
Submitted:
03 February 2025
Posted:
19 February 2025
You are already at the latest version
Abstract
The conception of circular economy is one of the crucial approaches that could accelerate the processes of achieving the sustainable development goals that challenged all industries and societies. This study aims to develop a full-scale technology for self-sustaining double stage circularity through utilization of sunflower agriculture’s waste into bio-fertilizers. The investigation is performed in Bulgaria as available sunflower hush ashes (SHA) are subjected to analyses regarding their applicability for bio-fertilizer production. The design of technology and full-scale equipment commissioning process are described. The conditions and results from adjustment tests are presented and based on them the optimal operating parameters are defined. The successful granulation of different samples of SHA at these conditions is performed as the final granular bio-fertilizers are characterized with content of 30 wt. % K2O and 5 % wt. P2O. The moisture of prepared granules is approx.. 5 wt. % and they pass the crushing tests at 2.5 kgf. The bio-toxicity of bio-fertilizer is also analyzed and the results show their applicability in agriculture. The proposed approach allows the initial sources of K2O and P2O from soil feeding the sunflowers to circulate in different industrial technologies and to enter again in the soil through bio-fertilizers.
Keywords:
sunflower husk ash
; bio-fertilizer
; granulation
1. Introduction
The growth of the global human population is frequently associated to an increasing demand for food and natural resources around the world [1]. Rapid industrialization and poor waste management result in significant losses in agriculture and the food sector, causing environmental damage and food supply insecurity. Solutions include converting waste into energy, composting, better storage, and stronger policies. Educating producers and consumers on sustainable practices can also reduce waste and create economic opportunities [2]. Agriculture, which generates substantial waste, has great potential to contribute to the circular economy. Transforming agricultural by-products such as plant residues, animal waste, and food industry waste into valuable resources can reduce waste and create new economic opportunities. These materials are often discarded or burned, causing environmental harm. The shift from a linear to a circular model can unlock the potential of agricultural waste [3]. In the EU, 88 million tons of food waste are generated annually, which has serious economic, social, and environmental impacts. Globally, one-third of all food produced is lost—around 1.3 billion tons of food. (United Nations Environment Programme (UNEP), 2021, Food Waste Index Report).
According to the Eurostat statistics on the production of major cereals from 2013 to 2023, the EU produced 271.6 million tons of cereals in 2023, almost the same as in 2022. The report for Bulgaria in 2022 shows harvested areas of 1.9 million hectares of cereals and 917 thousand hectares of sunflower, with increasing production. Data for sunflower production in Bulgaria in 2023 was 1,764,594 tons or 69.7%, with waste quantities after processing around 3 ton [4]. Overall, the EU produced 271 million tons of cereals in 2023, with significant increases in sunflower and soybean production (Production of main cereals, EU, 2013-2023). These data indicate that there is substantial waste from these foods. The scientific community has made progress in improving waste management and transforming it into valuable products [5]. H. Lui et al. [6] report on the distribution and potential of plant biomass, focusing on rural areas in China. Legal regulations and environmental issues are increasing the demand for biological fertilizers with microorganisms for improved nutrient absorption [7]. Fertilizer production technologies are increasingly incorporating renewable resources, although most products still rely on mineral resources and coal. The European Commission aims to reduce the use of non-renewable resources in fertilizer production by 30% [8]. The widespread use of chemical fertilizers leads to global soil, water, and air pollution, while biological fertilizers help preserve the natural state of the soil and enrich it with nutrients [9,10]. Using food industry waste for the production of bio-fertilizers can improve agricultural outcomes [11,12,13,14]. Technologies for stabilizing organic waste have been explored [15]. Bio-fertilizers are becoming the primary choice for organic farming due to the increasing demand for organic products [16]. They improve the growth and quality of sunflower seeds while enhancing both productivity and plant quality [17,18]. Sunflower is an important agricultural crop for most countries that grow sunflower, and a significant part of the harvest in Europe, according to Eurostat data. From an industrial perspective, vegetable oil production is an important sector for sunflower seed-producing countries. Plant waste, such as tree leaves, wood shavings, straw, and rapeseed stems, is increasingly used as alternative fuels. The ash produced during their combustion represents a valuable resource that can be used as fertilizer for various plants. It contains important nutrients like phosphorus, potassium, calcium, magnesium, and several trace elements (such as zinc, copper, cobalt, manganese, and iron). During sunflower processing, sunflower husks remain unused. Depending on the growing conditions and fertilizers used, they contain various nutrients and trace elements beneficial for plants. Therefore, the ash obtained from burning husks can be used to fertilize plants [18,19,20,21,22]. Sunflower ash is known as a good and inexpensive source of potassium carbonate (K2CO3), which can recycle both agricultural and industrial waste [23,24,25,26,27,28]. Additionally, sunflower husks can be used to produce fertilizers with an NPK composition of 0-6-13, making them suitable for various agricultural needs [29]. Other studies show that sunflower husk ash does not contain hazardous or harmful substances and meets safety standards, making it suitable for use in industrial processes [30].
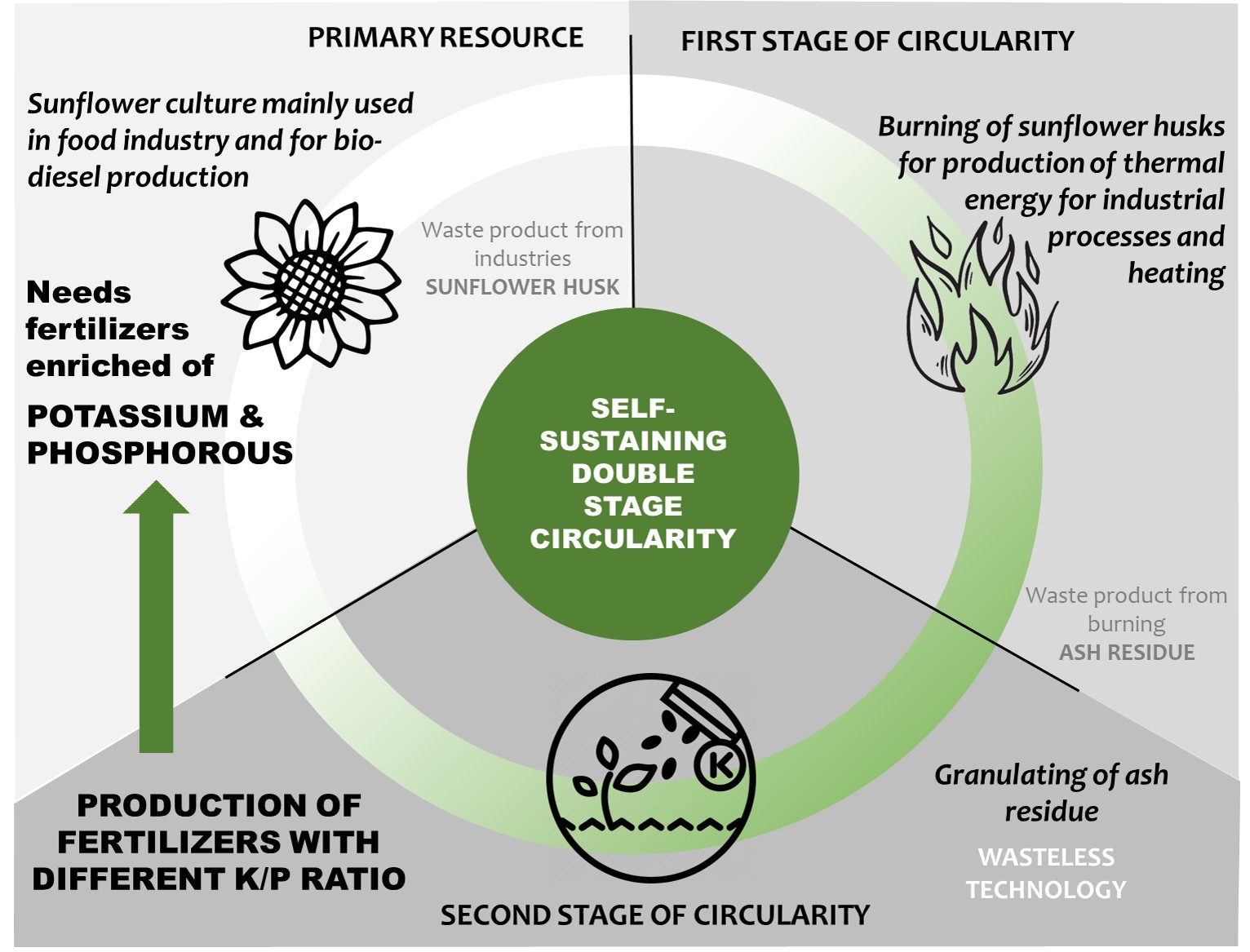
The aim of this study is to design the full-scale technology for self-sustaining double stage circularity through utilization of sunflower agriculture’s waste into bio-fertilizers. First stage of circularity covers the burning of sunflower husks for production of thermal energy for industrial processes and heating and the second one encompasses the bio-fertilizers production from the obtained ash residue. The research experimentally investigates the full-scale technological approach regarding the second stage implementation in the industry.
2. Materials and Methods
In Bulgaria there are twelve industrial enterprises that have already had implemented the first stage of the considered approach and where the sunflower husks residue incinerates in industrial boilers. The mineral composition of the sunflower husks releases as fly ash captured by cyclone filters or as bottom ash both in powder. Storage place situated at the industrial enterprises site collects the mixture of fly and bottom ash. European and local legislations treat these mixtures as waste products and they have to be managed in special manners and in fee regimes. For the purpose of this study, we stocked up with SHA samples from all twelve enterprises and with four samples from Romanian enterprises due to their local suitability as source of raw material. Table 1 summarizes the SHA subjected to composition analyses and further experiments for granulation based on suppliers and sampling zone from the industrial plant.
The chemical composition of all SHA is analyzed in an accredited laboratory SGS Bulgaria Ltd., with accreditation BAS reg. № 146 LI, from 29.09.2023, valid until 31.05.2026. The ICP method is applied for the element identification as the major components are presented in their oxide forms in wt. % on dry sample. The trace elements are presented as concentration in mg/kg.
After the process of granulation, further composition analyses were performed through the same analytical techniques in the accredited laboratory. For the applicability evaluation as bio-fertilizers the obtained granules were subjected to extended composition analyses regarding their bio toxicity properties.
During the commissioning activities we measured the moisture of SHA samples on the site with the help of infrared analytical scale Kern DAB 100-3.
Figure 1 presents the technological scheme on the basis of which the full-scale installation with a capacity of up to 5 t/h was built within the framework of the study.
All delivery and construction activities were carried out by Green Circle Biotech Ltd., Bulgaria at their industrial site located in the town of Polski Trambesh. Our research group participated in the commissioning activities with analyses of influence of process parameters over the final product quality and with adjustment of operating parameters based on specified initial and boundary conditions described in the experimental part of the article.
3. Results and Discussion
3.1. Sunflower Husk Ashes Composition
The results for SHA major compounds in their oxide forms are presented in Table 2. The SHA samples consists mainly of K2O in the range of 12.0–44 wt. %, P2O5 in the range of 1.4 wt.–10.5 wt. %, MgO in the range of 7.3–16.1 wt. %, SO3 in the range of 3.1–15.8 wt. %, CaO in the range of 11.7–33.8 wt. %, and Fe2O3 up to 1.9 wt. %. The main reason for the wide range of the obtained composition is that the sunflower plants involved in the first industrial processes grow in different soil based on their geographical location and used additives and fertilizers [31]. The results correspond well with analyses performed in other researches [32,33]. The key compounds related to our research work are potassium and phosphorous due to the targeted bio-fertilizers consist of 30 wt. % K2O and 5 wt. % P2O5. Ash samples SHA7-S and SHA13-S are the only powdered materials that could be directly subjected to granulation due to their similarity of composition to the targeted. All other analyzed samples have to be used in mixture by each other like SHA1-F, SHA4-F, SHA5-F, and SHA15-S are additives suitable for increasing the potassium content. Analogously samples SHA2-F, SHA3-S, SHA9-S, and SHA12-S could be used as additives for phosphorous enrichment of the final product. The results show that the sampling place is crucial for the composition of SHA as the concentration of K2O drastically reduced in storage place compared to the filter collectors, which could be explained by the potassium dissolution in rainwater. The presence of SO3 in all samples benefits the properties of the raw materials due to the sulfur is essential for vary plants’ growth functions like nitrogen metabolism, enzyme activity and oil synthesis [34].
3.2. Commissioning of Full-Scale Technology and Adjustment of Process Parameters
The process begins in a batching machine by feeding raw material into four hoppers, from where different volumes of ash, subject to subsequent granulation, are dosed (Figure 2a). SHA from each hopper is fed along a separate conveyor belt to the main belt elevator (Figure 2b). The SHA feeding volumes are determined by changing the rotation frequency of the individual conveyor belts in the range of 12-120 Hz. The main belt elevator transports the SHA samples to the mechanical grinder where the larger fractions are crushed and the entire sample volume is brought to a powdery state (Figure 2c). Next stage of process covers the mixing of SHA samples and it is performed in humidifying mixer where the sample is prepared for granulation (Figure 2d). The facility is opened vessel equipped with two counter-rotating shafts each other covered by 20 blades. According to the commercial granulator facility requirements the inlet moisture of the samples has to be in the range of 20-25 wt. % to carry out the process of granulating. Since the supplied SHA by different source are characterized with moisture content in very wide range of 3-30 wt. % because of different manners of storage and logistic, the preliminary treatment is required. Primary experiments and analyses have shown that very low moisture content in SHA samples (< 5 wt.%) leads to loss of material in bunkers and main elevator belt due to its high volatility, while very high moisture content (> 15 wt. %) leads to deposition of SHA on the walls of the facilities. All supplied samples with moisture content outside the estimated range are subjected to preliminary exposure to atmospheric conditions, protected by rainwaters, to release or adsorb water content.
The commissioning process continued with setting the operating parameters of the humidifier mixer. We performed tests in following sequence: measure of SHA sample moisture with IR analytical scale at the inlet of the humidifier mixer (Win in wt. %); dosing of technical water flow through nozzles placed in the shafts (Gtw in l/min); measure of SHA sample moisture with IR analytical scale at the outlet of the humidifier mixer (Wout in wt. %). It was performed numerous experimental tests and optimizations and as a results were defined operating parameters of water pumps depends on necessary flow based on the initial moisture of the SHA samples and targeted Wout = 22 wt. %. Table 3 presents the established working regimes of humidifier mixer at optimal load of full-scale system of 4 tones per hour final production.

Table 2.
Established working regimes of humidifier based on the initial moisture.
|
Win wt. % |
5–8 | 9–12 | 13–15 |
|
Gtw l/min |
18 | 8 | 2 |
After the humidifier mixer, the process continued in the granulator as the SHA sample in transported between them through another belt elevator. The granulator is a closed vessel with diameter of 1.8 m, length of 12 m, constant rotation speed of 14 rpm and 2° slope (Figure 3a). Rubber insert layer with 0.008 m thickness covers total inner surface of the vessel. During the commissioning, we observed the adhesion of SHA to the inner walls and we installed an additional hammer mechanism outside of the granulator facility.
The next stage of technology is drying of obtained granules in rotary drum heater with diameter of 1.8 m, length of 18 m and constant speed of 4 rpm (Figure 3b). Propane-butane burner produces the heat for the drying process and a fan with capacity of 20 000 m3/h ensures the air dynamic.
A series of experiments were conducted to adjust the process parameters of the dryer at different conditions of temperature of inlet hot air (tin, °C) and exposure time (τ, min). At the end of the drying process the granules are subjected to moisture content analyses (Wgran, wt.%), crushing tests at 2.5 kgf and determination of K2O and P2O5 content in wt. %. The experimental conditions and the obtained results are listed in Table 3.
Table 3.
Experimental conditions and results from drying process adjustment.
| Experiment | SHA sample |
tin °C |
τ min |
Wgran wt.% | Crushing test | К2О wt. % |
P2O5 wt. % |
|---|---|---|---|---|---|---|---|
| Exp. 1 | SHA1-F | 80 | 20 | > 5 | passed | 23.3 | 4.3 |
| Exp. 2 | SHA2-F | 100 | 20 | > 5 | passed | 18.9 | 5.6 |
| Exp. 3 | SHA7-F | 100 | 20 | > 5 | passed | 27.0 | 6.9 |
| Exp. 4 | SHA7-F | 100 | 40 | > 5 | passed | 22.3 | 5.1 |
| Exp. 5 | SHA7-S | 180 | 20 | 5 | passed | 28.7 | 5.4 |
| Exp. 6 | SHA7-F | 220 | 20 | 5 | passed | 29.8 | 5.0 |
| Exp. 7 | SHA1-F | 320 | 20 | < 3 | failed | 26.5 | 5.2 |
As can be seen from the results obtained, the low drying temperature, even with a longer exposure time, cannot meet the criteria both for final moisture in granules and content of K2O and P2O5. At high temperatures, on the other hand, the desired material composition is obtained, but the crushing tests are unsuccessful due to the embrittlement of the granulate. The optimal conditions of the drying process in the drum heater are obtained for the inlet temperature range of 180-220 °C and exposure time of 20 min. In the next stage of the processes, the dried granules pass through cyclone filters for separation of the remained powder fraction that is redirected by elevator belt to the grinder before the humidifier mixer for retreatment. Тhe granules that have passed through the cyclone filter enter in cooler vessel for 15 min to decrease their surface temperature of 55 °C to ambient condition. The cooler is a closed rotary vessel with diameter of 1.5 m, length of 16 m and constant speed of 6 rpm. The cooling process is based on convective heat exchange performed in air environment ensured by fan with capacity of 15000 m3/h.
A conveyor belt moves the cooled granules to the screening machine for separation of different size fraction (Figure 4a). Granules with diameter < 2 mm are re-entered in the process in front of the humidifier mixture, those with diameter > 5 mm are re-entered to the grinder and the fraction with diameter in the range of 2-5 mm is directed to the packing machine (Figure 4b). During the packaging process each batch is controlled by crushing tests at 2.5 kgf and by IR analyses to confirm the presence of moisture approx. 5 wt.%.
3.3. Mixing of Sunflower Husk Ashes by Different Sources for Granulation
After the obtaining of optimal operation parameters, the further tests of granulation were performed with different mixtures of SHA to confirm the stechiometric calculation based on their composition. The experiments were performed at optimal load of 4 t/h, drying temperature of 220 °C, time of drying of 20 min, and humidifying regulated by the already configured process controller. The final products are analyzed regarding their composition of targeted potassium and phosphorous, moisture and crush resistance. Table 4 presents the experimental mixtures of SHA in volumetric ratio and the obtained results.
The obtained final granules during all experiments successfully passed the tests for moisture content and crush resistance. The analytically measured potassium and phosphorous content corresponds well to the stoichiometric calculation based on raw material composition for mixtures in experiments 8, 9 and 10. The deviation of K2O and P2O concentration is found for the mixtures of SHA consist of three samples. These could be explained by the presence of bottom ash in volumetric ratio from 0.24 to 0.37 that is typically characterized by inhomogeneous composition and structure of these materials due to the incomplete combustion of primary source.
3.4. Analyzing of Applicability of Sunflower Husk Ashes Granules as Bio-Fertilizer
The final product obtained during the experimental procedure 8 from the previous section (Table 4) was subjected to detailed chemical and bio-chemical analyses for evaluation of its applicability as bio-fertilizer in accredited laboratory described in Section 2. In Table 5 is presented the elemental composition of the sample analyzed with ICP.
The additional analyses regarding organic toxic compounds were performed. The results for detected polycyclic aromatic hydrocarbon estimated according to the BNS EN 17503:2022 are presented in Table 6. Analyses for polychlorinated biphenyls concentrations estimated according to the ЕРА EPA 1668B:2008 are presented in Table 7. The results for long-lived polyhalogenated organic compounds estimated according to the EPA 8290A:2007 are listed in Table 8.
The detailed analyzes show that the concentrations of macro and trace elements in investigated granulated SHA allow the product utilization in agricultural field as bio-fertilizer.
4. Conclusions and Future Work
In this study is successfully realized the self-sustaining double stage circularity through utilization of sunflower agriculture’s waste into bio-fertilizers. Applicability of different Bulgarian SHA as a single source or in mixture to the production of bio-fertilizer with 30 wt. % K2O and 5 wt. % P2O5 is established. The process parameters of full-scale industrial site for production of granulated material were investigated and optimal operating conditions were defined. As the most important parameters were identified: the moisture content of raw SHA delivered by other industrial site, where the burning of sunflower hush was performed; the technical water flow during the mixing process and the drying conditions. After setting the optimal operating regime of the full-scale technology at 4 t/h load the obtained final product was characterized by granule size of 2-5 mm, moisture of approx. 5 wt. % and 2.5 kgf crush resistance. The study demonstrates that the proposed process for producing bio-fertilizer comply with all safety, quality, and environmental standards established by local and international regulations (such as Regulation (EC) № 2003/2003 on fertilizers in the EU).
The next stage of investigation will consider the evaluation of carbon footprint of proposed bio-fertilizer material during its whole life cycle from the generating of sunflower husk ash to the final stage of the commercial production.
Author Contributions
Conceptualization, D.Z.-F.; methodology, D.Z.-F., V.N. and L.K.; software, K.F.; validation, D.Z.-F., K.F.; formal analysis, V.N. and L.K.; investigation, D.Z.-F., V.N. and L.K.; resources, D.Z.-F.; data curation, D.Z.-F. and K.F.; writing—original draft preparation, D.Z.-F, V.N. and L.K.; writing—review and editing, D.Z.-F. and K.F.; visualization, V.N. and L.K.; supervision, K.F.; project administration, D.Z.-F.; funding acquisition, D.Z.-F. and K.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the European Union—NextGenerationEU, through the National Recovery and Resilience Plan of the Republic of Bulgaria, grant number BG-RRP-2.004-0005. Green Circle Biotech Ltd., Bulgaria funds and owns the full-scale installation. The APC was funded the EUROPEAN UNION—NextGenerationEU, through the National Re-covery and Resilience Plan of the Republic of Bulgaria, grant number BG-RRP-2.004-0005.
Data Availability Statement
Some data is unavailable due to privacy of the company Green Circle Biotech Ltd.
Acknowledgments
Authors would like to thank the management team of Green Circle Biotech Ltd. for the technical support and for the research team involving in the commission process.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Food and Agriculture Organization. Available online: https://www.fao.org/about/about-fao/en/ (accessed on day month year).
- Hale, A.; Köker, A.R. Analyzing and mapping agricultural waste recycling research:An integrative review for conceptual framework and future directions. Resources Policy 2023, 85, 103987. [Google Scholar] [CrossRef]
- Finore, I.; Romano, I.; Leone, L.; Di Donato, P.; Nicolaus, B.; Poli, A.; Lama, L. Biomass Valorization: Sustainable Methods for the Production of Hemicellulolytic Catalysts from Thermoanaerobacterium thermostercoris strain BUFF. Resources 2021. [Google Scholar] [CrossRef]
- Ministry of Agriculture and Food. Available online: https://www.mzh.government.bg/en/ (accessed on day month year).
- Ng, H. S.; Kee, P. E.; Yim, H. S.; Chen, P.; Wei, H.; Lan, J. W. Recent advances on the sustainable approaches for conversion and reutilization of food wastes to valuable bioproducts. Bioresource Technology 2020. [Google Scholar] [CrossRef] [PubMed]
- Liua, H.; Jianga, G.M.; Zhuang, H.Y.; Wang, K.J. Distribution, utilization structure and potential of biomass resources in rural China: With special references of crop residues. Elsevier 2008, 1402–1418. [Google Scholar] [CrossRef]
- Ibáñez, A.; Garrido-Chamorro, S.; Vasco-Cárdenas, M.F.; Barreiro, C. From Lab to Field: Biofertilizers inthe 21st Century. Horticulturae 2023, 9, 1306. [Google Scholar] [CrossRef]
- Chojnacka, K.; Moustakas, K.; Witek-Krowiak, A. Bio-based fertilizers: A practical approach towards circular economy. Bioresource Technology 2020, 295, 122223. [Google Scholar] [CrossRef]
- Raimi, A.; Roopnarain, A.; Adeleke, R. Biofertilizer production in Africa: Current status, factors impeding adoption and strategies for success. Scientific African 2021, 11. [Google Scholar] [CrossRef]
- Yunus, M.U.; Silas, K.; Yaum, A.L.; Kwaji, B.H. A Review of Biofertilizer Production: Bioreactor, Feedstocks and Kinetics. SSRG International Journal of Recent Engineering Science 2022, 9, 39–49. [Google Scholar] [CrossRef]
- Pociene, O.; Šlinkšiene, R. Properties and Production Assumptions of Organic Biofertilisers Based on Solid and Liquid Waste from the Food Industry. Appl. Sci. 2024. [Google Scholar] [CrossRef]
- Przygocka-Cyna, K.; Barłóg, P.; Spizewski, T.; Grzebisz, W. Bio-Fertilizers Based on Digestate and Biomass Ash as an Alternative to Commercial Fertilizers—The Case of Tomato. Agronomy 2021, 11, 1716. [Google Scholar] [CrossRef]
- Nramat, W.; Traiphat, W.; Sukruan, P.; Utaprom, P.; Namgaew, S.; Sodajaroen, S.; Chatpuk, R.; Phetduang, L. Development of a Bio-Fertilizer Machine (Holmon Egg) Integrated with NPK Sensor Technology for Enhancing Organic Vegetable Production in Sufficiency Community Enterprises. International Journal of Geoinformatics 2024, 20. [Google Scholar] [CrossRef]
- Czekała, W.; Jeżowska, A.; Chełkowski, D. The Use of Biochar for the Production of Organic. Journal of Ecological Engineering 2019, 20, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Shaikh, M.S.; Patil, M. Production and utilization strategies of organic fertilizers for organic farming: an eco-friendly approach. International Jurnal of Life scince & Pharma Research 2013, 3. [Google Scholar]
- Bharti, N.; Suryavansh, M. Chapter 10—Quality control and regulations of biofertilizers: Current scenario and future prospects. Biofertilizers 2021, 1, 133–141. [Google Scholar] [CrossRef]
- Hassan, D.U. Surajudeen Abdulsalam 2. Assessement of Bio-fertilizer Quality of Anaerobic Digestion of Watermelon Peels and Cow Dung. Chemical and Biomolecular Engineering 2017, 135–141. [Google Scholar] [CrossRef]
- Shehata, M.M.; El-Khawas, S.S. Effect of Two Biofertilizers on Growth Parameters, Yield Characters, Nitrogenous Components, Nucleic Acids Content, Minerals, Oil Content, Protein Profiles and DNA Banding Pattern of Sunflower (Helianthus annus L. cv. Vedock) Yield. Pakistan Jurnal of Biological Sciences 2003, 6, 1257–1268. [Google Scholar] [CrossRef]
- Paleckienė, R.; Sviklas, A.M.; Šlinkšienė, R.; Virginijus Štreimikis. Complex Fertilizers Produced.
- from the Sunflower Husk Ash. Polish J. of Environ. Stud. 2010, 19, 973–979.
- Akca, M.O.; Bozkurt, P.A.; Gokmen, F.; Akca, H.; Yagcıogluq, K.D.; Uygur, V. Engineering the biochar surfaces through feedstock variations and pyrolysis temperatures. Industrial Crops & Products 2024, 118819. [Google Scholar] [CrossRef]
- Somba, B.E.; Napitupulu, M.; Walanda, D.K.; Anshary, A.; Talo, W.S. Optimizing the Performance of Sunflower (Helianthus annuus L.) Seed Shell-Derived Biochar for Lead Ion Adsorption. International Journal of Design & Nature and Ecodynamics 2024, 19, 259–265. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, C.; Liu, R.; Li, S.; Wang, M. Sunflower straw ash as an alternative activator in alkali-activated grouts: A new 100% waste-based material. Ceramics International 2023, 49, 32308–32312. [Google Scholar] [CrossRef]
- Dahunsi, S.O.; Ogunwole, O.J. Biofertilizer production systems: Industrial insights. Biofertilizers 2021, 1, 21–30. [Google Scholar] [CrossRef]
- Romanowska-Duda, Z.; Janas, R.; Grzesik, M. Increasing Fertilization Efficiency of Biomass Ash by the Synergistically Acting Digestate and Extract fromWater Plants Sequestering CO2 in Sorghum Crops. Molecules 2024, 4397. [Google Scholar] [CrossRef] [PubMed]
- Rushan, G.; Sotnikov, V. Characteristics of granulated activated carbon from a mixture of plant raw material waste. Bulletin of the Tomsk Polytechnic University. Geo Аssets Engineering 2024, 335, 196–205. [Google Scholar] [CrossRef]
- Mirparsa, T.; Ganjali, H.R.; Dahmardeh, M. The Effect of Bio Fertilizers on Yield and Yield Components of Sunflower Oil Seed and Nut. International Journal of Agriculture and Biosciences 2016, 5, 46–49. [Google Scholar]
- Yelatontsev, D.; Mukhachev, A. Utilizing of sunflower ash in the wet conversion of phosphogypsum—a comparative study. Environmental Challenges 2021, 5, 100241. [Google Scholar] [CrossRef]
- Șerbănoiu, A.A.; Gradinaru, C.M.; Cimpoesu, N.; Filipeanu, D.; Serbanoiu, B.V.; Chereches, C.C. Study of an Ecological Cement-Based Composite with a Sustainable Raw Material, Sunflower Stalk Ash. Materials 2021, 14, 7177. [Google Scholar] [CrossRef]
- Bondarenko, A.M.; Lipkovich, E.I.; Kachanova, L.S. Control of Technological Processes of Organic Fertilizers Application as a Tool to Ensure Food Safety. Journal of Environmental Management and Tourism 2017. [Google Scholar] [CrossRef]
- Das, S.; Mohanty, S.; Sahu, G.; Rana, M.; Pilli, K. Biochar: A Sustainable Approach for Improving Soil Health and Environment, Soil Erosion—Current Challenges and Future Perspectives in a Changing World. IntechOpen 2021. [Google Scholar] [CrossRef]
- Ninkov, J.; Jakšić, S.; Nenin, P.; Gvozdenović, M.; Mijić, B.; Radović, B.; Milić, S. Waste ashes from burned sunflower hulls as new fertilising materials. Environmental Engineering 2023. [CrossRef]
- El-Kader, A.A.ABD.; Mohamedin, A.A.M.; Ahmed, M.K.A. Growth and Yield of Sunflower as Affected by Different Salt Affected Soils. Int. J. Agri. Biol. 2006, 8, 5. [Google Scholar]
- Turzynski, T.; Kluska, J.; Ochnio, M.; Kardas, D. Comparative Analysis of Pelletized and Unpelletized Sunflower Husks Combustion Process in a Batch-Type Reactor. Materials 2021, 14, 2484. [Google Scholar] [CrossRef] [PubMed]
- Kundu, A.K.; Reddy, S.S.; Kaur, G.; Chhabra, V. Effect of sulphur fertilization on growth and yield of sunflower crop-a review. Indian Journal of Agriculture and Allied Sciences 2022, 8, 3. [Google Scholar]
Figure 1.
Technological scheme of the sunflower husk ash granulation process for bio-fertilizers production.
Figure 1.
Technological scheme of the sunflower husk ash granulation process for bio-fertilizers production.
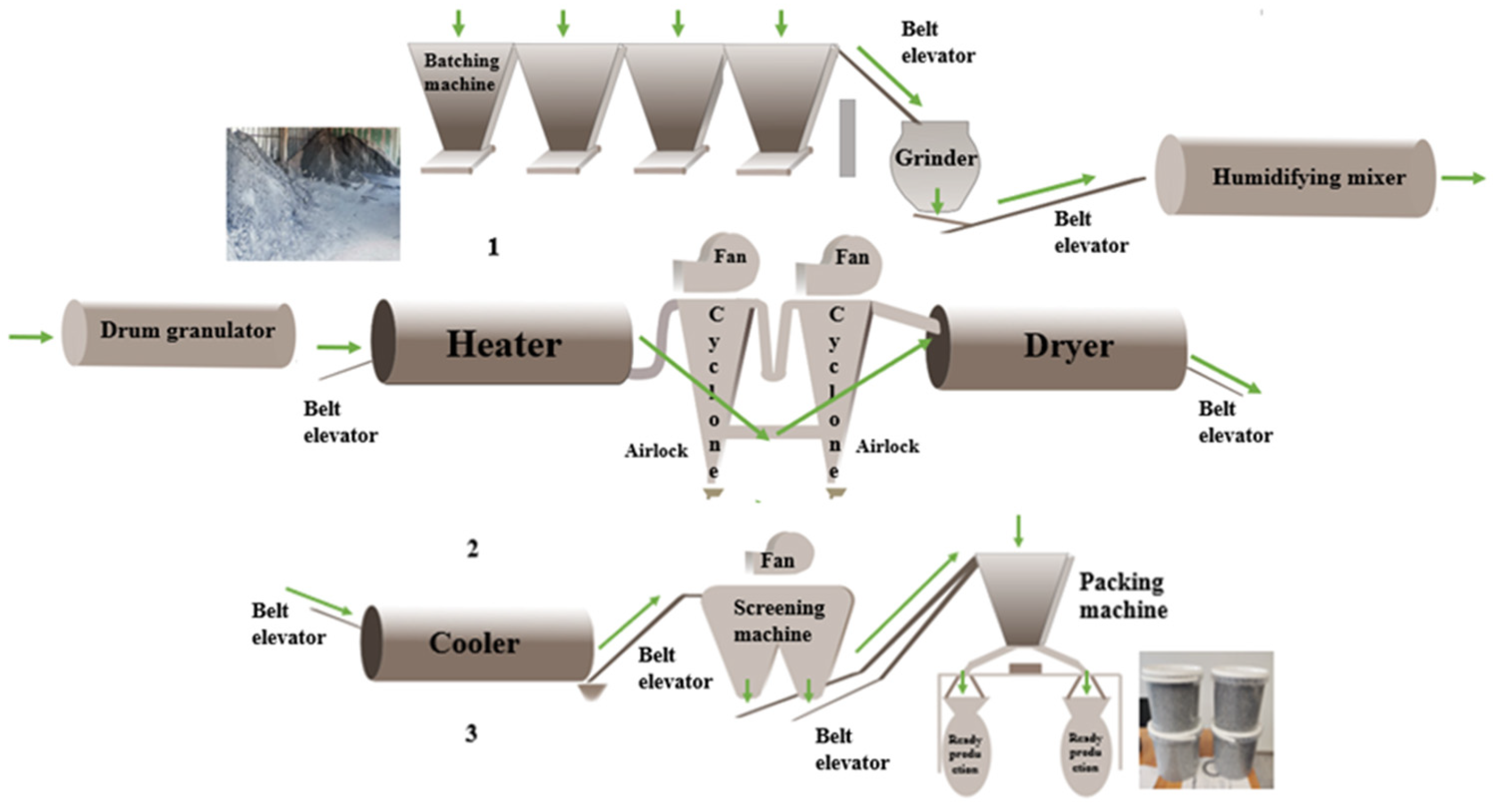
Figure 2.
Delivered and constructed facilities by Green circle biotech Ltd. at the Polski Trambesh site: (a) Batching sector consists of four bunkers; (b) Individual conveyor belts; (c) Main belt elevator; (d) Humidifier mixer.
Figure 2.
Delivered and constructed facilities by Green circle biotech Ltd. at the Polski Trambesh site: (a) Batching sector consists of four bunkers; (b) Individual conveyor belts; (c) Main belt elevator; (d) Humidifier mixer.
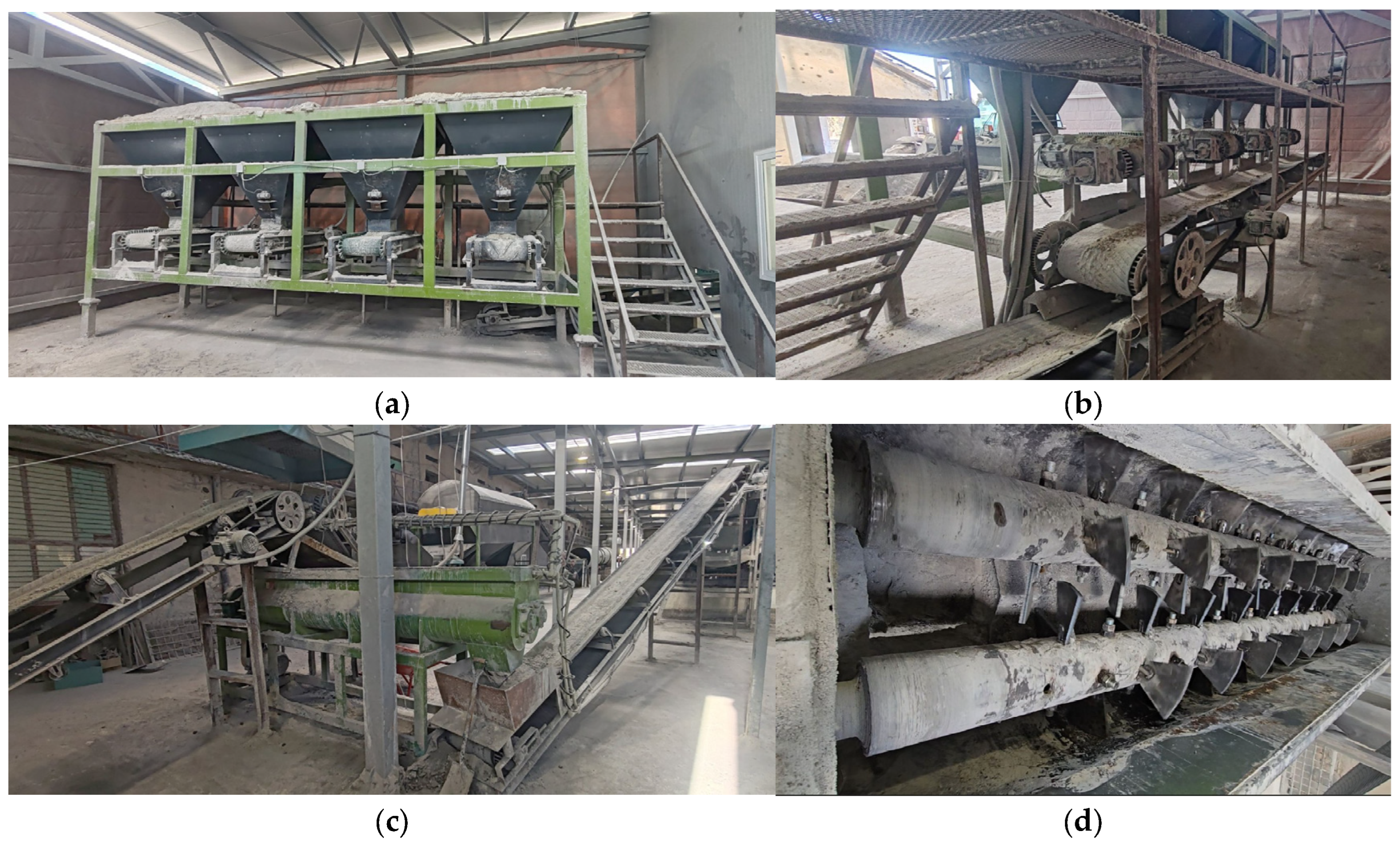
Figure 3.
Delivered and constructed facilities by Green circle biotech Ltd. at the Polski Trambesh site: (a) Drum granulator; (b) Heater.
Figure 3.
Delivered and constructed facilities by Green circle biotech Ltd. at the Polski Trambesh site: (a) Drum granulator; (b) Heater.

Figure 4.
Delivered and constructed facilities by Green circle biotech Ltd. at the Polski Trambesh site: (a) Screening machine; (b) Packing machine.
Figure 4.
Delivered and constructed facilities by Green circle biotech Ltd. at the Polski Trambesh site: (a) Screening machine; (b) Packing machine.

Table 1.
Sunflower husks ashes subjected to analyses and granulation.
| Sample ID | Region of supplier | Sampling zone |
|---|---|---|
| SHA1-F | Northeastern Bulgaria | Filter |
| SHA1-S | Central northern Bulgaria | Storage place |
| SHA2-F | Central northern Bulgaria | Filter |
| SHA2-S | Central northern Bulgaria | Storage place |
| SHA3-S | Northern Bulgaria | Storage place |
| SHA4-F | Northeastern Bulgaria | Filter |
| SHA4-B | Northeastern Bulgaria | Bottom ash |
| SHA4-S | Northeastern Bulgaria | Storage place |
| SHA5-F | Southeastern Bulgaria | Filter |
| SHA5-B | Southeastern Bulgaria | Bottom ash |
| SHA6-S | Southern Bulgaria | Storage place |
| SHA7-F | Central northern Bulgaria | Filter |
| SHA7-S | Central northern Bulgaria | Storage place |
| SHA8-S | Northeastern Bulgaria | Storage place |
| SHA9-S | Northeastern Bulgaria | Storage place |
| SHA10-S | Northeastern Bulgaria | Storage place |
| SHA11-S | Central northern Bulgaria | Storage place |
| SHA12-S | Northeastern Bulgaria | Storage place |
| SHA13-S | Southern Romania 1 | Storage place |
| SHA14-S | Southern Romania 2 | Storage place |
| SHA15-S | Southern Romania 3 | Storage place |
| SHA16-S | Southern Romania 4 | Storage place |
Table 2.
Composition of investigated sunflower husk ashes.
| Sample | К2О wt. % |
P2O5 wt. % |
Fe2O3 wt. % |
MgO wt. % |
SO3 wt. % |
CaO wt. % |
|---|---|---|---|---|---|---|
| SHA1-F | 40.9 | 4.5 | 0.0 | 7.3 | 7.2 | 14.8 |
| SHA1-S | 30.7 | 4.0 | 0.3 | 9.3 | 7.4 | 22.5 |
| SHA2-F | 17.9 | 9.2 | 0.6 | 15.3 | 4.1 | 29.0 |
| SHA2-S | 24.6 | 6.6 | 0.3 | 13.8 | 7.1 | 22.7 |
| SHA3-S | 22.5 | 10.5 | 0.2 | 14.9 | 3.8 | 24.4 |
| SHA4-F | 39.4 | 1.5 | 0.0 | 14.1 | 3.7 | 17.8 |
| SHA4-B | 12.0 | 7.4 | 1.9 | 15.1 | 3.7 | 33.8 |
| SHA4-S | 30.8 | 3.8 | 0.3 | 9.3 | 7.4 | 22.5 |
| SHA5-F | 40.0 | 1.4 | 0.1 | 11.2 | 6.5 | 16.9 |
| SHA5-B | 23.2 | 6.3 | 0.3 | 13.9 | 3.6 | 24.5 |
| SHA6-S | 18.9 | 6.5 | 0.9 | 15.5 | 4.0 | 25.7 |
| SHA7-F | 32.7 | 7.8 | 0.3 | 12.3 | 4.4 | 19.9 |
| SHA7-S | 32.5 | 5.2 | 0.4 | 12.5 | 4.5 | 21.1 |
| SHA8-S | 22.9 | 6.3 | 0.4 | 14.7 | 3.1 | 29.0 |
| SHA9-S | 20.3 | 9.5 | 0.4 | 16.1 | 7.2 | 18.3 |
| SHA10-S | 22.8 | 3.9 | 0.4 | 16.0 | 6.9 | 22.4 |
| SHA11-S | 23.5 | 6.9 | 0.6 | 15.4 | 3.4 | 28.9 |
| SHA12-S | 20.3 | 9.0 | 0.5 | 14.8 | 4.1 | 27.9 |
| SHA13-S | 33.0 | 5.9 | 0.4 | 11.7 | 4.3 | 21.7 |
| SHA14-S | 30.9 | 6.3 | 0.3 | 11.7 | 6.1 | 22.3 |
| SHA15-S | 44.0 | 3.8 | 0.0 | 7.3 | 15.8 | 11.7 |
| SHA16-S | 26.9 | 8.9 | 0.3 | 13.7 | 5.7 | 24.1 |
Table 4.
Experimental conditions and results from mixing of different sources.
| Experiment | Samples in mixture |
Volumetric ratio |
К2О wt. % |
P2O5 wt. % |
|---|---|---|---|---|
| Exp. 8 | SHA1-F and SHA7-F | 50/50 | 30.8 | 4.9 |
| Exp. 9 | SHA1-S and SHA2-S | 50/50 | 29.5 | 5.8 |
| Exp. 10 | SHA7-S and SHA2-S | 70/30 | 30.0 | 4.7 |
| Exp. 11 | SHA4-F, SHA4-B and SHA2-S | 0.26/0.24/0.5 | 31. 0 | 6.6 |
| Exp. 12 | SHA4-F, SHA4-B and SHA2-S | 0.36/0.34/0.3 | 33.6 | 4.8 |
| Exp. 13 | SHA5-F, SHA5-B and SHA2-S | 0.43/0.37/0.2 | 25.8 | 5.2 |
Table 5.
Elemental composition of granulated sunflower hush ash.
| Chemical element |
Result mg/kg |
Chemical element |
Result mg/kg |
|---|---|---|---|
| Boron | 620 | Sulfur | 29992 |
| Vanadium | 2.2 | Thallium | < 0.050 |
| Iron | 749 | Phosphorus | 21564 |
| Potassium | 355573 | Chromium | 43.5 |
| Calcium | 137394 | Zinc | 164 |
| Magnesium | 71023 | Arsenic | < 0.050 |
| Manganese | 203 | Cadmium | 1.37 |
| Copper | 263 | Mercury | < 0.050 |
| Nickel | 23.5 | Lead | 1.20 |
Table 6.
Polycyclic aromatic hydrocarbon concentrations of granulated sunflower hush ash.
| PAH concentration, μg/kg | PAH concentration, μg/kg | ||||
|---|---|---|---|---|---|
| ANA | Acenaphthene | < 10.0 | CHR | Chrysene | < 10.0 |
| ANY | Acenaphthylene | < 10.0 | DBA | Dibenzo(a,h)anthracene | 41.5 |
| ANT | Anthracene | < 10.0 | FA | Fluoranthene | < 10.0 |
| BaA | Benzo(a)anthracene | < 10.0 | FLU | Fluorene | < 10.0 |
| BaP | Benzo(a)pyrene | < 10.0 | IPY | Indeno(1,2,3-cd)pyrene | < 10.0 |
| BbF | Benzo(b)fluoranthene | < 10.0 | NAP | Naphthalene | 15.7 |
| BPE | Benzo(g,h,i)perylene | < 10.0 | PHE | Phenanthrene | < 10.0 |
| BkF | Benzo(k)fluoranthene | < 10.0 | PYR | Pyrene | < 10.0 |
Table 7.
Polychlorinated biphenyls concentrations of granulated sunflower hush ash.
| Non-dioxin-like PCBs μg/kg |
Mono-ortho PCBs ng/kg |
Non-ortho PCBs ng/kg |
|||
|---|---|---|---|---|---|
| PCB 28 | < 0.10 | PCB 123 | < 0.66 | PCB 81 | < 0,73 |
| PCB 52 | < 0.10 | PCB 118 | 15.95 | PCB 77 | < 0,72 |
| PCB 101 | < 0.10 | PCB 114 | < 0.65 | PCB 126 | < 0,98 |
| PCB 138 | < 0.10 | PCB 105 | 5.51 | PCB 169 | < 1,39 |
| PCB 153 | < 0.10 | PCB 167 | 7.02 | ||
| PCB 180 | < 0.10 | PCB 156 | 3.98 | ||
| PCB 157 | < 0.96 | ||||
| PCB 189 | < 1.08 | ||||
Table 8.
Long-lived polyhalogenated organic compounds in granulated sunflower hush ash.
| Polychlorinated dibenzo-p-dioxin ng/kg | |||
|---|---|---|---|
| 2.3.7.8-TCDF | < 0.100 | 1.2.3.4.7.8-HxCDD | < 0.149 |
| 2.3.7.8-TCDD | < 0.061 | 1.2.3.6.7.8-HxCDD | < 0.125 |
| 1.2.3.7.8-PeCDF | < 0.073 | 1.2.3.7.8.9-HxCDD | < 0.131 |
| 2.3.4.7.8-PeCDF | < 0.070 | 1.2.3.4.6.7.8-HpCDF | < 0.061 |
| 1.2.3.7.8-PeCDD | < 0.148 | 1.2.3.4.7.8.9-HpCDF | < 0.092 |
| 1.2.3.4.7.8-HxCDF | < 0.133 | 1.2.3.4.6.7.8-HpCDD | < 0.087 |
| 1.2.3.6.7.8-HxCDF | < 0.137 | OCDF | < 0.590 |
| 2.3.4.6.7.8-HxCDF | < 0.142 | OCDD | < 0.167 |
| 1.2.3.7.8.9-HxCDF | < 0.232 | 1.2.3.4.7.8-HxCDD | < 0.149 |
Microbiological analyses were performed for E.coli and Salmonella spp. and both are negative.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



