
Submitted:
25 June 2025
Posted:
26 June 2025
You are already at the latest version
Abstract
The application of Wire Arc Additive Manufacturing for metal component fabrication on marine vessels and offshore platforms remains a significant challenge and an under-explored research domain. The primary obstacle lies in the dynamic and complex nature of the maritime environment, which imposes severe constraints on the operational stability of 3D printing systems. Methodologically, the article presents an analysis of the problems of using WAAM technology in the marine environment, as well as a theoretical analysis of the functionality, advantages and limitations of technical and software tools designed to improve the reliability of WAAM technology in marine conditions. The findings indicate that while WAAM offers notable adaptability and flexibility, maintaining print quality remains a challenge due to the high sensitivity of the process to fluctuations in thermal and mechanical conditions, particularly under the influence of shipborne vibrations. To accelerate the adoption of WAAM technology in maritime industries, this study synthesizes existing research aimed at improving instrumentation for effective WAAM implementation. Specific technical requirements for deploying WAAM on marine vessels are identified, alongside a critical assessment of current software and hardware solutions that could enhance the robustness of WAAM in offshore environments. Furthermore, recommendations are provided for advancing digital modeling, real-time monitoring, diagnostic methodologies, and process control to optimize WAAM for marine engineering applications. The study also delineates the functional properties of various metals suitable for WAAM-based manufacturing in maritime settings, highlighting their respective benefits and limitations. Ultimately, enhancing instrumentation for high-quality 3D printing is identified as a key driver for ensuring the competitiveness and innovation potential of WAAM technology in the maritime sector.
Keywords:
Additive manufacturing
; quality control
; metal alloys
; process modeling
; marine engineering
; tooling
; control systems
; forecasting
1. Introduction
Additive manufacturing, in particular Wire Arc Additive Manufacturing (WAAM) technology, represents one of the most promising and actively evolving areas in modern industry. This method makes it possible to form metal products through layer-by-layer deposition of material, thereby providing an effective alternative to traditional manufacturing techniques. Unlike subtractive methods, such as mechanical processing based on the removal of excess material by cutting or grinding, WAAM is characterized by high resource efficiency, minimizing metal waste due to the targeted build-up of the structure. WAAM technology is widely used in high-tech industries such as aerospace, mechanical engineering, shipbuilding, and energy, where the manufacture of large-sized and structurally complex parts is especially important. By combining welding principles with additive approaches, WAAM offers high-strength characteristics and manufactured components quality while maintaining high flexibility in designing products of various geometries and sizes.
At the same time, ensuring the stability of technological parameters and characteristics of manufactured products requires high-precision process control at all stages of WAAM, taking into account its multi-parametric nature. Comprehensive information integration of changes in parameters and characteristics that have a direct impact on the quality of final products is needed, which leads to the need for reliable monitoring and management systems capable of ensuring the stability and reproducibility of the production process. A significant amount of empirical data collected during production demands their detailed analysis and interpretation in order to optimize, which stimulates the development of new approaches to control, availability and accuracy of parameters.
Analyzing the functionality, potential limitations of modern tools, and challenges associated with the implementation of WAAM technology allows for a deeper understanding of key issues and technological gaps. Such an analysis makes it possible to assess in more detail the causes of defects affecting the quality of manufactured products. An overview of modern approaches to process parameter control and optimization contributes to a better understanding of existing technological difficulties and strategies to overcome them.
Simultaneously, the authors of this article, exploring WAAM processes with an insight into marine industry and drawing on their experience using robotic wire-arc equipment on naval vessels, present their results and recommendations regarding further application in this direction. The presented findings are aimed at further development and adaptation of the technology in the marine industry, which, in return, contributes to a deeper understanding of ways to improve monitoring and management systems to enhance the stability and operational efficiency of WAAM under maritime operational conditions.
One of the key factors influencing the quality of WAAM implementation when it is used on offshore platforms and ships is external factors, particularly vibrations and oscillations. These impacts significantly complicate the formation of components, creating risks of deviation from the set parameters and the occurrence of defects. A number of studies, specifically in the works of X. Shi et al. [1,2], emphasize the necessity of taking into account the specific loads occurring in real conditions of marine operation. However, despite valuable observations, these studies did not consider the effect of prolonged vibration exposure on the stability of the deposition process and the properties of the formed material, nor did they ponder other several critically factors. In the study by K. Sainath et al. [3], the significance of adaptive control systems capable of accounting external influences to maintain WAAM process stability in marine environment was emphasized. Nevertheless, aspects of active compensation of abrupt vibrations and oscillations in operation have not received due consideration. Similarly, in the work of F. Ji et al. [4] characterized the nature of defects arising during additive arc production, but there was no emphasis on real-time defect mitigation under dynamic external influences. The study by L. Xue et al. [5] focused on defects control caused by dynamic compression, but did not take into account additional loads typical of the marine environment, such as vibration and shock effects.
In the work of N. Rosli et al. [6] analyzed the influence of external factors on the WAAM process, however, such critical parameters as ship pitching and vibrations remained outside the field of study. A study by S. Tang et al. [7]proposed a methodology regarding changing thermomechanical characteristics in WAAM process, but the external environment impacts, especially in the marine context, was not included. In the work of Y. Wang et al. [8]considered methods for stabilizing thermal effects in the weld area, which acts as an important element of quality assurance, but the authors did not take the constant dynamic characteristic changes of the marine environment into consideration, as well as the associated corrosive and climatic effects, which significantly affect the reliability of marine structures. However, the above-mentioned and other reviewed scientific papers do not address the issues of choosing modern tools to ensure the utility of WAAM in the marine environment.
Modeling, control and forecasting of technological processes play a key role in increasing the efficiency of WAAM technology, since these components allow not only predicting manufacturing results, but also optimizing parameters in real time. In the study by I. Watanabe et al. [9]numerical modeling methods were applied, which made it possible to analyze the mechanical changes of the material during the surfacing process. However, these models did not take into account the dynamic variability of parameters that occurs during long production cycles. The work of L. Yuan et al. [10] focused on software management tools that facilitate rapid response to technological deviations and ensure high product quality, but its use was limited to laboratory conditions with stable external parameters.
Predictive technologies using machine learning methods have demonstrated the potential to predict product characteristics based on collected production data, as shown in the work of D. Ding et al. [11] However, the study did not consider the models’ resilience to sudden changes in production conditions, which is critical for applications in the marine industry. Similarly, a study by M. Chandra et al. [12], which focused on predicting the occurrence of defects in the WAAM process, did not cover complex defects that occur at various stages of manufacturing, including under the influence of external disturbing factors.
In the work of J. Franke et al. [13],, integrated technological solutions combining monitoring, management and data processing systems were considered, but their applicability in an unstable marine environment remained outside the scope of the analysis. The H. Study Cho et al.[14], focused on real-time data processing to improve the accuracy and adaptability of process control, while the factor of mutual influence of thermal and mechanical loads, critical for ensuring the stability of WAAM, was not taken into account. The innovative algorithms for automated control of WAAM processes, considered in the work of A. Yaseer[15], demonstrate significant potential in the field of parameter optimization, however, the study was limited to the analysis of already stabilized processes and did not concern the integration of such algorithms in a volatile production environment. In the work of C. Ruiz et al. [16],, methods for predicting the quality of finished products based on the analysis of data obtained during the WAAM process were investigated. However, the authors did not pay attention to the influence of complex external factors, including combined thermal and mechanical effects in real time, which can significantly distort forecasts and reduce the accuracy of models. The issues of choosing digital technologies for modeling, monitoring, and managing the WAAM 3D printing process, taking into account the destabilizing effects of the external environment, have also not been considered.
Important aspects of the temperature resistance of metals were examined in the work by A. Kostenko et al. [19] but an analysis of their corrosion resistance during operation was absent, which is critically important for the marine industry. The study by S. Panicker et al.[20], focused on the influence of mechanical stresses on the microstructure of metals during WAAM, but issues related to deformations, crack formation, and their prevention in unstable production conditions were not sufficiently addressed. In the work by A. Maurya et al. [21], approaches to optimizing the selection of metals and alloys depending on process parameters to enhance the wear resistance of final products were proposed. However, the study insufficiently accounted for the interaction of complex factors, such as temperature gradients, cooling rate, and external dynamic impacts. The study by G. Barrionuevo et al. [22], was oriented towards optimizing simulation parameters to improve the accuracy of predicting defects in metal but was limited to standard printing conditions, not taking into account the influence of vibrations, rolling, and other dynamic factors characteristic of marine operation. The work by F. Marefat et al. [23], contributed to understanding the influence of changes in metal composition on the stability of the WAAM process but did not cover the aspect of adapting material properties to changes in the surrounding environment. Meanwhile, this adaptability could be one of the key factors for the successful application of WAAM in marine engineering, where ensuring the durability and reliability of components in an aggressive external environment is critically important.
Consequently, the aim of this article is a comprehensive analysis and investigation of modern instrumental tools aimed at improving wire arc additive manufacturing, with an emphasis on identifying key technical problems and challenges caused by the impact of the dynamic marine environment. Furthermore, the article presents recommendations for applying the corresponding instrumental support and selecting metals, taking into account the specifics of the maritime sector. To achieve this goal, several key tasks have been defined: – Investigation of the features of applying WAAM technology in the marine industry, where complex operating conditions, including vibrations and oscillations, impose additional requirements on process control systems and quality assurance of manufactured products; – Analysis of the functional capabilities, advantages, and limitations of existing technical and software tools for monitoring, diagnostics, management, and control of 3D printing to enhance the efficiency of WAAM in a marine environment; – Analysis of modern methods and technologies for digital modeling, monitoring, diagnostics, and control of the WAAM process, aimed at improving the accuracy, stability, and reproducibility of 3D printing, identifying their strengths and existing limitations in the context of ensuring the quality and geometric precision of metal parts; – Determination of the advantages and disadvantages of the operational and technological properties of metals used in the production of components for the marine industry, oriented towards ensuring the reliability, resilience, and stability of the WAAM process under marine operating conditions.
Overall, this article is aimed at improving the WAAM methodology, contributing to the development and adoption of more reliable, high-performance solutions for the use of additive manufacturing in the marine industry.
2. Methodology
2.1. Current Research
This research focuses on additive manufacturing using wire arc additive manufacturing (WAAM) technology, specifically for applications in the maritime industry, including ships and mobile platforms. The study assessed the impact of vibrations and ship motion on the stability of the deposition process and the final quality of manufactured components. To achieve this, data on the frequencies and amplitudes of vibrations caused by shipboard machinery operations were analyzed. Structural solutions aimed at minimizing these negative effects were explored, particularly through the use of a gyrostabilized platform to maintain equipment at a horizontal level. The study also examined an automated WAAM control system developed by the authors, featuring a feedback mechanism tailored for the specific operational conditions of 3D printers on a maritime vessel.
2.2. Instrumental Tools for Enhancing WAAM Technology in Maritime Environments
The research involved a detailed analysis of technical documentation and scientific articles indexed in the Scopus database over the past five years, focusing on additive manufacturing using wire arc additive manufacturing (WAAM) technology. A key aspect of the study was the comprehensive evaluation of existing instrumental tools for improving the WAAM process for use on ships and offshore platforms. The functional purpose, advantages, and disadvantages of various technical solutions for mitigating the impact of the marine environment and stabilizing technological operations in WAAM were outlined. The study also described the functional roles, benefits, and limitations of technical tools used to assess the quality of parts produced by 3D printers using WAAM technology. Additionally, an overview of available software tools for process analysis, simulation, and quality assurance of WAAM-produced components was provided, highlighting their advantages and drawbacks.
2.3. Digital Modeling, Monitoring, Diagnostics, and Control Tools for the WAAM Process
The analysis of functional capabilities for ensuring the efficiency of 3D printing was based on the study of tools that enable precise calculation of thermal fields and mechanical stresses, as well as their integration into the process control system. Particular attention was given to modeling tools that assess the impact of thermal cycles on material properties, helping to better control the cooling process and prevent defect formation in metal parts manufactured using WAAM technology. The study also focused on advanced technological approaches to monitoring and controlling the process and material behavior during deposition. Key monitoring and control systems for different stages of the 3D printing process were identified, along with their roles in ensuring high product quality, as well as their advantages and limitations in practical applications. Additionally, the study examined the future prospects of instrumental tools aimed at improving WAAM processes. Considering trends in automation, opportunities for integrating artificial intelligence and machine learning into process modeling and control were explored. The development of digital technologies for further defect reduction and quality enhancement in manufactured components was also analyzed. A classification of modern instrumental tools for ensuring high-quality WAAM processes was proposed.
2.4. Metals Used in WAAM Technology for the Maritime Industry
Special attention was given to the selection of metals for WAAM applications in the maritime industry. The study analyzed the functional advantages and disadvantages of using different alloys according to a proposed classification. The specific properties of the analyzed alloys affecting the 3D printing process were outlined. Challenges requiring detailed consideration and optimization of the WAAM process to achieve the required quality and reliability of final products were discussed. Special attention was paid to challenges related to the influence of different materials and WAAM process conditions on the stability and reproducibility of the process.
3. Results
3.1. WAAM Technology in Maritime Environments
Despite its undeniable advantages, wire arc additive manufacturing (WAAM) technology, whose structural component diagram is shown in Figure 1, has not yet been properly implemented on maritime vessels and platforms [24,25,26,27]. The primary reasons for this include the challenging conditions of the dynamic marine environment and the impact of various production factors on the manufacturing process of metal components.
During the technological process of 3D printing, utilizing the WAAM technology, each intermediate component undergoes numerous thermal cycles, which significantly influence the material microstructure and the quality of the final part. The heating and cooling processes inherent to each layer contribute to the formation of a microstructure distinct from those of materials fabricated via traditional methods, such as machining, casting, or rolling. The continuous thermal fluctuations lead to variations in crystalline structure, phase distribution, and mechanical properties, including strength, ductility, and durability [28]. Simultaneously, the WAAM technology offers unique opportunities for the creation of multi-material structures, with varying properties within a single component. This is achieved by employing different materials for distinct sections of the part, ensuring optimal characteristics for each functional zone. Such material flexibility reduces costs by minimizing the need for expensive universal materials while enhancing the part’s performance by aligning its properties with specific operational requirements [29]. Furthermore, WAAM facilitates material mixing, enabling the development of complex coatings with improved properties, such as corrosion resistance under real marine conditions or enhanced wear resistance, as well as the ability to form material transitions within a single component [30].
A key feature of the wire arc additive manufacturing technology is its significant potential for application on marine vessels and various offshore platforms, particularly in environments requiring rapid and autonomous fabrication or repair of metal components. This technology enables the production of large-scale parts with minimal material waste, making it particularly attractive for use on marine ships, where space and resources are limited. Of particular value is WAAM’s ability to repair damaged structural elements directly on board, substantially reducing downtime and improving operational efficiency. A distinguishing aspect of the WAAM process on ships is the impact of dynamic environmental factors, such as ship roll and vibrations, which can adversely affect the stability of the welding process, the morphology, microstructure, and quality of the deposited metal samples. Vibrations from power machinery or wave motion can lead to uneven material deposition, resulting in defects such as pores, cracks, or altered surface texture [2,3,28].
To mitigate the effects of ship roll and vibrations on ships and mobile platforms, various stabilization solutions can be employed. One approach being explored by the research team is the installation of WAAM equipment on a gyro-stabilized platform [1,2], which automatically compensates for ship movement, maintaining the work zone at a horizontal level (as shown in Figure 2), thereby reducing oscillations and ensuring process stability—critical factors for achieving the desired metal deposition quality. The level of contemporary research and development of instrumental tools for enhancing WAAM technology allows the creation of automated feedback systems that function in real-time. The research team aims to ensure stable control and management of welding parameters based on external marine environmental conditions. To achieve this goal, an automated WAAM control system with feedback implementation has been developed. The research was conducted both in laboratory settings, utilizing appropriate simulation platforms, and in real-world marine environments aboard a ship. The welding apparatus’s current and voltage were monitored in real time using a current sensor. The morphological characteristics of the components were assessed using machine vision techniques. In the laboratory, the ship’s roll and vibration conditions were simulated using a platform equipped with a nine-axis accelerometer and vibration sensor. Real-time adjustments to the average output current were made through vector control of the welding potentiometer, which was manipulated by the robotic arm. Magnetic field parameters were controlled via frequency and amplitude modulation to optimize welding quality.
In the marine environment, the use of WAAM technology, compared to conventional printing methods on land, is influenced not only by vibrations generated by the vessel’s own power system but also by low-frequency oscillations and pitching induced by irregular, multidirectional sea waves. The 6-DOF stabilization platform and the developed vibration modules, integrated into the WAAM equipment, are designed to simulate vibrations and pitching under shipboard conditions, enabling pre-optimization of process parameters in the challenging maritime environment. Actual sea conditions are initially measured using vibration sensors and a nine-axis accelerometer on a research vessel, with the data then converted into 29-bit instructions required by the 6-DOF platform to control multi-axis motions and orientation. Due to the variable nature of the surrounding environment and the large amplitude of oscillations and pitching in shipboard conditions, the stability of the droplet, arc, and molten pool during the WAAM process is significantly disrupted. Therefore, it is crucial to employ general control modules and feedback control mechanisms for WAAM equipment to adapt to the complex conditions aboard vessels. The automated system developed for this purpose is illustrated in Figure 3
The automated system integrates various sensors, including current, voltage, nine-axis accelerometers, and three-axis vibration sensors. These sensors interface with a computer via the Modbus 485 protocol. The current and voltage sensors can capture real-time welding current and voltage with a sampling frequency of 1000 Hz. Additionally, the system is equipped with two CCD cameras for real-time imaging of droplet behavior, arc dynamics, molten pool morphology, and profile formation. Using deep learning techniques, these image signals, along with electrical time-series signals, are transformed into abstract high-dimensional features and the necessary parameters for process adjustment. Through dynamic adjustments of the actual current, voltage, and robotic arm positioning, morphological defects can be corrected in real time. The obtained high-dimensional parameters are applied to pre-trained deep learning models for further evaluation of the quality of the formed components.
The automated system is modular, ensuring that each module performs specific functions while maintaining a standardized data transmission format across all modules. The welding robot is subjected to varying degrees of vibration and oscillation. Excessive vibration negatively impacts welding quality. Therefore, when measuring vibration frequency, speed, acceleration, and other relevant information via the three-axis vibration sensor, a shutdown threshold and other precautionary actions are established to protect the system.
Vibrations occurring aboard the ship during WAAM operations pose significant challenges that markedly affect the quality of the deposited metal. Specifically, instability in the vibrational environment leads to oscillations in both the welding gun and the supporting plate on which the part is formed (Figure 4 and Figure 5)
These oscillations alter the trajectory of the arc and metal droplet during deposition, potentially leading to uneven material deposition, defect formation, or changes in the microstructure of the product. Specifically, an increase in vibration amplitude at critical frequencies can cause the growth of inhomogeneities in metal deposition, complicating the achievement of desired strength and accuracy characteristics. Experimental studies by the authors [1,2] have shown that the vibrations of the support plate and welding gun on a ship can exhibit varying amplitudes and frequencies. The vibrations of the support plate along the z-axis have lower amplitude compared to those of the welding gun, which vibrates in the x, y, and z directions. This is due to the cantilevered design of the welding gun, making it more sensitive to external influences. Notably, significant vibrations are observed in the frequency range of 10–15 Hz, which often coincides with the natural frequency of the welding equipment. This results in resonant phenomena that disrupt process stability and may negatively impact the final product’s quality.
An important aspect of working in a vibrational environment is the relative positioning of the welding gun and the support plate. Vibrations of both components alter their relative positions, which can cause arc fluctuations and change the behavior of the metal as it is deposited onto the surface of the part. This not only reduces the deposition process’s accuracy but also creates difficulties in predicting the final characteristics of the samples, such as microstructure, mechanical properties, and material thickness uniformity. To mitigate the adverse effects of vibrations, adaptive real-time process parameter control methods can be used, involving adjustments to wire feed speed, current, and temperature to compensate for changes in environmental conditions.
To stabilize the impact of the dynamically changing marine environment on the 3D printing process, the authors conducted research on the use of an external longitudinal magnetic field [1]. Positive results were obtained, such as improvements in the grain structure of ER50-6 steel, enhanced mechanical properties of the resulting samples, and arc stability. The study revealed that applying the appropriate longitudinal magnetic field significantly improves the surface quality of the formed samples, particularly in low-vibration conditions. Optimized magnetic field parameters at 0.95 A demonstrated pronounced effects.
The performed analaysis supports the positive conclusions regarding the use of additive technologies, as applied in various countries worldwide, for both civilian and military maritime fleets and is available in the public domain [24,25,26,27,28,29]. According to the authors [24,25], the use of additive manufacturing technologies for the production and repair of metal parts on marine vessels and platforms is both timely and highly relevant. Thus, with the use of effective stabilization structures, mechanisms, modern digital technologies, and systems, the application of WAAM technology on marine ships and platforms is feasible. At the same time, it is clear that additional technical and software components, along with corresponding research, are necessary to stabilize the dynamically changing conditions of the marine environment. Furthermore, it is important to consider both the advantages and drawbacks of existing modern tools for enhancing WAAM, with the aim of ensuring the stability and integrity of each metal layer deposited during the optimization, coordination, and control procedures of all 3D printing processes.
3.2. Technical and Software Instrumental Tools for Enhancing WAAM Technology in Marine Engineering Applications
To ensure high quality and reliability of final products, it is crucial to have both technical and software tools that aid in assessing the quality of parts produced using WAAM technology on 3D printers. These tools provide researchers and users with the functional capabilities necessary to implement comprehensive quality control of components manufactured with WAAM technology aboard maritime vessels. Given the particularly aggressive nature of the marine environment and its impact on material properties, it is essential to apply modern methods and technologies to ensure the longevity and reliability of manufactured components. Ships are constantly subjected to vibrations, shock loads, and wave action, which requires ongoing monitoring of 3D printer performance and quality control during part production. Therefore, it is vital to consider the functional capabilities of various instrumental tools used to assess and monitor the quality of parts produced by this technology.
The advantages and disadvantages of the technical tools that can be employed for quality assessment of components produced with WAAM technology in real-world marine environments are outlined in Table 1.
The influence of marine motion and vibrations on the operation of 3D printers employing WAAM technology presents a significant challenge to ensuring stable and high-quality performance. Additive manufacturing, especially WAAM, in such environments requires a high degree of stability to maintain precision in part fabrication. In maritime conditions, where waves, vibrations from engines, and rapid acceleration are prevalent, it is crucial to employ specialized technical tools and systems to compensate for these influences. The main technical tools, instruments, and systems that assist in measuring and controlling the impact of marine motion and vibrations, as well as ensuring stable 3D printer operation on ships or platforms, are listed in Table 2.
In addition to the technical tools that ensure the quality control of parts produced by 3D printers using WAAM technology, it is essential to consider the software tools that enhance this technology. Software solutions play a significant role in modeling, analyzing, and predicting material properties, which helps to improve the accuracy of production and ensure the desired quality of final products. They enable the creation of detailed computer models, simulations, and the analysis of thermal and mechanical processes, which contributes to a better understanding of how various parameters affect the final product. The advantages and disadvantages of the main software tools used for research, simulation, and ensuring the quality of parts produced by 3D printers with WAAM technology, with an emphasis on their ability to model, predict, and optimize WAAM processes under real maritime conditions, are presented in Table 3.
3.3. Instrumental Tools for Digital Modeling, Monitoring, Diagnostics, and Process Control in WAAM Technology
One of the key approaches to minimizing technological problems and addressing the challenges posed by the maritime environment is the use of advanced modeling and simulation methods. These methods enable a detailed study of thermal, mechanical, and vibrational processes during the operation of 3D printers using WAAM technology. The application of advanced versions of the Finite Element Method (FEM) [76] can significantly improve the accuracy of predicting the thermo-mechanical behavior of each layer of metal. Specifically, the integration of adaptive algorithms to account for changes in thermal and mechanical conditions allows for the creation of detailed models of phase transformations, which is critical for ensuring high-quality final parts and achieving the required mechanical properties. This method serves as a tool for analyzing thermal and mechanical processes occurring within the material during welding.
The Finite Element Method enables complex geometries and physical phenomena to be broken down into numerous smaller, simpler elements, forming a discrete model. Each element has its own characteristics, and by integrating the results from all elements, a comprehensive picture of the behavior of the structural components of the part is obtained. In the context of WAAM, FEM is used to model temperature fields, mechanical loads, and deformations. Specifically, during the arc-based method, it is important to predict the temperature distribution within the material, as this directly affects residual stresses and potential deformations in the weld and adjacent areas.
The welding process generates complex thermal cycles that can be modeled using the Finite Element Method (FEM) (Figure 6. Modeling thermal processes involves calculating the temperature gradients that arise due to localized heating and cooling [77]. This helps identify critical areas where cracks or deformations may occur due to uneven heat distribution. FEM aids in analyzing various welding parameters, such as current, arc voltage, wire feed speed, and others, which affect the final temperature distribution and mechanical properties of the part [78].
To model phase transformations, numerical models are employed that account for temperature variations and the influence of cooling rates on the material’s microstructure. These models, which incorporate phase changes, facilitate the prediction of microstructural evolution during cooling and its subsequent impact on the material’s final mechanical properties [79,80]. Achieving accurate results necessitates the validation of these numerical models against experimental data. This process involves conducting physical testing on samples produced via WAAM to assess the accuracy of the finite element method (FEM) models.
Experimental data, including residual stresses, microstructural characteristics, and mechanical properties, are utilized to calibrate and refine the model predictions. Simulation technologies are implemented using specialized software (e.g., ANSYS or ABAQUS, see Figure 7), enabling a comprehensive analysis of thermal and mechanical processes in welding constructions. These simulations, which incorporate all process parameters and material properties, aid in more precise predictions of the final product’s characteristics.
Modeling, management, and process prediction software in the WAAM technology play a pivotal role in optimizing and controlling the quality of metal part production. These tools enable the simulation of various process aspects, real-time management, and the prediction of potential defects and optimal operating conditions [81]. For instance, MATLAB is utilized for modeling, numerical calculations, and simulations. This software environment offers a wide range of functions, including mathematical modeling, statistics, and optimization. MATLAB seamlessly integrates with CAD (Computer-Aided Design) and CAM (Computer-Aided Manufacturing) systems, facilitating the creation of custom scripts and functions, and utilizing numerical libraries for solving specific tasks. However, its limitations lie in the fact that it is not specialized in mechanical or thermal processes and requires specialized knowledge and substantial computational resources for complex simulations.
CAE (Computer-Aided Engineering) systems, such as ANSYS, ABAQUS, and others, are employed for comprehensive modeling and analysis of mechanical and thermal processes. These systems enable high-precision modeling of physical phenomena and support the integration of various types of analysis. However, they come with high licensing costs, are complex for beginners to master, and require powerful computers to process large data volumes.
Thermo-Calc software specializes in modeling phase transformations and the phase composition of materials, offering precise analysis of microstructure at different temperatures. While this software is highly accurate and specialized, it requires expertise to use and can be challenging to integrate with other systems. JMatPro software enables the modeling of material properties, including phase transformations and mechanical properties. It features an intuitive interface and supports a wide range of materials. However, its accuracy may be limited under non-standard conditions.
Simufact Additive software specializes in simulating the additive manufacturing process, particularly in predicting defects. This software can anticipate defects based on actual manufacturing conditions, but its drawbacks include high costs and the need for specialized skills for effective use. SPC Software is employed for Statistical Process Control (SPC). This solution helps identify deviations from standards and simplifies quality management, though it requires significant resources for large data analysis and has limited integration with other systems.
Big Data platforms, such as Hadoop and Apache Spark, play a significant role in the WAAM technology by enabling the processing and analysis of large data volumes. These platforms support various data types and analytical tasks, providing high processing speeds and access to free, open-source solutions. However, their configuration and integration can be complex, requiring substantial computational resources. Similarly, IoT (Internet of Things) platforms, including AWS IoT and Microsoft Azure IoT, facilitate real-time data collection from sensors and devices. These platforms seamlessly integrate with other systems for process automation and support various types of sensors. However, their costs can escalate depending on the resources utilized, and they demand careful attention to data security, availability, and accuracy.
An important area of WAAM technology development is the advancement of monitoring, diagnostic, and quality control technologies for manufactured parts [82]. The monitoring of the WAAM process is especially critical to ensure production quality and accuracy [83]. However, this process can face challenges, including the need for accurate and reliable monitoring systems that must track numerous parameters in real-time, such as temperature, deposition rate, and layer thickness. Traditional monitoring systems often struggle with accuracy because temperature sensors, placed far from the deposition zone, can yield imprecise readings due to thermal losses and environmental influences [84]. The use of thermography, laser scanners, and high-resolution cameras helps visualize the deposition process, providing accurate data on temperature regimes and geometric parameters. However, these methods can be limited when applied on maritime vessels and platforms under real-world conditions, where long-duration voyages introduce additional difficulties in ensuring continuous monitoring [85].
The diagnosis of the WAAM process is another crucial component, focusing on detecting and analyzing anomalies that may arise during production. These anomalies can be caused by factors such as unexpected changes in thermal conditions or defects in raw materials. The key challenge lies in the timely identification of such anomalies and the prompt correction of the process [86]. For example, overheating or insufficient cooling can lead to defects, such as porosity or cracks, which adversely affect the final part’s quality. Various diagnostic tools, including non-destructive testing methods such as X-ray or ultrasonic inspection, are employed. Integrating these methods with monitoring systems is essential to ensure timely feedback and process correction.
WAAM process control encompasses the management of all parameters influencing the final part’s quality, including the regulation of deposition speed, material feed, current, arc voltage, and cooling. The primary challenge is maintaining the stability of these parameters throughout the entire production cycle. Minor deviations can alter material properties, lead to defects, or reduce the part’s mechanical strength [87]. To improve control, automated systems are employed that can adaptively adjust process parameters in real-time. For example, current and voltage control systems can automatically correct based on sensor data to maintain optimal deposition conditions. However, the accuracy and speed of such systems are often limited by technological capabilities, necessitating further development and refinement [88].
In the context of utilizing new materials and alloys in the WAAM process, the development of novel tools for investigating microstructure is of paramount importance [89]. Accurate examination of phase transformations and microstructural changes necessitates the use of advanced techniques in electron microscopy and X-ray diffraction analysis. The development of methods that enable real-time monitoring of phase transformations and microstructural evolution during the deposition process could significantly enhance the mechanical properties of the finished products.
During the technological operation of a 3D printer implementing the WAAM process, each intermediate component undergoes numerous thermal cycles, which significantly affect the material’s microstructure and the part’s overall quality. The heating and cooling processes, characteristic of each deposited layer, shape a microstructure distinct from that of materials produced via traditional methods such as machining, casting, or rolling. Continuous thermal fluctuations lead to variations in crystalline structure, phase distribution, and mechanical properties such as strength, plasticity, and durability [90].
Simultaneously, the WAAM technology offers unique possibilities for creating multi-component structures with varying properties within a single product. This is made possible by the ability to use different materials for different parts of the component, thereby ensuring optimal characteristics for each functional zone. Such material flexibility reduces costs by minimizing the need for expensive, all-purpose materials and enhances the efficiency of the part by precisely matching its properties to the specific operational requirements [91]. Furthermore, WAAM technology enables the management of material mixing processes, creating new opportunities for the development of complex coatings with enhanced properties, such as resistance to corrosion in real marine environments or accelerated wear, as well as facilitating the formation of material transitions within a single component [92]. A contemporary approach to monitoring the WAAM process involves the automated determination of the weld pool geometry and the analysis of the cooling process. This is achieved through the use of various cameras with specific filters, which are adapted to the particular welding process and material type [93]. For example, welding low-alloy steel using the M21 shielding gas requires filters that block excessive light radiation from the welding arc (see Figure 8 ).
Typically, CCD cameras are used for such tasks; however, without the appropriate filters, they can produce overexposed images due to the intense light emission during the process. The correct selection of filters is critical for obtaining accurate data and conducting real-time monitoring, which ensures precise control of the cooling process and the geometry of the weld pool (see Figure 9).
Quality control of the manufactured part represents the final stage that encompasses all preceding processes. It involves not only verifying the compliance of the final product with technical specifications but also ensuring the stability and repeatability of the production process. Ensuring a high level of material accuracy and uniformity is crucial, which can be achieved by integrating all control stages into a unified quality management system.
The use of modern digital technologies for automating image and data analysis processes plays a vital role in visualizing monitoring results, enabling faster and more accurate defect detection (see Figure 10). This approach not only facilitates real-time monitoring of the 3D printing process but also enables the analysis of collected data to identify hidden trends and anomalies. For instance, artificial intelligence methods can predict potential defects in the early stages and automatically adjust welding parameters, thereby minimizing operator intervention [94,95].
One of the key challenges is ensuring the sufficient informativeness of control systems to detect and correct potential deviations before they impact the quality of the finished product [96]. This requires the integration of data from monitoring, diagnostics, and control into a unified information system that allows for comprehensive analysis and the formulation of informed decisions. Addressing the issue of acquiring real-time production data in the WAAM process demands the integration of modern technologies, enhancement of monitoring and control methods, and the development of new tools for diagnostics and quality management. Such advancements will improve the efficiency and quality of the WAAM technology, ensuring high precision and reliability of the finished parts.
The modern instrumental tools used to enhance and ensure the effective WAAM process can be summarized in the form of a Maslow’s pyramid (see Figure 11). The pyramid consists of several key levels, each of which has its own advantages and limitations.
Temperature and melting sensors provide precise temperature measurements in the melt zone, as well as control over the material’s melting and solidification processes. They help reduce internal stresses and deformations by accurately predicting phase transformations [97]. However, these sensors require constant calibration to maintain data accuracy, and integration with other monitoring systems can present challenges.
Laser scanners are employed to monitor the geometry and dimensional accuracy of the part during the deposition process. With their high scanning resolution and ability to measure geometric deviations in real time, these instruments enable the adjustment of the part’s shape directly during 3D printing, ensuring high quality in the final product. However, working with materials that have high reflectivity complicates the use of laser scanners, and precise calibration is essential to avoid measurement errors.
Laser scanners are employed to monitor the geometry and dimensional accuracy of the part during the deposition process. With their high scanning resolution and ability to measure geometric deviations in real time, these instruments enable the adjustment of the part’s shape directly during 3D printing, ensuring high quality in the final product. However, working with materials that have high reflectivity complicates the use of laser scanners, and precise calibration is essential to avoid measurement errors.
One of the key directions in the development of sensors for WAAM technology is the advancement of devices capable of detecting temperature fluctuations, stress, phase transformations, and other critical process parameters in real time. The use of high-precision infrared cameras and pyrometers will allow for more accurate control of thermal processes in the melt zone, which reduces the likelihood of defects such as cracks, porosity, and residual stresses [98].
The development of instrumental tools for studying the WAAM process is focused on improving control accuracy, automation, the integration of cutting-edge technologies, and the creation of adaptive control systems. Adaptive control systems ensure full automation of the deposition process, including monitoring, correction, and real-time quality control. These systems enable continuous 3D printing without operator intervention and allow for adaptive tuning of process parameters by integrating with various sensors and control systems. Developing adaptive control systems that can respond to changing conditions in real time is an essential step in improving the stability and reliability of WAAM technology. However, the high cost of implementing such systems, the need for personnel training, and the high demands for component stability and reliability may significantly complicate their adoption.
The development of software tools for simulating, managing, and predicting WAAM processes is multifaceted and involves integrating advanced technologies such as artificial intelligence (AI) and machine learning [99]. These technologies have the potential to greatly improve the accuracy and efficiency of processes executed in 3D printers. AI and machine learning can automate various aspects of modeling and prediction in WAAM processes. Machine learning algorithms (see Figure 12) are capable of analyzing large volumes of data generated during production and automatically detecting anomalies or deviations from expected parameters, enabling more precise quality control in real time.
Machine learning can also be applied to optimize process parameters, such as wire feed speed, current, and arc voltage, which can reduce defects and improve the overall efficiency of the WAAM technology [100]. These optimizations allow for more precise control over the manufacturing process, leading to enhanced quality and consistency in the final product.
On the other hand, cloud technologies hold great potential for storing and processing the data generated during the production process. Specifically, such platforms provide high scalability, allowing for the processing of large volumes of information without the need to invest in expensive on-site storage equipment [101]. These platforms offer tools for data analysis and performing complex calculations, enabling the implementation of advanced algorithms for predicting material behavior and quality during manufacturing. This contributes to rapid problem-solving and cost reduction in production, as illustrated in Figure 13.
The combination of artificial intelligence, machine learning, and innovative tools for automated systems with feedback offers real opportunities for creating and utilizing digital twins [102,103,104,105], which, in turn, opens new horizons for improving the quality and speed of component manufacturing. Therefore, the development of instrumental tools combined with advanced technologies will not only enhance the quality and speed of production but also contribute to cost reduction, process management improvement, and the development of innovations within WAAM technology.
In the near future, the instrumental tools for the WAAM process could become fully integrated and adaptive, helping reduce the influence of human factors and increase production efficiency, particularly in complex manufacturing conditions, such as the operation of a 3D printer using this technology on a marine vessel during prolonged voyages. The integration of modern monitoring, control, and real-time management tools will facilitate the creation of fully autonomous production systems, where the WAAM technology can be just one link in the broader chain of digital manufacturing technologies [106,107,108,109].
3.4. Problematic Issues in the Selection of Metals for Marine Applications of WAAM Technologies
The selection of metallic materials for wire arc additive manufacturing technology is a crucial factor that determines the efficiency of the process and the quality of the resulting products. WAAM uses metal wire as the feed material, which is melted using an electric arc and deposited layer by layer to form a metal component. When choosing the material, it is necessary to consider a number of technical aspects, such as weldability, thermal properties, the crystallization of the metal during cooling, as well as the mechanical and physical properties of the material. Furthermore, the requirements for microstructure and geometric tolerances of parts must be taken into account, especially in industries such as marine engineering, where precision and reliability are critical [27].
The main types of materials used in the production for marine engineering via WAAM technology are presented in Figure 14.
Titanium and its alloys, particularly Ti-6Al-4V, are among the most promising materials for use in wire arc additive manufacturing technology due to their unique properties. The Ti-6Al-4V alloy is known for its exceptional strength, exceeding 900 MPa, and low density of approximately 4.43 g/cm³. This provides high strength structures with relatively light weight, making it ideal for use in shipbuilding [110]. However, one of the significant challenges in using titanium alloys in WAAM is their sensitivity to thermal conditions. The Ti-6Al-4V alloy has a complex microstructure containing two main phases: hexagonal close-packed (α) and body-centered cubic (β). During the deposition process, the temperature and cooling rate significantly affect the formation and quality of these phases. Thermal conditions during the process can lead to the formation of various structural forms. Specifically, slow cooling often results in the formation of Widmanstätten morphologies — columnar α-phase structures and lamellae, as well as columnar β-grains. These structural elements can affect the mechanical properties of the final parts, as their presence may reduce ductility and overall strength.
One of the main challenges when processing titanium alloys is that aluminum and vanadium, which are components of the alloy, have high solubility in titanium and do not always effectively refine the grains ahead of the solidification front. This can lead to the formation of columnar β-grains, which, although they transform into finer α-grains during further cooling, may negatively impact the material’s mechanical properties. These columnar β-grains can contribute to premature failure of the part under transverse loading. To achieve the desired properties of titanium alloys in WAAM, it is essential to provide precise control over thermal conditions [111]. The optimization of the welding temperature and cooling rate, as well as process management to minimize unwanted structural defects, is crucial for ensuring high-quality final products.
Stainless steel, particularly type 316L, is also one of the most popular materials for additive manufacturing due to its excellent properties, including high corrosion resistance and mechanical strength exceeding 500 MPa [112]. This steel belongs to the austenitic class of stainless steels and contains approximately 16-18%chromium, 10–14%nickel, and up to 2–3%molybdenum. This chemical composition provides high resistance to corrosion, particularly in aggressive environments, such as chloride solutions [113]. However, during the production of parts from 316L stainless steel using additive manufacturing, certain issues arise related to the material’s thermal characteristics. One of the main issues is the formation of residual stresses that occur during cooling. Stainless steel has a high coefficient of thermal expansion, around 16.0×10−6/°C, meaning that its volume changes significantly more with temperature changes compared to many other metals [114]. During the additive manufacturing process, which involves multiple layers being deposited and melted, thermal cycles can lead to uneven temperature distribution and, as a result, the formation of significant residual stresses. These residual stresses arise due to the non-uniform cooling process and thermal expansion and contraction that occur in different parts of the part. High temperatures to which the material is heated, combined with rapid cooling after melting, can lead to the formation of cracks and deformations. For example, internal cracks may appear during the additive manufacturing process, contributing to a deterioration in mechanical properties and reducing the overall durability of the parts.
Moreover, during the cooling process, the structure of the steel can change. Stainless steel type 316L has a specific microstructure consisting of an austenitic phase (γ-Fe) – a face-centered cubic structure that offers high plasticity and corrosion resistance. However, during additive manufacturing, the formation of fine dispersive crystals can occur, which will affect the mechanical properties of the material. These microstructural changes may include the formation of ferrite or martensite phases, which have different mechanical properties and can contribute to crack formation under load. To ensure high quality and durability of 316L stainless steel parts produced using additive technologies, it is crucial to carefully control the thermal conditions of the process. This includes optimizing cooling and melting parameters, as well as implementing technologies that help reduce the impact of residual stresses on the final properties of the part.
Aluminum alloys, such as Al-6061, are also popular in additive manufacturing via arc welding due to their combination of low density and excellent corrosion resistance. Aluminum has a specific density of around 2.7 g/cm³, making it lightweight and ideal for use in applications where weight is a critical factor [115]. The Al-6061 alloy contains magnesium and silicon, which enhance its strength and corrosion resistance, making it suitable for various industrial applications, including aerospace and shipbuilding. However, aluminum alloys present significant technical challenges during additive manufacturing. One of the main problems is their low thermal conductivity, which is approximately 167 W/m·K. This results in difficulties in the even distribution of heat across the weld pool, which is critical during deposition. During the welding process of aluminum alloys, localized overheating may occur due to inadequate heat dissipation, complicating the control of the temperature regime [116].
Localized overheating can have significant consequences for the quality of the weld joint. One of the most notable issues is the rapid formation of an oxide film (Al2O3) on the surface of the molten metal. This oxide film forms due to the reaction of aluminum with oxygen and has high thermal stability. However, during cooling, the oxide film can interfere with proper welding, as it has the tendency to form pores within the weld joint. These pores substantially reduce the mechanical properties of the finished part, including its strength and wear resistance. To improve the quality of welded joints and reduce issues related to low thermal conductivity and the oxide film, various technological solutions can be applied. For example, the use of special welding gases or surface treatment of the metal to reduce the oxide film can help lower the number of defects in the weld seam. Additionally, developing new cooling methods or varying the temperature regimes can improve process control and ensure a more homogeneous microstructure of the alloy.
Nickel alloys, such as Inconel 718, used in WAAM technology, are high-performance materials designed for high-temperature and extreme load conditions. Nickel-based alloys, like Inconel 718, are known for their excellent thermal stability, allowing them to withstand temperatures exceeding 700°C without significant degradation of mechanical properties [117]. These alloys are used in critical applications, including in aerospace engines, turbine blades, and components in energy plants, where their high thermal resistance and corrosion resistance are indispensable [118]. However, one of the main challenges when using nickel alloys is their high coefficient of thermal expansion, which is approximately 13.0×10−6/°C [119]. This high expansion coefficient leads to significant residual stresses during the cooling process after welding or additive manufacturing. As a result, the alloy may experience cracking or deformation, which reduces its mechanical properties and could lead to component failure.
The microstructure of Inconel 718 alloy consists of the γ-phase (austenitic phase with a cubic structure) and the η-phase (intermetallic phase with a complex structure). The high thermal stability of the alloy is ensured by the formation of these phases, as well as the strengthening particles that stabilize the microstructure at high temperatures. Problems that arise during welding or additive manufacturing are often related to the formation of thermal cracks, which can result from irregular heat distribution and high residual stresses. These cracks can form due to the creation of interphase boundaries between the γ- and η-phases or the disruption of the homogeneity of the alloying element distribution. High temperatures may also cause partial melting or microstructural changes, negatively affecting the mechanical properties of the finished product. To control and reduce the negative impact of residual stresses and cracks, specialized welding or additive manufacturing technologies should be used, involving optimal thermal treatment parameters or special welding methods that can help achieve better results and reduce the risk of defects.
Carbon steels can also be used in additive manufacturing using the arc welding wire technique. These steels are characterized by availability, cost-effectiveness, and good mechanical properties. Carbon steel contains carbon as its main alloying element, which significantly affects its characteristics. For example, low-carbon steels (up to 0.25%carbon), such as S235 steel, have high plasticity and weldability, making them ideal for welding processes. Meanwhile, high-carbon steels (over 0.6%carbon), such as S460 steel, exhibit high strength but reduced plasticity, making them more difficult to process.
One of the main advantages of carbon steels is their weldability, which makes them suitable for the WAAM technology, where welding processes are used to form parts. However, when welding carbon steels, several issues arise. For example, the high cooling rates during WAAM can lead to the formation of thermal cracks in the material, especially for steels with high carbon content. In 3D printing, the sensitivity to crack formation increases, complicating processing. Another issue is the formation of a coarse-grained structure due to heating and cooling during deposition. This can negatively impact mechanical properties, as large grains reduce ductility and overall strength. Additionally, the corrosion resistance of carbon steels is limited, making them less suitable for use in aggressive environments, such as marine applications, where corrosion can be a significant problem. To achieve the desired mechanical properties of carbon steels in WAAM, it is important to control the thermal conditions, including the deposition temperature and cooling rate. For example, for S235 steel, welding temperatures typically range from 1200–1500°C, and the cooling rate must be optimized to avoid the formation of undesirable structural defects [120].
Copper alloys also find their use in additive manufacturing via arc welding due to their unique characteristics, such as high thermal conductivity and corrosion resistance. One of the most common copper alloys is bronze, which has good weldability and strength. For example, bronze C95400, which contains aluminum, is often used in applications where high wear resistance is needed. However, one of the main difficulties in processing copper alloys is their high thermal conductivity, which can complicate maintaining the required welding temperature and controlling the cooling process, leading to the formation of cracks and defects in the finished products.
Cobalt-based alloys, such as Co-Cr-Mo, are known for their high corrosion resistance, making them suitable for use in the shipbuilding industry and marine environments. These alloys provide good strength at high temperatures and are distinguished by excellent mechanical properties. However, during the use of cobalt alloys in WAAM, challenges arise related to their processing due to high stiffness and the tendency to form cracks during welding, which requires precise control of thermal parameters.
Magnesium alloys, such as AZ31 and AZ91, are characterized by low density and high strength-to-weight ratio, making them attractive for use in lightweight structures. Magnesium alloys have good weldability, but they also present challenges, as they are prone to cracking during welding. This makes temperature control and cooling rate critical factors for achieving high-quality finished products.
One of the most demanded materials for WAAM technology in the shipbuilding industry for manufacturing metal parts and repair work is carbon steel. These steels have good mechanical properties at relatively low melting temperatures. Carbon steels also have high plasticity and good weldability, which is important for manufacturing ship components, elements, and structures. The high processing efficiency of these steels minimizes metal costs, which is especially important for producing large parts for marine engineering. Carbon steels are also much cheaper than stainless or high-alloy steels, significantly reducing production costs. However, these steels have low corrosion resistance, which is a major disadvantage in marine environments. Products made from this steel require additional coatings (such as galvanizing, painting, or applying anti-corrosion protective layers). During 3D printing, the metal layers of carbon steels are subject to significant thermomechanical influences, leading to various changes in the microstructure. Therefore, normalizing is often used to relieve excess stresses and improve plasticity.
Thus, while different metallic materials offer unique advantages for WAAM technology, their use is also associated with a number of challenges that require detailed consideration and optimization of technological processes to achieve high quality and reliability of the final products. To mitigate these challenges, modern tools for improving the 3D printing process of metal parts using WAAM technology, as discussed above, must be employed.
4. Discussion
The analysis indicates that that the existing technical and software tools, methods, and technologies used in the wire arc additive manufacturing process, while capable of achieving a certain level of product quality, require significant improvements for use on marine vessels and platforms. The results obtained emphasize the importance of advancing current tools that can provide automatic and more accurate process adjustments during WAAM. These advancements have the potential to increase production stability, especially in conditions involving marine vibration, as well as improve defect prediction and reduce scrap, ultimately enhancing the quality of the produced components.
The analysis results demonstrate that the implementation of advanced digital tools and technologies can significantly improve the efficiency and quality of the WAAM process. However, the full realization of these prospects requires further development and research. Moreover, when comparing the findings of previous studies (as mentioned in the introduction) with those of this work, a distinct difference in the focus of tool improvement emerges. Previous studies tend to concentrate on specific aspects of the WAAM process, such as monitoring or predicting individual process parameters. In contrast, this research not only addresses current technological challenges but also explores the prospects for enhancing control and prediction systems, making the approach more comprehensive.
Based on the results of the authors’ analysis and research, it can be concluded that the conditions of marine vibration and ship motion significantly affect the quality of parts manufactured using WAAM on a floating ship. It has been established that vibrations negatively impact the stability of the arc and the accuracy of material deposition, which can lead to defects in the products. This underscores the necessity of implementing active vibration compensation systems and improved process control methods to ensure product quality and to account for and compensate for the specific conditions, such as vibrations and ship motion, that can significantly impact the quality and reliability of manufactured parts in the maritime industry.
It is confirmed that the results of this study confirmed that precise control over thermal and mechanical parameters during the wire arc additive manufacturing process is critically important to avoid defects that may arise from changes in material structure. This requires the improvement of both process monitoring methods and models that enable defect prediction and real-time process adaptation. Other significant factors influencing the strength and longevity of manufactured parts include microstructural anomalies, which ultimately require the development of more accurate and reliable modeling systems capable of considering all the complex aspects of the WAAM process.
It was established that the tools used for real-time automated process control in WAAM play a key role in ensuring process stability and the high quality of final products. The ability to make adjustments during the manufacturing process minimizes defects caused by instability in parameters, which are influenced by thermal and mechanical conditions. Systems that analyze data in real time provide a deeper understanding of the current state of the process, helping to predict potential issues early on. An integrated approach is needed to develop real-time WAAM control systems and covers a broader range of tools for improving monitoring and parameter adjustment, enabling a more stable manufacturing process overall.
The results of this analysis establish that the existing technical and software tools for modeling wire arc additive manufacturing processes can provide accurate results that assist in process adjustment and improve the quality of final products. However, the results also show that these tools have limitations that could affect their practical effectiveness. In particular, the high demands on computational resources and other drawbacks complicate the use of these systems in real-world production environments. These limitations, outlined in Tables 1-3, primarily concern the application of WAAM technology on marine vessels and platforms. The overall analysis of the tools and digital technologies provides a deeper understanding of the current challenges and opportunities for further development and improvement of wire arc additive manufacturing processes.
Thus, the completed research provides valuable insights into the capabilities and limitations of wire arc additive manufacturing technologies with a focus on marine vessel and platform applications. It demonstrates the importance of precise process monitoring and parameter control to achieve high product quality. Moreover, the results highlight the necessity of end-to-end integration of all 3D printing processes, as well as the autonomy of monitoring and control processes, which allows for better understanding and managing the complex interactions during production. All these aspects underscore the significance of further study and development of WAAM technologies to ensure stability and efficiency in the additive manufacturing process.
What is the analysis performed does not cover all possible instrumental tools and their configurations, nor all materials used in the maritime industry, which somewhat limits its applicability to a broad range of manufacturing situations during the use of WAAM technology in the maritime sector. Future research directions in the field of wire arc additive manufacturing should focus on integrating artificial intelligence methods and technologies for automating the modeling and prediction of 3D printing quality, as well as improving quality control methods and predicting microstructural changes in each metal layer.
The main factor in ensuring a reliable and stable 3D printing process for metal parts using WAAM technology, particularly for use on marine vessels and platforms, is the implementation of a digital twin platform. This platform can achieve the necessary precision and accessibility of practical data in process management, ensuring the required quality of the manufactured parts. This is crucial for the further development of WAAM technology and its application in marine engineering.
5. Conclusion
This work presents the results of analysis on the current state of technical and software tools that can ensure the effective use of wire arc additive manufacturing technology in marine engineering. The research reveals that when 3D printers using WAAM technology are operated on marine vessels, instrumental tools face numerous challenges due to the significant instability of the 3D printing process. Frequency variations, swaying, and vibrations can significantly impact the quality of the produced parts, as they can lead to layer deformations and a reduction in the quality and reliability of the fabricated components.
Generally, this work suggests significant progress of the functional capabilities of modern instrumental tools also indicates that a major issue with WAAM technology is the complexity of quality control during part fabrication, caused by high sensitivity to thermal and mechanical conditions in 3D printing and microstructural anomalies in metals. This process requires precise monitoring and modeling to avoid defects and ensure compliance with specified parameters. Furthermore, attention has been given to the analysis of technical and software tools used to build real-time process control systems for WAAM.
Overall, this study suggests significant progress in addressing the challenges of improving instrumental tools for the effective use of WAAM technology in marine engineering through the resolution of the following applied scientific tasks. First, specific requirements for the use of tools for 3D printing on marine vessels have been established. Second, the functional capabilities, advantages, and disadvantages of modern technical and software tools have been presented, demonstrating how they can enhance WAAM technology for marine environmental conditions. Third, recommendations have been provided for improving methods and technologies for digital modeling, monitoring, diagnostics, and control of WAAM technology in marine engineering. Fourth, the advantages and disadvantages of the functional properties of metals that can be used for 3D printing in the marine industry have been highlighted. The challenges these metal properties pose for instrumental tools in improving the 3D printing process for metal products using WAAM technology have also been shown.
Author Contributions
Pavlenko Petro proposed the general idea of the study, carried out the research work and wrote the manuscript; Xuezhi Shi edited the entire manuscript and carried out the research work; Jinbao Wang and Zhenhua Li assisted with the research work and preparation of the article text; Bo Yin and Hanxiang Zhou edited the text of individual sections; Yuxin Zhou, Bojian Yu and Zhun Wang assisted with the design of the figures for the article and data processing. All authors read and approved the final version of the manuscript.
Data Availability Statement
If necessary, please contact the first author.
The authors confirm that they did not use artificial intelligence technologies to improve the quality of the text, for research and writing of texts.
Conflicts of Interest
The authors declare that they have no competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Shi, X., Jin, Y., Wang, Y., Petro, P., & Li, Z., (2024). Enhancing wire arc additive manufacturing in vibrational environments with longitudinal magnetic fields. Materials Today Communications, 38, 108035. https://www.sciencedirect.com/science/article/pii/S2352492824000151. Materials Today.
- Shi, X., Chengheng C., Pengfei B., Zhenhua L., (2023). Influence of ship-basedvibration on characteristics of arc and droplet and morphology in wire arcadditive manufacturing. Chinese Journal of Mechanical Engineering: Additive Manufacturing Frontiers, Volume 2, Issue 1, 100067. https://www.sciencedirect.com/science/article/pii/S2772665723000065.
- Sainath, K., Prabagaran, S., & Soundararajan, R., (2024). A Comparison Study on Detailed Strengthening mechanism analysis on micro structure and mechanical properties of 3 phases FGM Material with vibrational behavior analysis is fabricated using WAAM process and traditional method. Journal of Alloys and Compounds, 1003, 175543. https://www.sciencedirect.com/science/article/pii/S0925838824021303.
- Ji, F., Qin, X., Hu, Z., Xiong, X., Ni, M., & Wu, M., (2022). Influence of ultrasonic vibration on molten pool behavior and deposition layer forming morphology for wire and arc additive manufacturing. International Communications in Heat and Mass Transfer, 130, 105789. https://www.sciencedirect.com/science/article/pii/S0735193321006825.
- Xue, L., Xiao, J., Nie, Z., Hao, F., Chen, R., Liu, C., ... & Tan, C., (2021). Influence of ultrasonic vibration on molten pool behavior and deposition layer forming morphology for wire and arc additive manufacturing. Materials Science and Engineering, 800, 140310. https://www.sciencedirect.com/science/article/pii/S0921509320313745.
- Rosli, N. A., Alkahari, M. R., Ramli, F. R., Sudin, M. N., & Maidin, S., (2021). Influence of process parameters in wire and arc additive manufacturing (WAAM) process. Journal of Mechanical Engineering (JMechE), 17(2), 69-79. https://myjms.mohe.gov.my/index.php/jmeche/article/view/15301.
- Tang, S., Wang, G., Song, H., Li, R., & Zhang, H., (2021). A novel method of bead modeling and control for wire and arc additive manufacturing. Rapid Prototyping Journal, 27(2), 311-320. [CrossRef]
- Wang, Y., Xu, X., Zhao, Z., Deng, W., Han, J., Bai, L., ... & Yao, J., (2021). Coordinated monitoring and control method of deposited layer width and reinforcement in WAAM process. Journal of Manufacturing Processes, 71, 306-316. https://www.sciencedirect.com/science/article/pii/S1526612521006903.
- Watanabe, I., Sun, Z., Kitano, H., & Goto, K., (2020). Multiscale analysis of mechanical behavior of multilayer steel structures fabricated by wire and arc additive manufacturing. Science and Technology of Advanced Materials, 21(1), 461-470. https://www.tandfonline.com/doi/abs/10.1080/14686996.2020.1788908.
- Yuan, L., Pan, Z., Polden, J., Ding, D., van Duin, S., & Li, H., (2020). Integration of a multi-directional wire arc additive manufacturing system with an automated process planning algorithm. Journal of Industrial Information Integration, 26, 100265. https://www.sciencedirect.com/science/article/pii/S2452414X21000637.
- Ding, D., He, F., Yuan, L., Pan, Z., Wang, L., & Ros, M., (2021). The first step towards intelligent wire arc additive manufacturing: An automatic bead modelling system using machine learning through industrial information integration. Journal of Industrial Information Integration,,= 23, 100218. https://www.sciencedirect.com/science/article/pii/S2452414X21000182.
- Chandra, M., Vimal, K. E. K., & Rajak, S., In situ process monitoring and control in metal additive manufacturing. In Additive Manufacturing. Florida, America: CRC Press, pp. 57-75. https://www.taylorfrancis.com/chapters/edit/10.1201/9781003258391-4/situ-process-monitoring-control-metal-additive-manufacturing-mukesh-chandra-vimal-sonu-rajak.
- Franke, J., Heinrich, F., & Reisch, R. T., Vision based process monitring in wire arc additive manufacturing (WAAM). (2024). Journal of Intelligent Manufacturing, 1-11. https://link.springer.com/article/10.1007/s10845-023-02287-x.
- Cho, H. W., Shin, S. J., Seo, G. J., Kim, D. B., & Lee, D. H., (2022). Real-time anomaly detection using convolutional neural network in wire arc additive manufacturing: molybdenum material. Journal of Materials Processing Technology, 302, 117498. https://www.sciencedirect.com/science/article/pii/S0924013622000073.
- Yaseer, A. (2021). Process Planning of Robotic Wire Arc Additive Manufacturing (WAAM) Using Machine Learning. (2021). Texas State University, San Marcos, Texas, US. https://digital.library.txstate.edu/bitstream/10877/15840/1/YASEER-THESIS-2021.pdf.
- Ruiz, C., Jafari, D., Venkata Subramanian, V., Vaneker, T. H., Ya, W., & Huang, Q., (2022). Prediction and control of product shape quality for wire and arc additive manufacturing. Journal of Manufacturing Science and Engineering, 144(11), 111005. [CrossRef]
- Gabovda, O. V., The process of restoration of machine and equipment parts based on additive technologies. (2023). pp. 22-23.
- Kulikovsky, R. A., & Molochkov, D. E., (2023). The effect of wire deflection on surface roughness and mechanical properties of thin-walled parts grown by the WAAM method. pp. 85-87. https://ir2.stu.cn.ua/bitstreams/807f0725-5317-41fe-a36d-5e5fb01e20c3/download.
- Kostenko, A. O., Tsurkan, D. O., & Salenko, O. F., (2021). Evaluation of the achievable accuracy of 3-D products obtained by the WAAM process. pp. 50-51. http://ir2.stu.cn.ua/bitstream/handle/123456789/24969/50-51.pdf?sequence=1.
- Panicker, S., Nagarajan, H. P., Tuominen, J., Patnamsetty, M., Coatanéa, E., & Haapala, K. R., (2022). Investigation of thermal influence on weld microstructure and mechanical properties in wire and arc additive manufacturing of steels. Materials Science and Engineering, A, 853, 143690. https://www.sciencedirect.com/science/article/pii/S0921509322010747.
- Maurya, A. K., Yeom, J. T., Kang, S. W., Park, C. H., Hong, J. K., & Reddy, N. S., (2022). Optimization of hybrid manufacturing process combining forging and wire-arc additive manufactured Ti-6Al-4V through hot deformation characterization.Journal of Alloys and Compounds, 894, 162453. https://www.sciencedirect.com/science/article/pii/S0925838821038639.
- Barrionuevo, G. O., Sequeira-Almeida, P. M., Ríos, S., Ramos-Grez, J. A., & Williams, S. W., (2022). A machine learning approach for the prediction of melting efficiency in wire arc additive manufacturing. The International Journal of Advanced Manufacturing Technology, 120(5), 3123-3133. https://link.springer.com/article/10.1007/s00170-022-08966-y.
- Marefat, F., Kapil, A., Banaee, S. A., Van Rymenant, P., & Sharma, A., (2023). Evaluating shielding gas-filler wire interaction in bi-metallic wire arc additive manufacturing (WAAM) of creep resistant steel-stainless steel for improved process stability and build quality. Journal of Manufacturing Processes, 88, 110-124. https://www.sciencedirect.com/science/article/pii/S1526612523000646.
- Marefat, F., Kapil, A., Banaee, S. A., Van Rymenant, P., & Sharma, A., (2023). Evaluating shielding gas-filler wire interaction in bi-metallic wire arc additive manufacturing (WAAM) of creep resistant steel-stainless steel for improved process stability and build quality. Journal of Manufacturing Processes, 88, 110-124. https://www.sciencedirect.com/science/article/pii/S1526612523000646.
- Li, Y., Su, C., & Zhu, J., (2022). Comprehensive review of wire arc additive manufacturing: Hardwaresystem, physical process, monitoring, property characterization, application and future prospects, Results in Engineering, 13, 100330. https://www.sciencedirect.com/science/article/pii/S2590123021001316.
- Brennan T. Phillipsa,b,*, Josh Alldera, Grady Bolana, R. Sean Naglea, Allison Redingtona, Tess Hellebrekersc, John Bordend, Nikolai Pawlenkoe, Stephen Lichta, (2022). Additive manufacturing aboard a moving vessel at sea using passively stabilized stereolithography (SLA) 3D printing Additive Manufacturing, Vol. 31, January, 100969. [CrossRef]
- Taşdemir, A., & Nohut, S., An overview of wire arc additive manufacturing (WAAM) in shipbuilding industry. (2021). Ships and Offshore Structure 16(7), 797-814. https://www.tandfonline.com/doi/abs/10.1080/17445302.2020.1786232.
- Ziółkowski, M., & Dyl, T., Possible applications of additive manufacturing technologies in shipbuilding: A review. (2020). Machines, 8(4), 84. https://www.mdpi.com/2075-1702/8/4/84.
- A. Mccauley II, Joseph T. Trinh, and Kenneth S. Zust., “Navy Additive Manufacturing Afloat Capability Analysis.” (2020). Naval Postgraduate School.https://calhoun.nps.edu/handle/10945/64681.
- Scott, S., W.Y. Chen and A. Heifetz, (2023). Multi-Task Learning of Scanning Electron Microscopy and Synthetic Thermal Tomography Images for Detection of Defects in Additively Manufactured Metals. Sensors, 23(20). [CrossRef]
- Tonelli, L., (2021). Revealing the Hierarchical Microstructure of Innovative Additively Manufactured Metal Parts with Conventional Light Microscopy. Metallography, Microstructure, and Analysis, 10(2), p. 1-5. [CrossRef]
- You, X., et al., (2024). Influence of Ageing Treatment on Microstructure and Mechanical Properties of GH4169 Alloy Prepared Using Wire Arc Additive Manufacturing. Metals, 14(10), p. 1111-1111. [CrossRef]
- Danilo A. R ., et al., (2023). Ultrasonic diagnostic for in situ control in metal additive manufacturing. Measurement, 206. [CrossRef]
- Marc, R., et al., (2023). Ultrasonic diagnostic for in situ control in metal additive manufacturing. Measurement, 206. [CrossRef]
- Masoud Shaloo, Martin Schnall, Thomas Klein, Norbert Huber and Bernhard Reitinger, (2022). A Review of Non-Destructive Testing (NDT) Techniques for Defect Detection: Application to Fusion Welding and Future Wire Arc Additive Manufacturing Processes. Materials, 15(10), 3697. https://www.mdpi.com/1996-1944/15/10/3697.
- Lettori, J., Esposto, C., Peruzzini, M. et al, (2025). Geometrical characterization of circular multi-layered CMT WAAM specimens by 3D structured light scanning. Int J Adv Manuf Technol 136, 5303-5334.1996.
- Takeyuki Abe , Daiki Mori , Keiji Sonoya , Masanobu Nakamura , Hiroyuki Sasahara, (2019). Control of the chemical composition distribution in deposited metal by wire and arc-based additive manufacturing. Precision Engineering, Vol. 55, January, pp. 231-239. [CrossRef]
- Youssef, A. and G. Nikhil, Assisted defect detection by in-process monitoring of additive manufacturing using optical imaging and infrared thermography. 2023, Additive Manufacturing 67. [CrossRef]
- Hauser, T., Reisch, R.T., Kamps, T. et al. Acoustic emissions in directed energy deposition processes. 2022, Int J Adv Manuf Technol, 119, 3517-3532.https://link.springer.com/article/10.1007/s00170-021-08598-8.
- Miaomiao, Y., et al., (2023). Laser interference additive manufacturing ordered Cu microstructure. Applied Surface Science, 615. [CrossRef]
- Permana, E. and Yayat, (2018). Design and Development of Impact Load Sensor for Dynamic Testing Purposes. IOP Conference Series: Materials Science and Engineering, 288(1). https://iopscience.iop.org/article/10.1088/1757-899X/288/1/012060.
- Chen, H., et al., (2019). An experimental study on the effect of salt spray testing on the optical properties of solar selective absorber coatings produced with different manufacturing technologies. International Journal of Energy and Environmental Engineering, 10(2), p. 231-242. https://link.springer.com/article/10.1007/s40095-019-0299-7.
- Chen, H. Chen, H., et al., (2019). An experimental study on the effect of salt spray testing on the optical properties of solar selective absorber coatings produced with different manufacturing technologies. International Journal of Energy and Environmental Engineering, 10(2), p. 231-242. https://link.springer.com/article/10.1007/s40095-019-0299-7.
- Aarfane, A., et al., (2024). Electrocoagulation efficiency probed using electrochemical impedance spectroscopy. Chinese Journal of Chemical Engineering, 75, p. 266-273. [CrossRef]
- Xiangjun Jiang ,Juntao Lu ,Na Zhao ,Zhen Chen and Zhiming Zhao, (2024). A Review of Wear in Additive Manufacturing: Wear Mechanism, Materials, and Process, Lubricants , 12(9), 321. https://www.mdpi.com/2075-4442/12/9/321.
- Sun, M., et al., (2023). Lift analysis and anti-rolling control system design of Magnus rotating roll stabilizer at full speed range.Ocean Engineering, 290: p. 116331. [CrossRef]
- Palraj, M. and P. Rajamanickam, (2021). Motion control studies of a barge mounted offshore dynamic wind turbine using gyrostabilizer. Ocean Engineering, 237: p. 109578. [CrossRef]
- Watine, Y., et al., (2024). Mitigation of hydrofoil torsional flow induced vibrations by resonant piezoelectric shunt. Ocean Engineering, 313: p. 119598. [CrossRef]
- Zhang, S., et al., (2024). Active vibration control for ship pipeline system based on PI-LQR state feedback. Ocean Engineering, 310: p. 118559. Ocean Engineering, 310: p. 118559. [CrossRef]
- Liu, S., J. Song and L. Zhang, (2024). An adaptive bi-limit homogeneous sliding mode control for 3-DOF stabilized system of ship propulsion-assisted sail with prescribed performance. Ocean Engineering, 302: p. 117624. [CrossRef]
- Gong, P., et al., (2025). Temperature-compensated optical fiber sensor for urea detection based on the femtosecond laser-inscribed process. Sensors and Actuators B: Chemical, 426: p. 136795. [CrossRef]
- Bi, C., M.S. Wu and A.W. (2025). Law, Stabilisation of compliant floating platforms with sheet barriers under wave action. Ocean Engineering, 240: p. 109933. [CrossRef]
- Lan, H., et al., (2024). Experimental study on the thermal performance of a novel vapor chamber manufactured by 3D-printing technology. Thermal Science and Engineering Progress, 55. p.102989. [CrossRef]
- Marlantes, K.E., P.J. Bandyk and K.J. Maki, (2024). Predicting ship responses in different seaways using a generalizable force correcting machine learning method. Ocean Engineering, 312: p. 119110. [CrossRef]
- Ye, X., Z. Sun and J. Lu, Prediction and early warning of wind-induced girder and tower vibration in cable-stayed bridges with machine learning-based approach. 2023, Engineering Structures, 275: p. 115261. [CrossRef]
- Coutinho, F., et al., (2023). iWAAM: An automated system for monitoring and control of wire-arc additive manufacturing. IFAC-Papers On Line, 56(2): p. 6576-6581. [CrossRef]
- Khader, N. and S.W. Yoon, (2021). Adaptive optimal control of stencil printing process using reinforcement learning. Robotics and Computer-Integrated Manufacturing, 71: p. 102132. [CrossRef]
- R.F.V. Sampaio, J.P.M. Pragana, I.M.F. Bragança, C.M.A. Silva, C.V. Nielsen, P.A.F. Martins, (2023). Modelling of wire-arc additive manufacturing – A review. Advances in Industrial and Manufacturing Engineering, Vol. 6, 100121. https://www.sciencedirect.com/science/article/pii/S2666912923000107.
- Yabin Yang, Haofeng Lin, Quan Li, (2024). A computationally efficient thermo-mechanical model with temporal acceleration for prediction of residual stresses and deformations in WAAM. Virtual and Physical Prototyping e2349683,19.
- Li, N., Fan, D., Huang, J. et al. (2021). Self-Adaptive Control System for Additive Manufacturing Using Double Electrode Micro Plasma Arc Welding. Chin. J. Mech. Eng. 34, 59. https://link.springer.com/article/10.1186/s10033-021-00581-4#citeas.
- Vishal Kumar, Biplab Kumar, RoyAmitava, (2022), Mandal, Thermal Modeling of Wire Arc Additive Manufacturing Process Using COMSOL Multiphysics, Advances in Manufacturing Engineering, Lecture Notes in Mechanical Engineering, pp.223-232. [CrossRef]
- Ansys Granta MI Enterprise –Material Data Management Software.https://www.ansys.com/products/materials/granta-mi/.
- Yong Ling , Junyan Ni , Joachim Antonissen , Haithem BenHamouda , John Vande Voorde, Magd Abdel Wahab, (2023). Numerical prediction of microstructure and hardness for low carbon steel wire Arc additive manufacturing components, Simulation Modelling Practice and Theory, Vol.122, January, 102664. https://www.sciencedirect.com/science/article/abs/pii/S1569190X22001344.
- FLOW-3D AM Additive Manufacturing Simulation Software. https://www.flow3d.com/products/flow3d-am/.
- Kayadelen, A., Ateş, H. & Yilmaz, O., (2025). Wire Arc Additive Manufacturing (Metal Inert Gas-Cold Metal Transfer) of ER70S-6: Experimental and Computational Analysis on Process, Microstructure, and Mechanical Property Relationships. J. of Materi Eng and Perform https://link.springer.com/article/10.1007/s11665-025-10681-0#citeas.
- Rai, C., Bhanuprakash, S., Kianian, B., & Ståhl, J. E., (2022). Additive Manufacturing Decision Support Systems: A Systematic Literature Review Discerning Current and Future Directions. In A. H. C. Ng, A. Syberfeldt, D. Hogberg, & M. Holm (Eds.), SPS 2022 - Proceedings of the 10th Swedish Production Symposium (pp. 553-565),(Advances in Transdisciplinary Engineering; Vol. 21). IOS Press. [CrossRef]
- J. Patalas-Maliszewska, M. Topczak, M. Mrugalski, M. Rehm., (2023). An Intelligent Support System for Additive Manufacturing technology investment decisions. IFAC-Papers On Line, Vol. 56, Issue 2, P. 21212126. [CrossRef]
- radhan, A.A., Srivastava, R., Sarma, A., (2024). Modelling and Simulation of Wire DED Additive Manufacturing Process. InIn: Sharma, V.S., Dixit, U.S., Gupta, A., Verma, R., Sharma, V. (eds) Machining and Additive Manufacturing. CPIE 2023. Lecture Notes in Mechanical Engineering. Springer, Singapore. [CrossRef]
- SIMULIA Simulation Software - Dassault Systèmes 1. https://www.3ds.com/products/simulia.
- Sigma Labs Print Rite 3Dhttps://3dprintingindustry.com/news/sigma-labs-printrite3d-technology-validated-by-darpa-study-154944/.
- Gibson, I., Rosen, D., Stucker, B., Khorasani, M., (2021). Software for Additive Manufacturing. In: Additive Manufacturing Technologies. Springerm Cham. https://link.springer.com/chapter/10.1007/978-3-030-56127-7_17#citeas.
- Nicolas Alberto Sbrugnera Sotomayor,Fabrizia Caiazzo andVittorio Alfieri, (2021). Enhancing Design for Additive Manufacturing Workflow: Optimization, Design and Simulation Tools, Appl. Sci.,, 11(14), 6628. https://www.mdpi.com/2076-3417/11/14/6628.
- La plate-forme 3DEXPERIENCE- Dassault Systèmes https://www.3ds.com/fr/3dexperience/.
- Belšak, R., Plevčak, R., Gotlih, J., Vuherer, T., Ficko, M., Karner, T., (2024). Developing 3D Welding Process with SIEMENS NX and KUKA Robot Manipulator. In New Technologies, Development and Application VII. Karabegovic, I., Kovačević, A., Mandzuka, S. (eds). NT 2024. Lecture Notes in Networks and Systems, vol 1069. Springer, Cham. [CrossRef]
- Staroselsky A., Klecka M., & Deutchman H., (2024). Optimization of WAAM Process to Produce AUSC Components with Increased Service Life. [CrossRef]
- Farias, F. W. C., da Cruz Payão Filho, J., & e Oliveira, V. H. P. M., (2021). Prediction of the interpass temperature of a wire arc additive manufactured wall: FEM simulations and artificial neural network. Additive Manufacturing, 48, 102387. https://www.sciencedirect.com/science/article/pii/S2214860421005418.
- Saadatmand, M., & Talemi, (2020). Study on the thermal cycle of Wire Arc Additive Manufactured (WAAM) carbon steel wall using numerical simulation. Frattura ed Integrità Strutturale., 14(52), 98-104. https://www.fracturae.com/index.php/fis/article/view/2660/2949.
- Zhao, Y., Chen, Y., Wang, Z., Ye, J., & Zhao, W., (2023). Mechanical properties, microstructural characteristics and heat treatment effects of WAAM stainless-steel plate material. Journal of Building Engineering, 75, 106988.https://www.sciencedirect.com/science/article/pii/S2352710223011671.
- Shanshan X., Bo Y., Jiale W., Liquan J., Yu Y., Zhenhua L., (2025). David H. S.Petro P., Yueling G., Eliminating cracks in Ti–47Al–2Cr–2Nb/Ti–6Al–4V micro-laminated composites fabricated by dual-material laser powder bed fusion. Journal of Materials Research and Technology, Vol. 34, January- Februrary, p. 2344-2357. https://www.sciencedirect.com/science/article/pii/S2238785424030527?via%3Dihu.
- Vo, H. T., Grandvallet, C., & Vignat, F., (2021). A model for manufacturing large parts with WAAM technology. In Advances in Manufacturing Technology XXXIV IOS Press, pp. 79-84. https://ebooks.iospress.nl/doi/10.3233/ATDE210016.
- Lin, Z., Liu, P., & Yu, X., (2021). A literature review on the wire and arc additive manufacturing—welding systems and software. Science of Advanced Materials, 13(8), 1391-1400. https://www.ingentaconnect.com/contentone/asp/sam/2021/00000013/00000008/art00001.
- Xia, C., Pan, Z., Polden, J., Li, H., Xu, Y., Chen, S., & Zhang, Y., (2020). A review on wire arc additive manufacturing: Monitoring, control and a framework of automated system. Journal of manufacturing systems,, 57, 31-45. https://www.sciencedirect.com/science/article/pii/S0278612520301412.
- Baier, D., Wolf, F., Weckenmann, T., Lehmann, M., & Zaeh, M. F., (2022). Thermal process monitoring and control for a near-net-shape Wire and Arc Additive Manufacturing. Production Engineering, 16(6), 811-822. https://link.springer.com/article/10.1007/s11740-022-01138-7.
- Petro Pavlenko, Bojian Yu, (2025). WTC-Auto Former-based additive manufacturing failure prediction in digital twins. Proc. SPIE 13574, Fourth International Conference on Electronic Information Engineering and Data Processing (EIEDP 2025), 135743I. [CrossRef]
- Luo, L., Qian, E., Lu, T., Pan, J., Liu, M., Liu, C., ... & Bi, L., (2024). Vision-Based Estimation of Force Balance of Near-Suspended Melt Pool for Drooping and Collapsing Prediction. Sensors, 24(11), 3270. 1. https://www.mdpi.com/1424-8220/24/11/3270.
- Song, H., Li, C., Fu, Y., Li, R., Zhang, H., & Wang, G., (2023). A two-stage unsupervised approach for surface anomaly detection in wire and arc additive manufacturing. Computers in Industry, 151, 103994. https://www.sciencedirect.com/science/article/pii/S0166361523001446.
- Zahidin, M. R., Yusof, F., Rashid, S. H. A., Mansor, S., Raja, S., Jamaludin, M. F., ... & Hussein, N. I. S., (2023). Research challenges, quality control and monitoring strategy for Wire Arc Additive Manufacturing. Journal of Materials Research and Technology 24, 2769-2794. https://www.sciencedirect.com/science/article/pii/S2238785423006634.
- Diao, Z. , Yang, F., Chen, L., Wang, R., Zhang, Y., Sun, J.,... & Rong, M., (2023). Effects of deposition height stability of CuCrZr alloy based on arc voltage sensing: Influence of materials and energy saving on wire arc additive manufacturing. Journal of Cleaner Production, 425, 138665. [Google Scholar]
- Mattera, G., Nele, L., & Paolella, D., (2024). Monitoring and control the Wire Arc Additive Manufacturing process using artificial intelligence techniques: a review. Journal of Intelligent Manufacturing, 35(2), 467-497. https://link.springer.com/article/10.1007/s10845-023-02085-5.
- Sharifi, S. S., Fritsche, S., Holzinger, C., … & Enzinger, N., (2023). Selection of Parameters for Optimized WAAM Structures for Civil Engineering Applications. Materials, 16(13), 4862. https://www.mdpi.com/1996-1944/16/13/4862.
- Shi, X., Chengheng, C.,& Zhenhua, L, (2024). Effect of Vertical Vibration on Morphology, Microstructure and Properties of Carbon Steel Produced by Wire and Arc Additive Manufacturing. Journal of Mechanical Engineering, 60(11), 342-352. https://qikan.cmes.org/jxgcxb/EN/PDF/10.3901/JME.2024.11.342.
- Rodrigues, T. A., Bairrão, N., Farias, F. W. C., Shamsolhodaei, A., Shen, J., Zhou, N.,... and Oliveira, J. P., (2022). Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Materials & Design, 213, 110270.
- Richter, A., Rembe, C., Gehling, T., Treutler, K., & Wesling, V., (2019). chtzeittemperaturmessung bei additivem Lichtbogenschweißen/Real-time temperature measurement at wire arc additive welding. Tm-Technisches Messen, 86(s1), 112-116.https://www.degruyter.com/document/doi/10.1515/teme-2019-0057/html.
- He, F., Yuan, L., Mu, H., Ros, M., Ding, D., Pan, Z., & Li, H., (2023). Research and application of artificial intelligence techniques for wire arc additive manufacturing: a state-of-the-art review. Robotics and Computer-Integrated Manufacturing, 82, 102525. https://www.sciencedirect.com/science/article/pii/S0736584523000017.
- Petro Pavlenko, Bojian Yu, (2025). Digital twin and reinforcement learning-based additive manufacturing optimization. Proc. SPIE 13574, Fourth International Conference on Electronic Information Engineering and Data Processing (EIEDP 2025), 1357418, https://doi.org/10.1117/12.3066926. [CrossRef]
- Kerber, E., Knitt, H., Fahrendholz-Heiermann, J. L., Ergin, E., Brell-Cokcan, S., Dewald, P., ... & Reisgen, U. (2024). Variable Layer Heights in Wire Arc Additive Manufacturing and WAAM Information Models. Machines, 12(7), 432. https://www.mdpi.com/2075-1702/12/7/432.
- Zimermann, R., Mohseni, E., Vasilev, M., Loukas, C., Vithanage, R. K., Macleod, C. N., ... & Ding, J. (2022). Collaborative robotic wire+ arc additive manufacture and sensor-enabled in-process ultrasonic non-destructive evaluation.Sensors, 22(11), 4203. https://www.mdpi.com/1424-8220/22/11/4203.
- Azizul Izham, E. D. I., Alkahari, M. R., Hussein, N. I. S., Maidin, S., Ramli, F. R., & Herawan, S. G. (2024). Online monitoring of wire arc additive manufacturing process: a review. Advances in Materials and Processing Technologies, 10(3), 1412-1427. https://www.tandfonline.com/doi/abs/10.1080/2374068X.2023.2190669.
- Pavlenko Petro, Yuxin Zhou. (2025). Digital twin and deep learning-based metal weld defect detection system Proceedings, Proc. SPIE 13574, Fourth International Conference on Electronic Information Engineering and Data Processing (EIEDP 2025), 135740F. [CrossRef]
- Ciccone, F., Bacciaglia, A., & Ceruti, A. (2023). Inclusion of IoT technology in additive manufacturing: Machine learning-based adaptive bead modeling and path planning for sustainable wire arc additive manufacturing and process optimization. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 237(1), 120-132. https://link.springer.com/article/10.1007/s40430-023-04200-2.
- Kunchala, B. K. R., Gamini, S., & Anilkumar, T. C. (2023). Inclusion of IoT technology in additive manufacturing: Machine learning-based adaptive bead modeling and path planning for sustainable wire arc additive manufacturing and process optimization. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 237(1), 120-132. https://journals.sagepub.com/doi/abs/10.1177/09544062221117660.
- Mu, H., He, F., Yuan, L., Commins, P., Wang, H., & Pan, Z. (2023). Toward a smart wire arc additive manufacturing system: A review on current developments and a framework of digital twin. Journal of Manufacturing Systems, 67, 174-189. https://www.sciencedirect.com/science/article/pii/S0278612523000237.
- Wire arc additive manufacturing: A review on digital twinning and visualization process. Journal of Manufacturing Processes 116,293–305. [CrossRef]
- Zijue Chen, Kanishka Surendraarcharyagie,Keenan Granland,Chao Chen,Xun Xu,Yi Xiong, Chris Davie,Yun long Tang, (2024). Service oriented digital twin for additive manufacturing process. Journal of Industrial Information Integration, 74, 762–776. [CrossRef]
- Mohammad Mahruf Mahdi, Mahdi Sadeqi Bajestani, Sang Do Noh. (2025). Digital twin-based architecture for wire arc additive manufacturing using OPC UA. Robotics and Computer–Integrated Manufacturing 94 102944. [CrossRef]
- Azarian, M., Yu, H., & Solvang, W. D. (2021). Integrating additive manufacturing into a virtual Industry 4.0 factory. In Advanced Manufacturing and Automation X 10 (pp. 587-594). Springer Singapore. https://link.springer.com/chapter/10.1007/978-981-33-6318-2_73.
- Haolin Fan, Chenshu Liu, Shijie Bian, Changyu Ma…&… and Bingbing Li, (2025). New era towards autonomous additive manufacturing: a review of recent trends and future perspectives. International Journal of Extreme Manufacturing IMMT Int. J. Extrem. Manuf. 7, 032006 (48pp), https://iopscience.iop.org/article/10.1088/2631-7990/ada8e4.
- Min-Su Kang ,Dong-HeeLee, Mahdi Sadeqi Bajestani, Duck Bong Kim and Sang Do Noh. (2025), Edge Computing-Based Digital Twin Framework Based on ISO 23247 for Enhancing. Machines,13(1), 19. [CrossRef]
- Shah, A. 1. Shah, A., Aliyev, R., Zeidler, H., & Krinke, S. (2023). A review of the recent developments and challenges in wire arc additive manufacturing (WAAM) process. Journal of Manufacturing and Materials Processing 7(3),97. 2504. [Google Scholar]
- Ayed, A., Valencia, A., Bras, G., Bernard, H., Michaud, P., Balcaen, Y., & Alexis, J. (2020). Effects of WAAM process parameters on metallurgical and mechanical properties of Ti-6Al-4V deposits. In Advances in Materials, Mechanics and Manufacturing: Proceedings of the Second International Conference on Advanced Materials, Mechanics and Manufacturing (A3M’2018), December 17–19, 2018 Hammamet, Tunisia (pp. 26-35). Springer International Publishing. https://link.springer.com/chapter/10.1007/978-3-030-24247-3_4.
- Vázquez, L., Rodríguez, N., Rodríguez, I., Alberdi, E., & Álvarez, P. (2020). Influence of interpass cooling conditions on microstructure and tensile properties of Ti-6Al-4V parts manufactured by WAAM. Welding in the World, 64(8), 1377-1388. https://link.springer.com/article/10.1007/s40194-020-00921-3.
- Karpagaraj, A., Baskaran, S., Arunnellaiappan, T., & Kumar, N. R. (2020, July). A review on the suitability of wire arc additive manufacturing (WAAM) for stainless steel 316. In AIP Conference Proceedings (Vol. 2247, No. 1). AIP Publishing. https://pubs.aip.org/aip/acp/article-abstract/2247/1/050001/1000868.
- Vinoth, V., Sathiyamurthy, S., Natarajan, U., Venkatkumar, D., Prabhakaran, J., & Prakash, K. S. (2022). Examination of microstructure properties of AISI 316L stainless steel fabricated by wire arc additive manufacturing. Materials Today: Proceedings, 66, 702-706. https://www.sciencedirect.com/science/article/pii/S2214785322021241.
- Emanet, S. (2020). Optimization Modeling of the Experimental Coefficient of Thermal Expansion of SLM Processed Materials: 316l Stainless Steel, Ti6Al4v and AlSiMg10 Master’s thesis, Southern University and Agricultural and Mechanical College https://www.proquest.com/openview/c4fb40ceae9e8e2bef4f48ec519bf8ec/1?pq-origsite=gscholar&cbl=18750&diss=y.
- Nagasai, B. P., Malarvizhi, S., & Balasubramanian, V. (2022). Mechanical properties and microstructural characteristics of Al–Mg alloy cylindrical component manufactured by wire arc additive manufacturing process. Metallography, Microstructure, and Analysis, 11(2), 199-211.https://link.springer.com/article/10.1007/s13632-022-00841-2.
- Hussein, N. I. S., Ket, G. C., Rahim, T. A., Ayof, M. N., Abidin, M. Z. Z., & Srithorn, J. (2023). Process and Heat Resources for Wire Arc Additive Manufacturing of Aluminium Alloy ER4043: A Review. Journal of Mechanical Engineering (1823-5514), 20(1). [CrossRef]
- Xu, X., Ding, J., Ganguly, S., & Williams, S. (2019). Investigation of process factors affecting mechanical properties of INCONEL 718 superalloy in wire+ arc additive manufacture process. Journal of Materials Processing Technology,265, 201-209.https://www.sciencedirect.com/science/article/pii/S0924013618304655.
- Chen, Z., & Soh, G. S. (2022). Microstructure and mechanical properties of Wire Arc Additive Manufactured (WAAM) Inconel 718 parts via post heat treatments. Materials Today: Proceedings, 70, 567-573. https://www.sciencedirect.com/science/article/pii/S221478532206432X.
- Zhang, T., Li, H., Gong, H., Wu, Y., Chen, X., & Zhang, X. (2022). Study on location-related thermal cycles and microstructure variation of additively manufactured inconel 718. Journal of materials research and technology,18, 3056-3072. https://www.sciencedirect.com/science/article/pii/S2238785422004859.
- Srivastava, M., Rathee, S., Tiwari, A., & Dongre, M. (2023). Wire arc additive manufacturing of metals: A review on processes, materials and their behaviour. Materials Chemistry and Physics, 294, 126988. https://www.sciencedirect.com/science/article/pii/S0254058422012949. , Rathee, S., Tiwari, A., &.
Figure 1.
Block diagram of WAAM technology components on a naval ship.
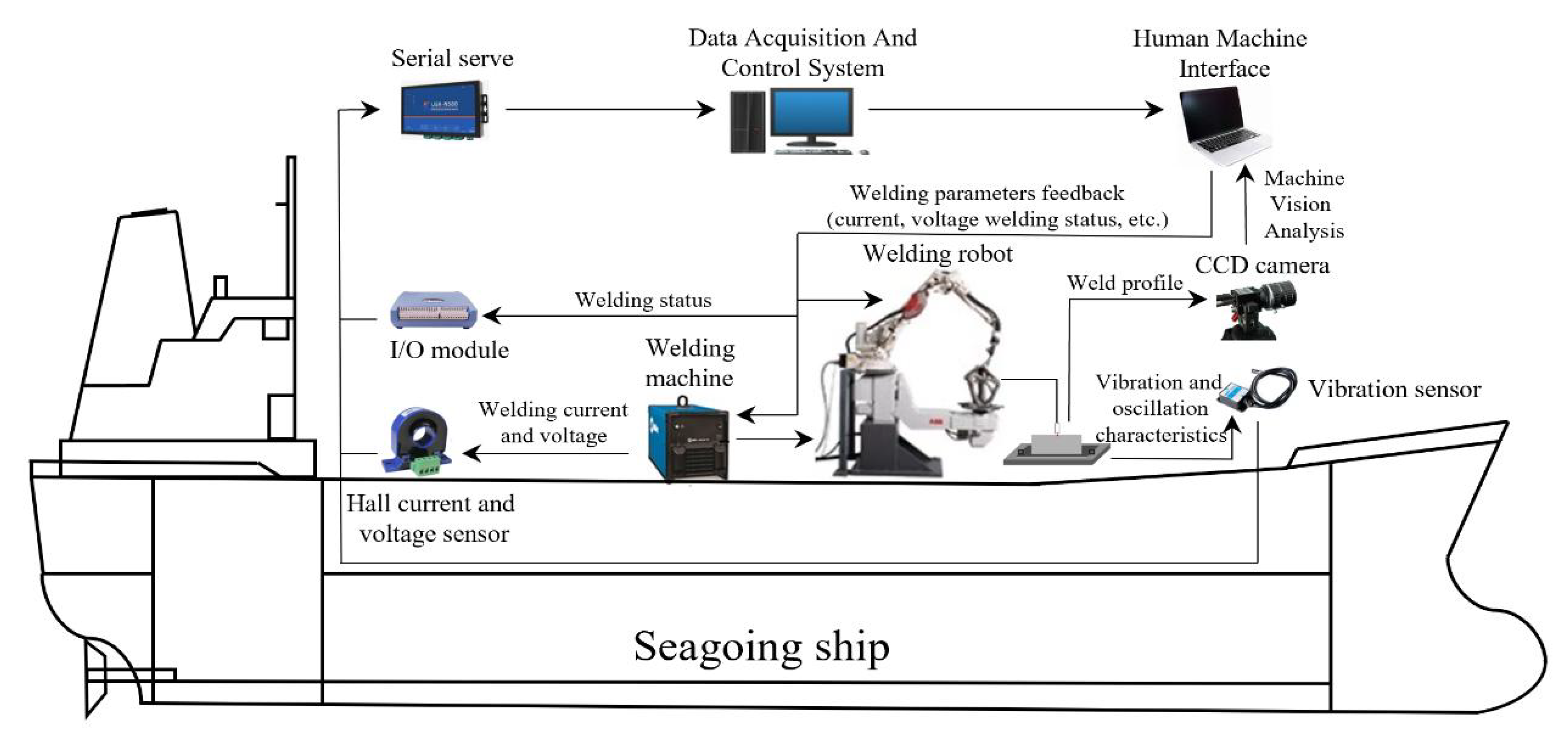
Figure 2.
Gyro-stabilized platform to reduce vibration.
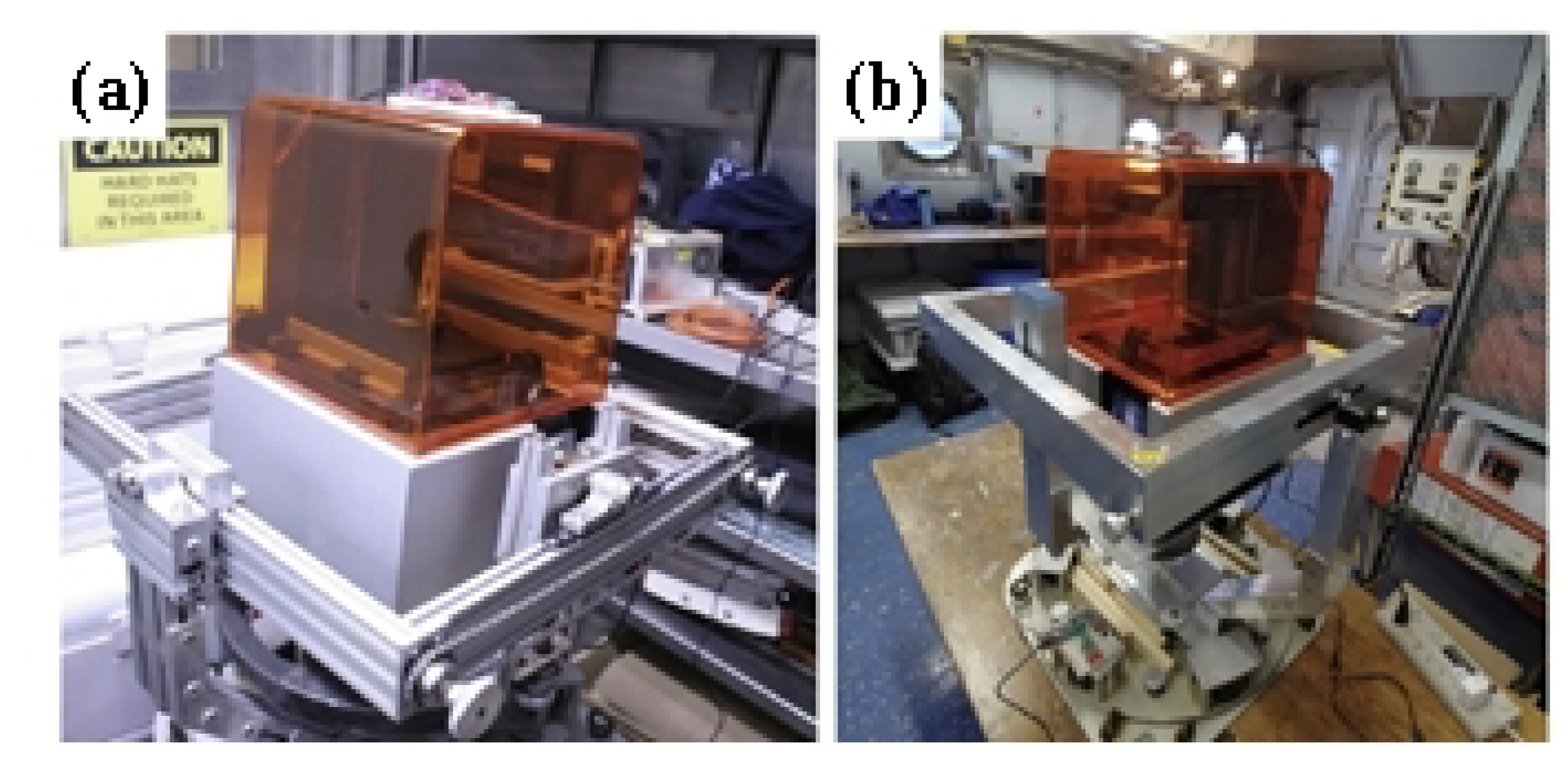
Figure 3.
Instrumental features of an automated system with a collar link for monitoring and ensuring the accuracy of the production of parts on a marine vessel.
Figure 3.
Instrumental features of an automated system with a collar link for monitoring and ensuring the accuracy of the production of parts on a marine vessel.
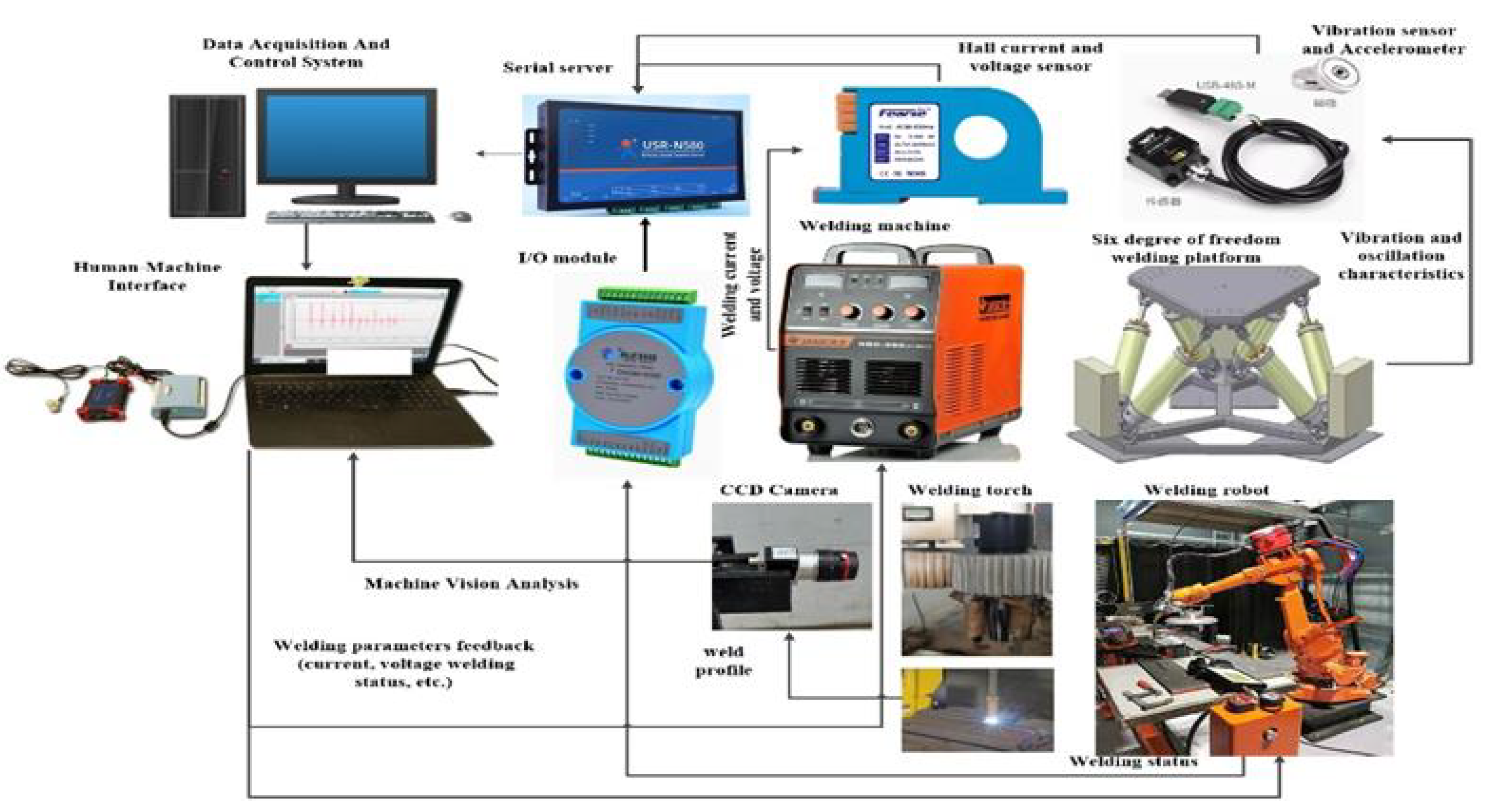
Figure 4.
Acceleration curve of (a) the welding gun and (b) the support plate.
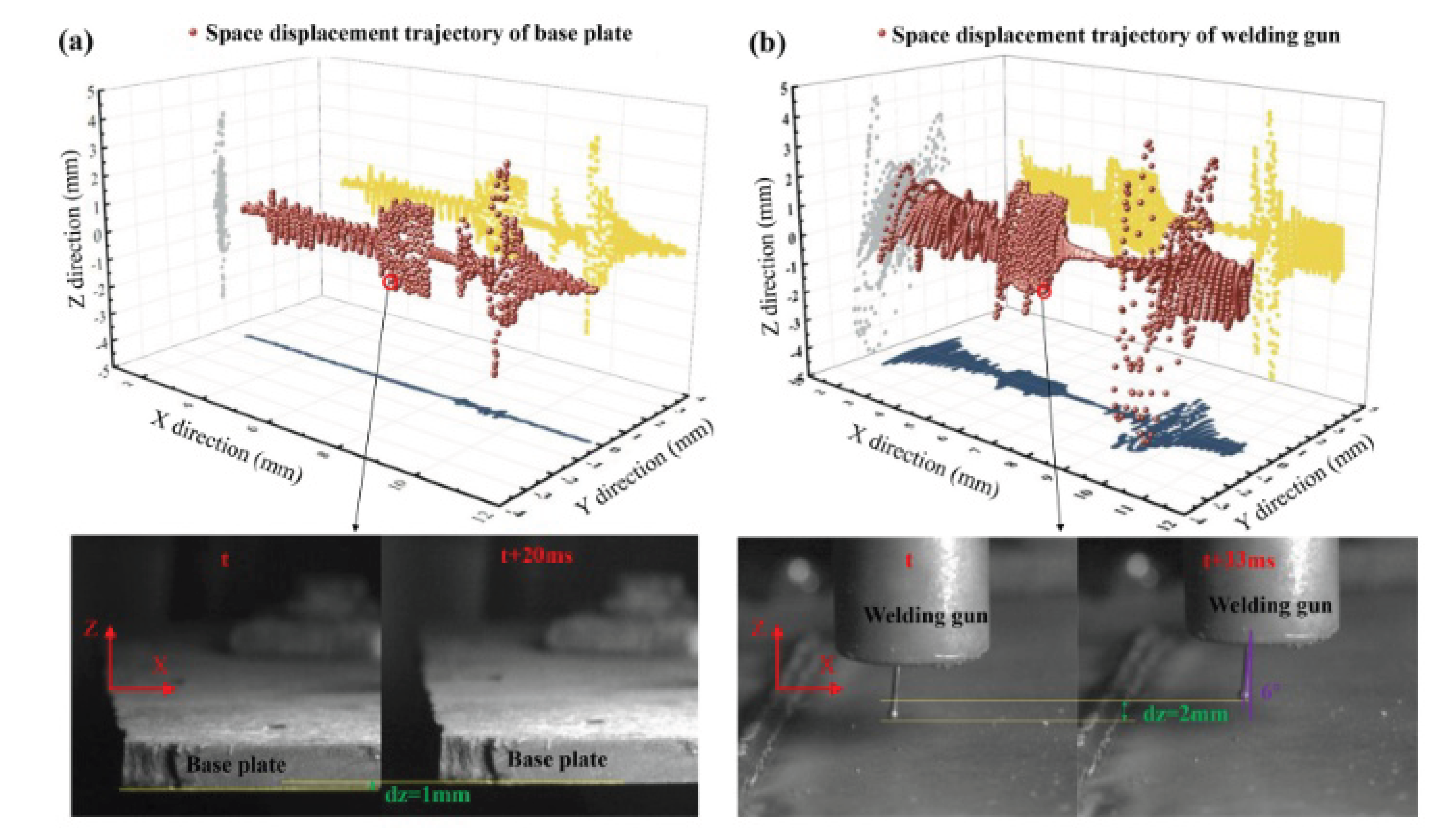
Figure 5.
Trajectory of spatial movement of (a) the support plate and (b) the welding gun.
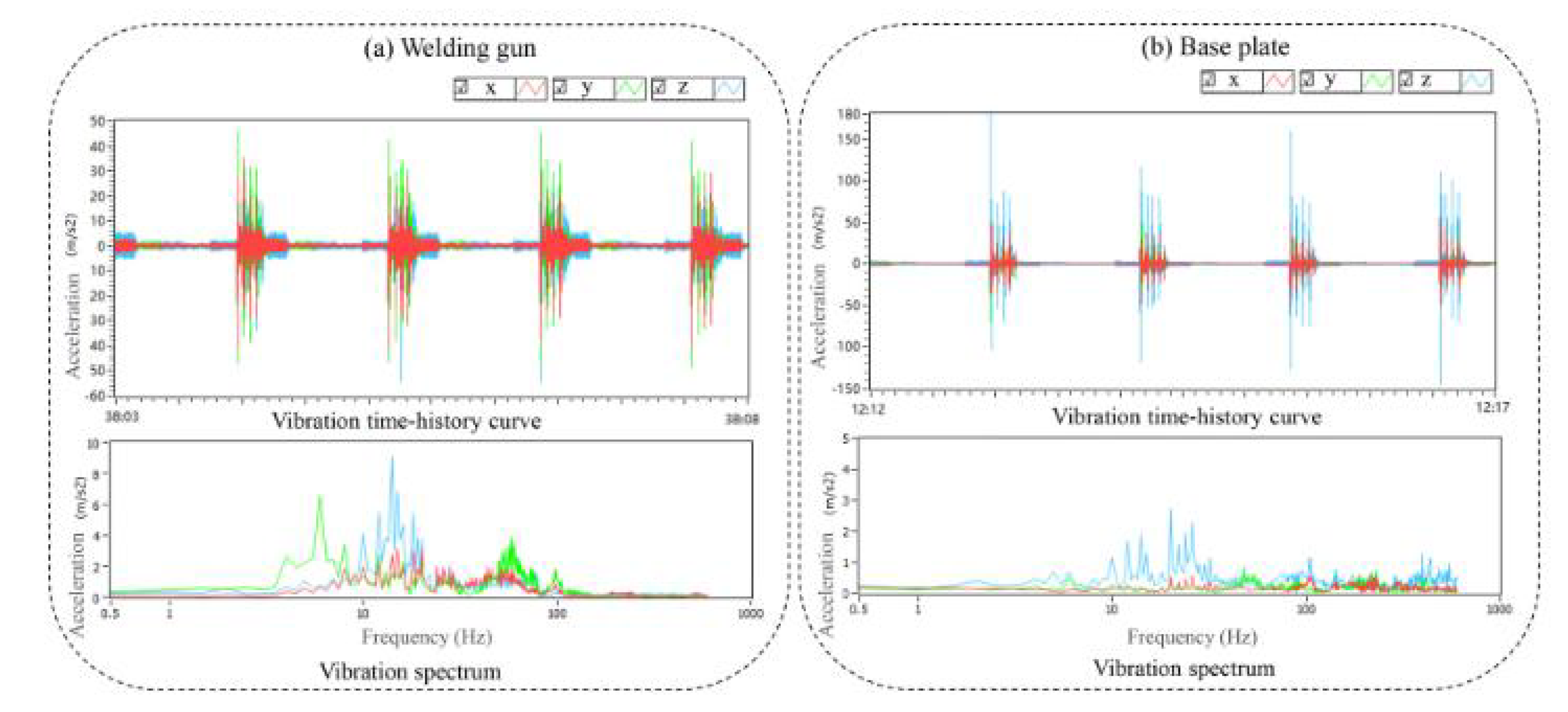
Figure 6.
Structure of sheared-element mesh for low-carbon steel.
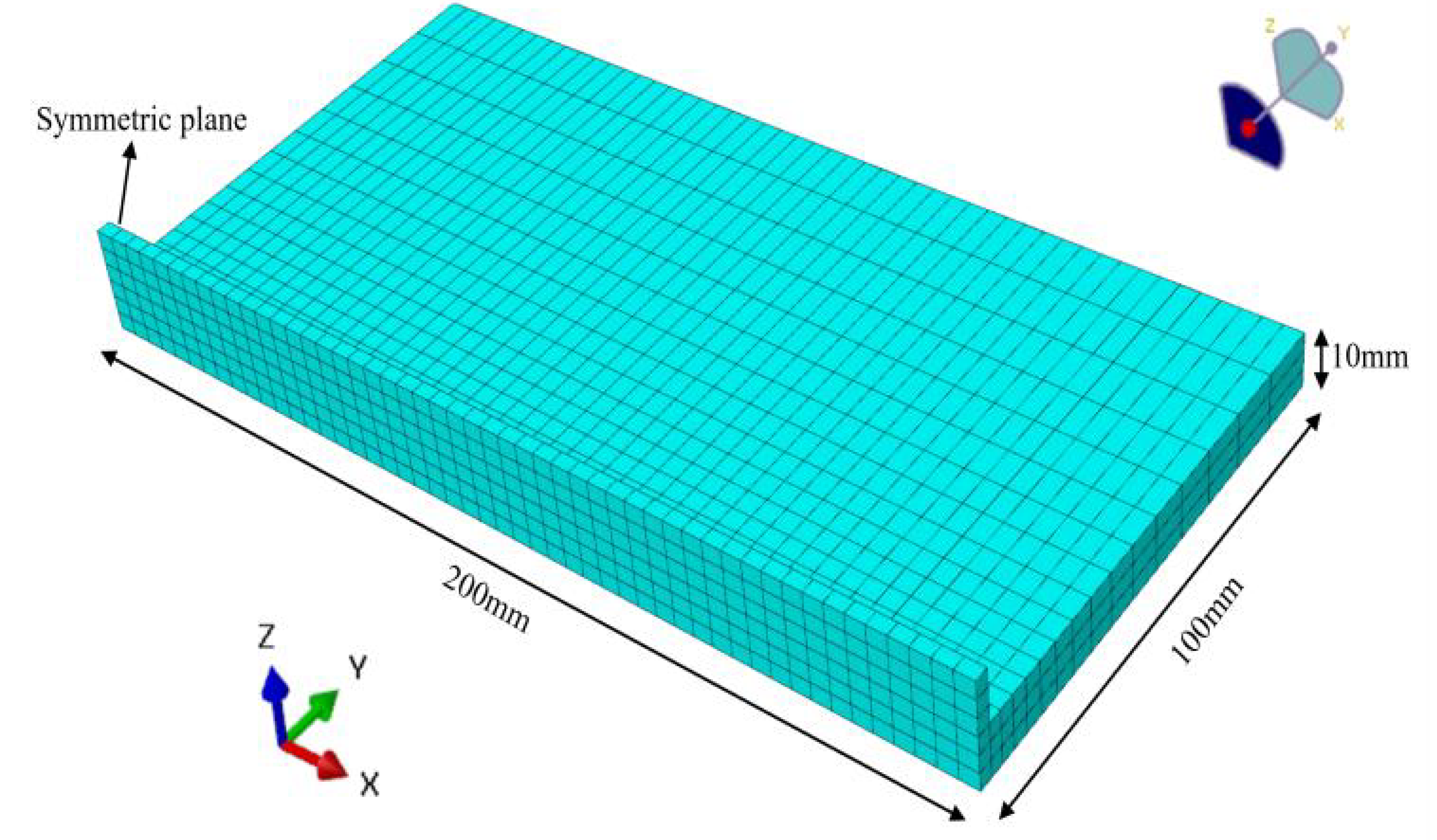
Figure 7.
Structure of sheared-element mesh for low-carbon steel.
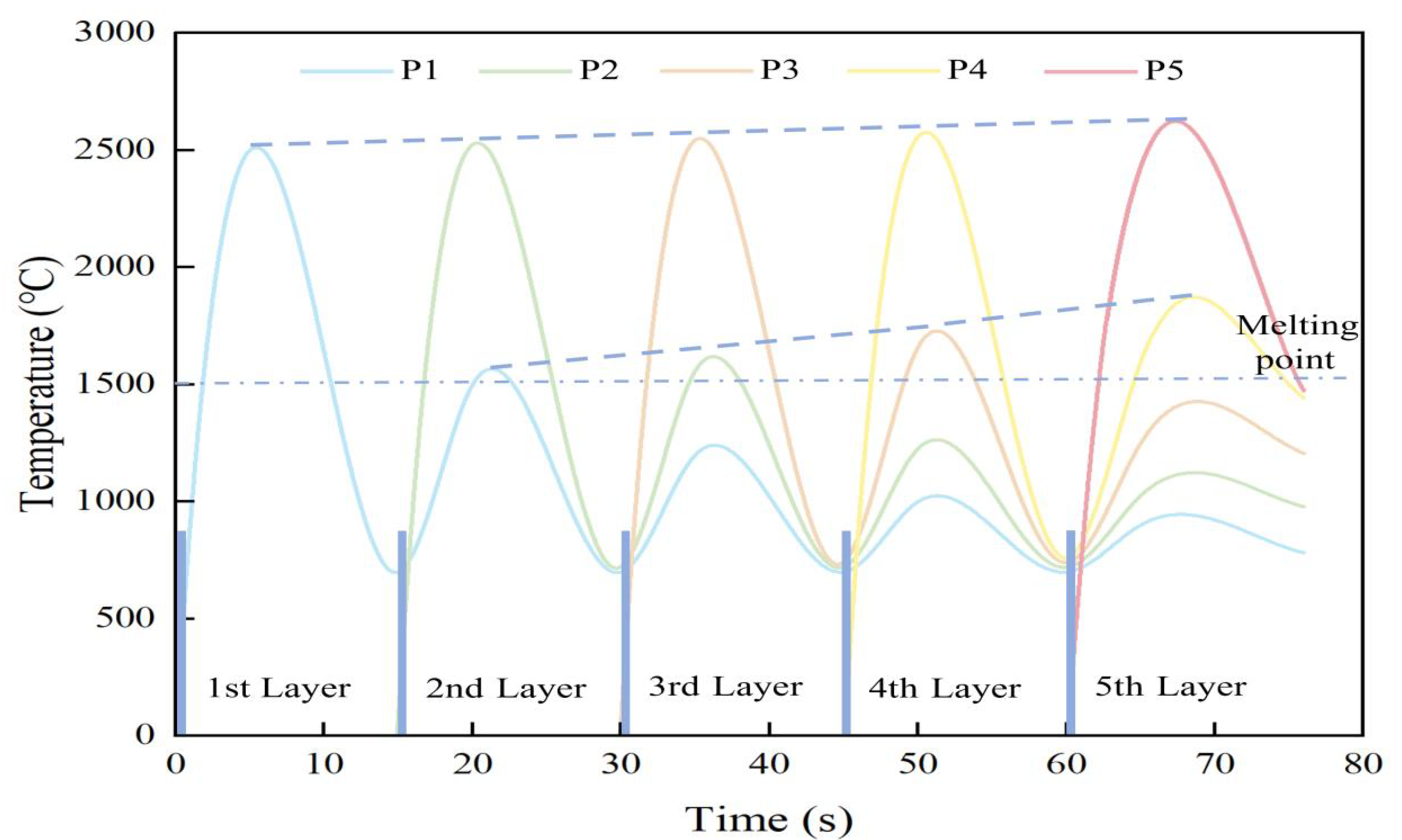
Figure 8.
An example of selecting optimal parameters for monitoring the welding process and monitoring metal cooling rate.
Figure 8.
An example of selecting optimal parameters for monitoring the welding process and monitoring metal cooling rate.
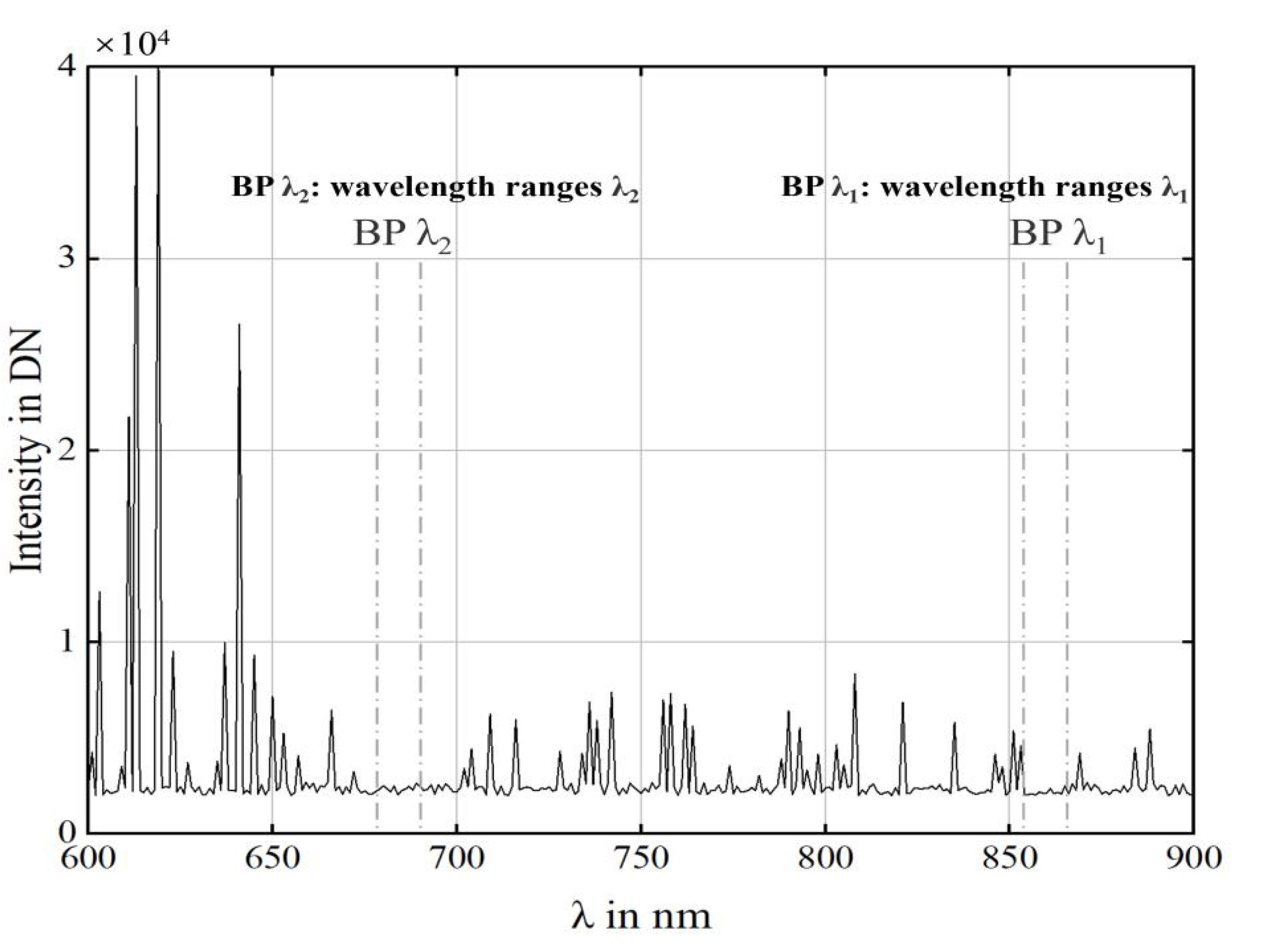
Figure 9.
Distribution of temperature in a welded seam.
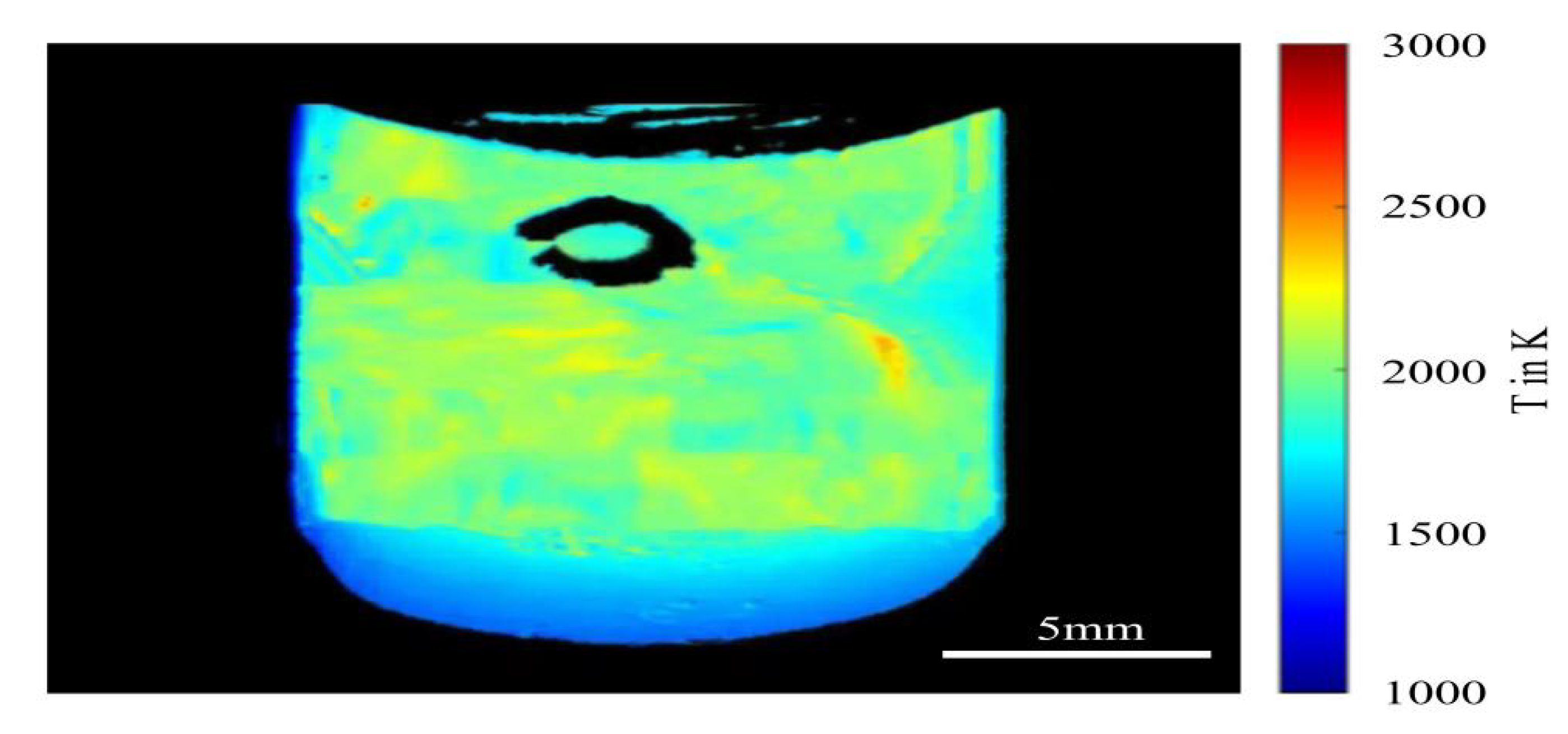
Figure 10.
Identification of defects in the WAAM process.
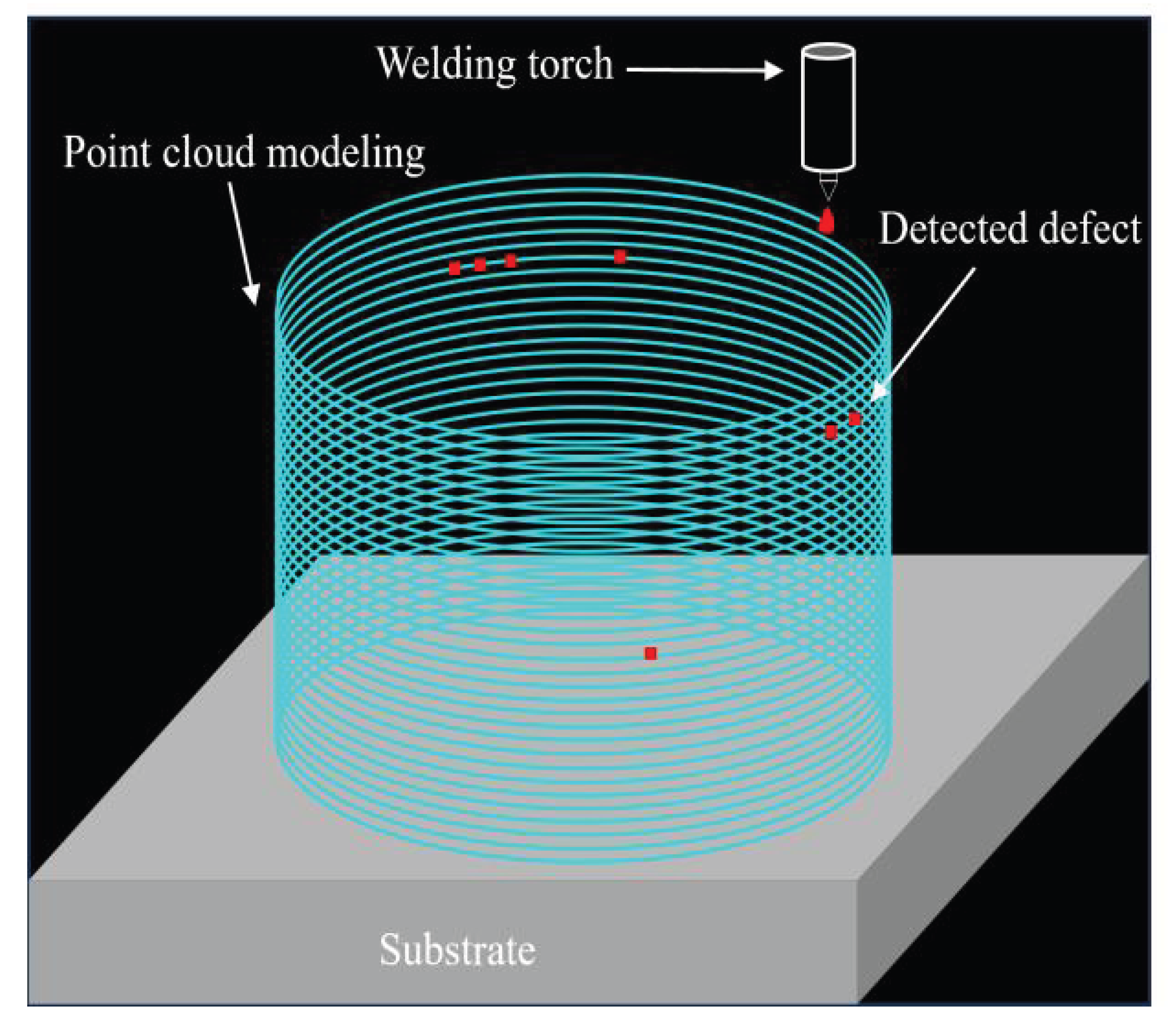
Figure 11.
Range of tools to ensure an effective WAAM process.
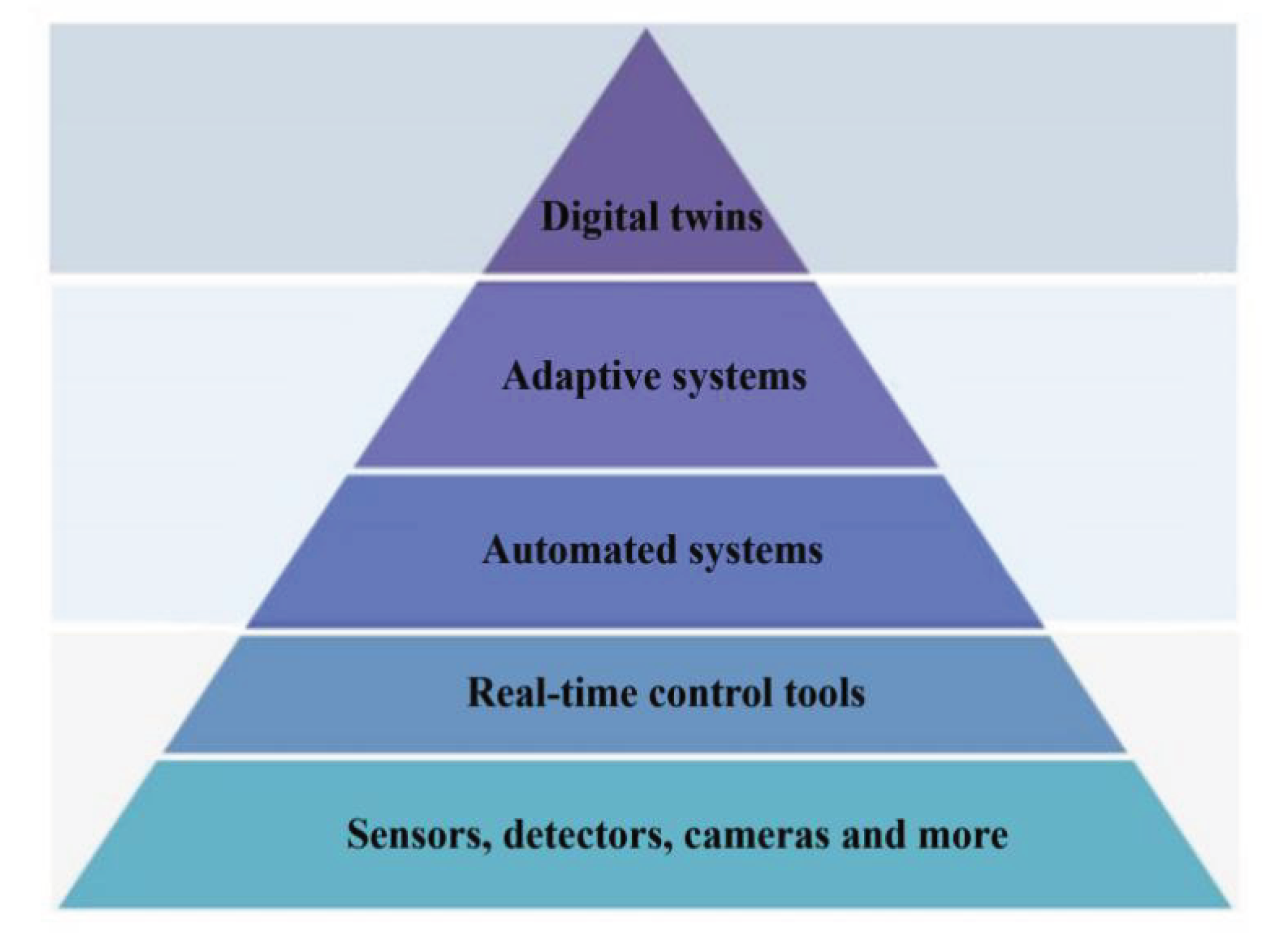
Figure 12.
Scheme of the machine learning process for updating digital models in the WAAM process.
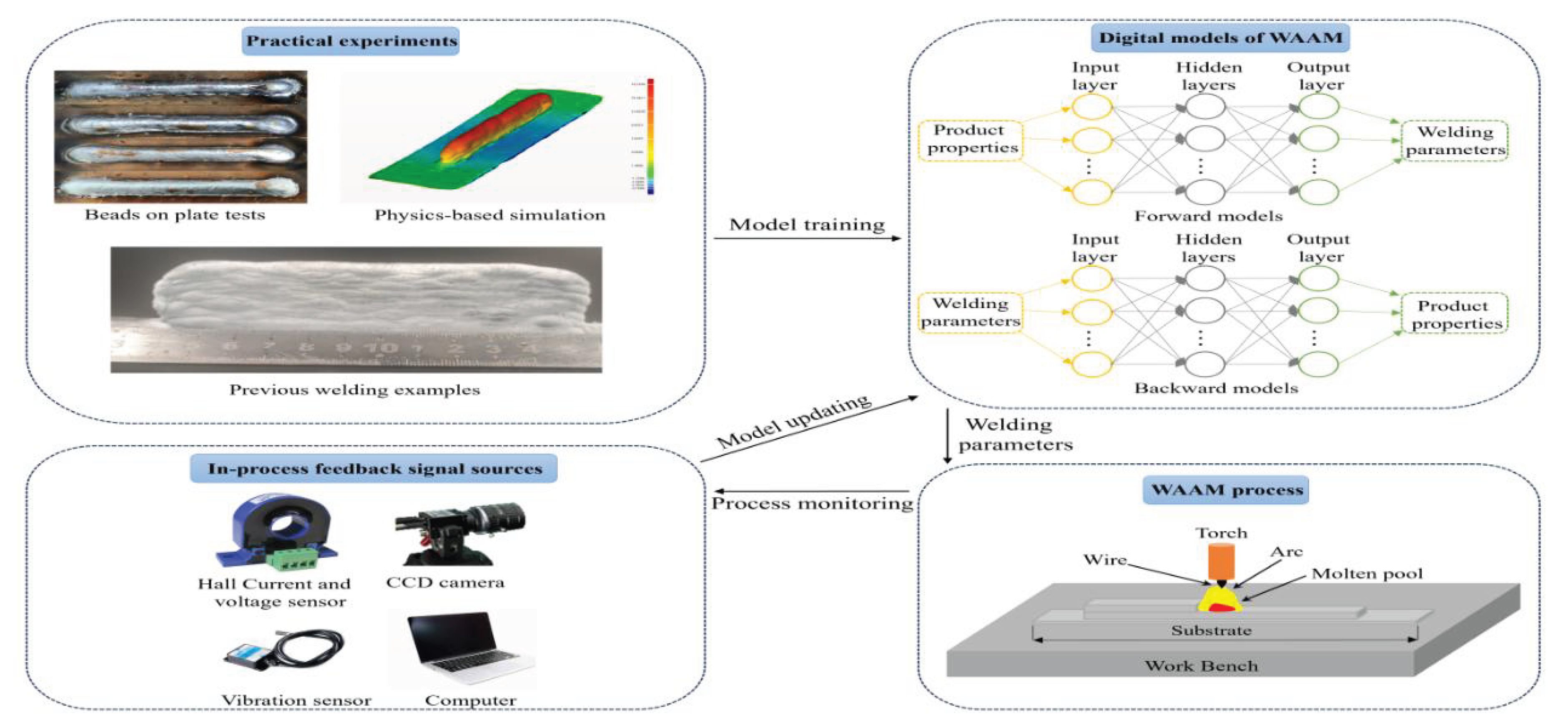
Figure 13.
Scheme for the analysis of metal defects based on in-depth knowledge of modern chemical technologies.
Figure 13.
Scheme for the analysis of metal defects based on in-depth knowledge of modern chemical technologies.
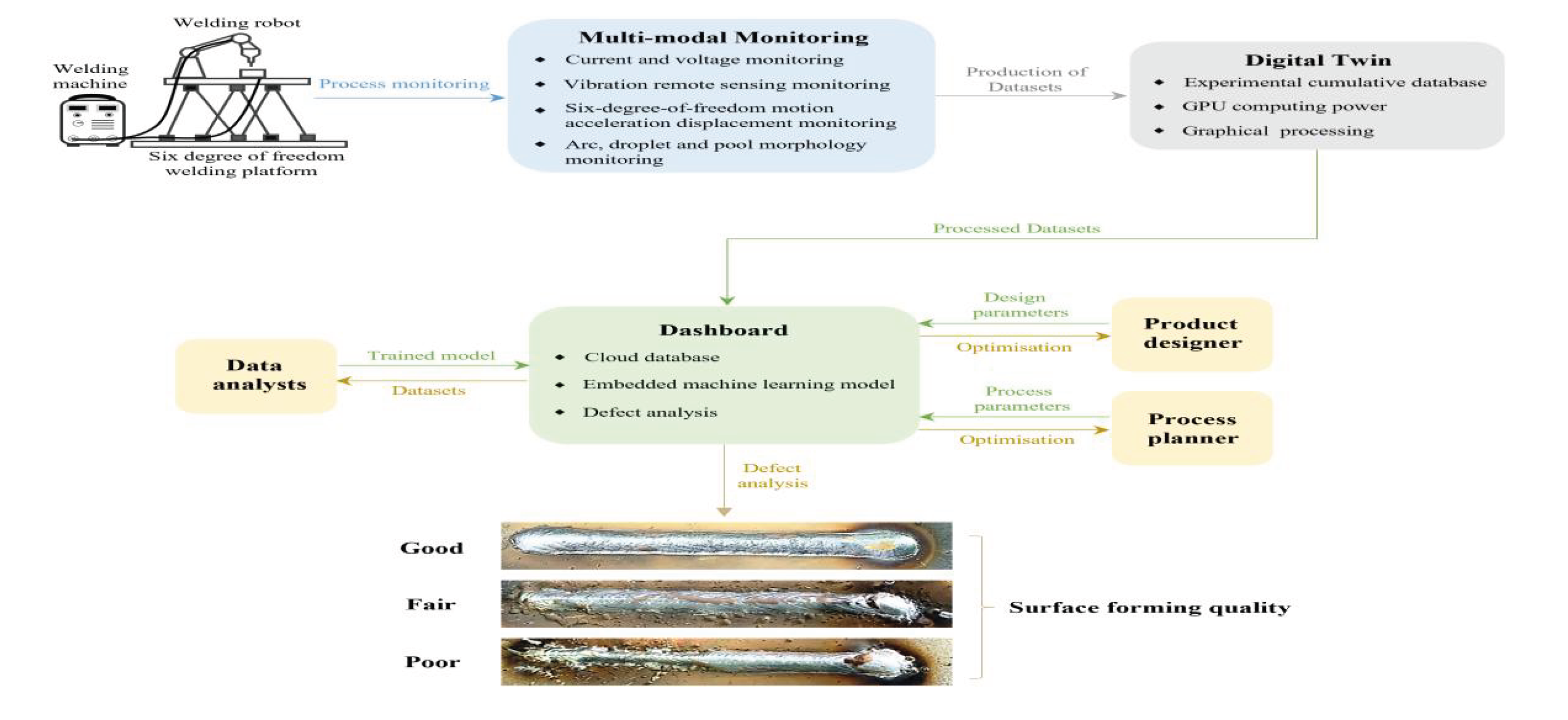
Figure 14.
Materials for the production of additional WAAM technology in marine engineering.
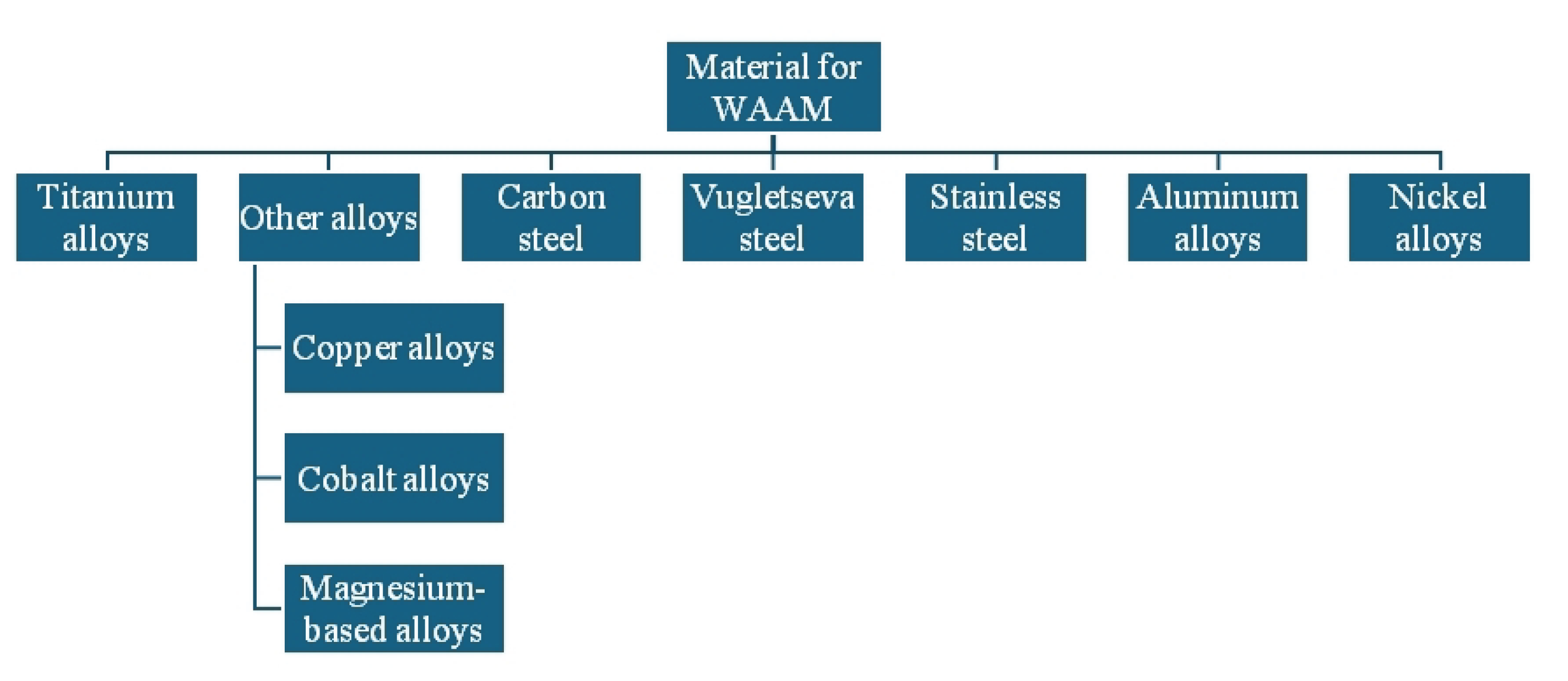

Table 1.
Functional Purpose, Advantages, and Disadvantages of Technical Tools for Investigating the Quality of Parts Produced Using WAAM Technology on 3D Printers.
Table 1.
Functional Purpose, Advantages, and Disadvantages of Technical Tools for Investigating the Quality of Parts Produced Using WAAM Technology on 3D Printers.
| №. | Name | Purpose | Advantages | Disadvantages |
| 1 | Metallographic Analysis [30,31]
|
|
|
|
| 2 | Transmission Electron Microscopy (TEM) [32] | Analyze microstructure at the atomic level to study phase transformations and crystal lattices | High resolution, atomic-level investigation | Expensive method, complex sample preparation |
| 3 | Non-destructive testing (NDT) [33,34,35]
|
|
|
|
| 4 | Optical and Laser Scanning Technology [36]
|
|
|
|
| 5 | Chemical Composition Control [37]
|
|
|
|
| 6 | Thermal and Environmental Monitoring [38]
|
|
|
|
| 7 | Acoustic Emission [39] |
|
|
|
| 8 | WAAM Process Quality Control [40].
|
|
|
|
| 9 | Vibration/Shock Monitoring [41].
|
|
|
|
| 10 | Mechanical Testing [42]. |
|
|
|
| 11 | Corrosion Testing [43,44].
|
|
|
|
| 12 | Control of wear and fatigue strength [45]
|
|
|
|
Table 2.
Functional Purpose, Advantages, and Disadvantages of Technical Tools Used for Investigating the Impact of Marine Environment and Stabilizing Technological Operations in WAAM Technology.
Table 2.
Functional Purpose, Advantages, and Disadvantages of Technical Tools Used for Investigating the Impact of Marine Environment and Stabilizing Technological Operations in WAAM Technology.
| №. | Name | Purpose | Advantages | Disadvantages |
| 1 | Gyroscopic Stabilizers [46,47] |
|
|
|
| 2 | Active Vibration Damping Systems [48,49].
|
|
|
|
| 3 | Adaptive Stabilization on Systems [50]. |
|
|
|
| 4 | Platform Tilt/ Position on Monitoring Systems [51].
|
|
|
|
| 5 | Motion Compensation Modules for WAAM Systems [52]
|
|
|
|
| 6 | Temperature Fluctuation Compensation Systems [53].
|
|
|
|
| 7 | Intelligent systems for predicting and preventing fluctuations [54,55].
|
|
|
|
| 8 | WAAM Process Monitoring/Automation [56,57].
|
|
|
|
Table 3.
Advantages and Disadvantages of Software Tools Used for Research, Simulation, and Quality Assurance of Parts Produced by 3D Printers Using WAAM Technology.
Table 3.
Advantages and Disadvantages of Software Tools Used for Research, Simulation, and Quality Assurance of Parts Produced by 3D Printers Using WAAM Technology.
| №. | Name | Purpose | Advantages | Disadvantages |
| 1 | ANSYS Numerical simulation and analysis software covering mechanical, thermal, and electrical studies [58]. |
|
|
|
| 2 | ABAQUS Powerful finite element analysis software for solving complex engineering problems [59]. |
|
|
|
| 3 | MATLAB/Simulink Numerical computation, modeling, and simulation software [60]. |
|
|
|
| 4 | COMSOL Multi-physics Software for thermal process modeling and simulation [61]. |
|
|
|
| 5 | AnsysGranta: Materials InformationManagement Information system for managing properties of materials and data [62]. |
|
|
|
| 6 | JmatPro Thermodynamic and phase diagram modeling software for material alloy calculations [63]. |
|
|
|
| 7 | Flow3DAM Additive manufacturing simulation software for metal 3D printing processes[64]. |
|
|
|
| 8 | Thermo-Calc Thermodynamic calculation software for phase transformations and material properties under varying conditions [65]. |
|
|
|
| 9 | AM-DSS (Additive Manufacturing-Decision Support System) [66,67]. |
|
|
|
| 10 | Simulia Software for simulating physical phenomena, including vibration and marine motion impacts on WAAM [68,69]. |
|
|
|
| 11 | Sigma Labs PrintRite3D Real-time WAAM process monitoring platform [70]. |
|
|
|
| 12 | Autodesk Netfabb 3D printing preparation and optimization software [71]. |
|
|
|
| 13 | 3DEXPERIENCE Integrated digital platform for design, simulation, and production [72,73]. |
|
|
|
| 14 | Siemens NX Integrated system for design, simulation, and manufacturing [74,75]. |
|
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



