanced by increasing the number of equilibrium steps. In the industry, mixer-settlers are often used to reach the equilibrium between two immiscible phases in solvent extraction. Mixer-settlers are composed of two compartments: mixing and settling chambers. Oil and aqueous phase streams are fed to the mixing chamber at a fixed oil to aqueous phase flow-rate ratio (O/A). The element of interest migrates between both phases until the equilibrium is reached. Then, the mixture flows through the settling chamber (with higher capacity and length), where both phases are separated. The most efficient mixer-settler configuration is the counter-current mode, where both aqueous and oil phase streams flow in opposite directions through the mixer-settlers. At laboratory scale, the number of required equilibrium steps (and mixer-settlers) to achieve a target yield in counter-current mode can be calculated by the McCabe-Thiele method. First, the equilibrium curve is built by performing 9 solvent extraction experiments at different oil-to-aqueous phase ratio (O/A): from 5:1 to 1:5. The aqueous and oil phase concentrations in equilibrium are plotted in a chart. The operation line is built as a straight line which slope depends on the selected O/A ratio and the origin is the final aqueous phase concentration (easily deduced from the target yield and the leachate concentration) in the abscissa. The number of theoretical mixer-settlers is calculated by building steps between the operation line and the equilibrium curve, starting at the leachate concentration and finishing in the final concentration of the aqueous phase.
Concerning stripping, in the previous author’s research [1], an ammonia solution was used as stripping agent at laboratory scale. Tungsten was recovered from the oil phase (Cyphos 104 20% wt. in dodecane) with NH3 1M in one equilibrium step. In the present work, with Cyphos 101 in Brenntsolv 150ND (20% wt.), tungsten stripping yield was optimized by increasing the number of equilibrium steps in cross-current mode. Due to the very low distribution factors, it was not feasible to operate in counter-current mode in the stripping step. With this configuration, a regeneration step is needed after first stripping step. This is due to the fact that WO42- migration from oil phase to stripping solution is accompanied by hydroxyl ions migration to the oil phase to compensate the electric charge. For this reason, a regeneration (neutralization) step is needed after the first stripping step. An hydrochloric 1M solution was used as regeneration agent. The reagents NH3 25% wt. and HCl 35%, used to prepare the stripping and regeneration solutions respectively, were supplied by Valdequimica.
2.3. Pilot Plant Equipment and Operation
The pilot plant was composed of the sections: pre-treatment, leaching, solvent extraction, crystallization and calcination. In the following paragraphs, the equipments and operation conditions in each section of the pilot plant is presented.
2.3.1. Pre-Treatment
As mentioned in the laboratory scale experiments, the material was first milled to an appropriate size before the leaching reaction. The mill Retsch mod. TM-300 allows to grind 5 kg·batch-1. 40 kg Stainless steel balls (Ø 20 mm) were used.
2.3.2. Leaching
Leaching was performed in a 100 L NORMAG spherical glass reactor with electrical heating up to 150 °C (Error! Reference source not found.). To perform the leaching reaction, 70 kg DES (11.4 kg ChCl, 10.3 kg OA, 48.3 kg water) were prepared in a separated tank and pumped to the reactor. The mixture was heated to 60 °C under stirring. Then, 14 kg milled material was added, and the reaction was started. The reaction was left for 2.5 h to make sure the maximum yield was reached. The solid-liquid mixture was driven to a filter TEFSA HPLE filter press with 300 x 300 mm filter plates. The liquid (leachate) and solid (wet cake) phases were separated. Some clean DES was pumped through the wet cake to recover residual tungsten. In the experimental campaign, seven leaching reaction batches were performed to provide enough eluate to the solvent extraction step. All leachate batches were stored in a 1000 L container for the solvent extraction step.
2.3.3. Solvent Extraction
The leachate was driven to the mixer-settler module for the solvent extraction step. Mixer-settlers mod. MSU-5 (Error! Reference source not found.) were provided by MEAB for solvent extraction. Each module is composed of a mixing chamber (1 L) where both aqueous and oil phases were mixed under vigorous stirring and a settling chamber (5L) where phases are separated. The mixer-settlers and all ancillary equipment (pumps, containers) were built in PVDF to guarantee the chemical compatibility with the oil phase components. pH and temperature were monitored in all mixer-settlers. Solvent extraction step takes place in three modules: (1) IL-extraction where W is transferred to the IL-based oil phase, (2) Stripping (including regeneration) where W is recovered in an ammonia solution as ammoniumparatungstate [1]
Figure 1.
L NORMAG spherical glass reactor.

Figure 2.
MSU-5 Mixer-settler module.

2.3.4. Crystallization and Calcination
The stripping solution from the solvent extraction process was fed to crystallization module. A ESDT1 spray dryer, supplied by European Spray dry Technologies, was used. The air inlet temperature was fixed at 230 °C, achieving an exhaust air temperature above 100°C, avoiding the condensation of droplets in the equipment walls. The crystallized ammonium paratungstate (APT) was calcined in a Nabertherm NR 80/11 furnace at the optimized laboratory tested conditions. In previous research developed by the authors [1] , the material was calcined at 650 °C for 3h. For this study, at the same temperature, 1 h was proven to be enough for the complete transformation of APT in WO3.[1]
3. Results
This chapter is divided in two sections. First, the tungsten oxide production process defined in our previous papers [1,16], was adapted to commit with the requirements of the Pilot Plant. Second, the main results of the experimental campaign in the pilot plant are showed and discussed.
3.1. Laboratory Scale Experiments
The material LGSC was first milled (-200 μ) to ensure good homogeneity for ICP-MS characterization and to facilitate the leaching reaction by increasing the particle surface. Table 1 shows the LGSC composition obtained by ICP-MS. Then, a leaching reaction was performed [1] according to procedure described in chapter 0. W yields of 95% were achieved in 1h, showing that the leaching conditions were feasible for this material in the Pilot Plant. A leachate containing 5.26 g·l-1 W (density 1066 g·l-1) with low presence of impurities (Fe 895 ppm was the major impurity, rest of elements < 100 ppm) was produced.
The leachate (5.26 g·l-1 W) was the aqueous phase of the solvent extraction step. The McCabe-Thiele method (Figure 1) was used to determine the number of mixer-settlers (MS) in counter-current mode required for the Pilot Plant. Cyphos 101 in Brenntag A150 with 1-octanol as phase modifier was used as oil phase. The equilibrium curve is very favourable to solvent extraction, achieving 99.99% W yield with 2 MS at O/A ratio 1:2. An oil phase containing 10.52 g·l-1 would be produced with 2 MS.
Tungsten (10.52 g·l-1) contained in the oil phase from the IL-extraction step has to be recovered in the stripping step [1] with NH3 solutions. The equilibrium curve was not favourable to a counter-current stripping step. The distribution factor (KD) at O/A 1:1 was approximately 1, meaning that W will be equally distributed between the aqueous and the oil phase. For this reason, a mixer-settler configuration where clean stripping solution would be fed in each mixer-settler was used. Figure 2 shows the W stripping yields in each mixer-settler. A regeneration step was performed between 1st step and 2nd step with HCl 1 M. As stripping solution, NH3 1M for first step, NH3 0.5 M for 2nd and 3rd steps.
It is worth to mention that, due to the high selectivity of the extractant Cyphos IL 101 in the IL extraction step, and the very selective interaction between NH3 and WO42- to yield APT, negligible concentration of Fe was obtained in the stripping solution.
3.2. Pilot Plant Results
3.2.1. Flow-Sheet
A flow-sheet (Figure 3) of the Pilot Plant was designed taking into account the results of the experiments performed at laboratory scale. The following operation units were considered: leaching (1 reactor + filter device), solvent extraction (6 MS), crystallization (1 spray-dryer) and calcination (1 furnace). Solvent extraction is also divided into IL extraction (2 MS), stripping (3 MS) and regeneration (1 MS).
According to the flow-sheet, the Pilot Plant was constructed. Figure 4 shows the lay out of the Plant. The different sections (leaching, solvent extraction, crystallization and calcination) were identified
3.2.2. Pilot Plant Conditions
Table 2 summarizes de pilot plant operation conditions based on the laboratory scale experiments.
3.2.3. Leaching
In the leaching step, the reaction time was extended to 2.5 hours to confirm the reaction kinetics when scaling up the process. In a first batch, 14 kg LGSC and 70 kg DES were mixed and stirred at 60 °C to validate results obtained at laboratory scale. Figure 5 shows the evolution of W and Fe yields (%) with time (h). As expected, W yield reached 89% in 0.5 h and 94% in 1h. The Fe yield did not increase over 12% during the leaching reaction.
Five leaching reactions were run at similar conditions than previous experiment. Good repeatability in terms of yields was achieved. Figure 6 shows the distribution of W and Fe in the three fractions (leachate, washing waters and dry solid). The first leaching batch (T1) is the one reported in Figure 5. As leachates concentrations were in the same order of magnitude, they were mixed in the same container for the IL extraction experiments.
3.2.4. Solvent Extraction
With the aim to show the feasibility of the process, the mixer-settler module was run for enough time (3 days) to demonstrate that the process is confident and robust. During this period the mixer-settlers were operated at lower flow rate (3.6 l·h-1 leachate) than nominal capacity (23.3 l·h-1) to avoid an excessive consume of reagents in the experimental campaign. Nevertheless, the mixer-settlers module was tested at the nominal capacity (23.3 l·h-1), maintaining the same W extraction performance in terms of yields (Table 3). Global W yields were higher than 95% in both operation regimes, with very low Fe yield (0.3%). In the regeneration step, only 0.2% W was missed, as expressed in Table 3 by a negative value.
3.2.5. Crystallization and Calcination
The stripping solution from the previous step (approx. 70 l) was evaporated in the Spray-dryer to produce ammonium paratungstate (APT). In this pilot plant, ammonia was not recovered. However, a future industrial process, it would be possible to recover NH3 for re-use by direct water absorption at high pressures and low temperatures [22]. Other possibility is the valorization of NH3 as fertilizer in the form of ammonium sulphate or nitrate by scrubbing in acidic solution [23]. APT was calcined at 650 °C for 1 h to produce 220 g WO3. Table 4 shows the characterization of the final product. The WO3 purity was 99.3% [1]. The XRD spectra (Figure 7) fits well with the WO3 structure.
4. Conclusions
In this paper, a novel technology involving environmentally-friendly DES and ILs for high purity (> 99%) tungsten oxide production at mild temperatures and atmospheric pressure was demonstrated at Pilot Plant scale (TRL7), achieving excellent global W yields (91.6%) from low grade scheelite concentrates (1-4% W). By this technology, W tailings (0.02% W), currently stockpiled in the mine sites, can be valorized after a pre-concentration treatment. The pilot plant was operated for a long period (3 days), showing that a W production process based on this flow-sheet can be feasible at industrial level.
The developed process is proposed as a green alternative to current technologies described in the SoA (alkaline/acid leaching and alkaline roasting) that involves the use of strong and harmful acids and alkalis, as well as high temperatures and pressures.
Author Contributions
Conceptualization, J.N., L.Y.; methodology, J.N., L.Y., J.A. and J.L.A.; investigation, J.N., L.Y., J.A. and J.L.A.; data curation, J.N., L.Y., J.A. and J.L.A.; writing-original draft preparation, J.N. and L.Y.; writing-review and editing, J.N. and L.Y., supervision, J.N. and L.Y. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the TARANTULA project which received funding from the European Union’s Horizon 2020 Research and Innovation program under Grant Agreement n◦ 821159. This paper reflects only the author’s views and neither Agency nor the Commission are responsible for any use that may be made of the information contained herein.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Acknowledgments
The authors wish to thank Agne Alhenius, CEO of SALORO (Spain) for the provision of the material LGSC (Low Grade Scheelite Concentrate) for the experimental campaign in the pilot plant.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Nieto, J.; Yurramendi, L.; Aldana, J.L.; del Río, C.; Siriwardana, A. A Process Based on Ionic Liquids for Tungsten Valorization from Low Grade Scheelite Concentrates . Proceedings of the ISEC 2022 Gothenburg Sweden 2023.
- Is Tungsten a Good Conductor of Electricity ? Available online: https://domadia.net/blog/is-tungsten-a-good-conductor-of-electricity/ (accessed on 22 November 2024).
- Tungsten (W) - The Different Properties and Applications Available online: https://www.azom.com/article.aspx?ArticleID=9119 (accessed on 22 November 2024).
- China Dominates Tungsten Mine Production | China Is the Top Supplier of Tungsten While US Produces Zero - MINING.COM Available online: https://www.mining.com/web/tungsten-miner-says-clients-in-shock-as-china-chokes-supply/china-dominates-tungsten-mine-production-china-is-the-top-supplier-of-tungsten-while-us-produces-zero/ (accessed on 11 March 2025).
- Foucaud, Y.; Filippov, L.; Filippova, I.; Badawi, M. The Challenge of Tungsten Skarn Processing by Froth Flotation: A Review. Front Chem 2020, 8. [CrossRef]
- Michaud, D. Extraction of Tungsten from Scheelite Ore - 911Metallurgist Available online: https://www.911metallurgist.com/blog/extraction-tungsten-scheelite-ore/#Tungsten-TablingCircuit (accessed on 22 November 2024).
- Ahn, H.H.; Lee, M.-S. Hydrometallurgical Processes for the Recovery of Tungsten from Ores and Secondary Resources. 2018. [CrossRef]
- Orefice, M.; Nguyen, V.T.; Raiguel, S.; Jones, P.T.; Binnemans, K. Solvometallurgical Process for the Recovery of Tungsten from Scheelite. Ind Eng Chem Res 2022, 61, 754–764. [CrossRef]
- Li, J.; Ma, Z.; Liu, X.; Chen, X.; Zhao, Z. Sustainable and Efficient Recovery of Tungsten from Wolframite in a Sulfuric Acid and Phosphoric Acid Mixed System. ACS Sustain Chem Eng 2020, 8, 13583–13592. [CrossRef]
- YANG, J. hong; He, L. hua; Liu, X. heng; Ding, W. tao; SONG, Y. feng; ZHAO, Z. wei Comparative Kinetic Analysis of Conventional and Ultrasound-Assisted Leaching of Scheelite by Sodium Carbonate. Transactions of Nonferrous Metals Society of China (English Edition) 2018, 28, 775–782. [CrossRef]
- Spooren, J.; Wouters, W.; Michielsen, B.; Seftel, E.M.; Koelewijn, S.-F. Microwave-Assisted Alkaline Fusion Followed by Water-Leaching for the Selective Extraction of the Refractory Metals Tungsten, Niobium and Tantalum from Low-Grade Ores and Tailings. Miner Eng 2024, 217, 108963. [CrossRef]
- Bhosale, S.N.; Mookherjee, S.; Pardeshi, R.M. Current Practices in Tungsten Extraction and Recovery. High Temperature Materials and Processes 1990, 9, 147–162. [CrossRef]
- Yang, W.; Wang, W.; Wu, X.; Yang, K.; Li, Q.; He, J. Co-Extraction of Tungsten and Molybdenum from Refractory Scheelite – Powellite Blend Concentrates by Roasting with Na 2 CO 3 and SiO 2 and Leaching with Water. 2018, 4433. [CrossRef]
- SREENIVAS, T.; Srinivas, K.; NATARAJAN, R.; PADMANABHAN, N.P.H. An Integrated Process for the Recovery of Tungsten and Tin from a Combined Wolframite-Scheelite-Cassiterite Concentrate. Mineral Processing and Extractive Metallurgy Review 2010, July-Septe, 193–203. [CrossRef]
- Kalpakli, A.O.; Ilhan, S.; Kahruman, C.; Yusufoglu, I. Dissolution Behavior of Calcium Tungstate in Oxalic Acid Solutions. Hydrometallurgy 2012, 121–124, 7–15. [CrossRef]
- Yurramendi, L.; Nieto, J.; Siriwardana, A. Recovery of Tungsten from Downstream Mineral Processing Fractions by Deep Eutectic Solvents. Mater. Proc. 2021, 5, 96. [CrossRef]
- 2: UNE-EN 13656, 1365; 17. AENOR UNE-EN 13656:2020 Soil, Treated Biowaste, Sludge and Waste - Digestion with a Hydrochloric (HCl), Nitric (HNO3) and Tetrafluoroboric (HBF4) or Hydrofluoric (HF) Acid Mixture for Subsequent Determination of Elements; 2020;
- Deferm, C.; Onghena, B.; Nguyen, V.T.; Banerjee, D.; Fransaer, J.; Binnemans, K. Non-Aqueous Solvent Extraction of Indium from an Ethylene Glycol Feed Solution by the Ionic Liquid Cyphos IL 101: Speciation Study and Continuous Counter-Current Process in Mixer-Settlers. RSC Adv 2020, 10, 24595–24612. [CrossRef]
- Zhu, Z.; Tulpatowicz, K.; Pranolo, Y.; Cheng, C.Y. Solvent Extraction of Molybdenum and Vanadium from Sulphate Solutions with Cyphos IL 101. Hydrometallurgy 2015, 154, 72–77. [CrossRef]
- Kumari, A.; Sinha, M.K.; Sahu, S.K.; Pandey, B.D. Solvent Extraction and Separation of Trivalent Lanthanides Using Cyphos IL 104, a Novel Phosphonium Ionic Liquid as Extractant. Solvent Extraction and Ion Exchange 2016, 34, 469–484. [CrossRef]
- Nayak, S.; Devi, N. Separation and Recovery of Gallium(III) Ions from Aqueous Phase by Liquid–Liquid Extraction Using a Novel Extractant, Cyphos IL 101. Turk J Chem 2017, 41, 892–903. [CrossRef]
- Fernández-Seara, J.; Sieres, J.; Rodríguez, C.; Vázquez, M. Ammonia-Water Absorption in Vertical Tubular Absorbers. International Journal of Thermal Sciences 2005, 44, 277–288. [CrossRef]
- Hadlocon, L.J.; Zhao, L. Production of Ammonium Sulfate Fertilizer Using Acid Spray Wet Scrubbers; 2015;
Figure 1.
Calculation of MS by McCabeThiele method.
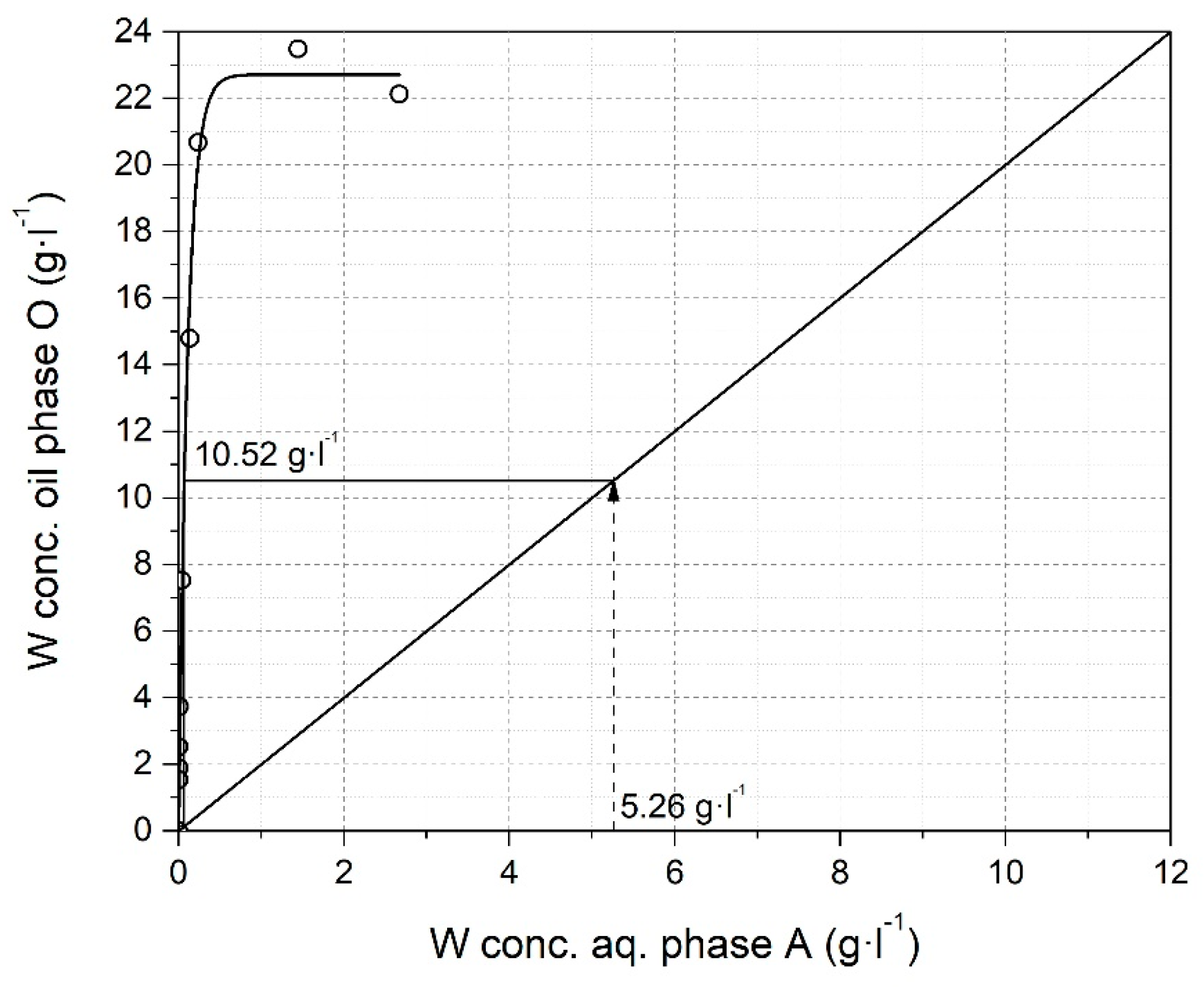
Figure 2.
Stripping process in three steps with new stripping agent in every step.
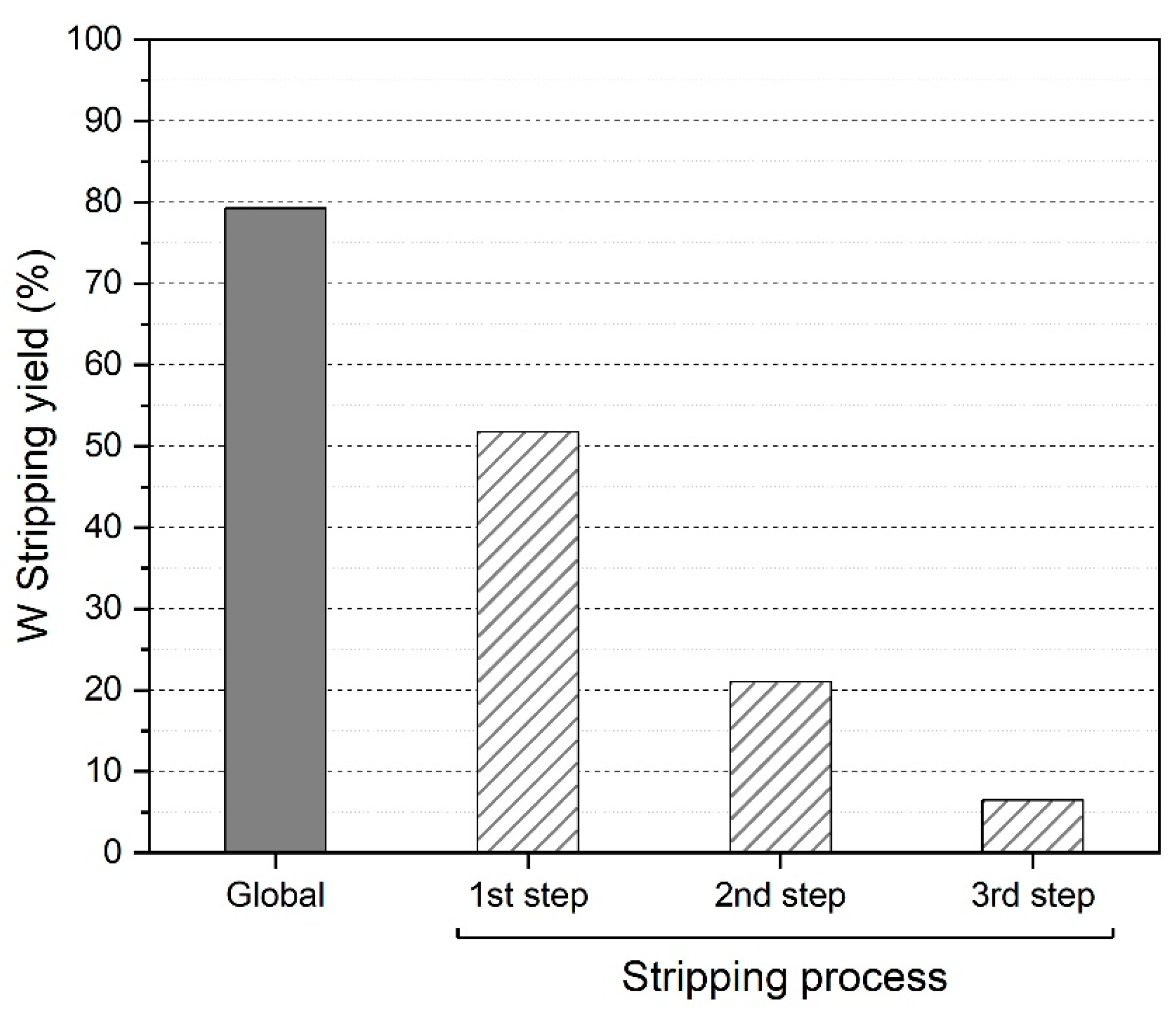
Figure 3.
Flow-sheet of the W Production Pilot Plant.
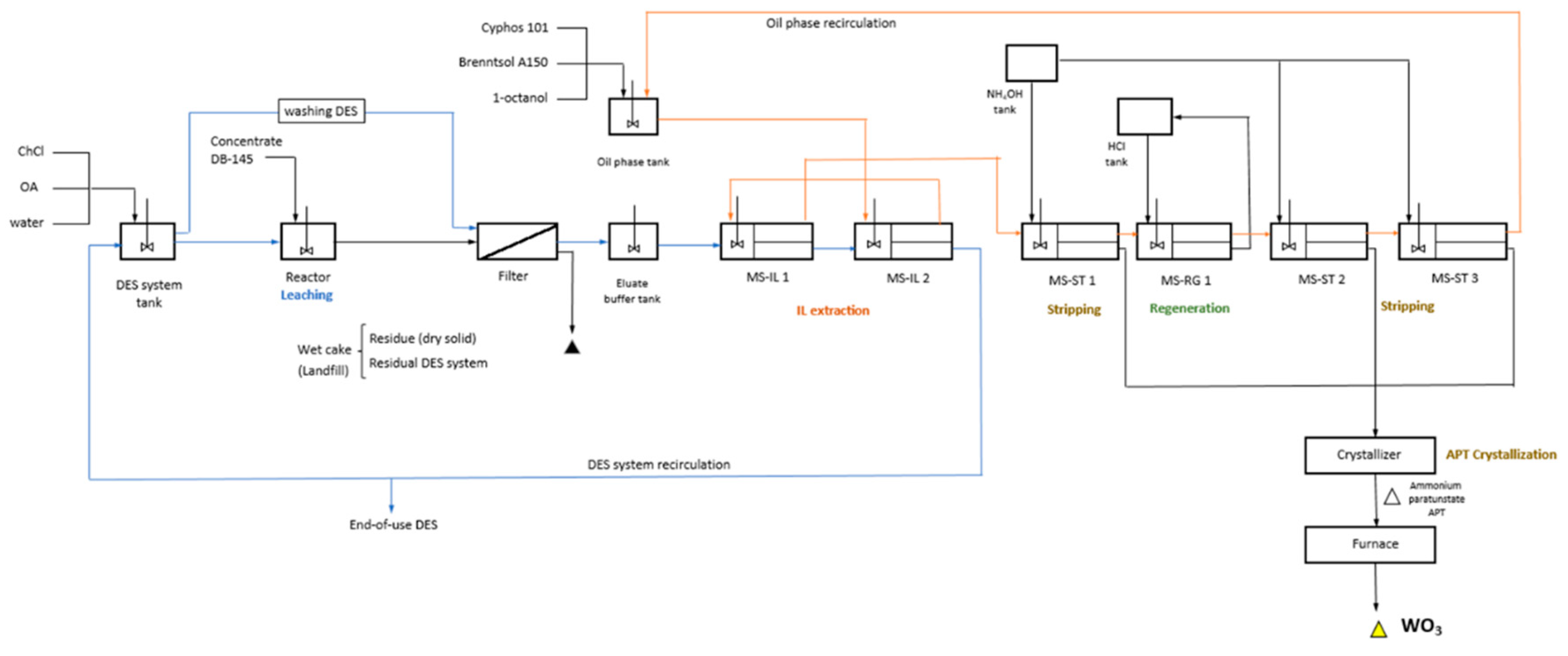
Figure 4.
Lay out of the W Production Pilot Plant.
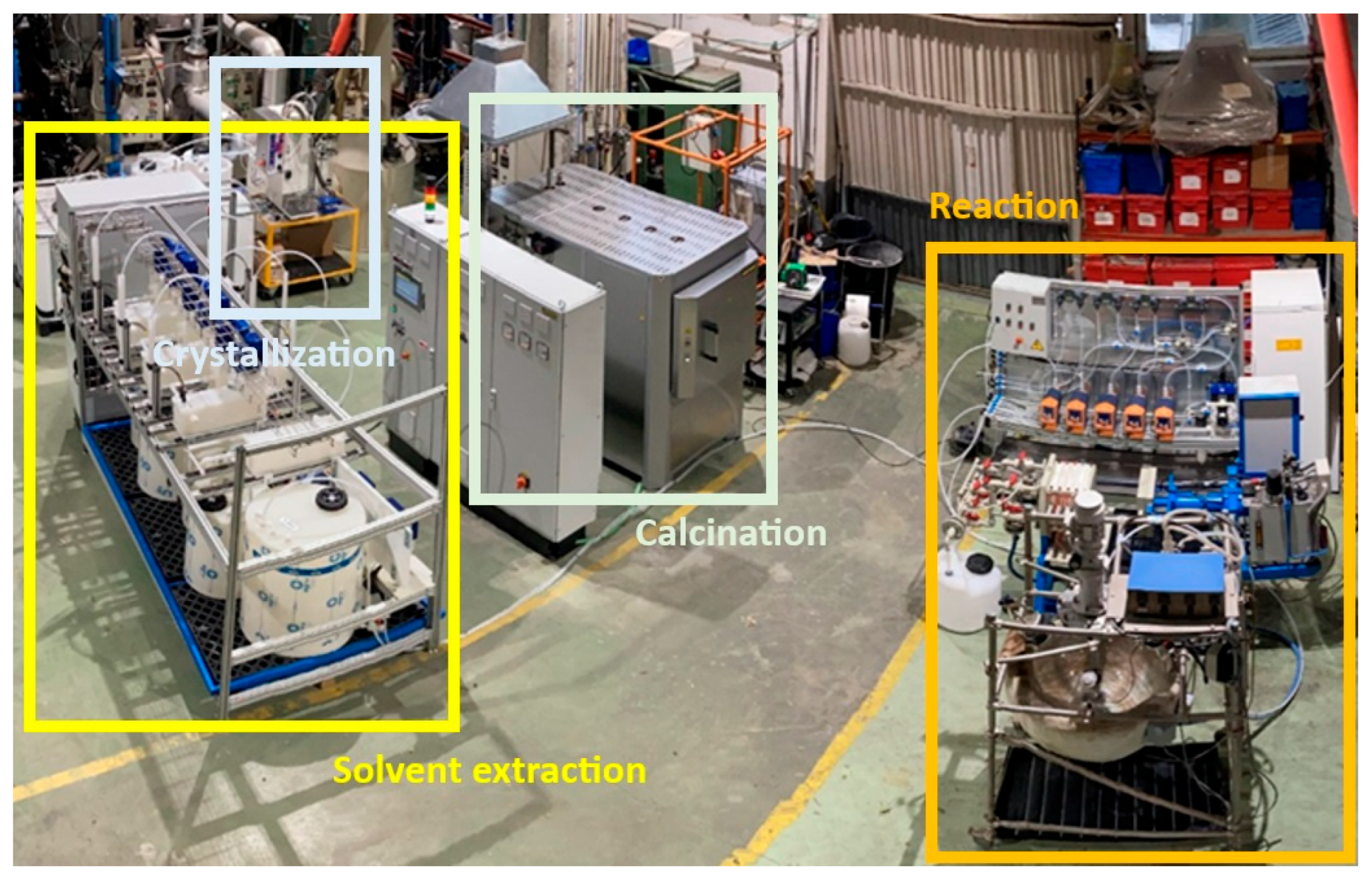
Figure 5.
Evolution of W and Fe yields for one leaching batch (time 2.5 h, T 60 °C, L/S 5, L/S 5, 14 kg material LGSC, 70 kg DES).
Figure 5.
Evolution of W and Fe yields for one leaching batch (time 2.5 h, T 60 °C, L/S 5, L/S 5, 14 kg material LGSC, 70 kg DES).
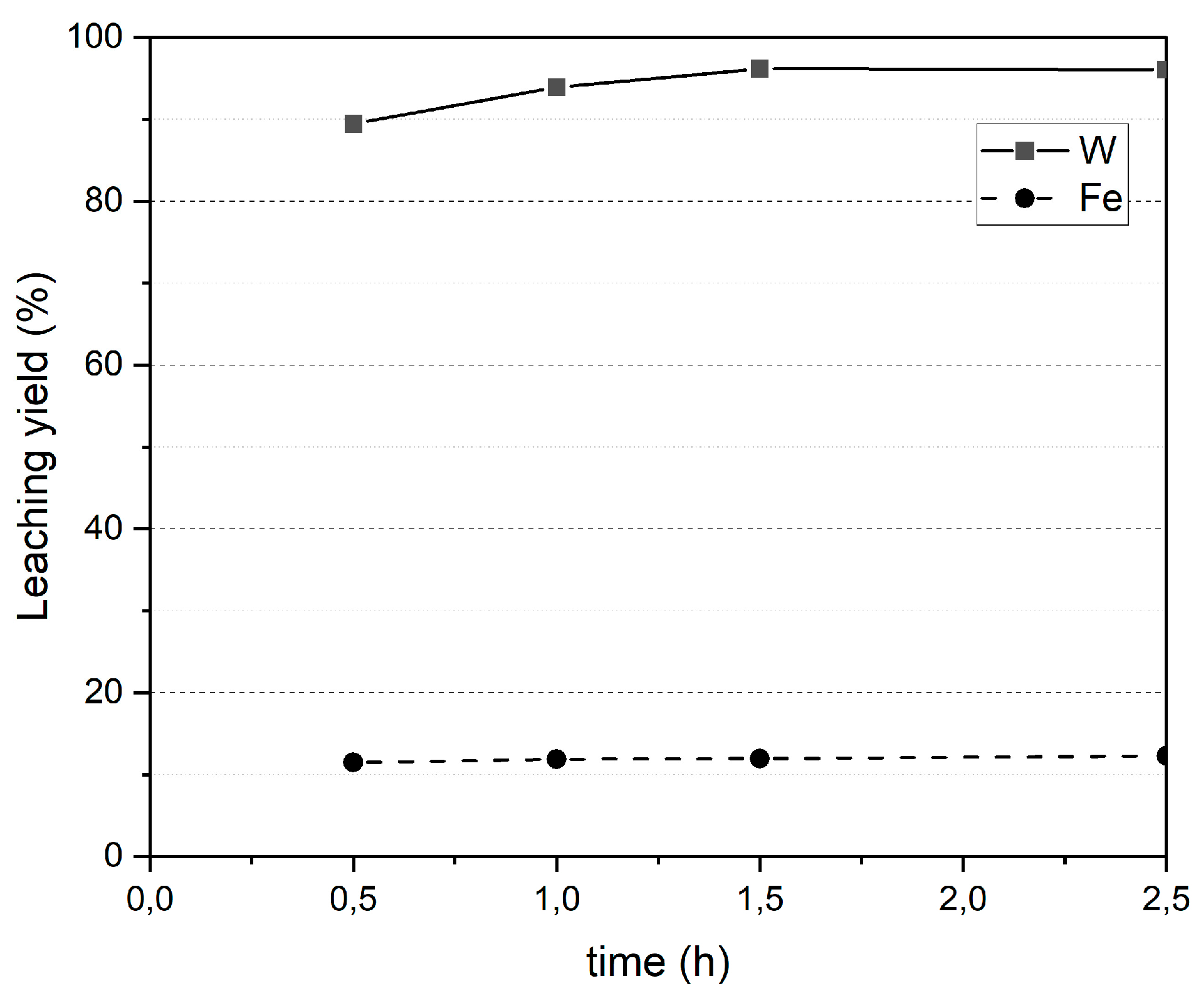
Figure 6.
Distribution of W and Fe in the three fractions (Residue, Washing waters and leachate) in the five leaching reactions.
Figure 6.
Distribution of W and Fe in the three fractions (Residue, Washing waters and leachate) in the five leaching reactions.
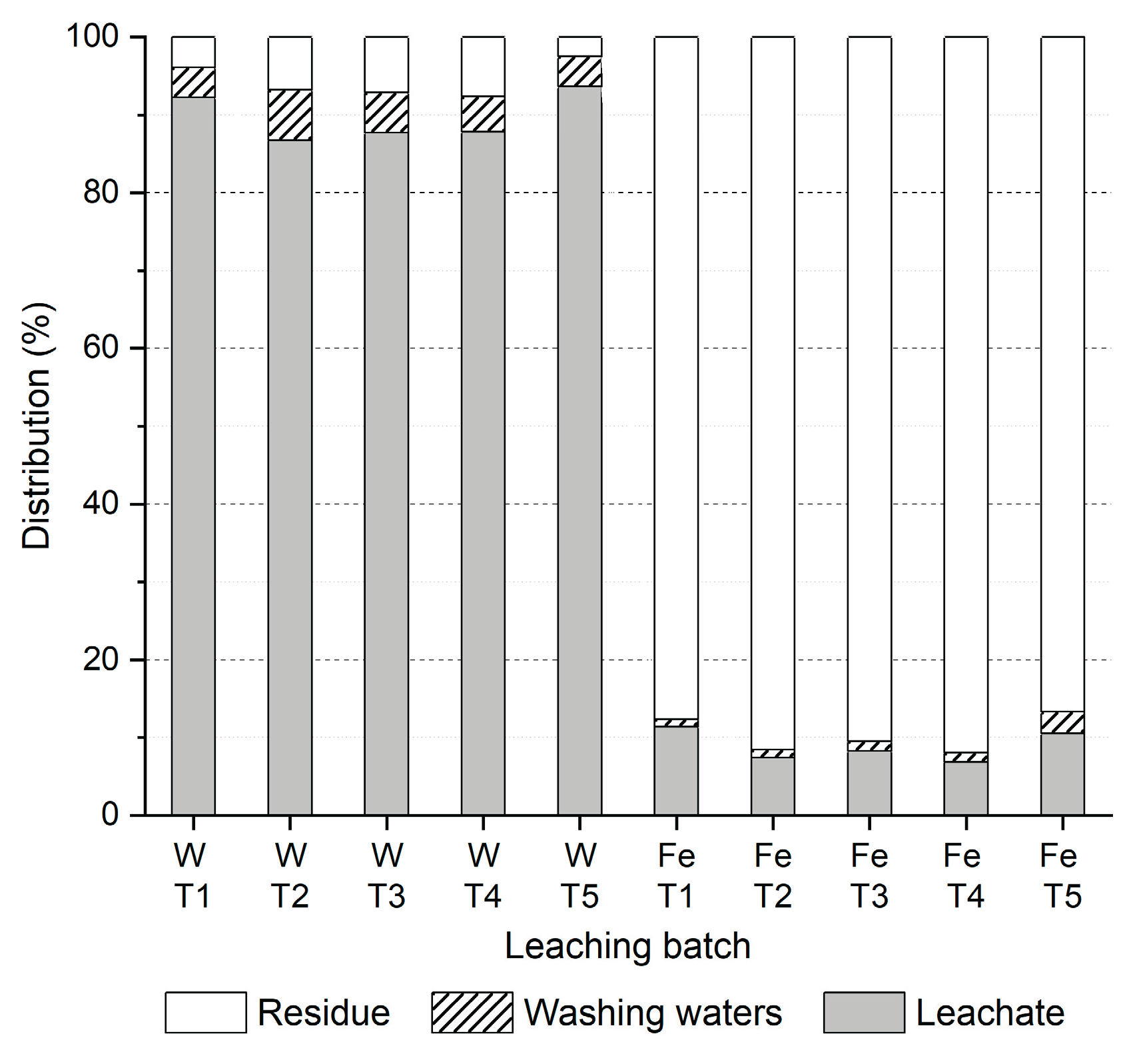
Figure 7.
XRD spectra of produced WO3 in the Pilot Plant.
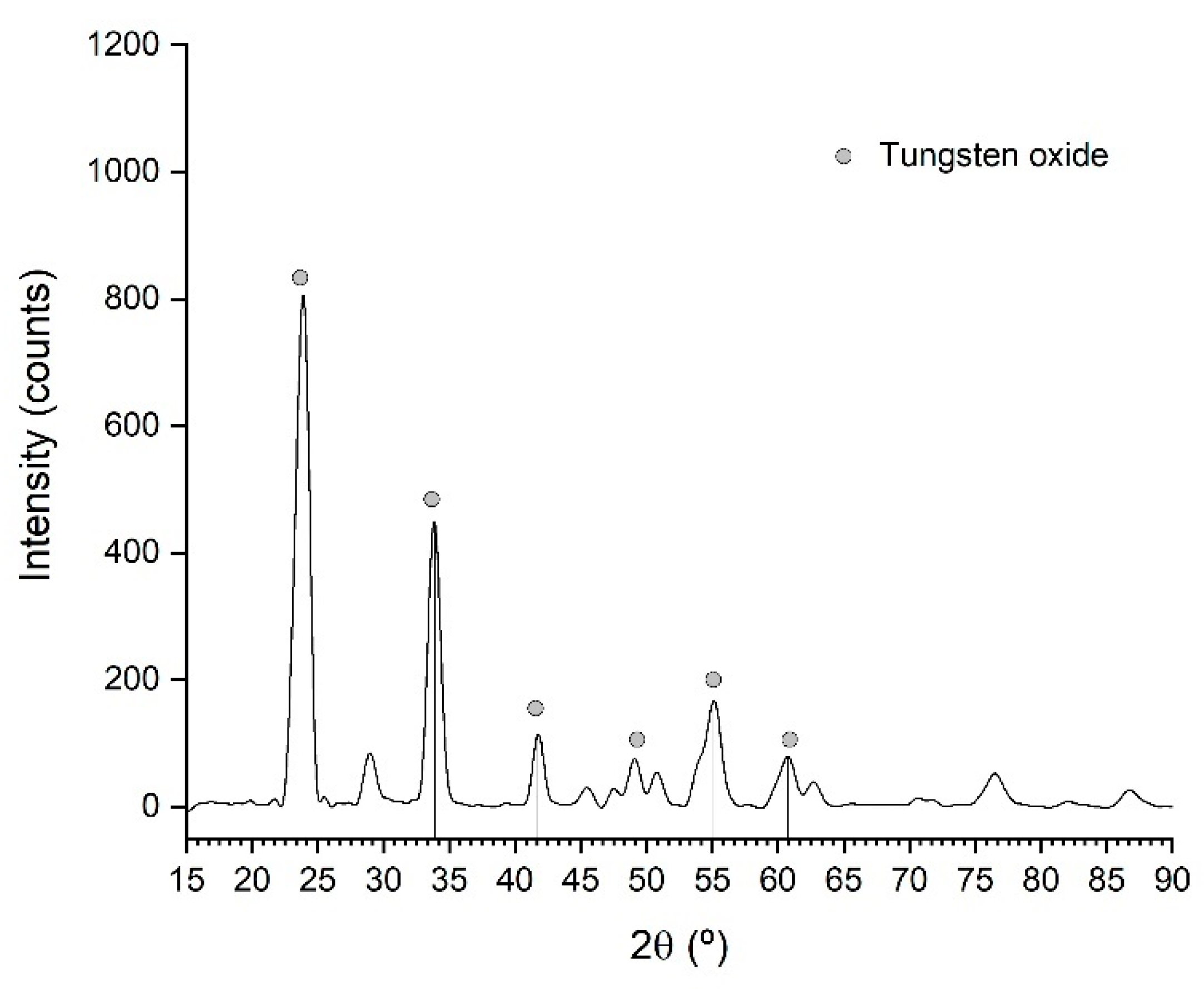

Table 1.
Elemental composition of LGSC supplied by Saloro.
| W | Si | Al | Fe | K | Ca | Na | |
| Conc. (%) | 2.6 | 31.5 | 4.6 | 3.5 | 4.0 | 1.1 | 1.8 |
Table 2.
Optimized operation conditions in the pilot plant for WO3 production from LGSC.
| Stage | Conditions |
| Leaching | T 60 °C time 1h L/S ratio 5 |
| IL Extraction Stripping Regeneration |
IL Extraction Oil phase:
Stripping NH3 1M (first mixer settler) NH3 0.5M (2nd and 3rd mixer settlers) O/A 1:1 Regeneration HCl 1M O/A 1:1 |
| Crystallization | T 105 °C |
| Calcination | T 650 °C time 1h |
Table 3.
Extraction yields (%) in the Solvent Extraction module.
| EXTRACTION | W | Fe |
| EXTRACTION | 97.6 | 5.0 |
| STRIPPING | 98.3 | 14.2 |
| REGENERATION | -0.2 | - |
| OVERALL | 95.7 | 0.3 |
Table 4.
Characterization of produced WO3 in the Pilot Plant. All concentrations in %.
| WO3 | SiO2 | P2O5 | TiO2 | Al2O3 | CaO | Fe2O3 | Rest |
| 99.30 | 0.34 | 0.16 | 0.07 | 0.04 | 0.02 | 0.01 | 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



