
Submitted:
11 December 2024
Posted:
12 December 2024
You are already at the latest version
Abstract
This article provides an overview of the pretreatments that can be applied to lignocellulosic biomass and their different benefits. It focuses and compiles information on the main physical pretreatments applied to lignocellulose biomass. Concept, advantages, disadvantages and parameters of the pretreatments (milling, ultrasound and microwave). As well as a review of research carried out on different types of biomasses and what was obtained from them. Milling provides an essential mechanical change to optimize the surface, while microwave and ultrasonic methods provide sophisticated techniques that greatly increase the efficiency of transforming biomass through selective structural modification.
Keywords:
Milling
; ultrasound
; microwave
; lignocellulose biomass
; pretreatments
1. Introduction
Biomass is a renewable energy source derived from organic materials that offers different benefits that can be processed to obtain different alternatives. This energy source is a sustainable option and is also considered carbon neutral since the carbon released during processing is the same as that absorbed by the plants during their growth reducing greenhouse gas emissions. Also, the volume of waste is reduced because it can be converted into biomass, which is reflected in the costs associated with waste disposal. Biomass production is reflected in the stimulation and growth of local economies, such as new income for farmers and biomass producers and obtaining fuels and/or energy at lower cost [1]. In production, the most abundant raw material is lignocellulose biomass. Lignocellulose biomass is composed of biopolymers such as cellulose, hemicellulose and lignin and its composition will depend on the type of biomass [2]. It also contains proteins, lipids and other inorganic compounds. Generally, polymers contain 35 to 55% cellulose, 20 to 40% hemicellulose, and 10 to 25% lignin [3] (Figure 1). For the conversion of lignocellulose biomass, it is essential to implement pre-treatments that aim to alter its structure so that the cellulose and hemicellulose components are more accessible for subsequent transformation treatments such as obtaining fuels and value-added products. Pretreatments can be chemical, physical, or biological, and in some cases, they are mixed together to obtain better results [4,5,6].
Figure 2 shows a summary of the most commonly used pretreatments for lignocellulose biomass. Physical pretreatments are environmentally friendly because they do not use chemicals, but energy consumption is high. Chemical pretreatments help with the removal of lignin, achieving good sugar yields but require high process control, and also the environmental risks are higher. Finally, biological processes are environmentally friendly and have low energy consumption, although they are slow processes and require long treatment times [7,8,9,10].
It is important to emphasize that physical pretreatments are the basis for the other pretreatments and essential for the processing of lignocellulose biomass. The main advantages are the improvement of enzymatic accessibility, improvement of mass transfer, and reduction of lignin interference commonly used in industrial processes.
2. Main physical pretreatments for lignocellulose biomass
The most commonly used physical pretreatments are milling, ultrasound, and microwaves. Each is described below.
2.1. Milling pretreatment
The milling pretreatment is a base for the subsequent processes in biomass valorization since it is a process that improves the physical and even chemical properties that allow the biomass to be suitable for subsequent processes such as hydrolysis [8]. The benefits of implementing pretreatment are that particle size reduction can be achieved by achieving different particle sizes around 0.02 mm or less, depending on the type of mill selected and the lignocellulose biomass to be processed. Consequently, it increases the surface area for further processing and improves digestibility. Smaller particle sizes have a higher bulk density, making it easier to transport and handle the biomass in the tests [5,11] In addition, the process alters the crystalline structure of the cellulose which can be used in hydrolysis processes and facilitating them. Therefore, by reducing the crystallinity, the efficiency of the reactions increases [12,13]. Table 1 shows the advantages and disadvantages of milling pretreatment [5,14,15,16].
The milling process operates under two regimes: continuous or discontinuous. The continuous regime is a processing that is done constantly and is used in large-scale processing. The milling process operates under two regimes: continuous or discontinuous. The continuous regime is a processing that is done constantly and is used in large-scale processing. It has great performance in industrial processing as it can grind large quantities of biomass without interruptions in processing; however, it can be very energy-consuming compared to batch processes [11,17]. However, the discontinuous regime corresponds to defined or fixed biomass processing on a laboratory scale. It can achieve the same particle sizes as a continuous regime; however, the consumption of energy and time is higher, which makes it inefficient. When processing the same amount of lignocellulose biomass as in a continuous process, the energy consumption in a batch process will be higher because it must be turned on and off to achieve milling the entire biomass. Also, it achieves particle size variations per batch [13,14].
Of the physical pretreatments, the most commonly used is milling (65%). Milling is classified into 6 types: Ball milling, centrifugal milling, hammer milling, hammer milling, knife milling, rod milling and roll milling. The most common type of milling is ball mill (65%), followed by knife mill (13%), hammer mill (9%) and finally, rod milling, centrifugal milling and roll milling (13%). The types of mills that have a continuous system are knife mill, screw extruder, hammer mill, roll mill and centrifugal, and, the mills that have a batch regimen are ball mill and rod mill. Each mill has its own characteristics for the milling process as shown in Table 2 [11].
It is important to know models of mills. Figure 3 shows the knife mill designed by the research team from the following biomasses: peapods and coffee cherry. The D87.1.2011 catalog from MOTOX Geared Motors supports the milling design for motor selection based on a torque of 59.4 Nm. Similarly, a four-point blade—which is typical for cutting irregular shapes and dense materials—was chosen. Depending on how long it takes to obtain the particle size and which morning is best for separating the particle sizes and removing the biomass by hand, the design features a manual and vertical feeding system in which the biomass enters directly into contact with the blades, which rotate at 572 revolutions per minute. This causes a heat transfer through free conduction of ambient air. By using a knife mill in the coffee cherry waste biomass with a composition of 27.6 cellulose, 12.5 hemicellulose and 13.7 lignin, particle sizes of 0.5 mm, 1 mm, 2 mm and 5 mm were obtained, which when applying a hydrothermal treatment with yields greater than 17%. With peapod waste biomass with a composition of 20.2 cellulose, 17.4 hemicellulose and 5 lignin, particle sizes of 0.5 mm, 1 mm, 2 mm and 5 mm were obtained, with yields greater than 20% when hydrothermal treatment was applied.
2.2. Ultrasonic pretreatment
Ultrasonic pretreatment is a process that uses high-frequency sound waves to improve the physical and chemical properties of materials, especially for food processing and waste management. When applied to lignocellulose biomass, it has been shown to be effective in converting it into valuable products, such as biofuels or platform products. It also makes the biomass suitable for processing, such as hydrolysis and fermentation. Ultrasound generates abruptly collapsing cavitation bubbles that produce high temperatures and pressures. This leads to the breakdown of lignin structures, increased surface area, and improved mass transfer [18,19]. Benefits are obtained in the biomass, such as a higher sugar yield; likewise, by improving digestibility, costs are reduced in subsequent processing, and finally, it provides a plus in the process of obtaining biogas since it decomposes the organic structures, and this increases the yield of the same [18,20,21].
This process is influenced by different parameters such as frequency, power, temperature, solvent type and reactor configuration. In the case of lignocellulose biomass, it has been shown that low frequencies tend to be more effective for this material; the power level should be optimized to balance efficiency and damage to the material. The selection of the solvent will depend on the type of material, and the temperature will have to be high as it improves the reaction rates, but care must be taken to achieve a balance because it can degrade the cellulose. Finally, the reactor can affect cavitation and treatment efficiency [20,21,22,23].
However, this process has some disadvantages, such as high energy consumption resulting in increased operating costs. Also, exceeding the pretreatment causes structural damage to the materials; also, when the materials have low oxygen content, they have limited efficiency. Ultrasonic equipment costs are usually high and require constant maintenance to ensure good performance. The results are variable because they depend on the operating parameters mentioned above [24,25,26].
The pretreatment has two regimes in which it can operate: continuous and discontinuous. In a continuous regime, it implies that the biomass flow is continuous through the ultrasonic reactor. The treatment conditions should be constant and are used in large-scale operations that run efficiently. An advantage is that it manages to maintain energy input and optimal cavitation, which consequently leads to uniform solubilization of the biomass. In a batch mode, it works by processing the biomass in batches in a controlled manner, but the efficiency can be variable in each batch. As well as the energy input can be considered as a function of the mass processed [22,27]. Another type is the combined pretreatment, which consists of mixing a chemical treatment with ultrasound. This improves delignification and improves cellulose accessibility to a greater extent. The chemical agent leads to effective removal because cavitation increases the penetration of the chemicals into the biomass. This combination is a more efficient strategy compared to single treatments and is useful when processing time and temperatures are to be reduced [26,28].
Figure 4 shows the continuous ultrasound design designed by the research group for lignocellulose biomass processing. This continuous system is an ultrasonic bath that has been modified to work with a pump system that has a pipe line and valves so that the liquid flow and process sampling may be controlled. The bath ultrasonic system can operate in various situations for ultrasound pretreatment and contains a controller to set the frequency. Although this apparatus has a 5-liter capacity, it is advised to use up to 75–80% of the total volume for best results and to avoid experimental mishaps. It is crucial to keep in mind that the total volume is composed of a mixture of liquid and biomass, and it can be altered based on the results of the experimental test. It’s also crucial to emphasize that this equipment is made of structural steel, which has greater resistance, and stainless-steel variants of ANSI 304.
2.3. Microwave pretreatment
Pretreatment aims to improve the efficiency of biomass conversion in subsequent treatments. It consists of a technique that combines microwave irradiation and physicochemical processes that allow altering the structure of lignocellulosic materials to improve cellulose accessibility for subsequent treatments. The energy efficiency of the treatment is more efficient compared to other heating treatments. It is a method that directly heats the biomass and allows for reduced energy losses in heat transfer [30]. Processing the biomass by microwave reduces the time compared to other pretreatments, thus achieving higher yields and productivity [31]. Also, microwave irradiation of the biomass effectively alters the recalcitrant structure and results in improved accessibility of the cellulose for further treatment such as enzymatic hydrolysis. However, the process allows the temperature and heating rate to be controlled, thus optimizing the treatment conditions. Finally, this process reduces the formation of toxic by-products [32,33]. Pretreatment requires a high initial investment and can also generate inconsistent results if operating conditions are not properly optimized. In addition, if there is excessive use of microwaves, excessive heating can degrade the cellulose and negatively affect the quality of the sugar. It is an efficient process at laboratory scale but there are doubts about the feasibility of the process on a larger scale and results may vary according to the type and composition of the biomass [33]. The parameters influencing pretreatment are temperature, pressure, irradiation time and finally, the composition of the raw material [30,34].
There are different types of microwaves such as microwave-assisted extraction (MAE), microwave-assisted pyrolysis (MAP), microwave-assisted hydrothermal treatment (MAHT), microwave-assisted acid hydrolysis (MAAH), high-pressure microwave-assisted pretreatment and microwave-assisted organosolv and their characteristics are shown in Table 3 [30,33,35,36].
Figure 5 shows the microwave design designed by the research group for the processing of lignocellulose biomass. For the microwave process aided by pyrolysis, a continuous system was created. This concept was based on the adaption and selection of 800 W conventional microwaves, which were chosen based on existing literature. The first modification, which involves inserting the glass container into the upper section of the furnace and giving it a capacity of roughly 40 liters, is based on the furnace’s measurements and capacity. There are two inlets on the glass vessel: a gas inlet on the side and a manual inlet for liquids and solids. The regulating valve regulates this input, and the filling process is meant to be quick roughly five minutes with a flow rate of 0.13 l/s. On top of the glass vessel was a thermometer for temperature control. The liquid and gas’s exit for condensation and separation is the second adaption. It includes a pumping system that runs from the water tank beneath the condensation tubes and from the glass vessel to the tubes, which are controlled by two-way ball valves and held up by a tee.
3. Physical pretreatment applications
Table 4 shows the applications of the main physical pretreatments used for different lignocellulosic biomasses.
4. Discussion
Effective pretreatment methods are essential to improve cellulose accessibility for enzymatic hydrolysis and other subsequent chemical treatments. This review focuses on three important pretreatment techniques: milling, microwave and ultrasound.
Milling is a mechanical method that reduces the size of biomass particles, increasing their surface area. Milling efficiency depends on several factors: particle size and energy consumption. Smaller particles generally provide a larger surface area for enzymatic action and while milling can improve biomass digestibility, it requires significant energy input, which can affect the economic viability of the main process. Research indicates that optimal milling can significantly increase the yield of fermentable sugars from lignocellulosic materials by altering the crystalline structure of cellulose and exposing more surface area to enzymatic action. For the milling process to be effective, an adequate selection of the type of mill must be made according to the lignocellulose biomass to be processed.
Microwave-assisted pretreatment uses electromagnetic radiation to heat the biomass quickly and uniformly. Microwave treatment is faster and often requires less energy compared to conventional heating methods. It induces both thermal and non-thermal effects, leading to effective alteration of lignocellulosic structures. The combination of microwaves with chemical agents enhances the removal of lignin and hemicellulose. Studies have shown that microwave-assisted hydrotropic pretreatment can achieve significant delignification while preserving cellulose content. The efficiency of microwave pretreatment is influenced by factors such as temperature, irradiation time and reagent concentration. When conditions are optimal, high yields of glucose can be generated from various types of biomass. Rapid heating provided by microwaves allows better control of reaction conditions, minimizing cellulose degradation and maximizing lignin removal.
Ultrasonic pretreatment uses high-frequency sound waves to agitate biomass in a liquid medium. The formation and collapse of microbubbles during ultrasound treatment creates shock waves that disrupt cell walls and enhance the release of sugars. It can achieve significant biomass disruption in a shorter period of time compared to traditional methods. This efficiency can result in lower operating costs. In addition, it can effectively combine with other pretreatment techniques to further improve biomass digestibility. Studies indicate that it can improve enzymatic hydrolysis yields by increasing cellulose accessibility and reducing the need for harsh chemicals.
All three methods (ultrasound, microwave and milling) are effective by themselves, they differ significantly in terms of efficiency. Ultrasound is very efficient for cell disruption with low energy requirements and short processing times, particularly when combined with other methods. Microwave pretreatment stands out for its fast processing capabilities and its ability to integrate chemical treatments for improved biomass decomposition. Finally, milling serves as a fundamental mechanical method that increases surface area but may require a higher energy input compared to the other two techniques. The choice between these pretreatment methods must consider the specific characteristics of the biomass, the desired results and economic factors in order to effectively optimize downstream processes. Ultrasonic and microwave pretreatments are generally more energy efficient compared to milling. For this reason, both ultrasonic and microwave pretreatments are advantageous from an environmental point of view compared to milling, as well as lower greenhouse gas emissions and less dependence on chemicals. Milling, while effective for size reduction, poses greater challenges in terms of energy use and environmental sustainability. Therefore, ultrasonic and microwave methods are increasingly favored in sustainable biomass processing practices.
5. Conclusions
Milling, microwave and ultrasonic pretreatments represent valuable approaches in lignocellulosic biomass processing. While milling provides fundamental mechanical alteration to improve surface area, microwave and ultrasonic techniques offer advanced methods that significantly improve biomass conversion efficiency through selective structural disruption. Future research should focus on optimizing these methods individually and in combination to maximize yield and minimize costs in biofuel production and other processes. The integration of these pretreatment strategies could play a key role in advancing sustainable energy solutions from lignocellulosic sources.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, Paula Ramirez-Cabrera. and Carlos Alberto Guerrero-Fajardo.; methodology, Paula Ramirez-Cabrera.; software, Paula Ramirez-Cabrera.; validation, Carlos Alberto Guerrero-Fajardo., Paula Ramirez-Cabrera.; formal analysis, Paula Ramirez-Cabrera.; investigation, Paula Ramirez-Cabrera.; resources, Carlos Alberto Guerrero-Fajardo.; data curation, X.X.; writing—original draft preparation, Paula Ramirez-Cabrera.; writing—review and editing, Paula Ramirez-Cabrera.; visualization, Paula Ramirez-Cabrera.; supervision, Carlos Alberto Guerrero-Fajardo.; project administration, Carlos Alberto Guerrero-Fajardo.; funding acquisition, Carlos Alberto Guerrero-Fajardo. All authors have read and agreed to the published version of the manuscript.”.
Funding
This research was funded by MINCIENCIAS with the financial funds approved by the project titled” Implementation of a hydrothermal biorefinery to produce chemical products with high added value, using residual biomass from agro-industrial processes, in an intersectoral alliance (academy-industry)”, Call 914. Contract 101- 2022, code 1101-914-91642.
Data Availability Statement
All the data presented is in this manuscript.
Acknowledgments
The authors thank MINCIENCIAS for the financial funds approved by the project titled” Implementation of a hydrothermal biorefinery to produce chemical products with high added value, using residual biomass from agro-industrial processes, in an intersectoral alliance (academy-industry),” Call 914. Contract 101- 2022, code 1101-914-91642. We would also like to thank Facultad de Ciencias, Departamento de Química of the Universidad Nacional de Colombia.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- M. Galbe and O. Wallberg, “Pretreatment for biorefineries: a review of common methods for efficient utilisation of lignocellulosic materials,” Biotechnol Biofuels, vol. 12, no. 1, p. 294, Dec. 2019. [CrossRef]
- J. U. Hernández-Beltrán, I. O. Hernández-De Lira, M. M. Cruz-Santos, A. Saucedo-Luevanos, F. Hernández-Terán, and N. Balagurusamy, “Insight into Pretreatment Methods of Lignocellulosic Biomass to Increase Biogas Yield: Current State, Challenges, and Opportunities,” Applied Sciences, vol. 9, no. 18, p. 3721, Sep. 2019. [CrossRef]
- A. Ojo, “An Overview of Lignocellulose and Its Biotechnological Importance in High-Value Product Production,” Fermentation, vol. 9, no. 11, p. 990, Nov. 2023. [CrossRef]
- R. Banu J, S. Sugitha, S. Kavitha, Y. Kannah R, J. Merrylin, and G. Kumar, “Lignocellulosic Biomass Pretreatment for Enhanced Bioenergy Recovery: Effect of Lignocelluloses Recalcitrance and Enhancement Strategies,” Front Energy Res, vol. 9, Nov. 2021. [CrossRef]
- J. Baruah et al., “Recent Trends in the Pretreatment of Lignocellulosic Biomass for Value-Added Products,” Front Energy Res, vol. 6, Dec. 2018. [CrossRef]
- P. Bajpai, “Background and General Introduction,” 2016, pp. 1–5. [CrossRef]
- S. Singh et al., “Comparison of Different Biomass Pretreatment Techniques and Their Impact on Chemistry and Structure,” Front Energy Res, vol. 2, Feb. 2015. [CrossRef]
- P. Kumar, D. M. Barrett, M. J. Delwiche, and P. Stroeve, “Methods for Pretreatment of Lignocellulosic Biomass for Efficient Hydrolysis and Biofuel Production,” Ind Eng Chem Res, vol. 48, no. 8, pp. 3713–3729, Apr. 2009. [CrossRef]
- N. Das, P. K. Jena, D. Padhi, M. Kumar Mohanty, and G. Sahoo, “A comprehensive review of characterization, pretreatment and its applications on different lignocellulosic biomass for bioethanol production,” Biomass Convers Biorefin, vol. 13, no. 2, pp. 1503–1527, Jan. 2023. [CrossRef]
- M. Jędrzejczyk, E. Soszka, M. Czapnik, A. M. Ruppert, and J. Grams, “Physical and chemical pretreatment of lignocellulosic biomass,” in Second and Third Generation of Feedstocks, Elsevier, 2019, pp. 143–196. [CrossRef]
- C. Arce and L. Kratky, “Mechanical pretreatment of lignocellulosic biomass toward enzymatic/fermentative valorization,” iScience, vol. 25, no. 7, p. 104610, Jul. 2022. [CrossRef]
- Y. W. Sitotaw, N. G. Habtu, A. Y. Gebreyohannes, S. P. Nunes, and T. Van Gerven, “Ball milling as an important pretreatment technique in lignocellulose biorefineries: a review,” Biomass Convers Biorefin, vol. 13, no. 17, pp. 15593–15616, Nov. 2023. [CrossRef]
- M. R. C. Fortunato, R. A. da S. San Gil, L. B. Borre, R. da R. O. de Barros, V. S. Ferreira-Leitão, and R. S. S. Teixeira, “Influence of Planetary Ball Milling Pretreatment on Lignocellulose Structure,” Bioenergy Res, vol. 16, no. 4, pp. 2068–2080, Dec. 2023. [CrossRef]
- X. Chen et al., “Structure–property–degradability relationships of varisized lignocellulosic biomass induced by ball milling on enzymatic hydrolysis and alcoholysis,” Biotechnology for Biofuels and Bioproducts, vol. 15, no. 1, p. 36, Apr. 2022. [CrossRef]
- G. Brodeur, E. Yau, K. Badal, J. Collier, K. B. Ramachandran, and S. Ramakrishnan, “Chemical and Physicochemical Pretreatment of Lignocellulosic Biomass: A Review,” Enzyme Res, vol. 2011, pp. 1–17, May 2011. [CrossRef]
- M. Broda, D. J. Yelle, and K. Serwańska, “Bioethanol Production from Lignocellulosic Biomass—Challenges and Solutions,” Molecules, vol. 27, no. 24, p. 8717, Dec. 2022. [CrossRef]
- M. Naresh Kumar, R. Ravikumar, S. Thenmozhi, M. Ranjith Kumar, and M. Kirupa Shankar, “Choice of Pretreatment Technology for Sustainable Production of Bioethanol from Lignocellulosic Biomass: Bottle Necks and Recommendations,” Waste Biomass Valorization, vol. 10, no. 6, pp. 1693–1709, Jun. 2019. [CrossRef]
- A. I. Gavrila et al., “Ultrasound-Assisted Alkaline Pretreatment of Biomass to Enhance the Extraction Yield of Valuable Chemicals,” Agronomy, vol. 14, no. 5, p. 903, Apr. 2024. [CrossRef]
- M. J. Bussemaker and D. Zhang, “Effect of Ultrasound on Lignocellulosic Biomass as a Pretreatment for Biorefinery and Biofuel Applications,” Ind Eng Chem Res, vol. 52, no. 10, pp. 3563–3580, Mar. 2013. [CrossRef]
- “Combined Ultrasonic and Enzyme treatment of Lignocellulosic Feedstock as Substrate for Sugar Based Biotechnological Applications,” Jul. 01, 2015. [CrossRef]
- M. Mahmoodi-Eshkaftaki, M. R. Rafiee, and M. Mahmoudi, “Efficiency of Ultrasonic Pretreatment on Improving Biodegradability of Tomato Wastes and Increasing Biohydrogen Production,” Bioenergy Res, vol. 16, no. 4, pp. 2590–2603, Dec. 2023. [CrossRef]
- M. Sun, Y. Xu, Y. Ding, Y. Gu, Y. Zhuang, and X. Fan, “Effect of Ultrasound Pretreatment on the Moisture Migration and Quality of Cantharellus cibarius Following Hot Air Drying,” Foods, vol. 12, no. 14, p. 2705, Jul. 2023. [CrossRef]
- S. Pilli, P. Bhunia, S. Yan, R. J. LeBlanc, R. D. Tyagi, and R. Y. Surampalli, “Ultrasonic pretreatment of sludge: A review,” Ultrason Sonochem, vol. 18, no. 1, pp. 1–18, Jan. 2011. [CrossRef]
- Zhengbin He, Zijian Zhao, Fei Yang, and Songlin Yi, “Effect of ultrasound pretreatment on wood prior to vacuum drying,” Maderas. Ciencia y tecnología, 2014.
- M. Rokicka, M. Zieliński, M. Dudek, and M. Dębowski, “Effects of Ultrasonic and Microwave Pretreatment on Lipid Extraction of Microalgae and Methane Production from the Residual Extracted Biomass,” Bioenergy Res, vol. 14, no. 3, pp. 752–760, Sep. 2021. [CrossRef]
- Z. Guan and Q. Tian, “Ultrasonic pretreatment for Enhancing Sludge disintegration and Resource Utilization: A mini review,” E3S Web of Conferences, vol. 393, p. 01008, Jun. 2023. [CrossRef]
- K. Marta et al., “Evaluation of Ultrasound Pretreatment for Enhanced Anaerobic Digestion of Sida hermaphrodita,” Bioenergy Res, vol. 13, no. 3, pp. 824–832, Sep. 2020. [CrossRef]
- F. M. D. Nora and C. D. Borges, “Ultrasound pretreatment as an alternative to improve essential oils extraction,” Ciência Rural, vol. 47, no. 9, 2017. [CrossRef]
- P. A. Ramirez Cabrera, A. S. Lozano Pérez, and C. A. Guerrero Fajardo, “Innovative Design of a Continuous Ultrasound Bath for Effective Lignocellulosic Biomass Pretreatment Based on a Theorical Method,” Inventions, vol. 9, no. 5, p. 105, Sep. 2024. [CrossRef]
- D. Mikulski and G. Kłosowski, “High-pressure microwave-assisted pretreatment of softwood, hardwood and non-wood biomass using different solvents in the production of cellulosic ethanol,” Biotechnology for Biofuels and Bioproducts, vol. 16, no. 1, p. 19, Feb. 2023. [CrossRef]
- SALEEM ETHAIB, R. OMAR, S. M. M. KAMAL, and D. R. A. BIAK, “MICROWAVE-ASSISTED PRETREATMENT OF LIGNOCELLULOSIC BIOMASS: A REVIEW,” Journal of Engineering Science and Technology, 2015.
- N. D. Jablonowski, M. Pauly, and M. Dama, “Microwave Assisted Pretreatment of Szarvasi (Agropyron elongatum) Biomass to Enhance Enzymatic Saccharification and Direct Glucose Production,” Front Plant Sci, vol. 12, Jan. 2022. [CrossRef]
- A. S. Lozano Pérez, J. J. Lozada Castro, and C. A. Guerrero Fajardo, “Application of Microwave Energy to Biomass: A Comprehensive Review of Microwave-Assisted Technologies, Optimization Parameters, and the Strengths and Weaknesses,” Journal of Manufacturing and Materials Processing, vol. 8, no. 3, p. 121, Jun. 2024. [CrossRef]
- T. Hoang et al., “Insight into the recent advances of microwave pretreatment technologies for the conversion of lignocellulosic biomass into sustainable biofuel,” Chemosphere, vol. 281, p. 130878, Oct. 2021. [CrossRef]
- D. Mikulski and G. Kłosowski, “Delignification efficiency of various types of biomass using microwave-assisted hydrotropic pretreatment,” Sci Rep, vol. 12, no. 1, p. 4561, Mar. 2022. [CrossRef]
- A. Fernandes, L. Cruz-Lopes, B. Esteves, and D. V. Evtuguin, “Microwaves and Ultrasound as Emerging Techniques for Lignocellulosic Materials,” Materials, vol. 16, no. 23, p. 7351, Nov. 2023. [CrossRef]
- S. X. Chin, C. H. Chia, S. Zakaria, Z. Fang, and S. Ahmad, “Ball milling pretreatment and diluted acid hydrolysis of oil palm empty fruit bunch (EFB) fibres for the production of levulinic acid,” J Taiwan Inst Chem Eng, vol. 52, pp. 85–92, Jul. 2015. [CrossRef]
- A. S. da Silva, H. Inoue, T. Endo, S. Yano, and E. P. S. Bon, “Milling pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol fermentation,” Bioresour Technol, vol. 101, no. 19, pp. 7402–7409, Oct. 2010. [CrossRef]
- X. Bai, G. Wang, Y. Yu, D. Wang, and Z. Wang, “Changes in the physicochemical structure and pyrolysis characteristics of wheat straw after rod-milling pretreatment,” Bioresour Technol, vol. 250, pp. 770–776, Feb. 2018. [CrossRef]
- H. Zhang et al., “Comparison of various pretreatments for ethanol production enhancement from solid residue after rumen fluid digestion of rice straw,” Bioresour Technol, vol. 247, pp. 147–156, Jan. 2018. [CrossRef]
- B.-J. Gu, J. Wang, M. P. Wolcott, and G. M. Ganjyal, “Increased sugar yield from pre-milled Douglas-fir forest residuals with lower energy consumption by using planetary ball milling,” Bioresour Technol, vol. 251, pp. 93–98, Mar. 2018. [CrossRef]
- Z. Zhu et al., “Efficient sugar production from sugarcane bagasse by microwave assisted acid and alkali pretreatment,” Biomass Bioenergy, vol. 93, pp. 269–278, Oct. 2016. [CrossRef]
- Z. Zhu, D. J. Macquarrie, R. Simister, L. D. Gomez, and S. J. McQueen-Mason, “Microwave assisted chemical pretreatment of Miscanthus under different temperature regimes,” Sustainable Chemical Processes, vol. 3, no. 1, p. 15, Dec. 2015. [CrossRef]
- D. Mikulski, G. Kłosowski, A. Menka, and B. Koim-Puchowska, “Microwave-assisted pretreatment of maize distillery stillage with the use of dilute sulfuric acid in the production of cellulosic ethanol,” Bioresour Technol, vol. 278, pp. 318–328, Apr. 2019. [CrossRef]
- Kumar and P. Verma, “Optimization of Microwave-Assisted Pretreatment of Rice Straw with FeCl3 in Combination with H3PO4 for Improving Enzymatic Hydrolysis,” in Advances in Plant & Microbial Biotechnology, Singapore: Springer Singapore, 2019, pp. 41–48. [CrossRef]
- Tsegaye, C. Balomajumder, and P. Roy, “Optimization of microwave and NaOH pretreatments of wheat straw for enhancing biofuel yield,” Energy Convers Manag, vol. 186, pp. 82–92, Apr. 2019. [CrossRef]
- G. Ramadoss and K. Muthukumar, “Mechanistic study on ultrasound assisted pretreatment of sugarcane bagasse using metal salt with hydrogen peroxide for bioethanol production,” Ultrason Sonochem, vol. 28, pp. 207–217, Jan. 2016. [CrossRef]
- K. Nakashima, Y. Ebi, N. Shibasaki-Kitakawa, H. Soyama, and T. Yonemoto, “Hydrodynamic Cavitation Reactor for Efficient Pretreatment of Lignocellulosic Biomass,” Ind Eng Chem Res, vol. 55, no. 7, pp. 1866–1871, Feb. 2016. [CrossRef]
- John, J. Pola, and A. Appusamy, “Optimization of Ultrasonic Assisted Saccharification of Sweet Lime Peel for Bioethanol Production Using Box–Behnken Method,” Waste Biomass Valorization, vol. 10, no. 2, pp. 441–453, Feb. 2019. [CrossRef]
- R. Velmurugan and K. Muthukumar, “Ultrasound-assisted alkaline pretreatment of sugarcane bagasse for fermentable sugar production: Optimization through response surface methodology,” Bioresour Technol, vol. 112, pp. 293–299, May 2012. [CrossRef]
- Yu, J. Zhang, J. He, Z. Liu, and Z. Yu, “Combinations of mild physical or chemical pretreatment with biological pretreatment for enzymatic hydrolysis of rice hull,” Bioresour Technol, vol. 100, no. 2, pp. 903–908, Jan. 2009. [CrossRef]
Figure 1.
Lignocellulose biomass structure.
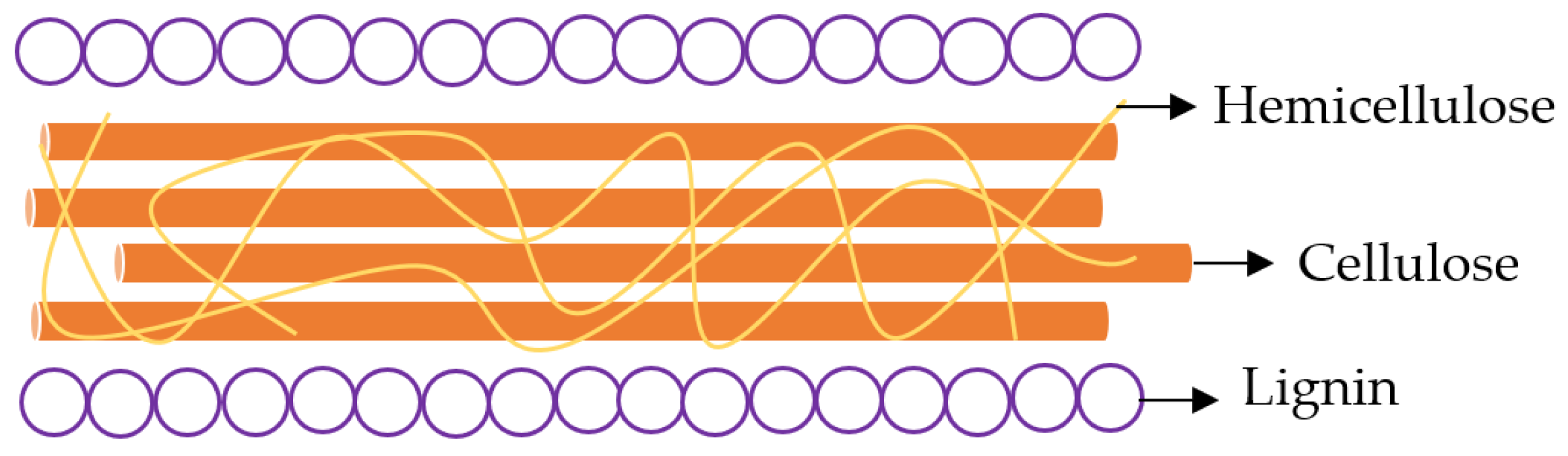
Figure 2.
Review of pretreatments for lignocellulose biomass.
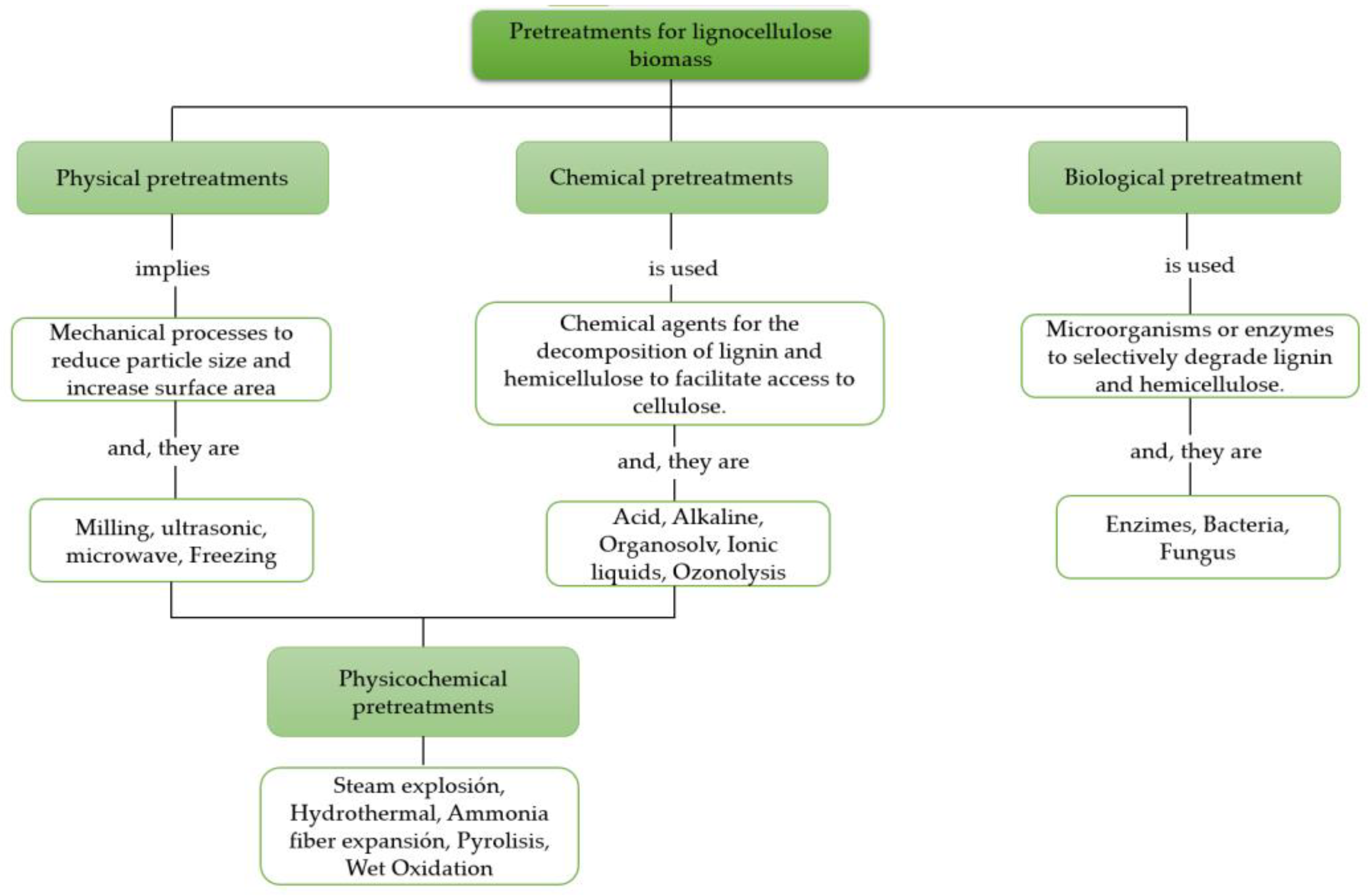
Figure 3.
Knife mill design. (Article in the process of being published).
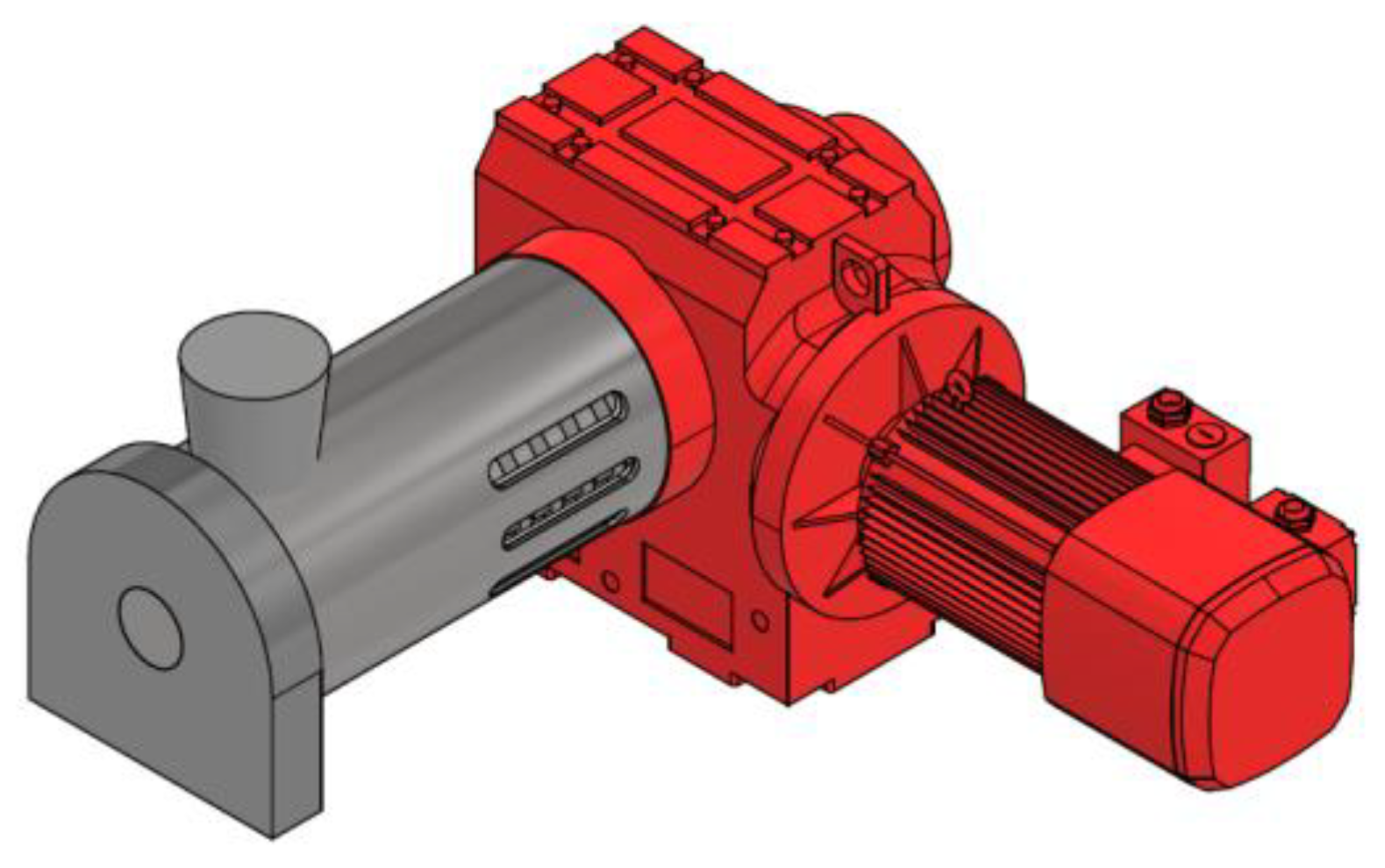
Figure 4.
Design of continuous ultrasound [29].
Figure 4.
Design of continuous ultrasound [29].
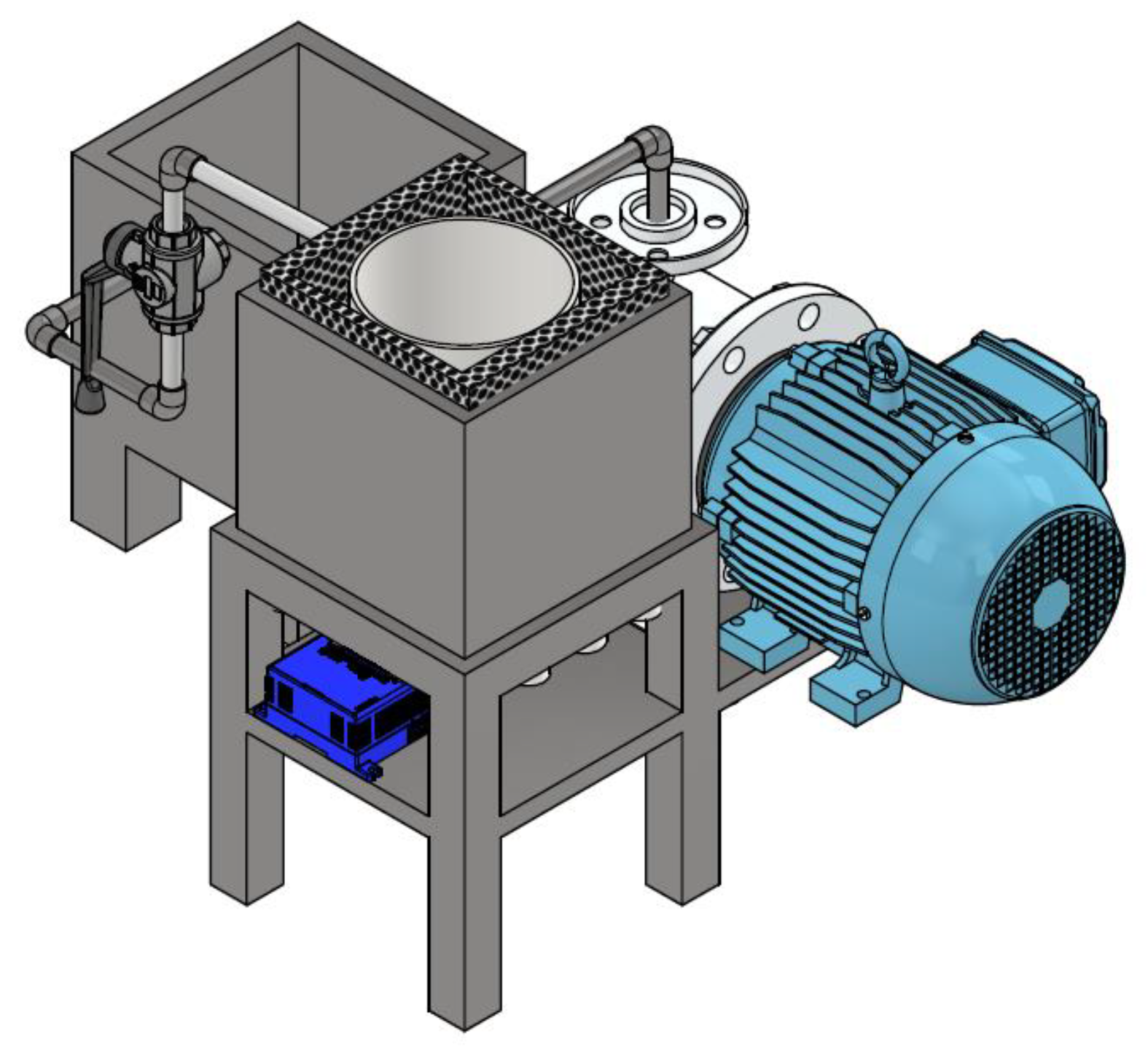
Figure 5.
Design of pyrolysis assisted microwave (Article in the process of being published).
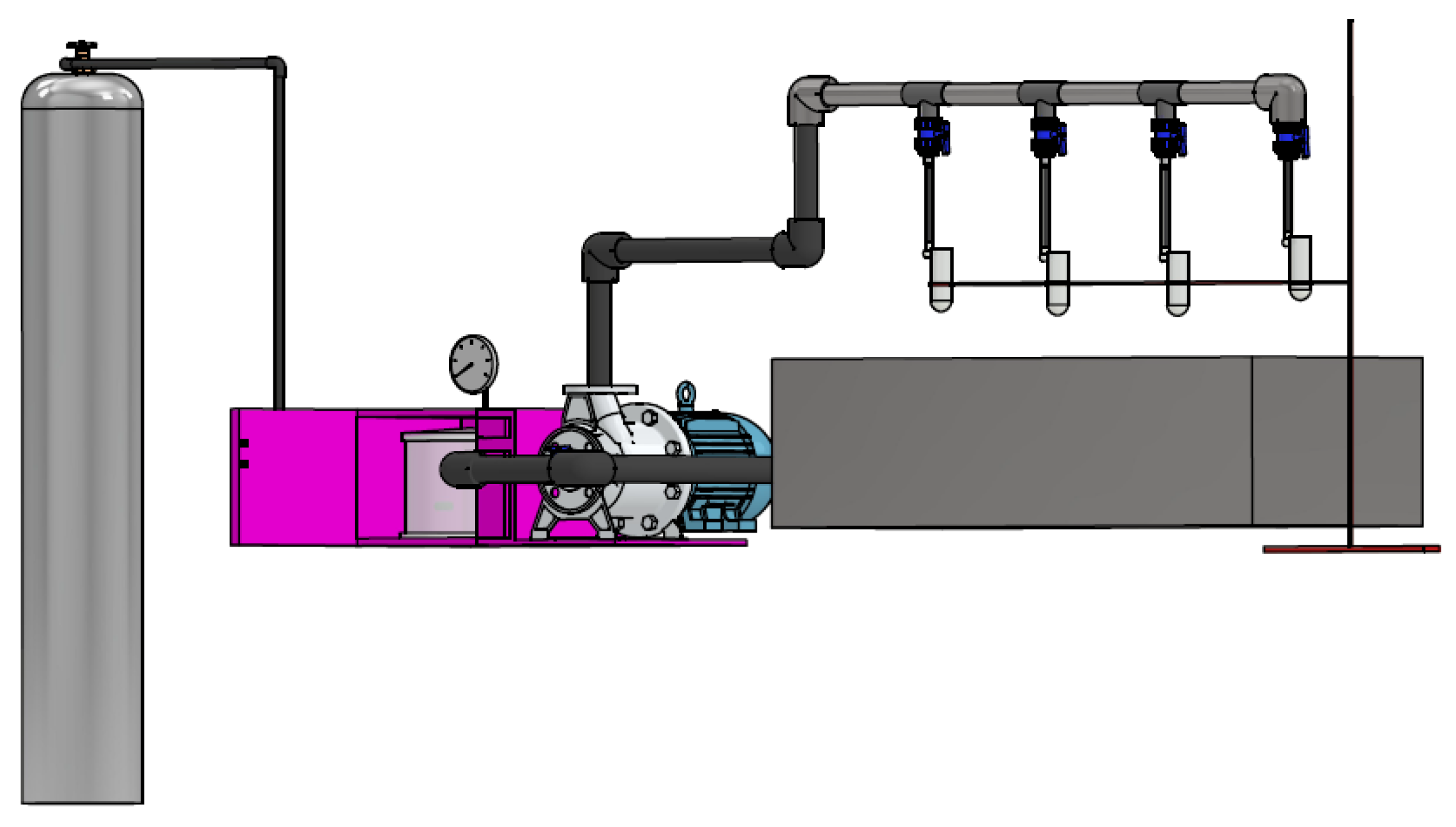

Table 1.
Some advantages and disadvantages of milling.
| Advantages | Disadvantages |
|---|---|
| Increased Surface Area | High Energy Consumption |
| Reduced Crystallinity | Capital Costs |
| Improved Processing Efficiency | Potential for Over-Milling |
| Cost-Effectiveness | Variability in Results |
| Eco-Friendly | Limited Effect on Some Biomass Types |
Table 2.
Types of mills and its descriptions.
| Type of Mill | Descriptions |
|---|---|
| Knife mill | It is a specialized mill for dry biomass milling where the size of the biomass is reduced with the contact of the static and rotating blades that passes through a sieve to finally be stored in a tank. The efficiency of the mill depends on the moisture content of the biomass, the drier the biomass, the more efficient the cutting and shearing. |
| Hammer mill | It works with a tangential feeding of the biomass to the hammers of the rotor that are in charge of driving the biomass, sending it rotating towards a breaker plate where it is crushed and has an exit towards a sieve. In this process, it is recommended that the biomass has low humidity because it reduces its efficiency. |
| Roll mill | The system works with rollers that rotate in different directions in opposite directions, where they grind by means of compression and tearing mechanisms. The system ensures continuous and constant shredding by introducing biomass between the cylinders. For this type of mill, it is suggested to use brittle and fibrous biomass because when using wet biomass, it can stick to the rollers. |
| Centrifugal mill | This mill works with cutting and breaking mechanisms using a motor with blades that rotate at high speed in a milling chamber. The biomass enters through the upper part of the mill, and when it comes into contact with the blades, it is reduced in size. When cut, the particles are thrown towards the walls of the chamber, which is made of mesh and does not allow the biomass to come out until it is at a very small size. |
| Ball mill | It consists of a cylinder with a central shaft, which rotates at high revolutions, producing size reduction by tearing through friction forces created between the balls inside the cylinder and the cylinder itself. When the speed is low and gradually increases, the biomass reaches the highest centrifugal force and falls thanks to gravity, reducing the particle size through breakage as an additional process. However, ideally the speed should be high enough for the biomass to be distributed throughout the milling chamber to ensure that the process is efficient. |
| Rod mill | This mill has the same characteristics as the previous one, however, the steel balls are replaced by steel rods which reduce the size with abrasion and impact. It is most commonly used for further processing such as pyrolysis and char production. |
Table 3.
Types of microwave and its descriptions.
| Types of Microwave | Descriptions |
|---|---|
| MAE | It is a technique that combines conventional extraction processes with the energy emitted by microwaves. It is used to improve the extraction of compounds from biomass. It increases the efficiency of solvent extraction by rapidly heating the biomass. It is ideal for polysaccharides and phenolic compounds extraction processes. Also, it requires less reaction time, less solvent and lower costs. |
| MAP | It is a technique of thermal degradation at controlled temperatures and pressures using microwave energy. The efficiency of this process is higher than a conventional pyrolysis process because the heating is done in a uniform way thanks to the microwaves, reducing the reaction time and improving the quality of the product. Also, the heating speeds are faster. |
| MAHT | In this process the biomass is treated with water under high temperature and pressure conditions coming from the microwave. It is a process that has significant lignin reductions and improves biomass availability and yield. Microwave technology helps with uniform and rapid heating to improve mixing and efficiency. It also allows control of parameters such as temperature, time, type of catalyst, amount of biomass, and microwave power. There are different processes ranging from 180°C to 1400°C. |
| MAAH | This technique combines microwave energy with acid catalysts to hydrolyze cellulose into fermentable sugars. Using microwave pretreatment allows the kinetics of the reaction to be accelerated, resulting in higher sugar yields in shorter periods of time compared to traditional methods. |
| High-pressure microwave-assisted | This method employs high pressure coupled with microwave energy to enhance the delignification process of various types of biomass. Studies indicate that the use of high-pressure solvents can significantly increase cellulose content and reduce lignin. The effectiveness of this pretreatment is influenced by factors such as pressure, temperature and duration of treatment. |
| Microwave-assisted organosolv | This process uses organic solvents together with microwave energy to extract lignin from biomass efficiently. The organosolv method can selectively dissolve lignin while cellulose and hemicellulose remain unchanged. |
Table 4.
Types of microwave and its descriptions.
| Type of pretreatment | Feedstock | Conditions | Results | Sources |
|---|---|---|---|---|
| Ball milling | Oil palm empty fruit bunch | Time: 12 hours | Hidrolisis yield :53.9% levulinic acid | [37] |
| Wet disk milling | Sugar cane bagasse/straw | 20 cycles | Crystanility index: 28/21 % and hydrolisis yield: 44.7/59.5 % | [38] |
| Rod milling | Wheat straw | Times: 30 – 240 minutes | Rod-milling pretreatment reduces the thermal stability of hemicellulose, cellulose, and lignin in pyrolysis. The most efficient process takes 30 min | [39] |
| Ball milling | Rice straw | Time: 120 minutes | Ball milling pretreatment allowed to obtain ethanol yield of 116.65 mg/g (2.5% digested residues) and 147.42 mg/g (10% digested residues) | [40] |
| Milling | Wood fiber | 0.50–2.15 kWh/kg for 7–30 min at 270 rpm | Product recovered: Glucose and xylose 24.45–59.67 % and 11.92–23.82 % |
[41] |
| Microwave pretreatment | Sugarcane bagasse | Domestic microwave, power output: 1600 W and times between 3-10 minutes | The yields of reducing sugars obtained were higher with microwave-assisted pretreatment and the duration time was shorter. | [42] |
| Microwave pretreatment | Raw Miscanthus | Temperature: 200°C with H2SO4 | Sugar recovery: 73-89% Increases sugar recovery by 17 times higher than conventional heating process. Hemicelullosa reduction: 16 a 25 % |
[43] |
| Microwave pretreatment | Maize distillery stillage | 300 W, 54 PSI, 15 min | 75.8% reducing sugars yield | [44] |
| Microwave pretreatment | Rice straw | 250 mM FeCl3, 3% H3PO4 155 ◦C, 20 min | 98.9% glucan conversion | [45] |
| Microwave pretreatment | Wheat straw | 1.5% NaOH, 160 ◦C, 15 min | Removal of 69.49% lignin and 38.34% of hemicellulose, 74.15% of cellulose recovery, reducing sugars yield of 718 mg/g | [46] |
| Ultrasound | Sugarcane bagasse | 50% amplitude, 70% duty cycle at 75 ◦C, 60 min | 78.72% delignification and 94% holocellulose recovery | [47] |
| Ultrasound | Corn stover | HC-sodium percarbonate, 30 ◦C, 60 min | Relatively higher yield of xylose following enzymatic hydrolysis | [48] |
| Ultrasound assisted dilute acid hydrolysis | Sweet lime peel | Residence time (20e60 min) with sonicator power and frequency of 750 W, and 20 kHz | 181.5 mg/g of reducing sugars and was produced with maximum ethanol yield of 64% | [49] |
| Ultrasound | Sugarcane bagasse | (400 W, 24 kHz)assisted alkali treatment(2.89% NaOH, 70.158C, 47.42min) | 92% reducing sugar yield | [50] |
| Ultrasound | Rice hull | (250 W, 30min) followed by Pleurotusostreatus treatment for 18days | 32% reducing sugar yield | [51] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



