
Submitted:
07 May 2025
Posted:
08 May 2025
You are already at the latest version
Abstract
Amid escalating global climate crises and the urgent imperative to meet the Paris Agreement’s carbon neutrality targets, the steel industry—a leading contributor to global greenhouse gas emissions—confronts unprecedented challenges in driving sustainable industrial transformation through innovative low-carbon steelmaking technologies. This paper examines decarbonization technologies across three stages (source, process, and end-of-pipe) for two dominant steel production routes: the long process (BF-BOF) and the short process (EAF). For the BF-BOF route, source-stage decarbonization employs high-proportion pelletized ore charging and elevated scrap ratios. The process stage integrates converter bottom-blowing with O2-CO2-CaO composite injection technology for optimized carbon control. The end-of-pipe treatment combines CO2 recycling with carbon capture, utilization, and storage (CCUS) for deep decarbonization. The EAF route establishes a low-carbon production system through green high-efficiency electric arc furnaces and hydrogen-based shaft furnace processes. Source-stage improvements utilize green electricity and advanced equipment for energy efficiency. Process optimization implements intelligent control systems for precise smelting, while end-of-pipe solutions incorporate waste heat recovery and slag resource utilization to form closed-loop operations. Hydrogen direct reduction ironmaking and green electricity-driven EAF technologies demonstrate significant emission reduction potential, providing crucial technological support for industrial decarbonization. Comparative analysis of industrial applications reveals varying emission reduction efficiencies, economic viability, and implementation challenges across different technical pathways. The study concludes that deep decarbonization of the steel industry requires coordinated policy incentives, technological innovation, and industrial chain collaboration. Accelerating large-scale adoption of low-carbon metallurgical technologies through these synergistic efforts will drive the global steel sector toward sustainable development goals. This research systematically evaluates current low-carbon steelmaking technologies and proposes implementation strategies, offering valuable insights for the industry's green transition—a cornerstone for building a sustainable future.
Keywords:
Low-carbon steelmaking
; Carbon emission reduction
; Hydrogen-based metallurgy
; High-efficiency EAF
; CCUS
1. Introduction
The steel industry, as a major contributor to global industrial carbon emissions (accounting for approximately 7% to 11%) [1,2], is facing the severe challenge of achieving net-zero emissions by 2050 under the framework of the Paris Agreement. Against the backdrop of the deepening of climate change governance, a technological revolution centered on low-carbon smelting has become an inevitable path for industry transformation. Since the 21st century, the international community has successively launched major scientific and technological projects such as ULCOS (Europe, 2004), COURSE50 (Japan, 2008), HYBRIT (Sweden, 2016) [3], SALCOS (Germany, 2019) [4], and ROSIE (USA, 2024), reshaping the traditional smelting model through innovative paths such as hydrogen-based metallurgy, carbon capture, and green energy utilization, demonstrating an accelerating trend of technological iteration.
This article delves into the current status and challenges of carbon emissions and energy consumption in the steel industry’s smelting process. It comprehensively reviews the latest developments in low-carbon smelting technologies worldwide, especially the practices and research achievements in reducing carbon dioxide emissions and improving energy utilization efficiency. The article will focus on analyzing the actual effects of low-carbon smelting technologies applied in industrial enterprises in terms of carbon reduction and energy conservation. Through the summary of advanced technologies and the exploration of future development trends, it aims to provide theoretical basis and technical guidance for the steel industry’s low-carbon transformation, contributing to the realization of sustainable development goals.
Currently, industrial steel production mainly adopts two process routes: one is the long process of blast furnace-converter, which requires the preparation of raw materials through processes such as coking, sintering, and pelletizing, followed by smelting in a blast furnace to obtain molten iron, and finally refining in a converter to produce crude steel; the other is the short process centered on electric arc furnaces, which mainly uses scrap steel as raw materials, and after smelting in an electric furnace, it is refined through equipment such as ladle furnaces to produce steel. It can also use direct reduced iron or molten reduced iron as raw materials, and after smelting in an electric furnace and going through the rolling process, it ultimately forms steel products. As shown in Figure 1, taking the data of 2022 as an example, the global steel industry shows the characteristics of “Asia’s continuous dominance and accelerated green transformation”. The international crude steel production was approximately 1.89 billion tons, and the CO2 emissions from steel production were about 3.61 billion tons, with energy consumption of approximately 396.7 GJ [5]. Behind the huge figures of carbon emissions and energy consumption lies both challenges and opportunities. Figure 2 shows the proportion of different processes in global crude steel production in 2022 and their carbon emission intensities. Currently, the blast furnace-converter long process still dominates steel production, accounting for about 71% of the global crude steel production, with an average CO2 emission intensity of 2.33 tons per ton of crude steel during the production process; while the short process of electric arc furnaces accounts for 29%, and its carbon emission intensity varies significantly due to differences in raw materials: the average CO2 emission intensity of the electric furnace process using direct reduced iron as raw material is 1.37 tons per ton of crude steel, and when using scrap steel as raw material, the emission intensity can be further reduced to 0.68 tons per ton of crude steel [5].
Currently, the primary strategies for controlling excessive CO2 emissions and reducing energy consumption in the steel industry can be summarized into four approaches:
- Replacing conventional energy sources with clean energy;
- Improving energy utilization efficiency;
- Advancing fundamental research on energy utilization theories;
- Implementing carbon capture and resource utilization [6].
The adoption of clean energy alternatives enables source-level control of carbon emissions by fundamentally reducing CO2 generation. Carbon capture and resource utilization technologies focus on recovering emitted CO2 and converting it into valuable resources to minimize atmospheric release. Meanwhile, enhancing energy efficiency and developing foundational energy utilization theories aim to optimize energy consumption processes for better carbon emission management. Collectively, these four strategies address three critical phases of decarbonization: source-level emission reduction, process-level carbon control, and end-of-pipe carbon mitigation [7]. As illustrated in Figure 3, the analysis of green steelmaking pathways systematically integrates these strategies to achieve sustainable production objectives.
2. Decarbonization Pathways for BF-BOF Long-Process Steelmaking
Achieving carbon reduction in the blast furnace-basic oxygen furnace (BF-BOF) long process fundamentally challenges the century-old carbon-based reduction and smelting system. Although technologies such as hydrogen metallurgy and oxygen-enriched combustion provide new pathways for reducing carbon emissions, their application in blast furnaces faces thermodynamic limitations (e.g., temperature, reduction efficiency, and energy balance), sunk costs of existing BF-BOF infrastructure (amounting to hundreds of billions of dollars), and the immaturity of green hydrogen supply systems. These factors collectively create multiple barriers to low-carbon transition in the BF-BOF route. Therefore, the BF-BOF process must ensure steel supply security while gradually transitioning from “carbon metallurgy” to “green metallurgy,” which represents a critical challenge in the global steel industry’s low-carbon revolution.
2.1. Source-Stage Carbon Reduction
The BF-BOF long process dominates global steel production, contributing 71% of crude steel output. However, its high carbon emissions and energy consumption remain key challenges for the industry’s low-carbon transformation. Given the current limitations of electric arc furnace (EAF) short-process steelmaking in achieving large-scale substitution, innovative carbon reduction strategies for BOF processes are crucial. Source-stage carbon reduction focuses on optimizing raw materials, including increasing the use of low-carbon hot metal and enhancing scrap steel consumption. Methods to produce low-carbon hot metal include high-proportion pellet charging, oxygen-enriched injection, full-oxygen smelting, biomass/plastic/hydrogen injection, and blast furnace gas recycling. While many of these technologies remain immature (e.g., pilot technologies shown in Table 1), high-proportion pellet charging is relatively feasible for most enterprises. This study proposes a dual carbon reduction strategy: developing large-proportion pellet-based low-carbon metallurgy to produce low-carbon hot metal and establishing efficient scrap utilization systems to increase scrap ratios. Quantitative analysis shows that each 1% increase in scrap ratio reduces carbon emissions by 16 kg per tonne of steel [8], highlighting the advantages of circular economy. Therefore, exploring the synergy between large-proportion pellet smelting for low-carbon hot metal production and advanced scrap utilization technologies will be critical for achieving deep decarbonization in BOF steelmaking.
2.1.1. Application Case Studies of High-Proportion Pellet Charging in Blast Furnaces
The high-proportion pellet charging technology in blast furnaces significantly reduces fuel consumption and carbon emissions by optimizing raw material quality, adjusting operational parameters, and innovating burden distribution methods. In China, enterprises such as Shougang and Tangsteel have achieved efficient low-carbon production through refined management and process innovation. In the EU and North America, breakthroughs in environmental and economic performance have been realized by leveraging high-quality pellet resources and mature technical systems.
By replacing traditional sinter, high-pellet-ratio smelting has become a critical pathway for low-carbon ironmaking, reducing carbon emissions by 12%~35% (e.g., 35% reduction at SSAB Sweden [17], 18% at Shougang Jingtang [18]) while improving fuel efficiency (e.g., fuel ratios of 430 kg/t at U.S. Great Lakes Steel and 497 kg/t at Kobe Steel Japan). Representative cases include: Shougang Jingtang’s 5,500 m³ blast furnace with a blast kinetic energy of 140 kJ/s, SSAB’s full-pellet smelting process achieving a slag generation rate of 146 kg/t, and Kobe Steel’s coke interlayer charging method reducing pressure differential by 15%. These cases demonstrate innovations in raw material compatibility, operational optimization, and localized resource utilization. A comparative analysis of their technical pathways, emission reduction potential, and limitations is systematically presented in Table 2.
High-proportion pellet smelting reduces carbon emission intensity by 12%~35% (e.g., 25% at Kobe Steel Japan and 35% at SSAB Sweden [17]) while improving fuel efficiency (e.g., a fuel ratio of 430 kg/t at U.S. Great Lakes Steel) and lowering hot metal production costs (e.g., $8/t reduction in the U.S. and €15/t at SSAB). This is achieved through three integrated strategies: high-grade raw materials (SSAB’s pellets with TFe >66.8% [17]), advanced process refinement (Shougang Jingtang’s optimized blast kinetic energy of 140 kJ/s [19]), and slag system optimization (Tangsteel’s MgO/Al2O3 ratio control at 0.5~0.55). As a core technology for blast furnace decarbonization, this approach combines high-quality burden materials, innovative processes (e.g., oxygen-enriched injection and hydrogen-based reduction), and operational precision to reduce carbon emissions by 20%~46% per tonne of iron and enhance fuel efficiency by 15%~30%. Simplified slag systems and resource recycling further reduce production costs.
However, challenges remain, including high raw material costs (SSAB’s pellet preparation energy consumption increases by 20%), process instability (Tangsteel’s ±5% fluctuation in pellet RDI [21]), and equipment compatibility limitations (Kobe Steel’s basicity fluctuations of ±0.1 requiring limestone adjustments [22]). Future development requires integrating hydrogen-electricity-pellet hybrid technologies, pelletization processes adaptable to low-grade ores, and intelligent control systems. Supported by advancing carbon pricing mechanisms and growing demand for green steel, high-pellet-ratio smelting is transitioning from pilot demonstrations to global scalability. This technology will serve as a pillar for the steel industry’s transition toward “near-zero carbon” goals, ensuring the sustainable competitiveness of blast furnace ironmaking in the carbon-neutral era.
2.1.2. Application Case Studies of High-Scrap-Ratio Steelmaking
High-scrap-ratio steelmaking, a core pathway for low-carbon transition in the steel industry, significantly reduces reliance on iron ore and coke by increasing scrap steel utilization in raw materials (10%~100%), achieving 6%~78% reduction in carbon emissions per tonne of steel. Its techno-economic feasibility depends on process type (BOF scrap preheating, EAF-based hybrid routes), resource availability (scrap/DRI supply, energy prices), and policy frameworks (carbon tax, green power subsidies). In current mainstream processes, the scrap ratio typically ranges from 10%~25% in conventional BF-BOF routes, while EAF short processes under green electricity support can reach 80%~100%, albeit facing challenges in scrap impurity control (Cu, Sn <0.2%) and preheating costs (50~100 CNY/t).
Table 3 presents global case studies of scrap utilization across different process types, comparing technical configurations, carbon reduction performance, and economic viability.
As outlined in Table 3, high-scrap-ratio steelmaking has become a core pathway in the global steel industry’s low-carbon transformation, achieving carbon reduction and efficiency improvements through process innovation and policy coordination, yet facing multiple challenges. In current technological practices, traditional long-process routes have significantly enhanced efficiency through scrap preheating and multi-process synergy. For instance, Tangsteel increased its BOF scrap ratio to 30%~40% [23,24] by adopting hot metal ladle preheating, full-laddle covering, and dynamic thermal balance models, reducing steelmaking costs by 5.8%. Shougang Jingtang achieved 50% scrap ratio in continuous casting for automotive steel production through dynamic thermal control and plans to test 55%, highlighting the potential of optimizing long-process routes. In electric arc furnace (EAF) processes, the near-zero-carbon EAF technology developed by Prof. Zhu Rong’s team at the University of Science and Technology Beijing integrates wind-solar-storage microgrids and hydrogen burners, reducing green power costs to 0.2~0.3 CNY/kWh (0.03~0.04 USD/kWh) [27], while achieving near-zero process emissions via CO2 injection for nitrogen control and biomass gas substitution for carbon powder.
The scalability of these technologies still faces dual challenges:material compatibility and energy economics. Impurities in scrap steel, such as copper and tin (e.g., purchased scrap containing 0.3%~0.6% Cu), restrict high-grade steel production, necessitating pretreatment technologies like magnetic separation and eddy current sorting, as well as molten iron denitrification and residual element control. Green power and supplemental heating costs remain critical barriers. Prof. Zhu’s“EAF-energy storage-renewables” microgrid system [27] reduces energy consumption through peak shaving, while hydrogen-based reduction replaces carbon reductants, cutting emissions by 150 kg CO2 per tonne of steel.
Future advancements require policy-driven and industry-chain collaboration. China’s Steel Industry Standard Conditions (2025 Edition) sets a target of 15% EAF steel share, and carbon taxes (>80 USD/t) combined with green steel certifications will accelerate the transition of BF-BOF capacities. Technology development will focus on three directions: maximizing long-process potential through BOF powder injection to increase dephosphorization rates to 92%~95% and scrap ratios beyond 50%; advancing EAF purification via green power integration and intelligent controls, such as AI algorithms optimizing smelting parameters to reduce waiting time by 5~8 minutes per heat; and integrating hydrogen metallurgy, with projections indicating that full-scrap EAFs will account for 56.1% of production by 2045, complemented by hydrogen-reduction-EAF routes at 17%, forming a “short-process dominant, hydrogen-supplemented” structure. Supported by expanding scrap resources (China’s annual scrap output exceeding 300 million tonnes by 2025) and a global trade network (import tariffs <5%), the steel industry aims to reduce carbon emissions to below 0.2 tonnes CO2 per tonne of steel by 2060, providing critical support for carbon neutrality goals.
2.2. Process Carbon Control
Driven by global carbon peaking and neutrality goals, the steel industry—as a major carbon emitter—urgently requires technological innovations to achieve dual breakthroughs in process decarbonization and quality enhancement. Long-process steelmaking, characterized by high energy consumption and emissions, has become a critical focus for low-carbon transformation. Process carbon control technologies, serving as the nexus between energy utilization and metallurgical reactions, are evolving from single-factor efficiency optimization to integrated innovations involving multi-medium synergy and full-process dynamic regulation. As shown in Table 4, technologies such as sub-lance/online detection and AI-powered endpoint prediction models are under active development. This study focuses on the more mature BOF bottom-blowing O2-CO2-CaO technology, which significantly improves efficiency through process innovation during the core decarbonization stage of BOF operations and has been applied at the industrial scale.
Representing advanced low-carbon metallurgical practices, the BOF bottom-blowing O2-CO2-CaO technology optimizes gas medium composition and equipment design, enhancing steel cleanliness and smelting efficiency while enabling in-situ CO2 resource utilization. By replacing traditional inert gases with CO2-containing media, this technology reduces slag oxidation and improves dephosphorization rates, achieving 15%~20% lower oxygen consumption and 5%~8% reduction in iron loss compared to conventional methods. Its ability to simultaneously enhance product quality and carbon utilization has positioned it as a strategic priority in global steel technology competition.
The BOF bottom-blowing O2-CO2-CaO technology involves the simultaneous injection of oxygen (O2), carbon dioxide (CO2), and calcium oxide (CaO) fluxing agents through the bottom of the converter. By enhancing the efficiency of oxidation reactions within the furnace and optimizing atmosphere and temperature control, this technology significantly improves molten steel quality while reducing energy consumption and carbon emissions. The combined use of bottom-blown O2 and CO2 not only accelerates the smelting process but also minimizes nitride formation (e.g., TiN, AlN) and harmful gas generation (e.g., NOx), advancing low-carbon steelmaking technologies. The technical characteristics and emission reduction effects of global industrial applications are systematically analyzed in Table 5, highlighting case studies from leading steel enterprises.
Global implementation of BOF bottom-blowing O2-CO2-CaO technology demonstrates that diversified gas injection media and equipment innovations effectively drive the low-carbon transition of the steel industry. HBIS Handan optimized molten bath stirring efficiency through tuyere layout adjustments, achieving a groundbreaking carbon-oxygen product of 0.0026. Ansteel’s patented eccentric gas duct design increased smelting efficiency by 15% while reducing oxygen consumption. Baosteel’s annular-gap swirling device improved steel cleanliness by 20% and significantly reduced dust emissions. ThyssenKrupp in Germany integrated off-gas recycling systems to achieve annual CO2 reductions of 2 million tonnes, while Nippon Steel in Japan advanced endpoint control technologies, boosting de-sulfurization rates by 10% and lowering final nitrogen content. Notably, JISCO Group’s high-intensity CO2 injection process with nitrogen-argon switching stabilized endpoint nitrogen content below 20 ppm and pioneered in-situ CO2 utilization. Despite regional differences in technical focus—China emphasizes equipment innovation, Germany prioritizes system integration, and Japan specializes in endpoint control—all approaches achieved 15%~25% efficiency gains, 10%~20% energy savings, and 15%~70% CO2 reductions, validating the dual advantages of process carbon control and product quality enhancement in long-process steelmaking.
2.3. End-of-Pipe Carbon Mitigation
Current research on end-of-pipe carbon mitigation technologies for long-process steelmaking focuses on four key directions:
- Oxygen-enriched and CO2 pre-concentration technologies: Including sinter carbon pre-concentration, lime kiln carbon pre-concentration, BF oxygen enrichment, and BF CO2 enrichment.
- Low-cost carbon capture driven by waste heat: Analyzing steel process energy consumption, coupling medium-low temperature flue gas waste heat with carbon capture.
- CO2 conversion to reducing gases: Catalytic hydrogenation of CO2 (using coke oven gas-derived blue hydrogen) and CO2 electrolysis for syngas production.
- Recycling of conversion products: Steel slag carbonation and direct utilization of CO2 in iron/steelmaking.
By integrating CO2 capture-conversion-utilization systems, breakthroughs aim to leverage medium-low temperature waste heat for carbon capture, directly utilize CO2 in metallurgical processes, and develop steel-specific carbon cycle pathways. This section focuses on analyzing CO2 recycling steelmaking technologies and carbon capture case studies.
2.3.1. CO2 Recycling in Steelmaking Technologies
A team led by Professor Zhu Rong at the University of Science and Technology Beijing developed CO2-utilizing steelmaking technology, integrating CO2 into BOF operations to address challenges such as dephosphorization, denitrification, oxygen control, and bottom-blowing longevity. At Shougang Jingtang’s 300t BOF, CO2 is utilized for process optimization (Table 6 summarizes the key technologies). By enhancing dephosphorization/ decarburization efficiency, suppressing metal evaporation, and adsorbing inclusions, this technology establishes a carbon cycle. Life cycle assessment (LCA) shows:
- 4.09 kg/t reduction in iron consumption,
- 3.73% increase in CO concentration in off-gas,
- 5.57 Nm³/t increase in gas recovery,
- 10.08 kg/t steel CO2 utilization,
- 6.12 kgce/t reduction in energy consumption,
- 26.28 kg/t steel CO2 emission reduction.
As illustrated in Figure 4, CO2 recycling involves capturing, compressing, storing, and converting industrial off-gas (e.g., from steel mills and power plants) into high-value products like ethanol and oxalic acid, while enabling efficient industrial applications in metallurgy.
2.3.2. Case Analysis of Carbon Capture: Pressure Swing Adsorption (PSA) and Chemical Absorption
Pressure Swing Adsorption (PSA) separates CO2 from gas mixtures (e.g., N2, O2) by leveraging differences in adsorption affinity and capacity on adsorbent media. CO2 is adsorbed under high pressure and released during low-pressure desorption, achieving adsorbent regeneration and CO2 enrichment. The technology has an operating cost of 300~500 CNY/t CO2 and energy consumption of 2.5~2.8 GJ/t CO2 (electricity). Its advantages include compact system size, low capital investment, and high-purity CO2 output suitable for food-grade applications. However, it relies solely on electricity (unable to utilize in-plant steam), has limited CO2 capture capacity, and requires improvements in adsorbent long-term stability.
Chemical absorption technology uses physical or chemical absorbents to capture CO2 from gas mixtures. The absorbed CO2 is released through heating, yielding high-concentration CO2 gas via absorption-desorption cycles. This method incurs an operating cost of 300~400 CNY/t CO2 and energy consumption of 3.4~3.9 GJ/t CO2 (electricity + steam). While it offers large-scale capture capacity and matures operational stability, it faces challenges including high desorption energy consumption, severe equipment corrosion, significant solvent degradation and volatility losses, and substantial capital investment.
The operating cost of chemical absorption ranges from 300~400 CNY per tonne of CO2, with an energy consumption of 3.4~3.9 GJ per tonne of CO2 (electricity and steam). While this technology offers large-scale capture capacity and mature, stable operation, it is constrained by high desorption energy consumption, severe equipment corrosion, significant solvent degradation and volatility losses, and high capital investment.
As shown in Figure 5, carbon capture, utilization, and storage (CCUS) technologies in the steel industry have transitioned from laboratory research to industrial-scale application, accelerating progress toward large-scale decarbonization. Carbon capture technologies have emerged as a core solution for end-of-pipe carbon mitigation in long-process steelmaking, with pressure swing adsorption (PSA) and chemical absorption achieving scaled implementation in low-concentration flue gas treatment and high-concentration carbon source capture, respectively, leveraging their distinct technical advantages. For instance, Shougang Jingtang’s PSA system integrated with waste heat recovery combines physical adsorption and energy cascade utilization to achieve an annual CO2 reduction of 50,000 tonnes while reducing capture energy consumption by 20%. The project also innovates a synergistic decarbonization pathway by substituting argon with CO2 in BOF injection. Conversely, chemical absorption demonstrates economic viability in high-concentration scenarios, such as Norway’s Elkem ferrosilicon plant with CO2 concentrations exceeding 90%, forming a closed-loop solution through integration with geological storage. Current applications of these technologies span capture capacities of 150,000 to 1.5 million tonnes per year, with breakthroughs in energy efficiency (e.g., Dongfang Boiler’s 66% reduction in capture costs), high-value byproduct utilization (e.g., TISCO’s dry ice production generating 30 million CNY in annual revenue), and cross-sector integration (e.g., the UAE’s DRI-enhanced oil recovery project delivering $300 million in economic value). Table 7 systematically compares representative cases to reveal the intrinsic logic of technology selection and industrial scenario adaptation.
Carbon capture technologies have developed distinct pathways in steel and energy applications: Pressure Swing Adsorption (PSA) is suited for low-concentration CO2 sources (15%~20%), exemplified by Shougang Jingtang’s project achieving annual capture of 50,000 tonnes CO2 at a carbon cost of 240 CNY/t with 20% lower energy consumption through waste heat recovery. Chemical absorption excels in high-concentration scenarios (>90%), as seen in Norway’s Elkem project capturing 1.5 million tonnes/year, reducing carbon intensity by 60% with a storage cost of 50 EUR/t [62]. Chinese cases demonstrate cost advantages, such as TISCO’s project operating at 40 USD/t CO2 while generating 30 million CNY/year from dry ice production. Cross-sector synergy (e.g., the U.S. Petra Nova project’s 30 USD/t revenue via enhanced oil recovery) and policy incentives (e.g., Norway’s 16 million NOK grant) are critical for scaling. Future advancements must address high energy consumption in low-concentration processing, strengthen full-process integration, and transition technologies from pilot demonstrations to systemic decarbonization.
Future technology iterations will focus on three major directions:
- Material Innovation: Develop high-capacity, sulfur- and moisture-resistant adsorbents (e.g., metal-organic frameworks, MOFs) and low-regeneration-energy solvents (e.g., phase-change absorbents like NCCC), targeting chemical absorption energy consumption below 1.5 GJ/t.
- Process Hybridization: Integrate PSA with membrane separation and cryogenic distillation for multi-stage CO2 enrichment. For example, combining PSA (pre-concentrating CO2 to 40%~50%) with chemical absorption (purifying to 99%) could reduce energy use by 15%~25% in blast furnace gas treatment.
- Carbon Valorization: Breakthroughs in catalytic conversion of CO2 to methanol, polycarbonates, and other bulk chemicals, achieving >80% conversion efficiency via electrocatalysis/photocatalysis to establish a “capture-conversion-utilization” value chain.
3. Decarbonization Pathways for EAF Short Process
The carbon reduction logic of electric arc furnace (EAF) short-process steelmaking lies in transforming the material and energy flow from a linear “ore → coke → hot metal” chain to a circular “scrap → green power → recycled steel” system. This shift not only reduces process emissions but also lowers embodied carbon through resource circularity. However, global EAF steel production accounts for less than 30% [65], indicating its untapped potential as a decarbonization pillar. Realizing this potential requires balancing scrap supply-chain development with systemic enablers: scaling scrap availability and quality, establishing green power infrastructure, optimizing carbon markets, and implementing EAF-friendly policies.
3.1. Source-Stage Decarbonization
Source-stage decarbonization aims to control carbon emissions at their origin by replacing fossil fuels, optimizing energy structures, and innovating processes, thereby fundamentally reducing greenhouse gas emissions and energy consumption. Short-process steelmaking (centered on electric arc furnaces, EAFs) and hydrogen-based metallurgy have become core pathways for the steel industry’s low-carbon transition due to their inherent potential for emission reduction at the source. As analyzed in Table 8, critical components of current low-carbon EAF steelmaking include scrap pretreatment, high-efficiency waste heat recovery, intelligent process control, and green hydrogen applications with integrated energy storage systems. While these technologies exhibit significant decarbonization potential, they remain in the engineering breakthrough phase and have yet to achieve large-scale industrial adoption. Challenges persist in stabilizing energy efficiency metrics, improving equipment reliability, and overcoming high investment and operational costs.This section focuses on commercially deployed technologies, including advanced high-efficiency EAFs, green power- metallurgy coupling, and hydrogen-based shaft furnace applications. Short-process steelmaking restructures production through dual mechanisms: “scrap replacing iron ore” and “green power replacing fossil fuels”, drastically reducing embodied emissions from upstream high-carbon processes like mining and coking. This lowers carbon intensity to 0.3~0.7 tonnes CO2/tonne of steel (20%~30% of long-process emissions) [66]. Concurrently, hydrogen-based shaft furnace technology, which directly reduces iron ore using green hydrogen, further compresses carbon intensity to 0.04~0.4 tonnes CO2/tonne of steel [67], offering an ultimate near-zero emission solution for the industry.
3.1.1. Case Analysis of Green High-Efficiency Electric Arc Furnace Applications
The decarbonization efficacy of short-process steelmaking has transitioned from theoretical exploration to industrial validation, with globally diverse technological integrations and regionally adapted practices emerging. Table 9 systematically analyzes representative cases to elucidate innovative pathways in raw material substitution, green power integration, and process optimization for EAF steelmaking, providing scalable solutions for “source-stage carbon control” in the steel industry.
The cases in Table 9 demonstrate that achieving “source-stage carbon control” in short-process EAF steelmaking requires scrap recycling as the foundation, green power supply as the backbone, and process intelligence as the safeguard. Despite regional differences in technical pathways—such as Europe and the U.S. leveraging green power advantages, while China and Japan focus on process integration—universal strategies of increasing scrap ratios above 80%, coupling green power with waste energy recovery, and intelligent control can achieve 15%~20% CO2 reduction per tonne of steel, validating the pivotal role of EAF short processes in the industry’s low-carbon transition.
As the core pathway for low-carbon steelmaking, EAF technology builds a multidimensional decarbonization system through raw material substitution, energy transition, and process innovation. Against the backdrop of accelerating global low-carbon steel technology evolution, the techno-economic and regional adaptability variations among leading enterprises provide critical empirical insights for industry transformation. Table 10 systematically compares four benchmark projects—ArcelorMittal Belgium (scrap recycling), Nucor USA (green power integration), Baosteel China (intensive upgrading), and Nippon Steel Japan (waste gas reuse)—to reveal how regional resource endowments and industrial policies shape low-carbon technology choices. This analysis offers actionable insights for future technology diffusion, emphasizing the need to synergize scrap recycling systems, green power infrastructure, and policy mechanisms to build an EAF steelmaking ecosystem that balances economic viability and emission reduction efficacy.
The decarbonization practices of electric arc furnace (EAF) short-process steelmaking have shifted from single technological breakthroughs to systemic innovation, relying on a four-dimensional synergy of resources, energy, technology, and policy. Future efforts require material upgrades (promoting hydrogen-based DRI coupling and establishing a complete lifecycle traceability system for scrap), energy innovation (integrated wind-solar-storage power supply targeting ≥80% green electricity penetration and green hydrogen substitution), and intelligent integration (AI optimization of the entire smelting process, such as digital twins, and democratization of modular technologies), ultimately achieving carbon neutrality in the steel industry.
3.1.2. Case Analysis of Advanced Electric Arc Furnace (EAF) Applications
The electric arc furnace (EAF) redefines the energy and material metabolism of steel production through its dual substitution logic—”electricity replacing carbon-based fuels” and “scrap replacing iron ore”—making it a core enabler of low-carbon short-process steelmaking. As global carbon neutrality goals intensify and regional demands for scrap resources, power structures, and production scales diversify, EAF technology has evolved into a multi-branch collaborative system. Calculations indicate that the carbon intensity of scrap-based EAF routes (0.3~0.7 t CO2/t steel) is only 20%~30% of long-process routes, significantly reducing embodied emissions from upstream mining, sintering, and coking.
With rising demand for deep decarbonization, short-process steelmaking innovations centered on EAFs are diversifying globally. As shown in Table 11, advanced EAF deployments are expanding regionally: China focuses on EAF upgrades led by MCC-CISDI and hydrogen metallurgy pilots by Baowu; Europe emphasizes hydrogen reduction and large-scale EAFs in Germany (SMS Group, ThyssenKrupp) and Voestalpine’s Hyfor technology; while Japan’s SPCO Eco-Arc EAF and the U.S.’s Danieli Q-ONE power system exemplify advancements in the Asia-Pacific and North America. These regional strategies integrate localized resources and policies, driving the steel industry toward carbon neutrality through tailored technological pathways.
As systematically categorized in Table 12, the differentiated technological characteristics and industrial implementation outcomes of mainstream international low-carbon electric arc furnaces (EAFs) are comprehensively analyzed. By conducting comparative analyses of critical metrics,including innovations in power supply modes, advancements in intelligent control systems, and compatibility with hydrogen-based feedstocks,this study elucidates the synergistic emission-reduction effects across distinct technological pathways. It defines the boundary conditions for their scaled deployment.
Analysis of Current Intelligent EAF Technologies as described in Table 12.Current intelligent electric arc furnace (EAF) technologies achieve 300~350 kWh/t steel energy consumption, 20%~80% CO2 intensity reduction, and 30-minute smelting cycles (e.g., Panzhihua Special Steel Project saving ¥20 million annually) through innovations such as waste heat power generation from scrap, AI dynamic models (endpoint carbon control accuracy of ±0.02% [85]), and hydrogen-based DRI synergy (80% emission reduction). However, challenges persist in low-density scrap melting efficiency, high green hydrogen costs, and limited multi-objective coordination accuracy.
Future advancements require accelerated development of:
- Hydrogen-Electric Coupling Processes: Integrating technologies like Danieli Q-ONE with green hydrogen to enhance decarbonization.
- Blockchain-Based Carbon Tracking Systems: Ensuring transparency in emission reduction across supply chains.
- Carbon Tax Policy Incentives: Driving adoption through fiscal mechanisms (e.g., >$80/t CO2 pricing).
By 2030, these efforts aim to halve EAF steel carbon emissions compared to 2020 levels, providing critical support for global steel industry carbon neutrality.
3.1.3. Case Studies of Low-Carbon Green Power Applications
The application of green renewable electricity represents a critical pathway for decarbonizing electric arc furnace (EAF) steelmaking. Globally, multiple exemplary cases demonstrate the potential of integrating green power with EAF technology. Through various renewable energy technologies—including solar, wind, hydropower, and green hydrogen electrolysis—these projects achieve significant carbon emission reductions in steel production. Detailed case studies and their specifications are presented in Table 13.
The cases in Table 13 highlight both the substantial potential and positive outcomes of adopting green renewable electricity in the global steel industry. They also reveal regional variations in resources, technologies, and policy frameworks. Further expansion of green energy technologies will accelerate the steel sector’s sustainable development, driving continued low-carbon transformation and technological innovation worldwide.
3.1.4. Case Analysis of Hydrogen-Based Shaft Furnace Applications
Hydrogen-based shaft furnace technology has emerged as a core solution for low-carbon transformation in the steel industry. By replacing traditional coke-based blast furnaces with green hydrogen/hybrid gas reduction of iron ore, this approach reduces carbon intensity to 0.04~0.4 tonnes CO2/tonne of steel (60%~98% lower than conventional blast furnaces). Global flagship projects such as MIDREX H2 (with metallization rates exceeding 94%) and HYBRIT demonstrate breakthroughs in green hydrogen-driven reduction, waste heat integration, and short-process optimization. However, challenges including high green hydrogen costs (USD 4~6/kg), DRI reoxidation risks, and hydrogen storage/transportation bottlenecks hinder large-scale adoption.The following comparative analysis of typical projects (Table 14) reveals the differences in their technical pathways, economic viability, and applicable scenarios.
As shown in Table 14, hydrogen-based shaft furnaces reduce carbon intensity by 60%~98% through three strategies: deep green hydrogen substitution (HYBRIT achieves 25 kg CO2/tonne steel), hybrid gas transition (Baowu Zhanjiang uses 13% green hydrogen), and integrated process innovation (SALCOS produces hydrogen from waste heat at 3.5 kWh/Nm³). These innovations also lower energy consumption per tonne of iron by 40% (China Iron & Steel Research Institute) and extend equipment lifespan to 30,000 hours (Baowu Zhanjiang). Despite this progress, critical barriers remain, such as natural gas dependency in MIDREX H2, DRI stability issues requiring carburization processes, and liquid hydrogen costs accounting for 35% of SALCOS operations.
Currently transitioning from pilot projects to diversified pathways, hydrogen-based shaft furnaces prioritize 100% green hydrogen routes as the ultimate goal. Short-term solutions involve hybrid/gray hydrogen systems, supported by material innovations (hydrogen-resistant alloys, high-strength pellets), energy recycling (waste heat utilization), and policy incentives (carbon pricing, hydrogen subsidies). With declining renewable energy costs and maturing green hydrogen supply chains, this technology is projected to achieve large-scale adoption by 2035, potentially halving global steel industry emissions. Regional strategies vary: Europe focuses on pure hydrogen routes, China optimizes hybrid systems, and North America addresses infrastructure gaps through modular solutions. Success hinges on overcoming economic and technical barriers through cross-sector collaboration.
3.2. Process Carbon Control
Under the global consensus of “dual carbon” goals, the steel industry, as a major carbon emitter, urgently requires technological innovation to achieve green transformation. Short-process electric arc furnace (EAF) steelmaking, which primarily uses scrap steel as raw material and eliminates high-carbon-emission coking and blast furnace processes, has emerged as a key pathway for low-carbon steel production. However, traditional EAF steelmaking still faces challenges such as significant carbon content fluctuations, high energy consumption, and interference from scrap impurities.
As shown in Table 15, current pilot technologies for carbon control in short-process EAF steelmaking include fully automated scrap intelligent batching systems, scrap classification, and impurity control, among others, which are actively under research and development. This section focuses on the more mature intelligent system control technologies, which dynamically optimize process parameters to achieve precise carbon control and energy efficiency improvements.
Through intelligent system control technologies ( such as dynamic endpoint regulation, scrap preheating optimization, and arc stability enhancement ) global steel enterprises have significantly reduced energy consumption and carbon emission intensity in electric arc furnace (EAF) steel production. Case studies in Table 16 demonstrate the practical application effects of intelligent control technologies in EAF steelmaking, covering process parameters, carbon control metrics, and economic benefits.”
Table 16 demonstrates significant global advancements in intelligent EAF steelmaking technologies: Nucor’s (USA) twin-shaft scrap preheating system (45% efficiency), HBIS Shisteel’s (China) dynamic endpoint control (±0.02% carbon deviation [116]), and SMS Group’s (Germany) arc stability optimization (50% harmonic reduction [114]) have collectively reduced power consumption to 250~270 kWh/t steel and decreased CO2 intensity by 18%~35%, achieving annual emission reductions of 300,000~500,000 tons. Danieli’s (Italy) AI stockyard system improved scrap utilization to 98% (annual savings: $12 million [115]). Current challenges include scrap impurity interference, high green hydrogen costs, and insufficient multi-objective control precision. Future development requires accelerated hydrogen-based DRI-EAF integration (e.g., Danieli Q-ONE) and digital twin real-time control systems to advance steel industry carbon neutrality.
3.3. End-of-Pipe Treatment
Current end-of-pipe treatment technologies for EAF short-process steelmaking, such as plasma-assisted emission reduction and ultra-low-energy membrane separation (as listed in Table 17), have achieved partial breakthroughs in pilot-scale projects. However, their industrial application maturity remains constrained by high energy consumption and insufficient process stability, requiring further optimization and validation. In contrast, waste heat recovery and slag treatment technologies have established mature industrialized application models, serving as the core pathways for emission reduction and efficiency enhancement in current EAF short-process production.
3.3.1. Case Studies on Waste Heat Utilization in EAF Steelmaking
Driven by global dual-carbon goals, the steel industry, as a major carbon emitter, urgently requires technological innovation to achieve a low-carbon transition. EAF steelmaking has emerged as a core pathway for decarbonization due to its reliance on scrap steel as the primary feedstock, shortened process flows, and significantly lower carbon emission intensity (only 20%~30% of the blast furnace~basic oxygen furnace route). However, substantial waste heat resources in EAF processes remain underutilized, including high-temperature flue gas (1,300~1,500°C), cooling water (50~85°C), and slag sensible heat, with energy losses accounting for 15%~25% of total input energy. Recent advancements in waste heat recovery technologies have enabled global steelmakers to markedly improve energy efficiency and reduce carbon emissions. Table 18 presents representative case studies of EAF waste heat utilization projects across leading enterprises, covering applications such as flue gas power generation, scrap preheating, and waste heat district heating.
Waste heat utilization technologies in EAF steelmaking have evolved from singular thermal energy recovery to integrated solutions encompassing flue gas power generation, scrap preheating, and molten bath stirring optimization. Global practices demonstrate that technologies such as evaporative cooling (e.g., Tianjin Pipe Group’s annual power generation of 46,000 kWh in China), post-combustion (e.g., 60% CO post-combustion rate in Germany’s CONSTEEL project), and DC EAF-coupled waste heat boilers (e.g., Nippon Steel’s annual power generation of 8.4 GWh in Japan) can reduce power consumption by 5%~30% per tonne of steel and lower CO2 emissions by 16,000~37,000 tonnes annually, delivering significant economic and environmental benefits.However, challenges persist, including high technical complexity, substantial capital costs, and difficulties in regulating intermittent flue gas fluctuations. Future advancements require intelligent waste heat management systems, cascaded utilization of high-temperature flue gas chemical energy (e.g., hydrogen coupling), and cross-process multi-energy complementary models (e.g., synergies between waste heat district heating and power generation). Concurrently, international standards and policy incentives must be strengthened to accelerate technology adoption. The decarbonization of EAF steelmaking relies not only on process innovations but also on full-chain efficient utilization of waste heat resources to establish zero-waste energy recycling systems, serving as a core enabler for achieving carbon neutrality in the global steel industry.
3.3.2. Case Studies on Slag Treatment in EAF Steelmaking
The efficient utilization of electric arc furnace (EAF) steelmaking slag plays a crucial role in achieving low-carbon steel production and promoting a circular economy. Globally, steel enterprises and research institutions have developed various slag valorization approaches through technological innovation, covering metal recovery, building material substitution, thermal energy utilization, and environmental remediation. Table 19 presents representative global application cases of EAF slag treatment, demonstrating the energy-saving, emission-reduction effects, and economic benefits of different technical approaches, with data derived from multinational empirical studies and industrial practices.
The global application cases of EAF slag treatment presented in Table 19 demonstrate that integrated technologies have successfully achieved value-added utilization of steel slag worldwide. These practices confirm that slag valorization can simultaneously deliver carbon emission reductions (15%~30% annually), decrease reliance on natural resources (with 1.2 Mt/year iron ore substitution [135]), and enhance industrial value (achieving 8%~40% comprehensive cost reductions), thereby establishing replicable technical models and commercial pathways for end-of-pipe treatment in global short-process steelmaking.
Current EAF slag treatment technologies have developed a comprehensive valorization system focused on metal recovery, construction material substitution, and thermal energy utilization. Nevertheless, the field continues to face challenges including significant chemical composition variability and limited options for high-value applications. Future technological advancements should concentrate on developing efficient mineral separation techniques such as flotation and combined magnetic-gravity separation processes to enhance the precision of separating metallic and silicate phases. This should be complemented by establishing life cycle assessment models for slag through multi-scale simulation to optimize slag system design and application compatibility. Further research should explore the synthesis mechanisms of slag-based functional materials including CO2 sequestration carriers and catalytic materials to expand their applications in renewable energy and environmental remediation sectors. Additionally, promoting intelligent control technologies and fostering cross-industry collaboration among metallurgical, construction, and chemical industries will be crucial to achieving slag composition standardization and facilitating large-scale utilization.
Through continued technological innovation and supportive policy frameworks, EAF slag has the potential to transition from being merely an end-of-pipe treatment target to becoming a valuable low-carbon resource carrier, thereby contributing systemic solutions toward the global steel industry’s carbon neutrality objectives. Currently, key low-carbon technology development for EAF processes remains focused on charge structure optimization, specialized power supply system development, material and energy consumption modeling, AI-based efficient power supply technologies, full-scrap EAF rapid melting process simulation, bottom stirring optimization design, dynamic operation optimization, and intelligent control systems implementation. While the adoption of short-process EAF steelmaking has emerged as a consensus approach for achieving deep decarbonization in the steel industry, this seemingly straightforward pathway still contains numerous hidden barriers that require systematic resolution through coordinated technological breakthroughs and policy support.
4. Summary and Outlook
Global carbon neutrality goals are driving the emergence of low-carbon steelmaking technologies as the core pathway for the steel industry’s green transformation. Current developments exhibit three key characteristics: parallel advancement of multiple technological routes, regionally adaptive optimization, and cross-industry supply chain collaboration. While traditional blast furnace-basic oxygen furnace (BF-BOF) long-process routes are achieving incremental decarbonization through process innovations and end-of-pipe carbon capture technologies, electric arc furnace (EAF) short-process routes demonstrate disruptive emission reduction potential via scrap recycling and green energy integration. Hydrogen-based metallurgy, which utilizes green hydrogen as a carbon-free reductant, represents the ultimate deep decarbonization solution. However, technological evolution faces persistent challenges including high green hydrogen costs, inconsistent scrap quality, inadequate intelligent control precision, and mismatched regional resource-energy infrastructure, necessitating coordinated solutions through policy incentives, carbon pricing mechanisms, and international cooperation.
Looking ahead, declining renewable energy costs, maturing hydrogen supply chains, and digitalization integration will accelerate the industry’s transition toward renewable energy-driven systems, hydrogen-based alternatives, and closed-loop circular systems. For long-process routes, multi-technology integration—such as optimizing gas injection media combinations, enhancing carbon capture efficiency, and improving resource recovery rates—will maximize decarbonization potential. Short-process routes require advancements in scrap pretreatment technologies, renewable energy-storage synergy systems, and deep integration of hydrogen-based direct reduced iron (DRI) with EAFs to establish “resource recycling–clean energy–high-efficiency production” closed-loop ecosystems. Critical focus areas include high-quality scrap utilization, low-carbon smelting process innovation, equipment intelligence/scaling, and energy system optimization.
Policy frameworks must strengthen top-level design through standardized scrap recycling protocols, robust carbon pricing mechanisms, and green finance support for R&D. Industry players should pioneer cross-sector collaboration models encompassing slag valorization and hydrogen metallurgy-chemical co-production. The metallurgical sector must intensify fundamental research, promote interdisciplinary technology convergence, and establish globally recognized green certification standards under carbon market frameworks. This comprehensive transformation—from “carbon metallurgy” to “green metallurgy”—will position the steel industry as a cornerstone of global industrial decarbonization, providing critical technical and systemic support for achieving climate objectives.
Author Contributions
Literature search, J.Z.; editing and review, J.Z.; data organization,J.Z; supervision, G.Y.and Y.W. ; data analysis, J.Z. and H.G.;manuscript writing, J.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Central Government-Guided Local Science and Technology Project (236Z1017G) and Tangshan City Science and Technology Program Project (24130204C)
Data Availability Statement
No new data were created or analyzed in this study, Further inquiries can be directed to the corresponding authors.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Holappa,L. A general vision for reduction of energy consumption and CO2 emissions from the steel industry.Metals 2020 ,10(9).
- Zhang,X.Y. A review on low carbon emissions projects of steel industry in the World.J. Cleaner Prod. 2021 ,306.
- Tang,J.;Chen,M.;Li,F.;Zhou,Y.;Wang,J.;Li,S.;Liu,Z. Development status and future trend of hydrogen metallurgy in China.Hebei Metallurgy 2020 ,(8),1–6+51.
- PEM electrolyser from Siemens for Salzgitter steelmaking hydrogen. Fuel Cells Bulletin 2019, 2019(12), 10. [CrossRef]
- Sustainability indicators of the steel industry.worldsteel News 2024. Available online: https://worldsteel.org/data/ world-steel-in-figures-2024 (accessed on 3 December 2024).
- Hongming,N.Study on energy efficiency and CO2 emission of typical iron and steel manufacturing process.Master’s Thesis,Northeastern University,2022.
- Li,H.;Ge,C.;Wang,X.;Zhang,C.;Zheng,A.;Wang,X.Technical path analysis and development suggestion of blast furnace low carbon ironmaking.Iron&Steel 2024 ,59(09),56–70+101.
- Yin,R.;Shen,F. Pay attention to the flow of scrap steel and develop the electric furnace process——Outlook on the total output control of crude steel and the alternating evolution of manufacturing process structure.Resource Recycling 2025 ,(02),20–23.
- Chang,C.Process technology-economic analysis and carbon reduction potential evaluation of hydrogen-enriched blast furnace coupled with coke oven gas hydrogen production enhanced by slag.Ph.D.Thesis,SHANXI University,2024.
- Xu,W.;Fan,L.;Yang,Y.;Tian,Q.;Li,C.;Wang,Y.;Zhu,T.;Hao,R. Research progress in low carbon smelting technology of blast furnace gas cycle coupling carbon capture.Energy Environmental Protection 2023 ,37(03),175–184.
- Wang,Y.;Huang,Q. Analysis of low temperature reduction pulverization of fluxed pellets.Sintering and Pelletizing. 2024, 49(04), 70–76.
- Zhang,C. Basic research on combined injection of natural gas and pulverized coal in blast furnace tuyere.Master’s Thesis,University of Science and Technology Beijing,2024.
- Wan,P.;Xu,Z.;Ding,L.;He,L.;Zhuo,R. Experimental study on the”Magnetic Separation-flotation” combined process for a refractory low-grade iron ore.Journal of Jiamusi University(Natural Science Edition) 2024 ,42(11),139–142.
- Li,Q. Feasibility of new biofuel replacing traditional fuel.China Science and Technology Information 2024, (07), 116–118.
- Sitaraman,H. High-fidelity arc-discharge model for hydrogen-plasma-smelting-reduction of iron ore.Technical Report,National Renewable Energy Laboratory(NREL),Golden,CO,USA,2024.
- Gao,T. Application of plasma in metallurgical field.JOM 2024 ,1–19.
- Liu,Z.;Han,J.;Zhang,J.;Niu,L.;Wang,Y. Development and practice of high-pellet-proportion smelting technology of blast furnace.J. Univ. Sci. Technol. Liaoning 2021 ,44(02),85–91.
- Xin-min,C.;Yang,X.;Yu,X.;Xu,T.;Dong,X. Design and production practice of blast furnace based on high proportion pellet smelting in Tangsteel.Southern Metals. 2024, (03), 38–41.
- Zhu,G. Research progress and prospects of low-carbon technologies in Shougang.In Proceedings of the 12th Youth Academic Annual Conference of the Chinese Society for Metals and the First”Carbon Neutrality”Metallurgical Youth Scientists Salon,Ganzhou,China,2024.
- Ma,C.;Gao,A.;Cao,Y.;Liu,S.;Dong,X. Intensified smelting experience in Shougang Jingtang No.1 BF under high percentage of pellet charge.Ironmaking. 2022, 41(04), 7–11.
- Yuan,X.;Li,X.;Ke,H. Practice of high-proportion pelletizing in No.2 blast furnace of Tangsteel.Gansu Metallurgy 2023 ,45(05),31–33.
- Matsui,Y. All pellets operation in Kobe No.3 blast furnace under intensive coal injection.ISIJ Int. 2003, 43(2), 166–174.
- Zhang,C.;Zhang,T.;Xu,W. Production practice of high scrap ratio in Tangshan Iron and Steel Company.Shanxi Metallurgy. 2022, 45(03), 189–191.
- Wu,B.;Xu,Z.;Song,S. Smelting process of 180 t converter with high scrap ratio under MHCC coupling model.Title(s) J. Mater. Metall. 2024 ,23(06),598–606.
- Keysberg,K.;Müller,M.;Burkhard,O. ThyssenKrupp Steel Annual Report 2020.ThyssenKrupp AG,2020.
- NIPPON STEEL. Technical Overview 2019.Nippon Steel Corporation,Tokyo,Japan,2020.
- Luo,Z. Vigorously promote technological innovation to support EAF steel industry development.China Metallurgy News 2025 ,001.
- Liu,K. Application of three-dimensional temperature online detection system in electrolysis workshop.Metall. Trans. B 2025 ,45(01),83–85.
- Zhou,Z. Fundamental and applied research on deep vanadium extraction and carbon retention in vanadium-bearing hot metal by combined blowing converter.Ph.D.Thesis,Chongqing University,2019.
- Liu,J. ;Li,H. A multi-directional weighted complex network model for flame image texture feature extraction aiming at predicting endpoint carbon content in converter steelmaking. J. Iron Steel Res. Int. 2025, 37(02), 151–163. [Google Scholar]
- Peng,H. Research and practice on intelligent factory construction for steel metallurgical enterprises oriented by digital twins.Ph.D.Thesis,Kunming University of Science and Technology,2023.
- Zhao,X. ;Ma,Z.;Hu,H. The progress of Baosteel RH setup and technology in recent 20 years.Baosteel Technology 2024, (04), 47–51. [Google Scholar]
- Jia,G. ;Zhang,Y.;Gao,F. Effect of pre-slagging on optimization of LF refining process. Shanxi Metallurgy 2024, 47(08), 192–194. [Google Scholar]
- He,D. Practice and analysis of SPHC steel production via CAS-OB process at Shougang Jingtang.Science&Technology Information 2015 ,13(01),92.
- Mo,L. Transforming AOD slag toward a highly reactive mineral admixture with appreciable CO2 sequestration:Hydration behavior,microstructure evolution,and CO2 footprint. Cem. Concr. Compos. 2025, 156, 105863. [Google Scholar] [CrossRef]
- Fang,Y.;Yin,C.;Wang,C.;Liang,G.;Li,Y.;Duan,H. Thermodynamic analysis of decarburization and chromium preservation of stainless steel in oxygen blowing process of VOD.Continuous Casting 2022 ,(01),25–30+38.
- Zhu,R. A review of carbon dioxide disposal technology in the converter steelmaking process. Int. J. Miner., Metall. Mater. 2020, 27, 1421–1429. [Google Scholar] [CrossRef]
- Han,B. Energy saving analysis for CO2–O2 mixed injection technology in converter steelmaking.J. Iron Steel Res. Int. 2024 ,31(5),1095–1103.
- Institute of Bricks. Influence of bottom blowing CO2 in LF on molten steel quality and erosion of ventilated bricks. Chinese Journal of Engineering 2014, 36(S1), 226–229. [Google Scholar]
- Li,Q. ;Wang,H.;Zhu,R.;Shou,D.;Liu,R.;Gu,Y. Experimental research on using CO2 as shielding gas in continuous casting. Continuous Casting 2015, 40(02), 5–9. [Google Scholar]
- Li,C. ;Zhang,Y.;Yao,X.;Sun,H.;Shen,H.;Meng,X. Thermal decomposition mechanism of small particle limestone at steelmaking temperature. China Metallurgy 2023, 33(12), 24–30. [Google Scholar]
- Kang,W. ;Li,H.;Liao,X.;Zhu,X.;Yang,J. Application and development of inclusion control and removal technology in Ansteel. Continuous Casting 2024, (01), 78–84. [Google Scholar]
- HBIS Group. HBIS achieves revolutionary breakthrough in steelmaking technology:World’s first”Converter bottom oxygen blowing+lime powder injection+dry dedusting”process.2024. Available online: http://hebgtgf.com/site/hggf/news/info/2024/ 40526.html (accessed on 21 February 2025).
- ngang Steel Co.,Ltd. A bottom-blowing element structure for converters and its application method.Patent CN220183322U,2023.
- University of Science and Technology Beijing;Jiuquan Iron&Steel. Industrial experimental study on high-intensity bottom blowing CO2 in converter steelmaking.In Proceedings of the China Iron&Steel Annual Conference,Beijing,China,2021.
- Baoshan Iron&Steel Co., Ltd. Baosteel Sustainability Report 2018.Shanghai,China,2018.
- Zhu,R.;Ren,X.;Xue,B. Research progress of ultimate carbon emission in BOF steelmaking process.Iron&Steel 2023 ,58(03),1–10.
- Li,H. Analysis of technological pathways and development suggestions for blast furnace low-carbon ironmaking.Metals 2024 ,14(11),1276.
- Ujisawa,Y. Breakthrough topic:by COURSE50 CO2 Program in Japanese Steel Industry Sector. In Energy Technology Roadmaps of Japan:Future Energy Systems Based on Feasible Technologies Beyond 2030; Springer: Tokyo, Japan, 2016; pp. 431–450. [Google Scholar]
- Yang,Q.;Feng,L.;Yan,L. Oxidation kinetics of elements in hot metal under O2-CO2 mixed injection.Modern Transportation and Metallurgical Materials 2018 ,46(03),7–11.
- Chunqiang,Y. Application of converter bottom blowing carbon dioxide technology.Hebei Metallurgy 2022 ,(10),35–38+44.
- Wang,H. Enhanced carbon dioxide sequestration and Cr detoxification:Direct carbonation of AOD slag with additives under ambient conditions. J. Cleaner Prod. 2024, 443, 141181. [Google Scholar] [CrossRef]
- Li,Q. ;Liu,R.;Zhu,R.;Wang,H.;Wang,X.;Li,Z.;Shen,H. Research on decarburization and chromium conservation by blowing carbon dioxide. Ind. Heat. 2015, 44(04), 24–26. [Google Scholar]
- Li,C.;Liu,X.;Wei,G.;Zhu,R.;Li,T.;Meng,L. Study on the influence of CO2 injection process of 115 t quantum electric arc furnace.Steelmaking 2023 ,39(06),1–7+22.
- Wang,B.;Li,W.;Han,Y.;Li,P. Design of CO2 absorption tower with the method of MEA for blast furnace gas.In Proceedings of the 14th China Iron&Steel Annual Conference,Chongqing,China, 2023.
- Rong,W. ;Gu,S.;Han,B.;Zhang,C. Metallurgical reaction behavior of CO2 as RH lifting gas. Chinese Journal of Engineering 2020, 42(02), 203–208. [Google Scholar]
- Yunling,G. Exploratory research on bottom blowing CO2 during the LF refining process.Iron&Steel 2013 ,48(08),34–39.
- Liu,Y. A review of physical and numerical approaches for the study of gas stirring in ladle metallurgy. Metallurgical and Materials Transactions B 2019, 50, 555–577. [Google Scholar] [CrossRef]
- Yan,S. Research progress on carbon capture and utilization technology in steel industry. Power Generation Technology 2025, 1–10. [Google Scholar]
- McQueen,N. CCS in the Iron and Steel Industry.Technical Report,Global CCS Institute,2019.
- Nygård,H.S. Techno-economic study of the CCMS Technology for CO2 capture from ferro-silicon production.In Proceedings of the 10th Trondheim Conference on CO2 Capture,Transport and Storage,Trondheim,Norway,2019.SINTEF Academic Press.
- Ravary,B. Towards a climate-friendly ferroalloy industry in Norway.In Proceedings of the 16th International Ferro-Alloys Congress(INFACON XVI),Trondheim,Norway,2021.
- Kennedy,G. WA Parish Post-Combustion CO2 Capture and Sequestration Demonstration Project.Final Technical Report,Petra Nova Power Holdings LLC,2020.
- Jenkins,J. A case study of the Petra Nova carbon capture project.The Paulson Institute 2015.
- Li,Y. ;Zhang,G.;Zhao,M.;Jia,C. Research on the domestic and foreign steel production process structure. Metallurgical Economy and Management 2023, (03), 24–27. [Google Scholar]
- Chaobin,L. Development status of high-efficiency energy-saving technology for electric arc furnace steelmaking.Ind. Heat. 2024,53(01),1–5.
- Zhiwei,D.;Yang,Z.;Ma,G. Status and technical challenges of hydrogen-based ironmaking technology.Jiangxi Metallurgy 2025 ,45(01),32–38.
- Yongpeng,L. Gas treatment technology of quantum electric furnace. Hebei Metallurgy 2022, (10), 63–66. [Google Scholar]
- Wang,C. ;Xu,P.;Zhu,L.;Zhu,R. Intelligent acceptance model for steel scrap based on dense small object detection. China Metallurgy 2024, 1–14. [Google Scholar]
- Shengtao,H. Research on classification and measurement system and data collection method for steel scrap. Shanxi Metallurgy 2023, 46(07), 192–194. [Google Scholar]
- Yao,C. ;Zhang,H.;Fan,X.;Wang,Y.;Yang,L.;Cao,J. Research on heat transfer behavior and efficiency improvement method of scrap in Consteel EAF. Ind. Heat. 2024, 53(11), 6–12. [Google Scholar]
- Jagtap,H. P. RAM analysis and availability optimization of thermal power plant water circulation system using PSO.Energy Reports 2021, 7, 1133–1153.
- Li,J. ;Yang,S.;Li,Y.;Wang,Z.;Wang,G. Development and application of low temperature uniform heating technology of tempering furnace for medium and heavy plate. Steel Rolling 2024, 41(01), 75–78. [Google Scholar]
- Su,W. ;Zhang,D. Opportunities and challenges of green electricity direct supply. China Power Enterprise Management 2024, (19), 8–9. [Google Scholar]
- Wang,X. Research on high-efficiency and low-carbon development of iron and steel enterprises. Popular Standardization 2024 ,(13),99–101.
- ArcelorMittal publishes 2019 integrated annual review.2020. Available online: https://corporate.arcelormittal.com/media/ news-articles/arcelormittal-publishes-2019-integrated-annual-review-1# (accessed on 3 January 2025).
- Nucor Corporation. Nucor 2020 Sustainability Report.Charlotte,NC,USA,2020.
- Xiaodi,W. 2018 Annual Report of Baosteel.Baosteel Group,Shanghai,China,2019.
- Nippon Steel Corporation. Annual report Japan, 2019.
- Wen,W. Practice and prospect of CISDI green electric arc furnace.Iron&Steel 2024 ,59(09),184–195.
- World Steel Association. Steel Statistical Yearbook 2023.Brussels,Belgium,2023;p.45.
- Primetals Technologies Limited. EAF Quantum Electric Arc Furnace Technology White Paper.2021;pp.4,32.
- CISDI. Technical report on EAF grid impact control technology.CISDI Electric Technology Co.,Ltd.,Chongqing,China,2021; p.11.
- TENOVA. Technical manual for EAF waste heat recovery system.Tenova Group,Milan,Italy,2020;p.15.
- Danieli Group. Q-MELT intelligent steelmaking system technical description.Buttrio,Italy,2023;p.23.
- Jiangyin Xingcheng Special Steel. Data analysis report of DC electric arc furnace industrial test.Jiangyin,China,2020.
- Yan,X. Current status and economic analysis of green hydrogen energy industry chain.Processes 2024 ,12(2).
- Suer,J.;Traverso,M.;Jäger,N. Carbon footprint assessment of hydrogen and steel.Energies 2022 ,15(24).
- Wang,C. Green steel:Synergies between the Australian iron ore industry and the production of green hydrogen.Int. J. Hydrogen Energy 2023 ,48(83),32277–32293.
- Chen,Z.;Tian,B.;Jiang,X.;Wu,W.;Wei,G.;Zhu,R. Progress and prospects of low-carbon high-efficiency and intelligent steelmaking technologies for electric arc furnaces.Iron&Steel 2024 ,59(09),167–183.
- Zhu,R.;Wang,G.;Zhang,H. Research and prospect of EAF steelmaking with near-zero carbon emissions.Iron&Steel 2022 ,57(10),1–9.
- Walsh,S. D.C. Evaluating the economic fairways for hydrogen production in Australia. Int. J. Hydrogen Energy 2021, 46(73), 35985–35996. [Google Scholar]
- Boldrini,A. The impact of decarbonising the iron and steel industry on European power and hydrogen systems. Appl. Energy 2024, 361. [Google Scholar]
- Kurecki,M. Recycling perspectives of electric arc furnace slag in the United States:A review.Steel Res. Int. 2024 ,2300854.
- Pareliussen, J. ;Purwin,A. Climate policies and Sweden’s green industrial revolution. Documents de travail du Département des Affaires économiques de l’OCDE, 2023.
- JI Y, CHI Z, YUAN S. Development and Application of Hydrogen-Based Direct Reduction Iron Process. Processes, 2024, 12(9): 1829.
- Pei,M. Toward a fossil free future with HYBRIT:Development of iron and steelmaking technology in Sweden and Finland.Metals 2020 ,10(7),972.
- Duarte,P. Trends in H2-based steelmaking.Steel Times Int. 2019 ,43(1),27–32.
- Lechtenböhmer,S. Climate innovations in the steel industry.REINVENT Deliverable 2018 ,2.
- Baowu Steel. Million-ton hydrogen-based shaft furnace ignition and commissioning.Baowu Group,Shanghai,China,2023.
- China Iron&Steel Research Institute Group. New progress:Development and application of pure hydrogen metallurgy technology.Beijing,China,2024.
- Li,F.;Chen,M.;Tang,J.;Liu,Z.Environmental impact analysis of hydrogen shaft furnace-electric furnace process.China Metallurgy 2021 ,31(09),104–109.
- Li,F.;Chen,M.;Tang,J.;Liu,Z.;Zhou,Y.Environmental performance analysis of coal gasification-shaft furnace-electric furnace process and BF-BOF process based on life cycle assessment.J. Iron Steel Res. Int. 2020 ,32(07),577–583.
- User,S.Short-process revolution:Global direct reduction iron production technology status and prospects.2014. Available online: http://www.ral.neu.edu.cn/2014/1223/c4423a89076/page.htm (accessed on 24 January 2025).
- Xie,Q. ;Wu,J.;Zhu,J.Design of unmanned scrap charging system in intelligent steelmaking workshop. Metallurgical Industry Automation 2022, 46(S1), 427–432. [Google Scholar]
- Hu,Y. ;Yang,J.;Zhou,X.;Peng,S. Similarity comparison of scrap based on Siamese neural network. Metallurgical Industry Automation 2024, 48(05), 67–72. [Google Scholar]
- Ding,C. ;Xu,S.;Chang,R.;Jiang,F.;Long,H.;Yu,Z. Application of plasma reduction technology in metallurgical processes. J. Iron Steel Res. Int. 2024, 36(05), 568–579. [Google Scholar]
- Rao,W. ;Wang,W.;Cai,F.;Yang,J.;Li,W. Zero carbon metallurgy process energy supply and energy use technology and equipment development. Shanghai Energy Conservation 2022, (11), 1436–1446. [Google Scholar]
- Liu,Y. ;Yang,J.;Liu,J. Dynamic scheduling method of optical storage power generation resources based on intelligent algorithm. Computer Simulation 2020, 37(12), 53–57. [Google Scholar]
- Gong,M.;Zhang,S.;Zhao,G. Application and practice of digital system in modern steelmaking workshop.China Foundry Machinery&Technology 2019 ,54(01),68–71.
- Deng,Y.;Liu,R.;Liu,X.;Li,A.;Li,T. Erosion process of carbon brick in hearth and control of interface reaction based on AHP.Iron&Steel 2020 ,55(08),175–180+186.
- HBIS Xuanhua Technology successfully develops green high-end materials using short-process route. Jiangxi Building Materials 2023, (06), 328.
- Scipolo,V.;Zuliani,D. Industry 4.0 leading to the evolution of intelligent EAF steelmaking.In AISTech 2018 Conference Proceedings,Philadelphia,PA,USA,2018.
- Pei,Z. The high efficiency and intelligence of modern EAF steelmaking. Hebei Metallurgy 2022, (06), 1–6. [Google Scholar]
- Emi,T. Steelmaking technology for the last 100 years:Toward highly efficient mass production systems for high quality steels.ISIJ Int. 2015 ,55(1),36–66.
- Zheng,C. ;Li,Q.;Zhang,H. R&D and application of intelligent one-key unmanned steelmaking system. Industrial Metrology 2024, 34(04), 66–71. [Google Scholar]
- Song,B.;Wang,J.;Shi,S. Industrial practice of smart steelmaking model.Henan Metallurgy 2021 ,29(04),40–43+56.
- Feng,J. ;Wang,J.;Liu,J.;Guo,N.;Wang,Y. Review of converter flue gas waste energy recycling technology. Science Technology and Engineering 2023, 23(17), 7183–7193. [Google Scholar]
- Hu,Y.;Zhang,H.;Qi,P.;Ding,L.;Qian,L.;Long,H. Effect of adding steel plant sludge into sintering process on flue gas and production quality.Iron&Steel 2024 ,59(12),152–161.
- Yang,J. Analysis on utilization of converter gas under dual-carbon target.Metallurgy and Materials 2024 ,44(05),46–48.
- Yu,A. ;Li,Z.;Xie,X.;Liu,Y. Research status and future prospect of carbon capture technology using steel slag in the context of carbon neutrality. Chinese Journal of Engineering 2025, 47(03), 562–571. [Google Scholar]
- Xing,W. Collaborative treatment and comprehensive utilization technology of copper-containing sludge combined with heating solid waste.World Nonferrous Metals 2024 ,(08),14–16.
- Du,J.;Wang,X.;Wang,J.;Zhao,A.;Mao,Z.;Kang,Z.;Cai,H. Study on product distribution regulation of non-thermal plasma CH4-CO2 reforming.Low-Carbon Chemistry and Chemical Engineering 2024 ,1–7.
- Han,R.;He,Q.;Zhang,Z.;Sun,Y.;Qiao,Z. Coupling machine learning with high-throughput computing study the structure-performance correlation of hydrophobic MOFs for membrane-based CO2/C2H2 separation.Membr. Sci. Technol. 2025 ,1–10.
- Yu,G. Research progress of polymer membrane separation materials in the field of natural gas desulfurization and decarbonization.Chemical Engineering of Oil&Gas 2025 ,1–14.
- Wang,X. ;Ma,Q.;Song,Z. Equipment selection and application of heat recovery system of a 90t EAF. Ind. Heat. 2019, 48(04), 48–52. [Google Scholar]
- Guo,J. ;Deng,W. Design and application of dust removal and waste heat recovery system for 70 t electric arc furnace. Ind. Heat. 2016, 45(01), 55–57. [Google Scholar]
- Chunyan,L. Current situation and optimal and improvable direction of waste heat heating in Laiwu Steel. Metallurgical Power 2022, (01), 78–83. [Google Scholar]
- Shen,Z. Waste heat recovery technology of electric furnace steelmaking. Hebei Metallurgy 2020, (S1), 87–89. [Google Scholar]
- Kohle,S. Improvements in EAF operating practices over the last decade.In Proceedings of the 57th Electric Furnace Conference,Pittsburgh,PA,USA,1999.
- Biryukov,A.B. Сoвременныетехнoлoгиипредварительнoгoпoдoгревалoмапередпoдачейвдугoвуюсталеплавильнуюпечь[Modern technologies for preheating scrap before feeding into electric arc furnaces].Ferrous Metallurgy.Bulletin of Scientific,Technical and Economic Information 2021 ,77(7),782–790.
- Conejo,A.N. Electric Arc Furnace:Methods to Decrease Energy Consumption. Springer:Cham, Switzerland,2024.
- Southern African Institute of Mining and Metallurgy. Journal of the Southern African Institute of Mining and Metallurgy 2006.
- Kobe Steel. Danieli completes spooler line modernization.Press Release,Kobe,Japan,2020.
- Kurecki,M. Recycling perspectives of electric arc furnace slag in the United States:A review.Steel Res. Int. 2024 ,2300854.
- Arribas,I. Electric arc furnace slag and its use in hydraulic concrete. Constr. Build. Mater. 2015, 90, 68–79. [Google Scholar] [CrossRef]
- Yang,L. ;Xu,B.;Song,J.;Wei,G.;Guo,Y.;Xie,X.;Liu,Q. Real-time prediction model of slag composition in electric arc furnace steelmaking. Chinese Journal of Engineering 2020, 42(S), 39–46. [Google Scholar]
- Yi,H. An overview of utilization of steel slag. Procedia Environ. Sci. 2012, 16, 791–801. [Google Scholar] [CrossRef]
- Yokoyama,S. Influence of amount of oxidizing slag discharged from stainless steelmaking process of electric arc furnace on elution behavior into fresh water. In Journal of Physics:Conference Series; IOP Publishing: Bristol, UK, 2012. [Google Scholar]
- Liu,M.K. Preparation of black ceramic tiles using waste copper slag and stainless steel slag of electric arc furnace.Materials 2020,13(3).
Figure 1.
Global Distribution of Crude Steel Production.
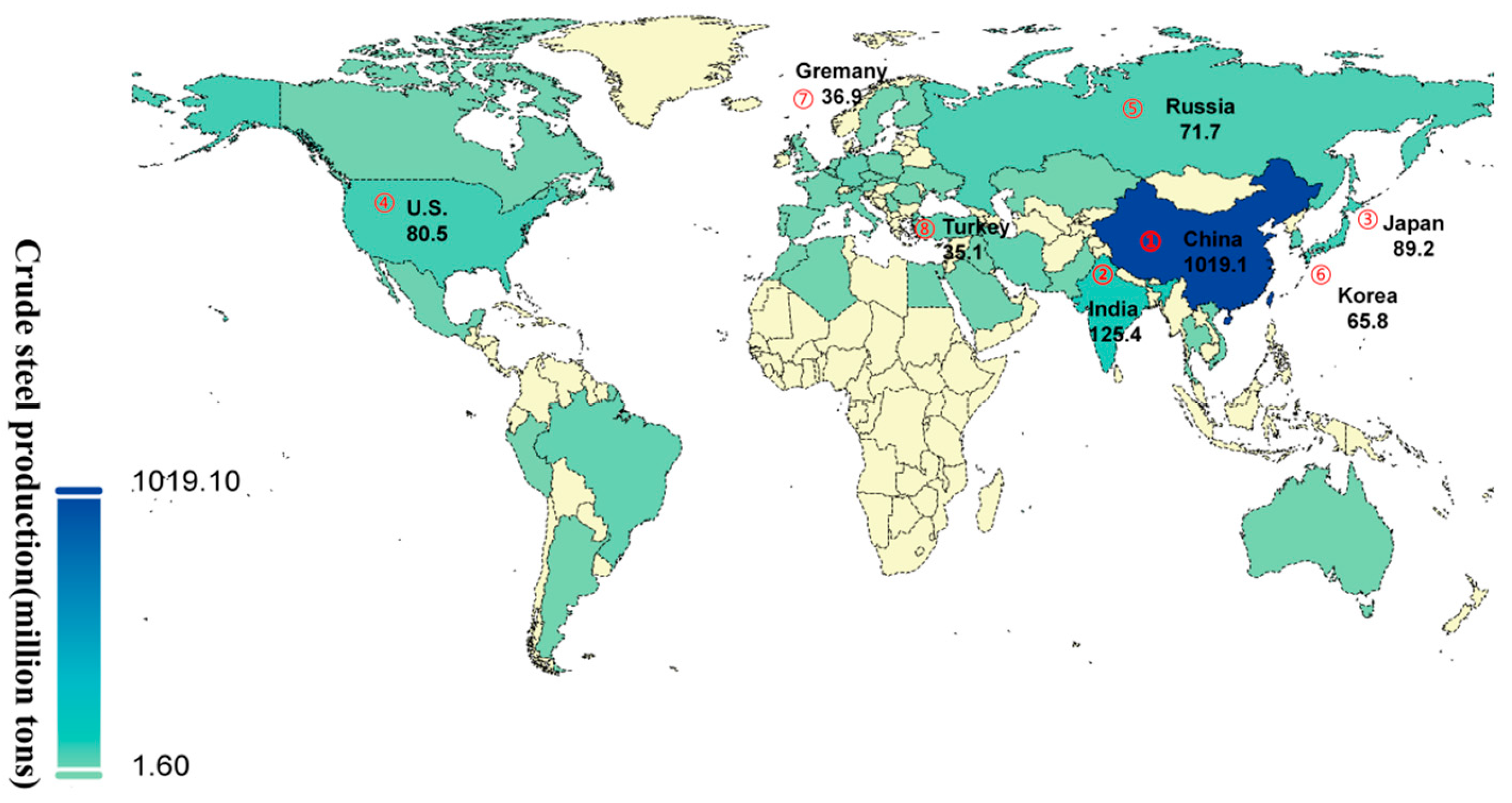
Figure 2.
Comparative Carbon Footprint of Steelmaking Processes
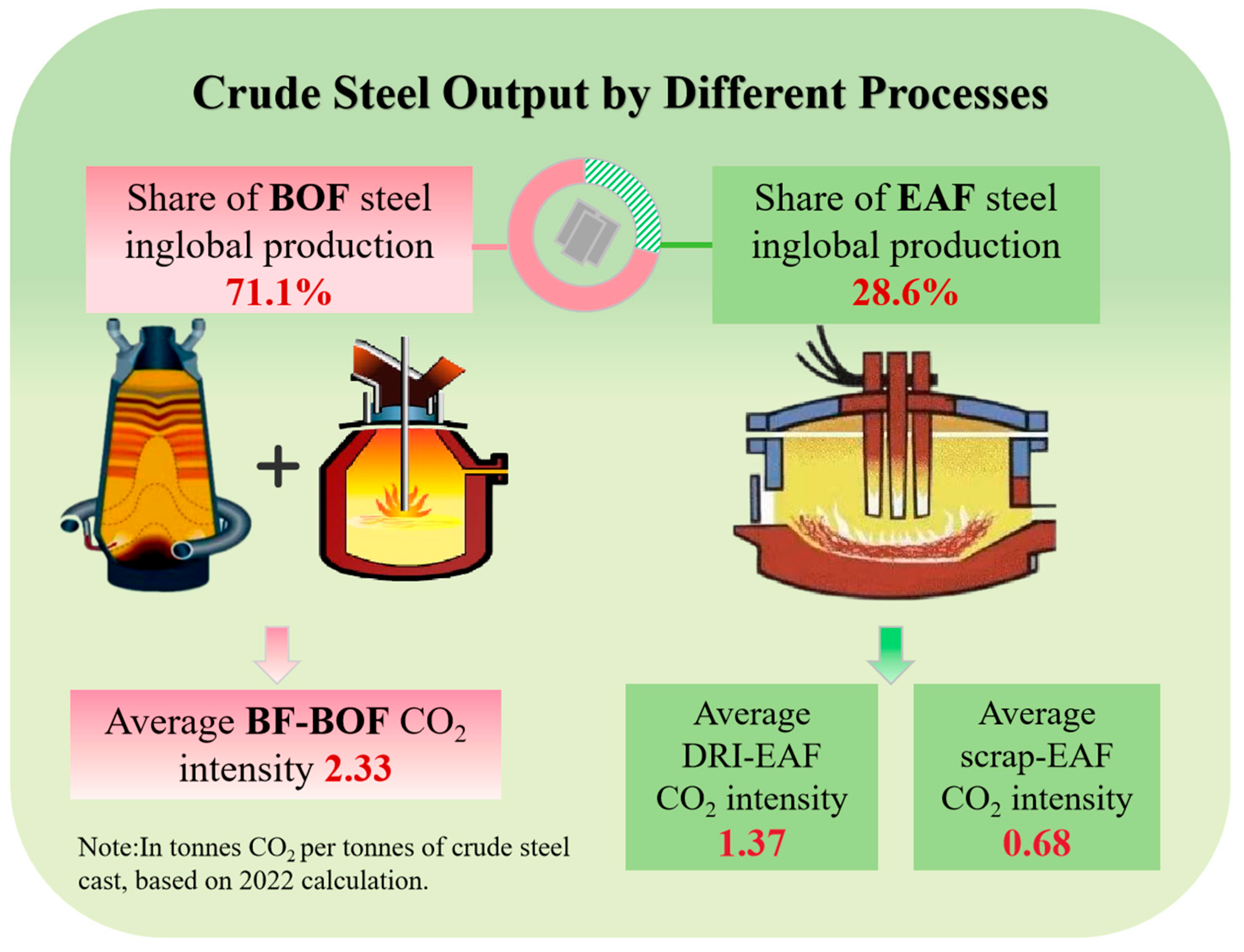
Figure 3.
Technological Pathways for Sustainable Steel Production
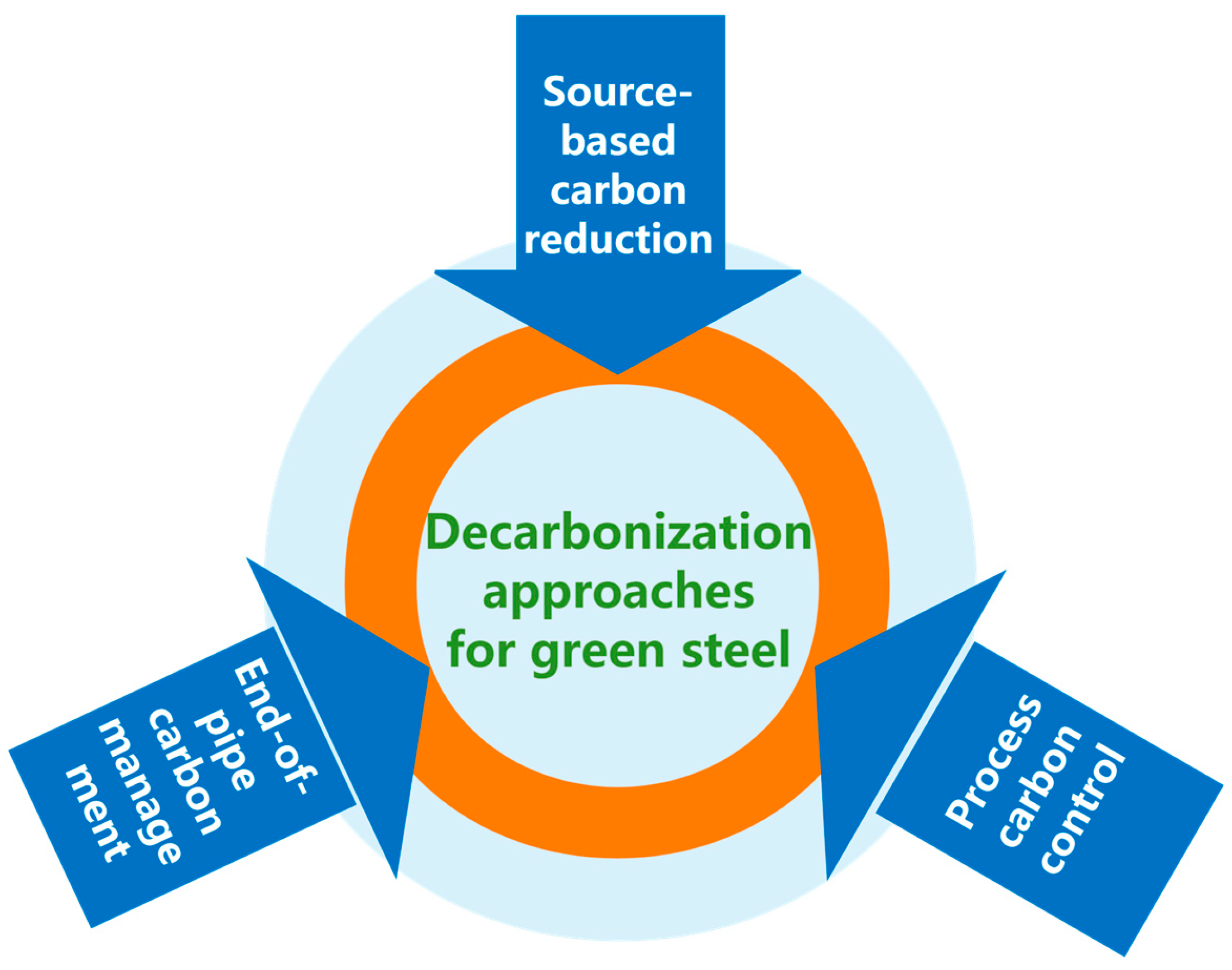
Figure 4.
Schematic Diagram of CO2 Resource Utilization
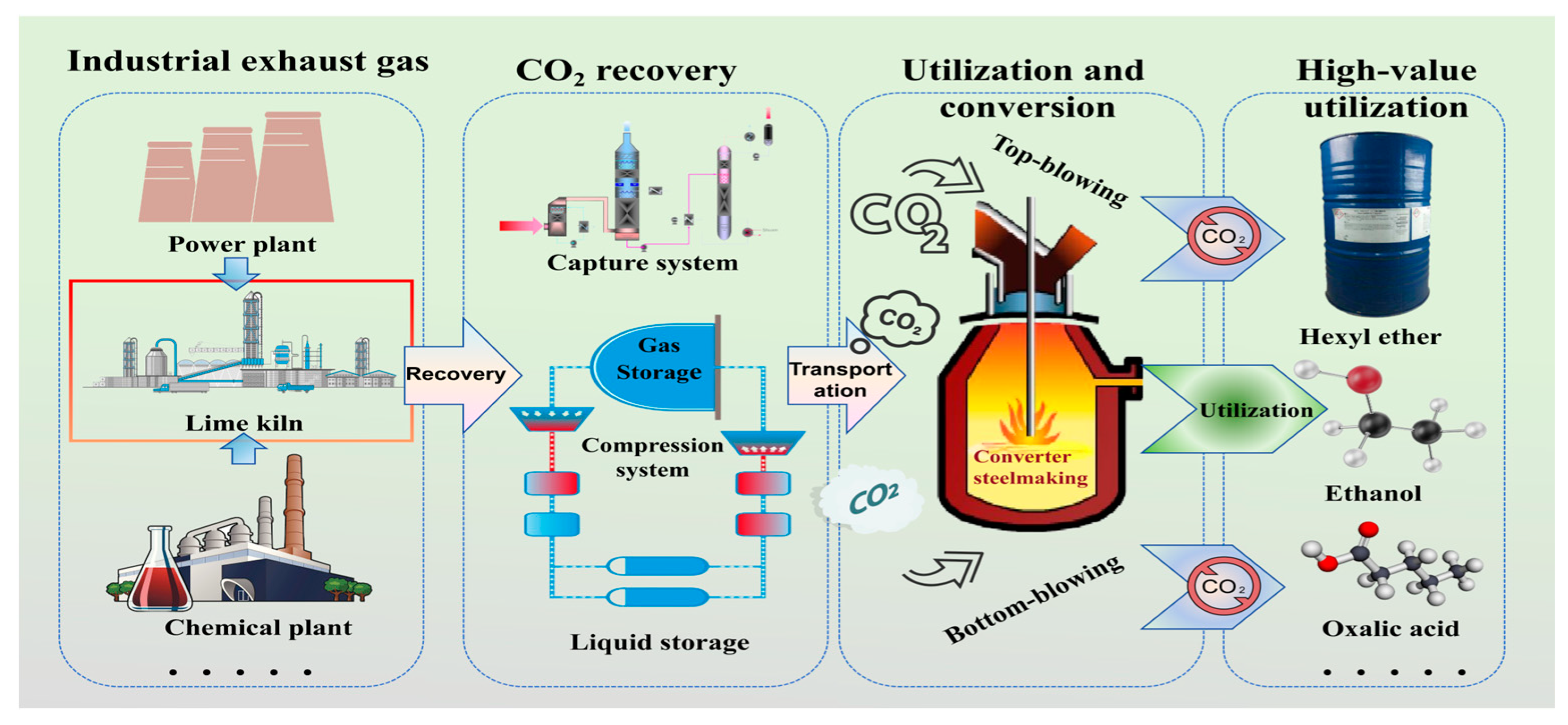
Figure 5.
Operational Steel Industry CCUS Projects


Table 1.
Pilot Technologies for Source-Stage Carbon Reduction in BF-BOF Long-Process Steelmaking.
| Technology Name | Description | Industrial Maturity |
|---|---|---|
| 3R Carbon-Hydrogen BF Technology [9] | Recirculates reducing gases from furnace gas and enhances reduction via carbon-hydrogen coupling, reducing coke consumption | Pilot stage (partial demonstration) |
| Top Gas Recycling & Full-Oxygen Smelting [10] | Injects hydrogen-enriched gas after CO2 separation and reduces coke ratio through full-oxygen blast | Demonstration stage (under validation) |
| Fluxed Pellets & Composite Iron Coke [11] | Replaces traditional sinter with low-carbon burden to reduce flux demand | Small-scale application |
| Hydrogen-Blended Injection [12] | Co-injects hydrogen with natural gas/pulverized coal to progressively replace fossil fuels | Pilot stage (exploratory development) |
| High-Grade Ore & Pellets [13] |
Reduces sintering energy consumption by adopting high-grade ore and pellets | Gradual adoption (partial industrial use) |
| Biomass Fuel Substitution [14] |
Substitutes coke breeze/anthracite with charcoal/biomass to reduce fossil carbon reliance | Limited pilot trials |
| Plasma Blast Heating [15,16] |
Enhances blast temperature using green electricity-driven plasma to lower coke demand | Demonstration stage |
Table 2.
Application Cases of Blast Furnace Smelting with High Pellet Ratio.
| Project Name | BF Volume (m³) | Pellet Ratio | Fuel Ratio (kg/t HM) |
Coke Rate (kg/t HM) |
Productivity (t/(m³·d)) | Carbon Reduction (Baseline) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Shougang Jingtang No.1 |
5,500 | >50% | 510 | 264 | 2.15 | 18% (CN: 1.8 tCO2/t HM) [19] |
||||
| Tangsteel No.2 | 2,922 | 40% | 510 | 313 | 3.066 | 12% (CN baseline) | ||||
| SSAB Sweden | 1,800 | ~100% | 457 (H2-DRI) | — | 3.5 | 35% (EU: 1.6 tCO2/t HM) | ||||
| U.S. Great Lakes | 1,645 | 92% | 430 (coke+coal) | 270 | 2.31 | 22% (NA: 1.7 tCO2/t HM) | ||||
| Kobe Steel No.3 | 4,850 | 100% | 497 | 275 | 2.91 | 25% (JP: 1.5 tCO2/t HM) | ||||
| Project Name | Technical Highlights | Advantages | Limitations | Distinctive Features | ||||||
| Shougang Jingtang No.1 | High O2 (7.3%), top pressure 277 kPa, blast 8,300 m³/min [20] |
Gas utilization 49%~50%, stable Si <0.3% |
Pellet strength >3,200 N, cost +10% | Blast energy 140 kJ/s, Zn <160 g/t | ||||||
| Tangsteel No.2 | Tuyere area 0.4051 m², blast temp. 1,220°C, slag Al2O3 <16.5% |
Slag/HM 210 kg/t, HM temp. >1,500°C [18] | RDI fluctuation ±5% [21] |
Fluxed pellet RDI+6.3 >90%, MgO/Al2O3 0.5~0.55 | ||||||
| SSAB Sweden | Full-pellet, TFe >66.8%, slag 146 kg/t |
Flue gas -28%, HM cost -€15/t |
Pellet energy +20% | Slag FeO <0.5%, S <0.02% [17] |
||||||
| U.S. Great Lakes | Fluxed pellets (52%), slag <200 kg/t |
Flux -40%, HM cost -$8/t |
Heat load ±10°C adjustments | Basicity (CaO/SiO2) 1.2~1.5 |
||||||
| Kobe Steel No.3 | Coke interlayer, O2 >8%, flame 2,250~2,400°C | ΔP -15%, Temp. error ±20°C |
Basicity ±0.1 (limestone needed) | Coke layer 80~100 mm, permeability +12% [17,22] | ||||||
Table 3.
Representative Cases and Technical Solutions for High-Scrap-Ratio Steelmaking.
| Company | Process Type | Scrap Ratio | Key Technical Support | Carbon Reduction Effect | Cost Change | Applicable Scenarios |
|---|---|---|---|---|---|---|
| Tangsteel | BF-BOF Synergy | 10% [23] | Direct scrap charging + hot metal ladle preheating | 6% reduction in CO2/t steel |
5.8% lower hot metal cost | Abundant hot metal, retrofit constraints |
| JFE Steel | BOF-SMP Process | 35% [24] | Scrap pre-melting + secondary combustion oxygen lance |
15% reduction in CO2/t steel |
12% lower fuel cost | Scrap availability, upgrade-capable equipment |
| ThyssenKrupp | BOF-Jet Process | 40% | Natural gas injection preheating + dynamic thermal model [25] | 18% reduction in CO2/t steel |
5%~9% higher profit/t steel | Carbon tax >$50/t |
| NuCOr | EAF-BOF Hybrid | 86% | EAF scrap melting + DRI blending [26] | 78% reduction in CO2/t steel |
10%~15% lower cost/t steel | Green power access, stable DRI supply |
| Danieli Q-One | 100% Scrap EAF | 100% | Oxy-fuel burners + carbon powder injection | Near-zero carbon (green power) | >500 kWh/t power consumption | Zero-carbon steel certification required |
Table 4.
Analysis of Process Carbon Control Technologies in BF-BOF Long Process.
| Technology Name | Core Function | Application Maturity |
|---|---|---|
| Sub-lance/Online Detection [28] | Real-time monitoring of molten steel composition and temperature to optimize smelting rhythm | Widely adopted |
| Coolant Control [29] | Precise regulation of furnace temperature and molten steel composition stability | Mature application |
| Endpoint Prediction Model (AI) [30] | Machine learning-based prediction of smelting endpoint parameters | Promotion and validation phase |
| Digital Twin & Simulation [31] | Virtual production line modeling for process optimization | Promotion and validation phase |
| RH Vacuum Degassing [32] |
Efficient removal of gases and inclusions in steel | Mature application (high-grade steel) |
| LF Refining [33] | Fine-tuning of temperature/composition and inclusion control | Widely adopted |
| CAS-OB [34] | Rapid alloy adjustment and temperature boosting | Mature application (small-medium mills) |
| CO2 as Oxidizer [35,36] |
Replaces O2 for decarbonization, desiliconization, and demanganization, reducing oxygen content | Industrial trial stage |
| CO2 as Stirring Gas [37,38] |
Enhances bath stirring, improves composition homogeneity, lowers nitrogen content | Industrial adoption phase |
| CO2 as Protective Gas [39,40] |
Continuous casting protection and ladle covering to suppress reoxidation and nitrogen pickup | Industrial trial stage |
| CO2 Temperature Control & Dust Suppression [41,42] | Reduces localized temperature, minimizes metal evaporation, and suppresses dust generation | Laboratory research stage |
Table 5.
Extended Application Cases of BOF Bottom-Blowing O2-CO2-CaO Technology.
| Country | Company/Project | Technical Features & Outcomes | Key Data & Emission Reduction |
| China | HBIS Handan 120t BOF Project | Optimized bottom tuyere layout enhances stirring; external trunnion design simplifies structure, enabling high gas flow rates | Carbon-oxygen product: 0.0026 [43]; Bottom-blowing lifespan matches furnace campaign; Energy consumption reduced by 10% |
| China | Ansteel | Patented bottom-blowing components (eccentric gas ducts + bent nozzles) widen injection angles, improving bath dynamics | Enhanced process visibility; Smelting efficiency +15%; Oxygen consumption -10% [44] |
| China | JISCO Group | High-intensity CO2 bottom-blowing (0.21 m³/(t·min)) with N2/Ar switching optimizes final steel composition | Final nitrogen content <20 ppm; De-phosphorization rate +8%; CO2 emissions -15% [45] |
| China | Baosteel | Annular-gap swirling bottom-blowing device with multi-layer sleeve design enhances gas flow, reducing inclusions [46] | Steel cleanliness +20%; Slag volume -30%; Dust emissions -25% [47] |
| Germany | ThyssenKrupp | O2-CO2 hybrid bottom-blowing with off-gas recycling optimizes slag oxidation | Annual CO2 reduction: 2 million tonnes [48]; Gas consumption -20%. |
| Japan | Nippon Steel | O2-CO2 bottom-blowing + CaO optimization reduces final oxygen content and boosts de-phosphorization | De-sulfurization rate +10%; Final nitrogen content -20% [49] |
| Europe | ThyssenKrupp Decarb Project | Produces low-carbon steel via EAF technology, reducing emissions by 70% and driving green supply chains | CO2 emissions -70%; Applied in Volkswagen’s supply chain [48] |
Table 6.
Analysis of CO2 Recycling Technologies.
| Technology Name | Core Function | Application Maturity |
|---|---|---|
| CO2-O2 Mixed Injection Dephosphorization [50,51] | Optimizes thermodynamic conditions for dephosphorization, improving efficiency | Industrial trial stage |
| CO2 in AOD Furnace Decarburization [52,53] | Utilizes CO2’s weak oxidation to selectively decarburize stainless steel, reducing Cr loss | Industrial adoption phase |
| CO2-Enhanced EAF Smelting [54] | Suppresses metal evaporation in arc zones via CO2 injection, lowering electrode consumption | Industrial trial stage |
| CO2-CCUS Integration [55] | Captures and reuses steel plant off-gas CO2 in steelmaking, forming a carbon loop | Demonstration project stage |
| Dynamic CO2 Injection Control Model [51] |
Adjusts CO2 flow in real-time based on bath sensor feedback to optimize decarburization rate | Laboratory research stage |
| CO2 for RH Refining Oxygen Control [56] |
Replaces partial Ar with CO2 in vacuum degassing to reduce molten steel oxygen content | Industrial trial stage |
| CO2-Powder Injection Synergy [57] | Uses CO2 as carrier gas for desulfurizers (CaO/Mg), enhancing interfacial mass transfer | Laboratory research stage |
| CO2 Inclusion Removal [58] | Generates dispersed CO bubbles via CO2 reactions to adsorb micro-inclusions | Theoretical validation stage |
Table 7.
Application Cases of Carbon Capture: Pressure Swing Adsorption (PSA) vs. Chemical Absorption.
Table 7.
Application Cases of Carbon Capture: Pressure Swing Adsorption (PSA) vs. Chemical Absorption.
| Company/ Project |
Technical Pathway & Process Features | Emission Reduction & Efficiency Data | Economic Benefits & Costs |
|---|---|---|---|
| Shougang Jingtang Lime Kiln CCUS Project (China) | Physical adsorption (PSA) + waste heat cascade utilization | Annual capture: 50,000 t; CO2 concentration: 15%~20% → 99%; steelmaking energy consumption reduced by 3%~5%, argon use reduced by 30% [59] |
Total investment: 120 million CNY; annual benefits: 8 million CNY; carbon reduction cost: ~240 CNY/t |
| Japan COURSE50 Project (Nippon Steel) |
BFG PSA (zeolite/activated carbon adsorption) + hydrogen reduction |
Capture rate: 80%; full-process emission reduction: 30% (lab); pilot plant captures 100,000 t/year [59] | Hydrogen reduction cuts coke reliance by 15%; carbon reduction cost: ~55 USD/t steel [60] |
| TISCO BFG CCUS Project (China) |
Chemical absorption (MEA solvent) + water washing desulfurization | Annual capture: 100,000 t; energy consumption: 2.8 GJ/t; purity: 99.9%; dry ice production: 30 million CNY/year |
Total investment: 250 million CNY; carbon reduction cost: ~40 USD/t |
| Elkem Ferrosilicon CCUS Project (Norway) | Chemical absorption (high-concentration CO2 capture) + geological storage |
Annual capacity: 1.5 Mt; capture rate: 95%; ferrosilicon carbon intensity reduced by 60% [61] | Norwegian government funding: 16 million NOK; storage cost: ~50 EUR/t; reuse revenue: 12 million EUR/year [62] |
| Petra Nova Coal Plant CCUS (USA) |
Amine-based absorption (KM-CDR process) | Annual capture: 1.4 Mt CO2; EOR boosts oil production by 15,000 barrels/day [63] |
Total investment: 1billion; EOR revenue: 30/t CO2; payback period: 8 years [64] |
Table 8.
Analysis of Source-Stage Decarbonization Technologies for Short-Process Steelmaking.
| Technology Name | Core Function | Key Technologies/Methods | Application Maturity |
| Scrap Pretreatment & Sorting [68] | Enhances scrap utilization and reduces impurity impacts | AI visual recognition, magnetic/eddy current separation, high-temperature degreasing, shredding/compaction | Mature application |
| Real-Time Scrap Data Adjustment [69,70] | Dynamically optimizes charging mix and process parameters | Sensor monitoring, IoT, machine learning prediction models | Demonstration & promotion phase |
| Side-Draft Full Preheating [71] |
Recovers waste heat, reduces energy use and pollution | Multi-stage heat exchangers, exhaust gas recirculation (EGR), high-temperature preheating (>1200 °C) | Mature application |
| Dynamic Sealing & Heat Recovery [72] |
Minimizes heat loss and enhances waste heat utilization | Water-cooled flexible seals, regenerative combustion, waste heat power generation | Demonstration & promotion phase |
| Uniform Heating & Intelligent Control [73] | Ensures molten steel quality and reduces energy waste | Multi-electrode layout optimization, electromagnetic stirring, digital twin & AI control | Demonstration & promotion phase |
| Continuous Charging Optimization [71] | Enables continuous production and shortens smelting cycles | Twin-shell design, Consteel continuous charging, scrap preheating synchronization | Demonstration & promotion phase |
| Green Power Direct Supply & Storage [74,75] | Reduces carbon emissions and stabilizes power fluctuations | Wind/solar PPA, molten salt/battery storage, microgrids | Pilot application phase |
Table 9.
Application Cases of Electric Arc Furnace (EAF) Steelmaking.
| Project | Country/Region | Technical Highlights | Investment Scale | Key Performance Indicators (Energy Saving/Emission Reduction) |
| ArcelorMittal Belgium Plant | Belgium | Scrap preheating system + waste gas recovery | €100 million | Energy consumption reduced by 12% (electricity)CO2 emissions reduced by 15% (1 million tonnes/year)Scrap ratio increased to 75% (from 60%) [76] |
| Nucor Arkansas Retrofit | USA | High-efficiency EAF design + renewable energy supply (solar/wind) | $200 million | Energy consumption reduced by 11% (400 kWh/t steel)CO2 emissions reduced by 20% (2 million tonnes/year)Scrap ratio increased to 85% (from 65%) [77] |
| Baosteel Changxing Retrofit | China | EAF + secondary refining technology + increased scrap ratio | ¥1 billion | Energy consumption reduced by 10% (450 kWh/t steel)CO2 emissions reduced by 18% (150,000 tonnes/year)Scrap ratio increased to 70% (from 55%) [78] |
| Nippon Steel Kobe Gas Recovery | Japan | Waste gas recovery for scrap preheating + oxygen-enriched combustion | $600 million | Energy consumption reduced by 12% (electricity)CO2 emissions reduced by 15% (1.3 million tonnes/year)Scrap ratio maintained at 80% [79] |
Table 10.
Comparative Analysis of Representative EAF Application Cases.
| Project | Advantages | Challenges | Distinctive Features |
| ArcelorMittal (Belgium) | Mature heat recovery technology; high scrap utilization rate (75%) | Difficulty in scrap impurity control; reliance on imported scrap | Representative of Europe’s circular economy model; policy-driven retrofitting |
| Nucor (USA) |
High green power integration (solar/wind); world-leading scrap ratio (85%) | Geographically constrained green power supply (limited replicability in low-resource areas) | Deep market-driven integration of renewables and steel production |
| Baosteel (China) | Advanced secondary refining technology; suitability for large-scale production | Underdeveloped scrap recycling system (low domestic scrap quality/poor sorting) | Indigenous technology development path; policy -backed under China’s “Dual Carbon” goals |
| Nippon Steel (Japan) | High waste gas recycling rate (scrap preheating + oxygen enrichment); precision processes | High upgrade costs ($600 million); unaffordable for SMEs | Exemplar of resource efficiency; embodies lean manufacturing culture |
Table 11.
Analysis of Low-Carbon Electric Arc Furnace (EAF) Applications.
| Company | Year | Technology/ Application |
Key Metrics/Performance | Application Case |
|---|---|---|---|---|
| MCC-CISDI | 2021 | World’s first IGBT DC EAF |
30%~40% CO2 reduction per tonne of steel |
Panzhihua Special Steel Project |
| MCC-CISDI | 2022 | Domestic stepwise continuous charging EAF |
35-minute smelting cycle | Sichuan Dujiangyan Steel Project |
| MCC-CISDI | 2023 | First industrial-scale “Super EAF” | Target smelting energy consumption: 300 kWh/t | Yunnan Yuxi Xianfu Project |
| SMS Group | 2021 | Twin-shaft DC EAF (China’s first) | 45% reduction in smelting energy consumption |
HBIS Shisteel New District |
| SMS Group | 2024 | World’s largest AC EAF (185t, 300 MVA) | Supports 80% DRI hybrid smelting; annual output: 1.9 Mt molten steel | Saarstahl AG, Germany |
| Danieli | 2023 | Q-ONE Lossless EAF Power System |
Reduced power loss, improved energy efficiency | Commercial Metals Company, USA |
| SPCO (Japan) | — | ECOARC Ecological EAF |
Fully enclosed scrap preheating; dioxin emissions <0.1 ng TEQ/m³ | Benxi Steel Application |
| Primetals | — | Ultimate EAF (120t) | 40 heats/day; 10% energy reduction | NSMMZ Steel Plant, Russia |
| Thyssen & SMS | 2026 | Midrex H2-DRI + EAF Hybrid Plant (Planned) | Annual DRI output: 2.5 Mt | Duisburg, Germany (Planned) |
| Voestalpine | 2026 | Hyfor-EAF (Hy4Smelt Pilot) |
Pilot scale: 3 t/h; commercialization plan: 2.5 Mt/a | Based on Primetals Technologies |
| POSCO | 2028 | HyRex Fluidized Bed DRI + EAF Process | Fluidized bed DRI technology under pilot validation | Developed from FINEX Process |
| Tenova | — | iBlue (Enerqiron DRI + OSBF EAF) | BF alternative with cost advantages over DRI-EAF routes | Technical feasibility study phase |
| BHP & Hatch | 2023 | EAF Pilot Plant | Annual capacity: 10,000 t; informs decision-making for Australian facilities | Australia (Joint Design) |
| BHP, Rio Tinto & BlueScope | 2024 | ESF Process Development | Joint development of EAF-based smelting technology | Collaborative Framework Agreement |
| Rio Tinto & China Baowu | 2023 | Pilot-Scale EAF | Produces DRI from mid/low-grade iron ore fines for low-carbon steel | Baowu Demonstration Project (Planned) |
Table 12.
Green Performance Analysis of Representative Electric Arc Furnaces
| Company | Type | Technical Features | Advantages | |||
|---|---|---|---|---|---|---|
| CISDI | Super EAF (IGBT Flexible DC) | Dual-electrode DC power supply, continuous scrap preheating, dioxin control via flue gas diversion, intelligent electrode adjustment |
30-minute smelting cycle; 40% lower electrode consumption; 160 kg/t steam recovery from waste heat | |||
| Primetals Quantum EAF | Shaft Preheating EAF | Fully automatic charging, finger scrap retention system, bottom-blown stirring | Flexible feedstock (0%~100% scrap/DRI); 15 dB noise reduction | |||
| Tenova Consteel | Continuous Charging EAF | Horizontal scrap conveyor + flue gas preheating, dynamic sealing, smart slag foaming |
Adapts to low-density scrap; 50% reduction in grid impact [83] | |||
| Danieli Q-ONE | Quantum EAF | Electromagnetic stirring + ultrasonic detection, AI dynamic model, scrap-DRI co-preheating |
Endpoint carbon control precision ±0.02% [85]; 2% higher metal yield | |||
| SMS Group | Intelligent EAF | Multi-sensor fusion (infrared + laser), digital twin system, CO2 injection denitrification |
Nitrogen content <60 ppm; dioxin emissions <0.1 ng TEQ/m³ | |||
| Japan NKK DC EAF | Dual-Electrode DC EAF | Water-cooled bottom anode, stepwise charging, bottom argon blowing | Suitable for high-alloy steel; 70% harmonic pollution reduction |
|||
| Company | Emission Reduction | Energy Savings | Cost-Saving Case | |||
| CISDI | 30%~40% reduction vs. conventional EAF |
300 kWh/t steel (industry-leading) | Panzhihua Special Steel Project saves ¥20 million/year in electricity costs [80] | |||
| Primetals Quantum EAF | <500 kg CO2/t steel [81] | 350 kWh/t steel | Tyasa Mexico achieves 25% higher smelting efficiency [82] |
|||
| Tenova Consteel | 20%~30% reduction vs. conventional |
>70% waste heat utilization [84] |
Nucor USA reduces 35% electrode consumption |
|||
| Danieli Q-ONE | Up to 80% reduction with H2-DRI |
25% lower oxygen consumption | Erdemir Turkey reduces $8.5/t steel cost |
|||
| SMS Group | Optimal green power adaptation |
40% lower natural gas use | Salzgitter Germany cuts 18% maintenance costs | |||
| Japan NKK DC EAF | 60% reduction vs. BF-BOF | Electrode consumption <1.2 kg/t [86] |
Nippon Steel improves 30% production rhythm | |||
Table 13.
Representative Cases of Green Electricity Applications in EAF Steelmaking.
| Country | Project/Enterprise | Technology Applied | Implementation Method | Energy Saving & Emission Reduction Effects |
|---|---|---|---|---|
| Sweden | HYBRIT Project (SSAB) | Green Hydrogen- EAF Steelmaking |
Hydrogen production via water electrolysis | >90% CO2 reduction; targets 1 Mt/year green steel; requires ~70,000 m³/h electricity [87] |
| Germany | Thyssenkrupp | Hydrogen-based DRI-EAF | Green power and hydrogen for steel production |
4.9 kWh/t steel; 0.75 kg CO2/kg steel by 2040 [88,89] |
| Australia | Green Steel Project | Green Hydrogen DRI-EAF | Optimized wind-solar hybrid hydrogen production | 1.2~2.7 GW renewables + 200~400 MW electrolyzer per Mt steel; cost: AUD 900/t (2030), AUD 750/t (2050) [89] |
| China | Baowu Zhanjiang Demo Line | Solar/Wind- Powered EAF |
Green electricity for EAF operations | 20%~90% CO2 reduction per tonne steel [90,91] |
| Australia | Economic Fairways | Wind/Solar-to- Hydrogen for EAF |
Renewable hydrogen integration | Replacing 1% global steel output requires 35 GW renewables, 11 GW electrolyzers; >85% indirect emission reduction [92] |
| EU | Low-Carbon Transition Project | EAF with Green Hydrogen DRI | Hydrogen-centric decarbonization | 25% direct CO2 reduction by 2030; additional 20 TWh power and 40 TWhHHV hydrogen demand [93] |
| USA | Nucor Arkansas Plant | 100% Scrap-EAF + Green Power | Solar farm + storage (1.8 TWh/year) | 300-tonne EAF; 3 Mt/year output; 85% green power share (2025 target) [94] |
Table 14.
Comparative Analysis of Hydrogen-Based Shaft Furnace Application Cases.
| Project | Technology | Scale/Case | Advantages | |||
|---|---|---|---|---|---|---|
| MIDREX H2 | Natural gas reforming (H2>90%); metallization >94% [95] | Boden Plant, Sweden (2.1 Mt/year) |
Fully replaces blast furnaces; 0.04 t CO2/t steel | |||
| HYBRIT | Wind-powered H2 + EAF; targets 25 kg CO2/t steel | Pilot in Sweden (industrial by 2035) | Fossil-free lifecycle; 95% emission reduction potential | |||
| SALCOS | Waste heat-to-H2 (GrInHy 2.0); targets 95% reduction [98] | Germany test (40 Nm³/h H2) |
>80% waste heat utilization; 3.5 kWh/Nm³ H2 production [99] |
|||
| Baowu Zhanjiang | Hybrid gas (57% NG +13% H2); Inconel 625 alloy tubes | China (1 Mt/year) | 58%~89% CO2 reduction; 30,000-hour tube lifespan | |||
| China Iron & Steel Research | Pure H2 (>95%); 85% waste heat recovery |
Shandong demo plant | 40% lower energy use (8.5 GJ/t iron); 0.138 t CO2/t |
|||
| NEU Pilot Base |
High-grade pellets (TFe>70%, >2500 N/pellet) + H2-EAF short process | Global first 10 kt/year demo line |
<300 kWh/t steel; multi-field coupling theory |
|||
| HYL-ZR | Methane self-reforming (950~1050°C); no external reformer | JSPL Plant, India | 2.8 GJ/t DRI (vs. 3.2 GJ industry avg.); 0.4 t CO2/t | |||
| Project | Challenges | Suitable Regions | Distinctive Features | |||
| MIDREX H2 | Relies on natural gas; green H2 cost (~USD 4~6/kg) |
Gas-rich areas (e.g., North America) |
First 100% H2-DRI plant; highest maturity |
|||
| HYBRIT | High green power demand (4~5 MWh/t steel); 10~15 year industrialization |
Renewable-rich (e.g., Scandinavia) |
Full lifecycle decarbonization; integrates wind-H2-EAF | |||
| SALCOS | H2 storage/transport costs (35% share); immature liquid H2 tech | Industrial clusters (e.g., Ruhr, Germany) |
Waste heat-H2 coupling benchmark | |||
| Baowu Zhanjiang | Low H2 share (13%); fossil fuel dependency |
Coastal renewable hubs (e.g., Guangdong) |
Multi-gas synergy + anti-hydrogen embrittlement materials | |||
| China Iron & Steel Research | DRI reoxidation risk (+USD 20~30/t carburization) |
Stable H2 supply zones (e.g., NW China) |
Pure H2 metallurgy breakthrough; energy efficiency | |||
| NEU Pilot Base | Small scale (10 kt/year); lacks industrial validation |
Specialty steel producers | Short-process integration + pellet innovation |
|||
| HYL-ZR | Carbon deposition (30% higher corrosion); +15%~20% maintenance costs |
Coke-rich regions (e.g., India) |
Simplified process; ideal for coke oven gas reuse |
|||
Table 15.
Pilot Technologies for Process Carbon Control in Short-Process EAF Steelmaking
| Technology | Main Function | Core Technologies |
|---|---|---|
| Fully Automated Scrap Intelligent Batching System [105] | Optimizes raw material ratio to enhance molten steel quality | Machine learning algorithms, multi-source sensor fusion technology |
| Scrap Classification & Impurity Control [106] |
Improves feedstock quality by reducing harmful elements | Machine vision recognition, spectral analysis sorting technology |
| Low-Carbon Metallurgical Process Coupling [107,108] | Achieves energy-process synergy for carbon reduction | Multi-energy coupling modeling, system integration optimization technology |
| Intelligent Power Supply & Energy Management [109] | Optimizes power allocation for energy efficiency | Dynamic scheduling algorithms, energy storage system integration technology |
| Smart & Digital Control Technology [110] | Enhances production automation and real-time optimization |
Industrial IoT platforms, AI-driven process decision systems |
| Short-Process Integration [111,112] |
Shortens production flow to reduce overall energy consumption |
Interface reaction control technology, process reengineering technology |
Table 16.
Global Case Studies of Intelligent Control Systems in EAF Steelmaking for Low-Carbon Applications.
Table 16.
Global Case Studies of Intelligent Control Systems in EAF Steelmaking for Low-Carbon Applications.
| Company (Country) | Technical Solution | Key Parameters & Data | Carbon Control & Economic Benefits |
| Nucor (USA) | SHARC DC EAF (150 t/160 MW) Twinshaft scrap preheating (800°C) Supersonic coherent jet oxygen lance (3,500 m³/h) |
Power consumption: 270 kWh/t (decrease18%) Taptotap time: 40 min Electrode consumption: 1.0 kg/t Scrap preheating efficiency: 45% [113] |
35% reduction in CO2 intensity per tonne Annual CO2 reduction: 500,000 t FeO generation decrease30% [114] |
| ECOARC (Japan) | Flat bath AC EAF Ar/N2 bottom stirring (0.5~1.5 Nm³/(min·t)) Offgas scrap preheating (400~800°C) |
Energy consumption decrease22% Dust emissions decrease30% Taptotap time: 45 min Furnace lifespan: 1,000 heats |
Annual coal savings: 120,000 tce FeO in slag decrease15% Arc thermal efficiency increase18% [113,114] |
| Danieli (Italy) | AI stockyard system Machine vision scrap sorting (98% accuracy) IR slag detection (slag thickness ≤35 mm) |
Scrap utilization: 98% Lime consumption decrease15% (baseline: 50 kg/t) Auxiliary materials decrease20% |
28% reduction in CO2/t steel Annual cost savings: $12M Steel purity increase25% [115] |
| HBIS Shisteel (China) | SHARC twinshaft DC EAF (150 t) Ar/N2 bottom blowing (0.8~1.2 Nm³/min) Onetap intelligent smelting system |
Power consumption: 250 kWh/t (decrease25%) Tapping time: 38 min Electrode consumption: 0.95 kg/t Endpoint C deviation: ±0.02% |
Annual CO2 reduction: 300,000 t Total energy consumption decrease25% Manual intervention decrease80% [116] |
| SMS Group (Germany) | Conductive bottom electrode DC EAF Highimpedance circuit design (4~8 mΩ) Arc harmonic suppression technology |
Electrode lifespan: 3,500 heats (increase40%) Electrical efficiency increase12% Harmonic incidence decrease50% |
Electrode consumption decrease40%/t steel Annual power savings: 120 GWh Grid stability: voltage fluctuation ≤5% [114] |
| Sha Steel Group (China) | Static control model Material/heat balance algorithm for slag optimization Endpoint C prediction (±0.02%) |
Lime consumption: 487 kg/t (baseline: 1,200 kg/t) Dolomite decrease683 kg/t Splashing rate decrease90% |
18% reduction in CO2/t steel Iron loss decrease5.63 kg/t Annual savings: ¥8M (auxiliary costs decrease25%) [117] |
Table 17.
Pilot Technologies for End-of-Pipe Treatment in EAF Short-Process Steelmaking
| Technology | Primary Function | Core Technology/Method |
|---|---|---|
| Flue Gas Waste Heat Deep Recovery & Utilization [118] | Recovers waste heat from flue gas and converts it into electricity/thermal energy | ORC power generation, absorption heat pump, cascade heat utilization |
| Cooperative Treatment of Flue Gas Pollutants [119] |
Integrated removal of multiple pollutants (SO2, NOx, etc.) | Activated coke adsorption, non-thermal plasma, catalytic oxidation |
| Gas Resource Recovery & Recycling [120] | Purifies and recycles valuable components (H2, CO, etc.) from furnace gas |
Membrane separation, PSA hydrogen purification, syngas conversion |
| Steel Slag Carbonation for CO2 Sequestration [121] | Utilizes steel slag to fix CO2 while improving slag recycling properties | Mineral carbonation (CaO/MgO-CO2 reaction) |
| Co-processing of Solid Wastes [122] |
Synergistic treatment and high-value utilization of multi-source solid wastes | Co-processing in cement kilns, gasification for syngas, building material production |
| Plasma-Assisted Emission Reduction [123] |
Degrades refractory pollutants (dioxins, VOCs, etc.) |
Non-thermal plasma (corona discharge, dielectric barrier discharge) |
| Ultra-Low Energy Membrane Separation [124,125] | High-efficiency separation of target components in gas/liquid streams | MOFs membranes, graphene membranes, mixed-matrix membranes |
Table 18.
Representative Cases of Waste Heat Utilization in Global EAF Steelmaking
| Country | Company/Project | Technical Solution | Key Data & Performance |
|---|---|---|---|
| China | Tianjin Pipe Group (90t EAF Project) | Evaporative cooling system Flue gas heat storage |
Steam output: 242 kg/t steel Annual power generation: 46,000 kWh 5% reduction in power consumption/t steel Annual CO2 reduction: 16,000 t Equipment lifespan extended to >2 years [126,127] |
| China | Laiwu Steel Group Waste Heat Heating System | BF slag flushing water + sintering waste heat recovery | Heating coverage: 5.3 million m² Annual energy cost savings: ¥1.1 million Replaced coal boilers, reducing 3.7 t SO2/year [128] |
| Germany | SMS Group CONSTEEL EAF Project | Continuous scrap preheating Postcombustion technology |
Scrap preheating temp.: 300°C 14% shorter taptotap time [129] Postcombustion rate (PC): 60% 22% lower energy consumption/t steel [130] |
| Japan | Nippon Steel DC EAF System | DC EAF + waste heat boiler power generation | Steam pressure: 2.0 MPa Annual power generation: 8.4 GWh Electrode consumption: 1.1 kg/t 30% reduction in refractory consumption [131] |
| USA | Nucor Crawfordsville Plant | Oxygenfuel burners Hot metal charging (30%) |
Power consumption: 300 kWh/t steel Oxygen supply: 45 m³/t Taptotap time: 50 min [132] |
| South Africa | ISCOR EAF Bottom Blowing Project |
Inert gas bottom stirring Waste heat heating |
Gas flow rate: 0.25~0.3 m³/t 5% lower power consumption Heating coverage: 2 million m² 20% improvement in molten steel homogeneity [133] |
| Italy | Danieli QOne EAF Project |
Fully enclosed design Multistage scrap preheating |
Scrap preheating temp.: 600°C Power consumption: 360 kWh/t steel Dust emissions: <30 mg/m³ EAF lifespan: 2,500 heats [134] |
Table 19.
Global Application Cases of EAF Slag Treatment
| Company/Project | Technology Application | Energy-Saving & Emission Reduction Data | Cost Savings Data |
| NucorSteel Brandenburg (USA) | Metal recovery from EAF slag (Cr, V, Mo) |
Annual slag processing: 5~6 Mt; Metal recovery rate: >95%; Reduced iron ore consumption: 1.2 Mt/year |
Value added per tonne slag: 50~80; Annual revenue increase: 300~480M [135] |
| TECNALIA Concrete Substitute Project (Spain) | EAF oxidized slag as concrete aggregate | Aggregate substitution rate: 50%; CO2 reduction: 18%; Energy consumption decrease22% |
Material cost decrease12%; Road construction cost savings: 8% [136] |
| Hengyang Valin Steel Pipe Slag Prediction System (China) | Real-time slag composition prediction model |
Auxiliary material consumption decrease10%~15%; Smelting energy decrease8% |
Annual limestone savings: 12,000 t; Cost reduction: CN¥6M [137] |
| Jinchuan Group DC EAF Project (China) | Selective reduction smelting of Kaldo slag |
Ni/Cu recovery rate: >98.5%; Residual metals in slag: <0.3%; Reduced tailings landfill: 120,000 t/year |
Slag treatment cost decrease35%; Annual high-grade alloy output: 20,000 t; Revenue: CN¥480M [82] |
| ThyssenKrupp Steel Europe AG (Germany) | Magnetic separation & road construction utilization | Slag recycling rate: 94% (70% for road base); Compressive strength: 50 MPa [138] |
Natural aggregate substitution cost decrease25%; Annual raw material savings: €120M |
| Topy Industries Ltd. (Japan) | Slag-based soil amendment | Soil pH increase: 1.5~2.0; Fe utilization efficiency increase40% |
Fertilizer cost decrease30%; Annual lime application reduction: 50,000 t [139] |
| Ceramica S.p.A (Italy) |
Slag-fired ceramic tiles |
Tile water absorption: <2% (40% slag content); Flexural strength: 35 MPa; Heavy metal leaching compliant with EU standards | Production cost decrease20%; Annual eco-tile output: 500,000 m² [140] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



