
Submitted:
11 June 2025
Posted:
16 June 2025
You are already at the latest version
Abstract
In this research study, commercial SAE20W40 engine oil and Polyalphaolefin (PAO4) were individually blended with eco-friendly Mahua oil (MO) at volume ratios of 10%, 20%, 30%, and 40% using an ultrasonicator and a magnetic stirrer. The rheological and tribological characteristics of prepared samples were then analyzed by using a rotational Rheometer (MCR-102) and a Four-ball tribo-tester. The chemical characterization of formulated lubricants was analyzed by FT-IR spectroscopy. The worn-out surface of the ball was characterized by using a Scanning Electron Microscope. According to the rheological investigation, the dynamic viscosity of the MO is higher than PAO4 and lower than SAE20W40 engine oil. Blending SAE20W40 into MO increased the dynamic viscosity of MO, whereas blending PAO4 into MO decreased it. At all volume concentrations, the flow behavior of the blended oil showed Newtonian characteristics. The coefficient of friction (COF) for MO exhibited significantly lower values (52% and 46%) when compared to pure SAE20W40 commercial engine oil and PAO4, respectively. The superior antifriction properties, stable frictional torque, and smooth wear scar surface were achieved at 10% PAO4 and40% SAE20W40 into MO. Based on experimentation, it can be suggested that the blending of SAE20W40 and PAO4 intoMO could be a feasible solution for both energy-saving purposes as well as environmental impact.
Keywords:
mahua oil
; rheology
; tribology
; FT-IR
; four-ball tester
; sustainability
1. Introduction
In light of the global energy crisis and the fast depletion of fossil fuels, the quest for an alternative energy source has become an utmost priority. One-third of the fuel energy consumed by passenger cars and heavy-duty vehicles is utilized to mitigate the frictional energy losses caused by different vehicle components such as the valve train, piston assembly, crankshaft, tires, brakes, and auxiliary equipment [1,2]. The reduction of friction losses can be achieved by introducing a thin layer of lubricants (low-shear strength liquids, gases, and solid materials) [3,4,5]. The global consumption of lubricants is estimated to be around 45 million metric tons annually, and there has been a 2.1% rise in demand since 2012 [6]. Most lubricants available today are composed of mineral oils and chemical additives, which can cause significant harm to the environment. While mineral oils have several desirable properties, they are non-renewable, unsustainable, and can cause substantial pollution during their life cycle. The biggest concerns with traditional lubricants are their drainage and disposal, which can have serious and long-term effects on aquatic environments [7,8]. Presently, biocompatible lubricants make up just 0.1% of the total lubricant market, but they are projected to experience a growth rate of 15-30% in the upcoming two decades [9]. Numerous research studies have been conducted and documented, demonstrating the potential of vegetable oil (edible and non-edible) for use in various engineering applications [10,11,12]. Vegetable oils possess exceptional characteristics (high viscosity index, high flash point temperature, low toxicity, and remarkable eco-friendliness) making them well-suited for the production of biocompatible lubricants. Vegetable oils contain triglycerides with a polar molecular structure, which allows them to adhere to metal surfaces effectively. These properties help to form a protective thin film, reducing direct metal-to-metal contact and thereby minimizing friction and wear [13]. Although vegetable oils have many good characteristics it is lagging due to poor oxidation stability, high pouring temperature, and low thermal stability which can be improved by chemical modification [14] or by blending little amount of PAO4/ SAE20W40 as chemical additives because they possess superior thermal stability and excellent miscibility [15,16,17].
It is crucial to prioritize the health of our environment and address potential risks by promoting the use of eco-friendly lubricants in both society and industries. To achieve this, developing lubricants from non-edible plant and crop sources is necessary while ensuring that it does not negatively impact the food supply chain [18].
Habibullah et al. [19] examined the tribological properties of a blend of Jatropha oil and SAE 40 conventional lubricants. The findings indicated that incorporating 5% Jatropha oil enhanced the viscosity and anti-wear properties of the SAE 40 lubricants. Sharma et al. [20] formulated bio-lubricants using Karanja oil and conducted tribological testing comparing, the results with SAE20W40 and SAE 40 conventional lubricants. The findings revealed that the Karanja oil-based bio-lubricants demonstrated superior anti-friction performance and exhibited lower energy consumption than conventional lubricants. Agrawal et al. [21] investigated the tribological performance of cotton seed oil at various loading conditions by using a pin-on-disc tribo-tester. The results revealed that the cotton seed oil exhibits superior lubricating properties in terms of friction and wear as compared to SAE 40 lubricants. Suhane et al. [22] blended and investigated the tribological characteristics of MO and 90T gear oil. The results showed a good reduction in wear at 5-10% MO blend in conventional gear oil. Sharma et al. [23] examined the tribological properties of MO and its chemically modified derivatives using a Four-Ball tribo-tester. The experimental outcomes revealed that the modified MO has superior tribological properties at higher loads. Singh et al. [24] prepared a lubricant by blending MO with synthetic oil and examined their tribological performance. They observed that under all loading conditions, the COF reduced significantly. Loehle et al. [15] examined the lubricating performance of blends comprising fatty acids (stearic, oleic, and linoleic acids) with synthetic PAO4 oil on iron oxide surfaces across a temperature range of 50 °C to 150 °C. The experimental results demonstrated that these fatty acids exhibit strong adsorption capabilities, even at elevated temperatures (150 °C). Among the fatty acids tested, stearic acid displayed superior tribological properties, maintaining effectiveness at 150 °C. Jeevan et al. [25] confirmed that the performance of raw vegetable oil (Pongam, Jatropha, Neem, and MO as cutting lubricants) is better than modified vegetable oil. According to the literature assessment, developing bio-lubricants from plants and non-edible oils is the most feasible approach to promote sustainable development. However, very few or none of the research studies have been conducted or reported in the existing literature on blending PAO4 and SAE20W40 into MO.To enhance the rheological and tribological properties of MO, two distinct commercial oils were selected: (i) SAE20W40, a fully formulated engine oil containing an additive package, and (ii) PAO4, a plain base oil without additives. To assess the impact of these blending agents on MO, comprehensive rheological and tribological analyses were conducted to evaluate its suitability for various engineering applications.
The novelty of this present research work is to investigate the dynamic viscosity, shear stress (rheological characteristics) and frictional torque, COF (tribological characteristics) of MO, an environmentally friendly oil, by blending it with commercial SAE20W40 engine oil and PAO4. The experimental results were compared with the commercial SAE20W40 lubricants to determine the best suitable blending ratios and their rheological and tribological characteristics.
2. Life Cycle Assessment of Conventional and Bio-Based Lubricants
“Environmental friendliness” stands as the foundational element of sustainability, adopted by the United Nations General Assembly in 2015 within the framework of the 17 Sustainable Development Goals [26]. This encompasses energy efficiency, resource optimization, utilization of renewable resources, water conservation, and long-lasting sustainability. Life-cycle analysis involves a thorough assessment of the various stages of a product or process, encompassing raw material sourcing, manufacturing, distribution, usage, and eventual disposal. Figure 1 (a & b) visually illustrates the environmental analysis and its corresponding effects, outlining the life-cycle evaluation of both traditional lubricants and bio-based lubricants. Crude oil, a predominant energy source, is anticipated to have restricted availability in the coming years. Mineral oil, the major constituent of conventional lubricants, is produced mainly by fractional distillation of crude oil.A variety of crude oil production methods are available, encompassing both onshore and offshore techniques (conventional extraction, secondary recovery through water flooding, and enhanced oil recovery), all of which require significant energy resources. Significant toxic gas emissions occur during crude oil transportation and production (onshore/offshore), impacting the surrounding atmosphere [27]. Moreover, the intricacies of refining crude oil necessitate substantial machinery, huge energy inputs, chemicals, and significant initial investments, thus amplifying carbon emissions and contributing to the issue of global warming. The direct exposure of process waste to the environment has adverse impacts on aquatic life and groundwater resources [28]. Furthermore, conventional lubricants predominantly consist of 90% mineral oil and 5-10% chemical additives (like extreme pressure, anti-wear, anti-foaming, anti-friction, and anti-corrosion agents). These additives encompass harmful elements such as Sulphur, Chlorine, Phosphorous, Zinc, and other toxins, posing grave risks to both human health and the ecosystem. Conventional lubricants find primary usage in the automobile/transportation realm (57%), industrial sector (32%), and metalworking industries (16%), thereby contributing significantly to elevated carbon emissions. Millions of gallons of used lubricating oil are directly disposed into the environment after reaching the end of their lifecycle, resulting in substantial environmental harm.
In the context of bio-lubricant formulation, a comprehensive survey revealed the existence of approximately 350 oilseed crops and trees, encompassing both edible and non-edible varieties, distributed worldwide. Each year, India produces approximately 25 million tons of Jatropha, Karanja, Polanga, and Mahua. Among these, the Mahua tree is particularly noteworthy for its rapid growth and is predominantly found in Malaysia, China, India, Taiwan, Thailand, and Singapore. Mahua is an economically significant tree due to the extensive utilization of nearly all its parts. The Mahua trees are deliberately cultivated in non-arable wastelands, thereby avoiding any encroachment on limited farmland designated for food crop cultivation. The tree possesses an extensive, shallow root system that binds the soil, effectively preventing erosion. This strategic approach concurrently contributes to the mitigation of soil erosion, prevention of land degradation, and forest conservation, thus fostering a sustainable ecological balance.The annual production of Mahua seeds in India is approximately ) 0.49-0.51 million tones [29]. Mahua seeds are an excellent source of oilseeds, containing 40-60% oil [30,31,32]. The extraction of MO from oil seeds is mainly done by cold press methods. This approach demonstrates both economic viability and low-cost attributes concerning the extraction and refinement phases, thereby resulting in diminished carbon emissions. The configuration of bio-oils is described based on their constituent components known as “fatty acids,” which are elongated molecules containing carbon atoms ranging from 8 to 24. The primary composition of vegetable oils predominantly consists of triglycerides, where glycerol molecules and fatty acids are interconnected through ester linkages as illustrated in Figure 1 (b). Stearic acids (14%), palmitic acids (17.8%), linoleic acids (17.9%), and oleic acids (46.3%) are the major fatty acids present in MO [15]. These triglyceride fatty acids(saturated, monounsaturated, and polyunsaturated)are responsible for lubrication characteristics which makes them ideal for the development of bio-lubricants. On another hand, MO possesses superior physical and chemical properties such ashigh viscosity index, high thermal properties (flash point temperature),excellent shear stability, and miscibility with mineral oils. The physicochemical characteristics of MO include a density of 0.91598 g/cm³, a viscosity index of 196.22, a flash point of 237°C, and a fire point of 242°C [16].Formulation of bio-lubricants from MO undergoes various chemical treatment processes to enhance their properties (such as epoxidation, transesterification, oxidation, and Additivation/blending) depending on their application [33,34]. The application of bio-lubricants is illustrated in Figure 1(b). However, the application of bio-lubricants from nonedible MO is not limited, this can be further extended for the development of bio-compatible smart fluids like Magneto-rheological fluid (MR-fluid) for automotive suspension systems. Among the numerous advantages of bio-lubricants, biodegradability is the distinguishing feature that makes them appropriate as an alternative to traditional lubricants. After completion of the operational lifespan, these bio-lubricants undergo disposal through various routes, leading to the breakdown of organic compounds into carbon dioxide and water as illustrated in Figure 1(b), thus yielding a notably heightened biodegradability rate ranging from 90% to 98% [35].
Based on the above analysis, it is possible to infer that the development of bio-lubricants based on non-edible MOhas the potential to serve as an alternative to mineral oil as a feedstock. In comparison to mineral oil, this non-edible feedstock exhibits the prospect of mitigating both immediate and consequential environmental impacts, encompassing carbon emissions throughout the production and application phases, losses attributed to frictional energy and wear-related losses.
3. Formulation of MO-Based Blend
SAE20W40 and PAO4 were used as blend additives and mixed into the base MO at ratios of 10%, 20%, 30%, and 40% by volume. The homogenous blends were formulated by using a magnetic stirrer and probe-typeultrasonicator (Made byLeelaSonic, Probe diameter-10 mm) as depicted in Figure 2. Each blending agent was individually dispersed into the fresh MO base and stirred for 2 hours at 300 RPM using a magnetic stirrer. After blending, the oil mixture was subjected to ultrasonication for 2 hours at a frequency of 40 kHz to achieve a homogenous solution.
4. Experimental Setup
The prepared samples underwent rheological measurements using a rotational rheometer (Anton Paar, Model-MCR-102) equipped with a cone and plate geometry. The gap between the fixed plate and the rotating plate was 0.1 mm according to international standardsDIN EN ISO 3219 as depicted in Figure 3 (a).The CSR mode (Control Shear Rate) was employed to assess the dynamic viscosity and shear stress of the developed lubricants at room temperature (25°C). The shear strain rates varied from 100 to 2000 1/s during the measurements. Additionally, the dynamic viscosity was investigated across a temperature range of 25°C to 100°C to study its temperature-dependent behavior. In accordance with ASTM D4172 standards, the frictional properties of the prepared blend samples were evaluated using a Four-Ball tribo-tester (DUCOM, Model-TR30H) as illustrated in Figure 3 (b). To conduct the experiments, the test parameters such as(load applied-392 N, speed of spindle-1200 RPM, duration-3600 seconds, and temperature-75 °C) were selected as per ASTM standards. Steel balls (AISI 52100, diameter-12.7 mm and hardness 60-65 HRC) were used for the tribological testing. The friction coefficient was determined using equation (1) asgiven below [36].
where T is frictional torque generated from upper shaft rotation (kg-mm), W is applied load (kg), and r is the distance between the axis of rotation to the center of the contact of the bottom fixed ball (usually taken as 3.6 mm), µ is friction coefficient.
5. Results and Discussion
5.1. Chemical Characterization of Base Oil and Blends
The chemical characterization (functional group present in MO and the interaction ofMO with blending agent SAE20W40 and PAO4) of the prepared oil sample was analyzed by usingFT-IR spectroscopyanalysis (SHIMADZU, IR-Sprit-T). Figure 4represents the IR spectrum of MO and prepared blends. Table 1 illustrates the functional group present in the lubricating oil at a different peak position. C=O stretching band of methyl esterwas detected in the IR spectra at 1742.67 cm-1. C-H (alkane groups) medium stretching bands and C=C (alkene groups) strong stretching bands were present at 1456.03 cm-1 and 720.17 cm-1respectively. Whereas, O-H (alcohol group) was seen at 1367.61 cm-1 and 1159.41 cm-1. The methylene, methane (carboxyl group) was also present at 2919.19 cm-1 and 2853.59 cm-1 [37].The additional peak detected in the case of commercial oil SAE20W40 at1306.29 cm-1 which is corresponding to the Sulphur compound whereas, the amine group seen at 1159.41 cm-1 with medium stretchingbend indicates that theSulphur based chemical additives present in the lubricating oil. In the case of blended oil (MO+SAE20W40), the additional peak detected at 3004.76 cm-1 with week stretching corresponds to alcohol groups (O-H), whereas two additional peakswere observed in the case of MO+PAO4 at 2853.59 cm-1 and 2234.76 cm-1corresponds to alkyne (C≡C) and ketene (C=C=O). The rest of the peaksthat appeared in the blended sample were similarto those ofpure MO and SAE20W40 peaks. The appearance of an additional peak revealed that the interaction of oil molecules between the base oil and blending agent was by a chemical reaction which forms the chemical bonds between the oil molecules. The presence of the ester group in the MO and the chemical additives in the SAE20W40 at desired blending ratios could be beneficial for the tribological performance of lubricating oil.
5.2. Rheological Analysis
Figure 5 (a) illustrates that the dynamic viscosity of both MO and the blending agents (SAE20W40 and PAO4) remained nearly consistent even as shear rates increased. The commercial engine oil SAE20W40 exhibited a higher shear viscosity than base MO and PAO4 due to the presence of a high amount of viscosity modifiers as it is a fully formulated lubricating oil. Almost 10.9 % viscosity modifier (high sub-atomic weight polymers) is generally used in motor oil to enhance the sturdiness of lubricating oil [38,39]. However, MO exhibited higher viscosity than PAO4which might be attributable to the presence of a substantial quantity of saturated fatty acids (steric-14%, palmitic-17.8%) and monounsaturated fatty acidi.e., Oleic acid- 46% preferably one double bonds(presence of alkane and ester group confirmed by FT-IR analysis).The viscosity of vegetable oil mainly depends on the triglyceride fatty acids present in it (saturated, monounsaturated, or unsaturated). The viscosity of vegetable-based oil could be increased by increasing the carbon chain length of fatty acids and decreased by increasing the unsaturated bonds [40].The viscosity of MO was found to increase with increasing the volume percentage of SAE20W40, whereas viscosity decreases by increasing the volume percentage of PAO4 in MO as illustrated in Figure 5 (a & b). The increasing trends in the viscosity of blended oil indicate that the effects of the viscosity modifier present in the SAE20W40 were predominated whereas decreasing trends with PAO4 indicate that the fatty acids present in MO become delicate. However, a large difference in viscosity was observed at higher blending ratios (at 40 volume%)in both the case of the blended oil sample. Further more, the flow parameter of developed lubricants was also calculated using the Ostwald-de power law [41]which is demonstrated by equation (2).
where, τ =shear rate (1/s), γ=shear stress (Pa), n= power-law index, and k=consistency index. Figure 6(a &b) shows the variations in shear stress (Pa) with varying shear rates (1/s) at a temperature of 25°C. The power law index (n) of base-MO and blending agent was closer to one, indicating that lubricant flow behavior is Newtonian. The incorporation of blending agent SAE20W40 and PAO4 in MO did not impact the flow characteristics of lubricating oil at all the volume concentrations and the power law index was closer to one indicating Newtonian behavior. It was also observed that at a higher volume concentration (40 %) of SAE20W40, the power law index was slightly decreased (n=0.8513), indicating shear thinning behavior. Moreover, the consistency index (k) of the base MO (k=0.785) was continuously increased by increasing the volume percentage of SAE20W40, and the maximum consistency index (k=0.3411) was achieved at 40 vol.% of SAE20W40 which was greater thanpureSAE20W40 (k=0.2535).
However, in the case of MO+PAO4, the consistency index slightly decreased due to weak intermolecular force between oil molecules confirming the lowering of the viscosity of blended oil.Moreover, the study also examined the dynamic viscosity variation with temperature across a range of 25°C to 100°C.Figure 7 (a, b&c) illustrates the relationship between dynamic viscosity and temperature for both MO and blended oil. In all cases, a consistent trend was observed, as the temperature increased, the dynamic viscosity of the lubricants decreased. This behavior can be attributed to the weakening of the intermolecular forces of attraction .However, in the case of 40 % of SAE20W40 into MO, the drop in viscosity was less between the temperature range of 35 °C – 80 °C as compared to pure SAE20W40. This can be attributed to the formation of chemical bonding between the molecules of MO and SAE20W40 as confirmed by FTIR analysis. The viscosity of both the base oil and blended oil (at all volume percentages) exhibited higher values at lower temperatures and lower values at higher temperatures. Thus, it can be concluded that the blending of SAE20W40into MO improved the viscosity of MO and indicated Newtonian at all the volume concentrations which could be beneficial for tribological performance.
5.3. Tribological Characteristics
The tribological characteristics of prepared blends were analyzed using a four-ball tribo-tester according to ASTM D4172, (Load-392N, time- 1hr, temperature 75 °C). The worn-out surface of the tribo-pair (ball scar) was characterized by using FE-SEM. Figure 8 (a & b) displays the relationship between frictional torque and time. It is evident from the Figure 8 (c), the friction coefficient for pure MO was 52% lower than that of SAE20W40 and 46% lower than that of PAO4.The frictional torque of MO exhibited a decreasing trend during the initial 15 minutes and subsequently remained nearly constant throughout the entire test duration. This consistent behavior confirms the successful formation of a lubrication film at given loading conditions. The film formation mechanism in bio-lubricants is due to the long chain of the fatty present in the oil molecules (saturated or monounsaturated). The polar head of fatty acids easily adhered to the metal surface (trio-pair)under given loading conditions which creates a monolayer film [42]. The MO demonstrated the presence of significant amounts of saturated fatty acids (steric acid-14% and palmitic acid-17.8%) and monounsaturated fatty acids (Oleic acid-47%). When exposed to sliding conditions, these fatty acids adhered to the metal surface and formed a monolayer protective film. This film was effective in preventing friction due to the reduction of partial metal-to-metal contact during the sliding process. On the other hand, for PAO4, the frictional torque experienced an increase within the initial 15 minutes of testing. This increase suggests that the lubricating film may breakdown or discontinuous film formation due to less viscosity at elevated temperatures, leading to a notable rise in frictional torque. Likewise, in conventional lubricants, large fluctuations in frictional torque were observed during the final 30 minutes of the test duration, leading to a higher value of friction coefficient. Furthermore, with the addition of SAE20W40 in the baseMO up to 40 volume percentage, a drastic change (52.53%) in friction coefficient was observed and minimum friction coefficient was noticed at 40 volume % when compared to conventional lubricants SAE20W40 as depicted in Figure 8 (c). In the case of MO+PAO4, the maximum reduction in friction coefficient was 46.1%, and the minimum friction coefficient (COF=0.0513) was observed at 10 volume % when compared to bared synthetic oil PAO4.However, at 30 volume% and 40 volume % of PAO4, the COF was observed to be almost the same (COF at 30%- 0.0607 and COF at 40%- 0.0601). This may be attributed to increasing its concentration to 30% and 40% may not significantly change the shear stability or boundary layer interaction with the contact surfaces. MO has natural polar compounds that contribute to friction-reducing properties, increasing PAO4 content may not drastically change the COF as observed in Figure 8 (c ).According to Figure 8 (b), the resulting frictional torque was more stable at MO+10% PAO4 in comparison to that of pure MO, MO+30% PAO4, and MO+40% PAO4. Based on the friction coefficient and frictional torque analysis it can be suggested that the blending of SAE20W40 and PAO4 in MO could be a feasible solution for both energy-saving purposes as well as environmental impact. In addition, the MO itself acts as a friction modifier for SAE20W40 and PAO4 due to its superior anti-frictional properties according to COF test results. Thus, MO could also serve as additives (friction modifiers) alternative to those chemical additives that are highly toxic to the environment for the formulation of conventional lubricants.
5.4. Worn Surface Analysis
The worn surface morphology of the balls was analyzed by using FE-SEM (Zeiss-500, Germany)and an optical microscope (LEICA-DM 6000M, Germany). Figure 9 (a-j) demonstrate the typical FE-SEM and optical micrograph of a ball scar lubricated with various oil samples (base MO, SAE20W40, PAO4,and blended oil). Figure 9 (a & b) illustrated the presence of deeper and broader grooves under the base MO lubricating condition. Whereas, in the case of PAO4 the wider and shallow grooves with oval shapes were formed throughout the scare. This might be attributed to the breakdown of lubrication film resulting in the excessive removal of material as depicted in Figure 9(c & d). Whereas, no abrasion mark was present on the scar surface under lubricated with SAE20W40commercial oil due to the chemical additives present in it. However, a large number of micro-pits were also observed on the wear scar as shown in Figure 9 (e & f). In the case of MO+40% SAE20W40 where COF (0.0505) was almost equal to COF (0.051) of base MO, a large number of shallow furrows (narrow track) appeared throughout the scar which suggested that the effect of MO could be predominated by chemical additives present in SAE20W40. However, it causes less damage to the scar surface as compared to base MO but the overall scar diameter was increased in comparison to the scar on base MO as depicted in Figure 9 (g & h). In the case of MO+10% PAO4, a smooth surface was observed on the ball scar in comparison to the scar of base MO and PAO4, confirming the formation of the lubricating film by the interaction of MO’s fatty acids or combined effect of PAO4 with Oleic acids as illustrated in Figure 9 (i & j) [8].Thus, it can be suggested that MO alone, or MO containing up to 10% PAO4, could be the most suitable blending ratio for the formulation of bio-lubricants.
6. Conclusions
The bio-based eco-friendly MOwas successfully blended with SAE20W40 and PAO4 via magneticstirring and ultrasonication process. Formulated lubricants were then tested for rheological and tribological characteristicsaccording to ASTM standards. The following conclusions are obtained based on the above experimentation:
- Viscosity measurements indicate that the shear viscosity of MO is significantly higher than that of PAO4 but lower than SAE20W40. The incorporation of SAE20W40 into MO in concentrations ranging from 10 to 40 vol% resulted in a progressive increase in shear viscosity, whereas the addition of PAO4 in MO with the same concentration range led to a reduction in shear viscosity. Despite these variations, the blending of PAO4 and SAE20W40 with MO did not affect its flow characteristics, as all formulations exhibited Newtonian behavior, wherein shear stress maintained a linear relationship with shear rate across all volume concentrations.
- The COF of pure MO was observed to be 52% lower than that of SAE20W40 and 46% lower than PAO4. This reduction in frictional resistance can be attributed to the high concentration of triglyceride fatty acids and naturally occurring polar compounds in MO. These constituents facilitate the formation of a robust protective tribolayer at the contact interface, thereby significantly minimizing friction and enhancing lubrication performance.
- Though the COF of MO+10% PAO4 and MO+40% SAE20W40 was closer to that of pure MO, the addition of 10% PAO4 and 40% SAE20W40 to pure MO demonstrated greater stability in frictional torque and resulted in a smoother wear scar surface, reflecting superior tribological properties in terms of frictional stability and reduced surface damage. Therefore, it can be inferred that these performance improvements are attributed to the combined effects of the interaction between the oil molecules of MO with PAO4 and MO with SAE20W40 as confirmed by FTIR analysis.
- Besides that, it can be also inferred that MO itself acts as an additive for SAE20W40 and PAO4 due to their superior anti-frictional properties according to COF test results. Thus,MO could also serve as an additive (friction modifier) alternative to those chemical additives that are highly toxic to the environment for the formulation of conventional lubricants.These bio-lubricants may be beneficial for several industrial and transportation sectors to contribute the energy savings and pollution reduction.
7. Future Scope
Further studies could explore the incorporation of other eco-friendly chemical additives or biocompatible hybrid nanoparticles to enhance the thermo physical and tribological properties of MO blends, aiming for greater wear resistance and reduced friction.
Author Contributions
All authors whose names appear in the research paper contributed individually and collectively to the following:
- ➢
- In the development of lubricants.
- ➢
- Conducted experimental studies to test developed lubricants.
- ➢
- In surface morphological studies and chemical characterization of developed lubricants.
- ➢
- In writing the research paper for publication.
Funding
The authors did not receive any support from any organization for the submitted work.
Conflicts of Interest
The authors declare that there is no Conflict of interest. We declare that there are no human or animal participants involved in the current study.
References
- Holmberg, K.; Andersson, P.; Erdemir, A. Global energy consumption due to friction in passenger cars. Tribol. Int. 2012, 47, 221–234. [Google Scholar] [CrossRef]
- Holmberg, K.; Andersson, P.; Nylund, N.O.; Mäkelä, K.; Erdemir, A. Global energy consumption due to friction in trucks and buses. Tribol. Int. 2014, 78, 94–114. [Google Scholar] [CrossRef]
- Kumar, V.; Gautam, G.; Singh, M.K.; Ji, G.; Katiyar, J.K.; Mohan, S.; Mohan, A. Prediction of frictional behaviour through regression equations: A statistical modelling approach validated with machine learning. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2024. [Google Scholar] [CrossRef]
- Pandey, S.K.; Gupta, R.N.; Singh, M.K. Synthesis, fabrication and tribo-mechanical studies of microcapsules filled and Al 2 O 3 /glass fibre reinforced UHMWPE based self-lubricating and self-healing composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2024. [Google Scholar] [CrossRef]
- Shekhar, C.; Wani, M.F.; Sehgal, R.; Saleem, S.S.; Ziyamukhamedova, U.; Tursunov, N. Recent Progress in Particulate Reinforced Copper-Based Composites: Fabrication, Microstructure, Mechanical, and Tribological Properties—A Review. Adv. Eng. Mater. 2025, 27. [Google Scholar] [CrossRef]
- Singh, Y.; Sharma, A.; Singla, A. Non-edible vegetable oil–based feedstocks capable of bio-lubricant production for automotive sector applications—a review. Environ. Sci. Pollut. Res. 2019, 26, 14867–14882. [Google Scholar] [CrossRef] [PubMed]
- Randles, S.J. Environmentally considerate ester lubricants for the automotive and engineering industries. J. Synth. Lubr. 1992, 9, 145–161. [Google Scholar] [CrossRef]
- Sharma, B.K.; Adhvaryu, A.; Erhan, S.Z. Friction and wear behavior of thioether hydroxy vegetable oil. Tribol. Int. 2009, 42, 353–358. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Sharma, B.K.; Perez, J.M. Oxidation and low temperature stability of vegetable oil-based lubricants. Ind. Crops Prod. 2006, 24, 292–299. [Google Scholar] [CrossRef]
- Fox, N.J.; Tyrer, B.; Stachowiak, G.W. Boundary lubrication performance of free fatty acids in sunflower oil. Tribol. Lett. 2004, 16, 275–281. [Google Scholar] [CrossRef]
- Castro, W.; Weller, D.E.; Cheenkachorn, K.; Perez, J.M. The effect of chemical structure of basefluids on antiwear effectiveness of additives. Tribol. Int. 2005, 38, 321–326. [Google Scholar] [CrossRef]
- Siniawski, M.T.; Saniei, N.; Pfaendtner, J. Tribological degradation of two vegetable-based lubricants at elevated temperatures. J. Synth. Lubr. 2007, 24, 167–179. [Google Scholar] [CrossRef]
- Rahim, E.A.; Sasahara, H. Investigation of tool wear and surface integrity on MQL machining of Ti-6AL-4V using biodegradable oil. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1505–1511. [Google Scholar] [CrossRef]
- McNutt, J.; He, Q.S. Development of biolubricants from vegetable oils via chemical modification. J. Ind. Eng. Chem. 2016, 36, 1–12. [Google Scholar] [CrossRef]
- Loehle, S.; Matta, C.; Minfray, C.; Mogne, T. Le; Martin, J.M.; Iovine, R.; Obara, Y.; Miura, R.; Miyamoto, A. Mixed lubrication with C18 fatty acids: Effect of unsaturation. Tribol. Lett. 2014, 53, 319–328. [Google Scholar] [CrossRef]
- Unnamalai, E.E.E. Performance Characteristics of Blended With Vegetable and Mineral Oil. 2023, 8, 428–431.
- Woma, T.Y.; Lawal, S.A.; Abdulrahman, A.S.; Olutoye, M.A.; Ojapah, M.M. Vegetable oil based lubricants: Challenges and prospects. Tribol. Online 2019, 14, 60–70. [Google Scholar] [CrossRef]
- Singh, Y.; Kumar Singh, N.; Sharma, A.; Singla, A.; Singh, D.; Abd Rahim, E. Effect of ZnO nanoparticles concentration as additives to the epoxidized Euphorbia Lathyris oil and their tribological characterization. Fuel 2021, 285, 119148. [Google Scholar] [CrossRef]
- Habibullah, M.; Masjuki, H.H.; Kalam, M.A.; Ashraful, A.M.; Habib, M.A.; Mobarak, H.M. Effect of bio-lubricant on tribological characteristics of stefvel. Procedia Eng. 2014, 90, 740–745. [Google Scholar] [CrossRef]
- Sharma, U.C.; Sachan, S. Friction and wear behavior of karanja oil derived biolubricant base oil. SN Appl. Sci. 2019, 1, 1–11. [Google Scholar] [CrossRef]
- Agrawal, S.M.; Lahane, S.; Patil, N.G.; Brahmankar, P.K. Experimental investigations into wear characteristics of M2 steel using cotton seed oil. Procedia Eng. 2014, 97, 4–14. [Google Scholar] [CrossRef]
- Suhane, A.; Rehman, A.; Khaira, H.K. Tribological Investigation of Mahua Oil Based Lubricant for Maintenance Applications. Int. J. Eng. 2013, 3, 2367–2371. [Google Scholar]
- Sharma, S.; Tyagi, H.; Kumar, N.; Yadav, V. Comparative Tribological Investigation of Mahua Oil and its Chemically Modified Derivatives. SAE Int. J. Fuels Lubr. 2014, 7, 360–365. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, N.K.; Sharma, A.; Kishore, C.; Raturi, A. Madhuca Indica (Mahua): A novel feedstock for bio based lubricant application treated with trimethylolpropane and tribological analysis. Aust. J. Mech. Eng. 2020. [Google Scholar] [CrossRef]
- Jeevan, T.P.; Jayaram, S.R.; Afzal, A.; Ashrith, H.S.; Soudagar, M.E.M.; Mujtaba, M.A. Machinability of AA6061 aluminum alloy and AISI 304L stainless steel using nonedible vegetable oils applied as minimum quantity lubrication. J. Brazilian Soc. Mech. Sci. Eng. 2021, 43, 1–18. [Google Scholar] [CrossRef]
- Shah, R.; Woydt, M.; Zhang, S. The Economic and Environmental Significance of Sustainable Lubricants. Lubricants 2021, 9, 21. [Google Scholar] [CrossRef]
- Masnadi, M.S.; El-Houjeiri, H.M.; Schunack, D.; Li, Y.; Englander, J.G.; Badahdah, A.; Monfort, J.-C.; Anderson, J.E.; Wallington, T.J.; Bergerson, J.A.; et al. Global carbon intensity of crude oil production. Science 2018, 361, 851–853. [Google Scholar] [CrossRef]
- Menezes, P.L.; Ingole, S.P.; Nosonovsky, M.; Kailas, S. V.; Lovell, M.R. Tribology for scientists and engineers: From basics to advanced concepts. Tribol. Sci. Eng. From Basics to Adv. Concepts 2013, 9781461419, 1–948. [Google Scholar] [CrossRef]
- Singh, Y.; Farooq, A.; Raza, A.; Mahmood, M.A.; Jain, S. Sustainability of a non-edible vegetable oil based bio-lubricant for automotive applications: A review. Process Saf. Environ. Prot. 2017, 111, 701–713. [Google Scholar] [CrossRef]
- Sahu, F.M.; Suthar, S.H.; Suthar, H.G.; Jena, S. Mahua seed- a Multipurpose Tree-borne oilseeds ( TBOs ) of India. 2022, 9, 536–547.
- Chaurasia, S.K.; Sehgal, A.K.; Singh, N.K. Improved Lubrication Mechanism of Chemically Modified Mahua (Madhuca indica) Oil with Addition of Copper Oxide Nanoparticles. J. Bio- Tribo-Corrosion 2020, 6. [Google Scholar] [CrossRef]
- Pawar, M.S.; Kadam, A.S.; Yemul, O.S. Development of polyetheramide based corrosion protective polyurethane coating from mahua oil. Prog. Org. Coatings 2015, 89, 143–149. [Google Scholar] [CrossRef]
- Khan, S.; Das, P.; Quadir, M.A.; Thaher, M.; Annamalai, S.N.; Mahata, C.; Hawari, A.H.; Al Jabri, H. A comparative physicochemical property assessment and techno-economic analysis of biolubricants produced using chemical modification and additive-based routes. Sci. Total Environ. 2022, 847. [Google Scholar] [CrossRef] [PubMed]
- Dhote Priya, S.; Ganvir, V.N. Methanolysis of High FFA Mahua Oil in an Oscillatory Baffled ( Batch ) Reactor. 2014, 3, 32–39.
- Gupta, A.; Chaudhary, R.; Sharma, S. Potential applications of mahua (Madhuca indica) biomass. Waste and Biomass Valorization 2012, 3, 175–189. [Google Scholar] [CrossRef]
- Gupta, H.S.; Sehgal, R.; Wani, M.F. Investigating the Effect of GNP, ZnO, and CuO Nanoparticles on the Tribological, Rheological, and Corrosion Behavior of Bio-based Mahua Oil. Energy Sources, Part A Recover. Util. Environ. Eff. 2023, 45, 9081–9092. [Google Scholar] [CrossRef]
- Baskar, G.; Gurugulladevi, A.; Nishanthini, T.; Aiswarya, R.; Tamilarasan, K. Optimization and kinetics of biodiesel production from Mahua oil using manganese doped zinc oxide nanocatalyst. Renew. Energy 2017, 103, 641–646. [Google Scholar] [CrossRef]
- Srivyas, P.D.; Charoo, M.S. Effect of lubricants additive: Use and benefit. Mater. Today Proc. 2019, 18, 4773–4781. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, L.; Zhang, Z.; Tao, P. Characteristics of rolling interface lubrication considering contact surface textures in mixed lubrication. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2024. [Google Scholar] [CrossRef]
- Malinowska, M. The Full or Partial Replacement of Commercial Marine Engine Oil with Bio Oil, on the Example of Linseed Oil. J. KONES 2019, 26, 129–135. [Google Scholar] [CrossRef]
- Shafi, W.K.; Charoo, M.S. Experimental study on rheological properties of vegetable oils mixed with titanium dioxide nanoparticles. J. Brazilian Soc. Mech. Sci. Eng. 2019, 41. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Zhang, Y.; Wang, Y.; Jia, D.; Yang, M. Grinding temperature and energy ratio coefficient in MQL grinding of high-temperature nickel-base alloy by using different vegetable oils as base oil. Chinese J. Aeronaut. 2016, 29, 1084–1095. [Google Scholar] [CrossRef]
Figure 1.
Life-cycle assessment of (a) Conventional lubricants (b) MO-based bio-lubricants.
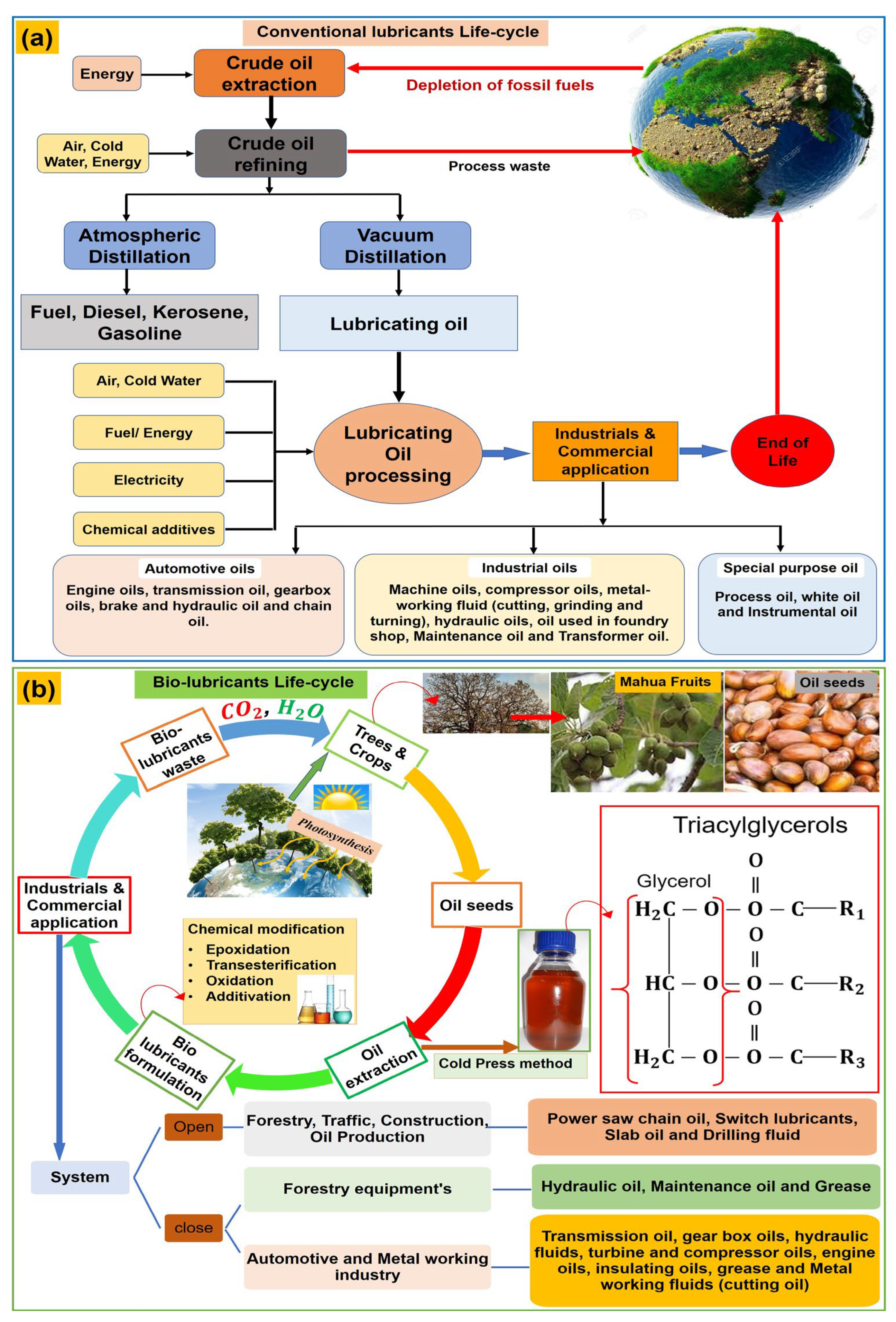
Figure 2.
Prepared MO-based blends.
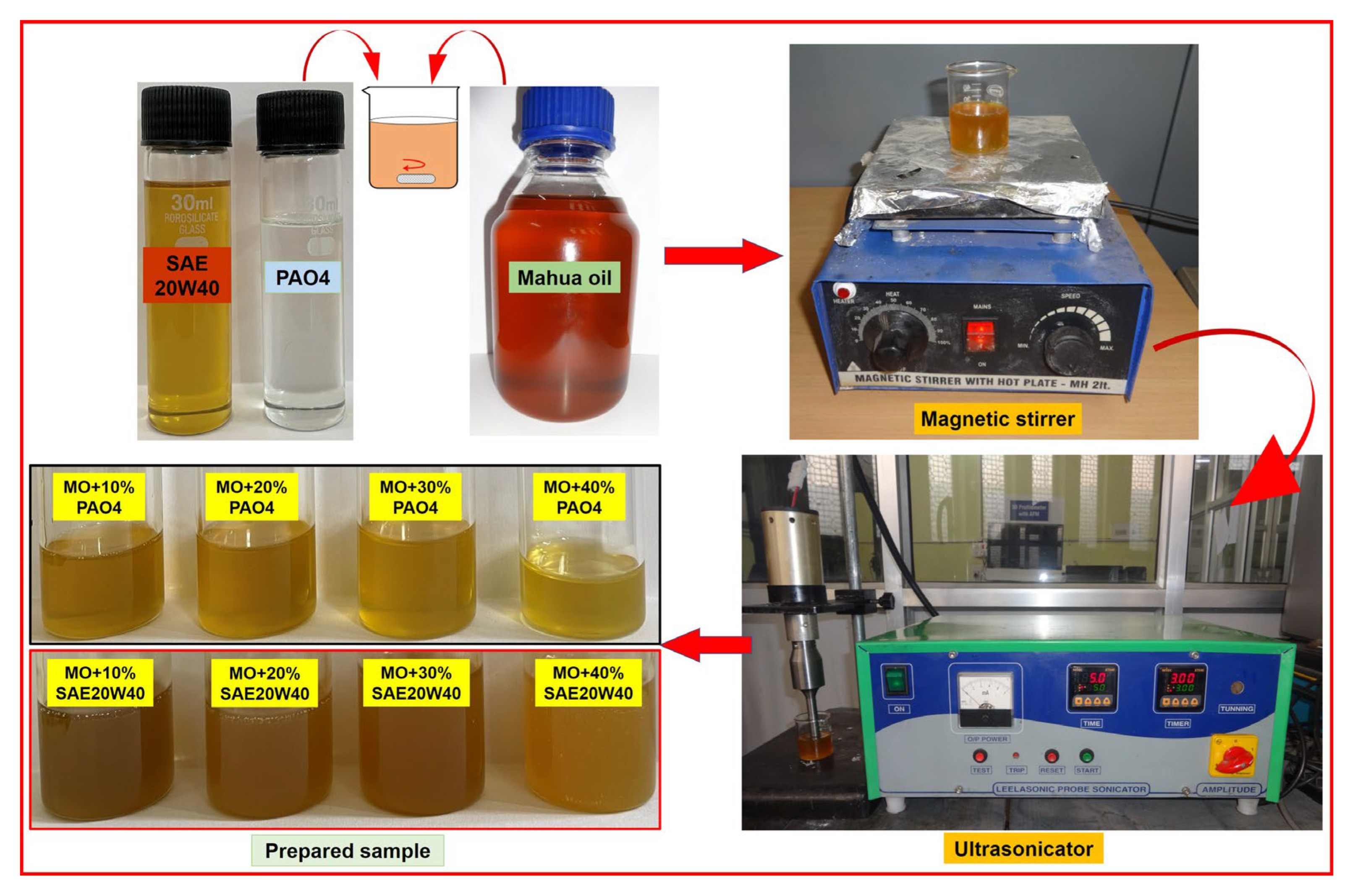
Figure 3.
(a)Representation of Rheometer (b) Four-ball tribo-tester.
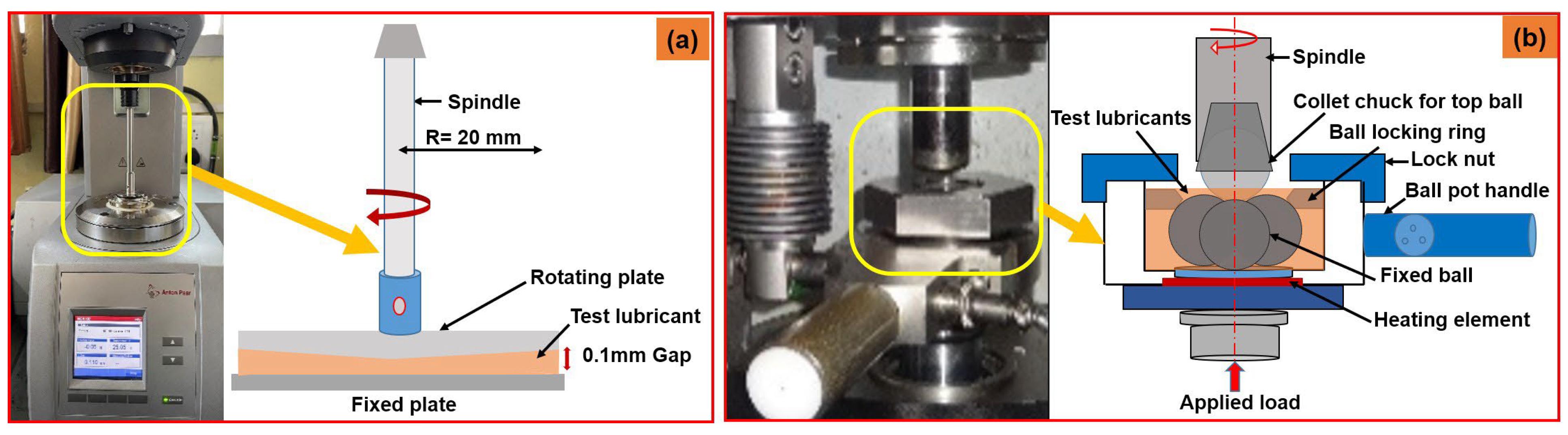
Figure 4.
The IR spectrum of MO and blended oil sample.
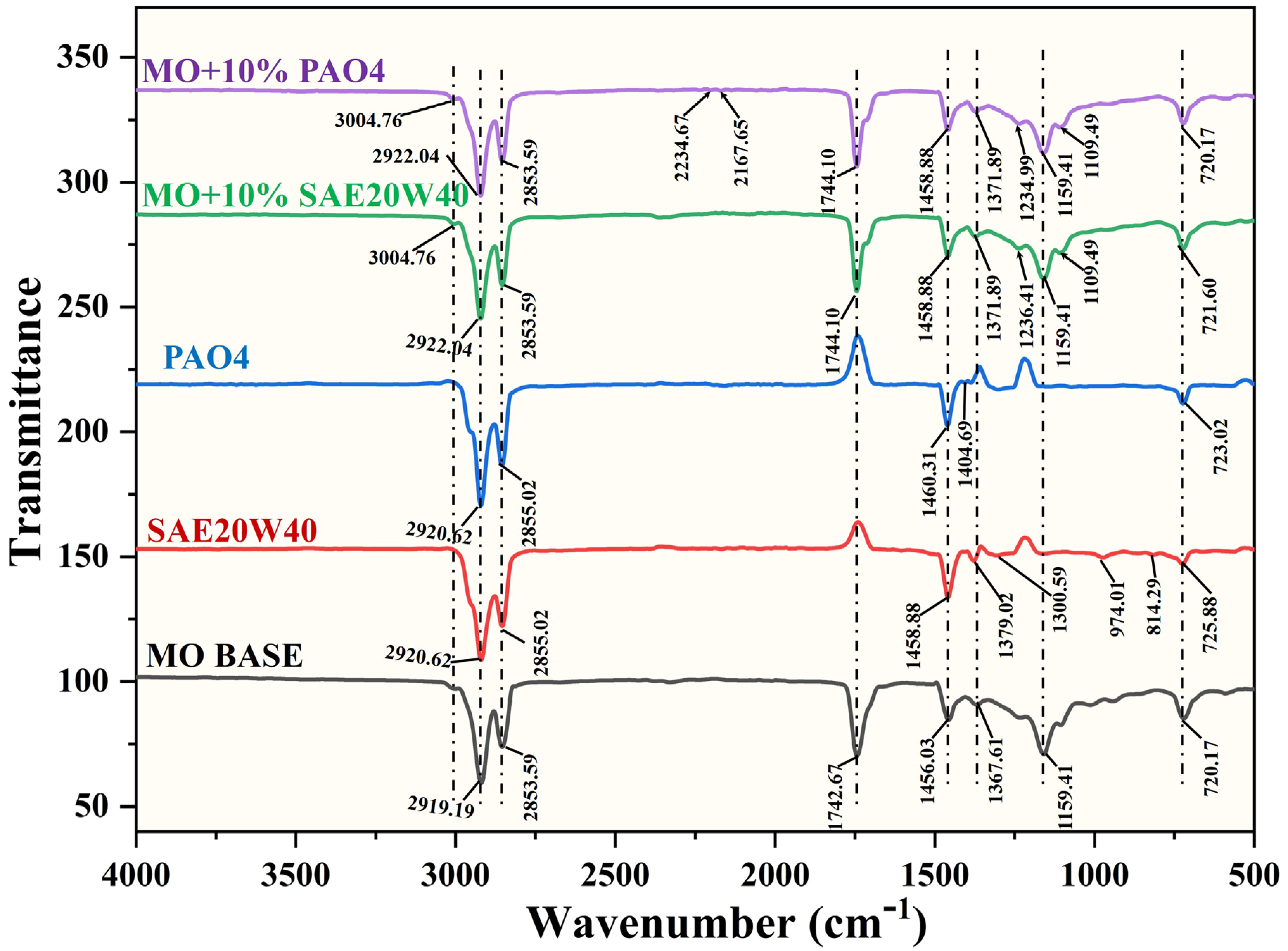
Figure 5.
Variation in Dynamic viscosity withshear rate (a) MO+SAE20W40, (b)MO+PAO4.
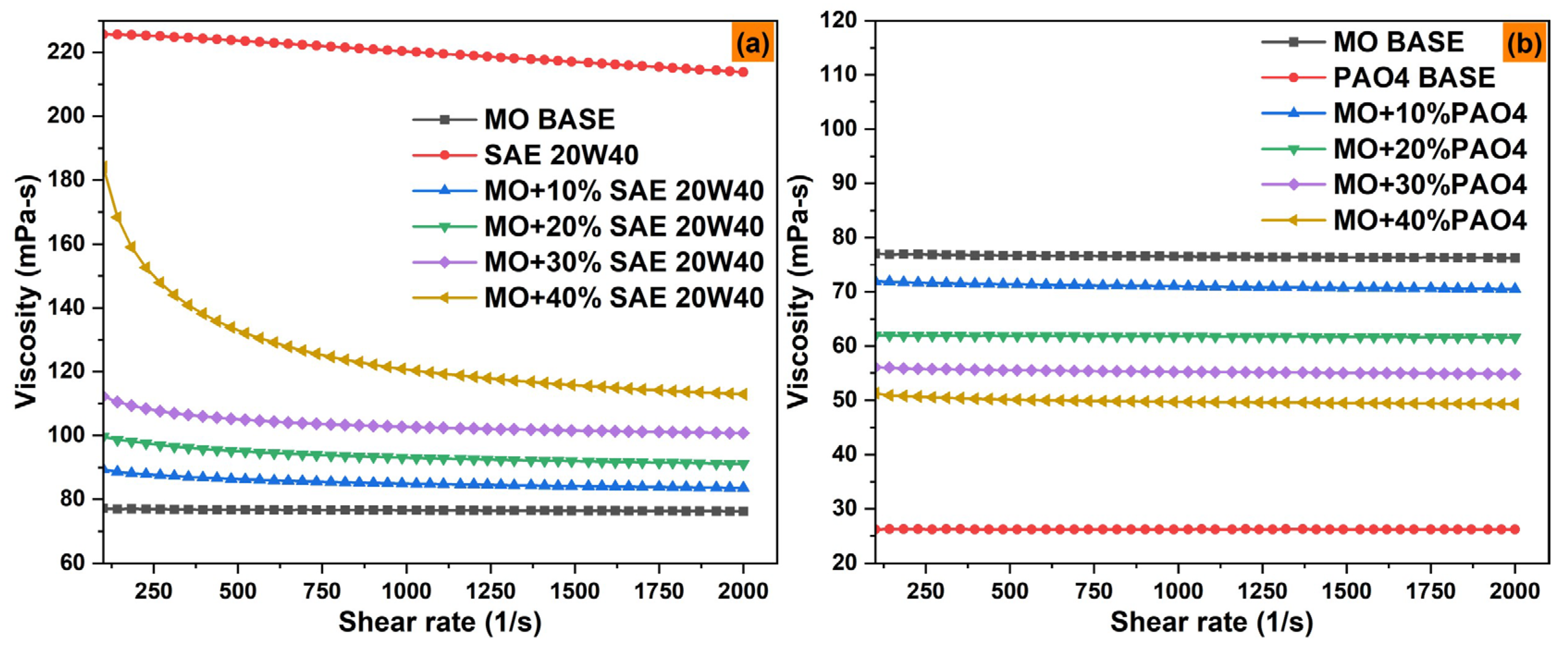
Figure 6.
Variation in Shear stress with Shear rate (a) MO+SAE20W40 (b) MO+PAO4.
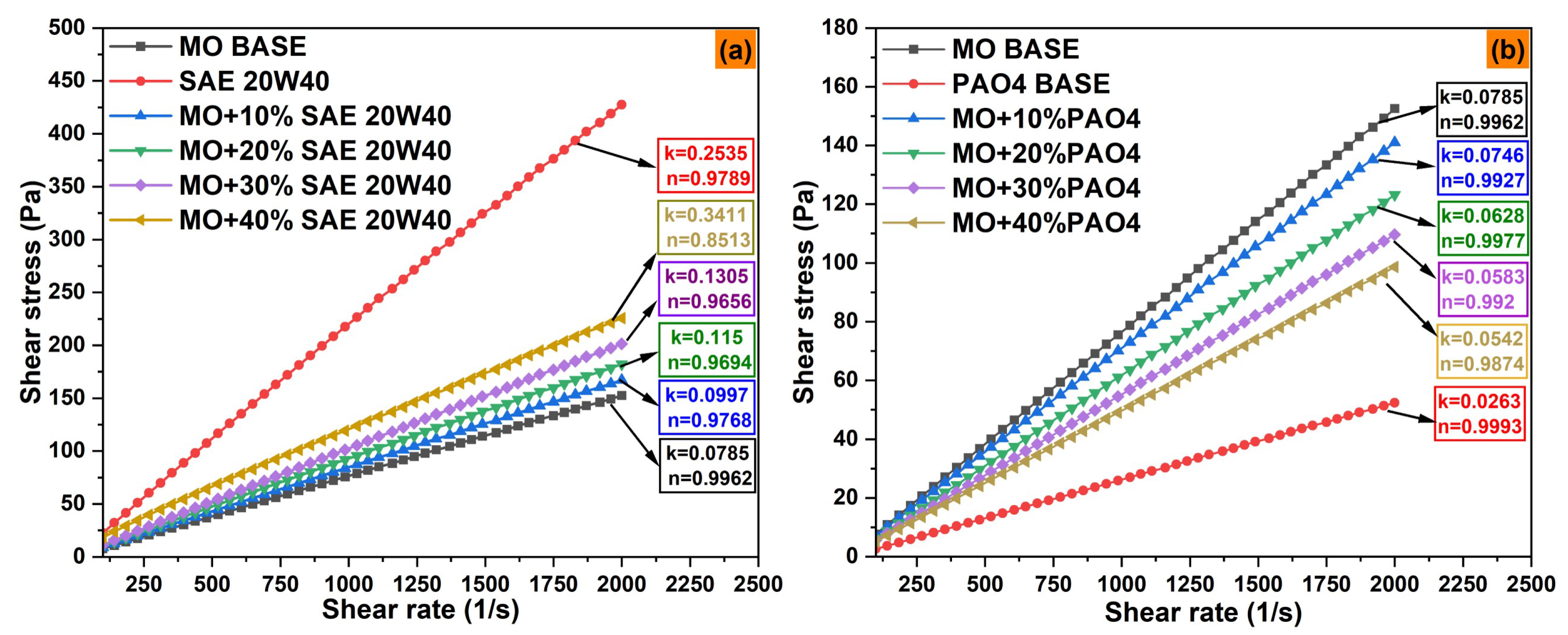
Figure 7.
Variation in Dynamic viscosity with temperature (a) PureMO, SAE20W40 and PAO4 (b) MO+SAE20W40 (c) MO+PAO4.
Figure 7.
Variation in Dynamic viscosity with temperature (a) PureMO, SAE20W40 and PAO4 (b) MO+SAE20W40 (c) MO+PAO4.
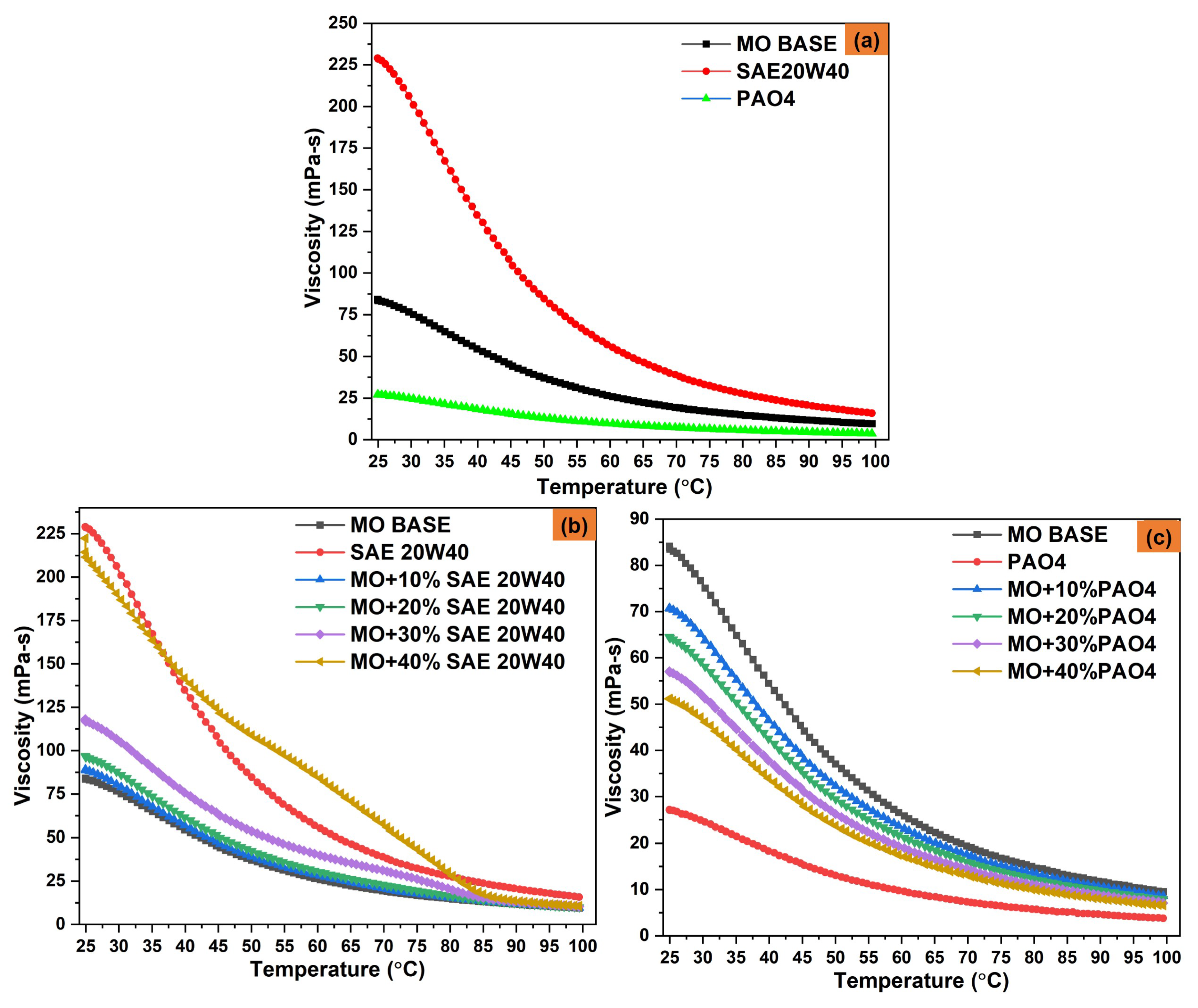
Figure 8.
(a& b) Frictional torque versus time at a constant load of 392N and Temperature of 75 °CforMO+SAE20W40and MO+PAO4 (c) Variation in COF of pure MO, SAE20W40, PAO4, and blended oil samples.
Figure 8.
(a& b) Frictional torque versus time at a constant load of 392N and Temperature of 75 °CforMO+SAE20W40and MO+PAO4 (c) Variation in COF of pure MO, SAE20W40, PAO4, and blended oil samples.
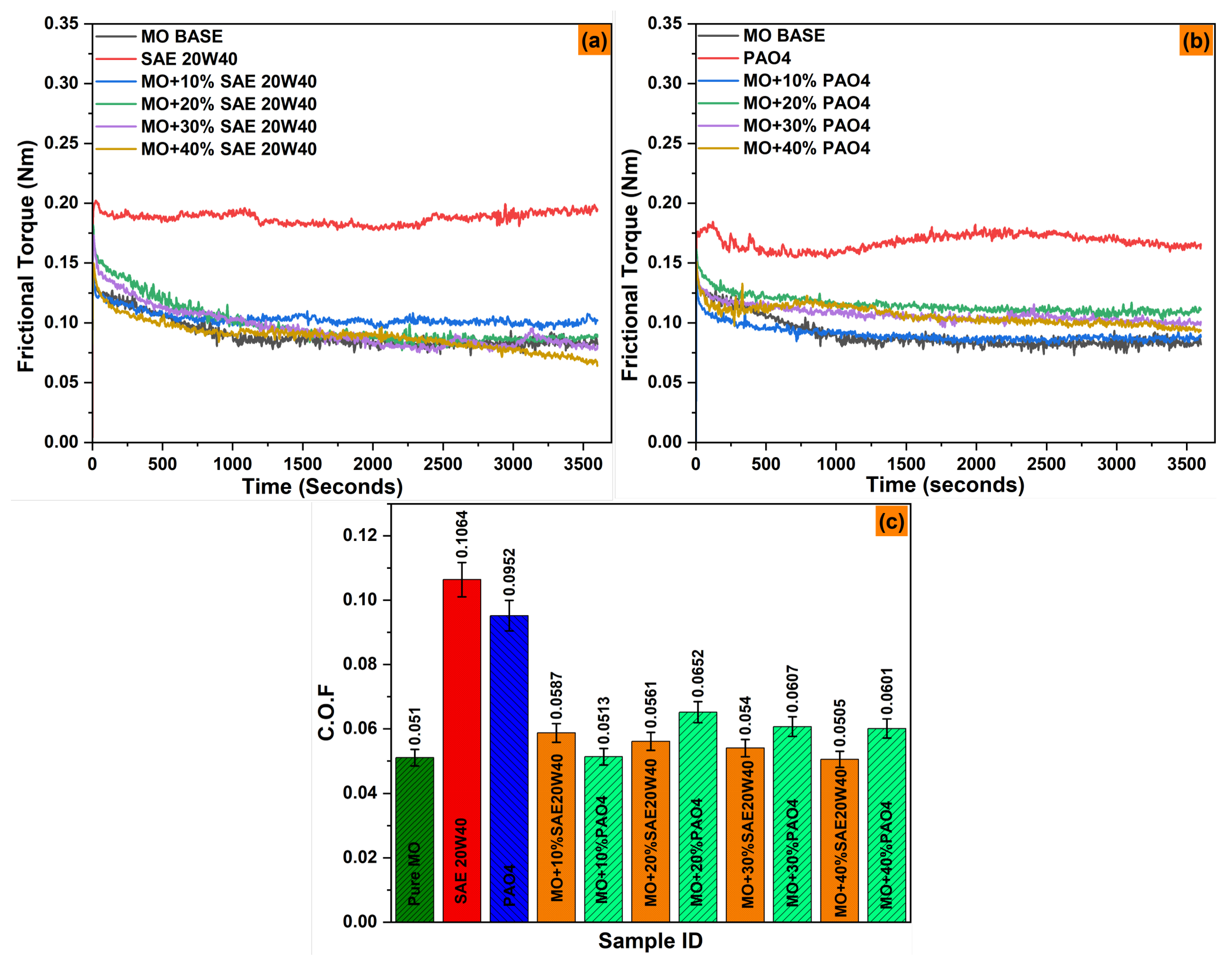
Figure 9.
Optical and FE-SEM micrograph of the scar surface of the balls (a& b) Pure MO, (c & d) PAO4, (e & f) SAE20W40, (g & h) MO+40% SAE20W40, (i & j) MO+10% PAO4.
Figure 9.
Optical and FE-SEM micrograph of the scar surface of the balls (a& b) Pure MO, (c & d) PAO4, (e & f) SAE20W40, (g & h) MO+40% SAE20W40, (i & j) MO+10% PAO4.
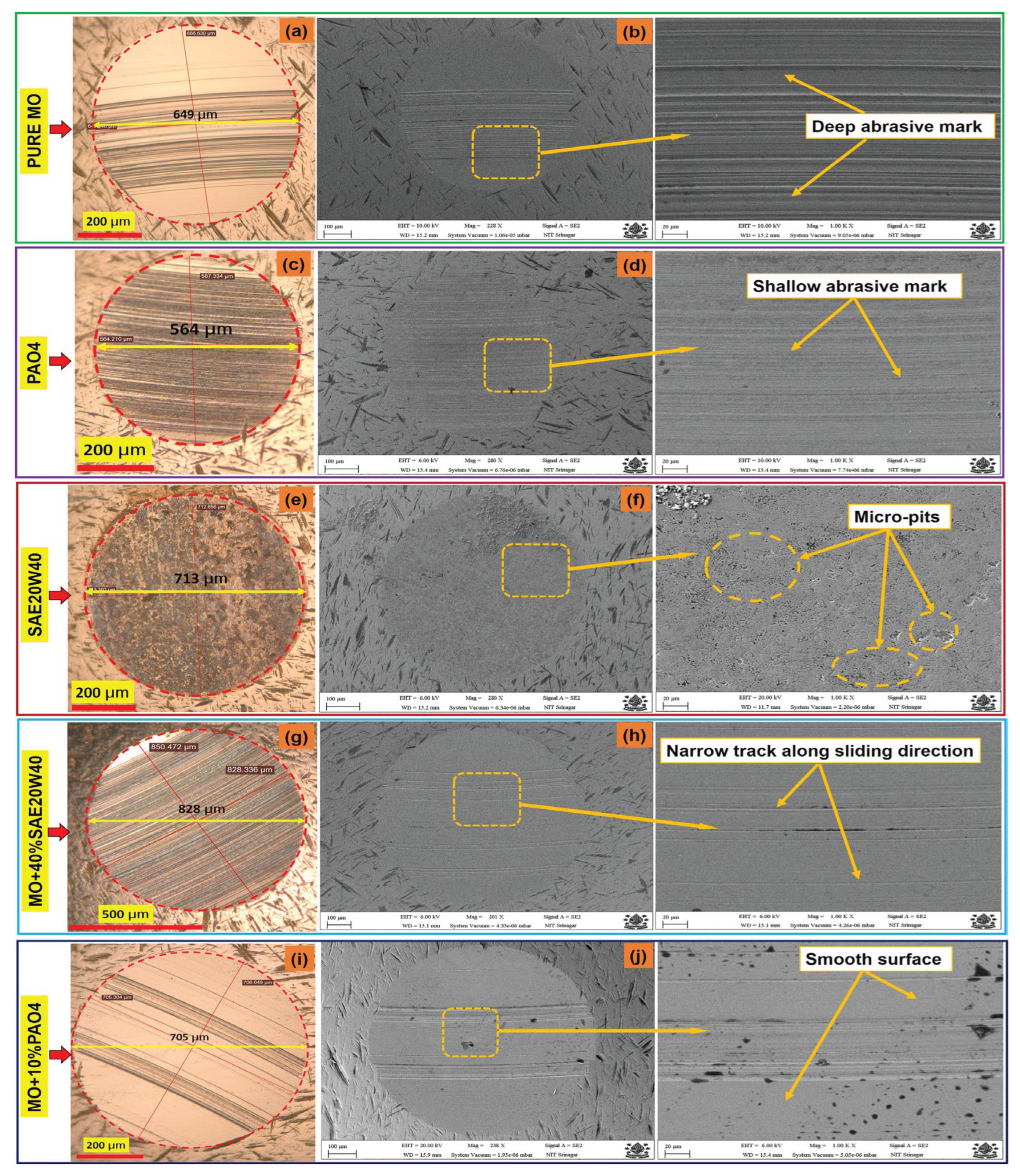

Table 1.
Functional group present in the base oil and blended oil sample.
| S. No | Peak position | Functional group present | Peak details | class | MO | SAE20W40 | PAO4 | MO+ SAE20W40 |
MO+ PAO4 |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2500-3300 | O-H stretching | Weak | alcohol | - | - | - | 3004.76 | 3004.76 |
| 2 | 2840-3000 | C-H stretching | medium | alkane | 2919.19,2853.59 | 2920.62, 2855.02 |
2920.62, 2855.02 |
2922.04, 2853.59 | 2922.04, 2853.59 |
| 3 | 2190-2260 | C≡C | Weak | alkyne | - | - | - | - | 2234.76 |
| 4 | 2150 | C=C=O stretching | - | ketene | - | - | - | - | 2167.65 |
| 5 | 1735-1750 | C=O stretching | strong | ester | 1742.67 | - | - | 1744.10 | 1744.10 |
| 6 | 1465, 1450 | C-H bending | medium | alkane | 1456.03 | 1458.88 | 1460.31, 1404.69 |
1458.88 | 1458.86 |
| 7 | 1330-1420 | O-H bending | medium | alcohol | 1367.61 | 1379.02 | - | 1371.89 | 1371.89 |
| 8 | 1300-1350 | S=O stretching | strong | sulfone | - | 1306.29 | - | - | - |
| 9 | 1124-1205 | C-O stretching | strong | tertiary alcohol | 1159.41 | - | - | 1159.41 | 1159.41 |
| 10 | 1020-1250 | C-N stretching | medium | amine | - | 1159.41 | - | 1109.44, 1236.41 |
1109.49, 1234.99 |
| 11 | 960-980 | C=C bending | strong | alkene | - | 974.01 | - | - | - |
| 12 | 665-730 | C=C bending | strong | alkene | 720.17 | 725.88 | 723.02 | 721.60 | 721.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



