Submitted:
17 December 2024
Posted:
18 December 2024
You are already at the latest version
Abstract
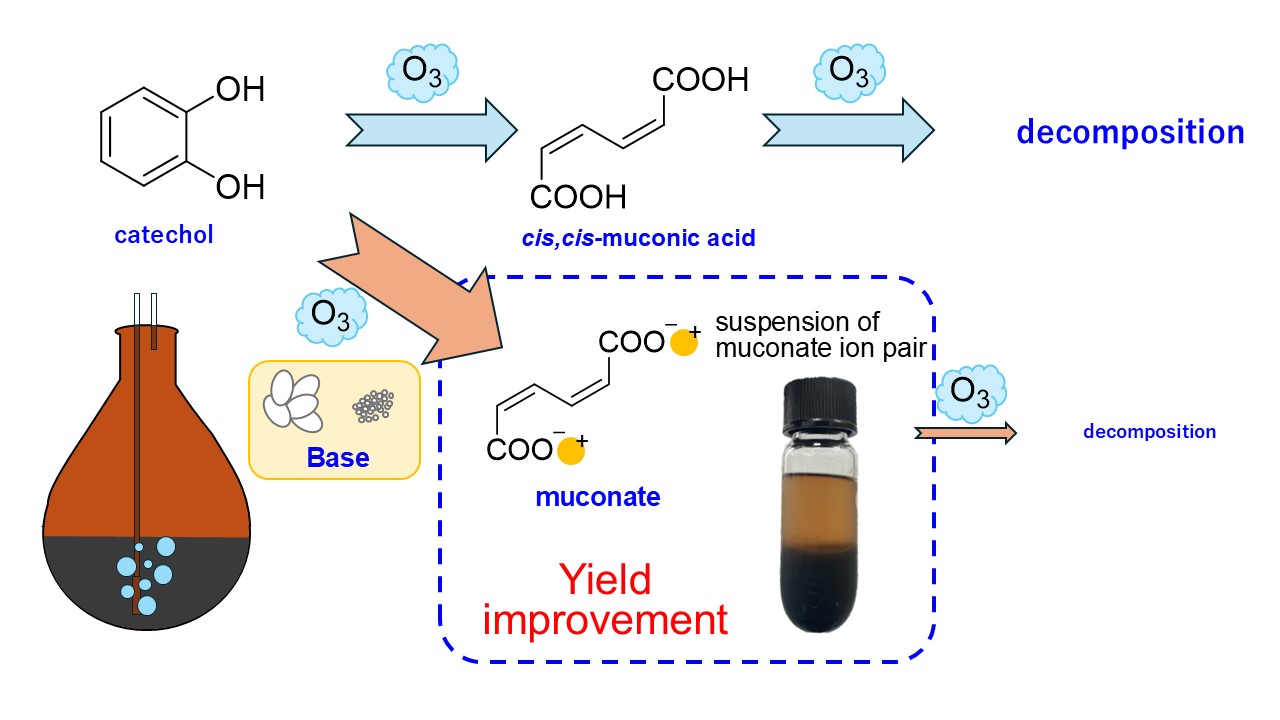
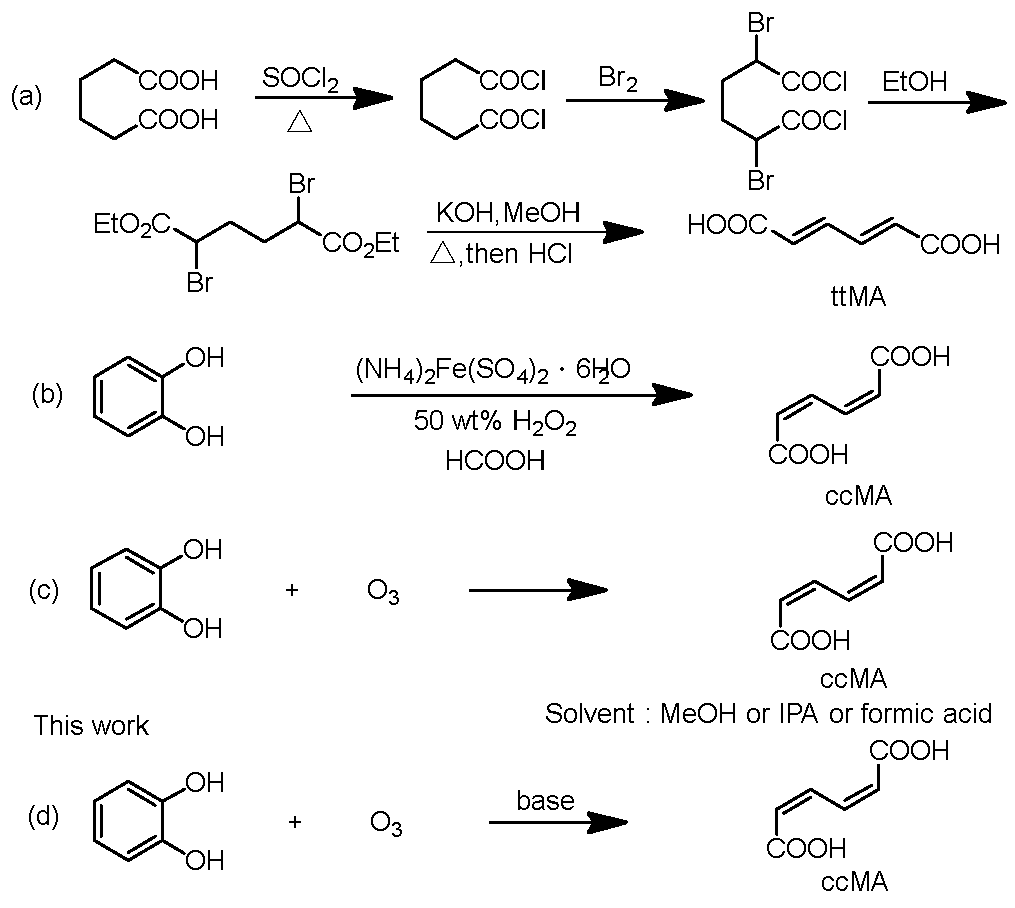
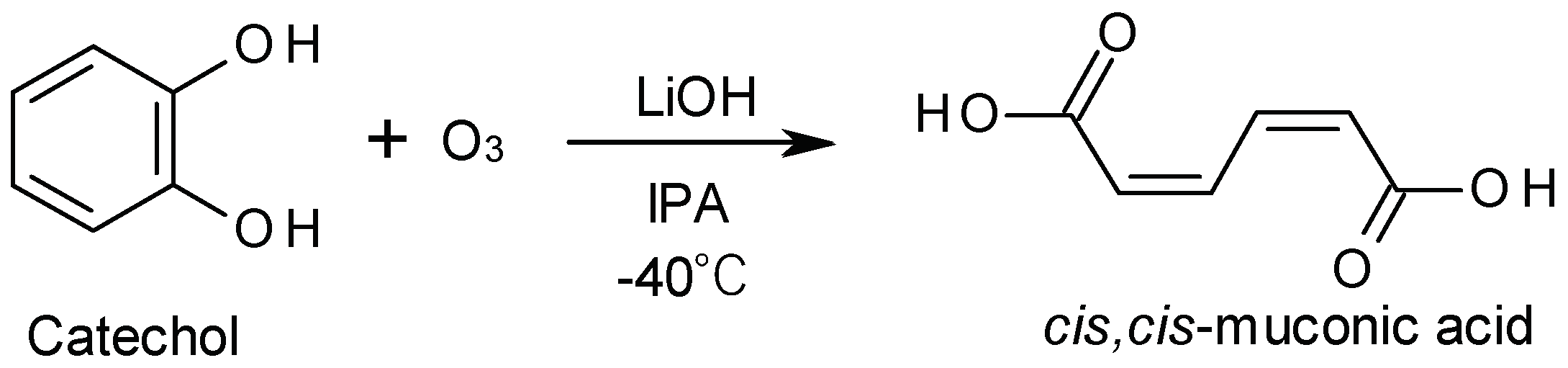
Muconic acid, a crucial precursor in synthesizing materials like PET bottles and nylon, is pivotal for the anticipated growth in textiles and plastics industries. This study presents a novel chemical synthesis route for cis,cis-muconic acid (ccMA) using catechol. Biochemical methods face scale-up challenges due to microorganism sensitivity and complex extraction processes, while chemical methods involve environmentally harmful substances and have low yields. Our research intro-duces a method that enhances ccMA yield to 56% by employing ozonation in the presence of a hydrophilic base, significantly simplifying the synthesis process. This one-step synthesis reduces reagent use and labor, aligns with green chemistry principles, and avoids using toxic chemicals. The methodology, involving low-temperature ozonation of catechol with base addition, reduces ccMA degradation and improves yield, confirmed by HPLC analysis and replicated experiments. This promising approach could lead to sustainable industrial synthesis of muconic acid deriva-tives. Further investigations will focus on refining this method for larger-scale applications and testing its economic viability, aiming to optimize conditions for maximum efficiency and yield.
Keywords:
1. Introduction
2. Results and Discussion
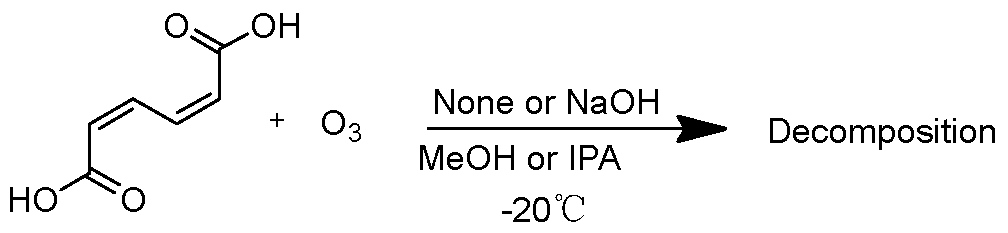
2.1. Decomposition of ccMA by Ozone
2.2. Decomposition Rate of Catechol by Ozone and Formation Rate of ccMA
2.3. Optimization of Reaction Conditions for ccMA Synthesis
3. Materials and Methods
4. Conclusions
Supplementary Materials
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgements
Conflicts of Interest
References
- Matthiesen, J. E.; Carraher, J. M.; Vasiliu, M.; Dixon, D. A.; Tes-sonnier, J.-P. Electrochemical Conversion of Muconic Acid to Bi-obased Diacid Monomers. ACS Sustainable Chem. Eng. 2016, 4, 3575–3585. [Google Scholar] [CrossRef]
- Averesch, N. J. H.; Krömer, J. O. Metabolic Engineering of the Shi-kimate Pathway for Production of Aromatics and Derived Com-pounds—Present and Future Strain Construction Strategies. Front. Bioeng. Biotechnol. 2018, 6, Article–32. [Google Scholar] [CrossRef] [PubMed]
- Carraher, J. M.; Pfennig, T.; Rao, R. G.; Shanks, B. H.; Tessonnier, J.P. cis,cis-Muconic Acid Isomerization and Catalytic Conversion to Biobased Cyclic-C6-1,4-Diacid Monomers. Green Chem. 2017, 19, 3042–3050. [Google Scholar] [CrossRef]
- Khalil, I.; Quintens, G.; Junkers, T.; Dusselier, M. Muconic Acid Isomers as Platform Chemicals and Monomers in the Biobased Economy. Green Chem. 2020, 22, 1517–1541. [Google Scholar] [CrossRef]
- Draths, K. M.; Frost, J. W. Environmentally Compatible Synthesis of Adipic Acid from D-Glucose. J. Am. Chem. Soc. 1994, 116, 399–400. [Google Scholar] [CrossRef]
- Kim, H. T.; Kim, J. K.; Cha, H. G.; Kang, M. J.; Lee, H. S.; Khang, T. U.; Yun, E. J.; Lee, D.-H.; Song, B. K.; Park, S. J.; Joo, J. C.; Kim, K. H. Biological Valorization of Poly(ethylene terephthalate) Monomers for Upcycling Waste PET. ACS Sustainable Chem. Eng. 2019, 7, 19396–19406. [Google Scholar] [CrossRef]
- Lin, Y.; Sun, X.; Yuan, Q.; Yan, Y. Extending Shikimate Pathway for the Production of Muconic Acid and its Precursor Salicylic Acid in Escherichia Coli. Metab. Eng. 2014, 23, 62–69. [Google Scholar] [CrossRef]
- Research and Markets. Global Muconic Acid Market by Derivative (Adipic Acid, Caprolactam), End-User (Agriculture, Chemicals, Food & Beverage) - Forecast 2024-2030. https://www.researchandmarkets.com/reports/5890026/global-muconic-acid-market-derivative-adipic#src-pos-2 (accessed 2024-08-05).
- Maximize Market Research. Muconic Acid Market – Global Indus-try Analysis and Forecast (2024-2030). https://www.maximizemarketresearch.com/market-report/global-muconic-acid-market/55164/ (accessed 2024-08-05).
- Wang, G.; Tavares, A.; Schmitz, S.; França, L.; Almeida, H.; Caval-heiro, J.; Carolas, A.; Øzmerih, S.; Blank, L. M.; Ferreira, B. S.; Borodina, I. An Integrated Yeast-Based Process for cis,cis-Muconic Acid Production. Biotechnol. Bioeng. 2022, 119, 376–387. [Google Scholar] [CrossRef]
- Fujiwara, R.; Noda, S.; Tanaka, T.; Kondo, A. Metabolic Engineering of Escherichia coli for Shikimate Pathway Derivative Production from Glucose–Xylose Co-Substrate. Nat. Commun. 2020, 11, 279. [Google Scholar] [CrossRef]
- Ling, C.; Peabody, G. L.; Salvachúa, D.; Kim, Y.-M.; Kneucker, C. M.; Calvey, C. H.; Monninger, M. A.; Munoz, N. M.; Poirier, B. C.; Ramirez, K. J.; John, P. C. S.; Woodworth, S. P.; Magnuson, J. K.; B.Johnson, K. E.; Guss, A. M.; Johnson, C. W.; Beckham, G. T. Muconic Acid Production from Glucose and Xylose in Pseudomo-nas putida via Evolution and Metabolic Engineering. Nat. Commun. 2022, 13, 4925. [CrossRef]
- Vardon, D. R.; Rorrer, N. A.; Salvachúa, D.; Settle, A. E.; Johnson, C. W.; Menart, M. J.; Cleveland, N. S.; Ciesielski, P. N.; Steirer, K. X.; Dorgan, J. R.; Beckham, G. T. cis,cis-Muconic Acid: Separation and Catalysis to Bio-Adipic Acid for Nylon-6,6 Polymerization. Green Chem. 2016, 18, 3397–3413. [Google Scholar] [CrossRef]
- Sonoki, T.; Takahashi, K.; Sugita, H.; Hatamura, M.; Azuma, Y.; Sato, T.; Suzuki, S.; Kamimura, N.; Masai, E. Glucose-Free cis,cis-Muconic Acid Production via New Metabolic Designs Correspond-ing to the Heterogeneity of Lignin. ACS Sustainable Chem. Eng. 2018, 6, 1256–1264. [Google Scholar] [CrossRef]
- Coupé, F.; Petitjean, L.; Anastas, P. T.; Caijo, F.; Escande, V.; Darcel, C. Sustainable Oxidative Cleavage of Catechols for the Synthesis of Muconic Acid and Muconolactones Including Lignin Upgrading. Green Chem. 2020, 22, 6204–6211. [Google Scholar] [CrossRef]
- Guha, P. C.; Sankaran, D. K. Muconic Acid. Org. Synth. 1946, 26, 57. [Google Scholar] [CrossRef]
- Bankston, D. Oxidative Cleavage of an Aromatic Ring: cis,cis-Monomethyl Muconate from 1,2-Dihydroxybenzene. Org. Synth. 1988, 66, 180. [Google Scholar] [CrossRef]
- Kooti, M.; Jorfi, M. Mild and Efficient Oxidation of Aromatic Alco-hols and Other Substrates Using NiO2/CH3COOH System. J. of Chem. 2008, 5, 365–369. [Google Scholar] [CrossRef]
- Van Ornum, S. G.; Champeau, R. M.; Pariza, R. Ozonolysis Applica-tions in Drug Synthesis. Chem. Rev. 2006, 106, 2990–3001. [Google Scholar] [CrossRef] [PubMed]
- Siggel, E.; Spengler, G. Verfahren zur Herstellung von cis-cis-Muconsaeure und deren Derivaten. DE 870 096 B, 1953.
- Siggel, E.; Spengler, G. Verfahren zur Gewinnung von cis-cis-Muconsaeure und ihren Homologen. DE 814 740 B, 1951.
- Wingard, L. B., Jr.; Finn, R. K. Oxidation of Catechol to cis,cis-Muconic Acid with Ozone. Prod. R&D 1969, 8, 65–70. [Google Scholar]
- Rudie, A. W.; Hart, P. W. Understanding the Risks and Rewards of Using 50% vs. 10% Strength Peroxide in Pulp Bleach Plants. Tappi J. 2018, 17, 601–607. [Google Scholar] [CrossRef]
- Gilbert, E. Reaction of Ozone with trans,trans-Muconic Acid in Aqueous Solution. Water Res. 1980, 14, 1637–1643. [Google Scholar] [CrossRef]
- Pillar-Little, E. A.; Camm, R. C.; Guzman, M. I. Catechol Oxidation by Ozone and Hydroxyl Radicals at the Air−Water Interface. Envi-ron. Sci. Technol. 2014, 48, 14352–14360. [Google Scholar] [CrossRef]
- Sistrom, W. R.; Stanier, R. Y. The Mechanism of Formation of β-Ketoadipic Acid by Bacteria. J. Biol. Chem. 1954, 210, 821–836. [Google Scholar] [CrossRef] [PubMed]
- Bailey, P. S. The Reactions of Ozone with Organic Compounds. Chem. Rev. 1958, 58, 925–1010. [Google Scholar] [CrossRef]
- Li, Q.; Wang, D.; Wu, Y.; Li, W.; Zhang, Y.; Xing, J.; Su, Z. One Step Recovery of Succinic Acid from Fermentation Broths by Crys-tallization. Sep. Purif. Technol. 2010; 72, 294–300. [Google Scholar] [CrossRef]


| Entry | base | temp./ °C | Solvent | time / h | ccMA remaining (%) |
|---|---|---|---|---|---|
| 1 | None | −20 | IPA | 1 | 36 |
| 2 | NaOH | −20 | IPA | 1 | 92 |
| 3 | None | −20 | MeOH | 1 | 2.0 |
| 4 | NaOH | −20 | MeOH | 1 | 92 |
| Entry | base | temp./ °C | Solvent | time / min | Yield(%) |
|---|---|---|---|---|---|
| 1 | None | −20 | IPA | 15 | 0.38 |
| 2 | NaOH | −20 | IPA | 15 | 15 |
| 3 | None | −20 | MeOH | 15 | 0.73 |
| 4 | NaOH | −20 | MeOH | 15 | 15 |
| Entry | base | temp./ °C | Ozone Conc. / mg L-1 |
time / h | Yield(%) |
|---|---|---|---|---|---|
| 1 | NaOH | −20 | 27 | 3 | 24 |
| 2 | NaOH | −20 | 27 | 6 | 26 |
| 3 | NaOH | −20 | 27 | 9 | 22 |
| 4 | NaOH | −40 | 27 | 3 | 23 |
| 5 | NaOH | −40 | 27 | 6 | 28 |
| 6 | NaOH | −40 | 27 | 9 | 37 |
| 7 | NaOH | −40 | 50 | 3 | 25 |
| 8 | NaOH | −40 | 50 | 4.5 | 56a |
| 9 | NaOH | −40 | 50 | 6 | 33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



