
Submitted:
16 April 2025
Posted:
17 April 2025
You are already at the latest version
Abstract
Original compositions of electrical ceramics have been developed and tested using marshallite and wollastonite as raw materials. An analysis of the equilibrium states of the created porcelain masses at different temperatures in the Na2O-Al2O3-SiO2 and K2O-Al2O3-SiO2 systems has been carried out. The amount of melt in these systems has been calculated based on the equilibrium flux curves. The characteristics of the sintering process of the masses have been identified. A scheme for the formation of the very important secondary needle-like mullite during thermal treatment of the mass has been outlined, and the temperature intervals for the formation of intermediate compounds have been found. X-ray diffraction patterns and micrographs of the synthesized samples have been decoded, and the phase composition and microstructure of the samples have been analyzed. The effective influence of the dispersion of the silica component on the mineral formation processes during the sintering of porcelain masses on model samples of compositions of feldspar with quartz sand and marshallite has been noted. The optimal firing temperatures for full mineral formation and structure formation have been determined, as well as the physical-mechanical and dielectric properties of the obtained ceramic samples.
Keywords:
wollastonite
; marshallite
; burning
; mullite
; microstructure
; electrical porcelain
1. Introduction
Electrical porcelain is a type of ceramic material that serves as an electrical insulating element. It must have the required electrical properties even at elevated temperatures, be highly durable, and be resistant to corrosion and wear [1,2,3,4].
Traditionally, the main raw materials for the production of electroporcelain are refractory and fire-resistant white-burning clays, kaolins, quartz sands, quartzites, feldspars and pegmatites [1,2,3,4].
Growing demands on the properties of electrically insulating porcelain products, as well as the steady depletion of stocks of conventional raw materials, lead to the search for new sources of materials [5,6,7,8].
The work is based on research on the involvement of natural highly dispersed quartz - marshalite - as the most effective silica component in electrical porcelain masses and the influence of even a small fraction of wollastonite doses on the formation of the structure and properties of ceramics [8,9,10,11].
2. Materials and Methods
The objects of the study are selected domestic types of mineral raw materials, experimental ceramic masses based on kaolin Soyuzny deposit, white-burning clay of Berlin deposit, feldspar of Sarybulak deposit, quartz sand of Mugodzharsky deposit, marshalite of Mansurata deposit, wollastonite from the Vekhne-Badam deposits and created samples of electrical porcelain [9].
The scientific research includes complex chemical, mineralogical-petrographic and electron microscopic studies of mineral raw materials and experimental samples; study of phase-structural changes during firing of porcelain masses; chemical analysis, analysis of physical and mechanical properties and electrical strength of porcelain, carried out according to the requirements of the relevant standards; analyses carried out on an X-Supreme 8000 X-ray fluorescence energy dispersive analyzer and electron microscopic studies on a JSM-6490LV (JEOL.Ltd, JAPAN) multipurpose scanning microscope [9].
3. Results and Discussion
The work shows the mineral-forming effect of the joint participation of two unusual in physical and chemical properties mineral types of raw materials that have been little studied in this technology - wollastonite of contact-metasomatic origin and quartz of finely ground to a powdery state by natural exogenous processes. The emerging features of the formation and transformation of phases, structure and physical and technical properties of the synthesized electrical porcelain were investigated.
A series of laboratory studies were carried out In the course of searching for more rational compositions of masses. New compositions were selected based on calculations and experiments. The standard composition 1SC with the following components was adopted as the starting point: kaolin (27.5%), white-burning clay (22.5%), quartz sand (18.0%) and feldspar (32,0 %) [9].
In order to establish and analyze the dynamics of changes in the characteristics of this ceramics in the process of introducing selected components for experiments, three potentially interesting compositions were found based on preliminary results – 2СМ, 3СW and 4СМW. In the 2 СМ composition, traditional quartz sand (18%) is completely replaced by marshalite, in 3СW wollastonite (2%) is used, and in 4СМW, where quartz sand (18%) is also completely replaced by marshalite, wollastonite is also introduced (2 %).
To obtain a preliminary assessment of the sinterability of the masses, melting curves were constructed using the phase diagrams of the K2O-Al2O3-SiO2and Na2O-Al2O3-SiO2 systems. The choice of two systems is explained by the insignificant difference in the К2O and Na2O contents in the masses.
The positive value of the phase diagram is that it makes it possible to determine both the sequence of separation of solid phases and the limiting state to which the system tends. The analysis of the equilibrium states of porcelain masses at different temperatures in the Na2O-Al2O3-SiO2 and K2O-Al2O3-SiO2 systems is due to the fact that the contents of other oxides do not exceed 0.5% and in total amount to 1.38%. The developed compositions under consideration are located within the SiO2 – 3Al2O3∙2SiO2– К2О∙Al2O3∙6SiO2 triangle.
The amount of primary melt formed in the masses in the Na2O-Al2O3-SiO2 system is 45% (1050 oC), and in the K2O-Al2O3-SiO2 system – 61% (985 oС). According to the equilibrium melting curves of the above systems, at a firing temperature of 1270–1350 °C, 79–81% of the melt is formed (Figure 1). The actual amount of melt during firing of the studied masses does not correspond to the amount of melt calculated from the equilibrium melting curves. Ternary eutectics are not formed in systems at temperatures of 985 – 1050 °C. This is due to the fact that mullite is not synthesized below a temperature of 1200 °C.
Insignificant shrinkage (5–6%) in porcelain masses up to a temperature of 1000 °C is associated with solid-phase sintering and the appearance of a primary melt in small quantities due to binary eutectics. The equilibrium amount of eutectic melt in the K2O-SiO2 system at a temperature of 767 oC is 6.55%, the amount of eutectic melt in the equilibrium state in the Na2O-SiO2 system at a temperature of 793 oC is 4.07 % [9,10,11,12]. The total amount of melt in the equilibrium state at a temperature of 793 °C is 10.62% (Table 1).
On the shrinkage curves, intensive sintering is recorded from a temperature of 1070 oC, shrinkage at this temperature increases from 5 – 6% to maximum values (14 – 16%) at firing temperatures of 1250 – 1300 oC (Figure 2).
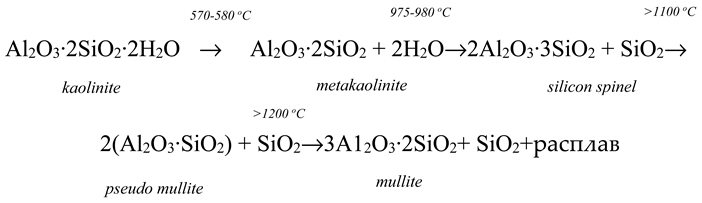
When the studied mass is fired in the solid phase, the decomposition of clay minerals occurs, mainly kaolinite, which makes up 42,5 %. Its decomposition occurs at 42 570-580 oС, and at a temperature of 975-980 oC, a spinel phase is formed according to the reaction scheme [9,12]:
The oxide system in this case does not reach equilibrium due to the fact that the mullitization process takes place at temperatures above 1200 °C. Interaction with components and dissolution of quartz is expanded in time and temperature. for activation of phase formation with the participation of silica, quartz sand in the masses was completely replaced by marshalite. Marshallite is a natural highly dispersed silica raw material, where the proportion of particles smaller than 0.01 mm is 80-85%, while the average particle size of quartz sand in the mass, even after grinding, is 25-30 microns.
The influence of the dispersion factor on the sintering processes, accompanied by active mineral formation, is demonstrated in the shrinkage and water absorption curves of the «feldspar-quartz sand» and «feldspar-marshallite» compositions we studied [8,9,12]. The preparation of the investigation samples was carry out using the same technology as the studied porcelain masses. The burning of these samples was carried out at temperatures of 600-1300 °C every 100oС. The shrinkage curves of the samples of the studied compositions are presented in Figure 3. In the temperature range of 600-1000 °C, changes in linear dimensions are insignificant, which is characterized on the graph by a straight line corresponding to 2% shrinkage. An increase in the shrinkage value for compositions with marshalite is observed starting from a firing temperature of 1000 oС. The maximum value (14.3%) of shrinkage is reached at a firing temperature of 1200 oC, and this value remains unchanged at a temperature of 1300 oС [9,10,11].
The shrinkage of samples of compositions with quartz sand up to a temperature of 1100 oC does not exceed 2%, a further increase in temperature is accompanied by an increase in shrinkage values up to 14% at a temperature of 1300oС. Analysis of the shrinkage curves of the studied compositions showed that sintering of the compositions with marshalite begins at a temperature 1100 oС, which is almost 100 °C lower than the sintering temperature of the quartz-feldspar composition [9,10,11,12].
The determination of water absorption of samples from the studied compositions becomes possible starting from a firing temperature of 1000 oC, when they begin to acquire monolithicity.
Analysis of the dynamics of water absorption of the samples of the studied compositions showed that the values of this indicator of the feldspar-quartz sand composition decrease uniformly, starting from a temperature of 1100 °C, then reach zero at a temperature of 1300 °C (Figure 4). The water absorption of the feldspar-marshallite composition approaches zero (2.0%) at a temperature of 1200°C, while that of the feldspar-quartz sand composition at this temperature is equal to 13,2 %. The obtained results show that finely dispersed marshalite actively interacts with feldspar, starting already from 1000oС [9,10,11,12].
Analysis of high-temperature phase transformations in the developed mass compositions according to X-ray diffraction patterns (Figure 5, Figure 6, Figure 7 and Figure 8) shows that the diffraction maximum of quartz in the mass with marshalite is less than the similar indicator of the mass with quartz sand. This is due to the fact that the amount of melt formed with the participation of finely dispersed silica in the mass with marshalite increases.
The increase of the glass phase content in the mass with marshalite is also confirmed by the presence of diffraction scattering in the corresponding X-ray patterns. The appearance of the largest amount of glass phase is recorded in the mass with marshalite and wollastonite.
For clarity of the comparative assessment, Figure 9 shows an X-ray pattern of reference synthetic mullite. The X-ray diffraction pattern shows slight diffraction scattering, indicating a negligible presence of glass phase. According to the data of the factory laboratory, in this sample the proportion of mullite in the crystalline phase reaches more than 92%, and quartz more than 7%.
Using the capabilities of scanning electron microscopy, it was possible to obtain additional results on the phase composition, the nature of crystalline neoplasms and the structure of synthesized materials based on the compositions 1SС, 2СМ, 3СW and 4СМW, subjected to firing at the found optimal temperatures (Figure 10).
Figure 10a shows one of the electron microscopic images of a chip of porcelain from a standard mass – 1SC. The sample has a fairly dense structure, its general appearance is represented by clearly distinguishable relics of feldspar from glass and mullite, grains of residual quartz, surrounded by halos of high-silica glass. Traces of the crystallization process of the feldspar-silica melt are clearly visible, which allowed the growth of mullite aggregates, a mineral that is not typical for the earth's crust for genetic reasons [9,10,11].
There are areas penetrated by fairly large well-developed columnar crystals and areas in which there are dense interlacing of clearly distinguishable mullite needles. The sizes of these crystals of new formations of aluminum silicate are mostly 2 - 3 microns.
In the pictures of the 2CM sample chip (Figure 10b) show a noticeable decrease in the size and amount of residual quartz, which confirms the increased reactivity of finely dispersed marshalite. Wares obtained on the basis of 2CM composition have a more uniform and dense structure. Their main and constant part, in which the crystalline phases are dispersed, is a transparent base, i.e. structurally glassy phase of the 2CM composition is a system intergrown with submicroscopic and uniformly dispersed mullite crystals [9,10,11].
The microstructure of the samples obtained on the basis 3CW composition (Figure 10c) is a complex heterogeneous system consisting of crystalline, glassy and gas phases. Glassy-mullitic regions are distinguished within the original feldspar particles and almost undecomposed particles of clay minerals. The noted mullite formations due to feldspar are completely different in size and growth pattern. Large mullite needles grow from the surface inward as the composition changes due to alkali diffusion in feldspar relics. The presence of quartz grains with surrounding shell structure of glass mass is characteristic. The quartz surface is usually corroded by the feldspar melt. Mullitization extends right up to the outer edge of the glass phase zone.
The study of electron microscopic materials of samples of the 4CMW composition (Figure 10 g, d) showed that the structure of the developed samples containing marshalite and wollastonite is characterized by a denser structure and is characterized by the highest degree of mullitization. There are practically no pores in the products. The number and overall dimensions of the needle-shaped mullite crystals in the products, compared to other compositions, have noticeably increased due to the complex initiating effect of marshalite and wollastonite on the course of mineral formation [9,10,11,12].
Experiments show that in this ceramics, replacing traditional quartz sand with marshalite helps to reduce the temperature of the liquid phase appearance, and wollastonite has a positive effect on the structure and properties of the binary eutectic melt. At the same time, diffusion processes involving the melt are activated, and its dissolving capacity increases. As a result, the amount of dissolved primary mullite increases and it is transformed into a crystalline phase in the form of secondary mullite, which is mostly represented in feldspar areas in the form of shagreen and thick felted fabric. There are areas with densely intertwined and intergrow mullite needles that form a three-dimensional framework (Figure 10d). All this ensures an increase in thermal resistance, physical, mechanical and electrical strength of porcelain. Porcelain samples of composition 4SMW have a good degree of maturity [9,10,11].
The achieved transformations in the composition and structure of the developed ceramic materials had a positive effect on all the properties included in the standards (Table 2).
It should be noted that the firing temperature for the developed compositions has been reduced to a useful level, it is in the range of 1270-1300 °C, while for the standard sample it is 1340 °C.
Water absorption, shrinkage and density for all developed samples are normal and stable.
The electrical strength of products made from composition 1SC meets the requirements for ceramic electrical materials of group 100, and the highest indicator in this regard is for 4SMW composition. This is the result of the complex effect of marshalite and wollastonite. The electrical strength of products made from composition 1SC meets the requirements for ceramic electrical materials of group 100, and the highest indicator in this regard is for 4SMW composition. This is the result of the complex effect of marshalite and wollastonite. Replacing quartz sand in the mass with marshalite, which easily forms eutectics with orthoclase and albite, helps to reduce the melt appearance temperature. Entering the ceramic masses from the wollastonite structure Ca2+ ions (1.04 Å) activate the crystallization ability of mullite from this eutectic melt and replace Na+ (0.98 Å) and K+ (1.33 Å) ions. As a result, electrical strength increases. An increase in the number and length of mullite crystals due to the action of wollastonite also has a positive effect on the mechanical strength of porcelain. The bending strength of samples made of masses with marshalite and wollastonite is the highest and amounts to 81.7 MPa [9,10,11,12].
Thermal stability of the samples of the studied porcelain masses was determined by performing successive cycles - heating in an electric furnace with a 30-minute soak at a given temperature and abrupt cooling in water for 15 minutes. The results of determining the thermal stability of the samples showed full compliance of their values with the requirements of State Standards. The highest thermal stability indicators were found in samples of 2CM and 4CMW compositions.
Thus, the introduction of original natural infusible wollastonite and marshalite into ceramic masses, justified in crystal chemistry, very effectively affects the processes of mineral formation and the formation of the structure of ceramic stone.
4. Conclusions
It has been established that the sintering process of the developed ceramic compositions does not correspond to the equilibrium state. Ternary eutectics in the Na2O-Al2O3-SiO2 (1062 oC) and K2O-Al2O3-SiO2 (985 oC) systems are not formed. The discrepancy between the equilibrium melting curves and the actual sintering of the masses is the driving force of the sintering process of the studied masses.
Replacing quartz sand in porcelain mass with highly dispersed marshalite reduces the porcelain sintering temperature by 50 °C to 1290±10 °C due to the formation of eutectic melts in the K2O-SiO2 (767 °C), Na2O-SiO2 (793 °C) systems and eutectic melts of the quartz-orthoclase (990 °C) and quartz-albite (1062 °C) systems. The temperature of interaction of marshalite with feldspar in the developed masses approaches equilibrium and corresponds to temperatures of 1000–1050 °C [9,10,11,12].
The introduction of wollastonite (2±0.2%) into the developed mass promotes crystallization of needlelike mullite from the melt by reducing the viscosity of the melt. At the same time, the bending strength of porcelain samples increases by 20% and reaches 75.9 MPa. Complete replacement of quartz sand in the composition of the masses with highly dispersed marshalite and the introduction of a small amount of wollastonite (2%) reduces the sintering temperature of the products by 70–80 °C to 1270±10 °C compared to 1340±10 °C for the standard 1SC mass. At the same time, thermal strength increases by 22% (202 K), bending strength by 29.1% (81.7 MPa) and electrical strength by 29.0% (34.2 kV/mm) [9,10,11,12].
The formation of a eutectic melt at temperatures approaching equilibrium and an increase in the range of the sintered state due to finely dispersed silica marshalite, as well as a decrease in the viscosity of the melt by Ca2+ ions of wollastonite create effective conditions for the crystallization of acicular mullite formations, which are so important in the formation of the material composition and structure of technical ceramics.
Author Contributions
Conceptualization, M.Y.K., B.O.Y and V.I.V.; methodology, M.Y.K., B.O.Y and T.A.A.; data curation, M.Y.K., B.O.Y and V.I.V.; investigation, M.Y.K., T.A.A., and Y.S.D.; writing—original draft preparation, A M.Y.K., B.O.Y and V.I.V.; writing—review and editing, M.Y.K., B.O.Y, T.A.A. and Y.S.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research is funded by the Committee of Science of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No. BR21882181).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
This paper was financially supported by the Committee of Science of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No. BR21882181).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Augustinik, A.I. Ceramics. Leningrad: Stroyizdat, 1975, 592 p. (in Russian).
- Maslennikova, G.N., Kharitonov, F.Ya., Kostyukov, N.S., Pirogov, K.S. Technology of electroceramics. Moscow: Energy. 1974. 224 p. (in Russian).
- Guzman, I.Ja. Chemical technology of ceramics. Moscow: Building materials, Russia, 2003. 496 p. ISBN 5-94026-004-7 (in Russian).
- Sulimenko, L.M. General technology of silicates. Moscow: INFRA-M, Russia, 2010. 336 p. ISBN: 978-5-16-003832-2 (in Russian).
- Maslennikova, G.N., Konesheva, T.I. The effect of mineralizers on the sintering of porcelain masses. Glass and ceramics. 1987. N 4. P. 13-15 (in Russian).
- Mehta, N.S., Sahu, P.K., Tripathi, P., Pyare, R., Majhi, M.R. Influence of alumina and silica addition on the physico-mechanical and dielectric behavior of ceramic porcelain insulator at high sintering temperature. Boletín de la Sociedad Española de Cerámica y Vidrio. 2018. V. 57. N 4. P. 151-159. [CrossRef]
- Kasmamytov, N.K., Kalenderov, A.Zh. Effect of mineral additives on firing temperature and properties of electrical porcelain (review). Eurasian Scientific Association. 2020. Vol. 59. No. 1-1. P. 40-45 (in Russian).
- Vereshhagin, V.I., Kozik, V.V., Syrjamkin, V.I., Pogrebenkov, V.M., Borilo, L.P. Polyfunctional inorganic materials based on natural and artificial compounds: monograph. Tomsk: Tomsk University Publishing House, 2002. 359 p. ISBN 5-7511-1553-8 (in Russian).
- Kurbanbaev, M.E. High-voltage electrical porcelain based on mineral raw materials of the Republic of Kazakhstan using marshalite and wollastonite. Dissertation for the degree of candidate of technical sciences - National Research Tomsk Polytechnic University, Tomsk, Russia, 2021 (in Russian).
- Kurbanbaev, M.E. Electrotechnical Porcelain Using Native Fine Silica-Containing Raw Materials and Wollastonites. Glass and Ceramics -Moscow, 2020, №76 (11-12), P. 468 – 473.
- Kurbanbayev, M.E. Mineral raw materials selection and electrotechnical use porcelain synthesis / M.E. Kurbanbaev, V.I. Vereshchagin, B.O. Esimov, T.A. Adyrbaeva. News of the National Academy of Sciences of the Republic of Kazakhstan, Series of Geology and Technical Sciences, -Almaty, 2019, 4(436), P. 238–245. [CrossRef]
- Vereshchagin, V.I., Kurbanbaev, M.E., Yesimov, B.O., Root, L.O., Mogilevskaya, N.V. Sintering processes, phase formation, structure formation and properties of electrical porcelain using marshalite and wollastonite additives. News of universities: Chemistry and chemical technology. Russia, 2024. Vol. 67. Issue 5. P. 87-98. [CrossRef]
Figure 1.
Equilibrium melting curves of the studied masses: 1 – K2O-Al2O3-SiO2 system; 2 – Na2O-Al2O3-SiO2 system.
Figure 1.
Equilibrium melting curves of the studied masses: 1 – K2O-Al2O3-SiO2 system; 2 – Na2O-Al2O3-SiO2 system.
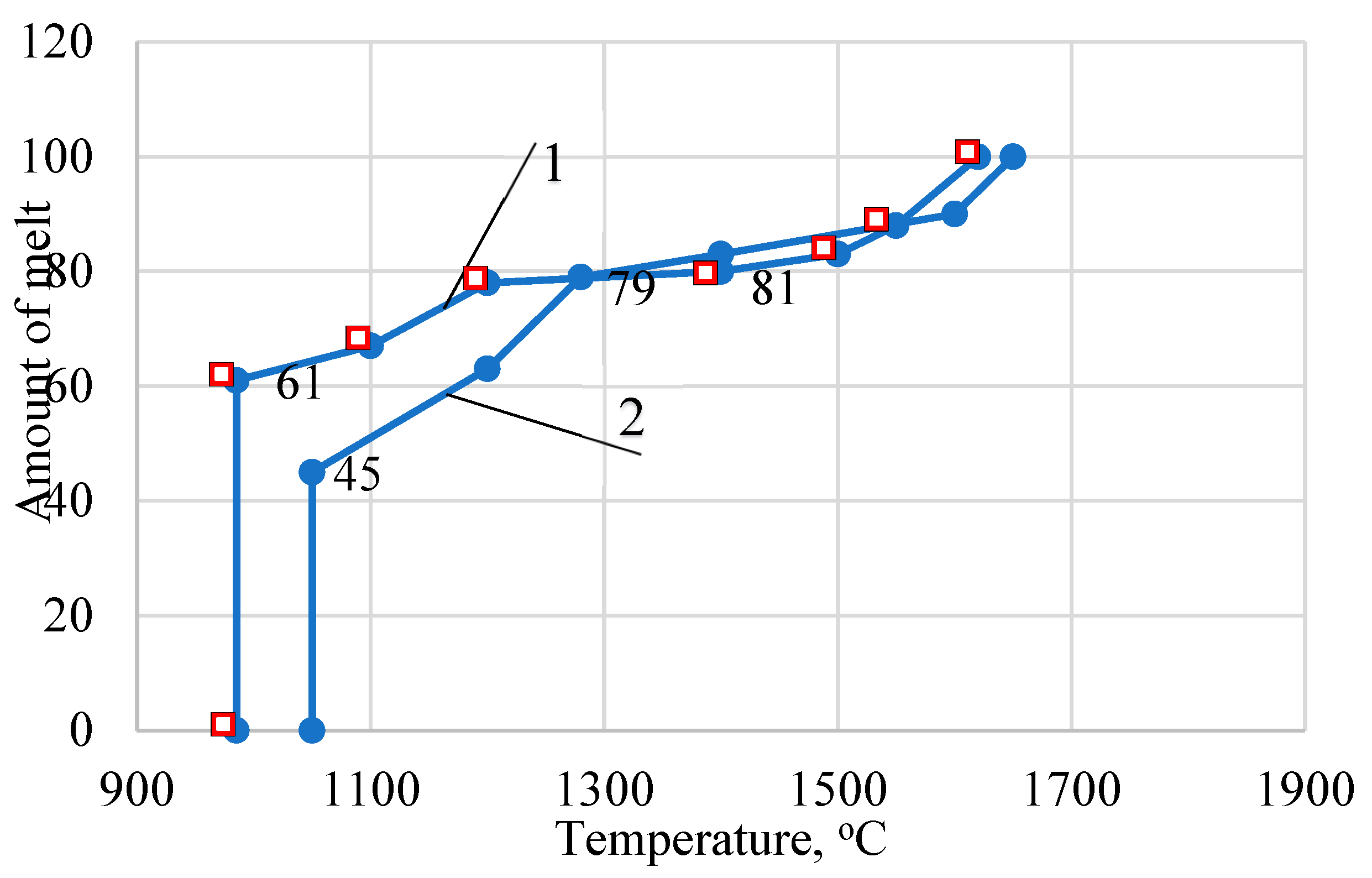
Figure 2.
Shrinkage of test samples fired at different temperatures.
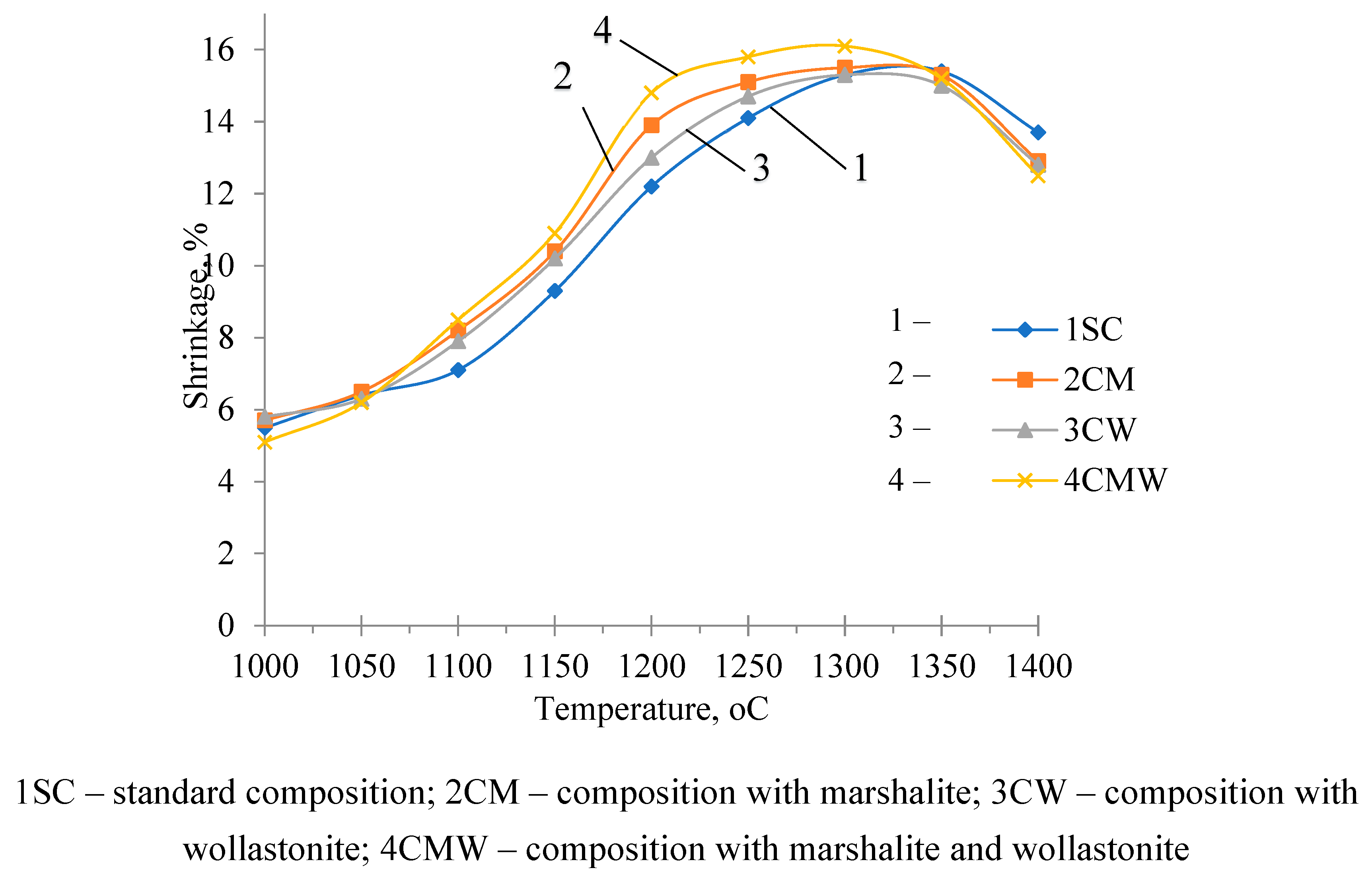
Figure 3.
Shrinkage of experimental samples of compositions fired at different temperatures: 1 – «feldspar-quartz sand»; 2 – « feldspar-marshallite ».
Figure 3.
Shrinkage of experimental samples of compositions fired at different temperatures: 1 – «feldspar-quartz sand»; 2 – « feldspar-marshallite ».
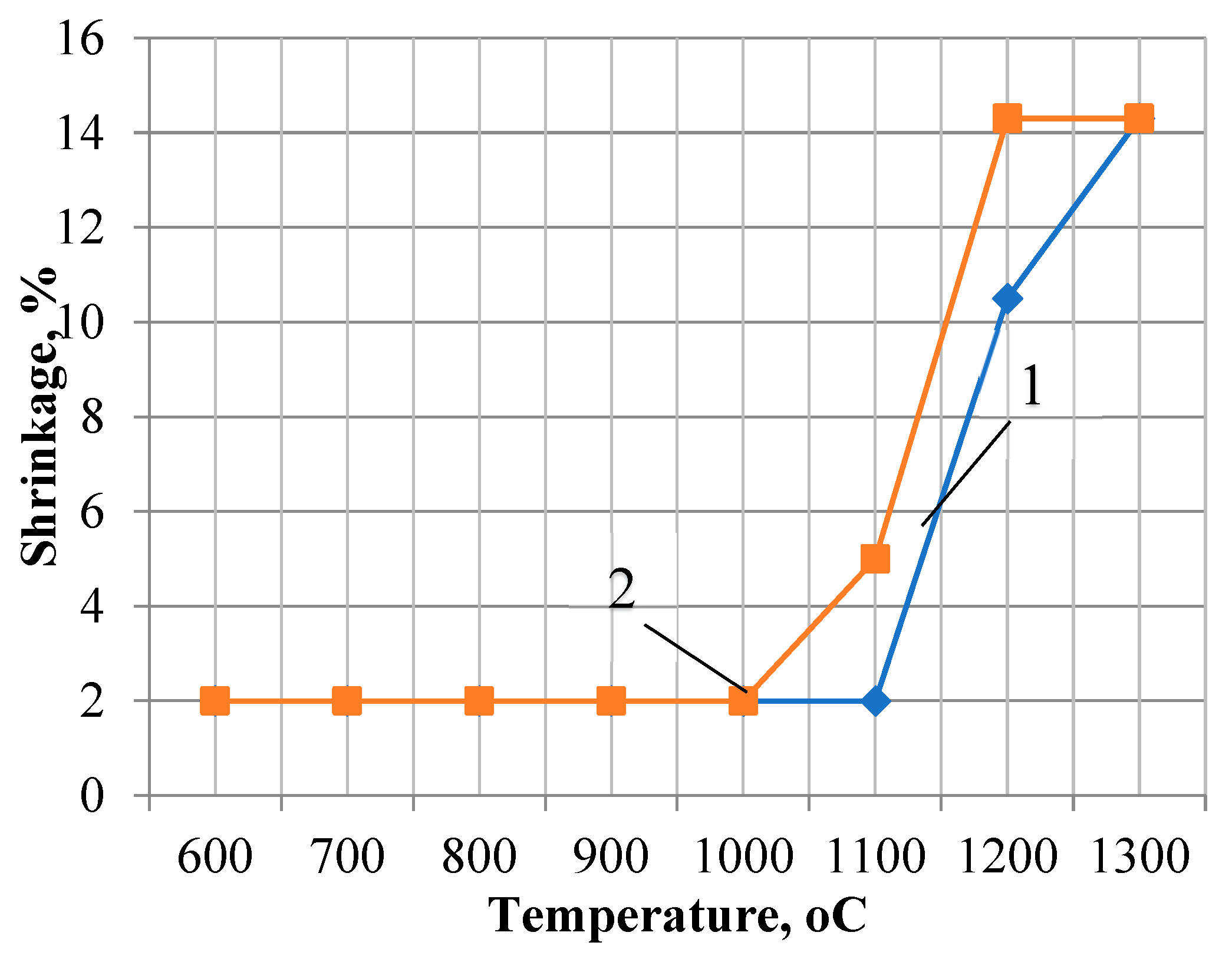
Figure 4.
Water absorption of experimental samples of compositions fired at different temperatures: 1 – “feldspar-quartz sand”; 2 – “feldspar-marschallite”.
Figure 4.
Water absorption of experimental samples of compositions fired at different temperatures: 1 – “feldspar-quartz sand”; 2 – “feldspar-marschallite”.
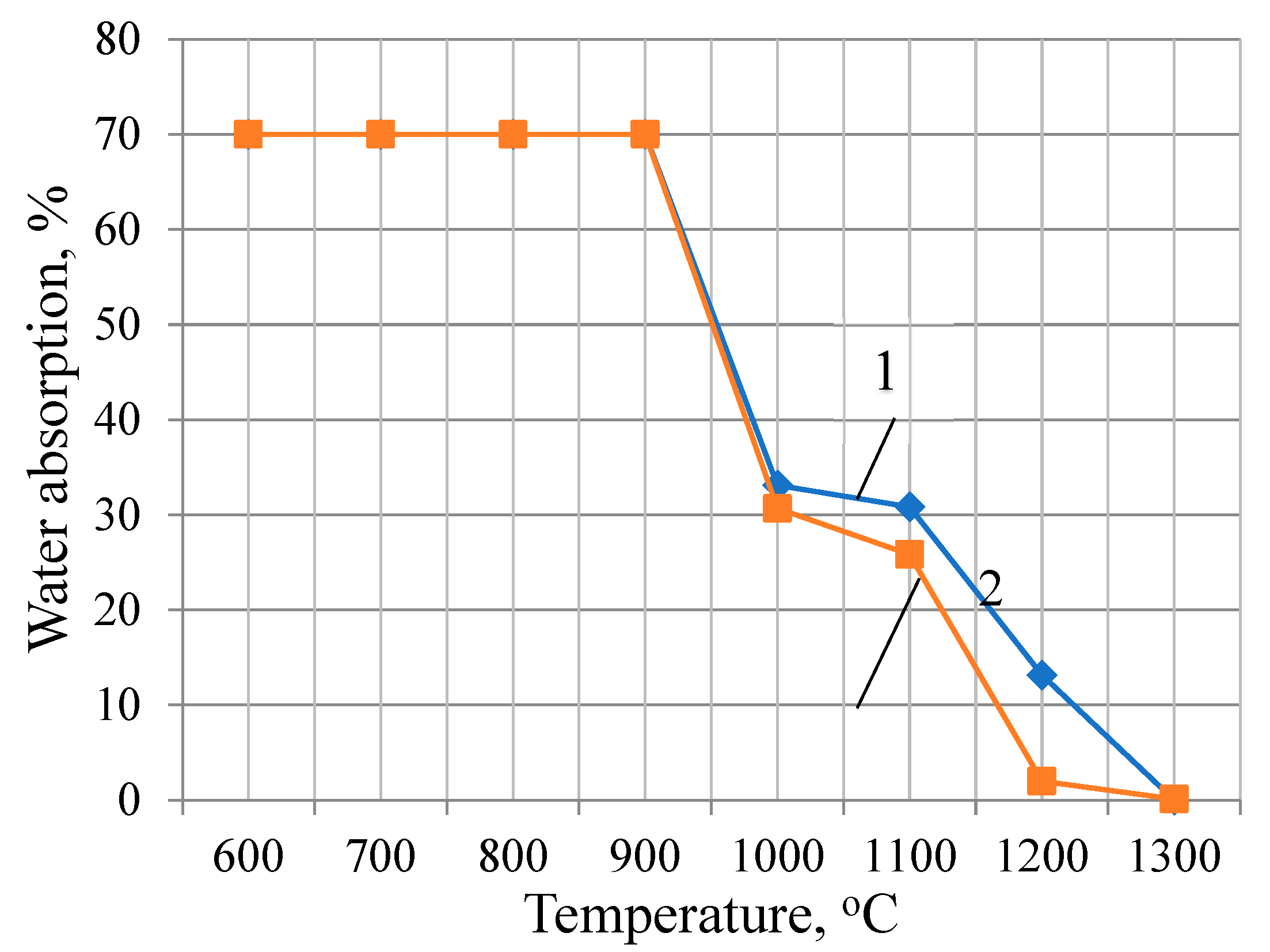
Figure 5.
X-ray diffraction pattern of ceramics fired at 1320 °C from standard composition – 1SC.
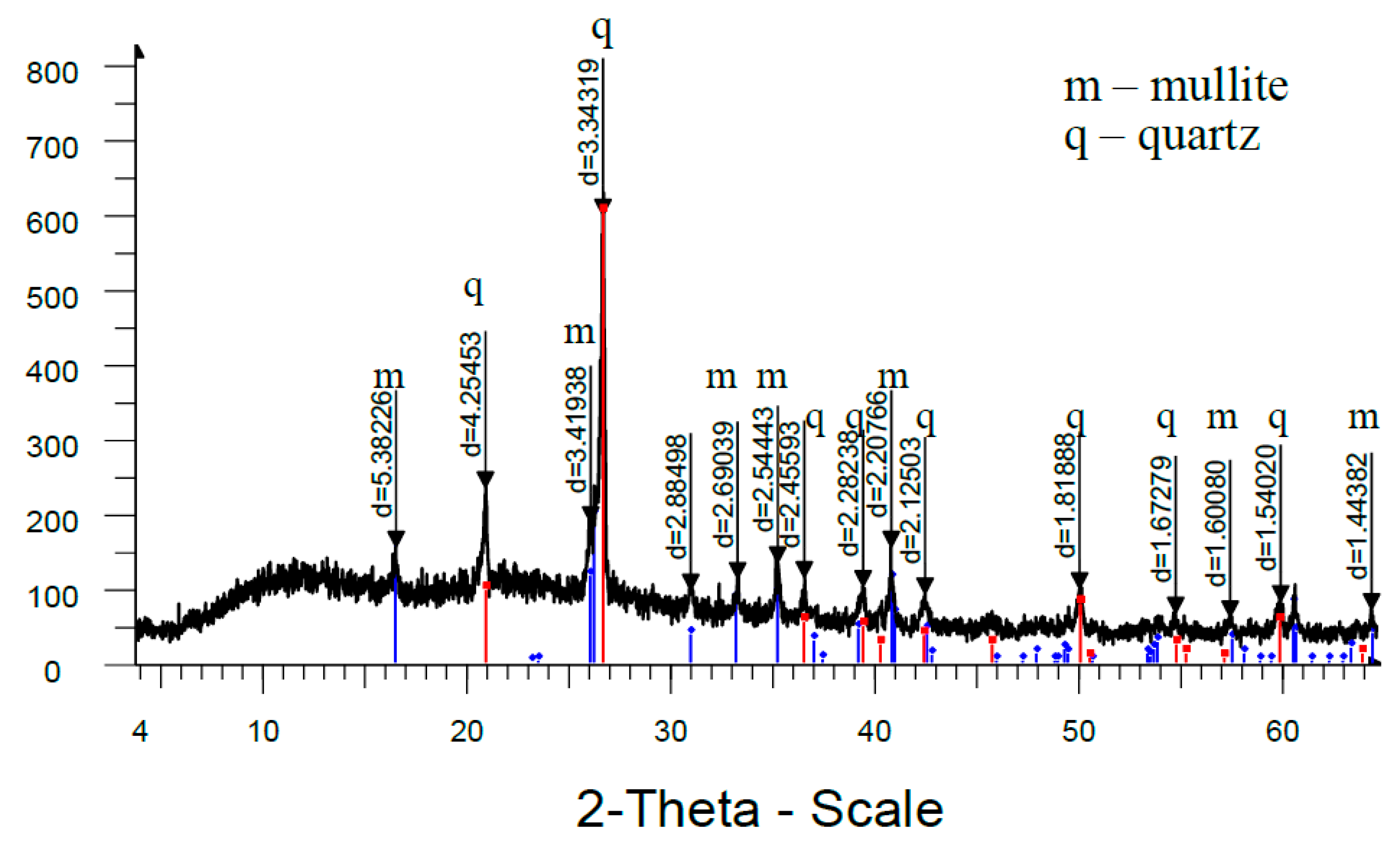
Figure 6.
X-ray diffraction pattern of ceramics fired at 1290 oC from a mass with marshalite – 2CM.
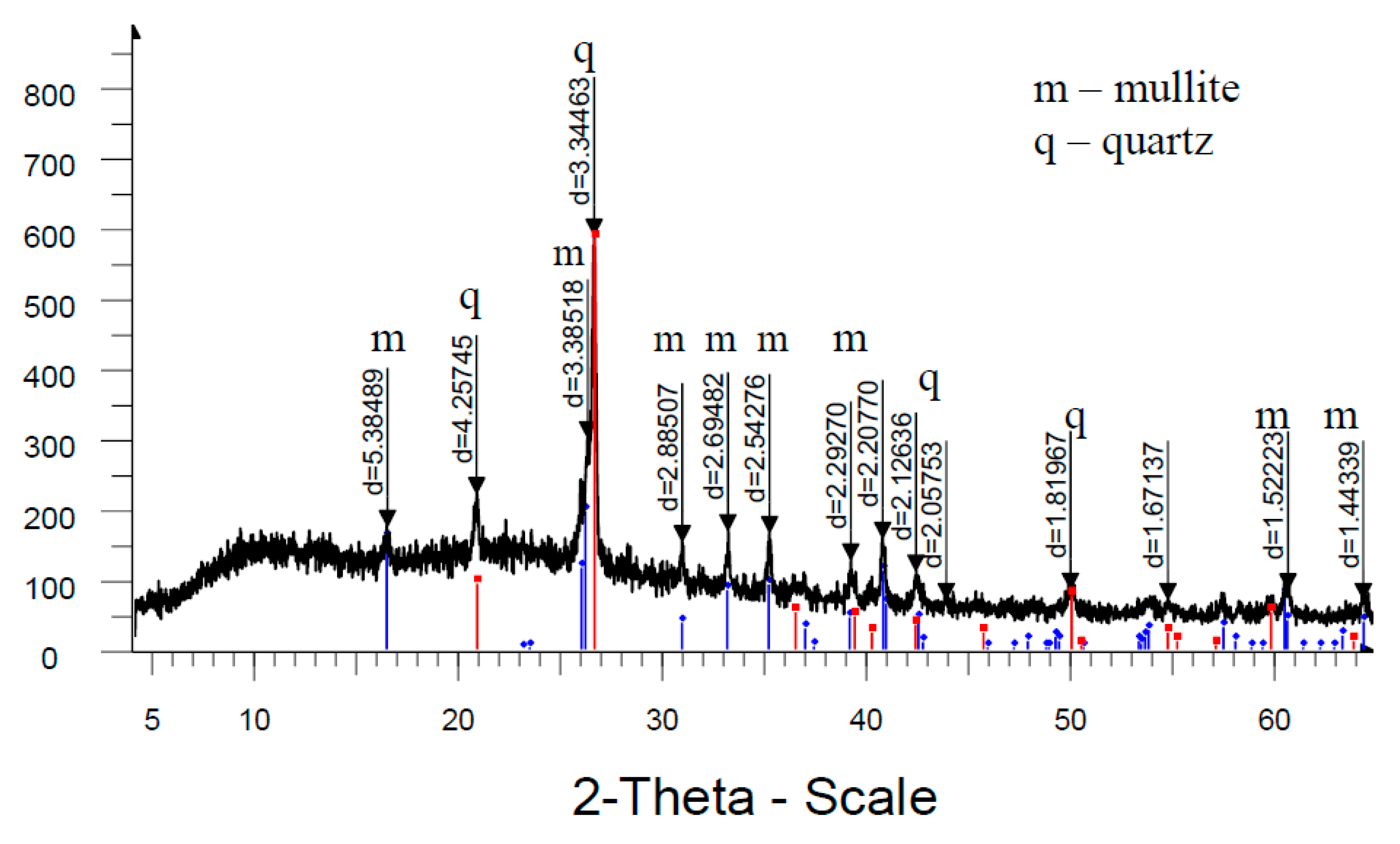
Figure 7.
X-ray diffraction pattern of ceramics fired at 1300 oC from a mass with wollastonite – 3CW.
Figure 7.
X-ray diffraction pattern of ceramics fired at 1300 oC from a mass with wollastonite – 3CW.
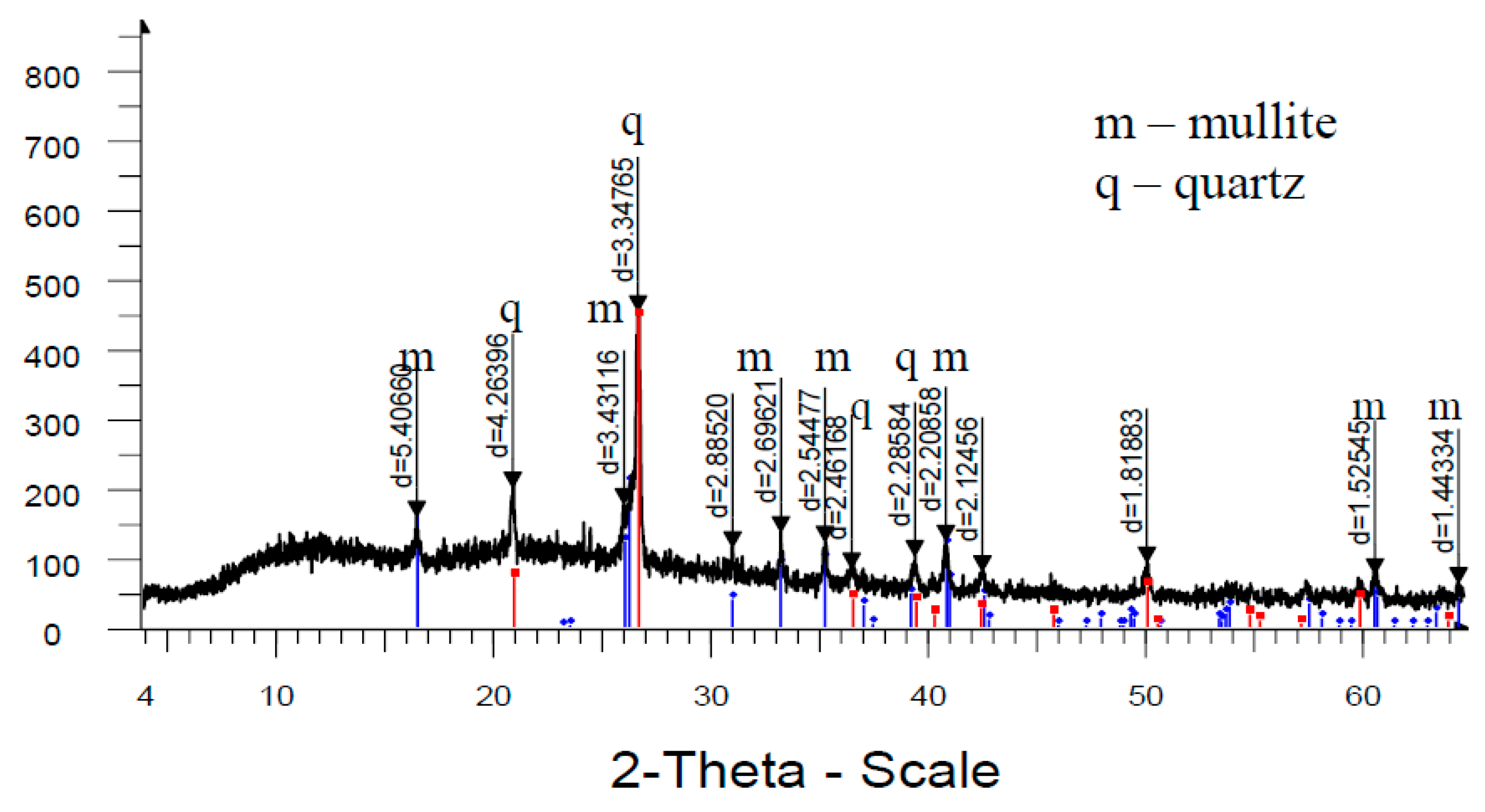
Figure 8.
X-ray diffraction pattern of ceramics fired at 1270°C from a mass with marshalite and wollastonite – 4CMW.
Figure 8.
X-ray diffraction pattern of ceramics fired at 1270°C from a mass with marshalite and wollastonite – 4CMW.
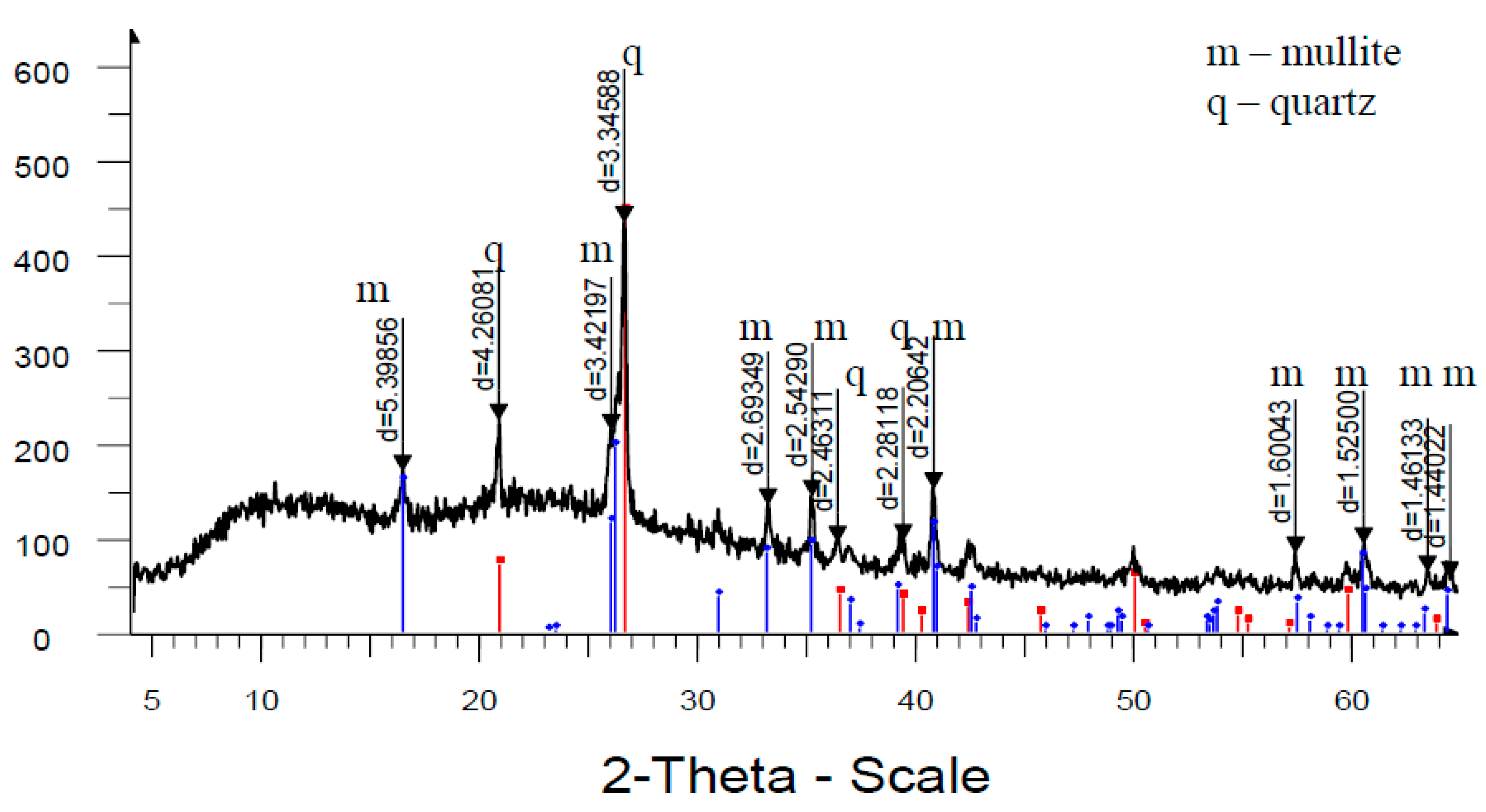
Figure 9.
X-ray diffraction pattern of synthetic mullite.
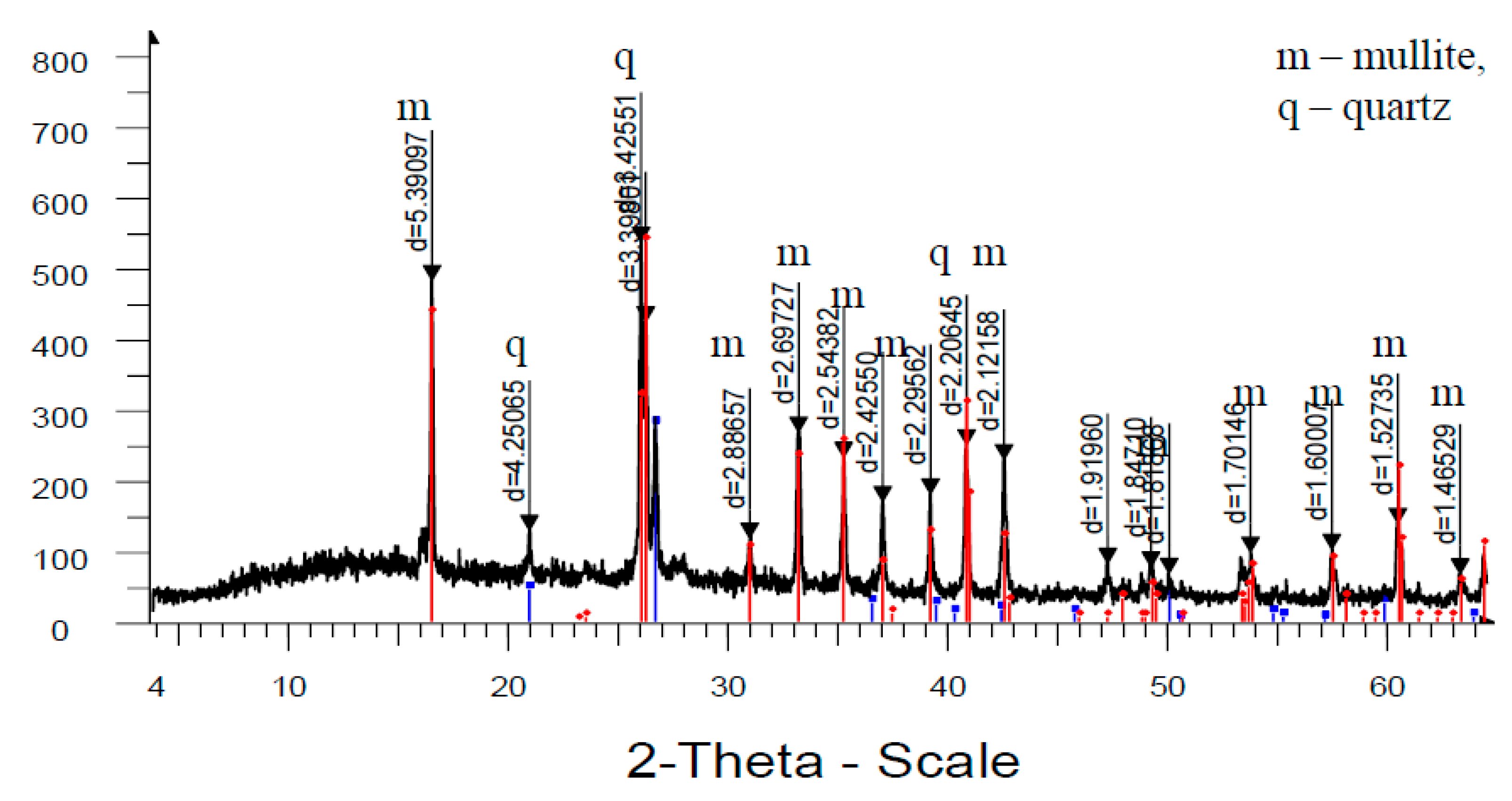
Figure 10.
Micrographs of ceramic samples burned at the optimum temperatures.
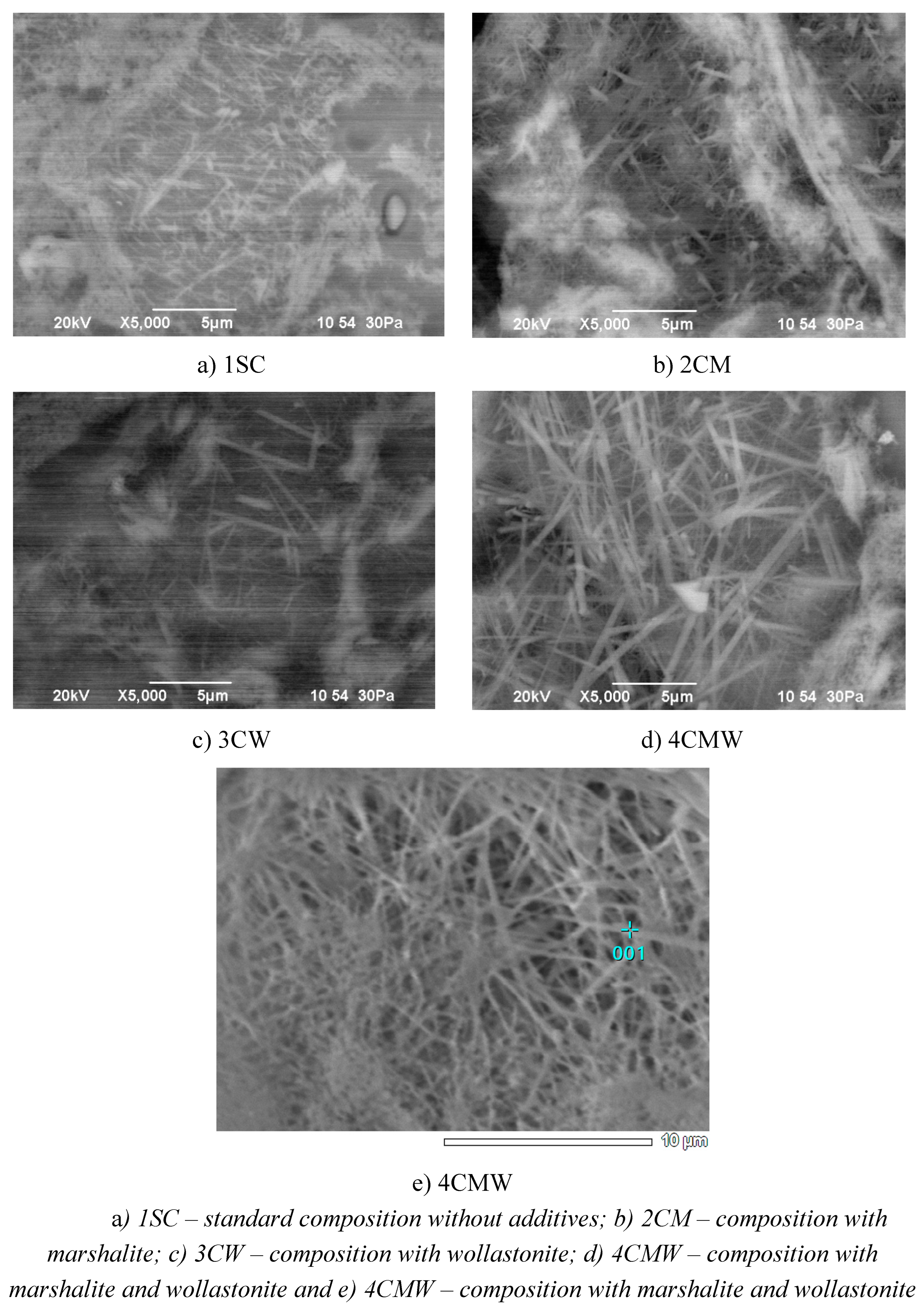

Table 1.
Compositions of low-temperature eutectics in binary systems and the equilibrium amount of melt.
Table 1.
Compositions of low-temperature eutectics in binary systems and the equilibrium amount of melt.
| System | Composition, mass. % | Temperature, oС | Amount of melt, % | ||||
| Na2O | K2O | Al2O3 | SiO2 | эвтект. | сумма | ||
| K2O-SiO2 | 26,4 | - | - | 73,6 | 767 | 6,55 | 6,55 |
| Na2O-SiO2 | 26,1 | - | - | 73,9 | 793 | 4,07 | 10,62 |
| Al2O3-SiO2 | 5,5 | 94,5 | 1585 | ||||
Table 2.
Properties of the obtained ceramic samples.
| Types of properties | State Standards requirements | Compositions | |||
| 1SС | 2СМ | 3СW | 4СМW | ||
| Burning temperature, oС | - | 1340±10 | 1290±10 | 1300±10 | 1270± 10 |
| Water absorption, % | 0,0 | 0,0 | 0,0 | 0,0 | 0,0 |
| Shrinkage, % | - | 15,5 | 15,7 | 15,1 | 16,1 |
| Density, g/cm3 | 2,3 | 2,39 | 2,48 | 2,45 | 2,53 |
| Bending strength, MPa | 60 | 63,3 | 72,8 | 75,9 | 81,7 |
| Electrical strength, 50 Hz, kV/mm | 25 | 26,5 | 28,2 | 31,8 | 34,2 |
| Thermal resistance, K | 160 | 165 | 191 | 173 | 202 |
| Interval of sintered state, oС | - | 30-40 | 70-80 | 30-40 | 70-80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



