
Submitted:
14 January 2025
Posted:
15 January 2025
You are already at the latest version
Abstract
As the natural fiber of choice, cotton has a massive global value chain worth around $40 billion. Grown in several countries within the tropical and subtropical regions, it employs about 400 million people, from farms to textile mills. Post harvesting, commercial gins separate seed cotton into seeds and lint, the most economically important cotton product. After ginning the lint and pressing it into bales, samples are drawn manually for classing by regulatory agencies, such as the United States Department of Agriculture (USDA) in the US and the China Inspection and Quarantine (CIQ) in China, which are two leading global cotton-producing countries. Manual sampling depends on increasingly scarce seasonal agricultural workers and is thus suitable for automation as a repetitive process. Therefore, serial robots as automation agents with increasing industrial applications are a good substitute candidate for human lint grading sample collectors at cotton gins. This work proposes a framework for adopting low-cost serial robots for lint sample collection at existing and new cotton gins. In addition to their programmability, high-performance repeatability, and accuracy, the cost-benefit analysis indicated that low-cost robots have a payback time of one to two years despite their intimidating initial capital outlay. Finally, this article recommends that commercial gin operators and designers who want to optimize their gins and hedge against decreasing labor supply and profit margin should adopt the proposed framework.
Keywords:
Agricultural robotics
; Cost-benefit analysis
; Cotton bale sampling
; Cotton ginning
; Industrial automation framework
; Labor shortage solutions
; Robotic sample collection
Introduction
Cotton is the choice natural fiber cultivated globally, especially in the tropical and subtropical world regions [1]. It is a raw material for many industrial and domestic processes and employs nearly 400 million people across its global value chain, worth over $40 billion [1,2,3,4]. Cotton competes with other natural (jute, flax, wool, hemp), semi-synthetic (rayon or viscose, lyocell, and cupro), and synthetic (polyester, nylon, acrylic, and spandex) fibers for market share, and thus, must maintain the highest quality possible to sustain its competitive edge [3]. India, China, and the United States of America are the topmost cotton producers globally, and of these three, the US exports most of its produced cotton to foreign markets, where it gets converted into textiles, fabrics, and other products [3,5,6].
Although every part of the cotton plant is valuable, including its stalk and waste products that have applications in synthetic wood and silver nanoparticle production, respectively, the lint—the fiber obtained from the bolls after extraction of seeds—is the most significant economic cotton product [3,7,8]. Lint quality is determined by length and length uniformity index, micronaire, color, and extraneous matter contents, including plastic [3,9,10]. For many years, US-produced cotton lint has been reputable as one of the cleanest globally, significantly in part because of the strict regulatory guidelines and awareness sensitization programs established to ensure that the US-produced cotton is of high quality [3,10,11,12]. The quality of cotton produced in the US intended for marketing internationally is statutorily closely monitored and graded by a dedicated USDA classing office [10,13].
For many years, US-produced cotton lint has been reputable as one of the cleanest globally, significantly in part because of the strict regulatory guidelines and awareness sensitization programs established to ensure that the US-produced cotton is of high quality [3,10,11,12]. The US exports two-thirds of its cotton growth, with China buying nearly half of the exported cotton [14]. The quality of cotton produced in the US intended for marketing internationally is statutorily closely monitored and graded by a dedicated USDA classing office [10,13]. Other cotton-producing countries such as Australia, where every lint bale is classed individually by the International Cotton Advisory Committee CSITC Round Trials program, and China, where two agencies, the China Fiber Inspection Bureau (CFIB) and the China Inspection and Quarantine (CIQ) are responsible for domestic cotton grading and establishing stands and inspecting imported cotton, respectively, have adopted similar classing or grading practices [14,15,16].
However, while the US has significantly automated cotton grading or classing using the High Volume Instrument (HVI), and each division of the USDA-Agricultural Marketing Services (AMS) responsible for performing cotton grading ensures a reliable and effective classification system and delivery services, gins still manually collect the grading samples sent to the USDA classing office [10,13,17]. Manual sample collection is tedious for the gin worker(s) who must stand throughout ginning near the conveyor or other mechanisms transporting the baled lint at the gin, is not repeatable, and probably costs more than required when the sample collection process is automated. Thus, the rationale of this study is that automating the USDA lint classing sample collection at commercial cotton gins across the US cotton-producing region is an essential task that would bring convenience, bridge the labor gap, and provide potential significant cost-reduction benefits to the commercial gins that do.
Automation has proven to be amenable to simplifying tedious, repetitive tasks across industries [18,19]. Robots are automation agents of various types (Cartesian, cylindrical, SCARA, Delta, or humanoid) and functionalities (service, medical, pick-and-place, drones, mobile, industrial, and collaboratory robots—cobots) [20,21]. They come in different configurations, including serial, where links are concatenated sequentially from the base to the end-effector, or parallel, mainly delta and Stewart mechanism designs, form with multiple links connected at both ends, degrees of freedom (for flexibility and dexterity), and payload capacities, see Figure 1 [20,22]. While the serial manipulators generally have large workspaces and significant versatility suitable for assembling, pick-and-place, and welding tasks, they typically have limited payload capacity and stiffness that results in low precision [20,23]. Parallel manipulators are highly rigid and precise, making them amenable to high-precision tasks like machining and part positioning operations. However, Parallel robots generally have smaller workspaces than similar serial manipulators [20].
This work proposes an adoption framework for low-cost robotic manipulators for automated lint classing sample collection and performs its comprehensive cost-benefit analysis. Justification for the most suitable robot type and specifications are presented based on the known characteristics of commercially available robots, and then a comprehensive comparative cost-benefit analysis between the manual and the proposed automated lint grading sample collection is conducted based on the typical unit costs and known and expected benefits of the compared methods.
2. Robotic Manipulator Adoption for Automated Lint Sample Collection
2.1. Cotton Ginning Process Layout
Cotton ginning primarily entails separating seeds from the fiber of seed cotton harvested by one of two common machine types—the cotton picker and the stripper—or the manual method, which is still prevalent in most parts of the world, especially in developing economies like India, China, Pakistan, and Africa. Modern cotton gins have long evolved to encompass providing other ancillary functions such as cleaning and drying to maximize their efficiency and optimize the quality of lint they produce, thereby maximizing the profit of cotton primary producers. The processed seed cotton type determines the needed equipment sequence in a cotton gin layout. Specifically, the harvesting mode determines the seed cotton quality—while manually harvested seed cotton typically has low extraneous matter content, machine-harvested cotton often has higher extraneous matter, with the picker-harvested seed cotton having lower dirt content than the ones harvested by the non-discriminatory stripper harvester. Regardless of the harvesting method, Upland Cotton (Gossypium hirsurtum L.) processing gins generally follow a similar equipment layout with only minor variations to accommodate the cleaning requirements of specific harvesting types. Gins press the cleaned, separated fiber into bales of approximately 218–227 kg (480–500 lb.) [13].
Figure 2 shows a general equipment layout for Upland Cotton processing, starting from the pneumatic- or conveyor belt-type material unloading/module feeder section at the entrance of the process and ending at the lint baling section [24]. So that gins can maintain their optimal processing capacities, most modern commercial gins use a double-box type hydraulically operated bale press after a series of evolution spanning centuries, as detailed in [24]. This method ensures a continuous flow of baled lint throughout the ginning process during peak ginning season, and dedicated workers must manually collect two industry regulator classing samples from the front and back sides of each produced bale on a rolling basis, making the sampling tedious and somewhat costly [17].
Globally, the cotton ginning industry packages bales into four density categories—gin universal, flat bale, modified flat, and gin standard densities—according to the specifications of the bailing press used [24,25,26]. Regardless of the packing density of the bales, which ranges from 0.37–0.45 g/cm3 [23–28 lb./ft3], the licensed gin workers require minimal pulling or cutting effort to draw about 115 g [0.25 lb.] of lint samples from either end of each finished bale, representing the first and last cotton exiting the bale press [10,17,24].
2.2. Cotton Lint Classing Sample Collection at Gins
While the most common practice at most commercial gins is cutting lint classing samples with knives or by bare hands after baling the lint at the hydraulic press before bagging, a few gins collect their samples at locations anywhere between the gin stand and the lint battery condenser [13,17]. After cutting a total of about 230 g [0.5 lb.] samples from both faces of each produced lint bale and tagging it with a Permanent Bale Identification PBI, which is a 12-digit unique identifier consisting of a five-digit gin code and a seven-digit bale number, the licensed agent delivers the sample to the gin’s locality-serving USDA classing office through a pre-established channel [10,13,17].
The USDA Cotton Program is solely responsible for licensing every participating gin in the lint bale classing program, and requirements for participating in the program include gins not being allowed to tamper with (by trimming or altering in any manner) the collected classification samples that must be prepared tightly rolled into a Cotton Program-supplied sack for immediate shipment after collection [13,17].
2.3. Labor Shortage and Costs
Depending on a gin’s size, one or more dedicated workers may be responsible for manually collecting the lint quality grading samples [13,17]. Because during the peak season, most gins operate round the clock, downtimes for maintenance calls are inevitable, and designated collectors of lint samples must still be paid during those times, the labor cost for the manual sample collection eats into gin bottom line [27]. Moreover, apart from the dwindling agricultural production and processing labor supply in developed and developing economies alike that is driving up labor costs, the efficiency of the lint sample collectors is typically sub-optimal since gins must pay them at least a locality-dependent minimum wage even though they must collect lint samples for only a fraction of their working duration.
According to available data from the US Department of Labor (DOL), US gins pay an average of $ 11.81–14.68 per manual lint sample collector or general gin maintenance worker, running into tens of thousands of dollars per worker per ginning season, and seasonal workers from overseas fill most of the open positions, which involve labor certification procedures and significant immigration costs [28]. This consideration further justifies the automation needs for the lint sample collection process to minimize the demand for human labor and its associated encumbrances.
2.4. The Proposed Robot Choice for Automating Classing Sample Collection
Considering the above-described procedure, the sample collection task is repetitive and standardized and is thus amenable to automation, which does well in replacing humans in monotonous operations like this one. Because the lint sample size is generally small (less than 0.5 kg in each instance) and the specific sampling location on the faces of the bale is not as important—in fact, the collection of samples must be at random points from the two sides of the bale—the small payload of a typical commercial, low-cost, small-size serial robot, which can exceed 1 kg, is deemed sufficient for the task of lint grading sample collection at most commercial gins. The choice of a serial manipulator is further justified because the costs of alternative robot types, e.g., parallel or humanoid, would outweigh the economic benefits of adopting them for the use case under consideration, especially when the cotton ginning industry already runs on a narrow profit margin.
Serial robots are integratable with color cameras and other optical sensors to detect and localize cotton bales within their workspace and initiate speedy sample collection subsequently, taking advantage of their significant work envelope and reach, which parallel manipulators like delta robots may not conveniently and affordably provide.
2.5. Location of the Robot in the Gin
The multi-planar motion trajectory needed to collect the lint samples and the configuration of the serial robots make them the most suitable for retrofitting at a location just above or beside the gin conveyor belts that transport the freshly pressed lint bales to the final bagging stand. While the sampling robots may preferentially be housed in enclosures for collision avoidance, since there will always be human traffic around them when they are operational, they may be easily programmed for inherent collision avoidance using some external camera or LiDAR sensors mounted on them to monitor their environment and pause their operation whenever they detect an intruding object in their workspace. The collision avoidance technology is quite mature and readily programmable in robot operational algorithms, such as the ladder logic.
2.6. The Proposed Integration Framework for Robotic Lint Grading Sample Collection
Integrating a classing lint sample collection serial robot into the cotton processing process flow requires adequate consideration for space availability around the lint-bale conveyor belt after the bale press, naturally around the standing location of current human sample collectors. Depending on the conveyor configuration and type, the robot may be retrofitted on or beside it. For new gins adopting an automated sampling technology, the designers must suitably plan in the robotic sample collector’s best location to optimize space utilization and operational safety.
The proposed adoption framework flowchart is presented in Figure 3. First, a suitable low-cost commercial robot is selected based on its charateristics, the designer’s experience and preference, and costs cosideration.Then the mounting location of the robot in the cotton gin is chosen for optimal space utilization and operational safety, an enclosure may be used for the robot if deemed necessary. Simulation studies may be performed to visualize the robot’s operation in the commercial gin in a virtual environment, ensuring the robot’s workspace does not envelope any physical obstacles. This design process is repeated for each of the bale press line to be automated, depending on gin’s size.
After the simulation studies are validated, the robot and other necessary identified installation hardware are purchased. The designed robots and possible enclosures are mounted at the chosen spots, according to the simulation studies. In-situ experimentation and validation of the robots’ motion trajectories are performed to ensure no collision issues. After satisfactory validation tests, the robots are commissioned for production use.
Figure 4 presents an example MATLAB/Simulink simulation study results for a six-DOF PUMA serial robot performing the lint sample collection. In Figure 4a, the robot is shown in its home position, representing a scenario when no lint bale is in its workspace. After a lint bale comes within its workspace, as detected by a sensor-based machine learning algorithm, the robot outstretches its arm and picks up some lint samples, as depicted in Figures 4b,c. Finally, the robot rotates according to its required inverse kinematics to align with the sample collection container, which has the appropriate integral sample PBI labeling mechanism—Figure 4d—and then returns to its home position to begin another sample collection cycle.
3. Cost–Benefit Analysis Studies: Manual Versus Robotic Agent-Based Lint Sample Collection
A comparative Cost–Benefit Analysis of manual versus low-cost serial robot-based USDA or regulatory lint grading sample collection at commercial cotton gins is presented below.
3.1. Manual Grading Scenario
3.1.1. Costs
Labor Costs
In the manual grading scenario for lint sample collection, significant costs are incurred primarily due to the need for semi-skilled labor to draw, prepare, and deliver samples. The annual labor cost per sample collector is estimated to range between $40,000 and $60,000, with actual amounts varying depending on the gin location. Additionally, overtime costs become a variable expense during peak harvesting seasons, further contributing to the overall financial burden associated with this method.
Training Costs
The manual lint sampling method incurs annual training costs to ensure workers get adequate training on the latest regulatory standards for lint grading. These costs can amount to approximately $2,000 per seasonal worker. Because of the transient nature of seasonal labor, with a high throughput of workers, the training must be conducted annually, requiring a consistent budget allocation to maintain workforce competency.
Error Costs
Other costs associated with this manual sample collection method include those that may stem from the inconsistent sample collection resulting from human sample collector fatigue and bias. The potential revenue loss from misgraded samples can be approximately $5,000–15,000/year depending on numerous factors such as gin size and the significance of the human sampler inconsistencies.
3.1.2. Benefits
Adaptability
A major benefit of the manual lint sample collection for regulatory grading is the opportunity for immediate judgment for irregular or non-standard lint coming upstream, which can be quickly corrected. Essentially the manual labor has an inherent feedback mechanism that can be rapidly implemented into the upstream ginning process to correct any persistent visual anomaly, like plastic fragments in the samples, in the samples.
Lower Capital Investment
With manual lint sample collection, there is no upfront capital expenditure compared to robot-based automated sampling, where gins need a substantial capital outlay before benefiting from the method. This characteristic is a significant advantage in favor of retaining manual sample collection.
Human Oversight
Although machine vision is constantly advancing and will eventually replace humans in numerous identification and classification tasks, the capability of humans to flexibly handle unforeseen challenges visually is yet unmatched by computer vision, which in most cases has environment-dependent performances.
3.2. Low-Cost Serial Robot Grading Scenario
3.2.1. Costs
Initial Investment
The main drawback with implementing robotic lint sampler is generally the significant capital outlay required. Robot purchase and installation can cost around $20,000–50,000 per unit, this may be a substantial investment for most gins that already run on very tight profit margins and are not willing to incur further capital expenditures. However, the payback period of the robot will justify the investment when made, compared with the lower recurrent expenditure associated with the conventional manual sample collection.
Maintenance Costs
In addition to the capital outlay needed to adopt this technology, gins may incur maintenance and periodic update costs of approximately $2,000 to 5,000 annually. While this cost is commensurate to the training fee associated with a high throughput of seasonal workers, the payback period of the method may outweigh any demerit this may initially present to the robotic sampling method.
Downtime Risks
Another important risk factor of using robots for lint sample collection is the potential mechanical failure of the robot that may potentially cause downtime in the production line during peak usage and create a bottleneck when significant. This downtime and bottleneck may have substantial associated costs if not well managed.
3.2.2. Benefits
Increased Efficiency
The benefits associated with automating the lint grading sample collection are numerous and mostly outweigh the drawbacks. These benefits include consistent and repeatable sample collection at speeds two to three times faster than the manual sampling method, as about two human samplers are replaceable by a single robot, which can continuously and repeatably draw samples at speeds faster than any human and without getting fatigued like humans.
Cost Savings
The proposed automated method has labor-saving potential, minimizing the need to import seasonal labor into areas with local labor shortages to meet the demands of seasonal industries like cotton ginning. One robot can replace one to two human workers, saving $40,000–120,000 annually, depending on gin location and size, and this amounts to significant cost savings in the long term. After their initial investments and commissioning, robots create a long-term reduction in operational costs with a return on investment (ROI) achievable in the first two years.
Accuracy and Compliance
Robots are consistent in their operation, as defined by their repeatability and accuracy metrics. Thus, they can produce consistent grading, reducing grading errors and disputes. And they offer better alignment with USDA (or other regulators) standards due to their programmable precision.
Data Integration
Lastly, robots are integratable into existing or new gin process flow for automated real-time lint data collection and reporting for improved traceability and decision-making because they are highly programmable and can collaborate or synchronize with other automated solutions such as a PBI tagging system to automate labeling of collected samples.
3.3. Comparative Summary
Table 1 summarizes the comparative analysis of the two methods under consideration. A low-cost robot has a considerable initial capital cost component compared to the manual grading system, which has none. However, the estimated annual cost savings afforded by the robotic sampling method ensure that the ROI recovery time of approximately two years is achievable.
4. Summary and Recommendation
4.1. Summary
Although cotton gins operate on strict profit margins currently, which makes significant capital investments cost-prohibitive for most commercial gins, the increasing trend of manual labor shortages has highlighted the urgent need for alternative solutions to certain ginning processes. The reliance on seasonal workers, with associated costs such as retraining and immigration fees, has become increasingly unsustainable.
One crucial step still widely performed manually in all commercial gins is lint grading sample collection. In this process, trained workers collect samples for delivery to regulatory agencies for official grading. Automating this process is imperative to reduce labor dependence, enhance sustainability, and improve quality and profitability in cotton production and processing.
This work proposes a framework for adopting robotic agents as an alternative to human lint sample collectors. A six-degree-of-freedom serial robot is the optimal choice due to its affordability and versatility. The proposed method demonstrated through software simulations indicates that despite a significant initial capital requirement, the robotic solution offers a short payback period of one to two years. Comparative analysis reveals that robotic lint sample collection is cost-effective, repeatable, and accuracy-enhancing, ensuring compliance with regulatory standards.
Adopting robots for lint grading sample collection is expected to alleviate the challenges of scarce manual labor while delivering consistent and programmable results that align with modern industry needs
4.2. Recommendations
Based on this study, the author posits that for commercial cotton gins aiming to enhance automation, improve lint grading efficiency, and maintain compliance with USDA or other regulatory standards, adopting a low-cost serial robot is a sustainable and cost-effective solution in the long term. Despite the significant initial investment, the automation benefits—including increased speed, enhanced accuracy, and reduced labor costs—make it the superior choice for scaling operations.
Existing gins are encouraged to explore the framework proposed in this study to integrate automated lint sample collection into their processes, minimizing reliance on seasonal labor. Additionally, designers of new gins are strongly advised to incorporate robotic lint sample collection into their layouts to maximize operational efficiency and long-term profitability for ginners.
References
- Adeleke, A.A. (2024). Technological advancements in cotton agronomy: a review and prospects. Technology in Agronomy, 4, e008. [CrossRef]
- S. Radhakrishnan, Sustainable cotton production, in: S.S. Muthu (Ed.), Sustainable Fibres and Textiles, Woodhead Publishing, Sawston, UK, 2017, pp. 21–67.
- A.A. Adeleke, A review of plastic contamination challenges and mitigation efforts in cotton and textile milling industries, AgriEngineering 5 (2023) 193–217. [CrossRef]
- Z. Yang, J. Tang, M. Yu, Y. Zhang, A. Abbas, S. Wang, S. Bagadeem, Sustainable cotton production through increased competitiveness: analysis of comparative advantage and influencing factors of cotton production in Xinjiang, China, Agronomy 12 (2022) 2239. [CrossRef]
- USDA-ERS(a). https://www.ers.usda.gov/webdocs/publications/106158/err-313.pdf?v=6765.2, (accessed 6 January 2025).
- USDA-ERS(b). https://www.ers.usda.gov/data-products/chart-gallery/gallery/chart-detail/?chartId=107558, (accessed 6 January 2025).
- X. Chen, H. Liu, N. Xia, J. Shang, V. Tran, K. Guo, 2015. Preparation and properties of oriented cotton stalk board with konjac glucomannan-chitosan-polyvinyl alcohol blend adhesive, BioRes. 10, 3736–48. [CrossRef]
- S. Nam, M. Easson, J.H. Jordan, Z. He, H. Zhang, M.S. Cintrón, S.C. Chang, Unveiling the hidden value of cotton gin waste: natural synthesis and hosting of silver nanoparticles, ACS Omega 8 (2023) 31281–31292. [CrossRef]
- A.A. Adeleke, R.G. Hardin, M.G. Pelletier, Design of a plastic removal system for a cotton gin module feeder, in: Proceedings of the 2021 Beltwide Cotton Conferences, National Cotton Council of America, Memphis, TN, USA, Virtual Meeting, 4–6 January 2021, pp. 630–637.
- D.D. Delhom, J. Knowlton, V.B. Martin, C. Blake, The classification of cotton, J. Cotton Sci. 24 (2020) 189–196. https://www.cotton.org/journal/2020-24/4/upload/JCS24-189.pdf.
- NCC, 2009. 2008 Bale packaging and lint contamination surveys. http://www.cotton.org/tech/bale/upload/09PKG-and-Lint-Contam-V4.pdf, (accessed 6 January 2025).
- ITMF, 2014. Cotton contamination surveys. https://www.itmf.org/images/dl/publications/Cotton_Contamination_Surveys.pdf, (accessed 6 January 2025).
- Cotton Incorporated, 2013. The classification of cotton. https://www.cottoninc.com/wp-content/uploads/2023/09/Classification-of-Cotton.pdf, (accessed 6 January 2024).
- X. Cui, 2009. Cotton classing and inspection in China, Meeting Proceedings, Paper #5. https://www.ars.usda.gov/research/publications/publication/?seqNo115=232993, (accessed 6 January 2024).
- Australian Cotton, How Australian cotton quality is measured (or classed). https://australiancotton.com.au/supply_chain/how-australian-cotton-quality-is-measured-or-classed, (accessed 6 January 2024).
- Australian Classing Services, Australian cotton classing process. https://www.ausclass.com.au/Growers-and-Merchants/Classing, (accessed 6 January 2024).
- B. Meredith, Flow of the sample through USDA classification, Proc. Beltwide Cotton Conf. 1 (1999) 678–679. National Cotton Council, Memphis, TN.
- R. Syed, S. Suriadi, M. Adams, W. Bandara, S.J.J. Leemans, C. Ouyang, A.H.M. ter Hofstede, I. van de Weerd, M.T. Wynn, H.A. Reijers, Robotic process automation: contemporary themes and challenges, Comput. Ind. 115 (2020) 103162. [CrossRef]
- M. Lacity, L. Willcocks, 2015. Robotic process automation at Telefonica O2, MIS Quart. Exec. 15, 21–35. https://eprints.lse.ac.uk/64516/1/OUWRPS_15_02_published.pdf, (accessed 6 January 2025).
- A. Antonov, Parallel–serial robotic manipulators: a review of architectures, applications, and methods of design and analysis, Machines 12 (2024) 811. [CrossRef]
- W. Ye, T. Tang, Q. Li, Robotized manufacturing equipment: a review from the perspective of mechanism topology, Sci. China Technol. Sci. 66 (2023) 1683–1697. [CrossRef]
- M. Ceccarelli, Fundamentals of Mechanics of Robotic Manipulation, second ed., Springer, Cham, Switzerland, 2022. [CrossRef]
- J. Borrell, C. Perez-Vidal, J.V. Segura, Optimization of the pick-and-place sequence of a bimanual collaborative robot in an industrial production line, Int. J. Adv. Manuf. Technol. 130 (2024) 4221–4234. [CrossRef]
- G.J. Mangialardi Jr., W.S. Anthony, Cotton bale presses at gins, 1960–2004. https://www.cotton.org/ncga/techpubs/upload/1823-cotton_bale_presses_at_gins.pdf, (accessed 6 January 2024).
- NCCA, 2011. Specifications for cotton bale packaging materials. https://law.resource.org/pub/us/cfr/ibr/004/ncca.bales.2011.pdf, (accessed 6 January 2024).
- NCC, n.d. https://www.cotton.org/tech/bale/bale-description.cfm, (accessed 6 January 2024).
- J. Murphree, The cotton ginning link in the ag supply chain: a conversation, Arizona Farm Bureau. https://www.azfb.org/Article/The-Cotton-Ginning-Link-in-the-Ag-Supply-Chain-A-Conversation, (accessed 13 March 2023).
- U.S. DOL, Seasonal jobs. https://seasonaljobs.dol.gov/jobs?search=cotton%20gin%20operator&location=&start_date=&job_type=all&sort=relevancy&radius=100&wage=all&facets=, (accessed 8 January 2024).
Figure 1.
Different robot types with various industrial and mobile applications a) Serial robots generally have larger workspace but less payload than b) parallel ones, which are more rigid and typically fixed in space, unlike c) mobile robots, which are generally wheeled or tracked and can serve as platforms for other robots and equipment just as humanoid robots d) that are also mobile.
Figure 1.
Different robot types with various industrial and mobile applications a) Serial robots generally have larger workspace but less payload than b) parallel ones, which are more rigid and typically fixed in space, unlike c) mobile robots, which are generally wheeled or tracked and can serve as platforms for other robots and equipment just as humanoid robots d) that are also mobile.

Figure 2.
The general equipment layout for processing Upland Cotton. Variations may exist to accommodate the demands of cotton harvested by different methods, as indicated in the lower right corner of the image.
Figure 2.
The general equipment layout for processing Upland Cotton. Variations may exist to accommodate the demands of cotton harvested by different methods, as indicated in the lower right corner of the image.
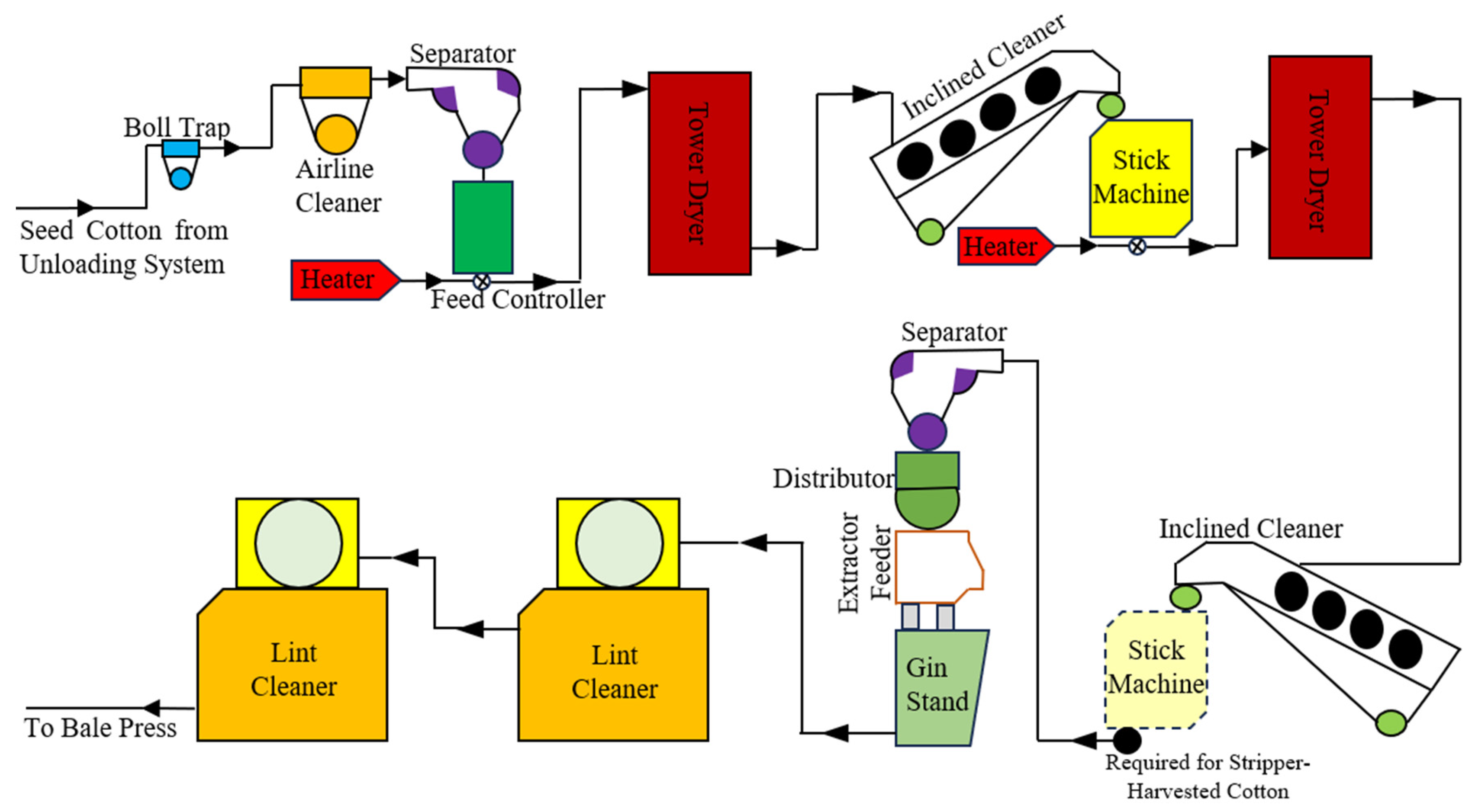
Figure 3.
Proposed integration framework for robotic lint grading sample collection.
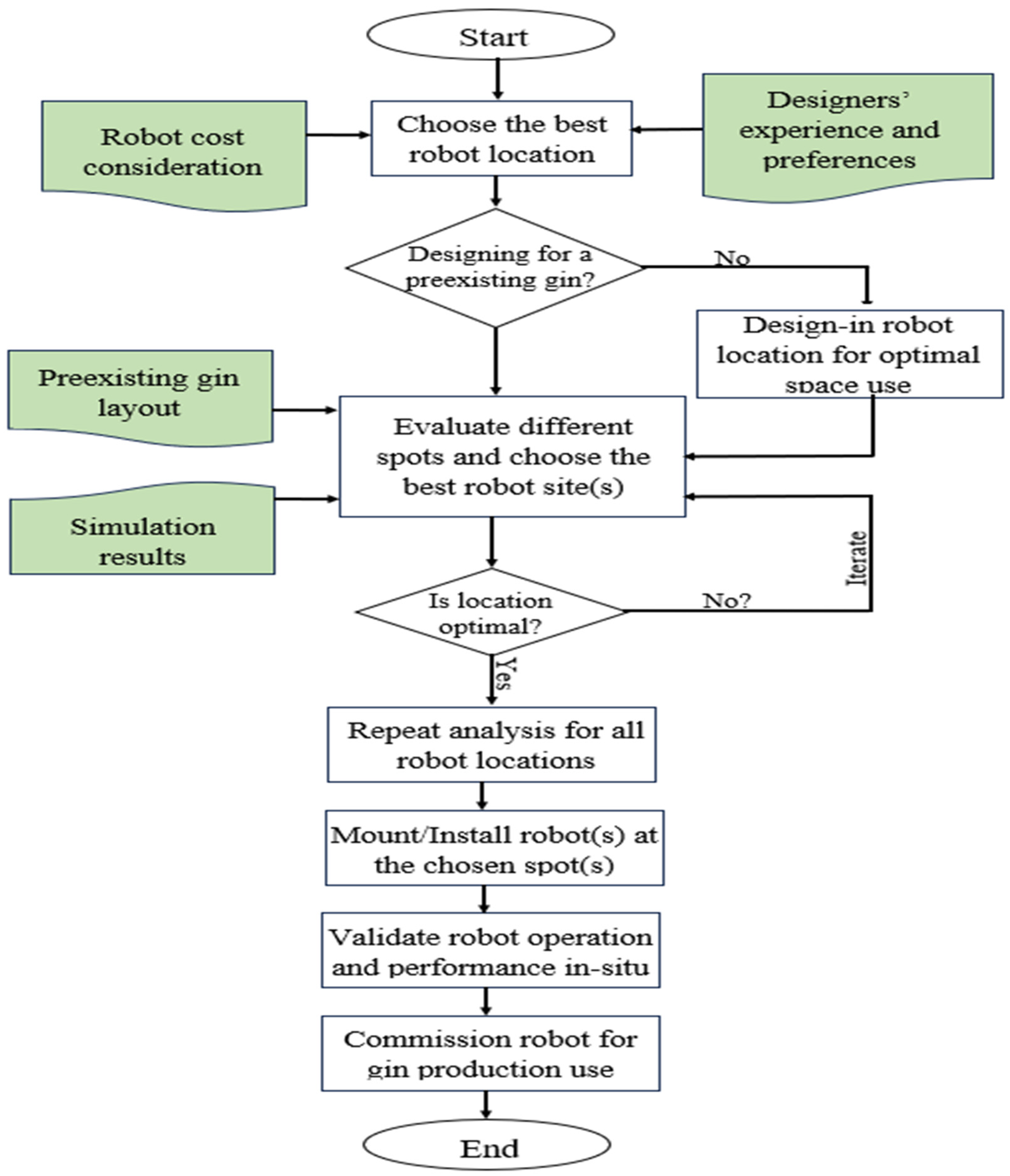
Figure 4.
A typical motion trajectory for the serial robot moving from its idle position a) to arm-outstreched position b) after a cotton bale detectionin its workspace enroute to pick a cotton sample in c) and tranforming its position to drop the sampled lint into the collector bin in d).
Figure 4.
A typical motion trajectory for the serial robot moving from its idle position a) to arm-outstreched position b) after a cotton bale detectionin its workspace enroute to pick a cotton sample in c) and tranforming its position to drop the sampled lint into the collector bin in d).
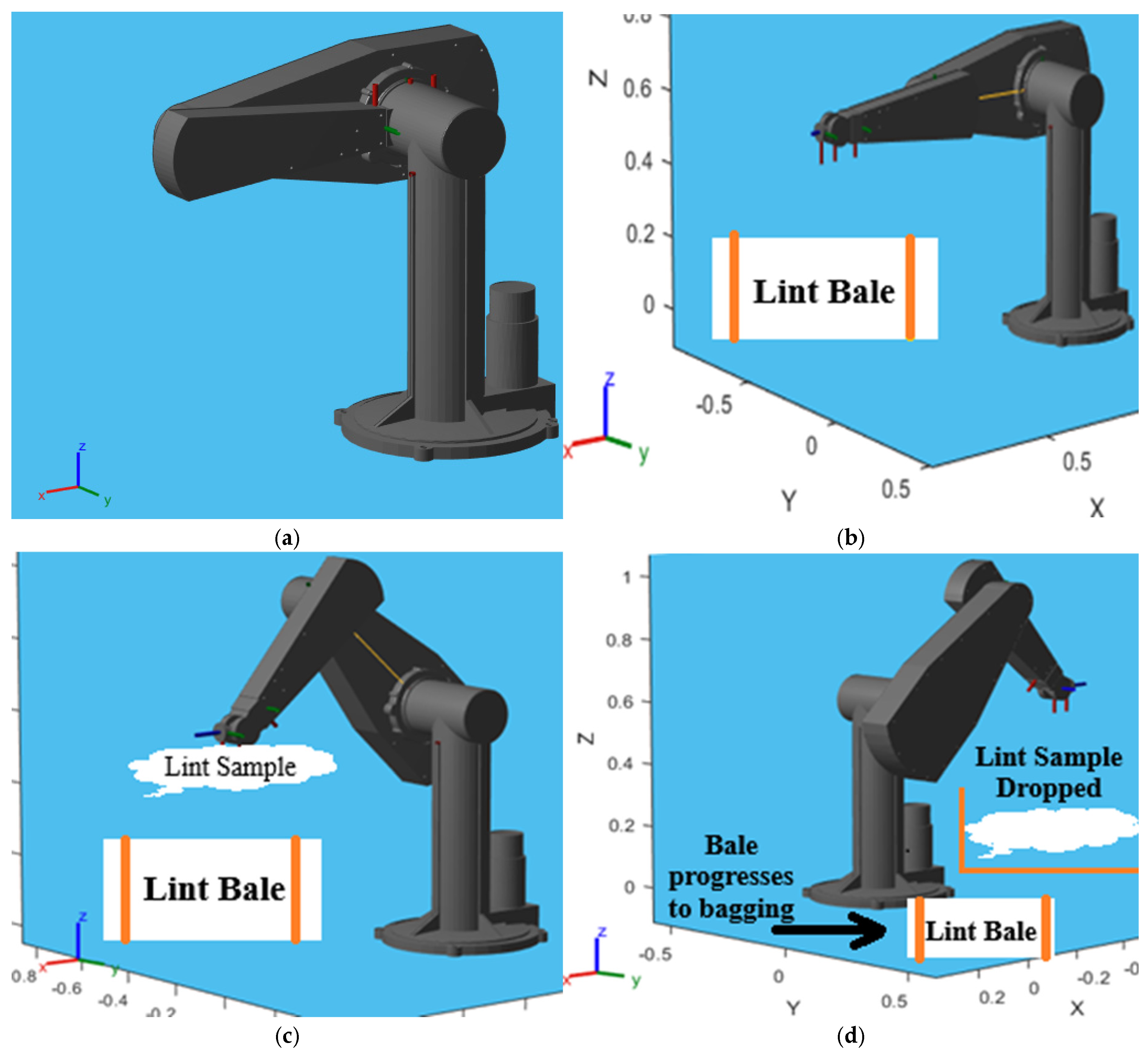

Table 1.
A summary of the comparative study between manual and low-cost robotic lint grading sample collection at commercial gins.
Table 1.
A summary of the comparative study between manual and low-cost robotic lint grading sample collection at commercial gins.
| Factor | Manual Grading | Low-Cost Serial Robotic Grading |
|---|---|---|
| Initial Costs | None | $20,000–$50,000/unit |
| Annual Operating Costs | $40,000–$60,000/laborer | $4,000–$7,000/unit |
| Accuracy | Moderate; prone to human error | High; consistent and repeatable |
| Speed | Slower due to human limitations | Faster; continuous operation |
| ROI | N/A | Achievable in 1–2 years |
| Compliance | Variable, based on operator | High; programmable to standards |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



