
Submitted:
03 February 2025
Posted:
05 February 2025
You are already at the latest version
Abstract
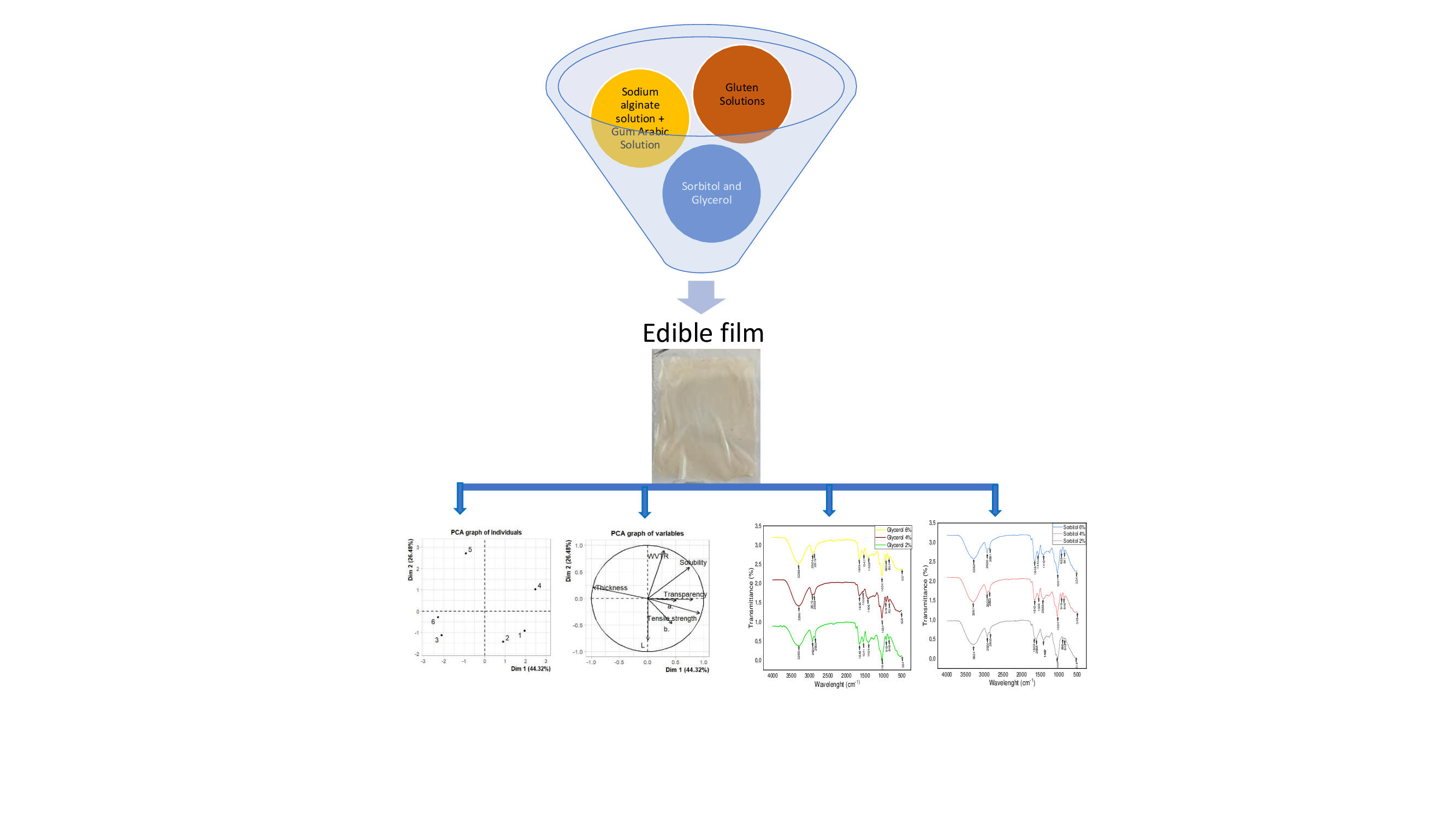
This study aimed to produce sodium alginate/gum Arabic/gluten edible films and to evaluate the effect of glycerol and sorbitol in various concentrations on the physical, mechanical, barrier, and optical properties of the films. Using solvent casting, an edible film based on sodium alginate/gum Arabic/gluten was plasticized with glycerol and sorbitol at 2%, 4%, and 6% (w/v). The properties of edible films were then characterized by physical, mechanical, barrier, and optical properties. Decreased solubility, tensile strength, and water vapor transmission rate were obtained as higher glycerol and sorbitol concentrations were added. Films plasticized with 6% glycerol and 6% sorbitol had the lowest solubility, tensile strength, and water vapor transmission rate. In addition, films plasticized with glycerol, regardless of concentration, were more transparent than sorbitol. Still, the addition of glycerol and sorbitol was insignificant in the thickness properties and L value of the films. The absorption peaks of the Fourier transform infrared spectra pattern of films plasticized with sorbitol and glycerol were similar, confirming the interaction between plasticizers and biopolymers used in this study. Sorbitol and glycerol are compatible with sodium alginate/gum Arabic/gluten, and it is confirmed that these plasticizers influence the films' physical, mechanical, barrier, and optical properties.
Keywords:
glycerol
; sorbitol
; sodium alginate
; gum Arabic
; gluten
; edible film
1. Introduction
Developing edible, biodegradable, and eco-friendly materials for primary packaging has increased as petroleum-based packaging poses environmental and safety risks. Edible films constructed from biopolymers and plasticizers have recently gained much attention as a possible replacement for petroleum-based packaging. Sodium alginate and gum Arabic are the most important biopolymers because of their high processability and abundance. Earlier studies have proven that sodium alginate in edible films results in robust, fibrous films with comparable properties to conventional materials [1]. Sodium alginate-based edible film and coating are widely used in the food industry to extend the shelf-life of food products due to good oxygen barrier properties, low toxicity, good compatibility and biodegradability, low cost, and prominent film-forming ability [2].
Meanwhile, various biopolymers, such as pectin, xanthan gum, gluten, and gum Arabic, have been mixed into a sodium alginate matrix for increasing the physical, mechanical, barrier, and optic sodium alginate-based films. For example, some authors fabricated sodium alginate/gum Arabic/glycerol loaded with natamycin and reported that the films could delay sweet potatoes' physiological and quality changes during traditional storage and prolong the shelf-life of sweet potatoes [3]. It was also reported that when sodium alginate was mixed with pectin and xanthan gum, films produced showed high compatibility, vapor resistance, and high efficiency, which can be used to prolong the shelf-life of fresh-cut potatoes [4]. Moreover, sodium alginate-based films combined with leaf extracts of Vitis vinifera could enhance the films' physical, antibacterial, and antioxidant properties as ultrasound-assisted is used [5].
Gum Arabic, a biodegradable and biocompatible polysaccharide obtained from the stems and branches of the acacia tree [6], has shown a good water barrier and demonstrated antioxidant effectiveness when combined with chitosan on a ratio of 1:2 [7]. The presence of galactose, rhamnose, arabinose, and glucuronic acid has been considered a pivotal component due to their ability to generate low viscosity and high emulsification of film-forming solution [8]. However, a single-gum Arabic film shows disadvantages such as poor mechanical strength and low water resistance. Therefore, some researchers combined gum Arabic with other components to improve films' physical, mechanical, and barrier properties [9]. Some authors reported that blending edible film made from white almond isolate protein and gum Arabic could increase tensile strength and elongation but decrease water vapor permeability [10]. Moreover, it was also reported that the use of lower gum Arabic combined with aqueous extracts of Syzygium aqueum, Diploglottis bracteata, and Tasmannia lanceolata could inhibit microbial growth without sacrificing the sensory properties of fresh-cut red capsicum [11].
Combining two polysaccharides with protein is being extensively investigated as important information for constructing bio-based mixed films with tailored properties instead of single-component films. It was reported that combining gum Arabic and sodium alginate with whey protein concentrate at a 1:2 ratio may provide good prospects for various industrial processing [12]. Moreover, gluten, a plant protein consisting of monomeric gliadins and polymeric glutenins, is commonly used for edible packaging films due to its inexpensive cost, plentiful availability, and renewable resource, so it can be combined with polysaccharides. The use of single wheat gluten protein was reported to exhibit poor mechanical strength, weak water resistance, and is prone to rupture [13]. It was observed that strawberries wrapped with gluten-edible films displayed higher visual quality and had an acceptable taste for consumers [14] and gluten-based edible films combined with polysaccharides [15] and gluten combined with apple pectin [16] improved the physical properties of films.
Improving the quality of the edible film composed of three biopolymers with additional plasticizers, such as glycerol and sorbitol, can also be another option. Plasticizers are the other component used to generate edible films; they are introduced into film-forming solutions to boost their mechanical or structural stability while minimizing film permeability. Some plasticizers include monosaccharides, oligosaccharides, polyols, lipids, and derivatives [17]. Many studies have shown the impact of plasticizers on the physical, mechanical, and barrier properties of edible film and coating. It has been reported that sorbitol and glycerol, often used in edible film-forming solutions, are largely identical in absorption band areas. However, adding sorbitol and glycerol increases the intermolecular hydrogen bonds, and the same plasticizer has varied effects on the different film-forming components [18]. Several studies have reported that films plasticized with sorbitol were more effective oxygen barriers, homogeneous, and smoother than films plasticized with and without glycerol [19]. Moreover, the properties of polysaccharide-based edible films depended on interactions between polysaccharide chains with the addition of various polyol plasticizers as reported for X-ray diffraction, Fourier transform infrared spectroscopy, and scanning electron microscopy analyses [20]. So far, no research has yet focused on the production of sodium alginate/gum Arabic/gluten edible film combined with different types and concentrations of plasticizer.
This study aimed to produce edible films with sodium alginate/gum Arabic/gluten blend with the addition of glycerol and sorbitol and to evaluate the effect of glycerol and sorbitol in various concentrations on the physical, mechanical, barrier, and optical properties of the edible films. To reach this goal, six edible films, corresponding to three levels of glycerol and sorbitol at the same concentration (2%, 4%, and 6%) were produced. These samples were then evaluated for the physical, mechanical, barrier, and optical properties of the films.
2. Materials and Methods
2.1. Materials
Gum Arabic (Ingredion, Thailand), sodium alginate (PT. Sumber Berlian Kimia, Jakarta), and wheat gluten (Gloden Ante, Anhui Ante Food, Co.Ltd) were used as the main ingredients to produce edible film. Sorbitol and glycerol were used as plasticizers, span 60 and tween 80 purchased from the local market were used as emulsifiers.
2.2. Preparation of Wheat Gluten Solution
Wheat gluten solution was prepared according to Sharma et al. (2017) [21] with some modifications. Fifteen grams of wheat gluten was dispersed in 72 ml of ethanol (Merck, Germany) and then heated using a magnetic stirrer (DLAB MS-H280-Pro) to a temperature of 50°C for 10 min. Afterward, 48 ml of distilled water and 0.5 ml of 6 N ammonium hydroxide were added to the wheat gluten solution.
2.3. Preparation of Sodium Alginate and Gum Arabic Solution
Sodium alginate and gum Arabic solutions were prepared by mixing 2% (w/v) of sodium alginate and 3% of gum Arabic (w/v) in distilled water. The solution was stirred at 80°C for 30 min, and then a sodium alginate/gum Arabic solution was obtained.
2.4. Preparation of Edible Film
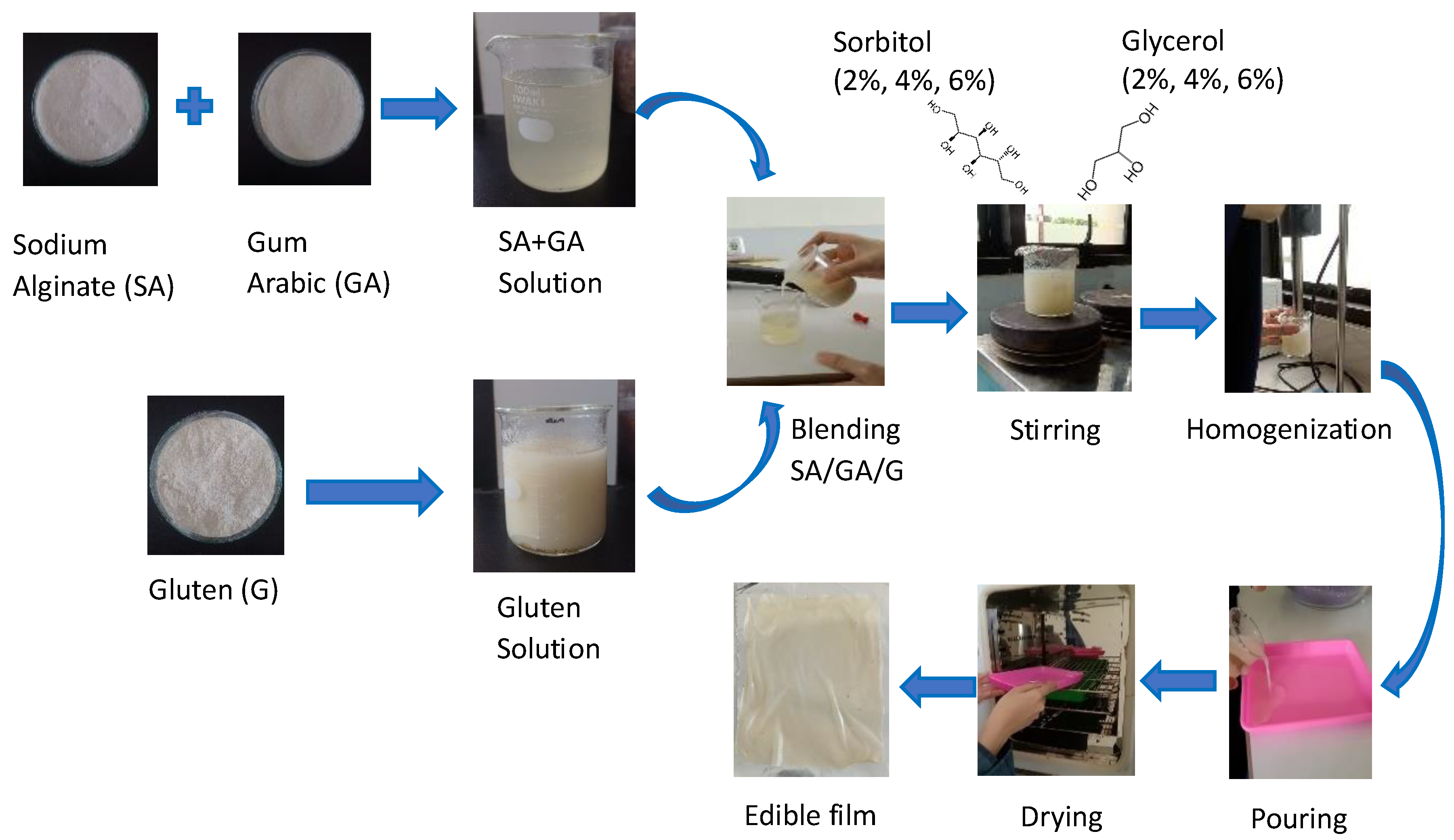
To produce edible films, 10 ml of wheat gluten solution was mixed with 40 ml of sodium alginate and gum Arabic solution. Then, tween 80 (0.6 ml) and span 60 (0.4 ml) were added to the solution and magnetically stirred until homogenous. Thereafter, adding sorbitol and glycerol at different concentrations (2%, 4%, and 6% w/v) at 80 °C with constant stirring for 30 min. The solution was then homogenized with ultra-turrax (Heidolph RZR 2021) for 2 min at 24.000 rpm. The film-forming solution was then placed into the mold and oven-dried at 50°C for 4 h, as shown in Fig.1.
Figure 1.
Production process of sodium alginate/gum Arabic/gluten edible film.
2.5. Film Characterizations
2.5.1. Thickness
A digital caliper (KRISBOW KW06-422) was used to measure the thickness of individual film samples to the nearest ± 0.01 mm at five randomly selected areas, and their average value was calculated.
2.5.2. Film Solubility in Water
Film samples sized 2 x 2 cm were dried using a drying oven (Huanghua, GP-30BE) at 105°C for 24 h and weighed to the nearest 0.001 g to determine the initial weight (W1). The dried films were immersed in 50 ml of water for 24 h and then stirred slowly at room temperature. After immersing, the films were re-dried in a drying oven at 105°C for 24 h to determine the final dry weight (W2), which was insoluble in water. Finally, the solubility of the films was calculated using the following equation:
2.5.3. Tensile Strength
A testometric testing machine is used to measure the film's tensile strength. The film was sliced into 20 x 40 mm square pieces. The testing equipment clamps the sample. The tool pulls the samples at 100 mm/min speed until the samples break. Measurements were made at room temperature. Tensile strength is expressed in MPa.
2.5.4. Water Vapor Transmission Rate
The water vapor transmission rate (WVTR) of the film was calculated according to the previous method [22] with slight modifications . A test cup contained 30 mL of distilled water. With a 3 cm diameter and without touching the water, the film was cut into a circle and placed on the test cup’s mouth. The system’s weight (test cup + water + film) was monitored from 0 to 5 h at 1-hour intervals while it was stored in a desiccator containing silica gel. The WVTR was expressed using the following equation:
where ΔW is the amount of water absorbed by silica gel as a function of the time and A is the area of the film (m2), being the slope (ΔW/Δt) of each line determined by linear regression.
2.5.5. Color
The color of the developed film was obtained by measuring the lightness (L*), redness/greenness (a*), and yellowness/blueness (b*) using a colorimeter (CHN Spec CS-10). For each section, measurements were taken three times. The collected data were then averaged.
2.5.6. Transparency
The transparency of developed films was assessed according to previous method [23]. Strips of films (1 cm x 3 cm) were supplied. The top and bottom edges of the strips were taped to the surface of a cuvette, and the transmittance at 600 nm was measured with a spectrophotometer (SHIMADZU, UV-1280). The transparency was calculated using the following equation:
where T is the transparency, A is the absorbance, and δ is the thickness.
2.5.7. FTIR
FTIR analysis (QATR-S, Shimadzu, Japan) was performed to characterize the films. The range of the spectral region was 4000 cm-1 to 500 cm-1, and 32 scans with a resolution of 2 cm-1 were established.
2.5.8. Scanning Electron Microscope (SEM) of Films
The surface of edible films was examined by a scanning electron microscope (SEM instruments, Tokyo, Japan) at 15 kV accelerating voltage. The sample was placed on a two-sided aluminum plate and covered with a layer of gold metal powders for 30 seconds. The surface of edible films was recorded at magnifications of x 200, respectively.
2.6. Data Analysis
In this work, statistical analysis was used to determine the significant differences in thickness, color, solubility, tensile strength, WVTR, and transparency. The mean values and standard deviation of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol were determined by analysis of variance (ANOVA) using R software (release 4.1.0, 2021). A P value of <0.05 was considered statistically significant. Principal component analysis (PCA) of function of the FactoMineR package (version 2.4) was also performed to evaluate the similarity and variation of physical, mechanical, barrier, and optical properties between samples.
3. Results and Discussion
3.1. Thickness
Thickness was measured to assess the physical properties of edible films, which are related to the volume of film-forming liquid used or the area over which the liquid was dispersed [24]. The addition of glycerol showed no significant influence on thickness (ANOVA; F(2; 6) = 2.85; p = 0.13). Similar results were also observed in the addition of sorbitol (ANOVA; F(2;6) = 4.07; p = 0.08) (Table 1), which indicated that the thickness properties of films plasticized with glycerol and sorbitol were not different for each concentration. Some authors reported that increasing glycerol added from 4% to 6% to wheat gluten films did not show a significant difference on thickness [21]. Similarly, it was also reported that various glycerol concentrations used to generate chia seed mucilage films by solvent casting method did not have a significant effect on thickness properties [25]. In contrast, some authors reported significantly increased thickness in films made from semi-refined kappa-carrageenan films. They also reported that a higher thickness of films is plasticized with glycerol due to the dispersed plasticizer molecules in the film matrix, resulting in increased interstitial spacing between polymer chains in the film matrix [19]. Nevertheless, the plasticizers used in this study did not increase thickness, which may have been due to the presence of undissolved gluten in the film-forming solution. This means that the glycerol and sorbitol could be distributed in the matrix films without affecting the thickness of the films. However, this study demonstrated that sodium alginate/gum Arabic/gluten plasticized with glycerol and sorbitol could form a thin film within the 0.14–0.17 mm range. Some authors reported that the ideal thickness of films for food packaging is more than 0.050 mm but less than 0.3 mm (Paidari et al., 2021; .Huber et al., 2009) [26,27].
3.2. Color
Table 1 shows the color of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. The addition of glycerol showed no significant influence on L* (ANOVA; F(2; 6) = 0.48; p = 0.64), nor did the addition of sorbitol (ANOVA; F(2;6) = 2.94; p = 0.013). The lightness (L*) values of films plasticized with glycerol range from 57.98 to 59.98 and 59.27 to 60.37 for films plasticized with sorbitol, which indicates that all films were light in both plasticizers. The lightness values obtained were low because the concentrations of the two plasticizers used (2-6%) were not high enough to dilute the polymer significantly. In addition, ANOVA showed that there was no significant difference between the two types of plasticizers employed. This is attributed to the nature of the plasticizer, which is a colorless substance [28]. Also, the L value results across all samples exhibit similar behavior to the thickness, indicating that the plasticizer concentrations did not have a significant impact. This result was similar to the previous study, which reported that the film’s thickness was positively correlated with L* [29]. According to the film’s color coordinates (a* and b*), films with glycerol addition had no significant influence on a* (ANOVA; F(2;6) = 4.17; p = 0.07), but films with sorbitol addition displayed significance on a* (ANOVA; F(2;6) = 60.86, p < 0.0001). In glycerol films, the a* values of films range from −5.36 to −6.42 but are −4.51 to −7.01 for the sorbitol films, which means the presence of a greenish tint in sorbitol than glycerol. Films with glycerol addition had no significant influence on b* (ANOVA; F(2;6) = 1.92; p = 0.23), but films with sorbitol addition showed significance on b* (ANOVA; F(2;6) = 41.36, p < 0.0001). The b* values of films plasticized with glycerol range from 7.66 to 11.11 but are 8.84 to 14.96 for those plasticized with sorbitol. A lower b* value of film plasticized with glycerol is hypothesized to relate to solubility within the film-forming solution. The b* values that describe leaning toward yellow color were increased by increasing sorbitol concentration at 4%, whereas glycerol at 4% it decreased to almost double. Addition of sorbitol at 4% seems to have a great opportunity to make a subtle color change than that of glycerol. Similar results are reported in gum films [30] and cellulose [31].
3.3. Solubility
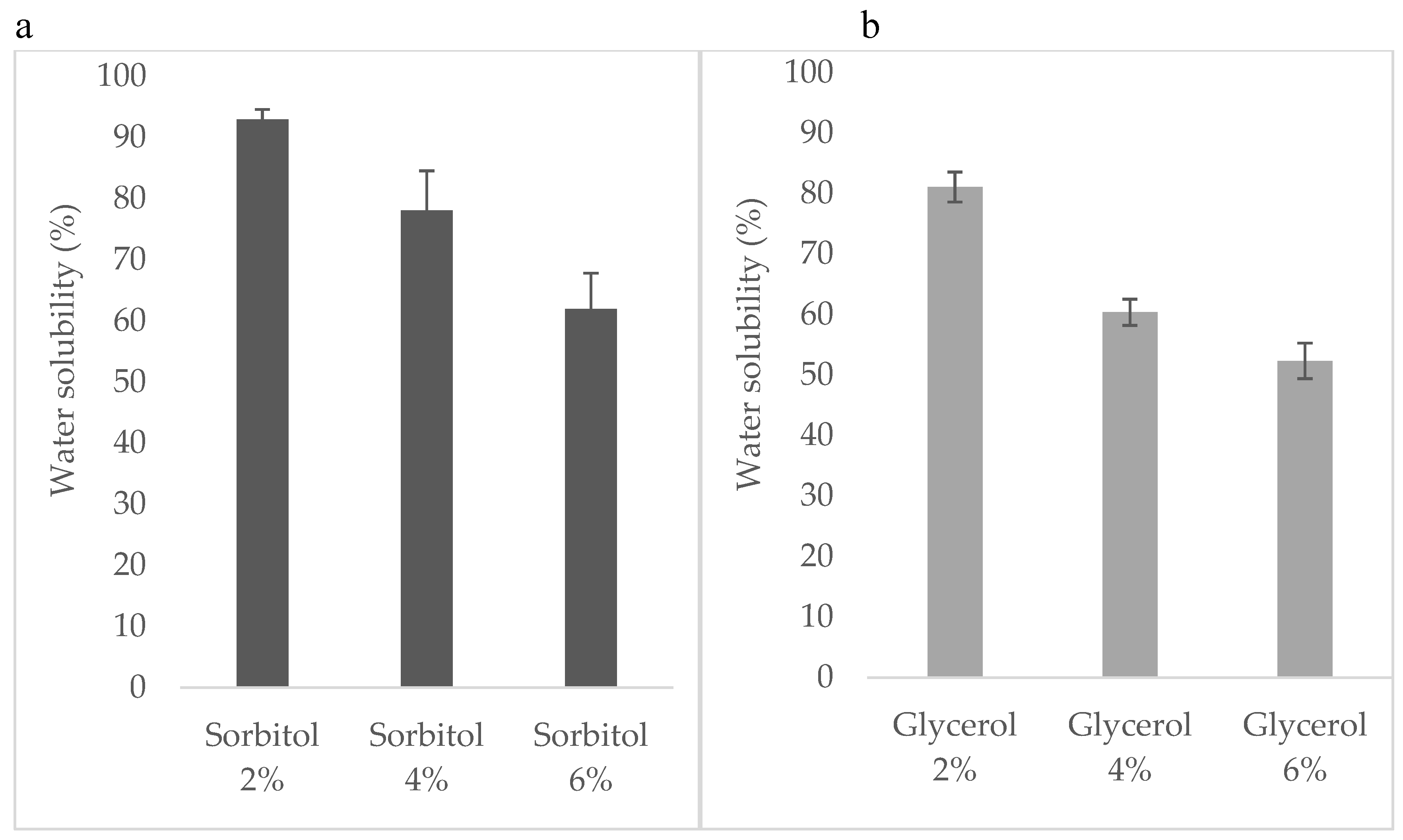
The film solubility in water is important since it is related to maintaining product integrity, water resistance for packaging materials, and biodegradability [28,30]. Based on the results shown in Table 2, the addition of glycerol showed a significant influence on solubility (ANOVA; F(2; 6) = 102.1, p < 0.0001), nor did the addition of sorbitol (ANOVA; F(2;6) = 27.35, p < 0.0001). The solubility of film in water decreased with increased plasticizer concentrations, as shown in Fig.2. This result contradicted the study, which reported that water solubility increased via plasticizer addition [28,32]. According to these researchers, plasticizer has the ability to reduce interactions between biopolymer chains and enhance the interaction between the plasticizer and polymer, resulting in increasing water solubility. However, the more plasticizers used in this study the more decreasing water solubility, which may have been due to the presence of gum Arabic, which can bind water and produce gels [33], consequently reducing the mobility of water molecules and decreasing the overall solubility of substances that would dissolve readily in water. In addition, gluten used in this study can bind water and other components that could decrease water solubility. Gluten addition to the pectin films with the lowest glycerol concentration provided the lowest water solubility [34]. These results showed that films developed in this study were suitable for fresh and minimally processed food packing, which demands high water solubility [28]. Sorbitol at all concentrations (2-6%) was found to have the highest solubility than glycerol. The sorbitol had a ring molecular conformation that may increase the interaction of hydrogen bonds in the gluten, promoting the highest solubility water.
Figure 2.
Water solubility of sodium alginate/gum Arabic/gluten films plasticized with (a) Glycerol and (b) Sorbitol.
Figure 2.
Water solubility of sodium alginate/gum Arabic/gluten films plasticized with (a) Glycerol and (b) Sorbitol.
3.4. Tensile Strength
Table 2 shows the tensile strength of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. The addition of glycerol showed a significant influence on tensile strength (ANOVA; F(2; 6) = 381.5, p < 0.0001). Moreover, sorbitol addition tends to significantly influence tensile strength (ANOVA; F(2; 6) = 4.64, p = 0.06). Edible film plasticized with 2% glycerol and sorbitol showed the highest tensile strength (0.10 N/mm2 and 0.13 N/mm2) values compared with 4% and 6%. In terms of glycerol, these results are similar to those previous studies reported that increasing glycerol concentrations reduced the tensile strength of the pea protein isolate-based films produced by high-moisture extrusion processing. Adding glycerol to heat-denatured pea protein films improved their ductility by disrupting intramolecular tensions [35], resulting in a decrease in the tensile strength of films. Meanwhile, decreasing tensile strength was also observed as sorbitol concentration increased. These findings are aligned with results reported by some researchers who studied the effect of sorbitol on the composite film based on gelatin/carboxy methyl cellulose/chitosan. The researchers found that tensile strength decreased with increased sorbitol concentration. It could be attributed to the reduced protein-protein interactions, which increased the mobility of polypeptide chains as sorbitol was increased [36].
3.5. Water Vapor Transmission Rate
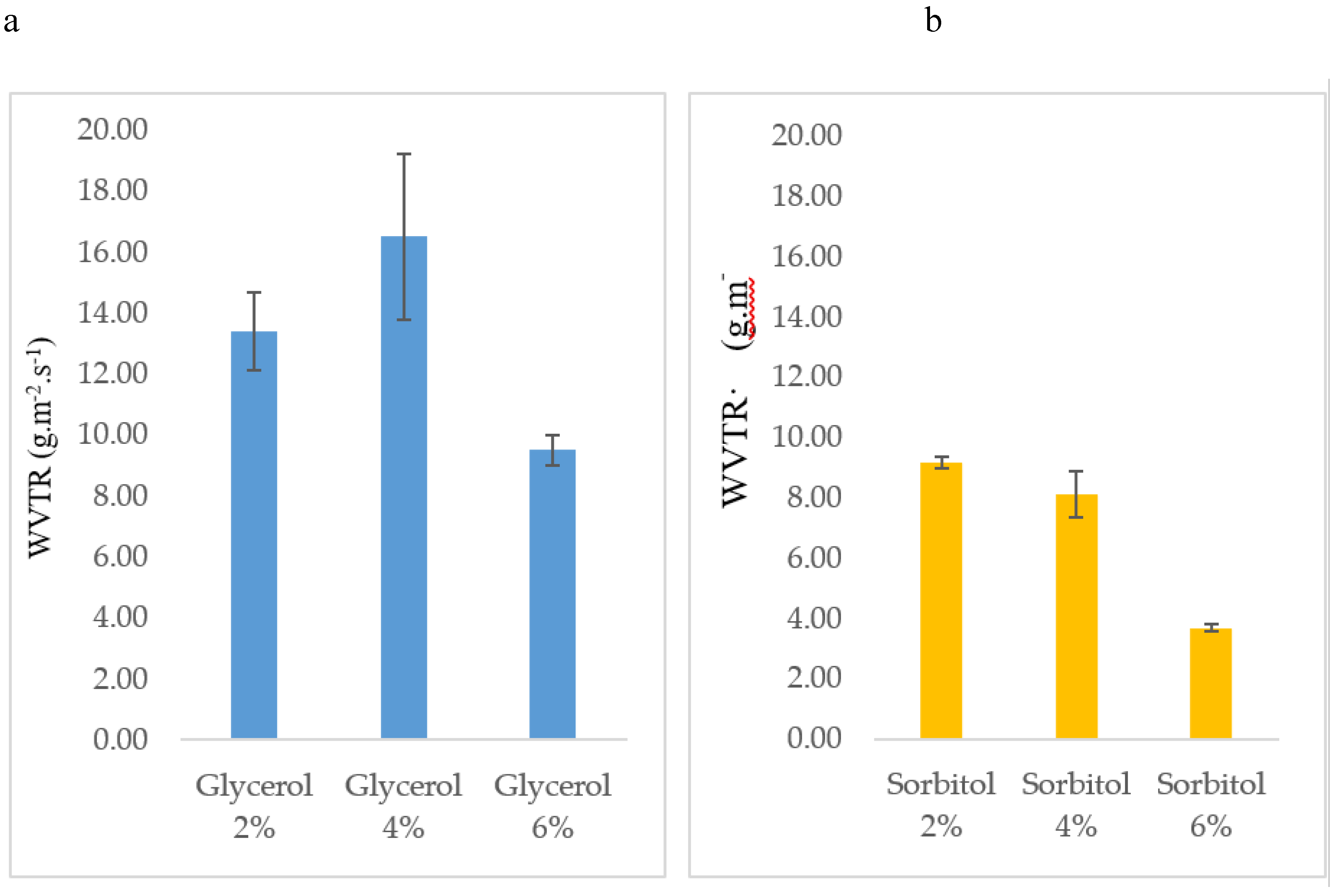
Water vapor transmission rate (WVTR) is the most undesired property of plastic-based packaging. The addition of glycerol significantly influenced WVTR (ANOVA; F(2; 6) = 8.00, p = 0.02). Moreover, the addition of sorbitol also showed a significant influence on WVTR (ANOVA; F(2; 6) = 76.69, p < 0.0001). The WVTR values of the films varied between 9.51 g.m-2.s-1 and 16.52 g.m-2.s-1 when glycerol was added as the plasticizer and between 3.69 g.m-2.s-1 and 9.17 g.m-2.s-1 when the films were plasticized with sorbitol, as shown in Fig.3. The WVP values of the films plasticized with glycerol were much higher than those of edible films plasticized with sorbitol at the same concentration. These results were also found in starch/gelatin edible films and coatings [37] and edible film from cassia gum [18]. Moreover, some authors reported that adding glycerol modifies the properties of the Lepidium perfoliatum seed gum films by reducing the intermolecular bonds between the polymer chains, thus increasing the water vapor permeability and WVTR. Compared with sorbitol, glycerol is a hydrophilic compound with a low molecular weight [38]. Therefore, it was effectively placed between adjacent sodium alginate/gum Arabic and gluten chains, destroying the intermolecular interaction between the biopolymer chains and increasing the space available for water and other molecules to move through the films’ network.
Figure 3.
WVTR of sodium alginate/gum Arabic/gluten films plasticized with (a) Glycerol and (b) Sorbitol.
Figure 3.
WVTR of sodium alginate/gum Arabic/gluten films plasticized with (a) Glycerol and (b) Sorbitol.
3.6. Transparency
Transparency is the ability of a material to transmit light, which directly affects consumer acceptability and impacts product appearance. Table 2 shows the transparency of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. Based on the results provided in Table 2, the addition of glycerol showed a significant influence on transparency (ANOVA; F(2; 6) = 167.9, p < 0.0001), nor did the addition of sorbitol (ANOVA; F(2;6) = 18.97, p = 0.002). Transparency values decreased with increased glycerol and sorbitol concentration. The transparency significantly decreased for all plasticized sodium alginate/gum Arabic/gluten (glycerol and sorbitol) films as plasticizer concentration increased from 2% to 6%. Films plasticized with 2% glycerol and sorbitol have the highest transparency values compared with 6% and 10% glycerol and sorbitol. Data obtained in this study indicate that films plasticized with the lowest of both plasticizers are not clear enough. This could be attributed to the lower concentration of glycerol and sorbitol; the less can interfere with the arrangement of the blending polysaccharides and protein chains, particularly the presence of gluten, causing the more opaque the films produced. However, compared with the sorbitol, films plasticized with glycerol showed a lower transparency due to the transparent nature and increased dispersion of glycerol within the film matrix [39].
3.7. FTIR Spectroscopy
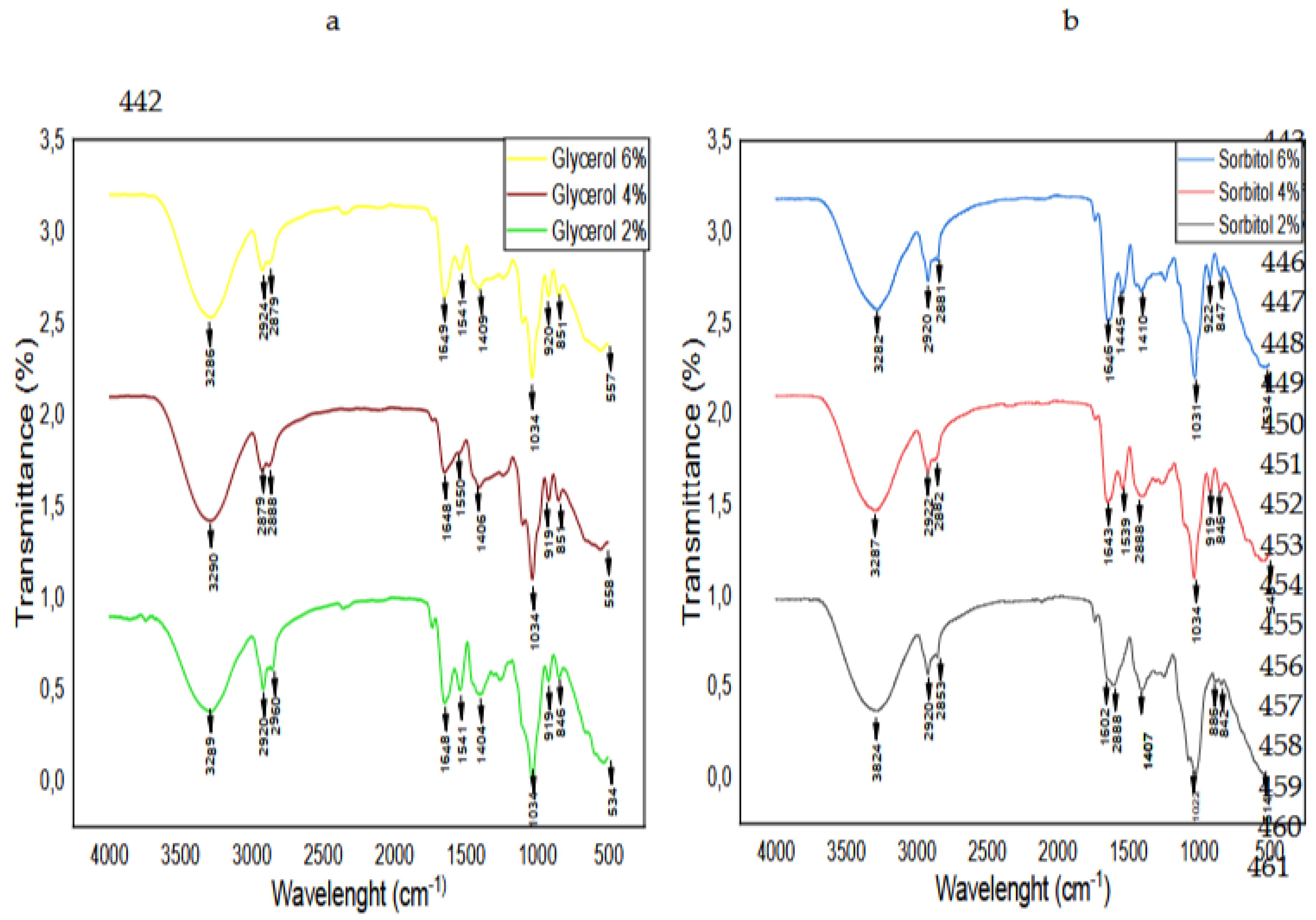
Fig. 4 shows that the spectra of both films plasticized with glycerol and sorbitol were measured. The spectra of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol are similar. Films plasticized with glycerol and sorbitol were observed to have O-H stretching vibration from 3290 to 3282 cm-1. This broadband shifted to the lower wavenumber, namely, 2930 to 2880 cm-1, for all films due to C-H stretching modes and intermolecular H-bonded and O-H stretching modes [40]. A band around at 1649 to 1602 cm-1 in all films is attributed to an intermolecular H-bond involving the carboxyl group, which corresponds to the presence of water molecules adsorbed at the surface of the films [6]. Moreover, bands were observed at 1550 cm-1 to 1539 cm-1 due to the deformation of amines. C-O-H bending vibration from 1410 to 1403 cm-1 was also observed. In addition, the spectra showed a broad band at 1034 to 1022 cm-1, which could indicate the interactions between the plasticizer used and the film’s structure [40]. Results indicate that combining sodium alginate/gum Arabic/gluten is compatible with glycerol and sorbitol, as their spectra are primarily similar in the case of absorption band areas. In line with our study, some researchers reported the similarity of band areas when glycerol and sorbitol were added to the biopolymer of edible films [30,41].
Figure 4.
FTIR spectra of sodium alginate/gum Arabic/gluten films plasticized with: a. Glycerol, b. Sorbitol.
Figure 4.
FTIR spectra of sodium alginate/gum Arabic/gluten films plasticized with: a. Glycerol, b. Sorbitol.
3.8. Microstructure of Edible Films
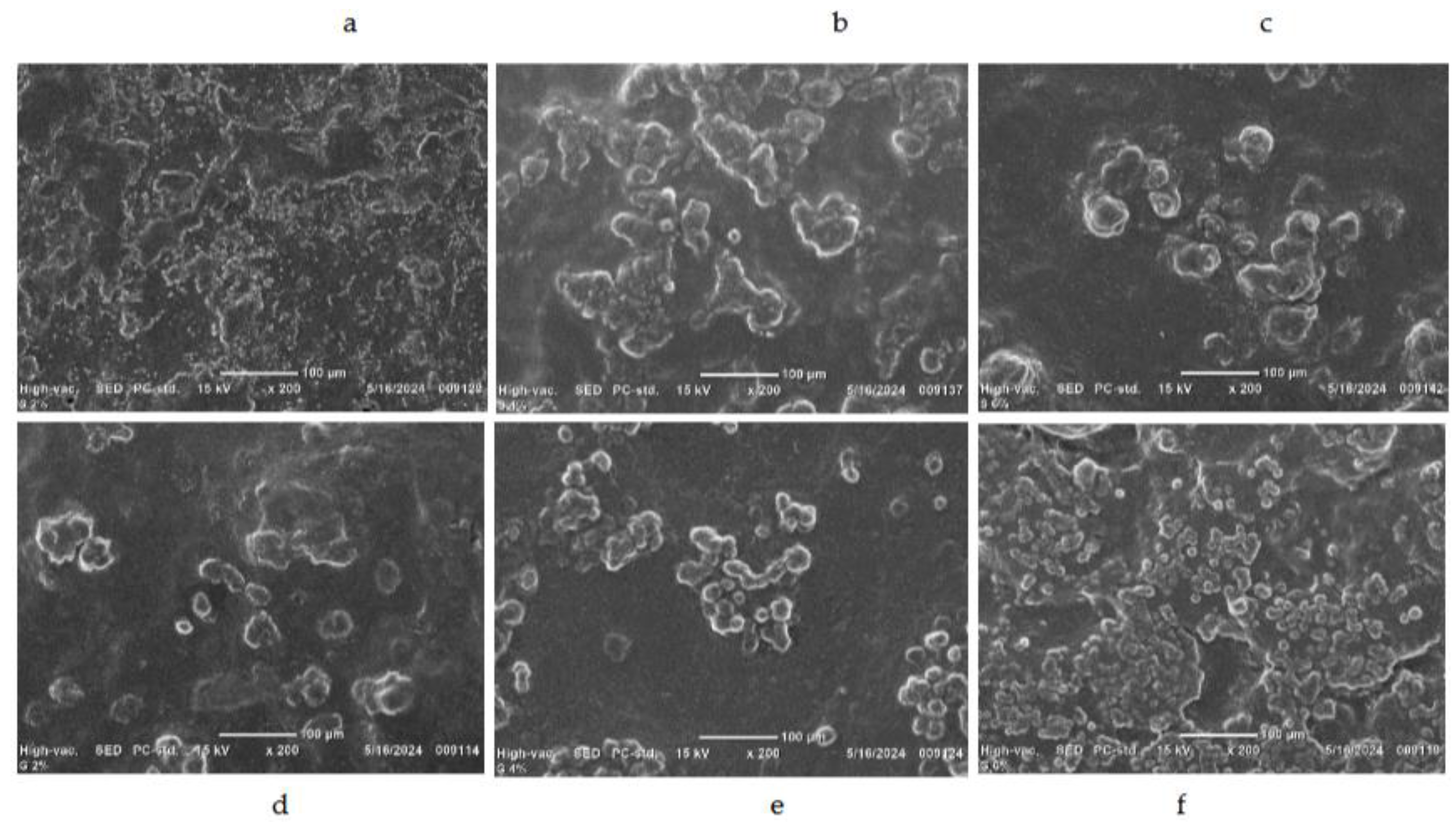
The surface morphology of edible films plasticized with glycerol and sorbitol in different concentrations observed by SEM was depicted in Fig.5. The microstructure of the edible film surfaces was observed to determine the difference in surface morphology caused by different types of plasticizers and concentrations. The morphology of edible films plasticized with different plasticizers and concentrations indicated a relatively heterogeneous and rough surface. Edible film plasticized with 6% sorbitol (Fig.5c) showed a less coagulated structure than 6% glycerol (Fig.5f). However, the less glycerol was added (Fig 5d), the less coagulation was observed in the films. This result indicated that the addition of plasticizer to films containing gluten was not enough to form adequate hydrophilic molecules [42]. This result may be attributed to the fact that the interaction between plasticizers and gluten present in the film can lead to a rougher and irregular surface. Some authors reported that the film containing gluten was relatively rough due to the disruption and denaturation of the gluten chain structure under highly alkaline conditions [43].
Figure 5.
The morphology of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. a. Sorbitol 2%, b. Sorbitol 4%, c. Sorbitol 6%, d. Glycerol 2%, e. Glycerol 4%, f. Glycerol 6%.
Figure 5.
The morphology of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. a. Sorbitol 2%, b. Sorbitol 4%, c. Sorbitol 6%, d. Glycerol 2%, e. Glycerol 4%, f. Glycerol 6%.
3.9. Principle Component Analysis
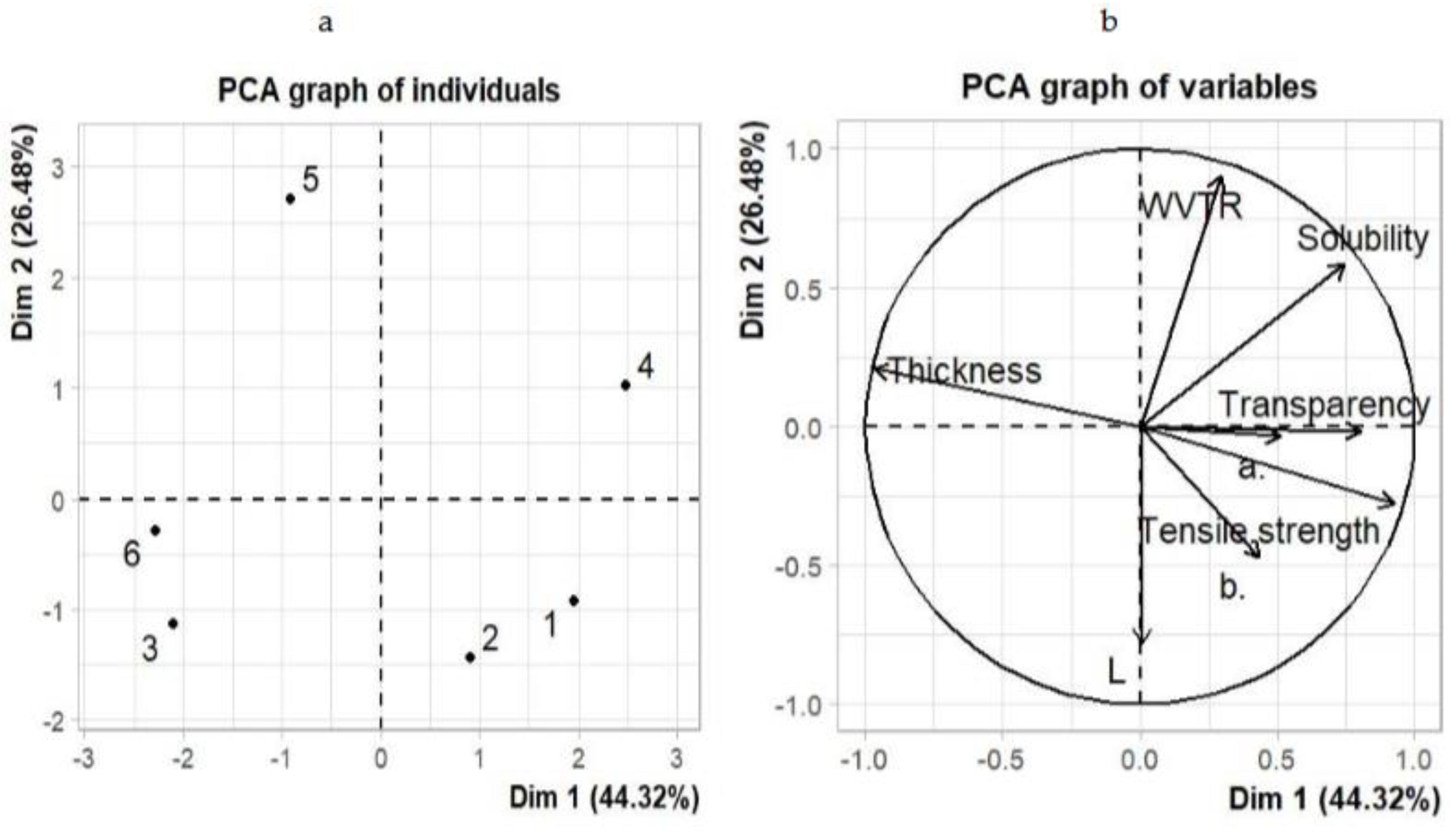
In observing the relationship between the physical, mechanical, barrier, and optical properties of films, a PCA was performed, and a biplot illustrating the information of samples (Fig. 6a) and variables (Fig. 6b) was represented for the two first dimensions. The PCA results graph explains 70.80% variability using the two principal components, with the first component explaining 44.32% and the second component only 26.48% variability. The first axis (PC1) described 44.32% of the variance and mainly discriminated L, a*, b*, tensile strength, transparency, solubility, and WVTR with positive and negative scores from thickness properties. The second axis (PC2) described 26.48% of the variance with positive scores to main parameters such as thickness, WVTR, and solubility and negative scores from transparency, a*, tensile strength, b*, and L. Addition of 2% and 4% sorbitol in the edible film showed lower thickness. Edible films plasticizing with 6% glycerol and 6% sorbitol have the lowest solubility compared with films plasticizing with 2% glycerol because more plasticizers dissolve in the biopolymer matrix, but they have solubility in water.
Figure 6.
The plot of principal component analysis of the physical, mechanical, barrier, and optic of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. 1=Sorbitol 2%, 2=Sorbitol 4%, 3=Sorbitol 6%, 4=Glycerol 2%, 5=Glycerol 4%, 6=Glycerol 6%.
Figure 6.
The plot of principal component analysis of the physical, mechanical, barrier, and optic of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol. 1=Sorbitol 2%, 2=Sorbitol 4%, 3=Sorbitol 6%, 4=Glycerol 2%, 5=Glycerol 4%, 6=Glycerol 6%.
4. Conclusions
We showed that adding glycerol and sorbitol provided no difference in the functional group and formed a thin layer with a lower lightness of films. A higher concentration of glycerol and sorbitol-plasticized films were more affected in solubility, tensile strength, and transparency, indicating that both plasticizers exerted less solubility in water, effective plasticization, but more transparency. Finally, sorbitol-plasticized films had a lower WVTR, increasing with the decrease in plasticizer content. However, this increase is less than the film plasticized with glycerol. Further studies will focus on incorporating antimicrobe and antioxidant compounds into sodium alginate/gum Arabic/gluten plasticized with glycerol to produce active packaging and should be explored for processed foods.
Author Contributions
Adiansyah Syarifuddin: Conceptualization, Investigation, Methodology, Writing – original draft, Formal analysis. Nur Haliza: Formal analysis, Investigation, Writing – original draft. Nur Izzah: Formal analysis, Investigation, Writing – original draft. Mulyati Muhammad Tahir: Writing – review & editing, Validation. Andi Dirpan: Writing – review & editing, Validation, Supervision.
Funding
The work was funded by Hasanuddin University through Penelitian Fundamental Kolaboratif (00309/UN4.22/PT.01.03/2024).
Data availability statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
We fully acknowledge Hasanuddin University for funding this research through Penelitian Fundamental Kolaboratif (00309/UN4.22/PT.01.03/2024).
Conflicts of Interest
The authors declare that they have no conflict of interest.
References
- Puscaselu R, Gutt G, Amariei S. The use of edible films based on sodium alginate in meat product packaging: An eco-friendly alternative to conventional plastic materials. Coatings 2020;10. [CrossRef]
- Li H, Liu C, Sun J, Lv S. Bioactive Edible Sodium Alginate Films Incorporated with 2022.
- Yuan Y, Wang H, Fu Y, Chang C, Wu J. Sodium alginate/gum arabic/glycerol multicomponent edible films loaded with natamycin: Study on physicochemical, antibacterial, and sweet potatoes preservation properties. Int J Biol Macromol 2022;213:1068–77. [CrossRef]
- Fan Y, Yang J, Duan A, Li X. Pectin/sodium alginate/xanthan gum edible composite films as the fresh-cut package. Int J Biol Macromol 2021;181:1003–9. [CrossRef]
- Dursun Capar T. Characterization of sodium alginate-based biodegradable edible film incorporated with Vitis vinifera leaf extract: Nano-scaled by ultrasound-assisted technology. Food Packag Shelf Life 2023;37:101068. [CrossRef]
- Gopi S, Amalraj A, Kalarikkal N, Zhang J, Thomas S. Materials Science & Engineering C Preparation and characterization of nanocomposite films based on gum arabic , maltodextrin and polyethylene glycol reinforced with turmeric nanofiber isolated from turmeric spent. Mater Sci Eng C 2019;97:723–9. [CrossRef]
- Xu T, Gao C, Feng X, Yang Y, Shen X, Tang X. Structure, physical and antioxidant properties of chitosan-gum arabic edible films incorporated with cinnamon essential oil. Int J Biol Macromol 2019;134:230–6. [CrossRef]
- Kawhena TG, Opara UL, Fawole OA. Optimization of gum arabic and starch-based edible coatings with lemongrass oil using response surface methodology for improving postharvest quality of whole “wonderful” pomegranate fruit. Coatings 2021;11. [CrossRef]
- Jiang H, Wang F, Ma R, Tian Y. Advances in gum Arabic utilization for sustainable applications as food packaging: Reinforcement strategies and applications in food preservation. Trends Food Sci Technol 2023;142:104215. [CrossRef]
- Tahsiri Z, Mirzaei H, Hosseini SMH, Khalesi M. Gum arabic improves the mechanical properties of wild almond protein film. Carbohydr Polym 2019;222:114994. [CrossRef]
- Seididamyeh M, Mantilla SMO, Netzel ME, Mereddy R, Sultanbawa Y. Gum Arabic edible coating embedded aqueous plant extracts: Interactive effects of partaking components and its effectiveness on cold storage of fresh-cut capsicum. Food Control 2024;159:110267. [CrossRef]
- Erben M, Pérez AA, Osella CA, Alvarez VA, Santiago LG. International Journal of Biological Macromolecules Impact of gum arabic and sodium alginate and their interactions with whey protein aggregates on bio-based fi lms characteristics. Int J Biol Macromol 2019;125:999–1007. [CrossRef]
- Dong J, Yu D, Yu Z, Zhang L, Xia W. Thermally-induced crosslinking altering the properties of chitosan films: Structure, physicochemical characteristics and antioxidant activity. Food Packag Shelf Life 2022;34:100948. [CrossRef]
- Tanada-Palmu PS, Grosso CRF. Effect of edible wheat gluten-based films and coatings on refrigerated strawberry (Fragaria ananassa) quality. Postharvest Biol Technol 2005;36:199–208. [CrossRef]
- Najafian N, Aarabi A, Nezamzadeh-ejhieh A. International Journal of Biological Macromolecules Evaluation of physicomechanical properties of gluten-based film incorporated with Persian gum and Guar gum. Int J Biol Macromol 2022;223:1257–67. [CrossRef]
- Hu F, Song Y, Thakur K, Zhang J, Rizwan M. Blueberry anthocyanin based active intelligent wheat gluten protein films : Preparation , characterization , and applications for shrimp freshness monitoring. Food Chem 2024;453:139676. [CrossRef]
- Sothornvit R, Krochta JM. Plasticizers in edible films and coatings. Innov Food Packag 2005:403–33. [CrossRef]
- Cao L, Liu W, Wang L. Developing a green and edible film from Cassia gum: The effects of glycerol and sorbitol. J Clean Prod 2018;175:276–82. [CrossRef]
- Farhan A, Hani NM. Characterization of edible packaging films based on semi-refined kappa-carrageenan plasticized with glycerol and sorbitol. Food Hydrocoll 2017;64:48–58. [CrossRef]
- Dong Y, Li Y, Ma Z, Rao Z, Zheng X, Tang K, et al. Effect of polyol plasticizers on properties and microstructure of soluble soybean polysaccharide edible films. Food Packag Shelf Life 2023;35:101023. [CrossRef]
- Sharma N, Khatkar BS, Kaushik R, Sharma P, Sharma R. Isolation and development of wheat based gluten edible film and its physicochemical properties. Int Food Res J 2017;24:94–101.
- Silva OA, Pellá MG, Pellá MG, Caetano J, Simões MR, Bittencourt PRS, et al. Synthesis and characterization of a low solubility edible film based on native cassava starch. Int J Biol Macromol 2019;128:290–6. [CrossRef]
- Ríos-De-benito LF, Escamilla-García M, García-Almendárez B, Amaro-Reyes A, Di Pierro P, Regalado-González C. Design of an active edible coating based on sodium caseinate, chitosan and oregano essential oil reinforced with silica particles and its application on panela cheese. Coatings 2021;11. [CrossRef]
- Wang L, Auty MAE, Kerry JP. Physical assessment of composite biodegradable films manufactured using whey protein isolate, gelatin and sodium alginate. J Food Eng 2010;96:199–207. [CrossRef]
- Dick M, Costa TMH, Gomaa A, Subirade M, Rios ADO, Flôres SH. Edible film production from chia seed mucilage: Effect of glycerol concentration on its physicochemical and mechanical properties. Carbohydr Polym 2015;130:198–205. [CrossRef]
- Paidari S, Zamindar N, Tahergorabi R, Kargar M, Ezzati S, Shirani N, et al. Edible coating and films as promising packaging: a mini review. J Food Meas Charact 2021;15:4205–14. [CrossRef]
- Huber KC, Embuscado ME, editors. Edible Films and Coatings for Food Applications. New York, NY: Springer New York; 2009. [CrossRef]
- Ballesteros-Mártinez L, Pérez-Cervera C, Andrade-Pizarro R. Effect of glycerol and sorbitol concentrations on mechanical, optical, and barrier properties of sweet potato starch film. NFS J 2020;20:1–9. [CrossRef]
- Hopkins EJ, Chang C, Lam RSH, Nickerson MT. Effects of fl axseed oil concentration on the performance of a soy protein isolate-based emulsion-type fi lm. FRIN 2015;67:418–25. [CrossRef]
- Jaderi Z, Tabatabaee F, Seyed Y, Mortazavi A, Koocheki A. Effects of glycerol and sorbitol on a novel biodegradable edible film based on Malva sylvestris flower gum 2023:991–1000. [CrossRef]
- Paudel S, Regmi S, Janaswamy S. Effect of glycerol and sorbitol on cellulose-based biodegradable films. Food Packag Shelf Life 2023;37:101090. [CrossRef]
- Wang B, Xu X, Fang Y, Yan S, Cui B, Abd El-Aty AM. Effect of Different Ratios of Glycerol and Erythritol on Properties of Corn Starch-Based Films. Front Nutr 2022;9:1–9. [CrossRef]
- Nehra A, Biswas D, Siracusa V, Roy S. Natural Gum-Based Functional Bioactive Films and Coatings: A Review. Int J Mol Sci 2022;24:485. [CrossRef]
- Sartori T, Feltre G, do Amaral Sobral PJ, Lopes da Cunha R, Menegalli FC. Properties of films produced from blends of pectin and gluten. Food Packag Shelf Life 2018;18:221–9. [CrossRef]
- Faust S, Foerster J, Lindner M, Schmid M. Effect of glycerol and sorbitol on the mechanical and barrier properties of films based on pea protein isolate produced by high-moisture extrusion processing 2022:95–102. [CrossRef]
- Ikmar M, Mohamad N, Sarbon NM. Effect of sorbitol at different concentrations on the functional properties of gelatin / carboxymethyl cellulose ( CMC )/ chitosan composite films Effect of sorbitol at different concentrations on the functional properties of gelatin / carboxymethyl cellu 2020.
- Fakhouri FM, Martelli SM, Caon T, Velasco JI, Mei LHI. Edible films and coatings based on starch/gelatin: Film properties and effect of coatings on quality of refrigerated Red Crimson grapes. Postharvest Biol Technol 2015;109:57–64. [CrossRef]
- Seyedi S, Koocheki A, Mohebbi M, Zahedi Y. Lepidium perfoliatum seed gum: A new source of carbohydrate to make a biodegradable film. Carbohydr Polym 2014;101:349–58. [CrossRef]
- GONTARD N, DUCHEZ C, CUQ J -L, GUILBERT S. Edible composite films of wheat gluten and lipids: water vapour permeability and other physical properties. Int J Food Sci Technol 1994;29:39–50. [CrossRef]
- Pourfarzad A, Ahmadian Z. Interactions between polyols and wheat biopolymers in a bread model system forti fi ed with inulin : A Fourier transform infrared study 2018. [CrossRef]
- Al-Hassan AA. Development and characterization of camel gelatin films: Influence of camel bone age and glycerol or sorbitol on film properties. Heliyon 2024;10:e30338. [CrossRef]
- Dong M, Tian L, Li J, Jia J, Dong Y, Tu Y, et al. Improving physicochemical properties of edible wheat gluten protein films with proteins, polysaccharides and organic acid. Lwt 2022;154:112868. [CrossRef]
- Khashayary S, Aarabi A. Evaluation of Physico-mechanical and Antifungal Properties Of Gluten-based Film Incorporated with Vanillin, Salicylic Acid, and Montmorillonite (Cloisite 15A). Food Bioprocess Technol 2021;14:665–78. [CrossRef]

Table 1.
Thickness and color of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol.
Table 1.
Thickness and color of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol.
| Samples | Thickness (mm) | Color | ||
| L* | a* | b* | ||
| Glycerol | ||||
| Glycerol 2% | 0.14±0.01a | 58.66±0.64a | -5.36±0.20a | 11.11±1.26a |
| Glycerol 4% | 0.17±0.02a | 57.98±0.41a | -6.24±0.72a | 7.66±3.41b |
| Glycerol 6% | 0.17±0.02a | 59.98±4.30a | -6.42±0.38a | 8.62±1.30a |
| Sorbitol | ||||
| Sorbitol 2% | 0.14±0.01a | 60.37±0.72a | -6.67±0.15a | 8.84±0.29a |
| Sorbitol 4% | 0.15±0.01a | 59.27±0.69a | -4.51±0.42b | 14.96±1.52b |
| Sorbitol 6% | 0.17±0.01a | 59.33±0.42a | -7.01±0.27a | 9.19±0.43a |
Data are the mean ± standard deviation. Values with the same superscript letters in the same column are not significantly different (p>0.05).
Table 2.
The solubility, tensile strength, WVTR, and transparency of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol.
Table 2.
The solubility, tensile strength, WVTR, and transparency of sodium alginate/gum Arabic/gluten films plasticized with glycerol and sorbitol.
| Samples | Tensile strength (MPa) | Transparency |
| Glycerol | ||
| Glycerol 2% | 0.10±0.00a | 17.85±1.07a |
| Glycerol 4% | 0.01±0.01b | 13.58±0.73b |
| Glycerol 6% | 0.01±0.00b | 6.39±0.35c |
| Sorbitol | ||
| Sorbitol 2% | 0.13±0.07a | 20.89±2.57a |
| Sorbitol 4% | 0.07±0.03a | 13.61±0.81b |
| Sorbitol 6% | 0.02±0.01b | 13.91±0.83b |
Data are the mean ± standard deviation. Values with the same superscript letters in the same column are not significantly different (p>0.05).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



