
Submitted:
05 February 2025
Posted:
06 February 2025
You are already at the latest version
Abstract
The conversion of waste of Wet Silica Sand Sludge into useful products such as bricks, glassware and ceramics is an alternative solid waste management method. Aim of this study is the deter-mining the effect of silica sand wet sludge additive on the bricks quality. For this purpose labor-atory scale brick manufacturing was implemented by using 10 %, 30 %, 50 % and 100 % of sludge into clay brick. Also original 100 % clay-brick) brick was prepared and compared with the other compositions. The obtained experimental samples were fired at temperatures of 800 ºC, 850 ºC and 900 ºC. For proper brick characterization to understand the quality; the water absorption, shrinkage, bulk density, compressive strength and SEM analysis of sintered samples have been done. At the end of the experimental procedure, any negative effect of sludge addition was de-termined. Experimental studies revealed that a product with the desired color could be obtained when 50% W3S was used in the mixture. In addition, the optimal composition for making bricks was found to be a mixture of 50% W3S and 50% brick clay, fired at 850°C. With this mixture, not only is the preferred color achieved, but also an optimum balance between mechanical strength, durability, and minimization of environmental damage is attained. Such a formulation ensures high compressive strength, low porosity, and low water absorption, making it sustainable and a better choice in construction with industrial byproducts use. The results obtained are useful in showing possibilities for the solution of environmental problems to utilize the waste materials into useful product.

Keywords:
brick
; building materials
; silica sand
; sludge
; waste
1. Introduction
Clay has been utilized as a fundamental building material for thousands of years, owing to its unique properties and versatility. The physical and chemical characteristics of clay make it suitable for various construction applications, including bricks, tiles, and plasters [1]. The mineral composition of clay, which often includes kaolinite, quartz, and other minerals, significantly influences its performance as a building material. For instance, the presence of kaolinite contributes to the plasticity and workability of clay, allowing it to be easily molded into desired shapes before firing, which enhances its durability and strength post-processing [2,3,4]. The composition of clay, particularly the types of clay minerals present, significantly affects the quality of the final product [5].
Brick is a construction material that is known for its relatively high mechanical strength and durability. It is commonly used for building walls and structures. Bricks have been used as a building material throughout history due to their longevity and strength. They can also be recycled and reused in the production of other construction materials. Bricks can be made from various materials, including clay and waste materials such as waste marble powder and groundnut shell ash [2,3,6,7]. The manufacturing process of bricks typically involves firing processes at high temperatures [4,8]. The firing temperature is another critical factor that influences the characteristics of fired clay bricks. Research indicates that varying the firing temperature can lead to significant changes in the microstructure and physical properties of the bricks, such as porosity and compressive strength [9,10]. Conversely, insufficient firing temperatures may result in poor bonding and structural weaknesses, leading to bricks that are prone to cracking and other forms of degradation [11].
Numerous studies have explored the use of waste materials in brick production to promote sustainability and address waste management challenges. Various materials, including cotton waste, textile sludge, rice husk ash, fly ash, paper residues, and agricultural wastes, plastic waste, have been incorporated into bricks to enhance their properties and reduce landfill waste [12,13,14,15,16,17]. Researchers have also investigated the use of plastic waste, mycelium-based composites, and natural phosphate wastes in brick manufacturing, highlighting their potential for creating eco-friendly construction materials. Studies like those by Weng et al., Chen & Wu, and Liew et al. have demonstrated that incorporating sludge and other industrial by-products can maintain or improve brick properties such as compressive strength, density, and shrinkage, while meeting regional standards [18,19]. Similarly, efforts by Uslu et al. and Adiyanto et al. confirm the viability of using chemical treatment sludge and plastic waste in brick production without compromising quality[20,21]. These findings collectively emphasize the potential of utilizing waste materials to develop sustainable, high-quality bricks. Furthermore, innovative approaches such as the blending of clay with waste materials or other natural additives are being explored to enhance the performance of clay-based construction products [22,23].
Silica waste sludge, particularly from geothermal sources, presents significant opportunities for recycling and utilization in various applications. Geothermal power plants, such as the Dieng Geothermal Power Plant (PLTPB) in Indonesia, generate substantial amounts of silica-rich sludge, estimated at approximately 160 to 165 tons per month [24,25]. This sludge primarily consists of amorphous silicon dioxide (SiO2), which can reach up to 98% purity [26].Moreover, the recycling of silica waste can enhance the performance of construction materials. Silica fume, a by-product from industrial processes, has been shown to improve the mechanical properties of concrete, such as compressive strength and durability [27]. The incorporation of silica from waste sources into geopolymer production has also been explored, demonstrating that such materials can effectively replace traditional components in construction applications [26]. This not only promotes sustainability in construction practices but also addresses the environmental challenges posed by waste disposal.
Silica waste, primarily generated from industrial processes and agricultural residues, has been extensively studied for its potential applications across various industries. Natural silica sludge waste, often a byproduct of various industrial processes, has been the subject of several studies exploring its potential applications and environmental impacts. One notable research by Kuok et al., discusses the production of indoor humidity-buffering coatings from recycled waste silica sludge using a room-temperature sol-gel method. This approach not only provides an energy-efficient route for recycling industrial waste but also results in coatings with superior humidity buffering capacities and antimicrobial efficacy [28]. Another study by Judith highlights the utilization of industrial waste-derived nanomaterials, including those from silica-rich sludge, for environmental cleanup. The research emphasizes sustainable methods to repurpose waste into valuable nanomaterials capable of removing organic and inorganic contaminants from the environment [29]. Additionally, worked by Salman et al., and Application of Nano-Silica from Agricultural Waste" explores the extraction of nano-silica from agricultural residues. While focusing on agricultural sources, the study provides insights into methods that could be applicable to silica sludge waste, promoting the development of value-added products from waste materials [30]. These studies collectively demonstrate the potential of converting natural silica sludge waste into functional materials, contributing to waste reduction and environmental sustainability.
The use of waste materials in brick production presents a promising solution to address waste management challenges and promote sustainability in the construction industry. By incorporating waste into brick manufacturing, it is possible to transform waste into valuable materials while reducing the environmental impact of construction activities. The interplay between clay mineral composition, firing temperature, and the use of additives plays a crucial role in producing high-quality fired bricks. Understanding these factors enables the optimization of brick manufacturing processes, resulting in products that meet specific performance standards while mitigating the environmental impact of traditional clay extraction and processing methods. Clay, as a versatile and sustainable building material, offers unique properties that make it suitable for a wide range of construction applications. Its ability to be molded, fired, and enhanced with various additives makes it a key resource in environmentally friendly building practices. Ongoing research into clay's properties and applications continues to emphasize its significance in modern construction methods.
The raw sand produced in Istanbul's Şile district mining locations of Kumsan Döküm Malzemeleri Sanayi ve Ticaret AŞ is washed, screened, and graded in the green sand enrichment plants in Şile-Sahilköy for easy transportation. The silica sand so processed has a minimum of 98% silica and can be utilized in various industries including construction, electrical material manufacturing, casting, pipe production, building chemicals, glass manufacturing, sandblasting, and powder metallurgy.In light of increasing environmental awareness, the obligation to manage waste disposal, the lack of storage space, and the high economic costs associated with creating new landfills, there is a growing need for scientific research on reusing similar types of waste. Due to the increased concern regarding environmental matters, the need for proper waste disposal management, storage capacity constraints, and the tremendous economic cost of building new landfills, there is a growing need for scientific research on recycling similar waste products. This research looks at the use of silica waste sludge, specifically from geothermal activities, as an alternative method of waste management and recovery of resources. By converting waste into valuable materials for applications such as brick manufacturing has been done in this work and the properties of different compositions also been dis-cussed. Other applications could be like catalysis, construction, and industrial uses. Therefore, this approach can be promoted as a circular economy that minimizes environ-mental impact while maximizing resource efficiency.
2. Materials and Methods
Utilizing Şile, Istanbul's waste sludge of silica sand from the green sand plant, its application for brick production was researched. The test study samples were made through the blending of the dried clay of the bricks, milling down the particles into the size of the brick clay, and W3S clay in varying weight ratios. Mixing was conducted in a ball mill and was carried out for 2 hours. Prepared mix was loaded into the mixer bowl and mixed incrementally and water was sprayed up to the point where dough was formed. Prepared dough was transferred into a plastic bag and stored for 2 days in a closed system at about 20 ° C for curing. The cured dough was placed in the vacuum extrusion equipment chamber and pressed. The obtained samples were dried under humidity-free conditions by placing them in the drying cabinet for 3 to 4 days at room temperature. The pressing was carried out on a laboratory-scale uniaxial dry press machine, and the samples were mixed with 5% water to fluidify them. Subsequently, 10%, 30%, 50%, and 100% sandstones blended with brick clay were compressed at a pressure of 25 bar. The samples that were stored in a desiccated condition were dried in an oven for a duration of 24 hours with the temperature being increased from ambient to 100 °C. Oven-dried samples were sintered at various temperatures (800 ° C, 850 ° C and 900 ° C) in the Protherm make sintering furnace. The furnace temperature regime was utilized as 2 ° C / min and after 3 hours at the maximum temperature it was cooled as per the cooling rate of the furnace. Physical and mechanical characteristics of the bricks manufactured were analyzed, and experimental tests were carried out to determine the best mixing ratio and firing temperature. Dry shrinkage, firing shrinkage, dry weight loss, baked weight loss, and dry strength values were calculated by measuring the dimensions and weights of pressed samples at the raw, drying, and firing stages. Also, water absorption, density and porosity values and firing strength were noted in baked samples.
2.1. Characterization of Raw Materials
In experimental studies, brick clay obtained from İKİZLER Brick Industry operating in İzmit / Kocaeli and KUMSAN A.Ş. The wet silica sand sludge (W3S) supplied by brick clay was dried in the oven using the W3S material. After each dried sample was mixed thoroughly, the sample was prepared for the experiments by reducing it with the pouring-quadrupling method and left to rest. Within the scope of the characterization of the raw materials used, mineralogical analysis was made on brick clay and W3S materials and the results obtained are given in Table 1, and the wet chemical analysis results are given in Table 2.

Table 1.
Mineralogical Analysis Results of Brick Clay + W3S Mixture.
| %10 W3S + % 90 brick clay |
% 30 W3S + % 70 brick clay |
% 50 W3S + % 50 brick clay |
%100 W3S |
Brick clay |
|---|---|---|---|---|
| Kuvars, SiO2 Calcite, CaCO3 Feldspar İllite (K,H3O)Al2Si3AlO10(OH)2 Montmorillonite CaO2(Al,Mg)2Si4O10(OH)2. 4H2O Kristobalite, SiO2 Almandine, Fe3Al2(SiO4)3 |
Kuvars, SiO2 Calcite, CaCO3 Feldspar İllite (K,H3O)Al2Si3AlO10(OH)2 Montmorillonite CaO2(Al,Mg)2Si4O10(OH)2. 4H2O Kristobalite, SiO2 Almandine, Fe3Al2(SiO4)3 |
Kuvars, SiO2 Calcite, CaCO3 Feldspar İllite( K,H3O)Al2Si3AlO10(OH)2 Montmorillonite CaO2(Al,Mg)2Si4O10(OH)2. 4H2O Kristobalite, SiO2 Almandine, Fe3Al2(SiO4)3 |
Kaolinite (Al2Si2O5(OH)4 Kuvars (SiO2) Hematit (Fe2O3) |
Kuvars (SiO2) Calcite (CaCO3) İllite (K1H3O)Al2Si3AlO10(OH)2 Clinochlorine (Mg,Fe)6(Si,Al)4O10(OH)8 Feldspar Jips (CaSO4.2H2O) |
Table 1 identifies the mineral content of wet silica sand sludge (W3S) and brick clay in different proportions, hence giving an insight into the structural and chemical nature of these materials with respect to the production of bricks. The analysis gives emphasis on the most frequent presence of quartz (SiO₂), calcite (CaCO₃), feldspar, illite, montmorillonite, and cristobalite within the mixtures. Results indicate that brick clay is mainly made up of quartz, calcite, feldspar, illite, and clinoclore, while W3S comprises a high content of kaolinite, quartz, and hematite. Incorporating W3S into the brick clay has the resultant mixtures retaining the mineralogical features of both constituents; yet, a novel almandine phase (Fe₃Al₂(SiO₄)₃) is identified, particularly at high contents of W3S. The mineralogical change observed shows that the addition of W3S assists in the development of new phases, which can influence the physical and mechanical characteristics of the final brick product. The presence of montmorillonite, a swelling and shrinkage clay mineral, can also influence the plasticity and thermal characteristics of the compositions upon firing. Moreover, the high quartz and kaolinite content in bricks with higher W3S ratios can potentially increase structural strength and thermal insulation. Overall, the mineralogical composition demonstrates the potential of W3S as a valuable additive in the production of bricks, resulting in the formation of stable and beneficial mineral phases with the potential to enhance the material's properties. However, the presence of hematite in W3S could have some impact on the colour development of the end product as it has been noted that iron oxides can affect fired brick redness.
Table 2.
Wet Chemical Analysis Results of Brick Clay + Waste Sludge Powder Mixture.
| %10 W3S + % 90 brick clay |
%30 W3S + % 70 brick clay |
%50 W3S + % 50 brick clay |
%100 W3S | |
|---|---|---|---|---|
| Compound | Quantity (%) | Quantity (%) | Quantity (%) | Quantity (%) |
| SiO2 | 42,905 | 46,497 | 49,985 | 59,452 |
| Al2O3 | 16,462 | 17,789 | 19,351 | 26,956 |
| Fe2O3 | 7,252 | 6,706 | 5,922 | 4,086 |
| TiO2 | 0,785 | 0,748 | 0,685 | 0,593 |
| CaO | 11,915 | 9,797 | 7,462 | 0,110 |
| MgO | 3,960 | 3,244 | 2,666 | 0,396 |
| Na2O | 0,801 | 0,710 | 0,526 | 0,039 |
| K2O | 1,937 | 1,661 | 1,421 | 0,501 |
| SO3 | 0,702 | 0,706 | 0,597 | 0,000 |
| P2O5 | 0,161 | 0,147 | 0,134 | 0,107 |
| MnO2 | 0,116 | 0,080 | 0,063 | 0,015 |
| Cr2O3 | 0,025 | 0,036 | 0,030 | 0,035 |
| Loss of ignition | 12,740 | 11,680 | 10,990 | 7,590 |
| Total | 99,763 | 99,803 | 99,833 | 99,880 |
Table 2 illustrates a chemical analysis of different brick clay-W3S combinations with a description of the composition of the major oxides and how they may impact the material's performance. It is possible to identify a trend as the content of W3S increases with significant variations in the SiO₂, Al₂O₃, Fe₂O₃, and CaO contents. Silicon dioxide (SiO₂) rises progressively from 42.905% in 10% W3S to 59.452% in 100% W3S, reflecting improvement in the thermal stability and hardness of the material. Increased SiO₂ content can lead to stronger sintering bonds and enhance the mechanical properties of the bricks. The aluminum oxide (Al₂O₃) content rises from 16.462% to 26.956%, which means the refractory and thermal deformation resistance properties are enhanced, making the mixture more suitable for high-temperature use. The iron oxide (Fe₂O₃) content, on the other hand, falls from 7.252% in the 10% W3S to 4.086% in the 100% W3S, which influences both the color and mechanical strength of the bricks. Decrease in Fe₂O₃ content will make the bricks lighter in color and can influence bonding strength at sintering. The calcium oxide (CaO) content decreases significantly from 11.915% in 10% W3S to as low as 0.110% in 100% W3S, reducing the fluxing effect during firing. This results in high porosity at higher ratios of W3S, influencing the density and water absorption characteristics of the product. Magnesium oxide (MgO), potassium oxide (K₂O), and sodium oxide (Na₂O) contents also fall with rising W3S, potentially influencing the sintering process and material workability as a whole. Loss on ignition (LOI) percentages drop with rising W3S composition, from 12.740% in 10% W3S to 7.590% in 100% W3S, reflecting less organic and volatile content. This suggests that a higher level of W3S content will lead to a denser and more stable final product, if other physical properties such as porosity and shrinkage remain within acceptable bounds.
3. Results and Discussion
The tables provided highlight the effects of various W3S-to-brick soil ratios and sintering temperatures on the physical and mechanical properties of the samples. In all mixtures tested, a rise in sintering temperature generally increases compressive strength while simultaneously reducing porosity and water absorption; however, above some temperature limits, there are minimal gains or minor losses in strength. The 10% W3S mixture possesses the maximum compressive strength at 900°C (138.992 N/mm²), yet the 50% W3S mixture possesses the best overall properties at 850°C that include high strength (126.924 N/mm²), low porosity, and homogenous density. On the other hand, 100% W3S samples possess higher porosity and water absorption with more inconsistent strength, which shows their lesser application suitability where densification is required. The outcomes indicate that the composition of W3S and the sintering temperature must be optimized in achieving the desired material properties, where the most successful composition is 50% W3S at 850°C.
Table 3.
Aggregated results of mechanical and physical properties of samples produced from a mixture of 10% W3S + 90% Brick Soil.
Table 3.
Aggregated results of mechanical and physical properties of samples produced from a mixture of 10% W3S + 90% Brick Soil.
| 25 BAR 1/05 |
800°C | 850°C | 900°C |
|---|---|---|---|
| Total shrinkage, % | 0,46 | 1,17 | 0,63 |
| Total weight loss, % | 12,60 | 13,62 | 13,70 |
| Compression strength, N/mm2 | 114,061 | 115,940 | 138,992 |
| Water absorption ratio, % | 11,26 | 11,12 | 11,34 |
| Porosity, % | 22,62 | 22,13 | 22,38 |
| Density | 2,01 | 1,99 | 1,97 |
Table 4.
Aggregate results of mechanical and physical properties of samples produced from a mixture of 30% W3S + 70% Brick Soil.
Table 4.
Aggregate results of mechanical and physical properties of samples produced from a mixture of 30% W3S + 70% Brick Soil.
| 25 BAR 1/05 |
800°C | 850°C | 900°C |
|---|---|---|---|
| Total shrinkage, % | 0,54 | 1,01 | 0,72 |
| Total weight loss, % | 11,77 | 12,36 | 12,43 |
| Compression strength, N/mm2 | 113,756 | 121,949 | 109,083 |
| Water absorption ratio, % | 11,37 | 11,07 | 11,09 |
| Porosity, % | 22,82 | 22,14 | 21,98 |
| Density | 2,01 | 2,00 | 1,98 |
Table 5.
Aggregate results of mechanical and physical properties of samples produced from a mixture of 50% W3S + 50% Brick Soil.
Table 5.
Aggregate results of mechanical and physical properties of samples produced from a mixture of 50% W3S + 50% Brick Soil.
| 25 BAR 1/05 |
800°C | 850°C | 900°C |
|---|---|---|---|
| Total shrinkage, % | 1,60 | 1,12 | 1,09 |
| Total weight loss, % | 10,88 | 11,29 | 11,34 |
| Compression strength, N/mm2 | 115,203 | 126,924 | 122,038 |
| Water absorption ratio, % | 12,10 | 11,51 | 11,04 |
| Porosity, % | 24,14 | 22,94 | 22,26 |
| Density | 2,00 | 1,99 | 2,02 |
Table 6.
Aggregate results of mechanical and physical properties of brick samples produced from 100% W3S.
Table 6.
Aggregate results of mechanical and physical properties of brick samples produced from 100% W3S.
| 25 BAR 1/05 |
800°C | 850°C | 900°C |
|---|---|---|---|
| Total shrinkage, % | 1,12 | 1,12 | 1,32 |
| Total weight loss, % | 8,15 | 8,56 | 8,69 |
| Compression strength, N/mm2 | 125,579 | 105,969 | 134,400 |
| Water absorption ratio, % | 13,43 | 14,69 | 13,23 |
| Porosity, % | 26,26 | 28,06 | 26,21 |
| Density | 1,95 | 1,91 | 1,98 |
Figure 1.
Graph of Shrinkage and Waste Percentage Variation at Different Temperatures.
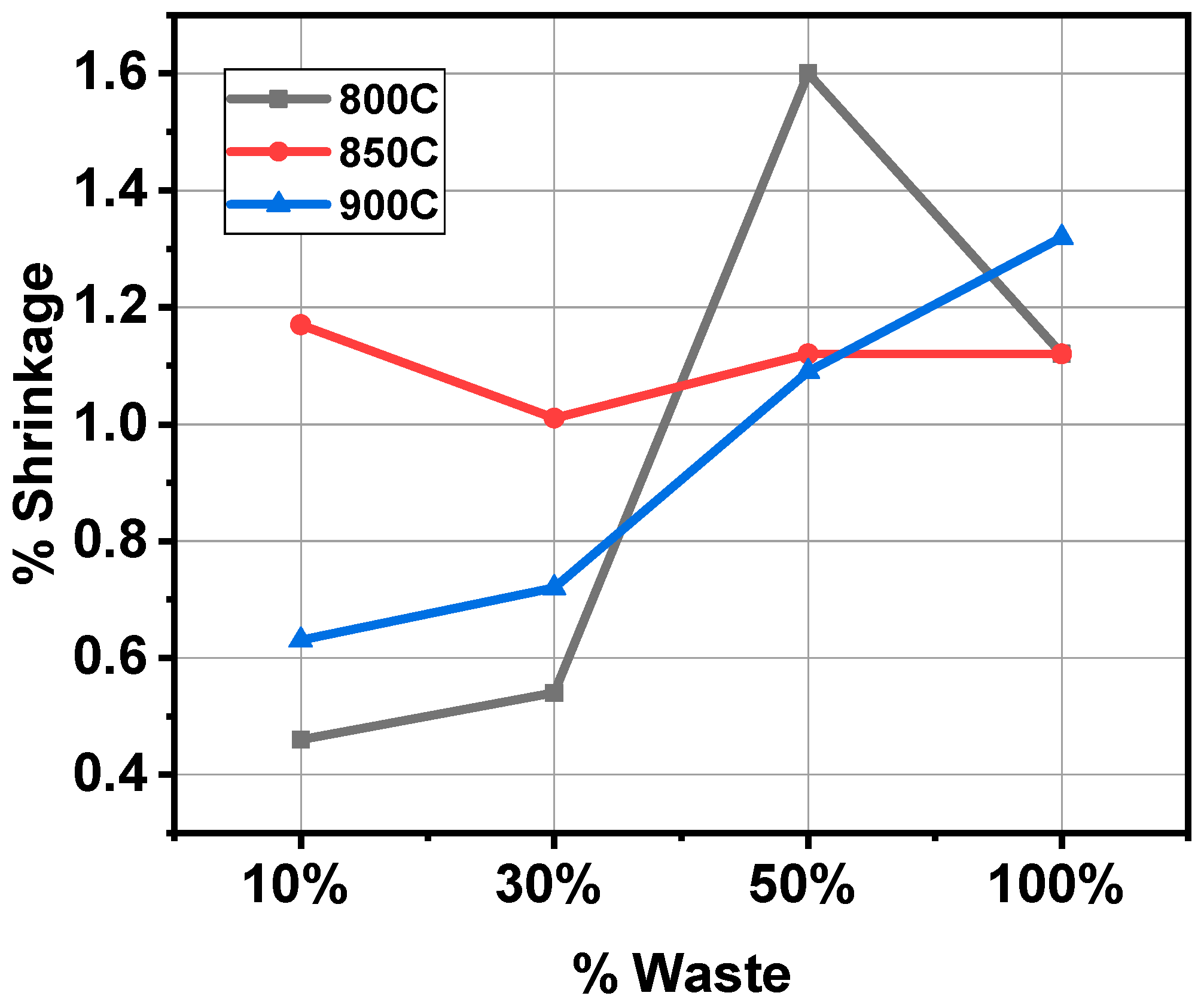
The overall shrinkage of the samples increases increasingly with increased temperature and sludge percentage. For 800°C, the shrinkage is relatively low for all compositions, signifying minute structural contraction. For increased temperatures of 850°C and 900°C, the shrinkage is greater, especially for 30% and 50% sludge samples. Specifically, the rate of shrinkage becomes constant for the 100% sludge samples at 900°C, indicating a threshold effect where further increases in temperature do not contribute significantly to minimizing shrinkage. The findings indicate the influence of temperature and sludge content on dimensional stability.
Figure 2.
Graph of Compression Strength and Waste Percentage Variation at Different Temperatures.
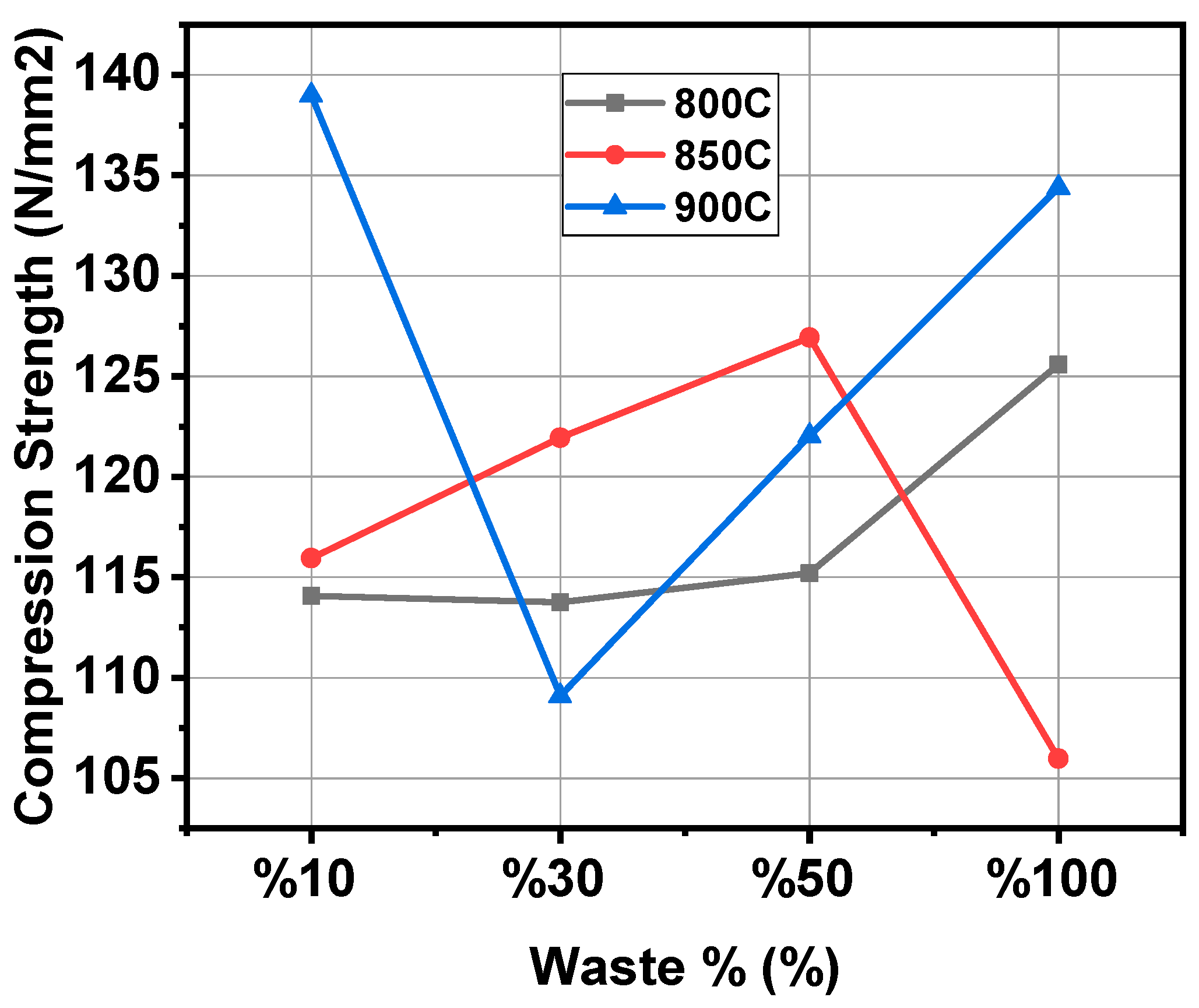
The compressive strength of samples changes quite markedly with sludge addition percentages and firing temperatures. Strength at low temperature (800°C) is moderate for every composition. However, by increasing the temperature to 850°C and 900°C, strength appreciably increases, especially for 30% and 50% sludge composition samples. The sample containing 50% sludge is observed to exhibit maximum strength at 900°C with the optimum structural properties under such a condition. On the other hand, the compressive strength of 100% sludge samples fluctuates, lowering marginally at 850°C before improving at 900°C. The trend shows that there is a critical sludge-to-clay ratio that is extremely crucial to attain the maximum compression strength.
Figure 3.
Graph of Water Absorbtion and Waste Percentage Variation at Different Temperatures.
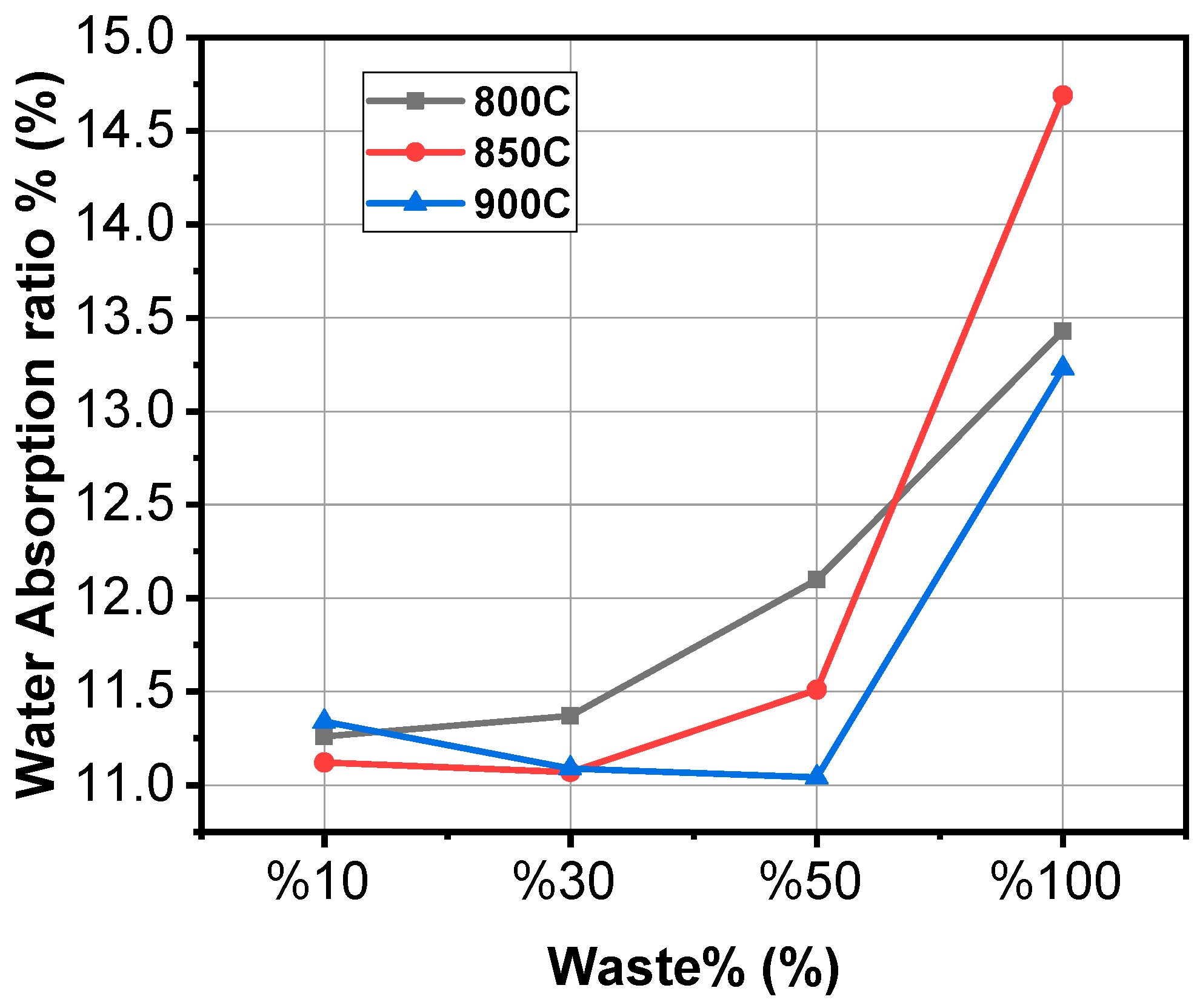
Generally, absorption increases linearly with sludge content but shows relatively small variations with temperature. The lowest absorbing samples are the 10% and 30% ones, which have the best porosity control as well as material compactness. The samples containing 50% and 100% sludge absorb more water, which means that porosity has increased and compo-sitions might lose some durability. This behavior indicates that higher content of sludge tends to create more open microstructures negatively affecting material's long-term moisture resistance.
Figure 4.
Graph of Porosity and Waste Percentage Variation at Different Temperatures.
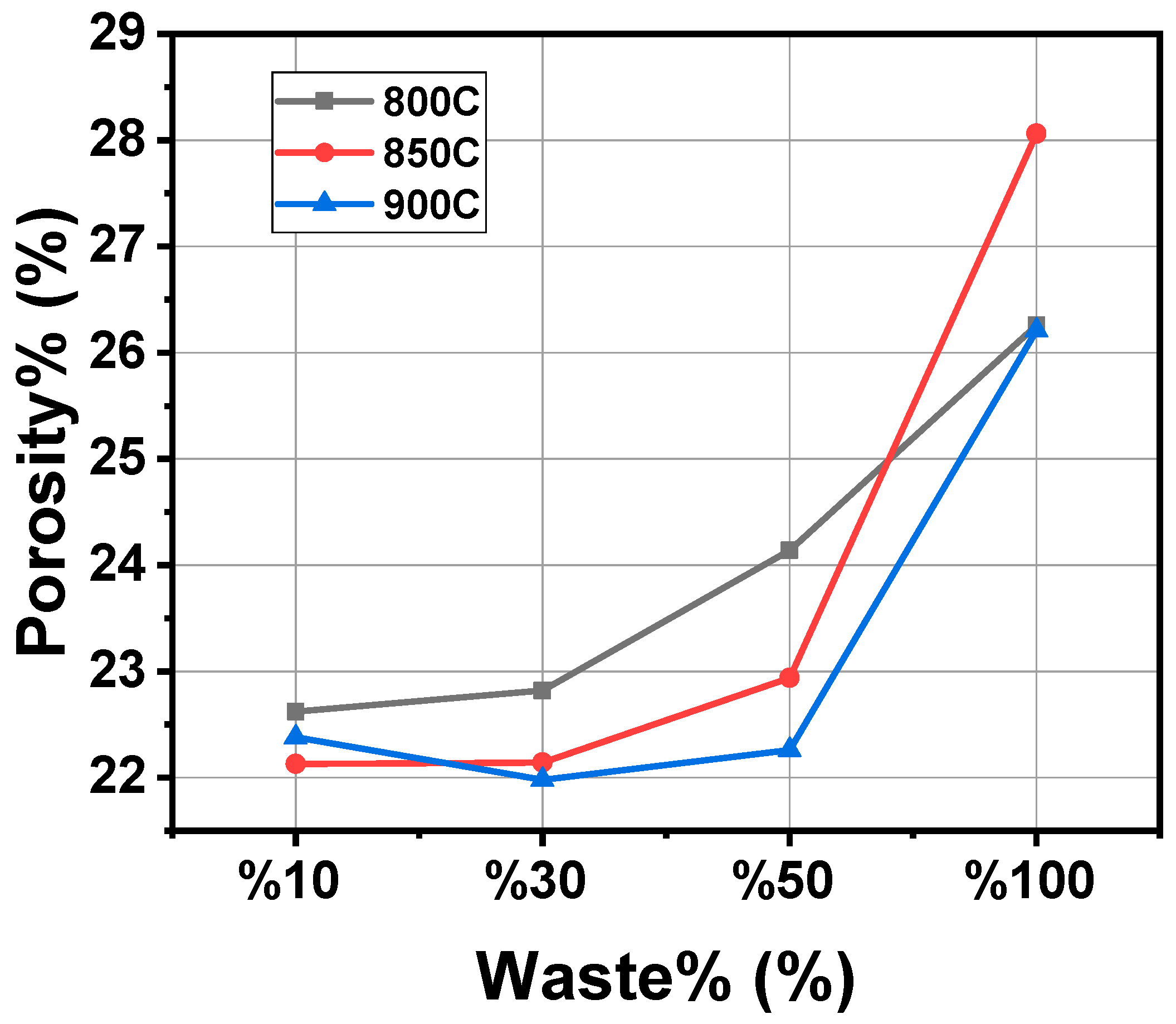
The porosity of the samples is directly related to the sludge content and the firing temperature. In the case of 800°C and 850°C, porosity increases with the increase in sludge ratios, indicating that more voids form in the structure. At 900°C, however, a slight decrease in porosity was observed for 50% sludge samples, showing the densification effects at higher temperatures. For the 100% sludge samples, porosity remains high even at 900°C, reflecting the difficulty of achieving a compact structure with excessive sludge content. This underlines the need for an optimum ratio of sludge to balance porosity and material performance.
Figure 5.
Graph of Density and Waste Percentage Variation at Different Temperatures.
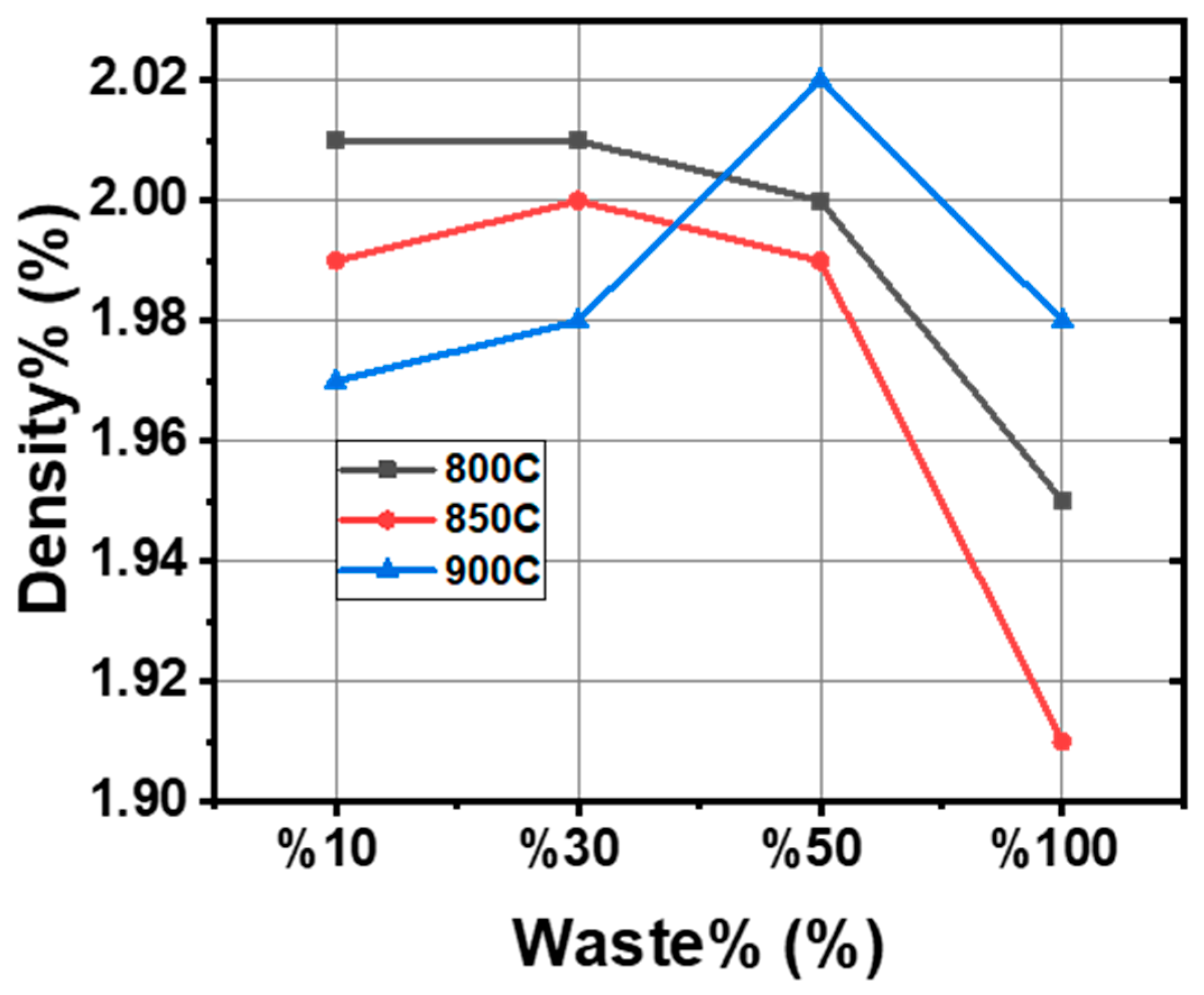
It can be seen that with increased sludge content, the values of density are lower, showing that the added sludge is lighter than clay. The influence of the firing temperature on density is not very pronounced. For samples with 10% and 30% sludge, the densities remain relatively stable over the temperatures, while for 50% and 100% sludge, there are minor fluctuations. The results also show that the increase in sludge content compromises the density of the material, probably affecting its mechanical properties and suitability for load-bearing applications.
3.1. Microstructural Analyses
SEM analyses were performed for the samples corresponding to 10%, 30%, 50%, and 100% mixtures at 800°C, 850°C, and 900°C.
Figure 6.
SEM images 800°C (a) 10 % (b) 30 % (c) 50 % (d) 100 %.
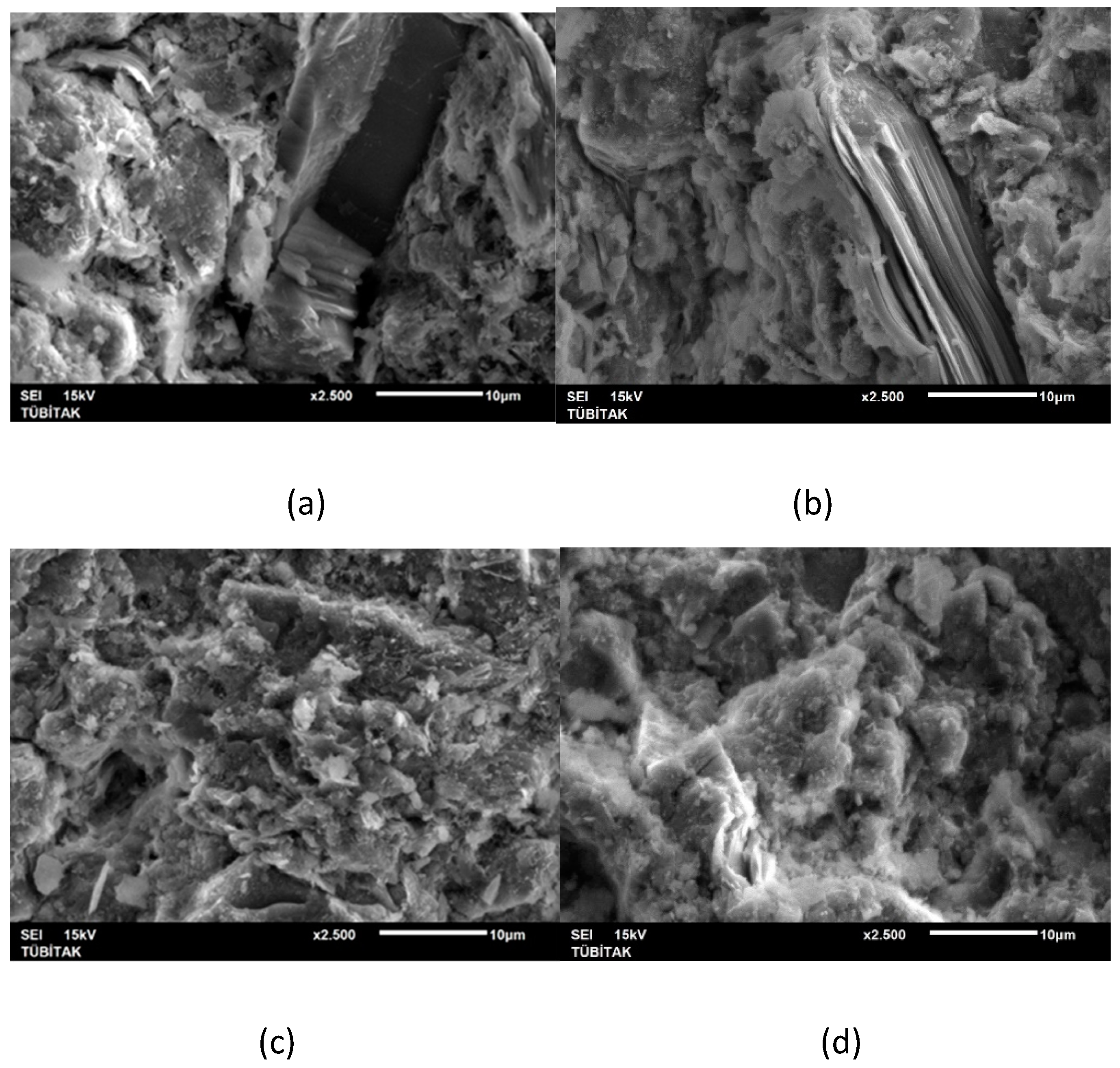
The SEM images corresponding to %10, %30, %50, and %100 mixtures at 800°C reveal significant morphological differences linked to composition and process conditions. SEM images labeled (a), (b), (c), and (d) correspond respectively to samples with increasing percent-ages (10%, 30%, 50%, and 100%) treated under 800°C. Notice that with the increase in percentage, definite morphological changes take place.
There is a well-defined microstructure variation on the samples as the percentage in-creases from 10% to 100%. In Sample a, the microstructure with 10% is rather sparse, typified by low feature density, less homogeneity in the distribution of part cles and smaller agglomerates. Smoothness of surface and porosity, minimum interation can be seen which can be attributed to the lower percentage of the treated component. However, when the per cent increases to 30% as in Sample b, there is a clear increase in the feature density. With increased mate-rial interaction, the distribution becomes more homogeneous, and it can be assumed that this is a transition phase. At 50%, represented by Sample (c), the microstructure transforms very much in the way that there is increased clustering with reduced porosity, the surface is more interconnected reflecting enhanced thermal or compositional changes due to the higher percentage. Lastly, at 100%, Sample (d) reveals a microstructure that is densely packed and well-developed. Surface morphology evidences the highest degree of interaction or reaction, and larger clusters and features indicate full system saturation after treatment at 800°C.
These changes can clearly be followed in the microstructure from 10% in (a) to 100% in (d). Passing through intermediate stages of clustering, one observes that, starting from very sparse and less uniform features in a, the system finally ends up in a very densely packed robust structure for (d). These changes indicate that the percentage directly affects the morphological and, possibly, functional properties of the material; the higher the percentage, the more pronounced the interactions or reactions are under thermal conditions.
Figure 7.
SEM images 850°C (a) 10 % (b) 30 % (c) 50 % (d) 100 %.
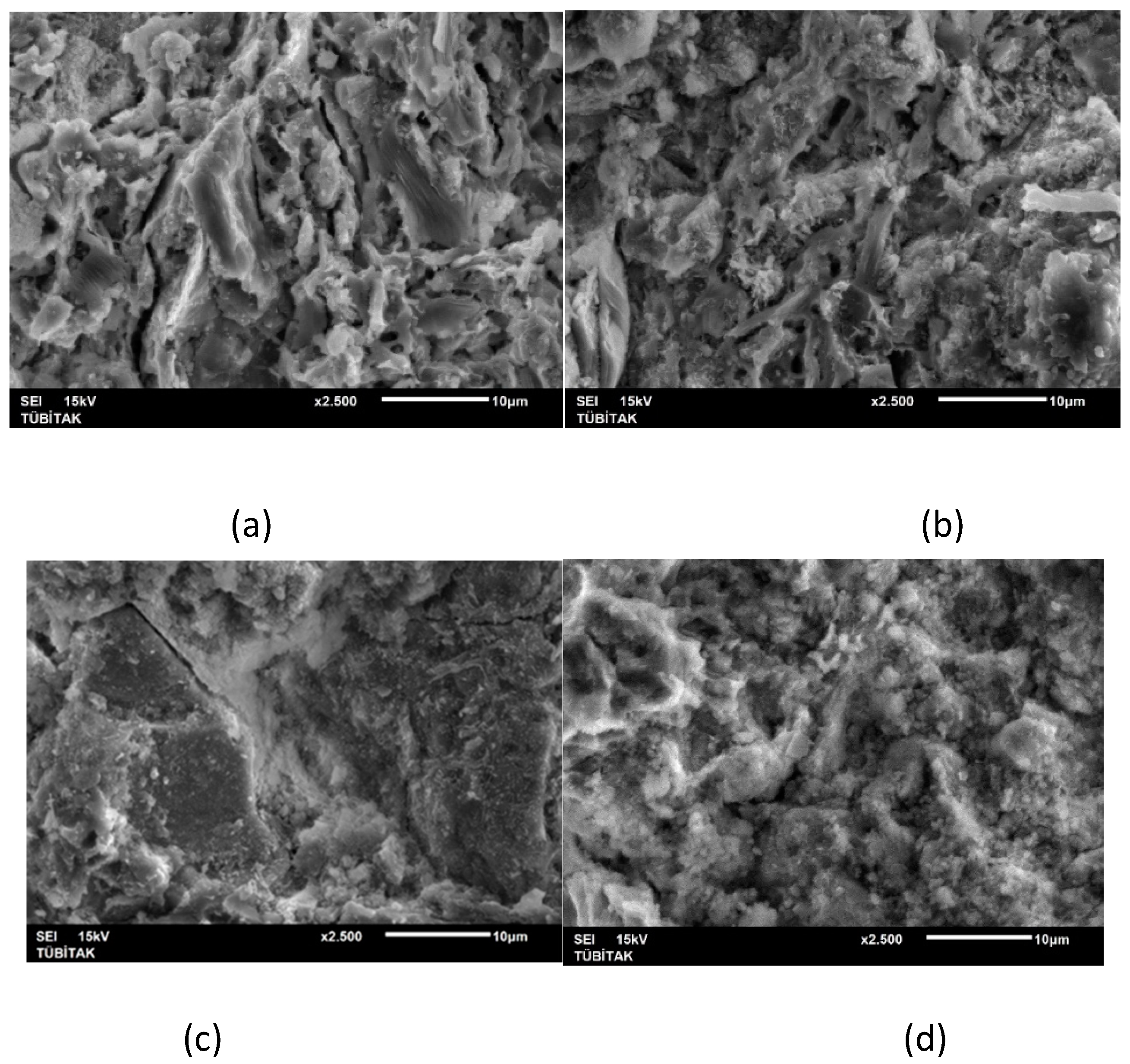
The SEM images of the %10, %30, %50, and %100 mixtures at 850°C and 25 bar indicate progressive densification and structural refinement as it proceeds with the increase in composition percentages. The microstructure of the samples clearly progresses by increasing the percentage from 10% to 100%. In Sample (a) with 10%, it was less developed, featuring sparse elements and a minimal tendency toward agglomeration. The particles appear isolated, reflecting a low level of thermal or compositional transformation. At 30%, represented by Sample (b), the density of features increases compared to that in a; the material shows moderate clustering, indicating higher interaction between components with a still relatively dispersed structure. Sample (c), 50%, shows the most enhanced feature density and connectivity. It gets quite distinctly cluster characterized and diminishes its void spaces indicating a tendency for a more coherent behaviour by virtue of its higher percent and thermal treatment. Sample (d) depicts the microstructural attribute of 100%. The complete appearance is of being compacted in, high clustering has resulted into nearly uniform feature density. The material is apparently fully interacted or transformed, thus giving minimal voids and a well-developed and robust surface.
The evolution from (a) to (d) clearly shows the effect of increasing percent-age under identical thermal conditions (850°C). At 10% (a), the microstructure is sparse and minimally developed, while at 30% (b), the features start to show moderate interaction and clustering. The transformation becomes more pronounced at 50% (c), with the microstructure becoming denser and more cohesive. Finally, at 100% (d), the surface is highly uniform and densely packed, reflecting complete transformation.
Figure 8.
SEM images 900°C (a) 10 % (b) 30 % (c) 50 % (d) 100 %.
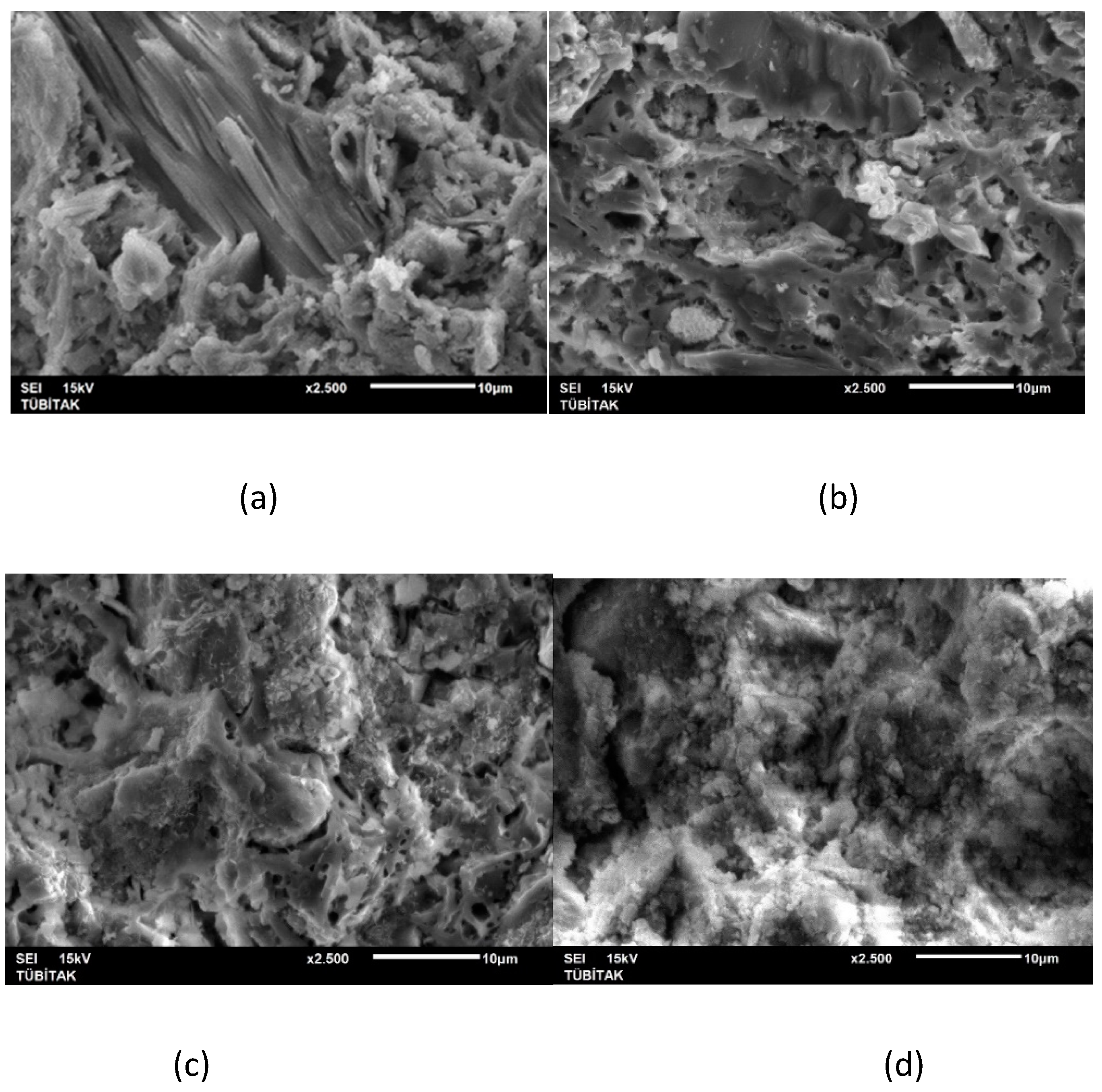
The SEM images for %10, %30, %50, and %100 mixtures at 900°C clearly show pro-gression in surface morphology and structural refinement with an increase in the percentage composition. The microstructure of the samples varies significantly with the increase in the percentage from 10% to 100%. Sample (a) with 10% shows a very minimum structural features on the surface characterized by sparse particle distribution and very little clustering. The morphology remains reasonably smooth with underdevelopment due to the percentage being lower. At 30%, Sample (b) shows clear-cut clustering, and feature density is high. This material is in an early stage of major thermal interaction leading to moderate agglomeration. Sample (c), at 50%, displays more surface structure with better connectivity and enhanced particle clustering. The microstructure is associated with a transitional stage of porosity to homogeneity. Finally, Sample (d) at 100% re-exposes a very dense surface with a uniform microstructure closely packed. Clustering is huge with very few voids, and full structural transformation has occurred at this top percentage.
Progressive change from 10% to 100% with regard to percentage, while the sample is maintained at 900°C. At 10% (a), the surface is sparsely populated and almost undeveloped, and low interaction has likely prevailed. With an in-crease to 30% (b), the features are a bit more pronounced and moderately formed in clusters. At 50% (c), the structure acquires a higher density connectivity, which reflects a major transforming phase. Finally, at 100% (d), the material has already acquired a fully developed structure with a dense and uniform surface morphology. These comparison showed the percentage dependency that influences the thermal behavior and structural evolution of the material. With a higher percentage, the clusterage is more extended, and homogeneity is seen; this also suggests a compositional-microstructural relationship.
Analyzing the cumulative graphs as a whole gives strong evidence for how much influence sludge content and firing temperature have on physical and mechanical brick properties. Generally, compression strength improves with temperature. This has maxima at 900°C for the bricks having 30% and 50% of the sludge used, signifying that for optimum structural integrity, these two sludge ratios must be used. Total shrinkage and weight loss increased with increasing temperature and sludge content and remained constant above 850°C. This reflects the thermal effect on dimensional changes. Water absorp-tion and porosity increased linearly with the sludge content, but there was evidence, especially at higher compositions of 50% and 100%, that compactness resulted in a sacrifice of material in moisture retention. Density decreases with sludge content and shows a slight variation with temperature; this reflects that sludge is lighter compared to clay. These trends highlight that an optimum sludge-to-clay ratio, particularly in the range of 30%-50%, together with a firing temperature of 900°C, is important for mechanical strength, durability, and sustainability in brick production [31,32].
Experimental investigation was performed to study the impact of various contents of sludge and firing temperatures on the mechanical and physical properties of the brick samples. The results of these experiments revealed valuable insights into the interaction be-tween composition, temperature, and microstrutural development. Total shrinkage was al-ways increased with both higher temperatures and sludge content. At 800°C, all the com-position series were found to have relatively low values for shrink-age, meaning that minimal con-traction was occurring in the structure. However, as soon as the tem-perature reached 850°C and 900°C, shrink-age became more pronounced, even for the 30% and 50% sludge content samples. This progression indicates the thermal-induced densification and phase transformations. Interestingly, for the 100% sludge samples, shrinkage stabilized at 900°C, which reflects a threshold effect, where additional temperature increases did not have any significant influence on the dimension-al changes. These observations serve to highlight the need to balance the content of sludge so that there is optimal thermal stability.
Compression strength varied strongly with sludge content and firing temperature. The highest compression strengths were recorded for samples with 30% and 50% sludge at 900°C, thus possessing the best structural properties under these conditions. The 50% sludge sample demonstrated peak performance and therefore an ideal balance between porosity and material cohesion. On the other hand, strength values for 100% sludge samples were found to fluctuate, having decreased slightly at 850°C and then increased at 900°C. These trends suggest that excessive sludge content may compromise strength due to increased porosity, highlighting the need for controlled sludge addition to optimize mechanical performance.
Water absorption increased proportionally with sludge content but remained rela-tively stable across varying temperatures. Samples with 10% and 30% sludge exhibited the lowest absorption rates, indicating better porosity control and material compactness. In contrast, the 50% and 100% sludge samples achieved higher absorption rates, indicating more open porosity. Porosity values increased in direct proportion with the percentage content of sludge as larger portions of sludge generate more space or voids within the material. There were some indications that, at 900°C, porosity for the sample with 50% sludge had slightly diminished because of the partial densification effects that usually occur during increased temperature treatment. The constant high porosity of the samples made from 100% sludge at all temperatures reveals the difficulty of achieving compact structures with excessive sludge content.
Although the higher sludge content adversely affected the density values, the latter contained lighter sludge compared to clay. On the other hand, minimum effects on density were derived from the firing temperature; even the variations in density were negligible. At all temperatures, samples of 10% and 30% sludge showed constant density. But the 50% and 100% sludge samples have shown small variations. This points out that a trade-off is present between decreased density and mechanical properties because the increased sludge content reduces the compactness of the material [33].
SEM analyses revealed morphological changes caused by different percentages of sludge and temperature. At 800°C, the microstructure was fairly open for lower percentages of sludge but had a denser and more interconnected structure at 50% and 100% of sludge. A similar trend was observed at 850°C and 900°C where higher sludge contents led to a higher level of clustering and void spaces. The 50% sludge samples had perfect microstructure formation at 900°C. There was excellent morphology, which exhibited more intense thermal interaction [34]. On the other hand, 100% sludge samples presented higher clustering, though they showed increased porosity. Therefore, complete densification of such samples becomes difficult.
The summary analysis of the entire investigation concludes that there are strong dependences of brick property upon sludge concentration and firing temperature. Compression strength increased with temperature, peaking at 900°C for the 30 and 50 % sludge samples, which had the highest structural performance [35,36]. Shrinkage and weight loss increased with both temperature and percentage of sludge, but there was stabilization beyond 850°C indicating the thermal effects on the overall dimensional changes. Water absorption and porosity trends demonstrate a trade-off in compactness at the expense of moisture retention with higher sludge contents. Meanwhile, the density results reflect the limit of excessive sludge addition to material compactness and load-carrying capacity.
4. Conclusions
Such a finding emphasizes the environmental advantages of using waste silica sand sludge, or W3S, in brick production, contributing to sustainable waste management and circular economy practices.
Conclusively, on the basis of trends in chemical composition as presented in Table 2, W3S may be an additive in brick making. High contents of silica and alumina enhance the thermal resistance and mechanical stability but at the same time lower the fluxing agents such as CaO, Na₂O, and K₂O. The firing conditions might have to be controlled well in order to retain the structural integrity. The shifts observed in the chemical composition are valuable to design sustainable eco-friendly bricks that perform better.
An experimental study was performed to evaluate the potential of W3S from KUMSAN as an additive for brick production. The physical and chemical properties of both the brick soil and the wet silica waste were characterized for effective design of laboratory-scale experiments. Preliminary experiments using pure brick soil provided a standard with which to compare the initial results for samples containing the corresponding weight percent values of W3S (10%, 30%, 50%, and 100%).
The physical and chemical properties of the brick soil used in the experimental studies and the wet silica waste samples were determined. Based on these, laboratory-scale experimental studies were planned. In this context, firstly, brick production was made from the brick soil obtained from the İKİZLER Brick factory and the results of this were accepted as reference. The manufacture of bricks was carried out by adding W3S into the brick soil in certain proportions. This experimental work produced positive results from both physical property and mechanical property perspectives.
The optimum condition has been a 50/50 mix of W3S and brick clay fired at 850°C, which seems to offer the best balance between mechanical strength, durability, and environmental impact reduction.
The resulting strength in compression was 126.924 N/mm²; porosity was less, only 22.94%; water absorption was reduced to 11.51%, hence ensuring a dense structure that was durable and with good, stable density at 1.99 g/cm³. This approach of using industrial waste in construction materials will reduce landfill wastes, lessen the demand for virgin clay resources, and decrease carbon emission related to fired brick production.
10% W3S at 900°C exhibited the highest compressive strength, but lower environmental benefit due to the waste used. On the other hand, 100% W3S at 900°C had higher porosity and water absorption, and was thus less ideal for structural purposes. The 50% W3S at 900°C was relatively good but exhibited a little lesser compressive strength compared to the same mixture fired at 850°C. Ultimately, this study demonstrates that the use of 50% W3S in brick production at 850°C is the most effective solution for sustainable waste management with the reduction of problems in industrial waste disposal while still ensuring high-quality construction materials. Future studies could look into the long-term performance of such materials under environmental exposure to validate their practical applicability.
Author Contributions
formal analysis, investigation, data curation, writing—initial draft preparation, software, conceptualization, supervision, methodology, validation, writing—review and editing, resources; data analysis tools, data curation, analysis, investigation, data curation, writing help in original draft preparation , expert ideas, visualization, review and editing, validation conceptualization, review and project administration, visualization, resources by YT.
Funding
This research received no external funding.
Acknowledgments
I am deeply grateful to Kumsan A.Ş. Döküm Malzemeleri Sanayi ve Ticaret A.Ş. and Murat Göktuğ Üzümoğlu for their raw material support within the scope of this study.
References
- Wang, S.; Gainey, L.; Mackinnon, I.D.R.; Allen, C.; Gu, Y.; Xi, Y. Thermal behaviors of clay minerals as key components and additives for fired brick properties: A review. J. Build. Eng. 2023, 66, 105802. [Google Scholar] [CrossRef]
- Feiglstorfer, H.; Ottner, F. The impact of clay minerals on the building technology of vernacular earthen architecture in Eastern Austria. Heritage 2022, 5(1), 378–401. [Google Scholar] [CrossRef]
- Sánchez, D.; Mora, R.; Chaparro, A.; Sánchez-Molina, J. Physicochemical and mineralogical properties of clays used in ceramic industry at North East Colombia. Dyna 2019, 86(209), 97–103. [Google Scholar] [CrossRef]
- Rosario, M. Advancing sustainable construction: insights into clay-based additive manufacturing for architecture, engineering, and construction. 2024. [CrossRef]
- Akintola, G. Mechanical evaluation of soil and artisanal bricks for quality masonry product management, Limpopo, South Africa. Sci. Rep. 2024, 14 (1). [CrossRef]
- Sufian, M.; Ullah, S.; Ostrowski, K.; Ahmad, A.; Zia, A.; Śliwa-Wieczorek, K.; Awan, A. An experimental and empirical study on the use of waste marble powder in construction material. Materials 2021, 14(14), 3829. [Google Scholar] [CrossRef] [PubMed]
- Pr, F. Synthesis and characterization of clay brick using waste groundnut shell ash. J. Waste Resour. Recycl. 2019, 1(1), 1–8. [Google Scholar] [CrossRef]
- Lissy, P.; Peter, C.; Mohan, K.; Greens, S.; George, S. Energy efficient production of clay bricks using industrial waste. Heliyon 2018, 4(10), e00891. [Google Scholar] [CrossRef]
- Bohara, N.; Bhat, L.; Ghale, D.; Duwal, N.; Bhattarai, J. Investigation of the firing temperature effects on clay brick sample; Part-I: mineralogical phase characterization. Bibechana 2018, 16, 122–130. [Google Scholar] [CrossRef]
- Johari, I.; Saıd, S.; Hisham, B.; Bakar, A.; Ahmad, Z. Effect of the change of firing temperature on microstructure and physical properties of clay bricks from Beruas (Malaysia). Sci. Sinter. 2010, 42(2), 245–254. [Google Scholar] [CrossRef]
- Khanal, D.; Paudel, M.R. Quality assessment of bricks produced in Chitwan District, Central Nepal. J. Nepal Geol. Soc. 2023, 65 (Sp. Issue), 141–150. [Google Scholar] [CrossRef]
- Teklehaimanot, M.; Hailay, H.; Tesfaye, T. Manufacturing of ecofriendly bricks using microdust cotton waste. J. Eng. 2021, 1–10. [Google Scholar] [CrossRef]
- Raut, S.; Ralegaonkar, R.; Mandavgane, S. Development of sustainable construction material using industrial and agricultural solid waste: a review of waste-create bricks. Constr. Build. Mater. 2011, 25(10), 4037–4042. [Google Scholar] [CrossRef]
- Tessema, I. Production and characterization of bricks from bottom ash and textile sludge using plastic waste as binding agent. J. Eng. 2023, 1–7. [Google Scholar] [CrossRef]
- Chin, W.; Lee, Y.; Amran, M.; Fediuk, R.; Vatin, N.; Kueh, A.; Lee, Y. A sustainable reuse of agro-industrial wastes into green cement bricks. Materials 2022, 15(5), 1713. [Google Scholar] [CrossRef] [PubMed]
- Ongpeng, J.; Inciong, E.; Sendo, V.; Soliman, C.; Siggaoat, A. Using waste in producing bio-composite mycelium bricks. Appl. Sci. 2020, 10(15), 5303. [Google Scholar] [CrossRef]
- Singh, A.; Srivastava, A.; Singh, A.; Singh, H.; Kumar, A.; Singh, G. Utilization of plastic waste for developing composite bricks and enhancing mechanical properties: a review on challenges and opportunities. Adv. Polym. Technol. 2023, 1–24. [Google Scholar] [CrossRef]
- Weng, C.; Lin, D.; Chiang, P. Utilization of sludge as brick materials. Adv. Environ. Res. 2003, 7(3), 679–685. [Google Scholar] [CrossRef]
- Chen, C.; Wu, H. Lightweight bricks manufactured from ground soil, textile sludge, and coal ash. Environ. Technol. 2017, 39(11), 1359–1367. [Google Scholar] [CrossRef]
- Uslu, E.; Avşar, E.; Toröz, İ. Otomotiv Endüstrisi Kimyasal Arıtma Çamurlarının Tuğla Üretiminde Kullanılabilirliğinin Ürün Kalitesi Yönünden Araştırılması. TÜRKAY 2009, Türkiye’de Katı Atık Yönetimi Sempozyumu, Yıldız Teknik Üniversitesi, İstanbul, 2009.
- Adiyanto, O.; Mohamad, E.; Razak, J. Systematic review of plastic waste as eco-friendly aggregate for sustainable construction. Int. J. Sustain. Constr. Eng. Technol. 2022, 13. [Google Scholar] [CrossRef]
- Shubbar, A.; Sadique, M.; Kot, P.; Atherton, W. Future of clay-based construction materials – a review. Constr. Build. Mater. 2019, 210, 172–187. [Google Scholar] [CrossRef]
- Odeyemi, S. Determining the Properties of Unfired Stabilized Kaolinitic Clay Brick for Sustainable Construction. Key Eng. Mater. 2024, 981, 237–246. [Google Scholar] [CrossRef]
- Ariq, O. Development of Geothermal Sludge Derived-Silica Catalyst for Sago Starch Hydrolysis. Key Eng. Mater. 2024, 6, 37–41. [Google Scholar] [CrossRef]
- Suhadi, E. Preparation of Sulfonated SiO2 Catalyst from Geothermal Sludge Waste for Sago Flour Hydrolysis. Adv. Sci. Technol. 2024, 138, 71–75. [Google Scholar] [CrossRef]
- Adiatama, A.; Susanti, R.; Astuti, W.; Petrus, H.; Wanta, K. Synthesis and Characteristic of Nanosilica from Geothermal Sludge: Effect of Surfactant. Metalurgi 2022, 37(2), 73. [Google Scholar] [CrossRef]
- Şenol, A.; Guner, A. Use of Silica Fume, Bentonite, and Waste Tire Rubber as Impermeable Layer Construction Materials. Adv. Civ. Eng. 2023, 2023, 1–12. [Google Scholar] [CrossRef]
- Kuok, C. H.; Dianbudiyanto, W.; Liu, S. H. A Simple Method to Valorize Silica Sludges into Sustainable Coatings for Indoor Humidity Buffering. Sustain. Environ. Res. 2022, 32, 8. [Google Scholar] [CrossRef]
- Judith, J. V.; Vasudevan, N. Synthesis of Nanomaterial from Industrial Waste and Its Application in Environmental Pollutant Remediation. Environ. Eng. Res. 2022, 27(2), 200672. [Google Scholar] [CrossRef]
- Salman, A. D.; Juzsakova, T.; Le, P. C.; et al. Preparation, Characterization, and Application of Nano-Silica from Agricultural Wastes in Cement Mortar. Biomass Convers. Biorefin. 2023, 13, 9411–9421. [Google Scholar] [CrossRef]
- Nor, M.; Hamed, A.; Ali, F.; Khim, O. Properties and Performance of Water Treatment Sludge (WTS)-Clay Bricks. J. Teknol. 2015, 77. [Google Scholar] [CrossRef]
- Ge, H. Review of Solid Waste Resource Utilization for Brick-Making. E3S Web Conf. 2024, 520, 02006. [Google Scholar] [CrossRef]
- Ewemoje, O.; Bademosi, T. Development of a Sludge Dewatering Filter and Utilization of Dried Sludge in Brick Making. Fuoye J. Eng. Technol. 2019, 4. [Google Scholar] [CrossRef]
- Huang, B.; Zhang, X.; Zhu, J. Z. Influence of Sludge Content on Compressive Strength of Sintering Sludge-Shale Bricks. Appl. Mech. Mater. 2012, 238, 101–104. [Google Scholar] [CrossRef]
- Amin, F.; Abbas, S.; Abbass, W.; Salmi, A.; Ahmed, A.; Saeed, D.; et al. Potential Use of Wastewater Treatment Plant Sludge in Fabrication of Burnt Clay Bricks. Sustainability 2022, 14(11), 6711. [Google Scholar] [CrossRef]
- Zhang, X.; Jiao, Y.; Yu, L.; Liu, H.; Wang, X. Effect of Sewage Sludge Addition on Microstructure and Mechanical Properties of Kaolin-Sewage Sludge Ceramic Bricks. Coatings 2022, 12(7), 944. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



