The proposed scenarios will be analyzed from a technical, economic, and environmental impact point of view to capture the extent to which the proposed modernizations of the cement plant benefit the cement industry. Each modernized scenario is characterized by benefits (CO2 capture, oxygen generation) and challenges (e.g. increased initial investment and increased operating and maintenance costs). Benefits and challenges will be the criteria used to determine each scenario's sustainability and economic viability. The detailed analysis will help to understand the potential for transforming the cement plant into a more efficient and environmentally friendly system.
The cement plant operates 6 570 hours per year, while the wind turbines operate 8 000 hours yearly. This means that, for 1 430 hours, the wind turbines continue to produce electricity, but the cement plant is under maintenance and cannot directly use the available energy. It is, therefore, necessary to develop a hydrogen production and storage system to efficiently harness the renewable energy produced by the wind turbines during this period. The hydrogen produced during maintenance is stored in specialized tanks at a pressure of 350 bar, and the wind farm will ensure the electricity required. These tanks are designed to provide safe hydrogen storage and prevent losses. The storage capacity is calculated to cover the amount of hydrogen used in the methanation reactor to produce the synthetic methane needed by the cement plant during the periods when it is in operation, so that the cement plant can supply the entire annual cement supply. Implementing a hydrogen production and storage system during the maintenance period of the cement plant allows the full utilization of renewable energy produced by wind turbines.
4.1. Integration of the P2M-CC in the Cement Plant
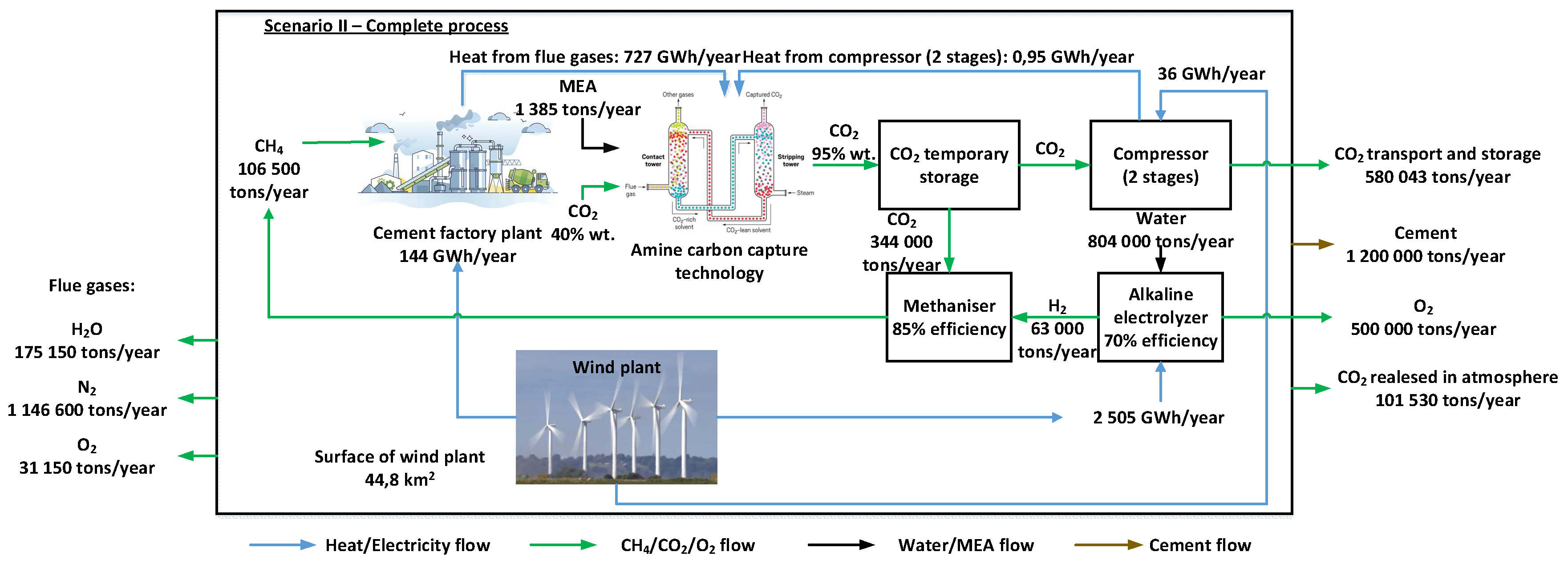
To modernize the cement plant to integrate the P2M-CC concept, it is necessary to assess the sustainability of generating the synthetic methane requirements using the carbon dioxide captured by the post-combustion integrated chemical absorption technology in the cement manufacturing process. Thus, in
Table 7, the characteristic data of the modernized cement plant are presented concerning the electricity and heat requirements as well as the CO
2 flux resulting from various processes.
According to
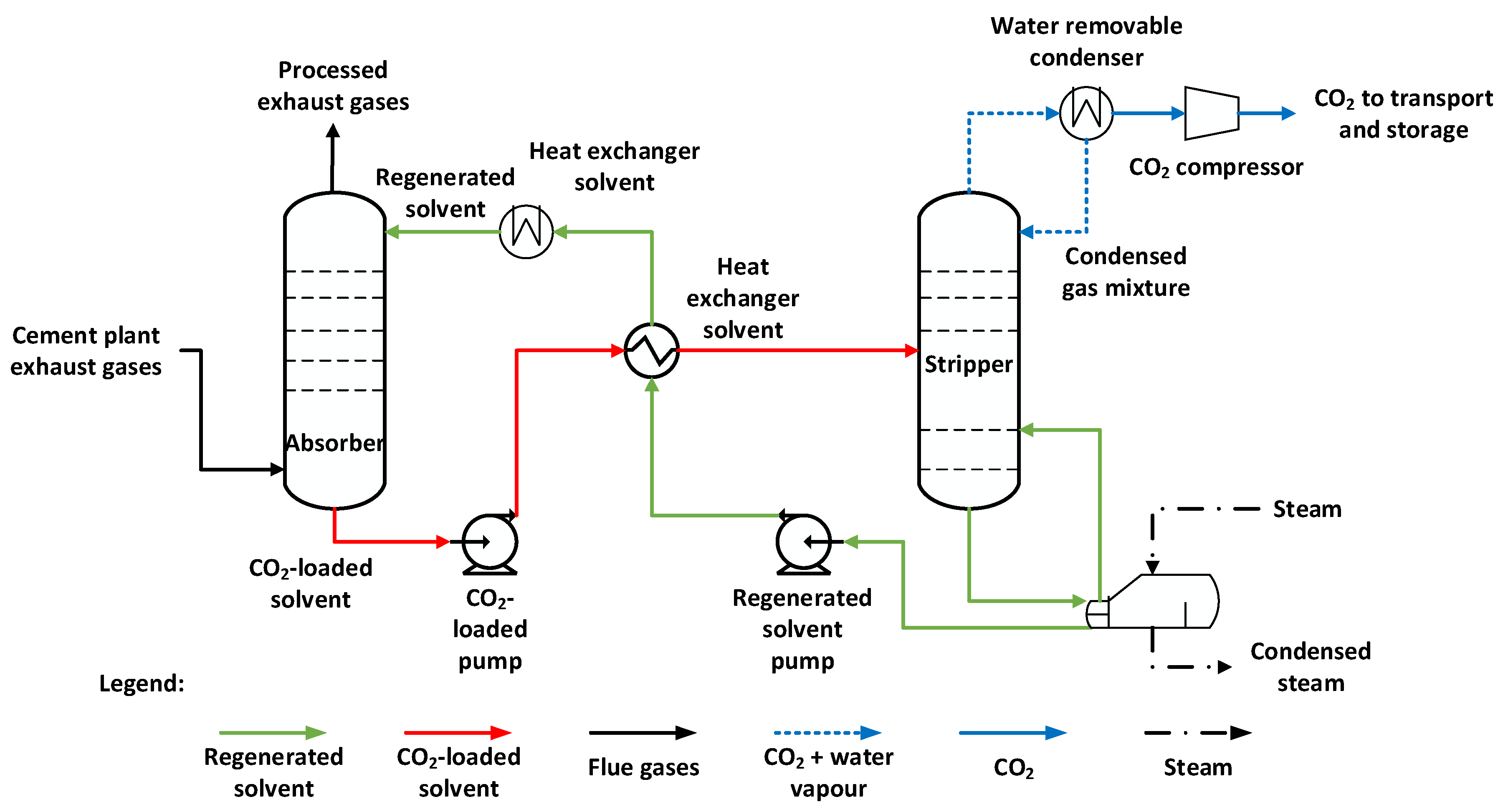
Figure 2, the integration of chemical absorption technology requires an additional heat source to ensure solvent regeneration. The heat required for solvent regeneration comes, on the one hand, from flue gas heat recovery and, on the other hand, from the additional methane combustion in a thermal power plant.
Determining the heat required to regenerate the solvent depends on the type of solvent used and its mass concentration to ensure 90% carbon capture efficiency. The total carbon dioxide generated is 732,600 tons/year, mainly from clinker manufacture. In comparison, 214,054 tons/year come from the combustion of methane to generate the heat required for the cement plant, and 78,919 tons/year come from the combustion of methane to produce the heat required to cover the entire heat input for the chemical regeneration of solvents.
4.1.1. Parameterization of the Chemical Absorption Process
Determining the optimal parameters of the chemical adsorption process is essential to minimize solvent consumption and reduce the heat consumption required for solvent regeneration. Thus, two chemical solvents (MEA and DEA) were analyzed, each in three mass concentration variants: 10, 20 and 30 % (
Figure 5 and
Figure 6). Simulations of the chemical absorption process were performed with the CHEMCAD version 8.0 program using the thermodynamic package specific to amines starting from the composition of the flue gas resulting from the cement plant.
Table 8 shows the flue gas mass composition considering the flue gas stream resulting from the cement manufacturing process and that resulting from the methane gas combustion.
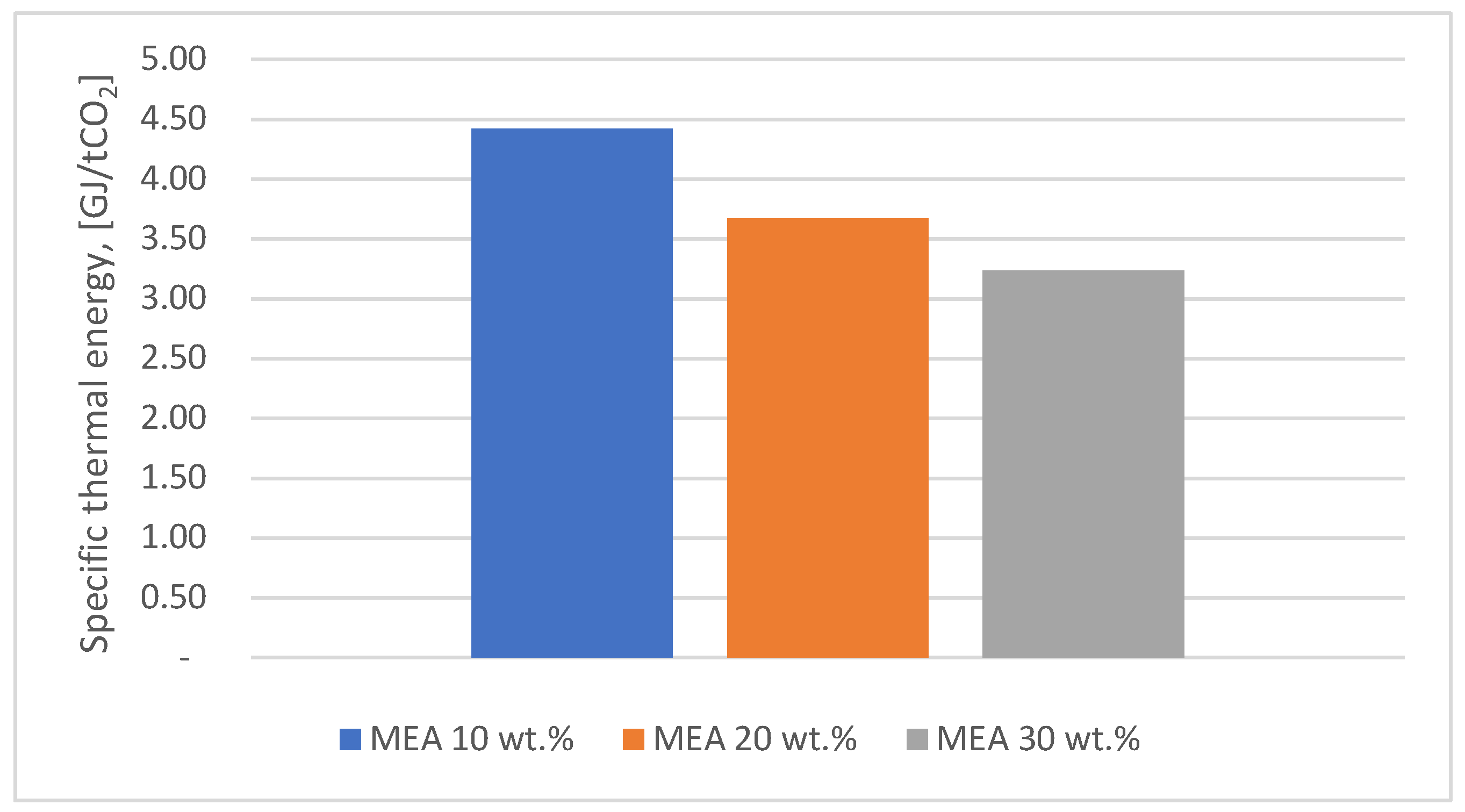
The choice of the chemical solvent was based on a comparison of the values of the thermal energy consumption required to regenerate the solvent (GJ/ton CO2) for the two solvents.
Figure 5 shows the comparison of the values obtained for the thermal energy consumption corresponding to the MEA solvent with different mass concentrations (10, 20, 30 wt.%) while
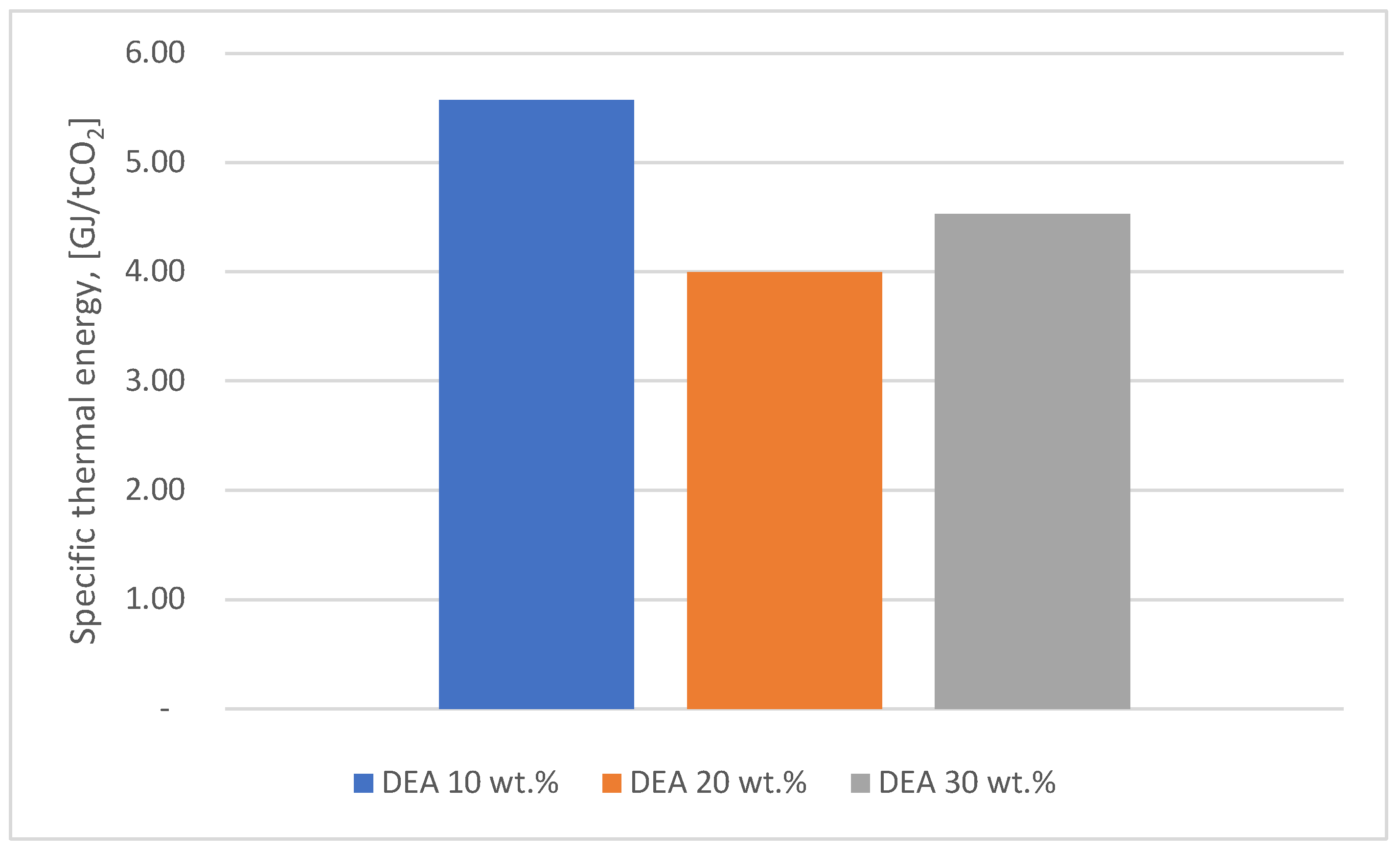
Figure 6 shows the comparison of the results obtained for the thermal energy consumption corresponding to the DEA solvent with the same mass concentrations as for MEA.
It can be seen that the lowest value of thermal energy consumption (3.07 GJ/ton CO2) was obtained for a MEA mass concentration of 30 %. In the case of DEA, the optimum value of thermal energy consumption was obtained for a mass concentration of 20 %, being 4 compared to 3.24 GJ/ton CO2 for MEA. The differences in specific heat energy consumption between MEA at 30 wt.% and DEA at 20 wt.% are due to the physico-chemical properties of MEA, which allow more efficient carbon dioxide capture and regeneration.
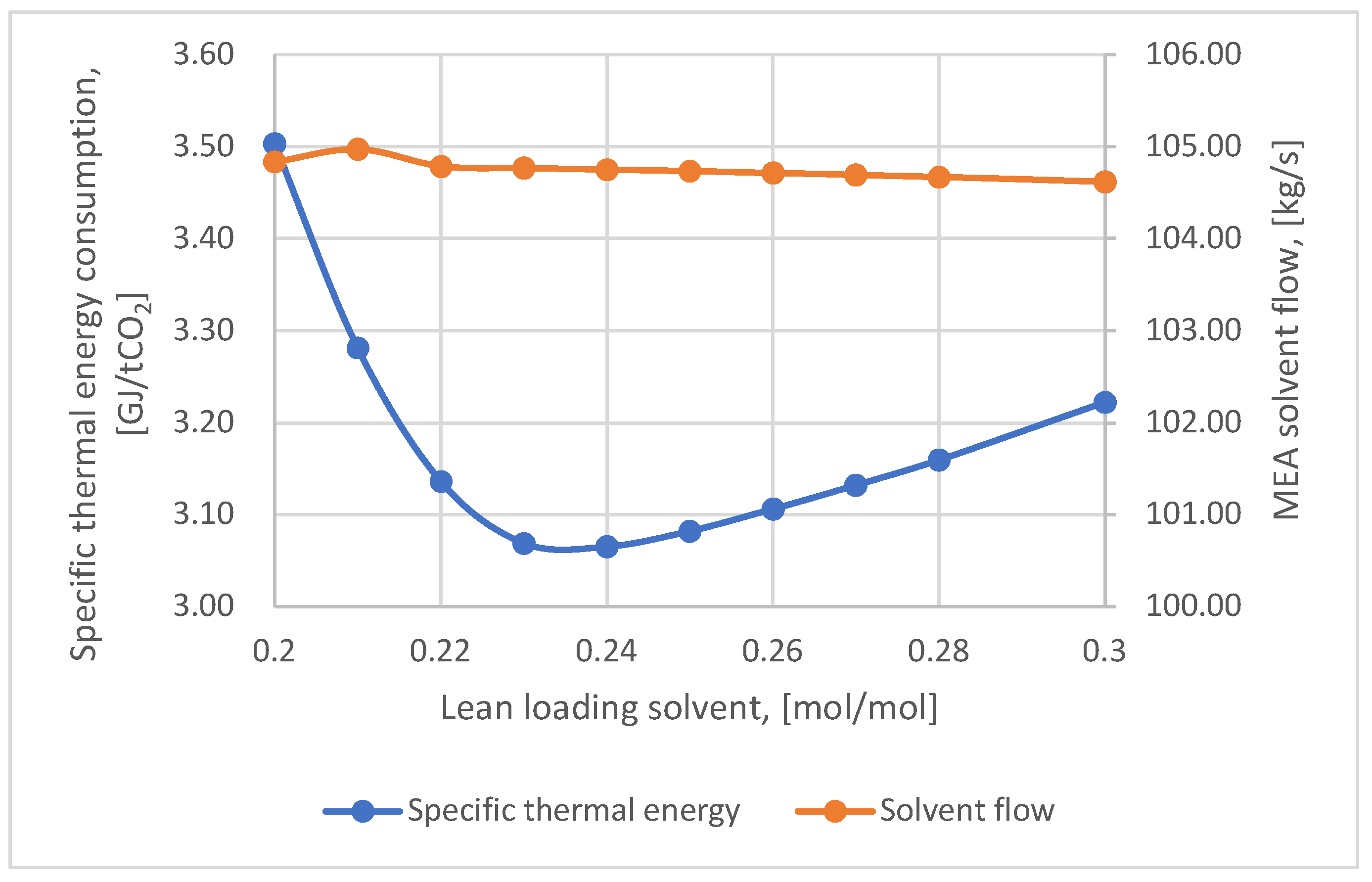
The lean loading solvent was optimized to reduce the heat consumption necessary for the regeneration process. The literature shows that lowering CO
2 content in the lean loading solvent requires a higher heat consumption in the reboiler but increases the solvent's absorption capacity, reducing operating costs [
63].
Figure 7 shows the variation of the specific heat consumption and solvent flow rate (MEA 30 wt.%) with the lean loading solvent. Thus, it was observed that the lowest value of the specific heat consumption (3.07 GJ/ton CO
2) was obtained for a lean loading solvent of 0.23 mol CO
2/mol MEA.
The solvent flow rate obtained under these conditions was approximately 105 kg/s. When using the DEA-based solvent at a mass concentration of 20 %, the optimum value for lean loading solvent was 0.2 mol CO2/mol DEA. In this case, the thermal energy consumption was 5.4 GJ/ton CO2, and the solvent flow rate was about 219 kg/s. Therefore, using the MEA-based solvent at a mass concentration of 30% resulted in lower values for both energy consumption and solvent flow rate.
The parameters presented in
Table 9 for each of the two solvents analyzed were considered for the choice of the optimal chemical solvent. In addition to the results obtained in this study, various literature references were studied in order to determine the degradation rate of the two solvents [60-61].
4.1.2. Parametrization of the P2M-CC Process
The conversion of wind energy to synthetic methane required detailed knowledge of the operation of equipment such as wind turbine, electrolyzer, and methanation reactor and their interaction. Based on the data collected from the website
https://www.meteoromania.ro/, a database for the year 2023 corresponding to the Fieni area (Argeș county, Romania) was built including information related to the average wind speed, wind frequency, and wind speed distribution. The collected data helped to determine the location with the most advantageous wind potential in relation to the type of wind turbine chosen [
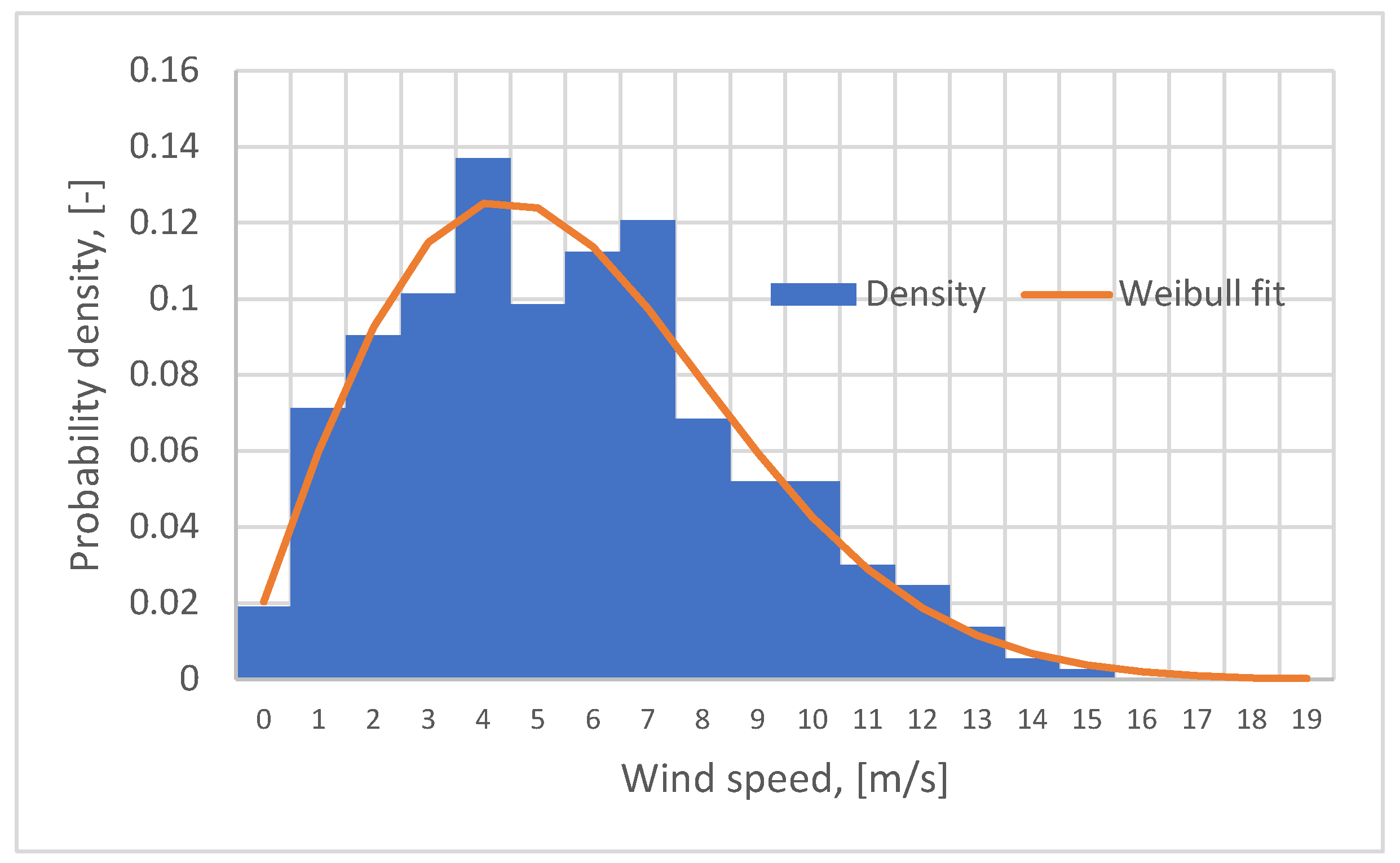
66]. The Fieni region is known for its existing wind potential allowing the development of energy projects based on the use of wind energy. Based on this information, the wind power plant was sized to ensure the electricity production capacity required by the whole system (electrolyzer, cement factory, etc.). Thus, the wind potential during 2023 was evaluated using Weibull distribution to model the wind speed distribution (
Figure 8). Analyzing
Figure 8, it can be observed that in about 14% of the cases, the wind speed ranged between 4-5 m/s, and in 12%, it ranged between 7-8 m/s. In order to determine the location for wind turbine siting, it is necessary to identify areas characterized by wind speed greater than 5 m/s.
Table 9 shows the characteristics of different types of wind turbines, including rotor diameter, power rating, tower height, minimum wind speed, and nominal wind speed. It identifies several types of turbines: Vestas, Siemens, or Enercon [67 - 69]. The choice of the type of wind turbine takes into account the meteorological characteristics of the area.
Taking into account the technical characteristics of wind turbines, in this study it was considered that the Vestas V150 wind turbine best suits the specific meteorological conditions of the Fieni area. In addition, Vestas V150 wind turbines are characterized by high reliability for different wind speed values which make them suitable for energy projects based on wind energy exploitation.
The capacity coefficient of a wind turbine, expressed as a percentage, is the ratio between the electrical energy actually produced by the wind turbine and the maximum energy it could have produced if it had been continuously operated at rated capacity. Taking into account the V150 wind turbine's power curve over the year (equation 2), the capacity coefficient is estimated to be about 24,7 %. In other words, 24,7 % of the period of one year the turbine operates at rated capacity. For simplicity, in modeling the operation of the wind power plant, the capacity factor was considered as 25%.
The specific characteristics of the different types of electrolyzers are summarized in
Table 10. Among the types of electrolyzers presented, alkaline electrolyzers (AEC) are considered mature with multiple industrial applications. Aqueous alkaline solutions are used in such equipment and potassium hydroxide (KOH) based solution is preferred due to high electrical conductivity but also due to low electrode corrosion. Metal alloys such as Ni-Mo, Ni-Cr-Fe and low alloyed steels are the materials used for electrode materials. Taking into account the operating parameters (pressure, temperature, non-corrosive character of the electrolyte), the alkaline electrolyzer is an optimal choice for the P2M concept.
The hydrogen obtained in the electrolysis process and the carbon dioxide captured in the chemical absorption process react in the methanation reactor to produce synthetic methane. The methanation technology is appropriately sized to supply the full amount of synthetic methane required by the cement plant. Synthetic methane thus fully replaces fossil natural gas. Therefore, the methanation reactor is not only a solution for storing renewable energy in synthetic methane but also for reducing CO2 emissions by providing a sustainable solution for the production of alternative fuels.
Knowing the characteristics of the methanization reactor, presented in
Table 1, as well as the amount of CO2 available after the chemical absorption process, the amount of hydrogen needed to obtain the synthetic methane requirement corresponding to the Sabatier reaction is determined (Equation 37).
Taking into account the information specific to each equipment used in the concept (P2M-CC), the main operational flows presented in
Table 11 were determined. The determination of these flows is essential for the appropriate sizing of each equipment used (electrolyzer, methanation reactor, CO
2 capture process, wind power plant). This information is useful in technico-economic calculations (CAPEX and OPEX costs) and financial assessments.
4.2. Economic and Technical Evaluation of Integrating P2M-CC in a Cement Factory
This section aimed to determine the economic and technical impact of involving the P2M-CC concept in the cement plant. The techno-economic analysis consisted in determining the capital (CAPEX) and operation and maintenance (OPEX) costs for the four scenarios defined above.
The main parameters considered in the techno-economic analysis and their range of variation are presented in
Table 11.
The results obtained and presented in
Table 12 are based on the initial values of the parameters presented in
Table 11, which were used in the techno-economic assessment of each scenario analyzed.
Table 12 centralizes the techno-economic results for the four scenarios analyzed in this study. The baseline scenario is characterized by the highest environmental impacts due to using natural gas and the lack of investment in advanced energy generation and decarbonization based technologies. In the absence of a policy on decarbonizing the energy-intensive industry, the baseline scenario presents the most competitive discounted cost per ton of cement of about 103 €/ton. The application of a CO
2 emission tax of 80 €/ton increases the LCOC indicator to 169 €/ton of cement for the reference scenario, which is surpassed by the ideal scenario S2.1 whose LCOC value is 71 €/ton of cement. Although all the upgraded scenarios (S2. 1-3) show high environmental performance by integrating CO
2 capture technology, the economic performance is totally different due to the technical assumptions underlying their construction. The high investment costs in the full scenario S2.1 lead to a high cost for the LCOC indicator (297 €/ton of cement) while in the realistic scenario S2.3 the LCOC indicator value is the highest among the cases studied (333 €/ton of cement) due to very high operating costs (the electricity procurement process being the basis for these high costs).
Taking all these aspects into account, the integration of the P2M-CC concept in a cement plant leads to a drastic reduction of CO2 emissions achieving an almost complete decarbonization. However, the implementation of this solution in cement plants requires the optimization of all process parameters (wind power plant, electrolyser, methanation reactor, cement plant, CO2 capture technology) and the implementation of environmental regulations (CO2 tax) in order to obtain the ideal technological conditions to achieve the above mentioned economic performances.
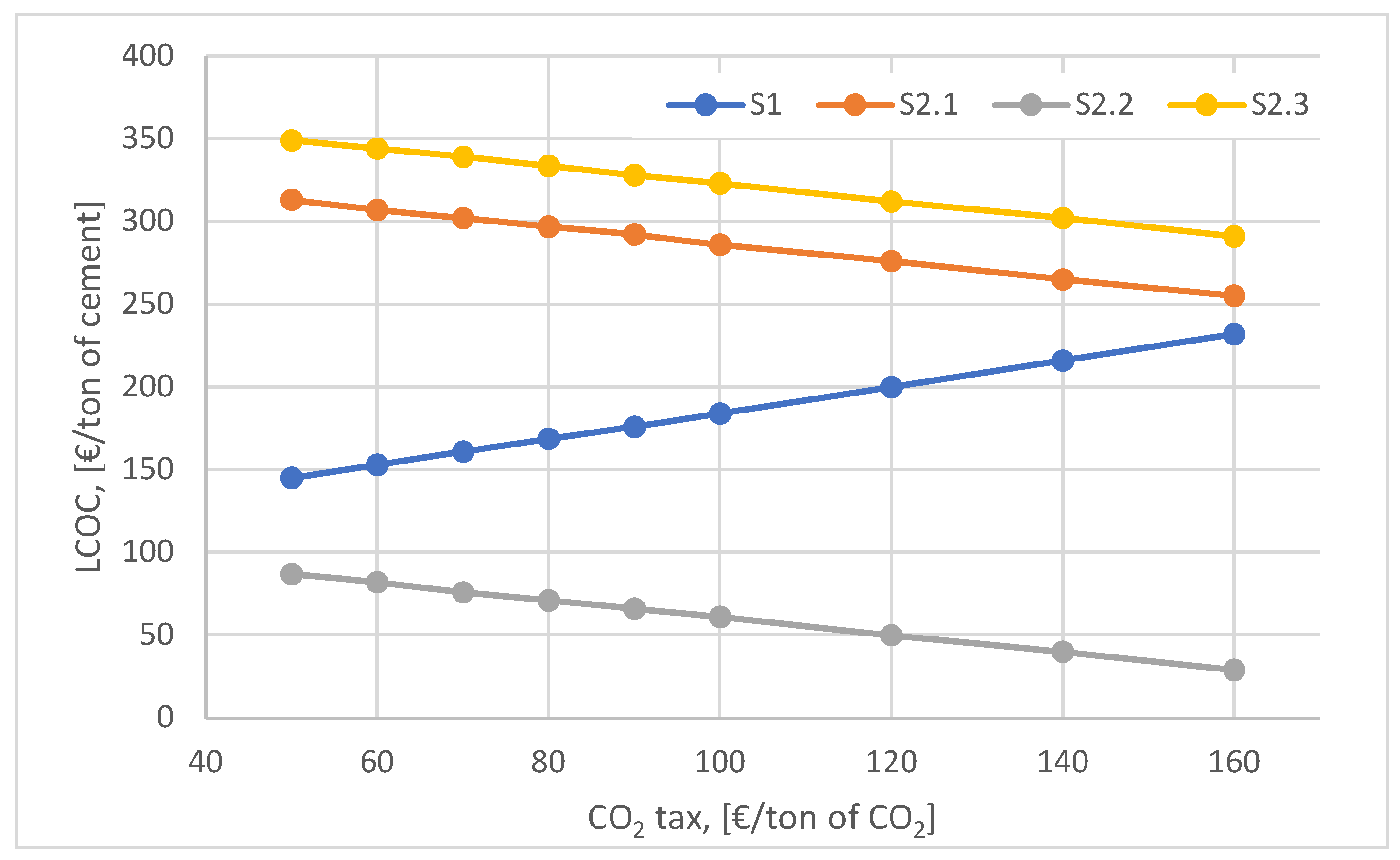
The influence of the CO
2 emission tax increase on the discounted cost per ton of cement is shown in
Figure 9. Although the ideal scenario, S2.1, is the most competitive scenario presenting the lowest LCOC indicator value (below 100 €/ton of cement) for CO
2 tax values ranging between 50 - 160 €/ton of CO
2, its implementation is dependent on large investments in advanced technologies (e.g. electrolyzer, methanation reactor, CO
2 capture technologies). The feasibility of the full and realistic scenarios (S2.1 and S2.3) depends very much on the EU policy to accelerate the increase of the CO
2 tax so as to stimulate the development of advanced technologies and consequently reduce their specific costs (wind power plants, methanation reactors, electrolysers, CO
2 capture technologies).
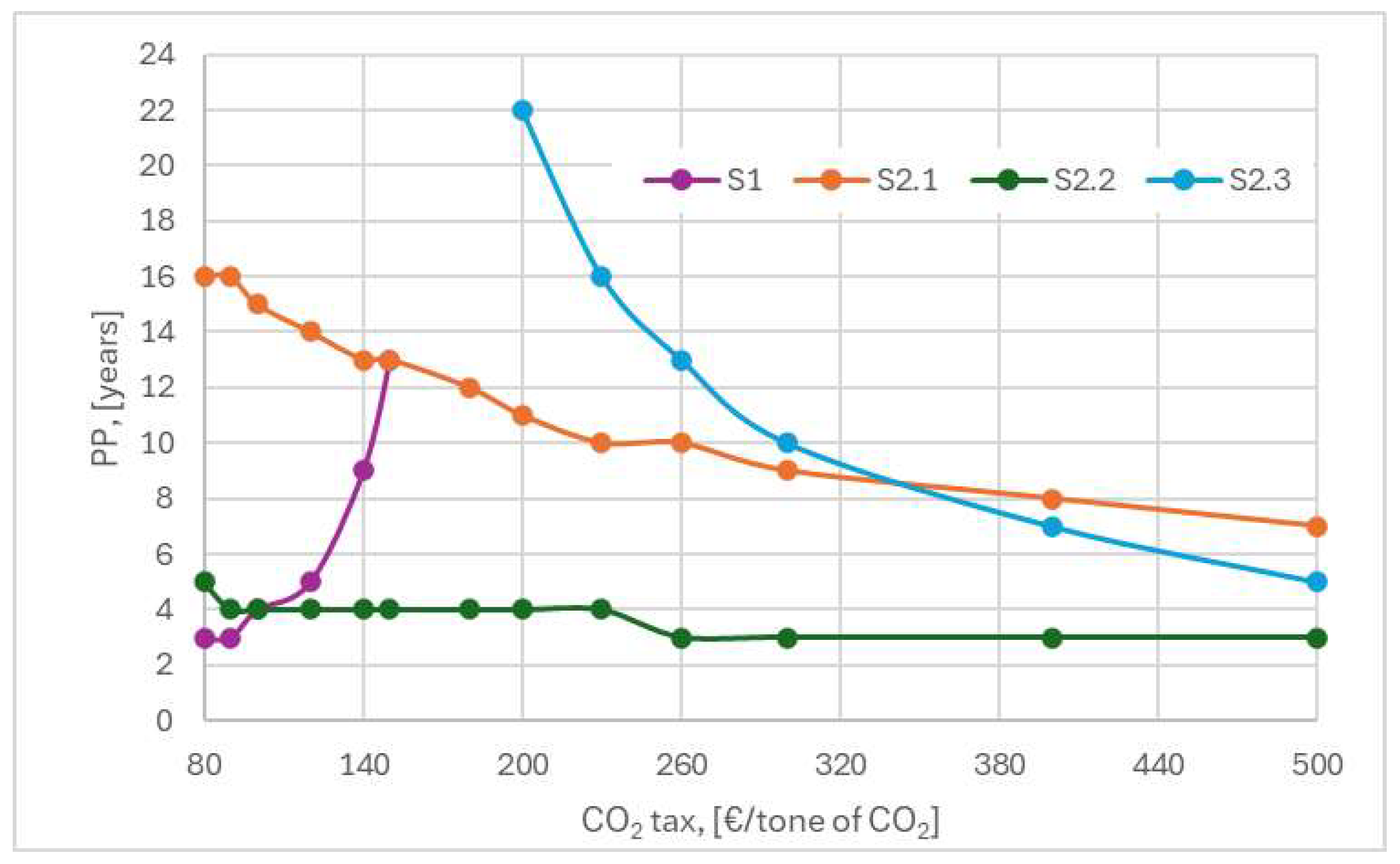
Figure 10 shows how the CO
2 emission tax increase influences the payback time for each of the four scenarios analyzed by showing the differences in their economic outcomes by grouping them into two categories as not feasible or competitive. It is evident that the scenarios that were constructed considering CO
2 capture technology were advantaged (lower payback times with increasing CO
2 tax) but this advantage differed from scenario to scenario (S2.1-3) according to the assumptions that were the basis for their construction.
Of the three cement plant modernization scenarios (S2.1-3), the ideal scenario S2.2 is by far the most profitable due to low investment costs. However, this scenario is not very credible since the entire amount of electricity needed for the plant is available and there is no need to purchase wind power plants. The purpose of such a scenario is to utilize the wind energy produced in excess. The full scenario S2.1 considers the purchase of the wind power plant to supply the full amount of electricity but the investment and subsequent operation and maintenance costs are not quickly compensated by the increased CO2 tax and a longer payback period is needed. In contrast to the S2.2 scenario, the full scenario is advantaged by high values of the CO2 tax. In other words, the purchase of the wind farm is not a feasible option as long as the CO2 tax is reactively low, below 350 €/tonne of CO2. The realistic scenario, S2.3, is based on the fact that the wind farm exists but it only supplies one third of the electricity produced (during the night the electricity is produced in excess). Consequently, the rest of the electricity needed by the cement plant is purchased from the same supplier that manages the wind farm. Therefore, the electricity operating costs start to offset at high values of the CO2 emission tax, with the payback period becoming shorter as the CO2 tax increases. It can be observed that for values higher than 350 €/ton of CO2, the realistic scenario becomes more attractive than the full scenario (i.e. it is more attractive to purchase the electricity than to invest in the wind farm). Further analysis shows that for values above 600 €/ton of CO2 the realistic scenario becomes as attractive as the ideal scenario.
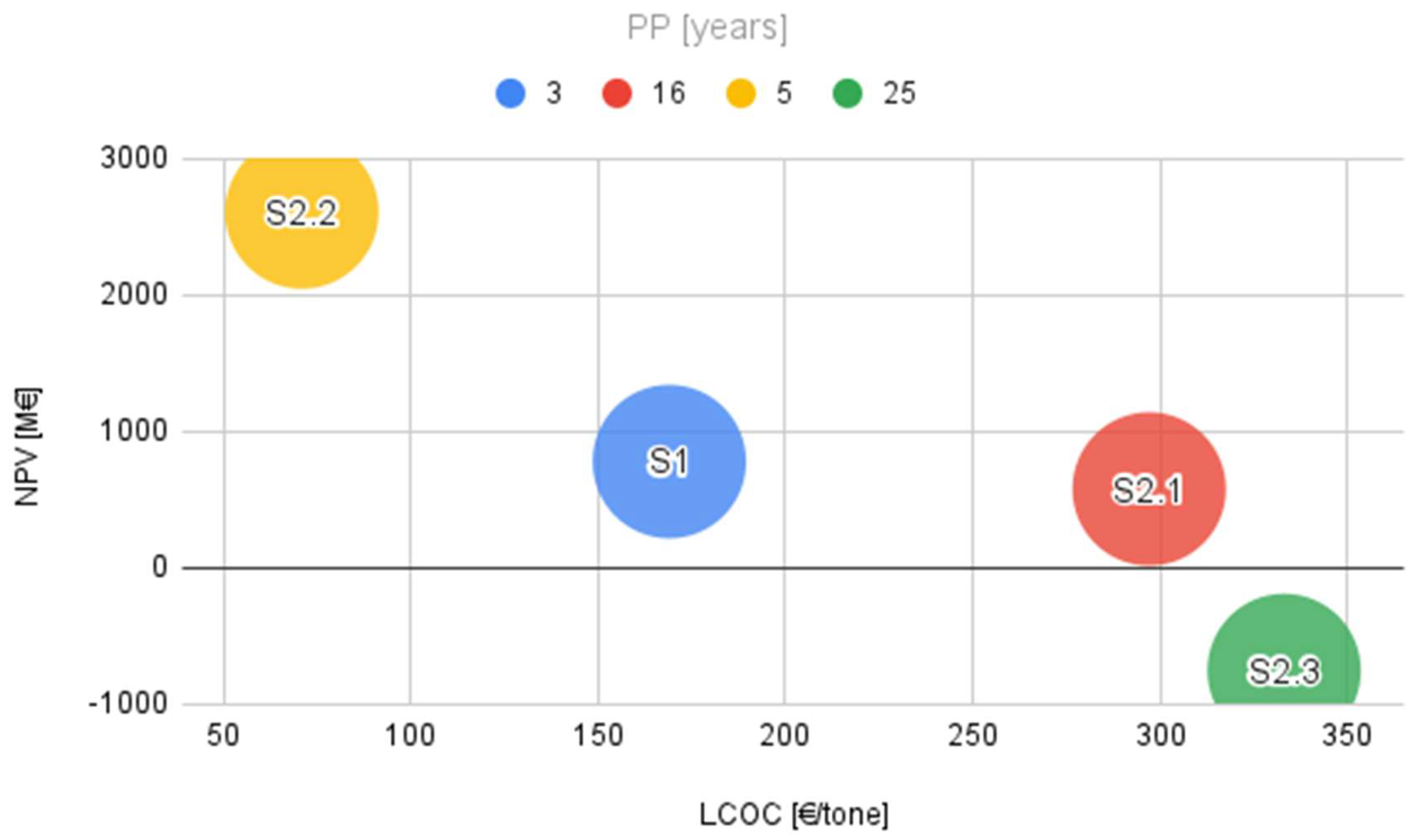
Considering a constant value of the CO
2 tax, the simultaneous evaluation of the discounted cost of cement (LCOC), the discounted net present value (NPV) and the payback period (PP) allowed to distribute the analyzed scenarios on a graph (
Figure 11) in order to highlight the large differences between their techno-economic results. It can thus be seen that the position of the realistic scenario S2.3 indicates an unfavorable combination for all three indicators, the scenario being completely unrealistic in the current economic context. On the other hand, the baseline scenario, S1, and the full scenario, S2.1, although they are at about the same level of the NPV indicator, have completely different results for the LCOC and PP indicators due to the large investments made in the modernized scenario (S2.1), the latter becoming economically unattractive.
However, even with a relatively low CO2 emission tax (80 €/tonne of CO2), the modernized cement plant can still perform significantly better than the reference scenario if electricity is supplied from external sources without the need for initial investments and high operating costs (S2.2).
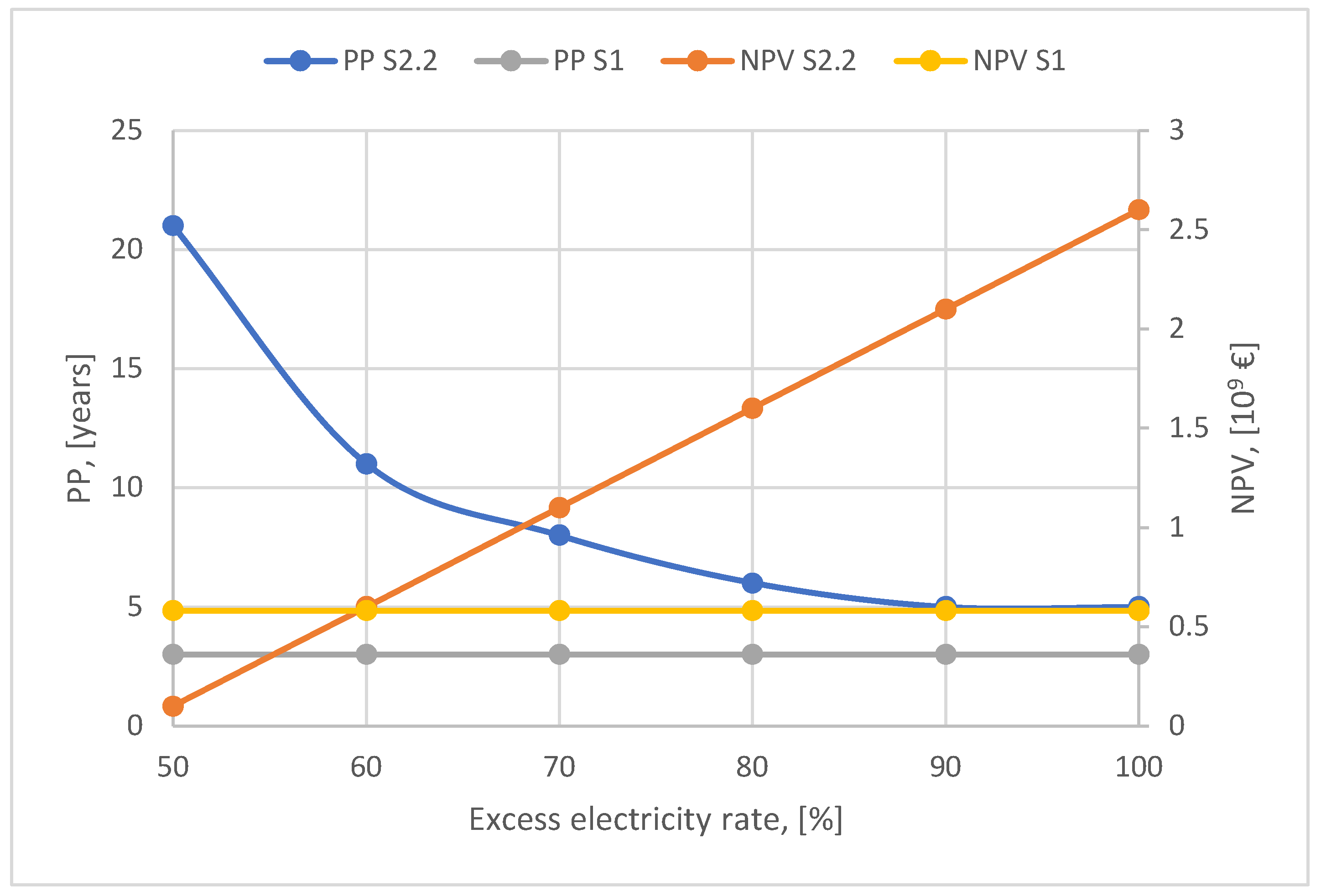
Moreover, the ideal scenario remains competitive even if the wind power plant does not fully cover the electricity needs of the cement plant but only 70-80 % as shown in
Figure 12.
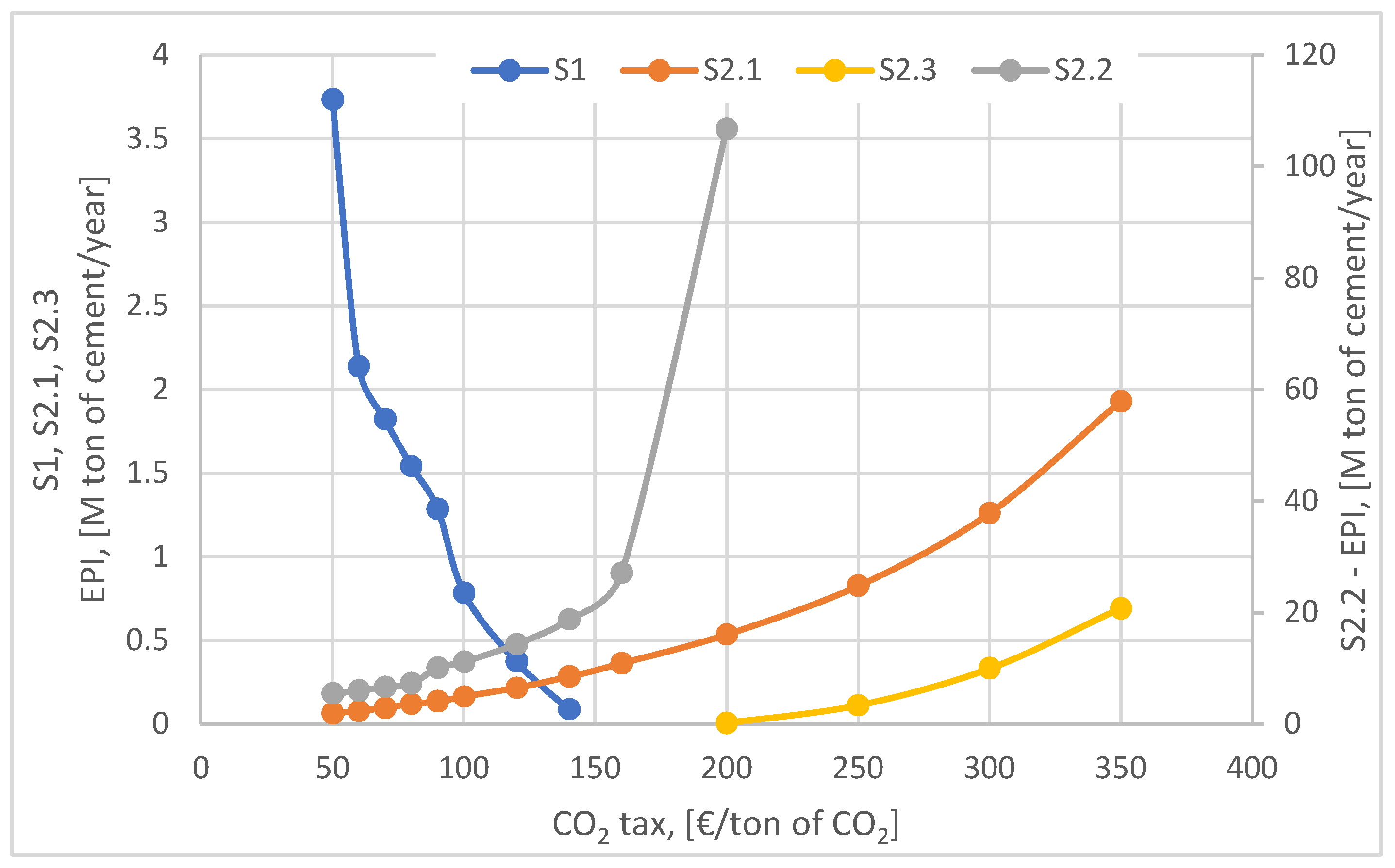
Figure 13 illustrates the evolution of the EPI indicator for the four scenarios analyzed, as a function of the variation of the CO
2 tax considering the current trends of the European Union policies. Taking into account the assumptions underlying the construction of each scenario analyzed, the evolution of the EPI indicator for each of them is completely different, reflecting the ability of each scenario to offset the investment and operation - maintenance costs with those of the CO
2 tax. The evolution of the EPI indicator for the S2.2 scenario is exponential as a result of the limitation of investment costs by using the existing wind farm and as a result of fully covering the electricity needs based on the wind plant output.
On the other hand, the baseline scenario is strongly affected by the increase in the CO2 emission tax as it is based on the use of fossil natural gas and the purchase of electricity from the national grid electricity. It can be seen from the graph that the EPI indicator decreases sharply and becomes unprofitable for a value higher than 150 €/ton of CO2. Among the scenarios proposed for the development of the cement plant, scenarios S2.1 and S2.3 show slightly positive evolutions being less affected by the tax increase. This is explained by the fact that high initial investments (S2.1) or high operating costs (S2.3) are relatively compensated by carbon capture technology. As for scenario S2.1, the EPI indicator increases slowly, indicating a gradual improvement in its techno-economic performance with the increase in the CO2 tax. However, compared to scenario S2. 2, the lower value of the EPI indicator is explained by the much higher investment costs (around 3 billion €), which led to a much longer payback period and a high value of the LCOC indicator. In scenario S2.3, although the EPI indicator shows a slight increase, it is not significant because the use of carbon dioxide as a resource does not compensate for the increase in operating costs generated by the purchase of electricity (about 2.8 billion € over the 25 years). Consequently, scenario S2.3 becomes uncompetitive compared to the other alternatives analyzed.
From the analysis of the four proposed alternatives, it can be concluded that using the surplus electricity generated by the existing wind power plants to produce synthetic methane is a viable strategy in the context of the CO2 tax increase, leading to the development of a high performance scenario (S2.3) but under the condition that the power plants would fully supply the electricity needs of the cement plant.
By integrating CO₂ capture technologies, in this case, the chemical absorption process based on the use of MEA in a mass concentration of 30%, the CO2 capture and CO2 avoidance costs were calculated. Thus, the avoidance cost of 51 €/ton CO2 is slightly higher than the capture cost of 47 EUR/ton CO2, as it includes additional penalties related to the efficiency of the process (more energy is needed to keep the cement production constant).
Taking into account the relatively low values of the two costs of CO2 capture and avoidance, it can be concluded that the proposed CO2 capture solution is economically attractive and has a high potential for large-scale implementation, at least in the cement industry. Furthermore, considering that a CO2 tax of 80 EUR/ton CO2 was taken into account in the analysis, we can safely state that the integration of this technology into the cement manufacturing process is a more economically efficient option than paying the CO2 tax. The technical performance of the CO2 capture process is also underlined by the decrease of the CO2 emission factor from 789 kg to 85 kg CO2/ton of cement. It is important to emphasize that maintaining high efficiency in this process is essential, as the captured CO2 emission is one of the primary resources used in the methanization process to obtain synthetic methane. Flow optimization in the cement plant is essential to ensure that all captured CO2 is used in the methanation process, so that the hybrid cement production system based on P2M-CC technology only releases to the environment the CO2 emissions that could not be captured due to the efficiency limitations of the capture process.