
Submitted:
26 May 2025
Posted:
30 May 2025
You are already at the latest version
Abstract
The textile industry continually seeks environmentally friendly and sustainable practices to reduce its ecological footprint. This study investigates the effects of enzymatic wash treatments on denim fabric using both conventional and sustainable machine processes. Enzymes, known for their eco-friendly characteristics, are employed to enhance the aesthetic appeal of denim while minimizing the environmental impact associated with traditional finishing methods. The research involves the application of various enzymes, including Enzymatic DM8639B, Enzymatic DM8642, on denim fabric. Conventional washing machines, commonly used in the textile industry, are compared with innovative sustainable machines designed to optimize water and energy consumption. The study assesses the effectiveness of enzymatic treatments in terms of Washing, Rubbing, and Saliva, Tensile Strength, crucial factors influencing denim quality. Additionally, the environmental impact of both processes is analyzed, considering water usage, energy consumption, and chemical waste generation. Sustainability metrics such as carbon footprint and water footprint are employed to evaluate the eco-friendliness of each method. The findings aim to provide insights into the feasibility of integrating sustainable machine processes into denim production, offering a potential avenue for reducing the environmental impact of garment finishing. This research contributes to the ongoing efforts to develop sustainable practices within the textile industry, aligning with global initiatives for a more environmentally conscious and responsible approach to manufacturing.
Keywords:
Cellulase enzyme
; Denim washing
; Sustainable washing technology
; Conventional washing machine
; Textile sustainability
; Enzymatic treatment
1. Introduction
As people all around the world move toward sustainability, the textile sector is going through a big change. Denim, which is a big part of our company, needs a lot of resources to create. For instance, washing, desizing, and dying denim all use a lot of water, chemicals, and power. Using traditional washing methods can help you attain the appearance you desire, but they harm the environment and the structure of materials over time [1,2].
More and more people are using enzymatic treatments instead of conventional approaches to solve these issues since they are better for the environment. Cellulase enzymes are especially helpful for keeping denim fabric surfaces from being too worn out, which gives them a faded appearance without the use of pumice stones or harsh chemicals [3,4]. The pH and temperature should be in the medium range for these enzymes to perform optimally. This implies less water, energy, and pollution [5,6]. They break down on their own and work well on certain kinds of textile, which helps hold the fabric together and slows down the decomposition of fibers [7].
At the same time, typical open-bath systems are worse for the environment than eco-friendly washing machines that have lower liquor ratios, regulated heat profiles, and water recirculation systems [8,9]. Comparing ozone-based, foam-based, and e-flow technologies shows that they can all significantly lower the amount of water used and the amount of carbon released into the air without affecting the look or feel of textiles [10,11,12]. Adding enzymes to these machines has also been demonstrated to help them wash garments better and meet clean output objectives [13,14].
We still don't know enough about how different kinds of cellulase enzymes and machines work together to affect how well textiles work and how long they last. The kind of enzyme (solid or liquid), the temperature of the process, the conditions for desizing, and the methods the fabric is dried all have an effect on crucial attributes including color fastness, pH stability, and tensile strength [15,16,17]. The way the washing machine is put together also affects how uniformly it stirs, how effectively it dries, and how well it distributes enzymes. All of these things affect the quality of the denim and how much it hurts the environment [18,19].
This research looks at how well two cellulase enzymes, DM8639B (solid) and DM8642 (liquid), work to clean clothes in both regular and eco-friendly washing machines. We look at how they affect color fastness, tensile strength, pH, and environmental considerations like water and energy use. The study's purpose is to find the best ways to mix elements to make denim better without affecting the environment too much. The environment will benefit and clothes will last longer [20].
2. Materials & Methodology
2.1. Materials
Denim fabric (100% Cotton; 320 GSM) we mainly used 100% cotton denim fabric for this project. We have collected the fabrics from a reputed denim factory in Gazipur.
Then we took two types of Cellulase enzyme (Enzymatic DM8639B, & Enzymatic DM8642)
Here, Enzymatic DM8639B was solid and Enzymatic DM8642 was liquid.
And we also used two types of m/c, which was
- o Modern Sustainable and
- o Conventional machine. (open Bath)
2.2. Method
2.2.1. Sustainable Machine with Enzymatic DM8639B Enzyme on Denim Fabric:
- Here, we taken a modern sustainable machine (m/c Brand: Borongo)
- Then we set programmer for our test according to our recipe.
- Garments Are Desized here by Using Desizing Agent (0.6 gm/L).
- Set 60 °C Temperature for Desizing.
- we used 2070 ML water for 90 gm fabric.
- Used 2.16 gm Enzymatic DM8639B enzyme.
- Used acetic Acid 1.24 gm (0.6 gm/L).
- We set temperature at 45° Celsius for Enzyme Wash.
- first 4 min started time, here we followed temp and when it risen up 45° Celsius then 15 min was run time.
- Then 5min was rinse time.
- 5min was done by hydro extraction and
- 20 min was drayed time.
Figure 2.1.
Sustainable machine with Enzymatic DM8639B enzyme Before Wash.

Figure 2.2.
Sustainable machine with Enzymatic DM8639B enzyme After Wash.
Recipe Calculation:
1st Step: Desizing

Table 2.1.
Desizing.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | L:R | 1:23 |
| 02 | Fabric Weight | 90 gm |
| 03 | Water | 2070 ml |
| 04 | Desizing Agent | 1.24 gm |
| 05 | Detergent | 1.65 gm |
| 06 | Temp | 60 Celsius |
| 07 | Run Time | 10 min |
2nd Step: Enzyme Wash
Table 2.2.
Sustainable machine with Enzymatic DM8639B enzyme Recipe and Calculation.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | M:L | 1:23 |
| 02 | Enzyme (Enzymatic DM8639B) | 2.16 gm |
| 03 | Fabric Weight | 90 gm |
| 04 | Water | 2070 ml |
| 05 | Acetic Acid | 1.24 gm |
| 06 | Anti-Back Staining Agent | 1.24 gm |
| 07 | Temp | 45 Celsius |
| 08 | Run Time | 20 min |
| 09 | Hydro Extraction | 5 min |
| 10 | Dryer | 20 min |
2.2.2. Sustainable Machine with Enzymatic DM8642 Enzyme on Denim Fabric:
- Here, we taken a modern sustainable machine (m/c Brand: Borongo)
- Then we set programmer for our test according to our recipe.
- Garments Are Desized here by Using Desizing Agent (0.6 gm/L)
- Set 60 °C Temperature for Desizing.
- we used 2070 ML water for 90 gm fabric and
- Used 2.16 gm Enzymatic DM8639B enzyme.
- Used acetic Acid 1.24 gm (0.6 gm/L)
- We set temperature at 45° Celsius for Enzyme Wash
- first 4 min started time, here we followed temp and when it risen up 45° Celsius then 15 min was run time.
- Then 5min was rinse time.
- 5min was done by hydro extraction.
- 20 min was drayed time.
Recipe Calculation:
1st Step: Desizing
Table 2.3.
Desizing.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | L:R | 1:23 |
| 02 | Fabric Weight | 90 gm |
| 03 | Water | 2070 ml |
| 04 | Desizing agent | 1.24 gm |
| Detergent | 1.65 gm | |
| 05 | Temp | 60 Celsius |
| 06 | Run Time | 10 min |
| 07 | Wash with Cold water | 1 Time |
2nd Step: Enzyme wash
Table 2.4.
Sustainable machine with Enzymatic DM8642 enzyme Recipe and Calculation.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | M:L | 1:23 |
| 02 | Enzyme (Enzymatic DM8642) | 2.16 gm |
| 03 | Fabric Weight | 90 gm |
| 04 | Water | 2070 ml |
| 05 | Acetic Acid | 1.24 gm |
| 06 | Anti-back Staining Agent | 1.24 gm |
| 07 | Temp | 45 Celsius |
| 08 | Run Time | 20 min |
| 09 | Hydro Extraction | 5 min |
| 10 | Dryer | 20 min |
Figure 2.3.
Sustainable machine with Enzymatic DM8642 enzyme Before Wash.

Figure 2.4.
Sustainable machine with Enzymatic DM8642 enzyme After Wash.

2.2.3. Conventional Machine (Open Bath) with Enzymatic DM8639B Enzyme on Denim Fabric:
- Here, we taken a bath for washing
- Then we had taken 1610 ml water according to our recipe.
- Garments Are Desized here by Using Desizing Agent (0.6 gm/L)
- Set 60 °c Temperature for Desizing.
- Then we used 1.68 gm Enzymatic DM8639B enzyme for 70 gm fabric.
- Then we waited for raised up temperature 45° Celsius and after 5-6 min it comes.
- But we face difficulties to maintain temperature because it was manually. Every 30 second I checked temperature.
- First 4 min started time, here we followed temp and when it risen up 45° Celsius then 15 min was run time.
- Then 5min was rinse time.
- There was no hydro extraction and dryer machine. It was dry on sun.
Figure 2.5.
Conventional machine (Open Bath) with Enzymatic DM8639B enzyme Before Wash.

Figure 2.6.
Conventional machine (Open Bath) with Enzymatic DM8639B enzyme After Wash.

Recipe and Calculation:
1st Step: Desizing
Table 2.5.
Desizing.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | M:L | 1:23 |
| 02 | Fabric Weight | 70 mg |
| 03 | Water | 1610 ml |
| 04 | Desizing Agent | 0.9 gm |
| 05 | Detergent | 1.29 gm |
| 06 | Temp | 60 c Celsius |
| 07 | Run Time | 10 min |
| 08 | Wash With Cold water | 1 Time |
2nd Step: Enzyme Wash
Table 2.6.
Conventional machine (Open Bath) with Enzymatic DM8639B enzyme.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | M:L | 1:23 |
| 02 | Enzyme (Enzymatic DM8639B) | 1.68 gm |
| 03 | Fabric Weight | 70 mg |
| 04 | Water | 1610 ml |
| 05 | Acetic Acid | 0.9 gm |
| 06 | Anti-back Staining Agent | 0.9 gm |
| 07 | Temp | 45 Celsius |
| 08 | Run Time | 20 min |
| 09 | Hydro Extraction | By sun |
| 10 | Dryer | Not need |
2.2.4. conventional Machine with Enzymatic DM8642 Enzyme on Denim Fabric:
- Here, we taken a bath for washing
- Then we had taken 1610 ml water according to our recipe.
- Garments Are Desized here by Using Desizing Agent (0.6 gm/L).
- Set 60 °c Temperature for Desizing.
- Then we used 1.68 gm Enzymatic DM8639B enzyme for 70 gm fabric.
- Then we waited for raised up temperature 45° Celsius and after 5-6 min it comes.
- But we face difficulties to maintain temperature because it was manually. Every 30 second I checked temperature.
- First 4 min started time, here we followed temp and when it risen up 45° Celsius then 15 min was run time.
- Then 5min was rinse time.
- There was no hydro extraction and dryer machine. It was dry on sun.
Figure 2.7.
conventional machine with Enzymatic DM8642 enzyme Before Wash.

Figure 2.8.
conventional machine with Enzymatic DM8642 enzyme After Wash.

Recipe Calculation:
1st Step: Desizing
Table 2.7.
Desizing.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | M:L | 1:23 |
| 02 | Fabric Weight | 70 mg |
| 03 | Water | 1610 ml |
| 04 | Desizing Agent | 0.9 gm |
| 05 | Detergent | 1.29 gm |
| 06 | Temp | 60°c Celsius |
| 07 | Run Time | 10min |
| 08 | Wash With Cold water | 1 Time |
2nd Step: Enzyme Wash
Table 2.8.
Conventional machine (Open Bath) with Enzymatic DM8642 enzyme.
| SI NO | Materials | Quantity |
|---|---|---|
| 01 | M:L | 1:23 |
| 02 | Enzyme (Enzymatic DM8642) | 1.68 gm |
| 03 | Fabric Weight | 70 mg |
| 04 | Water | 1610 ml |
| 05 | Acetic Acid | 0.9 gm |
| 06 | Anti-back Staining Agent | 0.9 gm |
| 07 | Temp | 45 c |
| 08 | Run Time | 20 min |
| 09 | Hydro Extraction | on sun |
| 10 | Dryer | Not need |
2.3. Preparation for Washing Ingredients:
- Fabric
- Enzyme (according to recipe)
- Machine (sustainable and conventional bath)
- Water (according to recipe)
- Hydro extraction machine
- Dryer
- Thermometer
- Electric Balance
- Beaker
- Pipette
Figure 2.9.
Stream Drying Machine.

Figure 2.10.
Electric Balance.
Figure 2.11.
Hydro extraction machine.

Figure 2.12.
Sustainable Washing Machine.

2.4. Testing Methodology
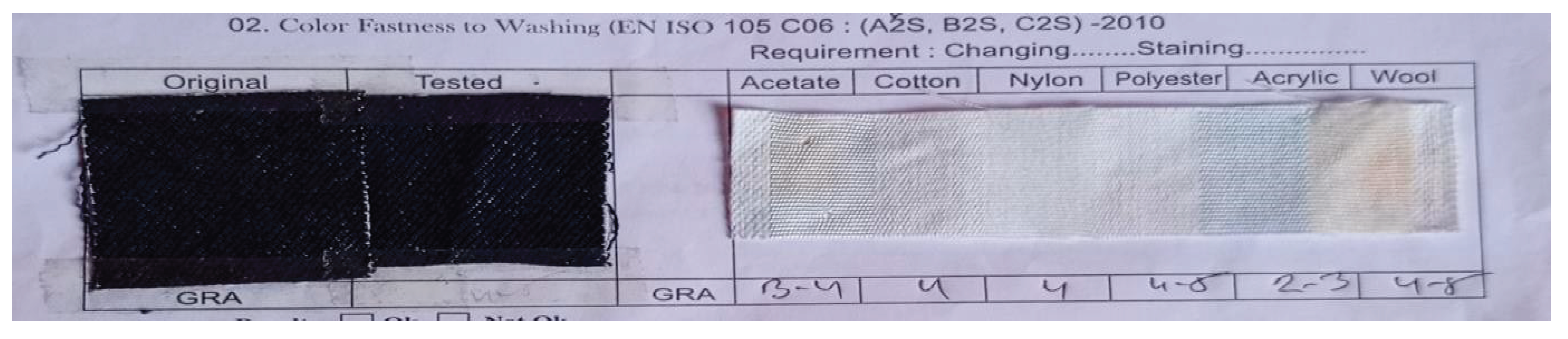
2.4.1. Color Fastness to Wash Test
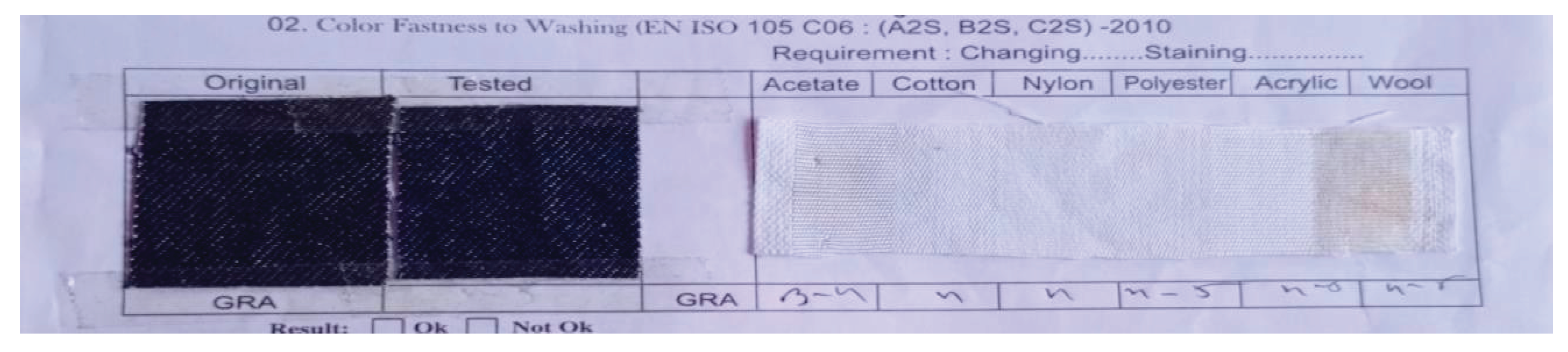
The color fastness to washing is evaluated by the standard system ISO 105 CO6 analyzing the color loss and discoloration on neighboring cloth caused by desorption and or abrasion action.
Figure 2.13.
Color fastness to wash test machine.

A Samples of the textile, in contact with one or two specified adjacent fabrics, is mechanically agitated in a soap solution under defined time and temperature conditions, then rinsed and dried. The grey scales are used to evaluate the specimen's color change and staining of the nearby fabric.
Figure 2.14.
Multi Fiber Fabric.

Table 2.9.
Wash Fastness Test Performance chart.
| Type of fabric | Method of washing | Rating |
|---|---|---|
| Cotton | Machine wash at 40°C | 4-5 (Good) |
| Polyester | Hand wash with mild detergent | 3-4 (Fair-Good) |
| Silk | Machine wash at 30°C | 5 (Excellent) |
| Wool | Machine wash at 60°C | 2 (Poor) |
2.4.2. Color Fastness to Rubbing Test
The purpose of the color fastness to rubbing test is to evaluate how much color might transfer from the surface of a colored fabric to a designated test material for rubbing (which could be dry or wet).
Our sample is tested by the standard method of ISO-105-X12.
Figure 2.15.
Color fastness to rubbing test machine.

According to the staining grey scale, fastness ratings range from 1 (poor rating) to 5 (highest rating).
Table 2.10.
Rubbing fastness test performance chart.
| Dark Shade | Medium shades | Light Shades | |
|---|---|---|---|
| Dry | 3-4 | 4 | 4-5 |
| Wet | 2-2.5 | 3 | 3.5-4 |
2.4.3. Color Fastness to Perspiration Test
The clothing may experience severe localized discoloration where it touches the body when perspiration is high. This test aims to ascertain how resistant a colored fabric's color is to perspiration's acidic and alkaline effects.
Our sample is tested by the standard method which is ISO-105-E04
Figure 2.16.
Color fastness to perspiration test machine.

Table 2.11.
Perspiration test performance rating.
| Grade | Degree of Fading | Light Fastness Type |
|---|---|---|
| 5 | No fading | Excellent |
| 4 | Slight fading | Good |
| 3 | Significant fading | Fair |
| 2 | Extensive fading | Poor |
| 1 | Very extensive fading | Very poor |
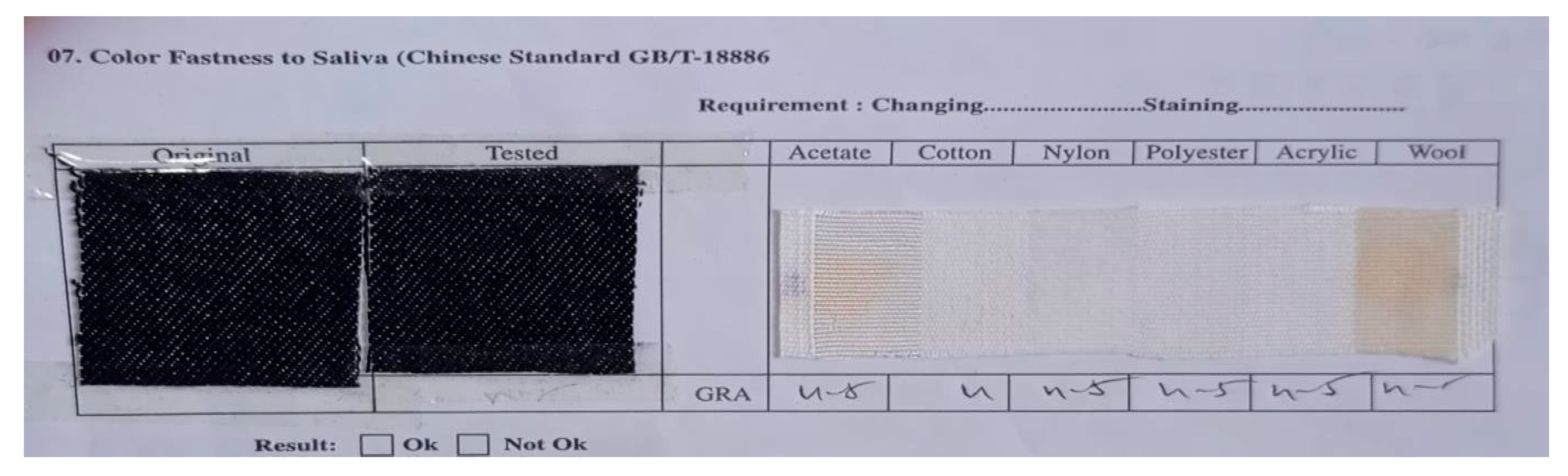
2.4.4. Color Fastness to Saliva Test:
The color fastness to saliva test assesses the ability of a textile to retain its color when exposed to saliva.
Our sample is tested according to Chinese Standard GB/T 18886-2002.
Figure 2.17.
Color fastness to saliva test machine.

Table 2.12.
Saliva test performance rating.
| Grade | Degree of Fading | Saliva performance rate |
|---|---|---|
| 5 | No fading | Excellent |
| 4 | Slight fading | Good |
| 3 | Significant fading | Fair |
| 2 | Extensive fading | Poor |
| 1 | Very extensive fading | Very poor |
2.4.5. PH Value (EN ISO 3071-2020)
The pH-value of the aqueous extract of a textile affords a useful index to its processing history. In addition, it is becoming more common to demand that the textile, in its various forms, conforms to certain limits in respect of its acidity or alkalinity, often expressed in terms of the pH-value of the aqueous extract
Generally, falls within a specific range depending on the enzyme:
Slightly acidic (pH 4.5 - 6.5): This range is suitable for enzymes like Enzymatic DM8639B and pectinase.
Neutral (pH 6.5 - 7.5): Many other enzymes function best in this range.
2.4.6. Tensile Strength
Standard Test Method ASTM D5034 for the tensile strength and elongation of textile fabrics.
The ASTM D5034 standard has grip and modified grip test techniques that may be used to find out how strong and stretchy most textile fibers are. There are plans for wet testing.
Figure 2.18.
Fabric Strength Tester Machine.
The grip test process may be performed on woven, nonwoven, and felt materials, however the modified grip test procedure is mostly utilized on woven fabrics.
This test technique is not good for knitted fabrics, glass fabrics, or other textiles that stretch a lot (greater than 11%). See Test Method D5035 for how to use the crimped tape test and the shear tape test to find out how much force it takes to break textile textiles and how much they stretch.
This test technique gives results in both SI and inch-pound units. In the United States, the standard units are called inch-pound units. The International System of Units is the system of metric units that is technically accurate.
3. Result Analysis
3.1. Color Fastness to Washing Test Report & Result
Table 3.1.
Color fastness to wash test result.
| S.L. | Washing Type | Fabric type | Test result (according to cotton) |
Performance |
|---|---|---|---|---|
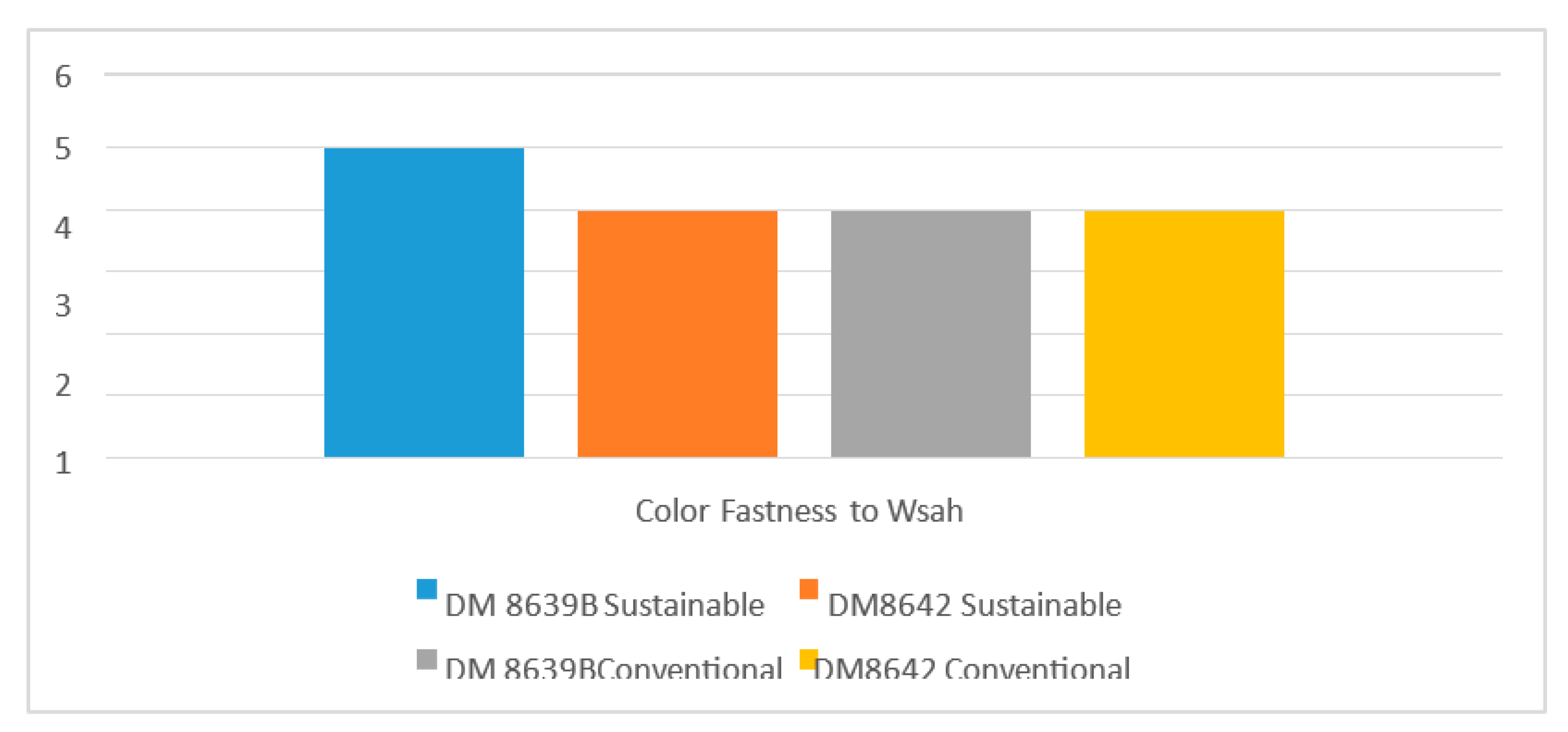
| 1 | Enzymatic DM8639B(Sustainable) | Cotton | 5 | Excellent |
| 2 | Enzymatic DM8642(sustainable) | Cotton | 4 | Good |
| 3 | Enzymatic DM8639B(Conventional) | Cotton | 4 | Good |
| 4 | Enzymatic DM8642(Conventional) | Cotton | 4 | Good |
Color Fastness to Washing: Enzymatic DM8639B(Sustainable):
The fabric showed good color fastness. Observed after multiple washing cycles.
Figure 3.1.
Color fastness to wash of Enzymatic DM8639B (sustainable).

Color Fastness to Washing: Enzymatic DM8642 (Sustainable):
The fabric exhibited good color fastness after repeated washing. observed after multiple washing cycles.
Figure 3.2.
Color fastness to wash Enzymatic DM8642 (sustainable).
Color Fastness to Washing: Enzymatic DM8639B(Conventional):
The fabric showed excellent color fastness. observed after multiple washing cycles.
Figure 3.3.
Color Fastness to Washing: Enzymatic DM8639B (Conventional).

Color Fastness to Washing: Enzymatic DM8642 (Conventional):
The fabric exhibited good color fastness after repeated washing. observed after multiple washing cycles.
Figure 3.4.
Color Fastness to Washing: Enzymatic DM8642 (Conventional).
Graphical View of Color Fastness to Wash:
Graph 3.1.
Color fastness to Washing.
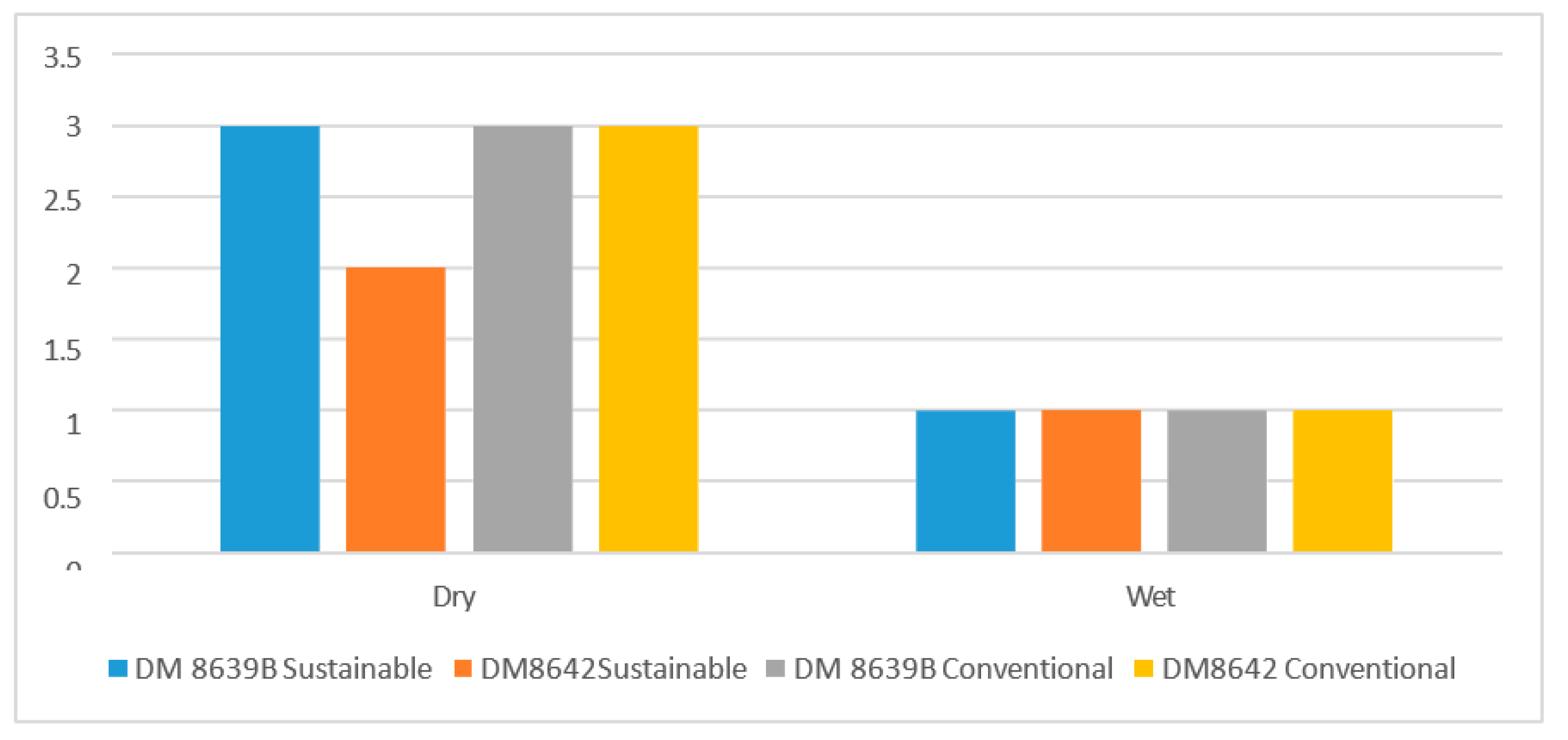
3.3. Color Fastness to Rubbing Test Report & Result
Table 3.2.
fastness to Rubbing test result.
| S.L | Wash Type | Fabric type | Dry | Wet | Performance |
|---|---|---|---|---|---|
| 1 | Enzymatic DM8639B(Sustainable) | Cotton | 3 | 1 |
Fair for dry and very poor for wet fastness |
| 2 | Enzymatic DM8642(sustainable) | Cotton | 2/3 | 1 | Poor or fair for dry and very poor for wet fastness |
| 3 | Enzymatic DM8639B(Conventional) | Cotton | 3 | 1 |
Fair for dry and very poor for wet fastness |
| 4 | Enzymatic DM8642(Conventional) | Cotton | 3 | 1 |
Fair for dry and very poor for wet fastness |
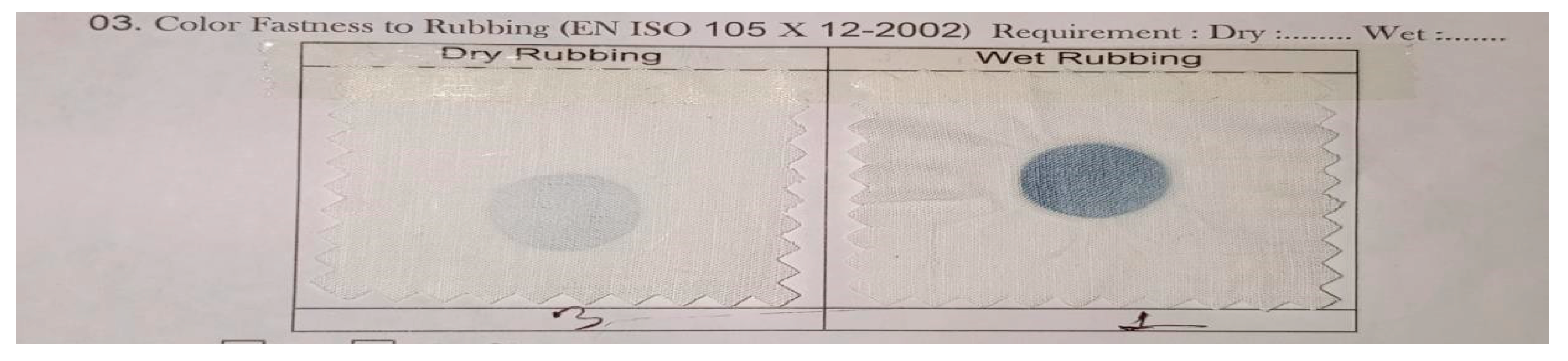
Rubbing Fastness: Enzymatic DM8639B (Sustainable)
Figure 3.5.
Rubbing fastness report of Enzymatic DM8639B (Sustainable).
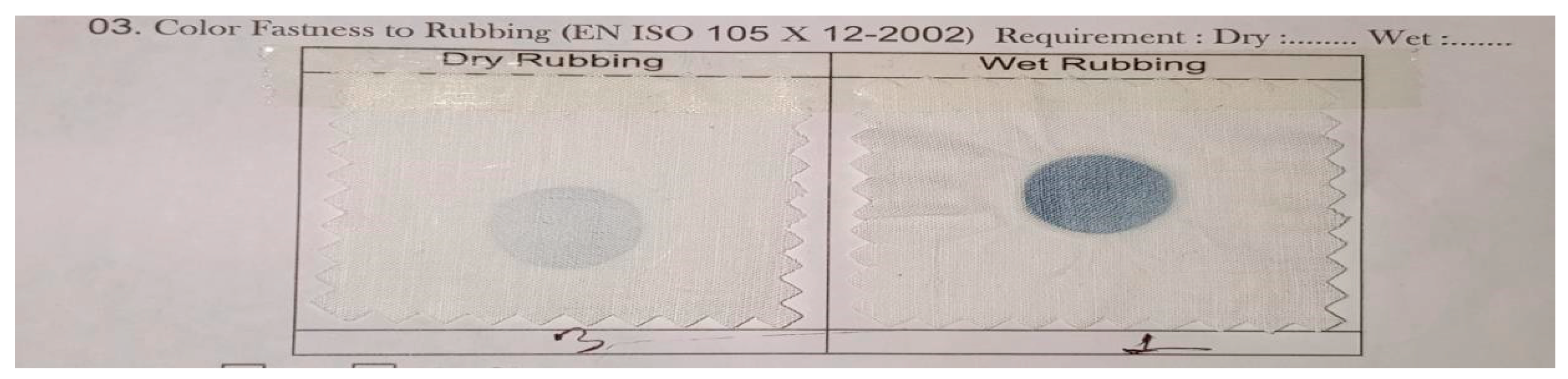
Dry Rubbing Fastness for Enzymatic DM8639B (Sustainable): The color of the fabric showed fair resistance to color transfer.
Wet Rubbing Fastness for Enzymatic DM8639B (Sustainable): The color of the cotton fabric show.
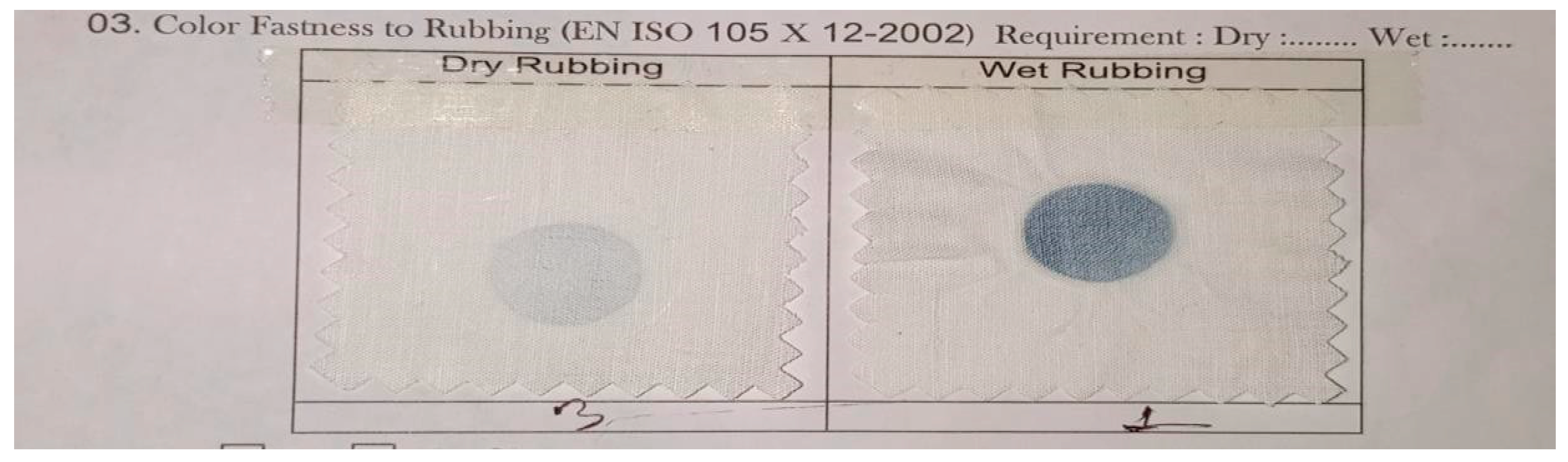
Rubbing Fastness: Enzymatic DM8642 (Sustainable)
Figure 3.6.
Rubbing fastness report of Enzymatic DM8642 (Sustainable).
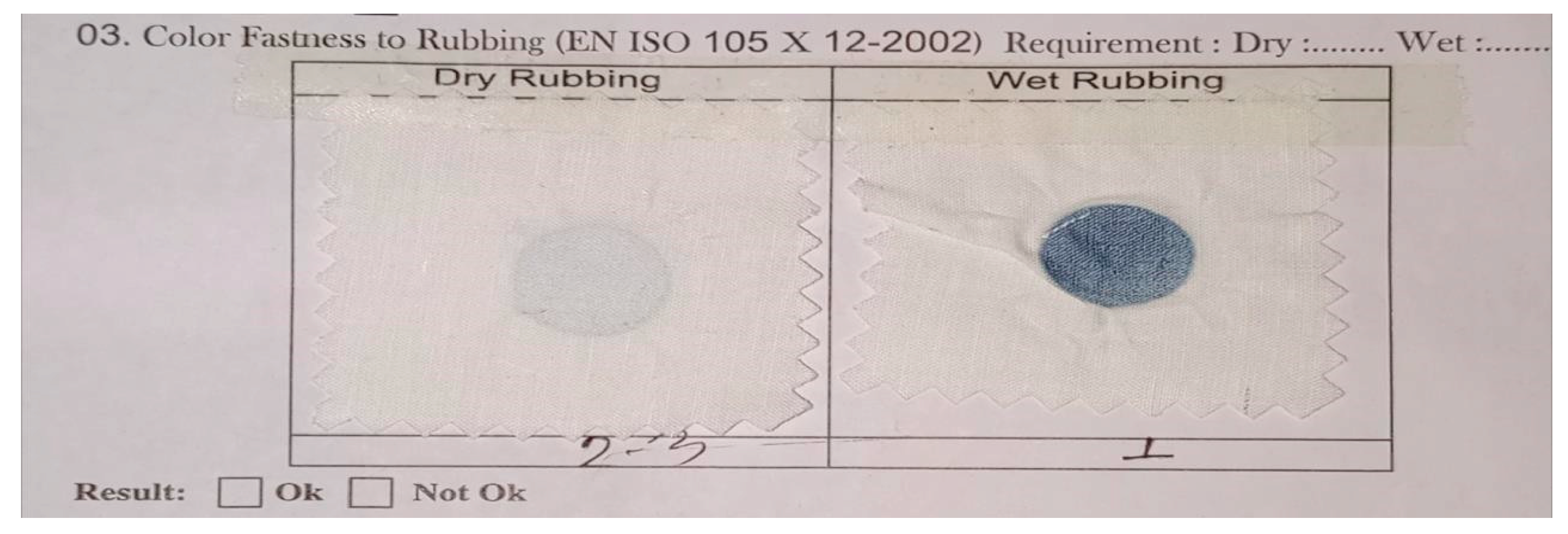
Dry Rubbing Fastness for Enzymatic DM8642 (Sustainable): The color of the fabric showed poor or fair resistance to color transfer.
Wet Rubbing Fastness for Enzymatic DM8642 (Sustainable): The color of the cotton fabric showed very poor color transfer.
Rubbing Fastness: Enzymatic DM8639B (Conventional)
Figure 3.7.
Rubbing fastness report of Enzymatic DM8639B (Conventional).
Dry Rubbing Fastness for Enzymatic DM8639B (Conventional): The color of the fabric showed fair resistance to color transfer.
Wet Rubbing Fastness for Enzymatic DM8639B (Conventional): The color of the cotton fabric showed very poor color transfer.
Rubbing Fastness: Enzymatic DM8642 (Conventional)
Figure 3.8.
Rubbing fastness report of Enzymatic DM8642 (Conventional).
Dry Rubbing Fastness for Enzymatic DM8642 (Conventional): The color of the fabric showed fair resistance to color transfer.
Wet Rubbing Fastness for Enzymatic DM8642 (Conventional): The color of the cotton fabric showed very poor color transfer.
Graphical View of Rubbing Fastness:
Graph 3.2.
Color fastness to Rubbing.
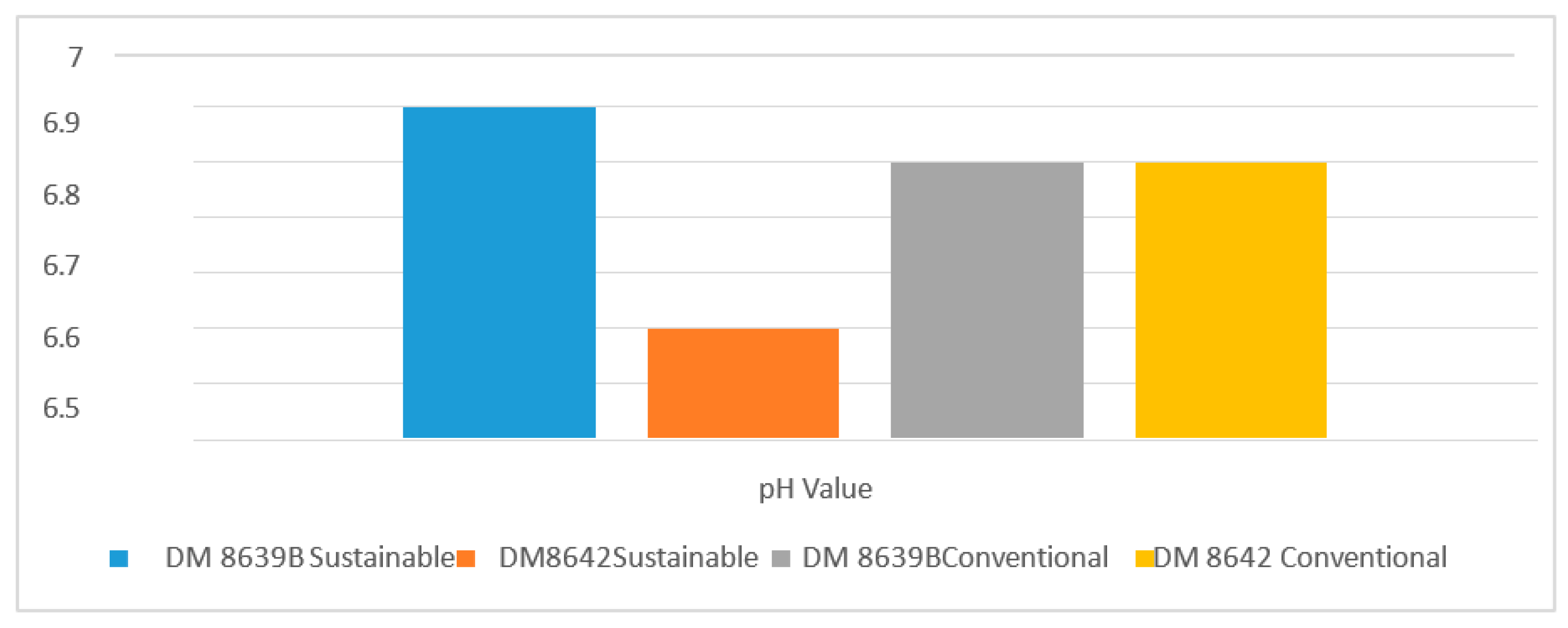
3.4. pH Value:
In enzyme washing, the pH should be adjusted to suitable values for specific enzymes; neutral is applied at pH 6–7. Also the temperature of the washing liquor should be controlled to prevent change in pH value during enzyme washing.
pH value for Enzymatic DM8639B (Sustainable):
Figure 3.9.
pH value for Enzymatic DM8639B (Sustainable).

Here, we see here that the pH is well controlled as this ideal value.
pH value for Enzymatic DM8642 (Sustainable):
Figure 3.10.
pH value for Enzymatic DM8642 (Sustainable).

Here, we see here that the pH is well controlled as this ideal value.
pH value for Enzymatic DM8639B (conventional):
Figure 3.11.
pH value for Enzymatic DM8639B (conventional).

Here, we see here that the pH is well controlled as this ideal value.
pH value for Enzymatic DM8642 (conventional):
Figure 4.12.
pH value for Enzymatic DM8642 (conventional).

Here, we see here that the pH is well controlled as this ideal value.
Graphical View of pH value:
Graph 3.3.
pH Value.
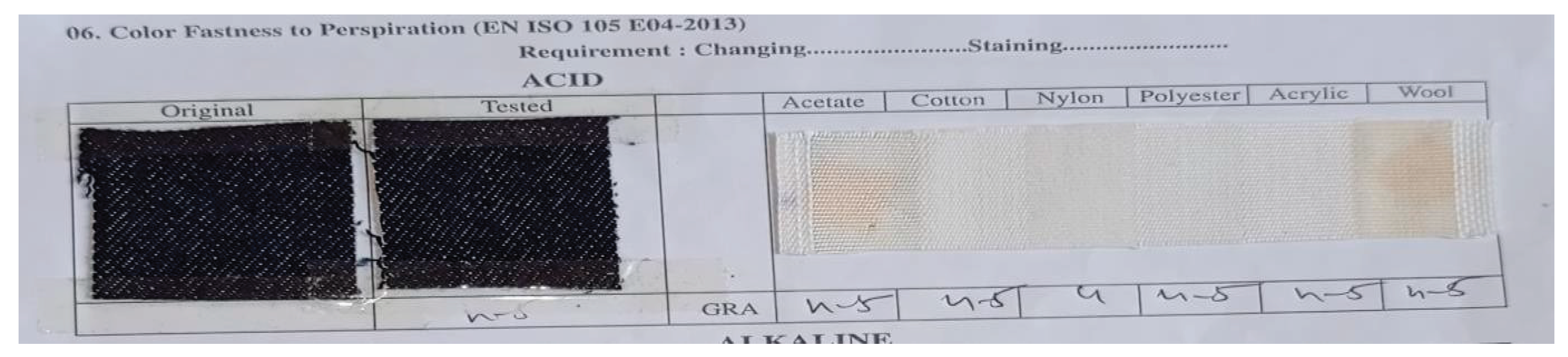
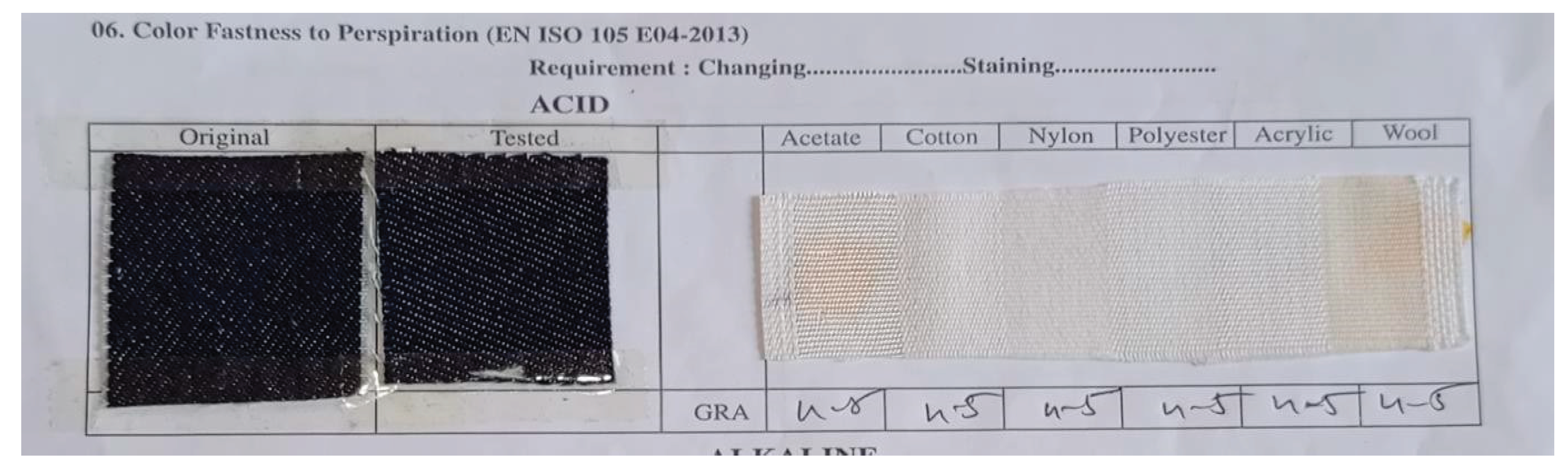
3.5. Color Fastness to Perspiration:
By Acid:
Table 3.3.
Color fastness to Perspiration Result by Acid.
| S.L | Washing Type | Fabric type |
Test result (according to cotton) |
Performance |
|---|---|---|---|---|
| 1 | Enzymatic DM8639B(Sustainable) |
Cotton | 5 | Excellent |
| 2 | Enzymatic DM8642(sustainable) |
Cotton | 4 | Good |
| 3 | Enzymatic DM8639B(Conventiona l) |
Cotton | 4 | Good |
| 4 | Enzymatic DM8642(Conventional) |
Cotton | 4 | Good |
By Acid, Enzymatic DM8639B (Sustainable): The color of the denim cotton fabric showed excellent resistance to color change or staining when exposed to the perspiration solution.
Figure 3.13.
Perspiration Enzymatic DM8639B (Sustainable) By Acid.
By Acid, Enzymatic DM8642 (Sustainable): The color of the denim cotton fabric showed excellent resistance to color change or staining when exposed to the perspiration solution.
Figure 3.14.
Perspiration Enzymatic DM8642 (Sustainable) By Acid.
By Acid, Enzymatic DM8639B (Conventional): The color of the denim cotton fabric showed good resistance to color change or staining when exposed to the perspiration solution.
Figure 3.15.
Perspiration Enzymatic DM8639B (Conventional) By Acid.

By Acid, Enzymatic DM8642 (Conventional): The color of the denim cotton fabric showed good resistance to color change or staining when exposed to the perspiration solution.
Figure 3.16.
Perspiration Enzymatic DM8642 (Conventional) By Acid.

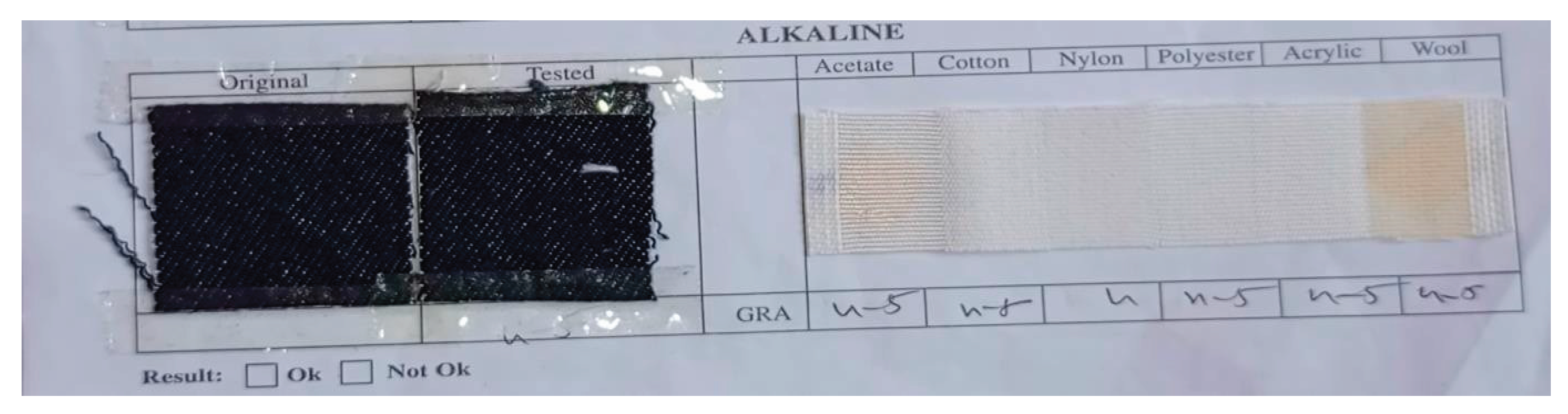
By Alkaline:
Table 3.4.
Perspiration Result by Alkaline.
| S.L | Washing Type | Fabric type | Test result (according to cotton) |
Performance |
|---|---|---|---|---|
| 1 | Enzymatic DM8639B (Sustainable) |
Cotton | 5 | Excellent |
| 2 | Enzymatic DM8642 (sustainable) |
Cotton | 4/5 | Good |
| 3 | Enzymatic DM8639B (Conventional) | Cotton | 3/4 | Fair |
| 4 | Enzymatic DM8642 (Conventional) |
Cotton | 3/4 | Fair |
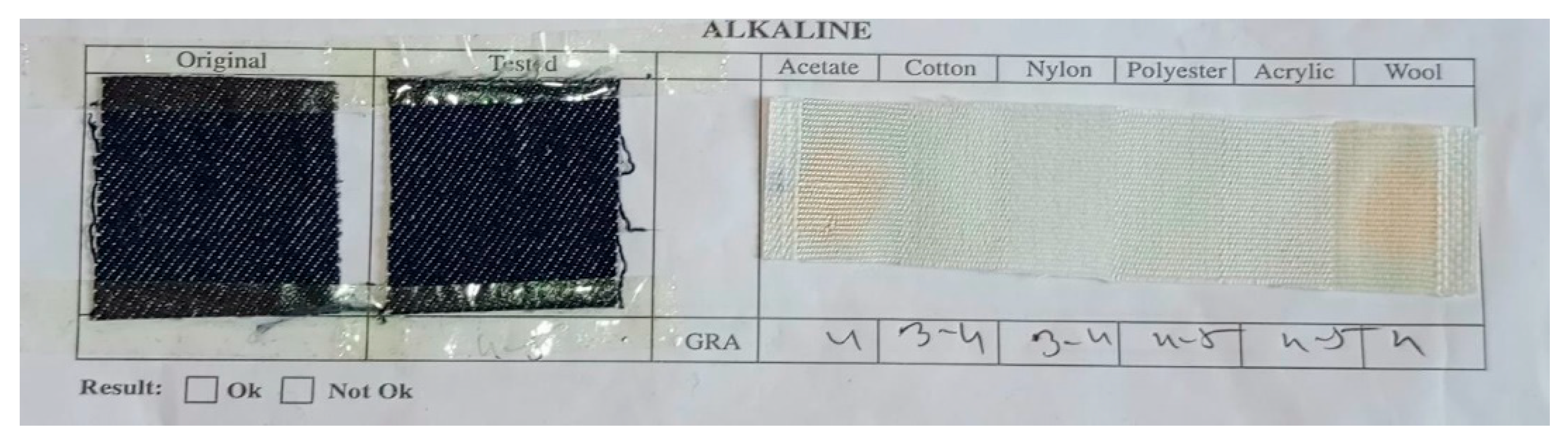
By Alkaline, Enzymatic DM8639B (Sustainable): The color of the denim cotton fabric showed excellent resistance to color change or staining when exposed to the perspiration solution.
Figure 3.17.
Enzymatic DM8639B (Sustainable) By Alkaline.
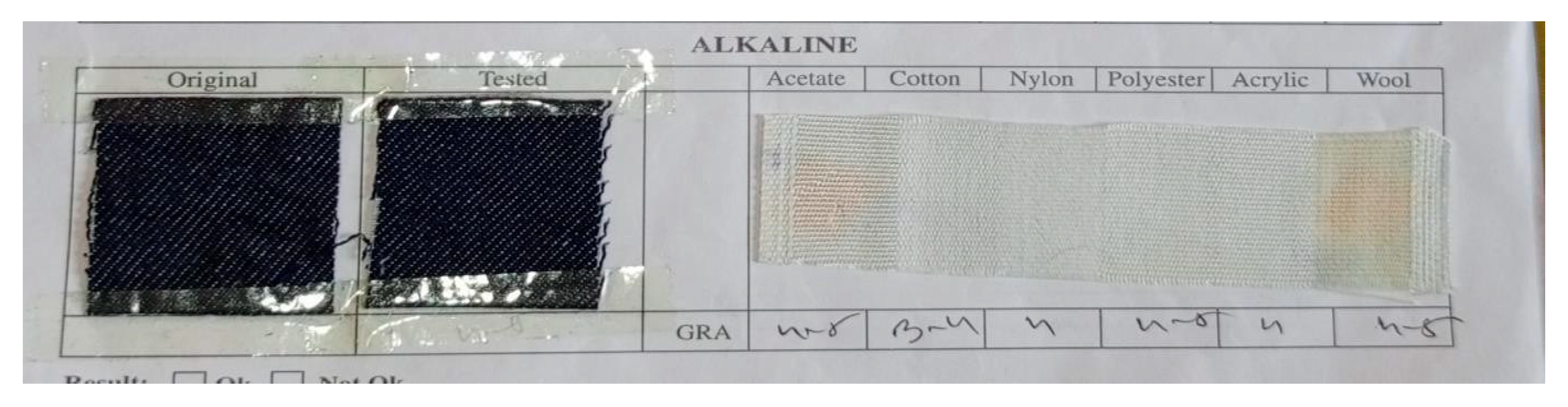
By Alkaline, Enzymatic DM8642 (Sustainable): The color of the denim cotton fabric showed good resistance to color change or staining when exposed to the perspiration solution.
Figure 3.18.
Perspiration Enzymatic DM8642 (Sustainable) By Alkaline.
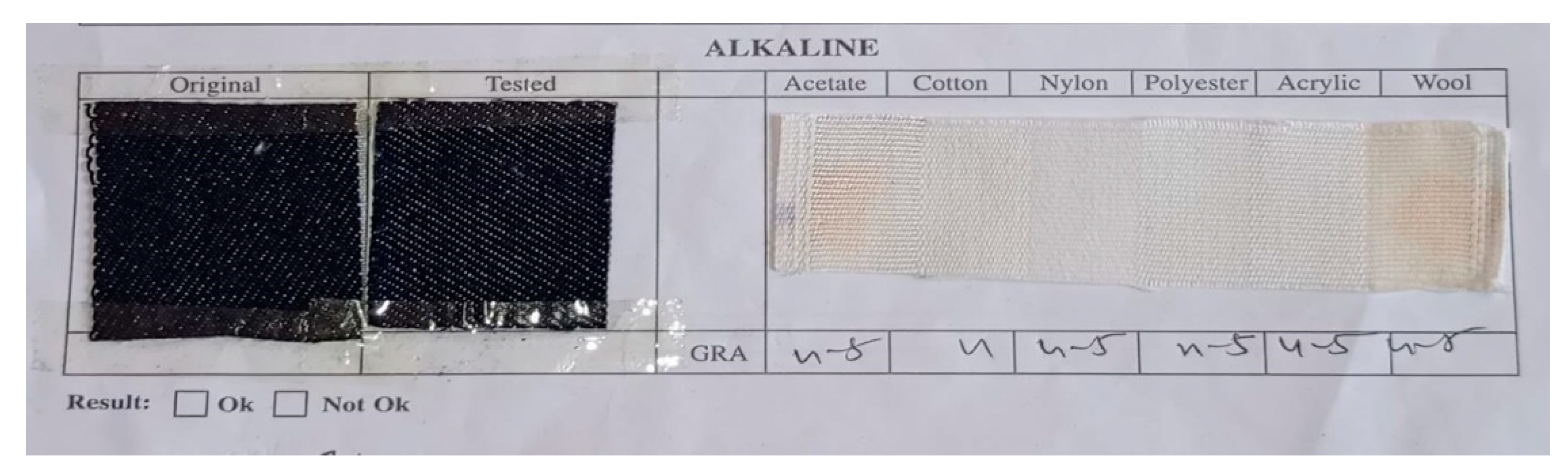
By Alkaline, Enzymatic DM8639B (Conventional): The color of the denim cotton fabric showed fair resistance to color change or staining when exposed to the perspiration solution.
Figure 3.19.
Perspiration Enzymatic DM8639B (Conventional) By Alkaline.
By Alkaline, Enzymatic DM8642 (Conventional): The color of the denim cotton fabric showed fair resistance to color change or staining when exposed to the perspiration solution.
Figure 3.20.
Perspiration Enzymatic DM8642 (Conventional) By Alkaline.
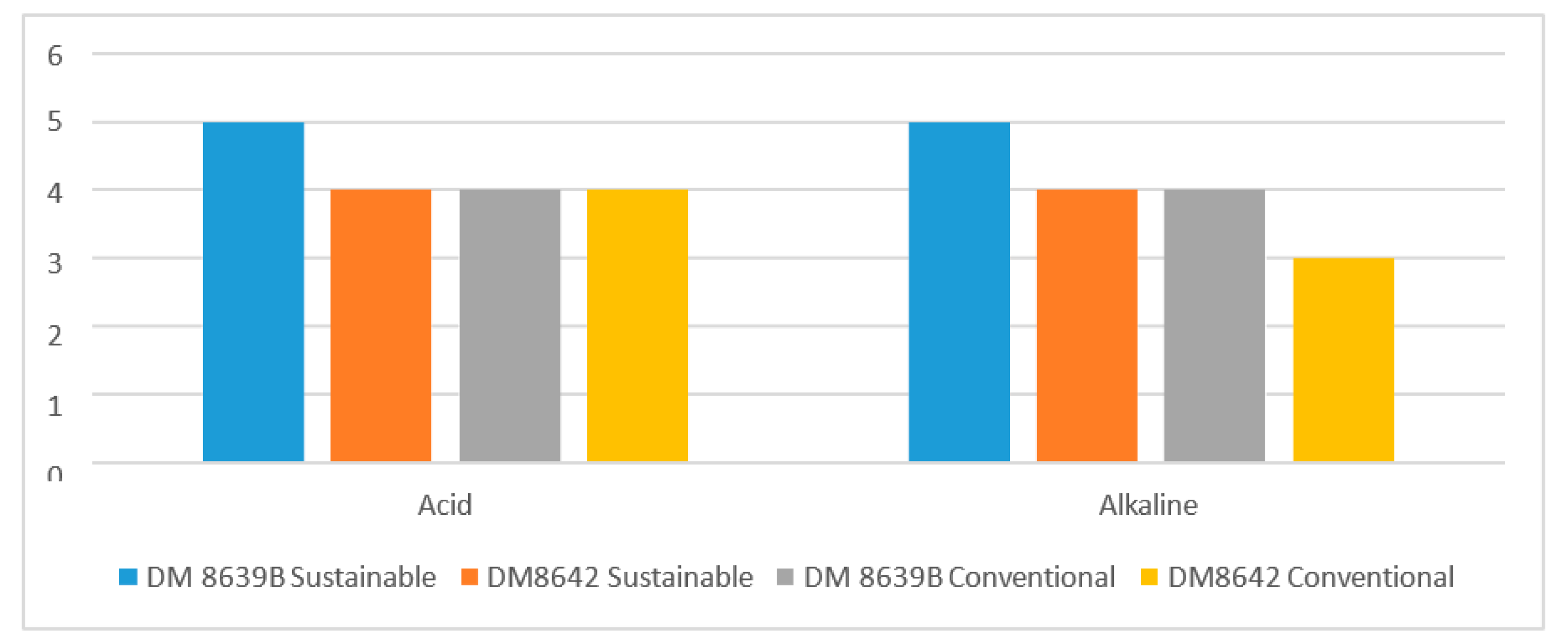
Graphical View of Perspiration:
Graph 3.4.
Color fastness to Perspiration.
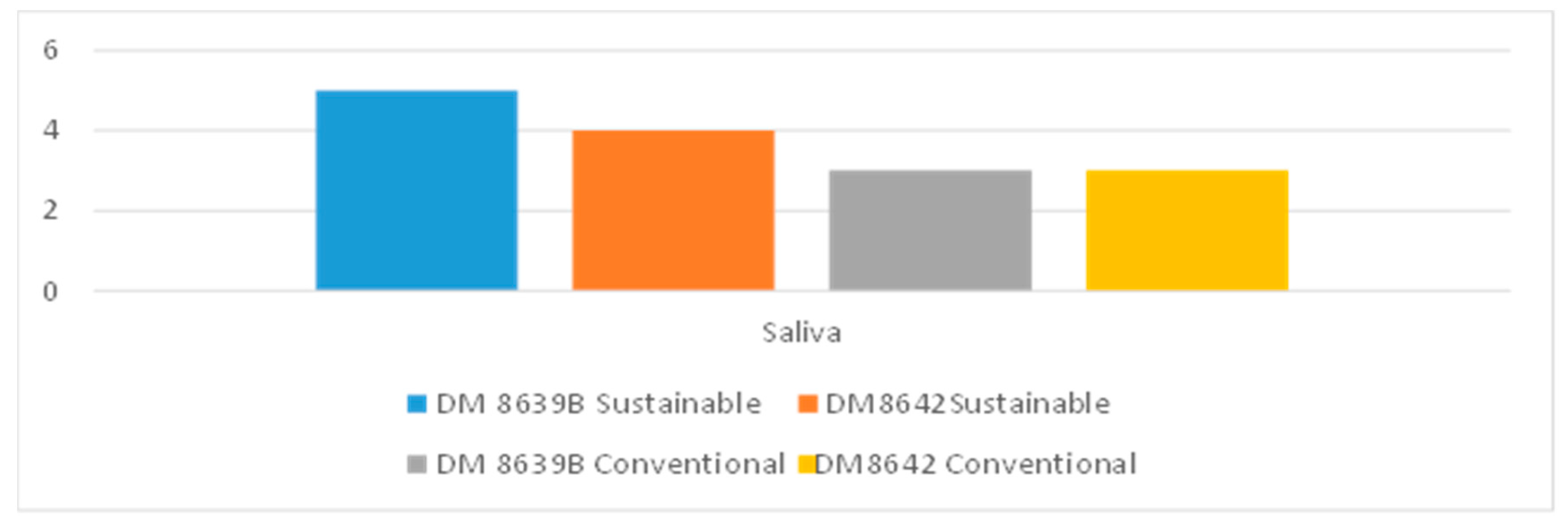
3.6. Saliva Test Report & Result
Table 3.5.
Saliva test result.
| S.L | Washing Type | Fabric type | Test result (according to cotton) |
Performance |
|---|---|---|---|---|
| 1 | Enzymatic DM8639B(Sustainable) |
Cotton | 5 | Excellent |
| 2 | Enzymatic DM8642(sustainable) |
Cotton | 4 | Good |
| 3 | Enzymatic DM8639B(Conventional) |
Cotton | 3 | Fair |
| 4 | Enzymatic DM8642(Conventional) |
Cotton | 3 | Fair |
Color Fastness to Saliva Enzymatic DM8639B (Sustainable): Finding Grade 5 (Good)
The color of the fabric remained stable with no significant color change or staining observed after exposure to simulated saliva.
Figure 3.21.
Color Fastness to Saliva (Enzymatic DM8639B; Sustainable).

Color Fastness to Saliva Enzymatic DM8642 (Sustainable): Finding Grade 4 (Good)
The color of the fabric remained stable with no significant color change or staining observed after exposure to simulated saliva.
Figure 3.22.
Color Fastness to Saliva Enzymatic DM8642 (Sustainable).
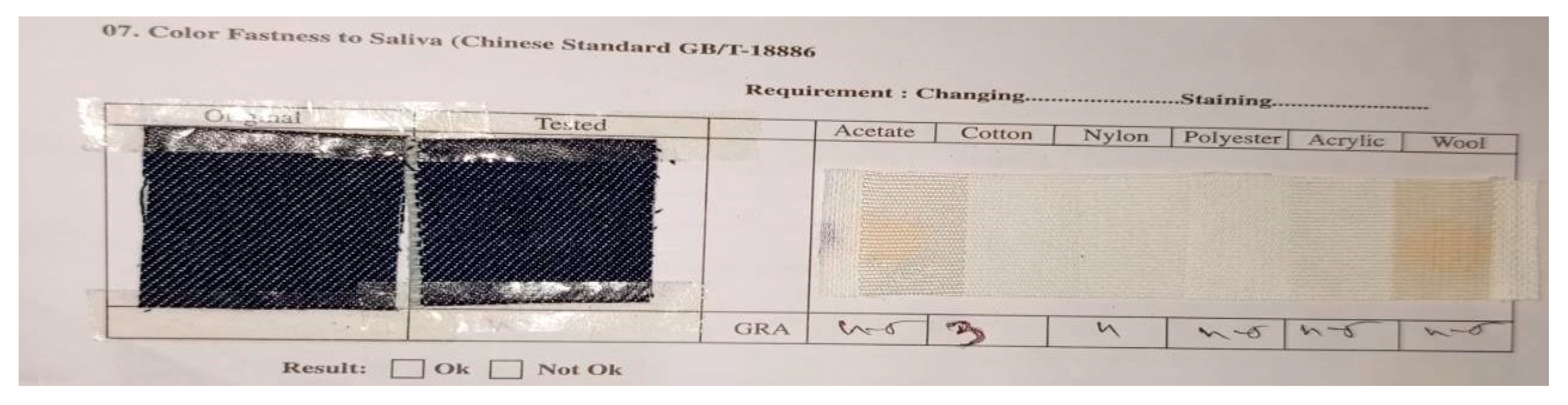
Color Fastness to Saliva Enzymatic DM8639B (Conventional): Finding Grade 3 (Fair)
The color of the fabric remained fair with little bit of color change or staining observed after exposure to simulated saliva.
Figure 3.23.
Color Fastness to Saliva Enzymatic DM8639B (Conventional).
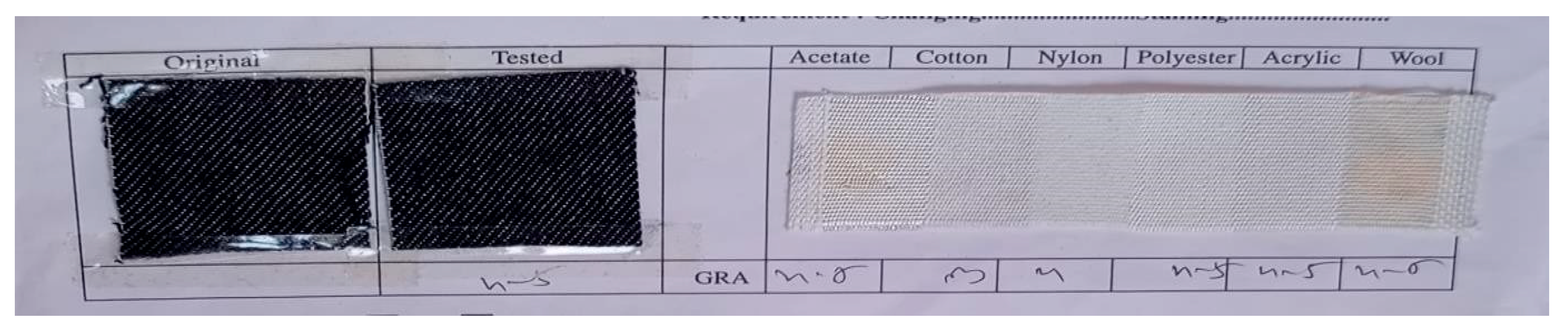
Color Fastness to Saliva Enzymatic DM8642 (Conventional): Finding Grade 3 (fair)
The color of the fabric remained fair with little bit of color change or staining observed after exposure to simulated saliva.
Figure 3.24.
Color Fastness to Saliva Enzymatic DM8642 (Conventional).
Graphical View of Saliva:
Graph 3.5.
Color Fastness to Saliva.
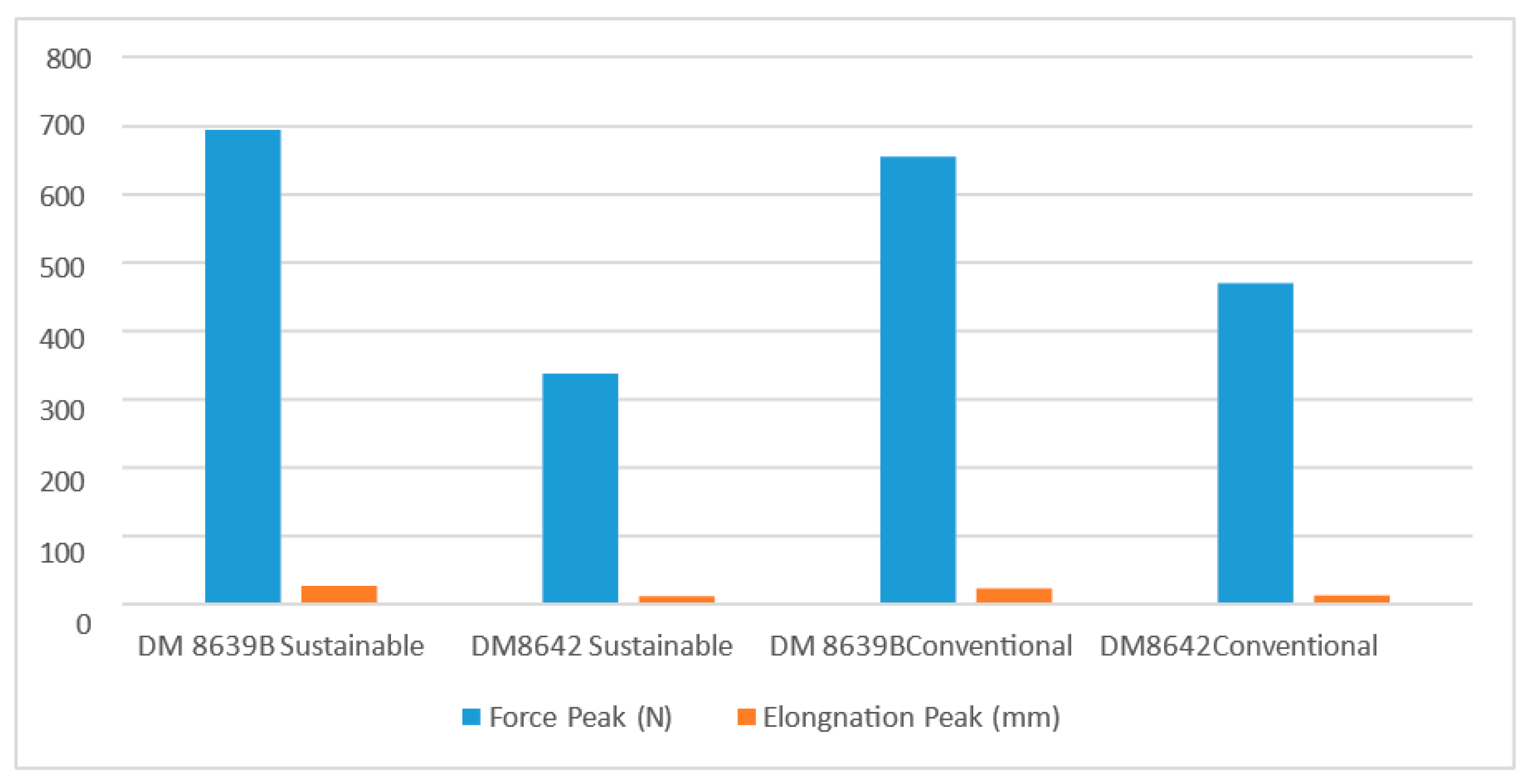
3.7. Tensile Strength Test Report and Result:
Table 3.6.
Tensile strength Test Report and Result.
| S.L | Washing Type | Fabric type | Force Peak(N) | Elongation Peak(mm) |
|---|---|---|---|---|
| 1 | Enzymatic DM8639B(Sustainable) |
Cotton | 695.200 | 27.106 |
| 2 | Enzymatic DM8642(sustainable) |
Cotton | 337.900 | 11.712 |
| 3 | Enzymatic DM8639B(Conventional) |
Cotton | 655.800 | 23.675 |
| 4 | Enzymatic DM8642(Conventional) |
Cotton | 470.300 | 13.139 |
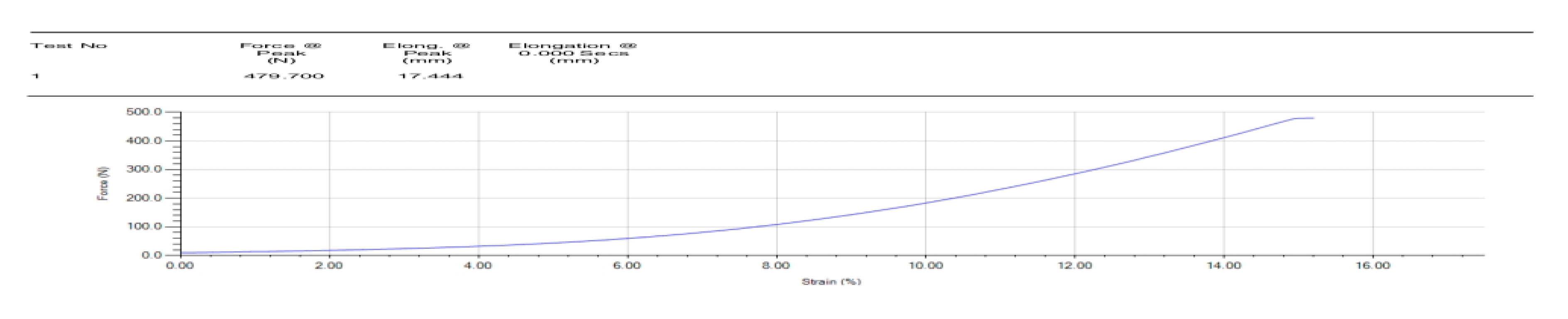
| 5 | Unwash (Raw fabric) | Cotton | 479.700 | 17.444 |
Result:
Unlash (Raw fabric):
Here, we see that the unwashed raw fabric has force peak is 479.400 N and elongation peak is 17.444 mm.
Figure 3.25.
Tensile Strength of unwashed fabric.
Enzymatic DM8639B (Sustainable):
Here, we see that the Enzymatic DM8639B Sustainable has force peak is 695.200 N and elongation peak is 27.106 mm.
Figure 3.26.
Tensile Strength of Enzymatic DM8639B Sustainable.

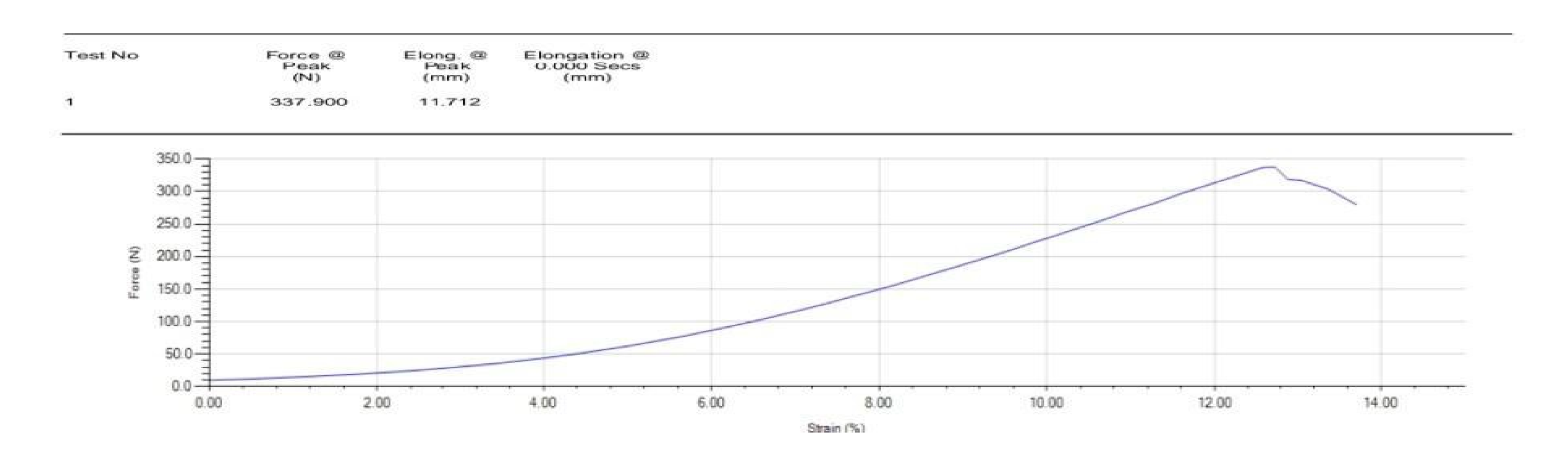
Enzymatic DM8642 (Sustainable):
Here, we see that the Enzymatic DM8642 (Sustainable) has force peak is 337.900 N and elongation peak is 11.712 mm.
Figure 3.27.
Tensile Strength of Enzymatic DM8642 (Sustainable).
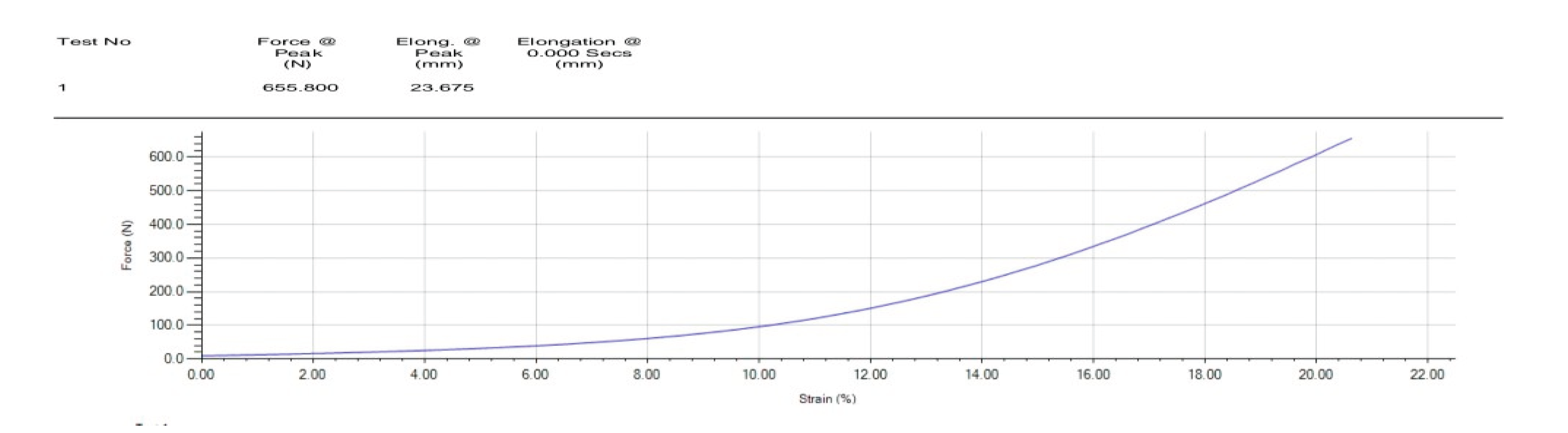
Enzymatic DM8639B (conventional):
Here, we see that the Enzymatic DM8639B (conventional) has force peak is 655.800 N and elongation peak is 23.675 mm.
Figure 3.28.
Tensile Strength of Enzymatic DM8639B (conventional).
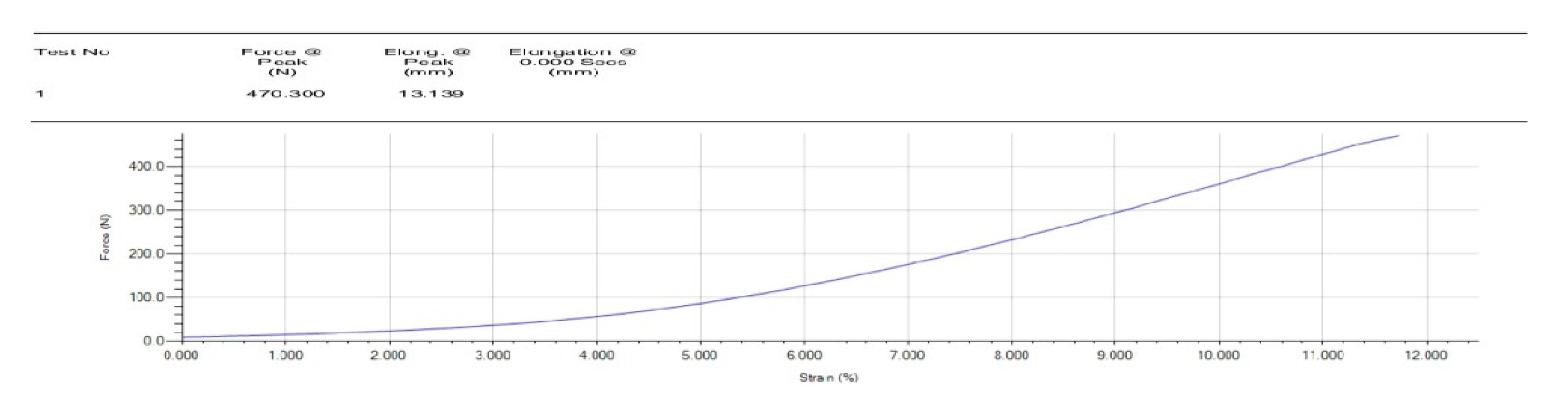
Enzymatic DM8642 (Conventional):
Here, we see that the Enzymatic DM8642 (Conventional) has force peak is 470.300 N and elongation peak is 13.139 mm.
Figure 3.29.
Tensile Strength of Enzymatic DM8642 (conventional).
Graphical View of Tensile Strength:
Graph 4.6.
Tensile Strength Test.
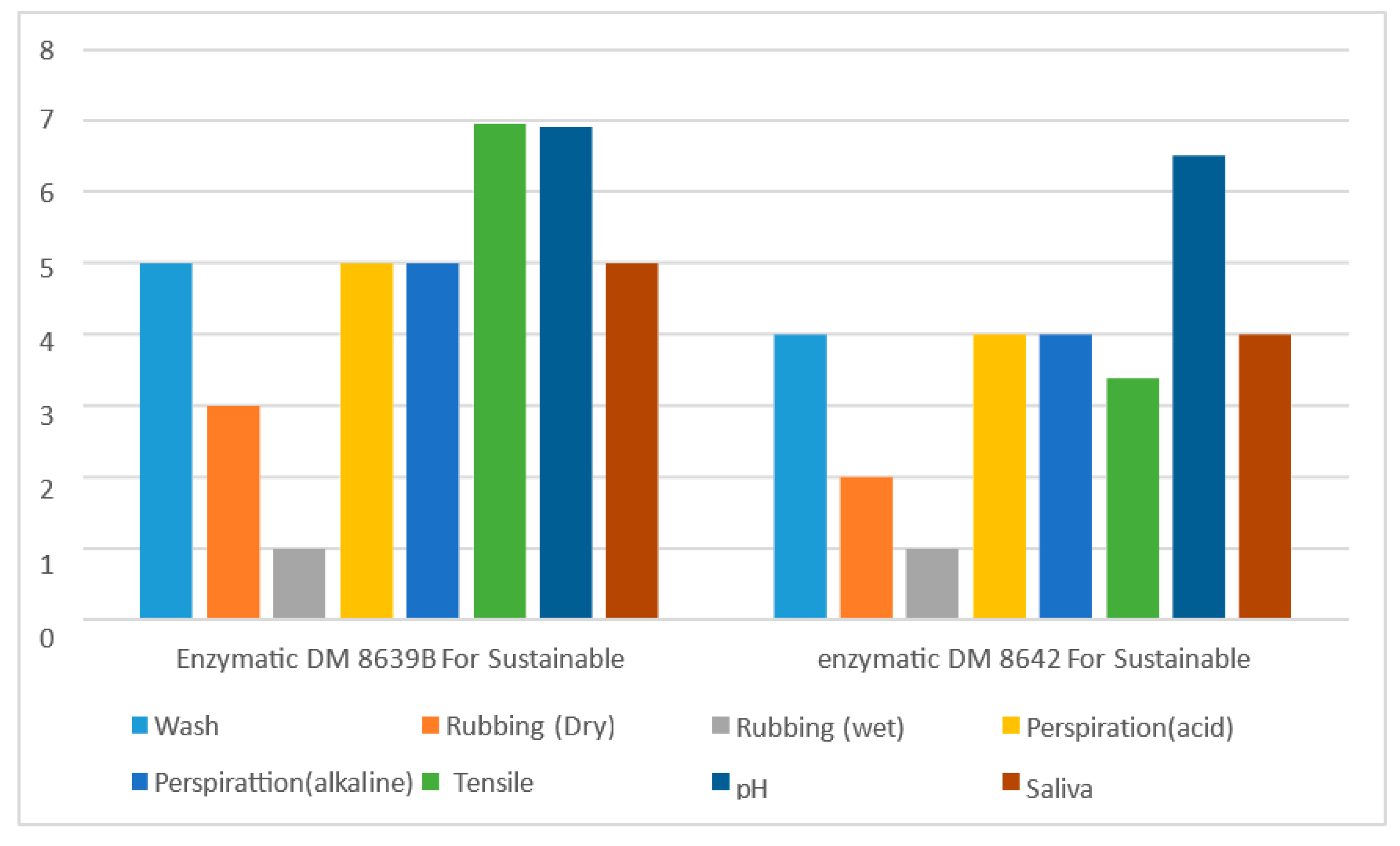
3.8. Differentiate Between Enzymatic DM8639B and DM 8642 Performance Graph in Sustainable Machine:
Graph 3.7.
Differentiate between with Enzymatic DM8639B and DM 8642 Performance in Sustainable Machine.
Graph 3.7.
Differentiate between with Enzymatic DM8639B and DM 8642 Performance in Sustainable Machine.
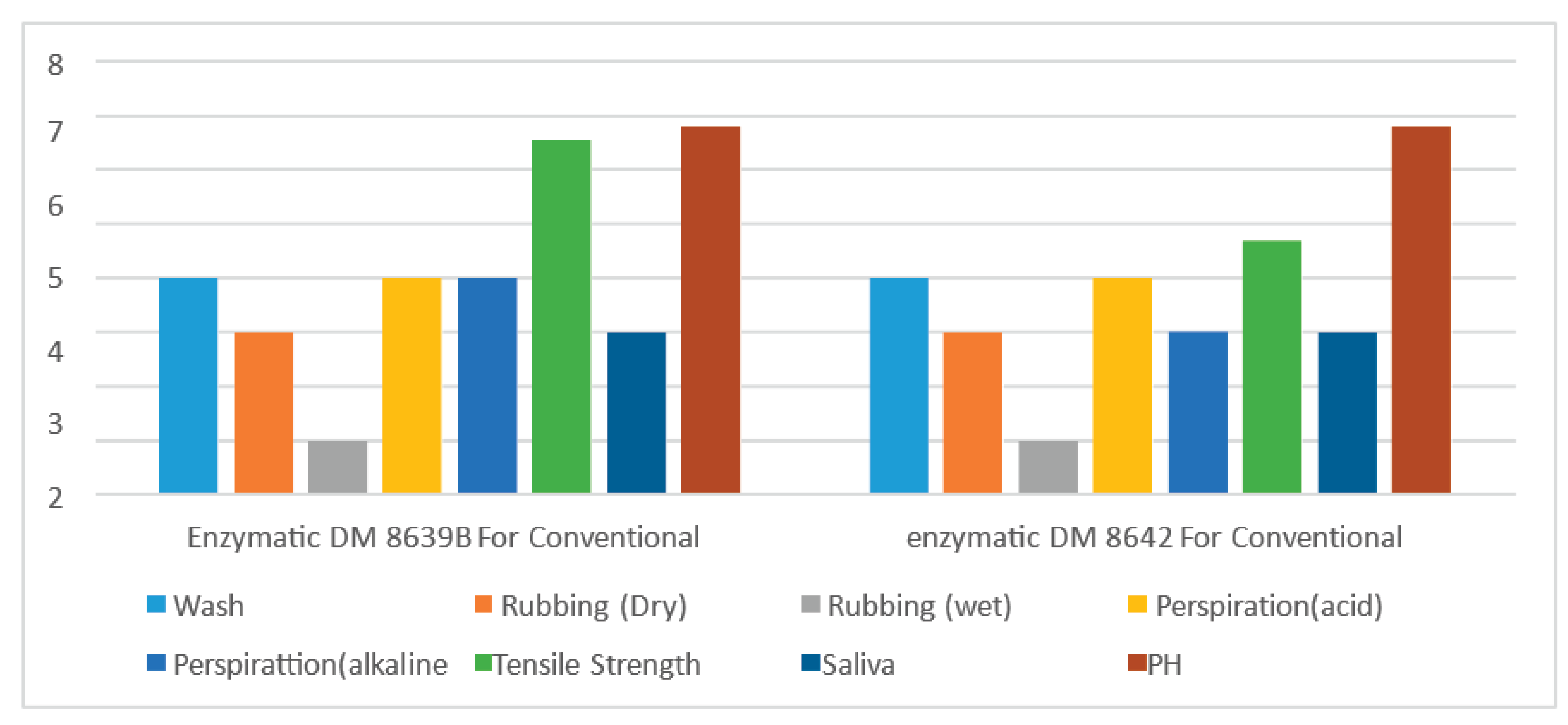
3.9. Differentiate Between Enzymatic DM8639B and DM 8642 Performance in Conventional Machine
Graph 3.8.
Differentiate between Enzymatic DM8639B and DM 8642 Performance in Conventional Machine.
Performance Chart:
Table 3.7.
Performance Chart of Both Enzyme.
| Name Of Tests | Sustainable | Conventional | Comments | ||
|---|---|---|---|---|---|
| - | DM 8639B | DM 8642 | DM 8639B | DM 8642 | |
| Color Fastness to Wash | 5 | 4 | 4 | 4 | The performance of 8639B is better than others |
| Color Fastness to Rubbing (Dry) |
3 | 2 | 3 | 3 | Both performances were very close |
| Color Fastness to Rubbing (Wet) |
1 | 1 | 1 | 1 | Both are Poor in Wet Condition |
| pH | 6.9 | 6.5 | 6.8 | 6.8 | Both Are well within this optimal range. |
| Color Fastness to Perspiration (acid) |
5 | 4 | 4 | 4 | The performance of 8639B is better than others |
| Color Fastness to Perspiration (Alkaline) |
5 | 4 | 4 | 3 | |
| Color Fastness to Saliva | 5 | 4 | 3 | 3 | The performance of 8639B is better than others |
| Tensile Strength | 6.95 | 3.37 | 6.55 | 4.7 | The performance of 8639B is better than others |
Discussion:
The comprehensive test reports conducted in this project provide a thorough evaluation of the difference between Enzymatic DM 8639B with sustainable machine and Enzymatic DM8642 with sustainable machine. DM 8639B with conventional machine and Enzymatic DM8642 with conventional machine. The results indicate promising outcomes and highlight several key points for discussion. The results indicate promising outcomes and highlight several key points for discussion.
The results of the color fastness tests for the washing indicate that overall, the performance was satisfactory in terms of color fastness to washing. All test result shows are same value for cotton fabric. For rubbing test dry are same result which was not satisfactory and this was very poor that report. But for wet rubbing, cellulose sustainable was fair and Enzymatic DM8642 sustainable shows fair or poor. For that we informed that for rubbing test DM8639B are best than Enzymatic DM8642 sustainable. We see that Enzymatic DM8639B conventional are same grade which was fair for dry test and very poor for wet Condition. For pH test, DM 8639B gave better value than Enzymatic DM8642. That is also better for environment. Enzymatic DM8642 conventional gave same result. Here all values are standard for denim wash. Color perspiration test were all result is satisfactory, where DM 8639B and Enzymatic DM8642 sustainable gave same excellent result. Enzymatic DM8639B and Enzymatic DM8642 conventional also gave same result which was good and it shows for acidic medium but Alkaline medium shows different result which was DM 8639B better than Enzymatic DM8642 sustainable and conventional gave same values. Color fastness to Saliva test all sustainable gave same result which was satisfactory but conventional gave different which was not satisfactory for Enzymatic DM8642 conventional. Lastly tensile strength gives great result. However, a notable area of concern was the tensile Strength results, which showed poor force peak for Enzymatic DM8642 sustainable and showed better force peak for Dm8639B. It also showed DM8639Bbetter strength than Enzymatic DM8642.
Furthermore, economic feasibility and scalability should be considered for large-scale production and commercialization of enzymes. Cost-effectiveness, availability of raw materials, and production scalability are critical factors to ensure the practical implementation and wider adoption of these eco-friendly alternatives in the textile industry.
It can be concluded that the use of DM8639B in sustainable machines will bring great benefits to the textile industry. In the whole report we can see that DM8639B used in sustainable machine is better than Enzymatic DM8642 enzyme in sustainable machine. Also found that Enzymatic DM8642 enzyme is better to use than conventional cellulose enzyme in conventional machines. From the whole report it is completely shown that using enzymatic DM 8639B is better than Enzymatic DM8642 enzyme. The project opens up possibilities for further research and development, including optimizing formulations, exploring compatibility with different fabric type’s fabrics with different enzymes in different machines, and addressing scalability and economic viability. Ultimately, these enzyme and wash in different machines have the potential to contribute to a more sustainable and eco-friendly future for the textile industry.
4. Conclusion
This project we are thinking about applying different types of enzymes on denim fabric through different machines, which enzyme is better for fabric. The goal was to evaluate their efficiency in enhancing the washing qualities of the enzyme for denim fabric that would be milestone for the textile industry and environment friendly. Various investigations and tests shown that the Enzymatic DM8639B enzyme is better than the Enzymatic DM8642 enzyme with sustainable machine on denim fabric and also shown that the Enzymatic DM8639B enzyme is better than the Enzymatic DM8642 enzyme with conventional machine on denim fabric.
References
- K. Irmak, S. Yılmaz, and M. Gideroğlu, “Development Of Sustainable Denim Products with Foam Application Technique in Denim Washing Processes,” Orclever Proceedings of Research and Development, vol. 5, no. 1, pp. 459–469, Dec. 2024. [CrossRef]
- Ben Fraj and B. Jaouachi, “Effects of ozone treatment on denim garment properties,” Coloration Technology, vol. 137, no. 6, pp. 678–688, Jun. 2021. [CrossRef]
- N. Sünter Eroglu, “SUSTAINABILITY APPROACHES IN DENIM PRODUCTS AND PRODUCTION PROCESSES,” Tekstil ve Mühendis, vol. 30, no. 132, pp. 335–350, Dec. 2023. [CrossRef]
- Telli and O. Babaarslan, “The effect of recycled fibers on the washing performance of denim fabrics,” The Journal of The Textile Institute, vol. 108, no. 5, pp. 812–820, Jun. 2016. [CrossRef]
- P. Periyasamy and S. Periyasami, “Critical Review on Sustainability in Denim: A Step toward Sustainable Production and Consumption of Denim.,” ACS Omega, vol. 8, no. 5, pp. 4472–4490, Jan. 2023. [CrossRef]
- S. B. A. Hamid, M. M. Islam, and R. Das, “Cellulase biocatalysis: key influencing factors and mode of action,” Cellulose, vol. 22, no. 4, pp. 2157–2182, Jun. 2015. [CrossRef]
- H. Aykaç Özen, B. Vayiç, and S. Çoruh, “Assessment of organizational carbon footprints in a denim-washing company: a systematic approach to indirect non-energy emissions,” Environmental Science and Pollution Research, vol. 31, no. 24, pp. 35897–35907, May 2024. [CrossRef]
- P. Julapong, P. Srichonphaisarn, O. Juntarasakul, C. B. Tabelin, T. Phengsaart, and T. Meekoch, “The Influence of Textile Type, Textile Weight, and Detergent Dosage on Microfiber Emissions from Top-Loading Washing Machines.,” Toxics, vol. 12, no. 3, p. 210, Mar. 2024. [CrossRef]
- Z. Zareshahrabadi, N. Amirzadeh, K. Pakshir, R. Nasr, R. Mohammadi, and K. Zomorodian, “Evaluation of building washing machines as an extreme environment for potentially pathogenic fungi,” Scientific Reports, vol. 13, no. 1, Dec. 2023. [CrossRef]
- S. Jacksch et al., “Influence of Sampling Site and other Environmental Factors on the Bacterial Community Composition of Domestic Washing Machines.,” Microorganisms, vol. 8, no. 1, p. 30, Dec. 2019. [CrossRef]
- P. Kakkar and N. Wadhwa, “Extremozymes used in textile industry,” The Journal of The Textile Institute, vol. 113, no. 9, pp. 2007–2015, Jun. 2021. [CrossRef]
- M. Mohsin and S. Sardar, “Development of sustainable and cost efficient textile foam-finishing and its comparison with conventional padding,” Cellulose, vol. 27, no. 7, pp. 4091–4107, Feb. 2020. [CrossRef]
- G. Korsa, R. Konwarh, S. Haile, C. Masi, and A. Ayele, “Microbial cellulase production and its potential application for textile industries,” Annals of Microbiology, vol. 73, no. 1, Apr. 2023. [CrossRef]
- N. I. Khalid, N. Ab Aziz, M. H. Abd Rahim, and T. U. Noh, “Alkaline electrolyzed water AS a potential green degreaser for meat processing stainless steel surface,” Journal of Food Process Engineering, vol. 46, no. 12, Sep. 2023. [CrossRef]
- H. Aykaç Özen, B. Vayiç, and S. Çoruh, “Assessment of organizational carbon footprints in a denim-washing company: a systematic approach to indirect non-energy emissions,” Environmental Science and Pollution Research, vol. 31, no. 24, pp. 35897–35907, May 2024. [CrossRef]
- P. Periyasamy and S. Periyasami, “Critical Review on Sustainability in Denim: A Step toward Sustainable Production and Consumption of Denim.,” ACS Omega, vol. 8, no. 5, pp. 4472–4490, Jan. 2023. [CrossRef]
- K. Irmak, S. Yılmaz, and M. Gideroğlu, “Development Of Sustainable Denim Products with Foam Application Technique in Denim Washing Processes,” Orclever Proceedings of Research and Development, vol. 5, no. 1, pp. 459–469, Dec. 2024. [CrossRef]
- N. Sünter Eroglu, “SUSTAINABILITY APPROACHES IN DENIM PRODUCTS AND PRODUCTION PROCESSES,” Tekstil ve Mühendis, vol. 30, no. 132, pp. 335–350, Dec. 2023. [CrossRef]
- S. B. A. Hamid, M. M. Islam, and R. Das, “Cellulase biocatalysis: key influencing factors and mode of action,” Cellulose, vol. 22, no. 4, pp. 2157–2182, Jun. 2015. [CrossRef]
- Ben Fraj and B. Jaouachi, “Effects of ozone treatment on denim garment properties,” Coloration Technology, vol. 137, no. 6, pp. 678–688, Jun. 2021. [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



