
Submitted:
20 March 2024
Posted:
22 March 2024
You are already at the latest version
Abstract
Sustainable manufacturing practices are becoming increasingly necessary due to the growing concerns regarding climate change and resource scarcity. Consequently, material recycling technologies have gradually become preferred over conventional processes. This study aimed to recycle waste polylactic acid (PLA) from household-disposed cups and lids to create 3D-printed parts and promote sustainable manufacturing practices. To achieve this, the current study utilised virgin and post-consumer PLA (sourced from household waste) blends. The PC-PLA wastes were shredded and sorted by size with the aid of a washing step, resulting in a filament with a 1.70 ± 0.5 mm diameter without fragmentation or dissolution. A 50:50 wt.% blend of virgin PLA (vPLA) and PC-PLA was selected as the standard recycling percentage based on previous research and resource conservation goals. The study investigated the impact of three 3D printing parameters (layer height (LH), infill density (I), and nozzle temperature (NT))on the quality of 3D-printed parts using a three-level L9 Taguchi orthogonal array. The findings revealed that blending PC-PLA with vPLA led to significant improvements in the tensile, flexural, and impact strengths by 18.40%, 8%, and 9.15%, respectively, compared to those of recycled PLA. This conclusion was supported by the investigation of the fracture surface area, which revealed fractographic features associated with printing parameters, such as plastic deformation and interfilament debonding. An ANOVA analysis revealed a positive influence of larger layer height and high nozzle temperature on the mechanical properties. Subsequently, the optimal printing parameters (LH: 0.3 mm, I: 100%, and NT: 215 °C) were determined using the S/N ratio, and a confirmation test using the optimum printing parameters exhibited a strong correlation with statistically predicted outcomes. Finally, the study used optimum printing parameters to fabricate 100% post-consumer recycled PLA 3D printed parts, demonstrating their potential for low-strength applications. Based on these findings, it can be concluded that virgin and post-consumer recycled PLA blended filament for fabricating 3D printed components is an effective way to support plastic recycling in the context of a circular economy.
Keywords:
Additive manufacturing
; post-consumer PLA (PC-PLA) waste
; blended filament
; mechanical properties
; circular economy
1. Introduction
Plastics, whilst commonly utilised in human life, have been identified as long-lasting pollutants in the environment [1]. Plastics are utilised in several aspects of life, such as clothes, electronics, toys, healthcare supplies, and food packaging [2]. The widespread use of plastics has led to their presence not only on Mount Everest but also at depths in the ocean. In 2022, the worldwide plastic production reached approximately 400 million tons [3]. A significant share of crude oil is used to produce this plastic. The majority of current polymer and plastic materials are derived from non-renewable petrochemical resources. However, this is not a sustainable solution in the long term, as these non-renewable resources will eventually be depleted. The continued increase in plastic production will increase the scarcity of fossil fuels, which will affect the economy and human livelihoods. The growing number of plastic products has had a profound impact on the environment, particularly in terms of pollution. The manufacturing process and disposal of plastic materials through incineration release greenhouse gases, contributing to global warming [4]. The decomposition of plastics in landfills takes 10-450 years, and this prolonged process contributes significantly to water and environmental pollution [5,6]. Furthermore, the production and disposal of plastics consumes a considerable amount of energy [6].
Proper management of plastic waste in daily life is crucial for environmental conservation and the ecological well-being of future generations. Reusing plastic products and recycling them into new items can significantly contribute to achieving a circular economy [7]. Sustainable engineering strategies that have been considered to date include industrial symbiosis, remanufacturing, design for the environment, life cycle engineering, green engineering, and cleaner production with a focus on sustainable consumption and production [8,9]. Under these circumstances, post-consumer plastic waste has drawn considerable attention from researchers, governments, and industries. Therefore, recycling post-consumer waste could play a significant role in enhancing the efficiency of natural resource utilisation and mitigating the detrimental environmental impact of plastics [10,11,12].
Various methods have been used to recycle plastic waste with an aim to decrease greenhouse gas (GHG) emissions, enhance waste management, minimise the reliance on fossil fuels, and to protect the bio-geo-physical environment. These processes include bioconversion [13], dissolution recycling, injection moulding [14], mechanical recycling [15], additive manufacturing (3D printing) [16], and other similar methods. These solutions have significantly enhanced the ability to manage plastic waste to help achieve a viable and environment-friendly future [1].
Among the aforementioned technologies, 3D printing has gained widespread acceptance as the optimal solution for eco-efficiently producing functional components in a wide range of industries, including unmanned aerial vehicles (UAVs), aerospace, civil engineering, agriculture, bioprinting, biomedical engineering, biomedicine, membrane technology, multi-material components, metal matrix composites, and food production [17,18]. Consequently, the use of recycled polymers in additive manufacturing (AM) has been identified as a potential solution to extend the lifespan of plastic items [7]. Many additive manufacturing techniques have been developed, and the most popular method is fused deposition modelling (FDM) additive technology. This involves continuous feeding of a thermoplastic filament into the printer, heating it until it melts, extruding the material through a heated nozzle, and depositing it on a printing platform [19].
Recently, acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), polyethylene terephthalate (PET) and polycarbonate (PC) have emerged as the most commonly used polymer materials for FDM [20,21]. Among these, PLA has gained widespread prominence due to its biodegradable nature, utilisation of renewable resources, and significantly reduced greenhouse gas emissions [22,23]. Specifically, PLA production requires 65% less energy and generates 68% fewer greenhouse gases than for traditional plastics. Moreover, it is a highly recyclable thermoplastic that contains no toxins [24]. Therefore, it is considered a potential candidate for replacing traditional plastics [23]. Consequently, the global production capacity of PLA has reached approximately 677,000 metric tons by 2023, reflecting its growing popularity as a sustainable alternative to conventional oil-based plastics [25]. The rising demand for PLA is largely attributed to the growing awareness of environmental issues and the dwindling reserves of crude oil, leading various industrial sectors to consider PLA as a sustainable alternative. Consequently, the amount of PLA in conventional post-consumer plastic waste streams is expected to increase [25]. Despite its biodegradable nature, PLA does have some adverse environmental consequences. PLA takes several years to degrade in the environment (between 3-5 years) presenting a challenge for its appropriate disposal [12,26]. PLA that is made from corn and sugarcane can cause "food vs filament" issue as it not only creates pressure on cultivable land but could affect food scarcity unless this biobased filament is recycled. In addition, the weaknesses of pure PLA polymers including poor mechanical strength, brittleness, low ductility, poor thermal stability, and a narrow processing window, have limited its application [27].
Some of these weaknesses can be overcome by selecting optimum printing parameters to obtain the required mechanical properties [28,29]. This is important as the growing market volume of PLA has prompted ongoing efforts to reprocess and recycle post-consumer PLA. Beltran et al. [30] observed a minor influence of mechanical recycling on the thermal, structural, and mechanical properties of PLA, indicating the reusing capability of recycled PLA in low value-added applications such as packaging. However, the repeated extrusion cycling of virgin PLA could steadily increase the melt flow rate (MFR) of the reprocessed samples, resulting in a decrease in the tensile and impact strengths [31]. Similarly, Pillin et al. [32] found a notable reduction in tensile strength upon repeated injection moulding of PLA. In addition, Zhao et al. [33] examined the recyclability of PLA in 3D printing and observed significant deterioration in polymer properties and viscosity after just two reprocessing cycles.
Therefore, blending recycled plastics with virgin plastics could be one of the most straightforward approaches to recover the properties of recycled polymers [29]. This initiative will not only reduce plastic waste, but also save fossil fuels for future generations by reducing the conversion of petroleum products to produce virgin plastic [1,8,21]. The strength of the filament decreased with an increase in the recycled material [34,35], but Bergaliyeva et al. [36] found that the blend specimens strength increased with an increase in the recycled content. However, these studies did not analyse the impact of the process parameters on blend-printed specimens. Therefore, a detailed study of post-consumer PLA (PC-PLA) is necessary to fill this research gap.
The preparation of blend filaments is a fundamental step in FDM 3D printing. However, the fabrication of blend materials often requires adjustment of various process parameters to ensure high accuracy in the final printed products. The quality and processability of the fabricated filaments are largely influenced by extrusion parameters, such as the screw speed (RPM) and extrusion temperature [36]. These extruder parameters are experimentally fine-tuned and may vary accordingly. In addition, design of experiments (DoE) has been commonly used to optimise the process parameters in FDM and enhance one or more physical properties [37,38,39,40]. Studies in this field commonly employ the Taguchi method to optimise process parameters, identify key influencing factors, and conduct experiments and analyses accordingly. Using this method, researchers have been able to obtain the desired performance through an optimal combination of factors, demonstrating the reliability and maturity of this approach [27].
The existing literature has primarily focused on a restricted range of production orientations, thereby limiting the understanding of the anisotropic behaviour of fabricated parts. Furthermore, these investigations have offered limited insight into understanding the degradation behaviour and inherent modification of material properties that occur during the selection of a material for part manufacturing. Therefore, a detailed study on the implementation of blended PLA filaments in 3D printing is necessary. This study aimed to bridge the existing gap by using post-consumer recycled PLA (PC-PLA), focusing on the incorporation of virgin PLA (vPLA) into PC-PLA. The resulting physical and mechanical characteristics of 3D printed components at various printing temperatures were carefully determined. It is noteworthy that relatively few investigations have been carried out regarding the effects of printing temperature on the 3D printability of vPLA/PC-PLA blends. This study, however, aimed to contribute to the existing body of knowledge by examining the effects of printing temperature on the quality of 3D printed parts produced using 50:50 wt.% blend of 100% virgin commercial PLA pellets and PC-PLA waste. This research provides in-depth information on material fabrication and characterisation, which will offer additional knowledge for the manufacturing of blended PLA filaments.
2. Materials and Methods
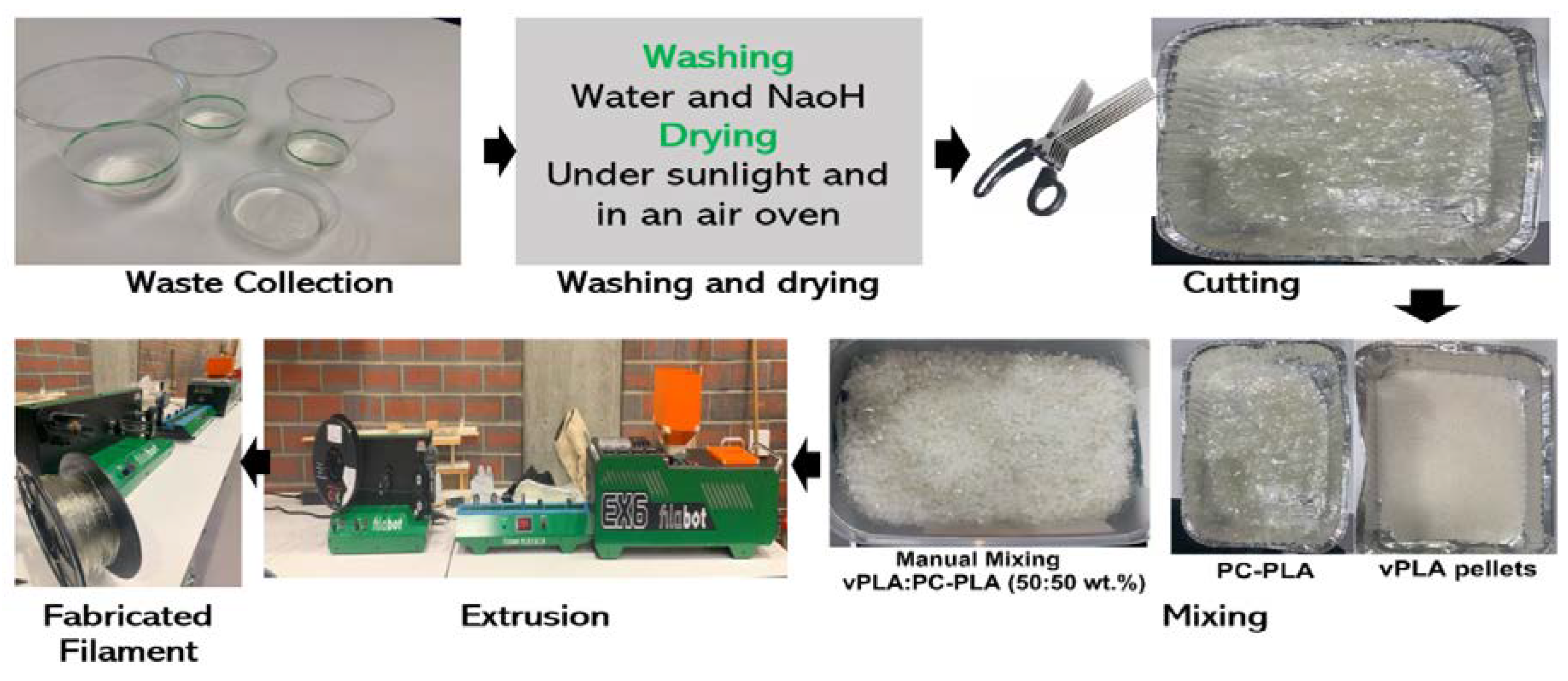
A systematic approach was employed to manufacture eco-friendly 3D printed components from post-consumer recycled polylactic acid, as depicted in Figure 1. This method was implemented to achieve sustainable 3D printing practices by minimising plastic waste and promoting the use of environmentally friendly materials. The detailed methodology employed for the production of the PC-PLA filament included material selection for filament extrusion, printing parameter selection, mechanical property testing, and optimisation of process parameters.
2.1. Preparation of Raw Materials
Material selection is a critical aspect of fused deposition modelling. This process involves the identification of plastic waste that can be utilised as 3D printing filaments, which requires the selection of specific types of plastic as a source material. Plastic waste can be classified into various categories based on their properties, such as thermoplastics and thermosetting plastics [41]. The aim of this study is to fabricate low-cost blended filaments; therefore, post-consumer PLA and virgin PLA plastics were selected. Commercially available virgin PLA pellets from AURARUM (Victoria, Australia) with a 1.24 g/cm3 density and a printing temperature of 200-230 °C were used as the primary PLA. Waste cups and lids made from PLA plastic were chosen because they are one of the most readily available types of waste. Post-consumer PLA waste was collected from household waste, then washed to remove any visible contaminants, and then dried by exposure to sunlight. Once the waste had been dried, it was cut into pieces that were not larger than 4 mm (between 2 mm and 4 mm) to facilitate its conversion into the intended form and dimensions for the subsequent stage of the procedure. It is essential to cut the waste into smaller pieces for the overall success of the process, which allows the efficient utilisation of recycled plastic in the production of 3D printing filaments [41]. Furthermore, they were then dried in two steps: first in an open atmosphere under hot sunlight (atmospheric temperature 30 °C and humidity 50%) for one day, and then in a hot air oven at 80 °C for 12 h [42,43]. The samples were then stored in a sealed container containing silica gel to avoid moisture adsorption. The processing of the PLA waste used in this study is shown in Figure 2.
2.2. Filament Extrusion
The next step in the process involved the conversion of PC-PLA and vPLA into 3D printing filaments. Following the preparation of the plastic raw materials, the vPLA pellets were manually combined with PC-PLA in an appropriate weight ratio (50:50 wt.%) to create a blend (Figure 3). The mixture was subsequently dried in a hot air oven at 80 °C for 4h to eliminate moisture content and prepare it for extrusion [42,43]. The materials were then fed into an extruder (Figure 4). The present research employed a commercial filament-manufacturing system, namely FilaBot EX6, to produce blend filaments through three main procedures, namely filament extrusion, filament/winding path, and spooling. A pellet feeding hopper, four heating units for separate heating zones, and a motor-driven screw passage characterise the extruder. The material is uniformly heated and sufficiently fluidised for extrusion by means of the four heating units. The extruded material is cooled using fans operating at a steady speed throughout the winding path. A driving wheel and spool holder are the two main components of the spooler. The detailed steps for plastic recycling followed in this study are as follows: the initial step involved setting the temperature of each heating zone to a certain target value and feeding vPLA:PC-PLA into the hopper. Secondly, the hot material (filament) was extruded along the winding path and cooled using fans. Thirdly, the extruded material was wound onto a spooler holder at a constant pace to maintain uniform filament quality (Figure 3) [44,45].
In this research, the optimal parameters for extrusion were identified through a series of trial-and-error experiments and past studies. The Filabot EX6 configuration for producing the blend filament was assembled in a straight line. The temperature settings for each heating unit were set at 40 °C, 175 °C, 180 °C, and 175 °C to ensure that the material inside the extruder barrel was properly heated and melted and then forced through a 1.75 mm diameter nozzle. The extruder motor and spooling speed were then manually adjusted to achieve an extruded filament diameter in the range of 1.65 to 1.75 mm. Once the filament was extruded from the nozzle, it was directed towards the air path, where the speed of the fan was set at 65 rpm. The filament was carefully wound onto the spool by adjusting the winder speed in accordance with the extrusion speed to ensure that it was securely and uniformly wound, preventing the formation of knots or tangles that could compromise its quality. After the winding process was completed and the spool was filled, the filament was stored and prepared for use in 3D printing. The resulting filament exhibited a consistent diameter and was suitable for use in 3D printers. The process flow for producing the vPLA:PC-PLA (50:50) blend filament is shown in Figure 4.
Figure 4.
Illustration of the process followed for blend filament production.
2.3. FDM Printing of Specimens
The specimens were fabricated through the FDM method to determine the mechanical properties. To fabricate high-quality samples, this study followed the printing parameter selection criteria proposed by Hasan et al. [46]. In this context, three different layer heights (LH) (0.1 mm, 0.2 mm and 0.3 mm), infill percentages (I) (60%, 80%, and 100%) and nozzle temperatures (NT) (195 °C, 205 °C and 215 °C) were determined. The Taguchi L9 orthogonal array (OA) experimental design was used to print the test samples (Table 1). Table 2 lists the parameters for 3D printing that were employed in this investigation.
Following the Taguchi table, the samples were manufactured using a MakerBot Replicator 2X 3D printer. The 3D printer was equipped with a 0.4 mm nozzle diameter and used MakerBot desktop software. The test samples were created using SolidWorks software, which was subsequently transformed into a standard tessellation language (STL) file format that is compatible with the 3D printer slicing process. The MakerBot desktop slicing program was used to convert the solid models of the samples into Geometric Code (G-code) files, which were then used to print the 3D specimens/samples.

Table 1.
Experimental layout based on Taguchi L9 OA design.
| Experimental run | Coded matrix | Un-coded matrix | ||||
|---|---|---|---|---|---|---|
| A | B | C | Layer height (mm) | Infill (%) | Nozzle temperature (°C) | |
| 1 | 1 | 1 | 1 | 0.1 | 60 | 195 |
| 2 | 1 | 2 | 2 | 0.1 | 80 | 205 |
| 3 | 1 | 3 | 3 | 0.1 | 100 | 215 |
| 4 | 2 | 1 | 2 | 0.2 | 60 | 205 |
| 5 | 2 | 2 | 3 | 0.2 | 80 | 215 |
| 6 | 2 | 3 | 1 | 0.2 | 100 | 195 |
| 7 | 3 | 1 | 3 | 0.3 | 60 | 215 |
| 8 | 3 | 2 | 1 | 0.3 | 80 | 195 |
| 9 | 3 | 3 | 2 | 0.3 | 100 | 205 |
Table 2.
Fixed printing parameters and their corresponding values.
| Parameter | Specific parameter | Values (constant) |
|---|---|---|
| Layer | Shell thickness | 2 mm |
| Extruder | Extrusion width | 0.4 mm |
| Retraction speed | 40 mm/s | |
| Infill | Infill pattern | Rectilinear |
| Speed | Printing speed | 50 mm/s |
| Infill speed | 50 mm/s | |
| Support | Support structure | None |
| Platform addition | None | |
| Temperature | Heat bed temperature | 45°C |
2.4. Mechanical Testing and Material Characterisation
The mechanical properties of the 3D printed specimens were determined using tensile, three-point bending (flexural), impact, and hardness tests. The tests were conducted in accordance with ASTM standards [47,48,49,50,51]. Consequently, a total of 45 specimens were printed for each mechanical test (tensile, three-point bending, and impact), with five samples produced for each experimental run in each of the three tests. In addition, 27 samples were prepared for the hardness testing.
Tensile tests were performed using a Shimadzu Autograph AGS-X universal testing system with a load cell capacity of 50 kN. As depicted in Figure 5a, a dog-bone-shaped Type IV 3D-printed specimen with dimensions was tested following the ASTM-D638-22 [47] standard. The specimens were subjected to a crosshead loading speed of 5 mm/min until fracture occurred. Additionally, a 3-point bending setup was utilised on a Shimadzu Autograph AGS-X universal testing machine with a 10 kN load cell capacity to test 3D printed strip-like samples () in accordance with the ASTM-D790-17 [48] standard (Figure 5b). The samples were examined at a testing speed of 3 mm/min and a support span of 51.2 mm. To calculate the tensile and flexural properties, the steps described by the author Hasan et al. [46] were followed. The tests for each experimental run were repeated for a minimum of five times, and the test results were presented as the mean value with standard deviation (SD).
Charpy impact testing was conducted utilising a Zwick 5102 (model D-7900) impact tester fitted with a 6.5 J hammer. The specimens for the examination were fabricated following the ASTM-D6110-18 [49] standard, with measurements of , and notched at a 45° angle, as illustrated in Figure 6a. The hardness of the samples was assessed using a Sauter HBD 100-0 Shore D hardness testing device according to the ASTM-D2240-15 [50] standard using dimension (Figure 6b). The average data, including the standard deviations, were computed using the testing outcomes of a minimum of five samples for each material batch to assess the reproducibility of the tests.
The impact of the printing parameters on surface roughness was investigated using a Mitutoyo SJ-210 surface roughness tester. The roughness of the largest surface of the tensile specimens was measured following the ASTM-D7127-17 [51]. The arithmetic mean roughness (Ra) and root mean square roughness (Rq) were assessed quantitatively at the micrometer (μm) scale. The measurements were obtained from five selected locations across the samples (Figure 7), and the mean value with the standard deviation of five measurements was tabulated.
Fractographic analysis of the fractured cross-sectional structures of the investigated materials was performed using a Pro-MicroScan microscope fitted with an eyepiece camera from Oplenic Corporation, China. The samples were prepared for analysis according to the procedure described by Hasan et al. [46]. Following the examination, all the test samples were stored in plastic zip bags.
2.5. Optimisation of Process Parameters
The Taguchi method is a well-established approach for analysing quality characteristics in the context of signal-to-noise ratio (S/N). By examining the S/N ratio, researchers can identify the effective process parameters that influence the results and determine the optimal sets for achieving desired outcomes [52]. The S/N ratio can be assessed in terms of three categories: smaller-the-better, larger-the-better, and nominal-is-best [53,54]. In this study, the mechanical properties were evaluated using the "larger-the-better" whereas "smaller-the-better" was used to evaluate surface roughness.
To further refine the analysis, a statistical Analysis of Variance (ANOVA) was conducted to measure the relative importance of quality attributes. A factor is considered statistically significant if the probability value (p-value) is lower than the predetermined significance level (α) [55]. F-value and percentage contribution were used to represent the relative significance of the factors [52,56,57]. The F-value or percentage contribution is used to quantify the relative importance of these factors. A larger F-value indicates more significant variation in the process parameters, or when the p-value is less than 0.05, the factor is more significant [53,57].
2.6. DoE Confirmation Test
Once the optimum levels of printing parameters were determined, the final step involved the theoretical prediction and experimental confirmation of these parameters. The results obtained are then compared to evaluate the enhancement in the quality characteristics achieved by employing the optimal printing parameters [58]. This comparison aids in evaluating the consistency between the predicted and observed parameters. It is expected that there should be a reasonable agreement of ± 5% (95% confidence interval) between the predicted values and the results confirmed through experiments [58].
The predicted S/N ratio and confidence interval (CI) can be determined using Equations (1) and (2) [58].
where represents the overall mean of all S/N ratios, denotes the average S/N ratio derived from the determined significant factors at the optimum level, and represents the chosen factor.
where represents the -ratio obtained from the -table, denotes the significance level corresponding to the confidence level of (1 − ), stands for the degree of freedom of the mean (always set to 1) and represents of the error term. Meanwhile, denotes the error variance and signifies the effective number of replications, as mathematically expressed by Equation (3) [59]:
Finally, after conducting a confirmation run, the S/N ratio can be used as the value of The formula for calculating the CI for is presented in Equation (4), where is the number of replicas [59].
2.7. Statistical Analysis
Microsoft Excel (a data management tool developed by Microsoft Corporation), was employed in this study for the purpose of data management. The results include the average values derived from the material property characterisation tests, along with their corresponding standard deviations. In addition, Minitab 21 software was employed to analyse the signal-to-noise (S/N) ratio of the obtained mechanical properties and conduct an analysis of variance to determine the printing parameters that have a significant impact on these mechanical properties.
2.8. Comparative Analysis
In order to assess the improvement or deterioration of the mechanical properties of the virgin PLA and post-consumer PLA blend (vPLA:PC-PLA, 50:50), a comparison was made with the outcomes of 100% virgin PLA and 100% recycled PLA (rPLA) which were conducted by the author Hasan et al. [46] under the same printing parameters and testing conditions.
3. Results and Discussions
The objective of this study is to determine the optimal printing parameters for fabricating 3D printed components using a vPLA:PC-PLA (50:50) blended filament consisting of 50 wt.% post-consumer PLA and 50 wt.% virgin PLA. To achieve this, 45 samples (five samples for each experimental run) each for tensile, flexural, and impact testing, and 27 samples (three samples for each experimental run) were fabricated for hardness testing. Surface roughness measurements were obtained from the tensile samples before conducting the tensile tests.
Following manufacturing, a comprehensive assessment of the surface roughness and mechanical properties, including the hardness, tensile strength, flexural strength, and impact strength, was performed. The performances of the blended filament-produced specimens were compared with those of 100% virgin PLA and 100% recycled PLA (sourced from residual extrusion waste streams) specimens published by the authors [46]. The same 3D printing parameters were considered in both current and previous studies. This investigation aimed to gain insights into the performance attributes of specimens printed with blended filaments by assessing selected printing parameters and determining if they exhibit properties comparable to those of vPLA. The following sections present a comprehensive analysis of the experimental data obtained by testing specimens to determine their material properties.
3.1. Surface Roughness
One primary concern in additive manufacturing is the surface quality, which is crucial for ensuring the operation and effectiveness of printed components over time. During the additive manufacturing process, the surface roughness stage plays a critical role in achieving the desired surface quality [60]. The surface roughness, Ra, of printed parts has a significant impact on their mechanical behaviour, such as the initiation of cracks, wear resistance, and fatigue life. The requirement for a decrease in surface roughness is contingent upon the specific experimental approach and purpose for which the components are printed [60]. The surface roughness of the vPLA:PC-PLA (50:50) blended printed tensile test samples was analysed to evaluate the impact of the printing parameters on the manufactured samples.
The surface roughness values of all the tested specimens are illustrated in Figure 8a. The results indicate that experimental run 2 (LH: 0.1 mm, I: 100%, and NT: 205 °C) produced the lowest surface roughness of 5.98 μm, followed by experimental run 3 (7.01 μm), and experimental run 1 (8.25 μm). A higher surface roughness was observed when the specimens were printed using experimental run 8 (LH: 0.3 mm, I: 80%, and NT: 195 °C). As shown in Figure 8a, the surface roughness of the blended filaments increases with increasing layer height. Printing temperature also plays a critical role in the production of high-quality prints. The test results indicated that at higher selected temperatures (215 °C) and lower selected temperatures (195 °C), the surface roughness increased, whereas at 205 °C, the surface roughness was found to be at its minimum. A higher printing temperature (215 °C) may cause samples to overheat, whereas a lower printing temperature (195 °C) could lead to inadequate material flow, which can negatively impact the print quality [61]. It was observed that as a result of uneven solidification and possible shrinkage, samples printed at 195 °C had poorer surface quality than those printed at 205 °C, which might lead to regulated solidification and produce smoother surfaces. Similar trends for the positive correlation between layer height and nozzle temperature were observed in the studies on virgin PLA and recycled PLA [46]. Hasan et al. [46] found that the rPLA samples had higher surface roughness values than the vPLA samples, indicating rougher surfaces (for experimental run 2). In contrast, the current study observed that the vPLA:PC-PLA (50:50) blended filament had a lower surface roughness than rPLA, indicating better surface properties compared to rPLA for the same experimental run. The surface roughness of the blended specimen demonstrated a 2.29% lower value compared to rPLA (as shown in Figure 8b). Studies have reported that the blending of virgin material with recycled material positively affects the surface roughness of 3D-printed samples [43,62]. Specifically, an increase in the percentage of virgin material added to the recycled material led to a significant enhancement in surface roughness. This improvement may be attributed to the more pronounced influence of the virgin material on the properties of the recycled material, which are typically more consistent in vPLA than in rPLA. The upgraded surface finish was due to the improved melt flow and cooling behaviour of vPLA, leading to a more consistent 3D printing process [36].
3.2. Hardness
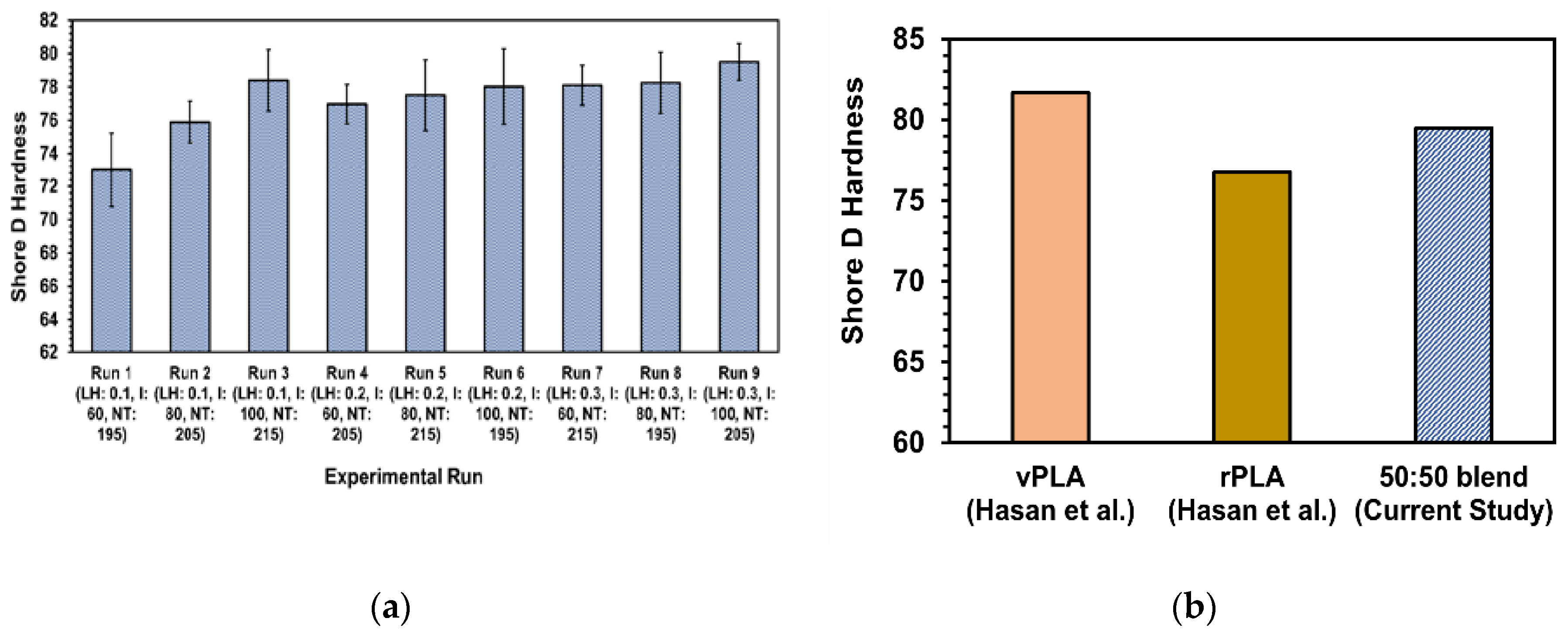
The degree of hardness of a material indicates its capacity to withstand local deformation, including the effects of surface indentation or penetration. To attain an optimal number of production runs for an additively manufactured component, a high degree of hardness is required [63]. The detailed results of the hardness of all the vPLA:PC-PLA (50:50) blended prepared samples are shown in Figure 9a. The sample with the maximum infill and layer height exhibited the highest hardness. This may be attributable to the significant influence of infill density on the output. In experimental run 9 (LH: 0.3 mm, I: 100%, NT: 205 °C), the samples were printed with the highest infill density and layer height, resulting in the highest hardness of 79.51. In contrast to this, experimental run 1 (LH: 0.1 mm, I: 60%, NT: 195 °C) exhibited a lower hardness value of 73.12 for the blended specimen. This increase in hardness may be attributed to better diffusion of the material in the subsequent layers at higher infill densities, resulting in fewer voids in the interspace of the structure and higher hardness values [64]. Another possible reason is that the cross-sectional area of the material increased as the percentage of filling increased, resulting in a harder internal structure. In contrast, a larger internal air gap with a lower filling percentage facilitates easier penetration of the hardness tip into the surface of the test specimen [64].
The printing temperature also plays a significant role in determining the hardness of the material. As the printing temperature decreases, the hardness value also decreases. The reason for this is incomplete melting of the material, which results in poor layer-to-layer bonding, larger porosity, and lower hardness [65]. Conversely, an increase in printing temperature led to a decrease in the rate of change in hardness, which may be attributed to the stronger bonding between the materials caused by the high printing temperature or the work of adhesion between the filaments [65]. In summary, the results of this study illustrate a direct correlation between nozzle temperature and infill percentage, resulting in an increase in hardness. This observation aligns with the outcomes reported by Hasan et al. [46] for vPLA and rPLA, as well as findings by Mani et al. [66] and Maguluri et al. [67] for vPLA. A comparison of the hardness of the vPLA:PC-PLA (50:50) blended with 100% recycled PLA and 100% virgin PLA showed that the hardness of the blend samples produced using experimental run 9 (LH: 0.3 mm, I: 100%, NT: 205 °C) exhibited a 5% increase compared to rPLA, whereas it was 6% lower than that of vPLA (Figure 9b) [46]. Mishra et al. [43] and Abbas et al. [68] noted that blending enhances the compatibility between polymers at the chemical and structural levels, which stimulates the formation of a homogeneous blend. This, in turn, improves intermolecular interactions, thereby enhancing the resistance to abrasion and making it more resilient to plastic deformation, ultimately contributing to the improved hardness [43,62].
Figure 9.
(a) Shore D hardness of the vPLA:PC-PLA (50:50) blended specimens, and (b) comparison of hardness for vPLA, rPLA and vPLA:PC-PLA (50:50) blended specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 9.
(a) Shore D hardness of the vPLA:PC-PLA (50:50) blended specimens, and (b) comparison of hardness for vPLA, rPLA and vPLA:PC-PLA (50:50) blended specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
3.3. Tensile Behaviour
Tensile test results were obtained using the Taguchi OA for the three printing parameters examined in this study, namely, layer height, infill density, and printing temperature. Each Taguchi experiment involved testing five specimens, and consistent repeatability was demonstrated by the tensile results. Therefore, a single stress-strain curve representing each set of five specimens has been presented in Figure 10. The stress-strain curve demonstrated that the fracture formed in the vPLA:PC-PLA (50:50) blended 3D printed specimens exhibited ductile behaviour. In addition, the curves show that after reaching the maximum tensile stress, the tensile stress remained constant with a small increase in the strain values. The raw data obtained from the load and displacement after the tensile test were utilised to calculate the yield strength, ultimate tensile strength (UTS), strain at UTS, elastic modulus, fracture strength, strain at fracture, work until UTS, and work until fracture.
The results of the tensile test showed that the strength decreased when the specimens were printed at a lower temperature (195 °C) and smaller layer height (0.1 mm), and improved when they were printed at a higher temperature (215 °C) and larger layer height (0.3 mm). Studies have shown that specimens with a larger layer height (0.3 mm) exhibit the best tensile properties because they experience minimal distortions [69]. In FDM printing, the interlayer strength typically lags the intralayer strength. This is because the temperature gradient within a layer is less pronounced than that between consecutive layers, leading to the formation of weaker bonds between the layers [70]. The bonding strength between the layers is determined by the extruder temperature; a lower temperature restricts the molecular chains of the deposited material from reorganising adequately, thereby reducing the bonding strength between adjacent layers and ultimately weakening the tensile strength [70,71].
The highest tensile strength among the vPLA:PC-PLA (50:50) blended specimens was achieved at 48.88 MPa in experimental run 7 (LH: 0.3 mm, I: 60%, NT: 215 °C) (Table 3). The second-highest value for the tensile strength was estimated to be 47.88 MPa for experimental run 9 (LH: 0.3 mm, I:100%, and NT: 205 °C), and the third-highest value reached 46.67 MPa in experimental run 5 (LH: 0.2 mm, I: 100%, and NT: 215 °C).
A comparison of the tensile strengths of the vPLA:PC-PLA (50:50) blended specimens with 100% rPLA and 100% vPLA (as shown in Figure 11) [46] showed that, in general, the blended filament specimens exhibited higher tensile properties than the 100% rPLA samples, but were lower than those of the vPLA samples. For experimental run 7, the tensile strength of the blended specimens was 18.40% higher than the corresponding value of 39.90 MPa for the rPLA printed specimens (Figure 11). For experimental runs 9 and 5, the blended specimens demonstrated an increase of 20% and 17.81%, respectively, compared to the rPLA specimens. The enhancement in tensile strength observed in the blended specimens may be ascribed to the improved load transfer capacity resulting from the additional cross-linking of polymer chains caused by the blending process while increasing the interlayer bonding [36,72]. Previous research on polymer processing has demonstrated that blending extrusion can cause microstructural changes, which may involve higher shear forces, resulting in the alignment of polymer chains and thereby improving the tensile properties of the material [72,73].
In contrast, the tensile strengths of the rPLA samples in experimental runs 1 (LH: 0.1 mm, I: 60%, NT: 195 °C) and 2 (LH: 0.1 mm, I: 80%, NT: 205 °C) were higher than those of the blended samples for the same experimental runs by 9.23% and 5.76%, respectively. Notably, the tensile strength of the blended samples decreased with a decrease in the printing temperature and layer height. This decline can be attributed to incomplete melting of the material caused by a smaller layer height, resulting in reduced layer-to-layer adhesion and subsequent brittleness [65]. In addition, blended filament specimens showed a comparatively lower strain at fracture of 3.8 to 4.2% for all experimental runs, compared to rPLA specimens of 5.5 to 7% for the same printing parameters; however, this result is consistent with the strain at fracture of vPLA [46]. This phenomenon, which occurred in the blended filament samples, may be attributed to the moisture content of the material [74]. PLA plastic is known to be susceptible to moisture absorption, which can result in hydrolytic degradation during the filament extrusion process. This degradation may cause the breakdown of polymeric chains and decrease the material elongation [75,76,77]. However, the same moisture content acts as a plasticiser, making the material softer and more ductile [77].
3.4. Flexural Behaviour
The effects of the printing parameters on the flexural properties (yield strength, flexural strength, flexural strain, elastic modulus, and work until flexural strength) of the 3D printed vPLA:PC-PLA (50:50) blended specimens were obtained and examined through load-deflection data measured during flexural tests for each set of experimental runs. A total of 45 flexural tests were performed, with five tests for each experimental run. Typical flexural stress-strain curves for each experimental run are shown in Figure 12. The selection of the flexural stress-strain curves in the figure represents the average flexural strength level for each set of experimental runs. The behaviour observed during the flexural tests revealed that the blended samples did not reach the fracture point, which suggests that the samples were ductile and had a high degree of plastic deformation. Examining the stress-strain curves, it is evident that the blended specimens with a larger layer height and high nozzle temperature exhibited the highest flexural stress. Conversely, as the layer height and nozzle temperature were reduced, the flexural stress value tended to decrease, exhibiting a trend similar to that observed for tensile strength.
A summary of the flexural tests for each experimental run of the vPLA:PC-PLA (50:50) blended specimens is presented in Table 4, which lists the average results of the yield stress, maximum flexural stress, flexural strain, elastic modulus, and work until the maximum flexural stress with standard deviation. The standard deviation (1.65-4.34 %) indicated excellent repeatability and reliability of the obtained data. The highest flexural stress, 88.36 MPa, was observed in experimental run 7 (LH: 0.3 mm, I: 100%, NT: 205 °C), followed by experimental run 9 (LH: 0.3 mm, I: 100%, NT: 205 °C), which is 88.29 MPa, which showed a similar value. The results clearly show the impact of a larger layer height and nozzle parameters on the flexural properties. The results of this study are consistent with those of other studies that have demonstrated a similar trend with regard to the impact of printing parameters on the flexural properties [46,78,79]. A comparison of the flexural properties of the vPLA:PC-PLA (50:50) blended specimens with 100% recycled PLA and 100% vPLA showed a clear increase in flexural properties compared to the rPLA specimens, and a slightly lower result than the vPLA specimens under the same experimental conditions (Figure 13). The flexural strength of the blended specimen for experimental run 7 was 8% higher than that of recycled PLA and 4.5% lower than that of vPLA for the same printing parameters [46]. The second highest values of the blended specimens for experimental runs 9 and 5 were 8.41% and 2.3% higher than those of the rPLA specimens and 2.2% and 3.62% lower than those of the vPLA specimens, respectively. Overall, the flexural strength of the blended printed samples for all experimental runs increased by 5–15% compared to that of the recycled PLA-printed samples. This improvement in strength is attributed to the elevated crystallinity and enhanced interfacial bonding among the constituent elements [61]. Research has revealed that a distinct crystal structure is formed when virgin polymers are combined with recycled polymers, which co-crystallises to create stereocomplex crystallites. These crystals increase the melting temperature, and their presence may significantly improve the properties of blended PLA specimens [80,81]. In addition, vPLA acts as a "bridge" within the blended system, reducing the phase boundary between the polymers and enhancing their bonding. This results in improved flexural properties because the phases between the polymers allow for closer connections [82].
3.5. Impact Behaviour
The results of the Charpy impact tests are depicted in Figure 14. The results indicated that the impact strength of the vPLA:PC-PLA (50:50) blended specimens was influenced by the layer height and infill percentage. The lowest impact strength, measuring 3.69 kJ/m2, was observed in run 1 (LH: 0.1 mm, I: 60%, NT: 195 °C) when the samples were printed with a low layer height and infill. In contrast, the highest impact strength among all the experimental runs was recorded at a value of 5.37 kJ/m2 in experimental run 9 (LH: 0.3 mm, I: 100%, NT: 205 °C) when both the layer height and infill were at their maximum. This value was 40% higher than that in run 1. As examined by Syrlybayev et al. [83], an escalation in the infill rate leads to a reduction in the number of voids in the printed substance. A higher amount of material, resulting from the increased infill percentage, is capable of absorbing the force of impact. In addition, a larger layer height offers more resistance to the impact forces. This is because fewer layers are deposited at a larger layer height; therefore, fewer bonding lines and voids exist between the layers, which also helps to improve the impact strength [84].
A comparison of the impact strength data (Figure 15) for the vPLA:PC-PLA (50:50) blended specimens with those of 100% rPLA and 100% vPLA [46] showed that the vPLA:PC-PLA (50:50) blended specimens exhibited a 9.15% higher impact strength than the rPLA samples and approximately similar impact strength to the vPLA specimens when printed at a larger layer height and high infill (experimental runs 9). The impact test results showed that when vPLA was incorporated into PC-PLA, it acted as the centre of the built-in stress, resulting in an increased capacity for absorbing energy during the impact test and enhancing the impact strength [85]. In addition, owing to the increase in infill density, the interlayer adhesion between two consecutive layers increases, which improves the impact strength [86,87]. In contrast, the blended specimens performed poorly compared to rPLA when printed using a smaller layer height and lower temperature, as in experimental runs 1 and 2. The tensile test results also demonstrated low impact strength for the smaller layer height specimens printed at low-temperature (Figure 11). These defects originated from the poor interfacial bonding between vPLA and PC-PLA at lower nozzle temperature and layer height, which might have reduced the impact strength [84,85]. In addition, a lower layer height results in a higher number of bonding lines between the layers, which leads to a higher probability of void formation. This phenomenon contributes to the premature failure of the specimen, resulting in a lower impact strength [85,86]. Moreover, a lower nozzle temperature can potentially result in the formation of interlayer gaps, facilitating inadequate adhesion between layers during the printing process. Consequently, when the specimens are subjected to load during impact testing, these interlayer gaps can propagate further cracking, ultimately resulting in material failure [86].
3.6. Fractography Analysis
To examine the deformation and fracture behaviour of the vPLA:PC-PLA (50:50) blended specimens during mechanical testing, the fracture interface was studied. The micrographs of the specimens were examined using a microscope after performing the tensile tests. One specimen that best represented the failure mode was selected for each batch of 5 specimens. The micrographs presented in Figure 16(a-e) depict the cross-sectional images of the blended parts with the selected printing parameter settings.
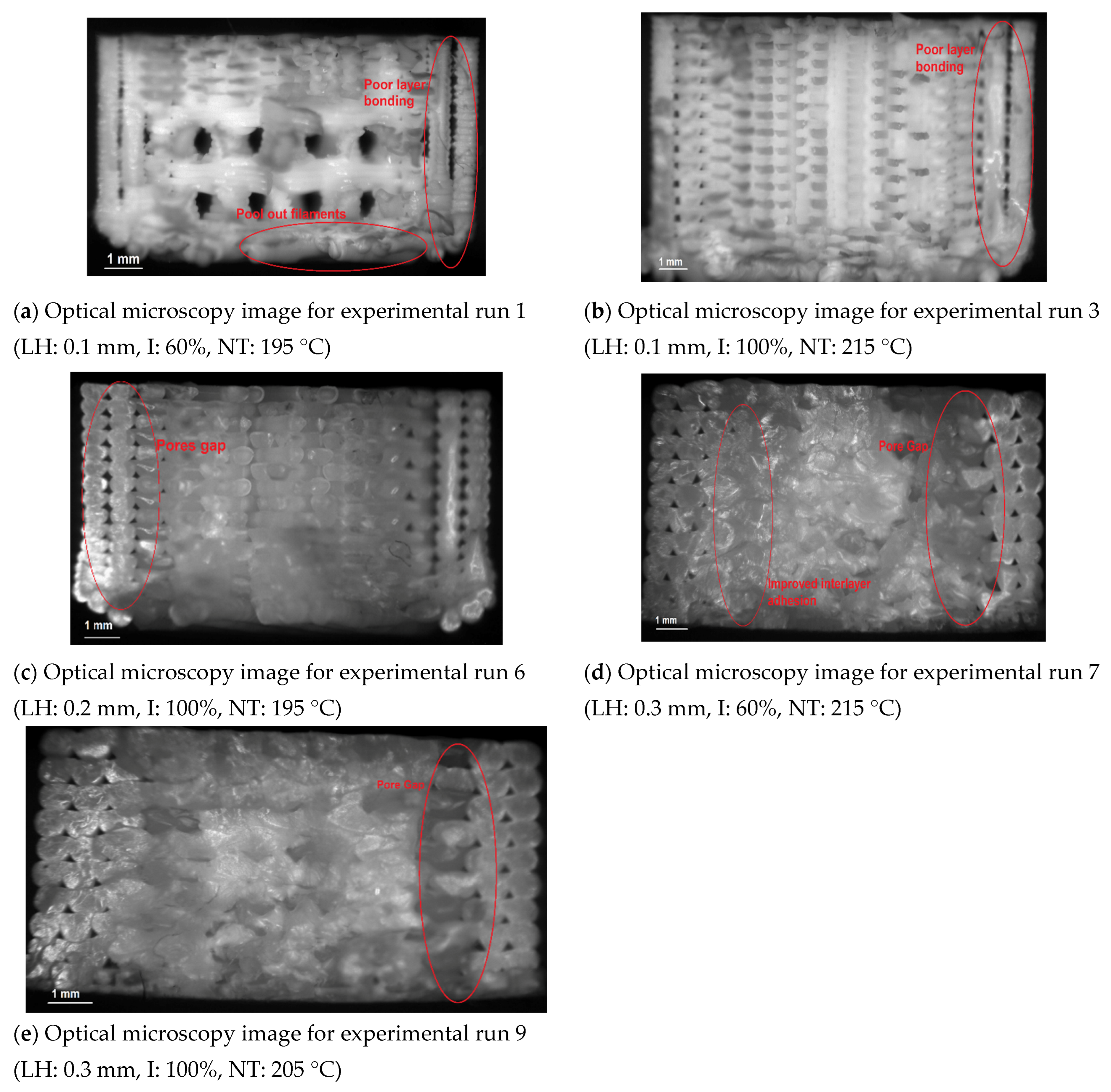
As shown in Figure 16a, during experimental run 1, the layer height, infill, and nozzle temperature were low (LH: 0.1 mm, I: 60%, NT: 195 °C). As a result, the specimen exhibited noticeable gaps and void areas, which were attributed to filament pull-out. This phenomenon indicates poor layer bonding and ultimately leads to a decrease in strength owing to the separation of the filaments from the material [53]. The cavities in experimental run 1 were also apparent because of the low infill density [88]. Therefore, with an increase in the layer height, infill density, and nozzle temperature, the gaps and voids inside the specimen decreased, as shown in Figure 16b, c, d, and e. This reduction can be attributed to the increased infill density, which led to a dense structure with a low level of porosity. Nevertheless, the reduction of gaps and improvement of layer bonding in a specimen cannot be achieved solely by increasing the infill density. For instance, when the specimen was printed at a high temperature of 215 °C and a high infill of 100% (experimental run 3), it exhibited a minimum or absence of voids (Figure 16b); however, it had a lower tensile strength owing to the low layer height (0.1 mm). This was caused by the higher inner layer porosity of the specimen, which negatively affected its mechanical properties [53,89]. In contrast, an increase in layer height, as observed in experimental runs 7 and 9 (Figure 16d and e), resulted in a noticeable reduction in porosity and improved layer bonding, which led to a significant increase in strength.
The nozzle temperature also played a significant role in determining the strength of the specimens. With an increase in nozzle temperature from 195 °C to 215 °C, the size of voids in the fractured specimens decreased. For example, in experimental run 7, as illustrated in Figure 16d, it was evident that despite the low infill percentage (60%), the specimens exhibited higher strength compared with the other experimental runs because of the larger layer height (0.3 mm) and nozzle temperature (215 °C). The reason for this phenomenon is the increase in the nozzle temperature, which leads to a decrease in the melt viscosity and an improvement in the wettability of the polymers. Consequently, the printed layers remained in a molten state for a longer duration, facilitating increased coalescence within the printed layers [42]. As a consequence, there was a notable enhancement in the adhesion between the printed layers, and a reduction in voids was observed, which improved the strength [88]. In contrast, in experimental run 9, even though there was an increase in interlayer adhesion and a decrease in voids owing to the high infill (100%) and larger layer height (0.3 mm) (Figure 16e), the mechanical strength was lower than that in run 7 because of the lower nozzle temperature (205 °C). In addition, the image of experimental run 6, as depicted in Figure 16c, reveals that although the layer height was increased to 0.2 mm and the infill percentage was set at 100%, the strength of the material was still affected by the low nozzle temperature (195 °C). This delamination was caused by the presence of air gaps and weak interlayer adhesion due to the low printing temperature [42,90]. This finding is supported by the mechanical test results (tensile, flexural, impact, and hardness tests) discussed earlier.
Overall, an improvement in the layer bonding and reduction in voids were observed for the vPLA:PC-PLA (50:50) blended specimens when the fractured surface was compared with that of recycled PLA, as described by Hasan et al. [46]. This development was attributed to the fact that PC-PLA and vPLA are miscible blends, as both are semicrystalline polymers. Furthermore, both polymers (vPLA and PC-PLA) had identical crystallisation phases, leading to strong interphase adhesion. In addition, more coalescence was observed between the printed layers, indicating promising adhesion strength at the blend interphase [34,35].
Figure 16.
Micrographs of the fractured vPLA:PC-PLA (50:50) blended printed tensile specimens for (a) run 1, (b) run 3, (c) run 6, (d) run 7, and (e) run 9.
Figure 16.
Micrographs of the fractured vPLA:PC-PLA (50:50) blended printed tensile specimens for (a) run 1, (b) run 3, (c) run 6, (d) run 7, and (e) run 9.
3.7. Optimisation of Process Parameters
In this investigation, signal-to-noise (S/N) ratio diagrams were employed to assess the outcomes of the experimental results. The interpretation of the S/N ratio diagram was based on the "larger the better" criterion for mechanical properties (tensile strength, flexural strength, impact strength, and hardness), while "smaller the better" criterion was applied for surface roughness properties. Specifically, mechanical properties were analysed using the "larger the better" criterion since the objective of this research is to maximise mechanical properties. The peak point observed in the S/N ratio diagram signifies the optimal conditions.
Figure 17(a-h) illustrate the main effects plots of the S/N ratios for the tensile properties. This graph indicates that the S/N ratio is correlated with the layer height, as high S/N ratios were obtained with a larger layer height. The second most significant factor derived from the plot is nozzle temperature. In contrast, the infill had a minimal effect on the tensile properties compared to the layer height and infill density. This is because the larger layer height and nozzle temperature increased the interlayer adhesion and melt viscosity, which facilitated the bonding of the blend material, ultimately increasing its tensile strength [91]. From the main effects plots, it is evident that the optimal printing parameters for tensile strength are 0.3 mm layer height, 100% infill, and 215 °C nozzle temperature.
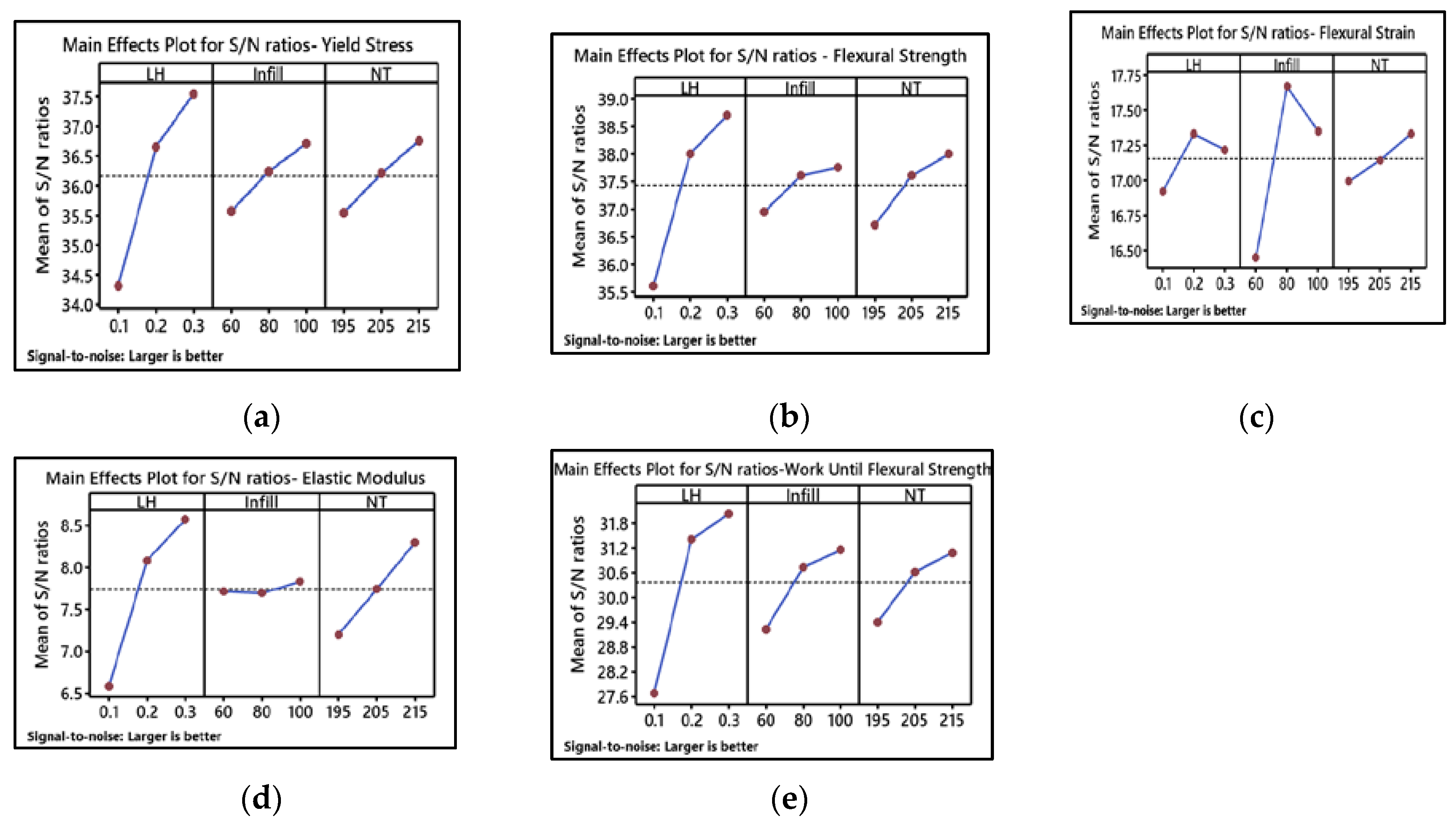
The flexural properties (Figure 18) exhibited a similar trend for the printing parameter to that of the tensile properties, which also confirmed the impact of the larger layer height (0.3 mm), infill (100%), and nozzle temperature (215 °C) on the flexural properties. This outcome aligns with the findings of Hasan et al. [46], who reported the same trend regarding the optimum printing parameters for 100% virgin PLA and 100% recycled PLA.
Figure 17.
Main effects plots illustrating S/N ratios for the tensile properties of blended specimens: (a) yield strength, (b) ultimate tensile strength (UTS), (c) strain at UTS, (d) fracture strength, (e) strain at fracture, (f) elastic modulus, (g) work until UTS, and (h) work until fracture.
Figure 17.
Main effects plots illustrating S/N ratios for the tensile properties of blended specimens: (a) yield strength, (b) ultimate tensile strength (UTS), (c) strain at UTS, (d) fracture strength, (e) strain at fracture, (f) elastic modulus, (g) work until UTS, and (h) work until fracture.
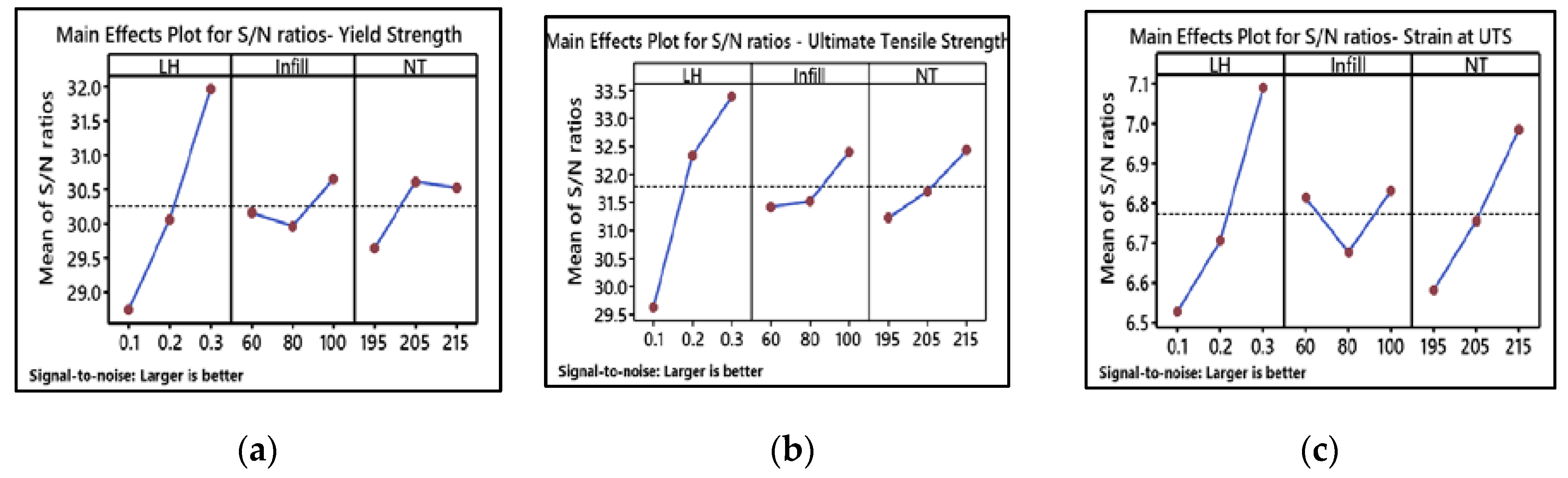
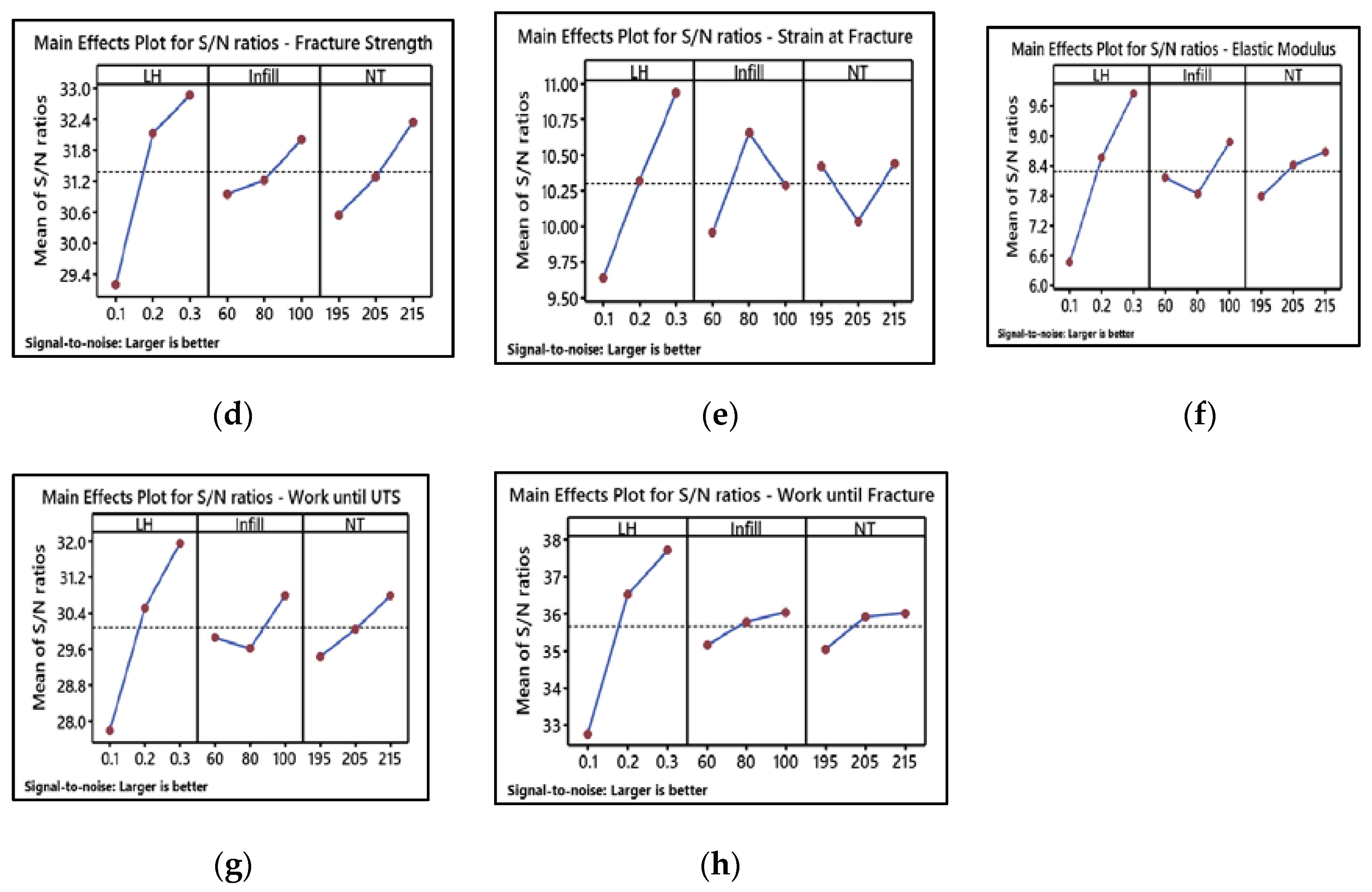
Figure 18.
Main effects plots illustrating S/N ratios for the flexural properties of blended specimens: (a) yield strength, (b) flexural strength, (c) flexural strain, (d) elastic modulus, and (e) work until flexural strength.
Figure 18.
Main effects plots illustrating S/N ratios for the flexural properties of blended specimens: (a) yield strength, (b) flexural strength, (c) flexural strain, (d) elastic modulus, and (e) work until flexural strength.
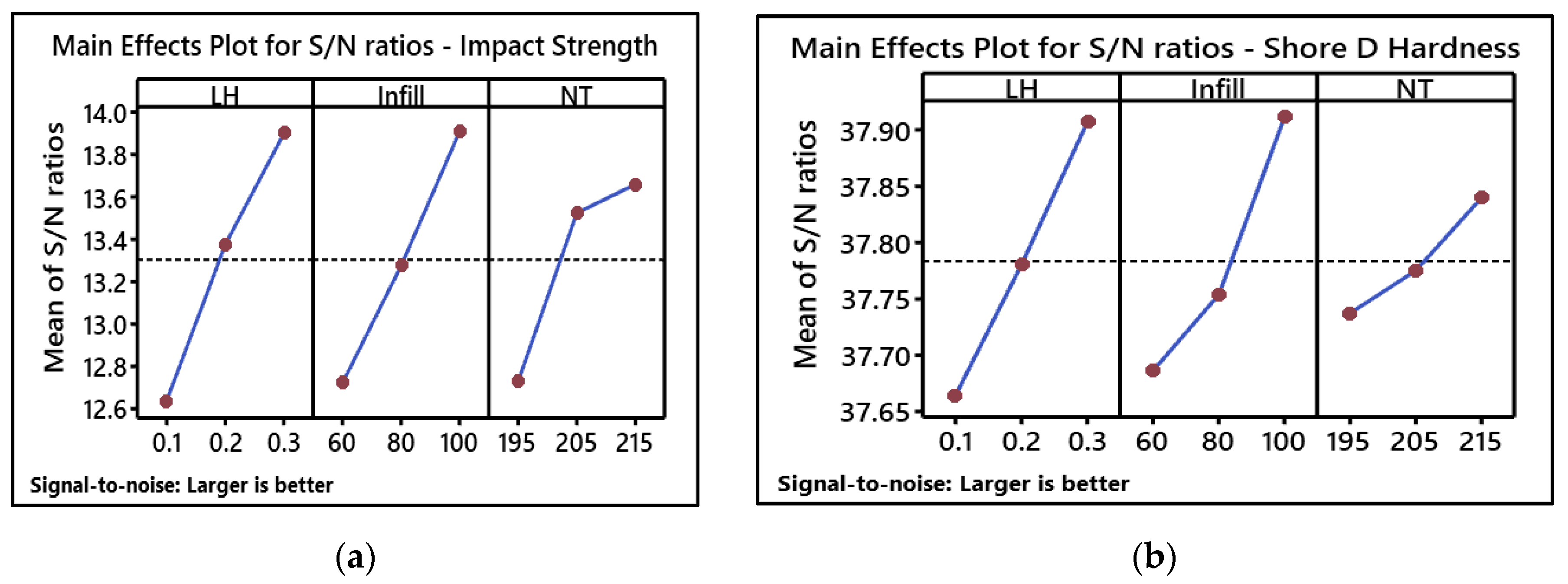
The impact strength is mainly dependent on the properties of the material used to resist shock. Therefore, upon analysing the main effects plots of the S/N ratios (Figure 19a), it was observed that compared to the other printing parameters, infill density exhibited a significant influence on impact strength. A higher S/N ratio was observed with larger layer height, high infill, and high nozzle temperature. Consequently, the optimal printing parameters for achieving the maximum impact strength were determined to be a layer height of 0.3 mm, an infill density of 100%, and a nozzle temperature of 215 °C.
The hardness properties of the blended samples also demonstrated the optimum printing parameters to be 0.3 mm layer height, 100% infill, and nozzle temperature of 215 °C (Figure 19b). Therefore, with an increase in the infill density, there is a corresponding increase in the penetration of layers into each other, leading to an improved interlayer strength [92]. Consequently, the impact and hardness properties improved at a high infill density (100%).
Figure 19.
Main effect plots of S/N ratios for (a) impact strength and (b) hardness of blended specimens.
Figure 19.
Main effect plots of S/N ratios for (a) impact strength and (b) hardness of blended specimens.
The S/N ratio main effects plots of the input process parameter levels for the arithmetic mean roughness (Ra) and root mean square roughness (Rq) are shown in Figure 20a and b, respectively. It can be observed from the main effects plots that the layer height is the most critical and influential parameter in determining the outcome of surface roughness. This is followed by the nozzle temperature and infill in terms of importance. The optimum printing parameters levels for "smaller the better" for achieving lower surface roughness were 0.1 mm layer height, 60% infill and 205 °C nozzle temperature.
Analysis of Variance (ANOVA) Assessment
The main objective of ANOVA is to apply a statistical method to evaluate the impact of individual printing parameters on the material properties. Roy [93] offers a comprehensive explanation of the ANOVA technique. For each quality parameter, the effect of each factor was determined by using a 95% confidence interval. The ANOVA results for tensile strength, flexural strength, impact strength, hardness, and surface roughness are presented in Table 5. A p-value below 0.05 indicates that the variable is considered significant in relation to the response.
In this study, the layer height was found to be the most significant factor influencing the tensile strength, flexural strength, and surface roughness, accounting for approximately 75% of the variation. Conversely, the infill density and nozzle temperature were found to be insignificant because their associated p-values were greater than 0.05. Notably, the infill had a significant influence on the impact strength and Shore D hardness. These findings are consistent with the conclusions reached by Hasan et al. [46], Atakok et al. [39] and Teharia et al. [94]. They also observed the influence of the layer height on the tensile, flexural, and surface roughness properties, as well as the impact of the infill on the impact strength and Shore D hardness.
Table 5.
ANOVA responses of various properties examined in this study.
| Response | Source | DF | Seq SS | Adj SS | Adj MS | F-Value | P-Value | % contribution |
|---|---|---|---|---|---|---|---|---|
| Tensile strength | LH | 2 | 22.75 | 22.75 | 11.37 | 40.87 | 0.024 | 83.24 |
| Infill | 2 | 1.78 | 1.78 | 0.89 | 3.21 | 0.238 | 6.54 | |
| NT | 2 | 2.23 | 2.23 | 1.12 | 4.01 | 0.199 | 8.18 | |
| Residual error | 2 | 0.55 | 0.55 | 0.28 | 2.04 | |||
| Total | 8 | 27.31 | 100.00 | |||||
| Flexural strength | LH | 2 | 15.87 | 15.87 | 7.93 | 66.19 | 0.015 | 79.89 |
| Infill | 2 | 1.12 | 1.12 | 0.56 | 4.68 | 0.176 | 5.65 | |
| NT | 2 | 2.63 | 2.63 | 1.31 | 10.98 | 0.083 | 13.25 | |
| Residual error | 2 | 0.24 | 0.24 | 0.11 | 1.21 | |||
| Total | 8 | 19.87 | 100.00 | |||||
| Impact strength | LH | 2 | 2.13 | 2.13 | 1.07 | 15.89 | 0.059 | 34.28 |
| Infill | 2 | 2.45 | 2.45 | 1.22 | 18.26 | 0.052 | 39.19 | |
| NT | 2 | 1.52 | 1.52 | 0.76 | 11.33 | 0.081 | 24.38 | |
| Residual error | 2 | 0.13 | 0.13 | 0.07 | 2.15 | |||
| Total | 8 | 6.24 | 100.00 | |||||
| Shore D hardness | LH | 2 | 0.09 | 0.09 | 0.04 | 12.7 | 0.073 | 46.29 |
| Infill | 2 | 0.08 | 0.08 | 0.04 | 11.44 | 0.08 | 41.69 | |
| NT | 2 | 0.02 | 0.02 | 0.01 | 2.3 | 0.303 | 8.37 | |
| Residual error | 2 | 0.01 | 0.01 | 0.00 | 3.64 | |||
| Total | 8 | 0.19 | 100.00 | |||||
| Surface roughness | LH | 2 | 41.56 | 41.56 | 20.78 | 97.84 | 0.01 | 68.47 |
| Infill | 2 | 1.26 | 1.26 | 0.63 | 2.97 | 0.252 | 2.08 | |
| NT | 2 | 17.45 | 17.45 | 8.73 | 41.08 | 0.024 | 28.75 | |
| Residual error | 2 | 0.42 | 0.42 | 0.21 | 0.70 | |||
| Total | 8 | 60.70 | 100.00 |
where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature.
3.8. Confirmation Test
Based on the S/N ratio main effect plots and ANOVA, the optimum printing parameters were determined for the mechanical properties and surface roughness. A summary of the optimal printing parameters is presented in Table 6.
After determining the optimum printing parameters from the Taguchi method, the final step in the process involved was the confirmation experiments to validate the optimum printing parameters. Therefore, a confirmation experiment was conducted using the optimal printing parameters listed in Table 6. The confirmation test results for the vPLA:PC-PLA (50:50) blended specimens demonstrated an increase in strength compared with that of recycled PLA. In particular, the tensile strength, flexural strength, and impact strength were 51.81 MPa, 94.44 MPa, and 5.54 kJ/m2, respectively, representing a 12.71%, 5.08%, and 3.17% increase in strength. Additionally, the Shore D hardness increased by 1.59% to 80.78, and the surface roughness decreased by 1.32% to 2.25 μm. These findings illustrate that the specimens fabricated using the optimal printing parameters exhibited superior strength compared to those produced using L9 OA. Therefore, the S/N ratio of the confirmation test was compared with that of the theoretical prediction of the S/N ratio under the optimal conditions obtained using Equation (1). The confirmation test results for the tensile strengths were 1.14 dB higher than the sum of the predicted S/N ratios (Table 7). The other mechanical properties, namely, flexural strength, impact strength and shore D hardness, were 0.76 dB, 0.35 dB and 0.09 dB, respectively, higher than that of the predicted S/N values. This result shows that the confirmation test using the optimal printing parameters produces better outcomes than the predicted conditions.
Finally, the confidence intervals (C.I.s) for both the confirmed and predicted results were calculated using Equations (2-4) to verify the validity of the optimal printing parameters. A considerable overlap was noted between the C.I.s of the confirmation tests and the predicted results for the mechanical properties and surface roughness of the vPLA:PC-PLA (50:50) blended specimens, as shown in Table 7. The results indicated a significant improvement in both quality characteristics, and the optimum printing parameters were acceptable for use in the optimum manufacturing of blended filament 3D printed specimens.
Table 7.
Confirmation test summary based on optimum factors.
| Output Response | Prediction | Confirmation | ||
|---|---|---|---|---|
| S/Npredicted | C.Ipredicted | S/Nconfirmation | C.Iconfirmation | |
| Tensile Strength | 34.67 | ± 2.58 | 35.81 | ± 1.52 |
| Flexural Strength | 39.58 | ± 4.19 | 40.34 | ± 2.51 |
| Impact Strength | 14.62 | ± 0.16 | 14.97 | ± 0.15 |
| Shore D Hardness | 38.14 | ± 0.70 | 38.23 | ± 1.05 |
| Surface Roughness | − 14.94 | ± 1.07 | − 5.90 | ± 1.32 |
4. Comparison between 100% PC-PLA and vPLA:PC-PLA (50:50) Blended Specimens
To assess the tensile properties of 100% PC-PLA, five dog-bone samples were prepared using the optimal printing parameters and subsequently subjected to testing. The resulting tensile strength of the 100% PC-PLA was then compared with that of vPLA:PC-PLA (50:50) blended specimens produced under the same printing conditions. The tensile strength of 100% PC-PLA was 32.86 MPa, which was 35% and 28% lower than those of the vPLA:PC-PLA (50:50) blended specimens and 100% recycled PLA, respectively (Figure 21b). The potential cause of the reduction in the tensile strength of 100% PC-PLA could be the presence of moisture during the extrusion process [95]. In addition, the variance in the feeding of PC-PLA flakes in the extrusion process would have induced porosity, which would have contributed to the reduced strength. Moreover, the molecular weight of 100% PC-PLA may decrease because of the recycling process, which breaks the bonds of the original materials and reduces their tensile strength [44]. In addition, the stress-strain curve of the blended filament-printed specimens exhibited a brittle nature, with a lower strain at fracture than that of the vPLA:PC-PLA (50:50) blended specimens and 100% recycled PLA (Figure 21a). During mechanical recycling, plastics are exposed to high temperatures and shear forces, which increases their crystallinity, ultimately leading to a reduction in the strain at break of 100% PC-PLA [91,96]. However, this result demonstrates the potential of using 100% post-consumer PLA (PC-PLA) as a feedstock material for 3D printing.
5. Conclusions and Future Work
This study explored the processing and characterisation of 3D printed vPLA/PC-PLA blended samples. Sustainable 3D printer feedstock filaments of 1.7 ± 0.05 mm diameter were made using a vPLA:PC-PLA (50:50) blend. Utilising the Taguchi OA, the samples were subjected to a 3D printing process with three distinct parameters: layer height, infill, and nozzle temperature. These parameters were optimised to generate the desired outcome. The physical and mechanical properties of the printed specimens were evaluated and investigated thoroughly. According to the results of this study, the addition of vPLA in PC-PLA to fabricate blended filament significantly enhanced the mechanical properties. Compared to 100% recycled PLA, the tensile strength, flexural strength, impact, and hardness of the blended samples showed an improvement of 18.40%, 8%, 9.15%, and 5%, respectively. Fractography analysis revealed that the blended samples had better layer and inter-layer adhesion, contributing to the increase in mechanical properties. The driving agents for this improvement were increased layer height and nozzle temperature. Experimental run 7 (LH: 0.3 mm, I: 60%, and NT: 215 °C) demonstrated high tensile and flexural properties. This suggests that a large layer height and nozzle temperature can lead to increased strength, even with a low infill percentage. On the other hand, experimental run 9 (LH: 0.3 mm, I: 100%, and NT: 205 °C) showed that a high infill percentage can improve impact and hardness properties. Optimisation of the printing parameters showed that for a large layer height (0.3 mm), high infill (100%), and high nozzle temperature (215 °C), the S/N ratio was high. The ANOVA table reveals that the layer height had the most significant influence on the mechanical properties of the three printing parameters. The experimental results of the 3D printed specimens using optimal printing parameters showed a high tensile strength of 51.81 MPa, which demonstrates the potential of using blended filaments in 3D printing. Future research should concentrate on blending various percentages of vPLA and PC-PLA. Future research could also include value-added product development using blended filaments for industrial applications and testing of upcycled rPLA based products. The estimation of the fatigue life and service life of PC-PLA could also be included in future research that would provide valuable insights into its formulation durability, longevity, and sustainability. Also, it is crucial to consider the sustainability of PC-PLA for various applications. A comprehensive life-cycle assessment (LCA) of PC-PLA could provide valuable information on the environmental impacts of this material. Research in this area can lead to the development of more sustainable and environmentally friendly manufacturing materials.
Author Contributions
Conceptualisation, M.R.H., I.J.D., A.P., M.J. and W.K.B.; methodology, M.R.H., I.J.D., A.P., M.J. and W.K.B.; validation, M.R.H., I.J.D., A.P., M.J. and W.K.B.; formal analysis, M.R.H.; investigation, M.R.H.; data curation M.R.H.; writing—original draft preparation, M.R.H.; writing—review and editing, M.R.H., I.J.D., A.P., M.J. and W.K.B.; supervision, I.J.D., A.P., M.J. and W.K.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The research data will be made available at Curtin Research Data Collection.
Acknowledgments
The authors are grateful for the support from the technical staff of Curtin University, Australia.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mishra, V.; Ror, C.K.; Negi, S.; Kar, S.; Borah, L.N. Development of sustainable 3D printing filaments using recycled/virgin ABS blends: Processing and characterization. Polymer Engineering & Science 2023, 63, 1890–1899. [Google Scholar] [CrossRef]
- Belioka, M.P.; Markozanne, G.; Chrissopoulou, K.; Achilias, D.S. Advanced Plastic Waste Recycling-The Effect of Clay on the Morphological and Thermal Behavior of Recycled PET/PLA Sustainable Blends. Polymers 2023, 15, 3145. [Google Scholar] [CrossRef]
- Bioplastics, E. Bioplastics facts and figures. In Berlin, 2023.
- Pinho, A.C.; Amaro, A.M.; Piedade, A.P. 3D printing goes greener: Study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag 2020, 118, 426–434. [Google Scholar] [CrossRef]
- Björklund, A.; Finnveden, G. Recycling revisited—life cycle comparisons of global warming impact and total energy use of waste management strategies. Resources, Conservation and Recycling 2005, 44, 309–317. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S. Recycling of Thermoplastic Wastes: A Route of Waste to Wealth Via Three-Dimensional Printing. In Encyclopedia of Materials: Plastics and Polymers; 2022; pp. 510–515. [Google Scholar]
- Fernández, P.; Marqués, R.; Beltrán, N.; Puerto, B.; Blanco, D. Using PETG/rPET Blends in Fused Particle Fabrication: Analysis of Feasibility and Mechanical Behaviour. In 10th Manufacturing Engineering Society International Conference (MESIC 2023); 2023; pp. 147–154. [Google Scholar] [CrossRef]
- Cestari, S.P.; Martin, P.J.; Hanna, P.R.; Kearns, M.P.; Mendes, L.C.; Millar, B. Use of virgin/recycled polyethylene blends in rotational moulding. Journal of Polymer Engineering 2021, 41, 509–516. [Google Scholar] [CrossRef]
- Suárez-Eiroa, B.; Fernández, E.; Méndez-Martínez, G.; Soto-Oñate, D. Operational principles of circular economy for sustainable development: Linking theory and practice. Journal of cleaner production 2019, 214, 952–961. [Google Scholar] [CrossRef]
- Hadi, A.J.; Najmuldeen, G.F.; Yusoh, K.B. Dissolution/reprecipitation technique for waste polyolefin recycling using new pure and blend organic solvents. Journal of Polymer Engineering 2013, 33, 471–481. [Google Scholar] [CrossRef]
- Kamalian, P.; Khorasani, S.N.; Abdolmaleki, A.; Karevan, M.; Khalili, S.; Shirani, M.; Neisiany, R.E. Toward the development of polyethylene photocatalytic degradation. Journal of Polymer Engineering 2020, 40, 181–191. [Google Scholar] [CrossRef]
- Sirisinha, K.; Wirasate, S.; Sirisinha, C.; Wattanakrai, N. One-Pot Reactive Melt Recycling of PLA Post-Consumer Waste for the Production of Block Copolymer Nanocomposites of High Strength and Ductility. Polymers 2022, 14, 3642. [Google Scholar] [CrossRef]
- Webb, H.; Arnott, J.; Crawford, R.; Ivanova, E. Plastic Degradation and Its Environmental Implications with Special Reference to Poly(ethylene terephthalate). Polymers 2012, 5, 1–18. [Google Scholar] [CrossRef]
- Torres, N.; Robin, J.; Boutevin, B. Study of thermal and mechanical properties of virgin and recycled poly (ethylene terephthalate) before and after injection molding. European Polymer Journal 2000, 36, 2075–2080. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: challenges and opportunities. Philosophical Transactions of the Royal Society B: Biological Sciences 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. Journal of Manufacturing Science and Engineering 2015, 137. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Composites Part B: Engineering 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Sustainability perspectives—a review of additive and subtractive manufacturing. Sustainable Manufacturing and Service Economics 2023, 2. [Google Scholar] [CrossRef]
- Hidalgo-Carvajal, D.; Munoz, A.H.; Garrido-Gonzalez, J.J.; Carrasco-Gallego, R.; Alcazar Montero, V. Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion. Polymers 2023, 15, 3651. [Google Scholar] [CrossRef] [PubMed]
- Pulok, M.K.H.; Rahman, M.S.; Chakravarty, U.K. Crack Propagation and Fracture Toughness of Additively Manufactured Polymers. In Proceedings of the ASME 2021 International Mechanical Engineering Congress and Exposition. Volume 4: Advances in Aerospace Technology, Virtual, Online, 1–5 November 2021; ASME, 2021. [Google Scholar] [CrossRef]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Additive manufacturing of recycled plastics: a ‘techno-eco-efficiency’ assessment. The International Journal of Advanced Manufacturing Technology 2023, 126, 1471–1496. [Google Scholar] [CrossRef]
- Al-Mazrouei, N.; Al-Marzouqi, A.H.; Ahmed, W. Characterization and Sustainability Potential of Recycling 3D-Printed Nylon Composite Wastes. Sustainability 2022, 14, 10458. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.R.; Khosravi, F.; Saedi Ardahaei, A.S.; Dai, Y.; Neisiany, R.E.; Foroughi, F.; Wu, M.; Das, O.; Ramakrishna, S. The Life Cycle Assessment for Polylactic Acid (PLA) to Make It a Low-Carbon Material. Polymers 2021, 13, 1854. [Google Scholar] [CrossRef]
- Balla, E.; Daniilidis, V.; Karlioti, G.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Vlachopoulos, A.; Koumentakou, I.; Bikiaris, D.N. Poly(lactic Acid): A Versatile Biobased Polymer for the Future with Multifunctional Properties-From Monomer Synthesis, Polymerization Techniques and Molecular Weight Increase to PLA Applications. Polymers 2021, 13, 1822. [Google Scholar] [CrossRef]
- Bioplastics, E. Bioplastics Market Development Update 2023; European Bioplastics e.V.: Berlin, Germany, 2023. [Google Scholar]
- Taib, N.-A.A.B.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bakri, M.K.B.; Julaihi, M.R.M.B.; Khan, A. A review on poly lactic acid (PLA) as a biodegradable polymer. Polymer Bulletin 2022, 80, 1179–1213. [Google Scholar] [CrossRef]
- Yao, B.; Zhu, Y.; Xu, Z.; Wu, Y.; Yang, L.; Liu, J.; Shang, J.; Fan, J.; Ouyang, L.; Fan, H.J.S. Taguchi design and optimization of the PLA/PCL composite filament with plasticizer and compatibilizer additives for optimal 3D printing. Polymer Engineering & Science 2023, 63, 3743–3761. [Google Scholar] [CrossRef]
- Alexandre, A.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Printing and Additive Manufacturing 2020, 7, 237–247. [Google Scholar] [CrossRef]
- Hasan, M.R.; Davies, I.J.; Pramanik, A.; John, M.; Biswas, W.K. Potential of Recycled PLA in 3D Printing: A Review. Sustainable Manufacturing and Service Economics 2024, 3, 100020. [Google Scholar] [CrossRef]
- Beltran, F.R.; Lorenzo, V.; Acosta, J.; de la Orden, M.U.; Martinez Urreaga, J. Effect of simulated mechanical recycling processes on the structure and properties of poly(lactic acid). J Environ Manage 2018, 216, 25–31. [Google Scholar] [CrossRef]
- Żenkiewicz, M.; Richert, J.; Rytlewski, P.; Moraczewski, K.; Stepczyńska, M.; Karasiewicz, T. Characterisation of multi-extruded poly(lactic acid). Polymer Testing 2009, 28, 412–418. [Google Scholar] [CrossRef]
- Pillin, I.; Montrelay, N.; Bourmaud, A.; Grohens, Y. Effect of thermo-mechanical cycles on the physico-chemical properties of poly(lactic acid). Polymer Degradation and Stability 2008, 93, 321–328. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. Journal of Cleaner Production 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Babagowda; Kadadevara Math, R.S.; Goutham, R.; Srinivas Prasad, K.R. Study of Effects on Mechanical Properties of PLA Filament which is blended with Recycled PLA Materials. In Proceedings of the International Conference on Advances in Materials and Manufacturing Applications (IConAMMA-2017), IOP Conference Series: Materials Science and Engineering. Bengaluru, India, 17–19 August 2018; IOP Publishing, 2018. [Google Scholar] [CrossRef]
- Tanney, D.; Meisel, N.A.; Moore, J.D. Investigating material degradation through the recycling of PLA in additively manufactured parts. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, 2017 Annual International Solid Freeform Fabrication Symposium. Austin, United States, 7–9 August 2017; David L. Bourell, Richard H. Crawford, et al., Eds.; University of Texas at Austin. [Google Scholar]
- Bergaliyeva, S.; Sales, D.L.; Delgado, F.J.; Bolegenova, S.; Molina, S.I. Manufacture and Characterization of Polylactic Acid Filaments Recycled from Real Waste for 3D Printing. Polymers 2023, 15, 2165. [Google Scholar] [CrossRef] [PubMed]
- Kam, M.; İpekci, A.; Şengül, Ö. Taguchi Optimization of Fused Deposition Modeling Process Parameters on Mechanical Characteristics of PLA+ Filament Material. Scientia Iranica 2021, 29, 79–89. [Google Scholar] [CrossRef]
- Kam, M.; İpekçi, A.; Şengül, Ö. Investigation of the effect of FDM process parameters on mechanical properties of 3D printed PA12 samples using Taguchi method. Journal of Thermoplastic Composite Materials 2021, 36, 307–325. [Google Scholar] [CrossRef]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. Journal of Materials Research and Technology 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Chen, W.H.; Uribe, M.C.; Kwon, E.E.; Lin, K.Y.A.; Park, Y.K.; Ding, L.; Saw, L.H. A comprehensive review of thermoelectric generation optimization by statistical approach: Taguchi method, analysis of variance (ANOVA), and response surface methodology (RSM). Renewable & Sustainable Energy Reviews 2022, 169, 112917. [Google Scholar] [CrossRef]
- Nikam, M.; Pawar, P.; Patil, A.; Patil, A.; Mokal, K.; Jadhav, S. Sustainable fabrication of 3D printing filament from recycled PET plastic. Materials Today: Proceedings 2023. [Google Scholar] [CrossRef]
- Chu, J.S.; Koay, S.C.; Chan, M.Y.; Choo, H.L.; Ong, T.K. Recycled plastic filament made from post-consumer expanded polystyrene and polypropylene for fused filamant fabrication. Polymer Engineering & Science 2022, 62, 3786–3795. [Google Scholar] [CrossRef]
- Mishra, V.; Ror, C.H.K.; Negi, S.; Kar, S.; Borah, L.N. 3D printing with recycled ABS resin: Effect of blending and printing temperature. Materials Chemistry and Physics 2023, 309, 128317. [Google Scholar] [CrossRef]
- Di, L.; Yang, Y. Towards closed-loop material flow in additive manufacturing: Recyclability analysis of thermoplastic waste. Journal of Cleaner Production 2022, 362, 132427. [Google Scholar] [CrossRef]
- Naganaboyina, H.P.S.; Nagaraju, P.; Sonaye, S.Y.; Bokam, V.K.; Sikder, P. In-house processing of carbon fiber-reinforced polyetheretherketone (CFR-PEEK) 3D printable filaments and fused filament fabrication-3D printing of CFR-PEEK parts. The International Journal of Advanced Manufacturing Technology 2023, 128, 5011–5024. [Google Scholar] [CrossRef]
- Hasan, M.R.; Davies, I.J.; Pramanik, A.; John, M.; Biswas, W.K. Impact of process parameters on improving the performance of 3D printed recycled polylactic acid (rPLA) components. The International Journal of Advanced Manufacturing Technology 2024. [Google Scholar] [CrossRef]
- ASTM-D638-22; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, United States, 2022.
- ASTM-D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, United States, 2017.
- ASTM-D6110-18; Standard Test Method for Determining the Charpy Impact Resistance of Notched Specimens of Plastics. ASTM International: West Conshohocken, PA, United States, 2018.
- ASTM-D2240-15; Standard Test Method for Rubber Property-Durometer Hardness. ASTM International: West Conshohocken, PA, United States, 2021.
- ASTM-D7127-17; Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using a Portable Stylus Instrument. ASTM International: West Conshohocken, PA, United States, 2017.
- Dehnad, K. Quality control, robust design, and the Taguchi method; Springer: New York, NY, USA, 2012. [Google Scholar]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Fused Deposition Modeling (FDM) Using Oil Palm Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Salam, H.; Dong, Y.; Davies, I.J.; Pramanik, A. Optimization of material formulation and processing parameters in relation to mechanical properties of bioepoxy/clay nanocomposites using Taguchi design of experiments. Journal of Applied Polymer Science 2018, 135. [Google Scholar] [CrossRef]
- Greenwald, A.G.; Gonzalez, R.; Harris, R.J.; Guthrie, D. Effect sizes and p values: what should be reported and what should be replicated? Psychophysiology 1996, 33, 175–183. [Google Scholar] [CrossRef]
- Son, J.; Kim, I.; Kim, H.; Kim, I.; Kang, B.; Kim, H. A study on the prediction of bead geometry in the robotic welding system. Journal of Mechanical Science and Technology 2007, 21, 1726–1731. [Google Scholar] [CrossRef]
- Muhammad, N.; Manurung, Y.H.P.; Jaafar, R.; Abas, S.K.; Tham, G.; Haruman, E. Model development for quality features of resistance spot welding using multi-objective Taguchi method and response surface methodology. Journal of Intelligent Manufacturing 2012, 24, 1175–1183. [Google Scholar] [CrossRef]
- Belavendram, N. Quality by Design, Taguchi Techniques for Industrial Experimentation; Prentice Hall, 1995. [Google Scholar]
- Roy, R.K. A Primer on the Taguchi Method, Second Edition; Society of Manufacturing Engineers, 2010. [Google Scholar]
- Maier, R.; Bucaciuc, S.G.; Mandoc, A.C. Reducing Surface Roughness of 3D Printed Short-Carbon Fiber Reinforced Composites. Materials 2022, 15, 7398. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Ramesh, M.R.; Doddamani, M. Recycling potential of MWCNTs/HDPE nanocomposite filament: 3D printing and mechanical characterization. Journal of Material Cycles and Waste Management 2023, 25, 1168–1178. [Google Scholar] [CrossRef]
- Dorigato, A. Recycling of polymer blends. Advanced Industrial and Engineering Polymer Research 2021, 4, 53–69. [Google Scholar] [CrossRef]
- Kim, G.; Barocio, E.; Tsutsui, W.; Wang, P.; Dubikovsky, S.; Pipes, R.B.; Sterkenburg, R. Enhancing surface characteristics of additively manufactured fiber reinforced thermoplastic mold using thermoset coating with ceramic particles. Surface and Coatings Technology 2021, 422, 127536. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Batish, A. On investigations of thermal conductivity, circumferential compressive strength, and surface characterization of 3D-printed hybrid blended magnetostrictive PLA composite. Journal of Thermoplastic Composite Materials 2020, 35, 631–650. [Google Scholar] [CrossRef]
- Hsueh, M.H.; Lai, C.J.; Liu, K.Y.; Chung, C.F.; Wang, S.H.; Pan, C.Y.; Huang, W.C.; Hsieh, C.H.; Zeng, Y.S. Effects of Printing Temperature and Filling Percentage on the Mechanical Behavior of Fused Deposition Molding Technology Components for 3D Printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef]
- Mani, M.; Karthikeyan, A.G.; Kalaiselvan, K.; Muthusamy, P.; Muruganandhan, P. Optimization of FDM 3-D printer process parameters for surface roughness and mechanical properties using PLA material. Materials Today: Proceedings 2022, 66, 1926–1931. [Google Scholar] [CrossRef]
- Maguluri, N.; Suresh, G.; Guntur, S.R. Effect of printing parameters on the hardness of 3D printed poly-lactic acid parts using DOE approach. In International Conference on Materials Science and Engineering (ICMSE 2022); IOP Conference Series: Materials Science and Engineering; Virtual, Online, IOP Publishing, 2022. [Google Scholar] [CrossRef]
- Abbas, Z.A.; Aleabi, S.H. Studying some of mechanical properties (tensile, impact, hardness) and thermal conductivity of polymer blend reinforce by magnesium oxide. In Xiamen-Custipen Workshop on the Equation of State of Dense Neutron-Rich Matter in the Era of Gravitational Wave Astronomy; 2019. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: influence of printing parameters. The International Journal of Advanced Manufacturing Technology 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Farashi, S.; Vafaee, F. Effect of printing parameters on the tensile strength of FDM 3D samples: a meta-analysis focusing on layer thickness and sample orientation. Progress in Additive Manufacturing 2022, 7, 565–582. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Raissi, K.; Deligant, M.; Shirinbayan, M.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Toward the understanding of temperature effect on bonding strength, dimensions and geometry of 3D-printed parts. Journal of Materials Science 2020, 55, 14677–14689. [Google Scholar] [CrossRef]
- Sanusi, H.; Mohamad Ridzwan, I.; Mohd Sapuan, S.; Noorfaizal, Y.; Syamir Alihan Showkat, A.; Mohd Sabri, H.; Maliki, I.; Asmawi, S. Tensile Properties of 3D Printed Recycled PLA Filament: A Detailed Study on Filament Fabrication Parameters. Journal of Advanced Research in Applied Mechanics 2023, 110, 63–72. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Composites Science and Technology 2023, 241, 110125. [Google Scholar] [CrossRef]
- Algarni, M. The Influence of Raster Angle and Moisture Content on the Mechanical Properties of PLA Parts Produced by Fused Deposition Modeling. Polymers 2021, 13, 237. [Google Scholar] [CrossRef]
- Hamid, R.A.; Hamezah, F.H.; Abd Razak, J. Influence of Humidity on the Tensile Strength of 3D Printed PLA Filament. In Intelligent Manufacturing and Mechatronics; Ali Mokhtar, M.N., Jamaludin, Z., et al., Eds.; Springer: Singapore, 2022. [Google Scholar] [CrossRef]
- Aniskevich, A.; Bulderberga, O.; Stankevics, L. Moisture Sorption and Degradation of Polymer Filaments Used in 3D Printing. Polymers 2023, 15, 2600. [Google Scholar] [CrossRef]
- Ror, C.K.; Negi, S.; Mishra, V. Development and characterization of sustainable 3D printing filaments using post-consumer recycled PET: processing and characterization. Journal of Polymer Research 2023, 30, 350. [Google Scholar] [CrossRef]
- Sharma, P.; Dhanopia, A.K.; Joshi, D. An experimental study on carbon fiber thickness and layer thickness of depositing material in fused deposition modeling. Materials Today: Proceedings 2021, 44, 4479–4484. [Google Scholar] [CrossRef]
- Nugroho, A.; Ardiansyah, R.; Rusita, L.A.; Larasati, I.L. Effect of layer thickness on flexural properties of PLA (PolyLactid Acid) by 3D printing. In Proceedings of the 6th International Seminar of Aerospace Science and Technology; IOP Conference Series: Journal of Physics: Conference Series. IOP Publishing, 2018. [Google Scholar] [CrossRef]
- Nofar, M.; Sacligil, D.; Carreau, P.J.; Kamal, M.R.; Heuzey, M.C. Poly (lactic acid) blends: Processing, properties and applications. Int J Biol Macromol 2019, 125, 307–360. [Google Scholar] [CrossRef]
- Tsuji, H. Poly(lactic acid) stereocomplexes: A decade of progress. Adv Drug Deliv Rev 2016, 107, 97–135. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.C.; Chueh, J.Y.; Tseng, H.; Huang, H.M.; Lee, S.Y. Preparation and characterization of biodegradable PLA polymeric blends. Biomaterials 2003, 24, 1167–1173. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Impact strength of 3D printed PLA using open source FFF-based 3D printer. Progress in Additive Manufacturing 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Yu, W.; Sun, L.; Li, M.; Li, M.; Lei, W.; Wei, C. FDM 3D Printing and Properties of PBS/PLA Blends. Polymers 2023, 15, 4305. [Google Scholar] [CrossRef] [PubMed]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polymer Testing 2019, 78. [Google Scholar] [CrossRef]
- Gunasekaran, K.N.; Aravinth, V.; Muthu Kumaran, C.B.; Madhankumar, K.; Pradeep Kumar, S. Investigation of mechanical properties of PLA printed materials under varying infill density. Materials Today: Proceedings 2021, 45, 1849–1856. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Tensile and flexural response of 3D printed solid and porous CCFRPC structures and fracture interface study using image processing technique. Journal of Materials Research and Technology 2021, 14, 731–742. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Composites Science and Technology 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Kanabenja, W.; Passarapark, K.; Subchokpool, T.; Nawaaukkaratharnant, N.; Román, A.J.; Osswald, T.A.; Aumnate, C.; Potiyaraj, P. 3D printing filaments from plasticized Polyhydroxybutyrate/Polylactic acid blends reinforced with hydroxyapatite. Additive Manufacturing 2022, 59, 103130. [Google Scholar] [CrossRef]
- Gabriel, D.S.; Tiana, A.N. Mechanical Properties Improvement of Recycled Polypropylene with Material Value Conservation Schemes Using Virgin Plastic Blends. Materials Science Forum 2020, 1015, 76–81. [Google Scholar] [CrossRef]
- Maguluri, N.; Suresh, G.; Rao, K.V. Assessing the effect of FDM processing parameters on mechanical properties of PLA parts using Taguchi method. Journal of Thermoplastic Composite Materials 2023, 36, 1472–1488. [Google Scholar] [CrossRef]
- Roy, R.K. Design of Experiments Using the Taguchi Approach: 16 Steps to Product and Process Improvement; John Wiley & Sons, 2001. [Google Scholar]
- Teharia, R.; Singari, R.M.; Kumar, H. Optimization of process variables for additive manufactured PLA based tensile specimen using taguchi design and artificial neural network (ANN) technique. Materials Today: Proceedings 2022, 56, 3426–3432. [Google Scholar] [CrossRef]
- Little, H.A.; Tanikella, N.G.; Reich, M.J.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled poly(lactic acid)–based 3D printed sustainable biocomposites: a comparative study with injection molding. Materials Today Sustainability 2020, 7–8. [Google Scholar] [CrossRef]
Figure 1.
Flow chart of the research methodology.
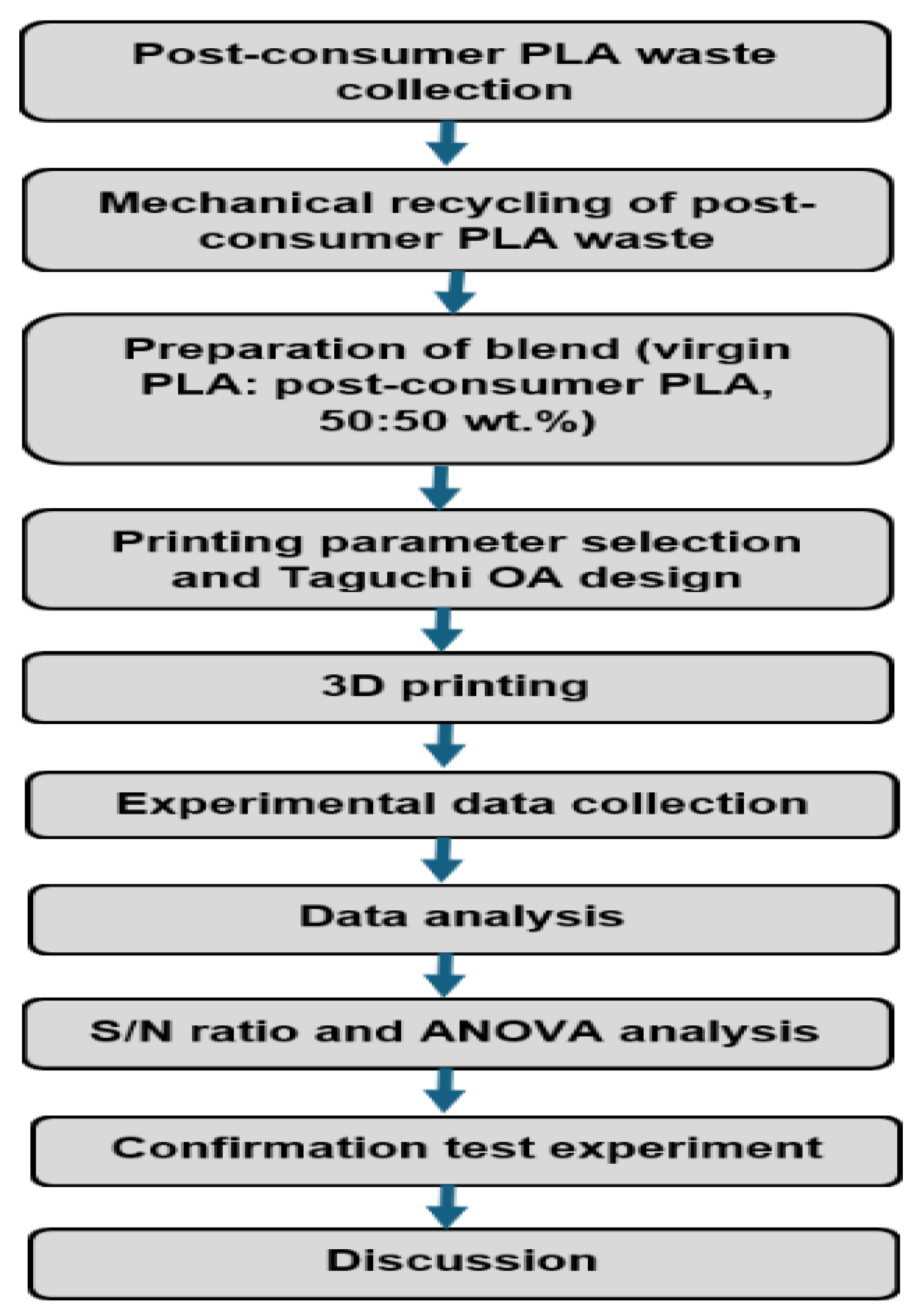
Figure 2.
Processing of household post-consumer PLA waste.

Figure 3.
Flowchart of post-consumer PLA filament production.
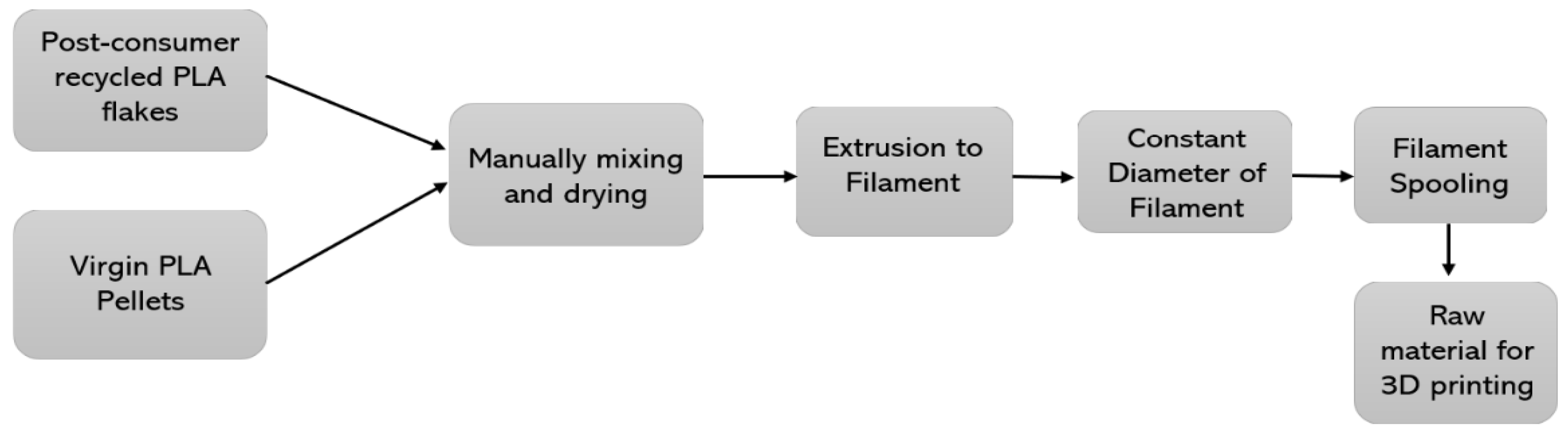
Figure 5.
Schematic of (a) tensile and (b) flexural test specimens [46].
Figure 5.
Schematic of (a) tensile and (b) flexural test specimens [46].

Figure 6.
Schematic of (a) impact and (b) hardness test specimens [46].
Figure 6.
Schematic of (a) impact and (b) hardness test specimens [46].
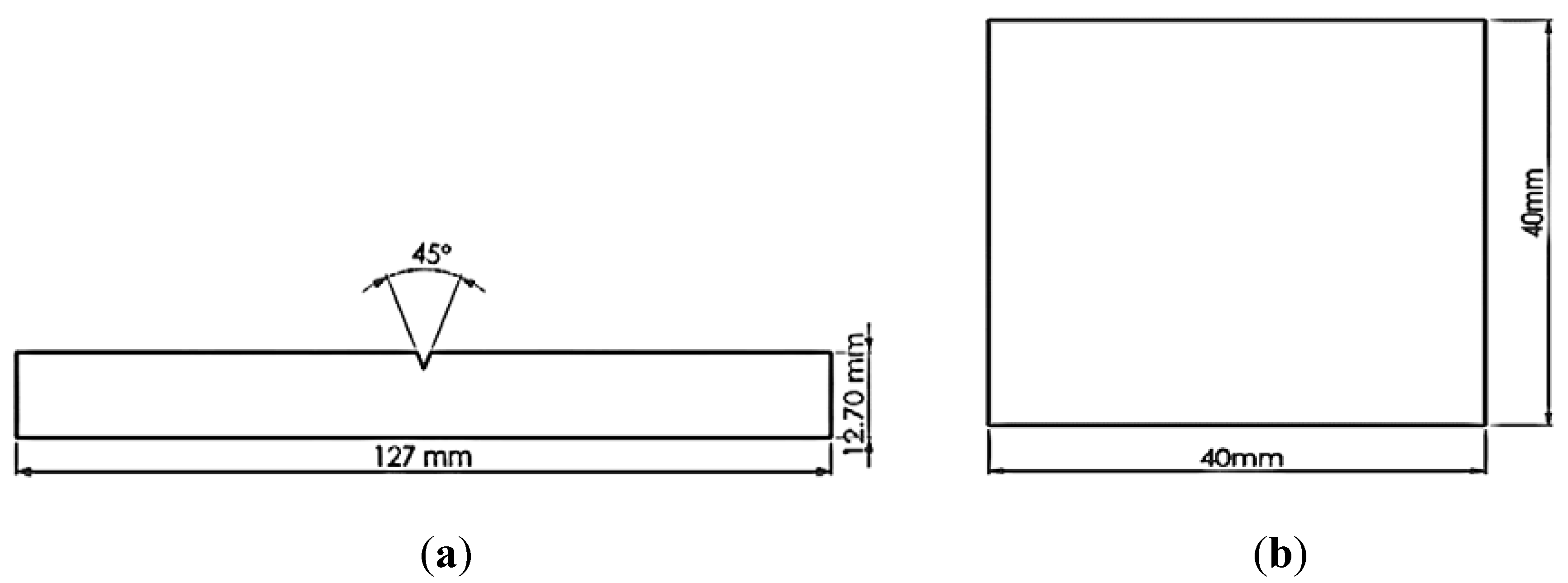
Figure 7.
Surface roughness measurement on the selected five-point of the top surface of tensile specimens [46].
Figure 7.
Surface roughness measurement on the selected five-point of the top surface of tensile specimens [46].

Figure 8.
(a) Surface roughness of vPLA:PC-PLA (50:50) blended filament specimens and (b) comparison of surface roughness of vPLA, rPLA, and vPLA:PC-PLA (50:50) blended specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 8.
(a) Surface roughness of vPLA:PC-PLA (50:50) blended filament specimens and (b) comparison of surface roughness of vPLA, rPLA, and vPLA:PC-PLA (50:50) blended specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
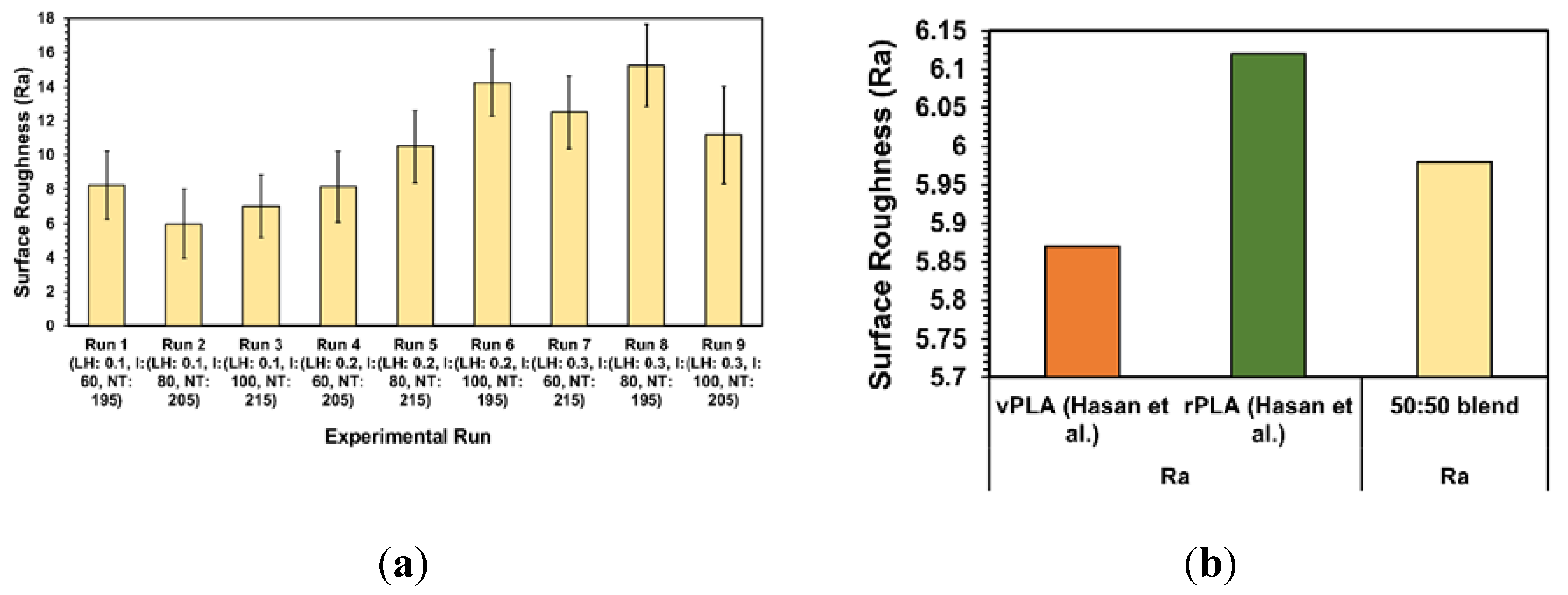
Figure 10.
Tensile stress vs. tensile strain curves for vPLA:PC-PLA (50:50) blended filament printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 10.
Tensile stress vs. tensile strain curves for vPLA:PC-PLA (50:50) blended filament printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
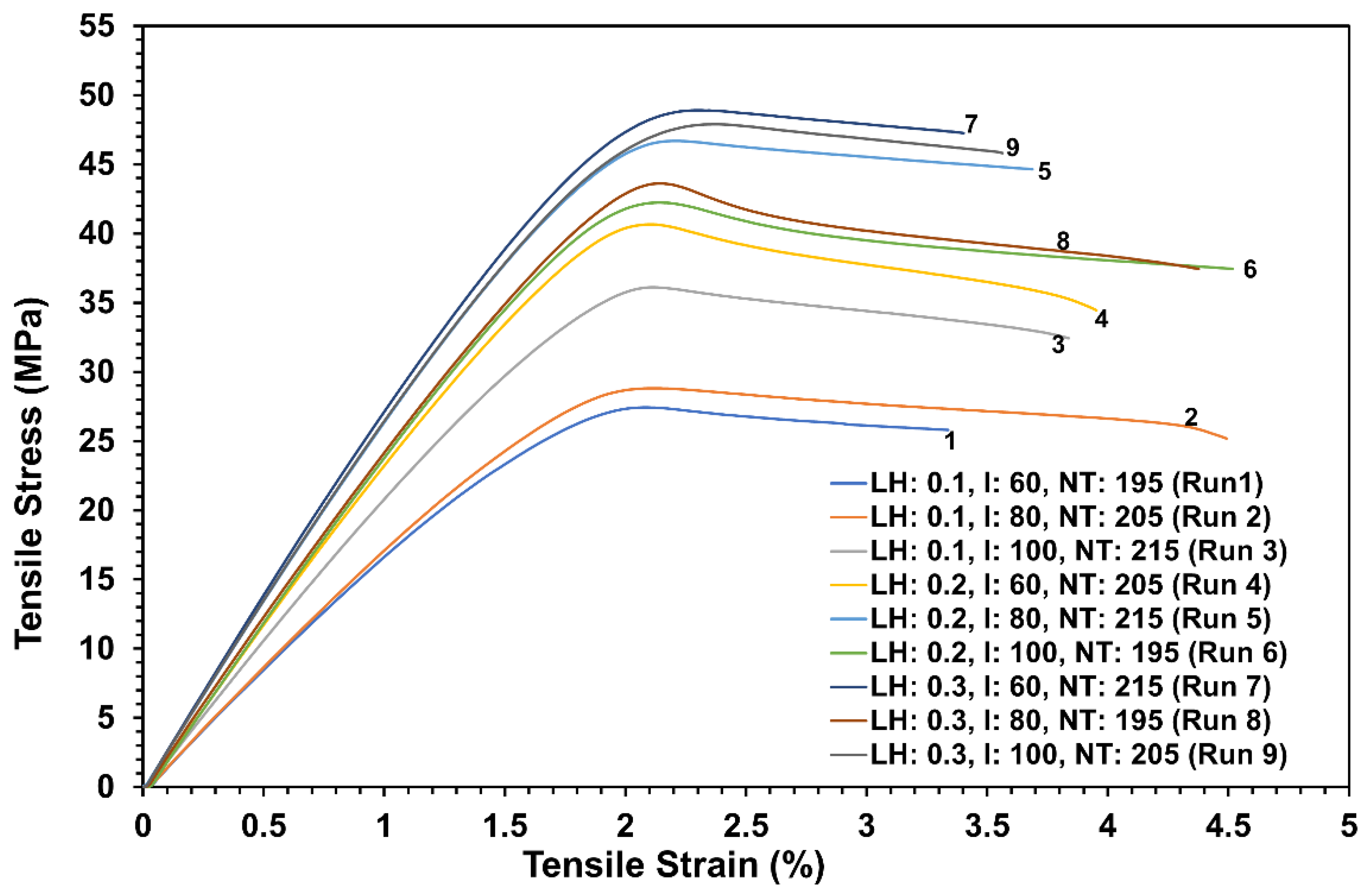
Figure 11.
Comparison of UTS for vPLA, rPLA, and vPLA:PC-PLA (50:50) blended filament 3D printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 11.
Comparison of UTS for vPLA, rPLA, and vPLA:PC-PLA (50:50) blended filament 3D printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
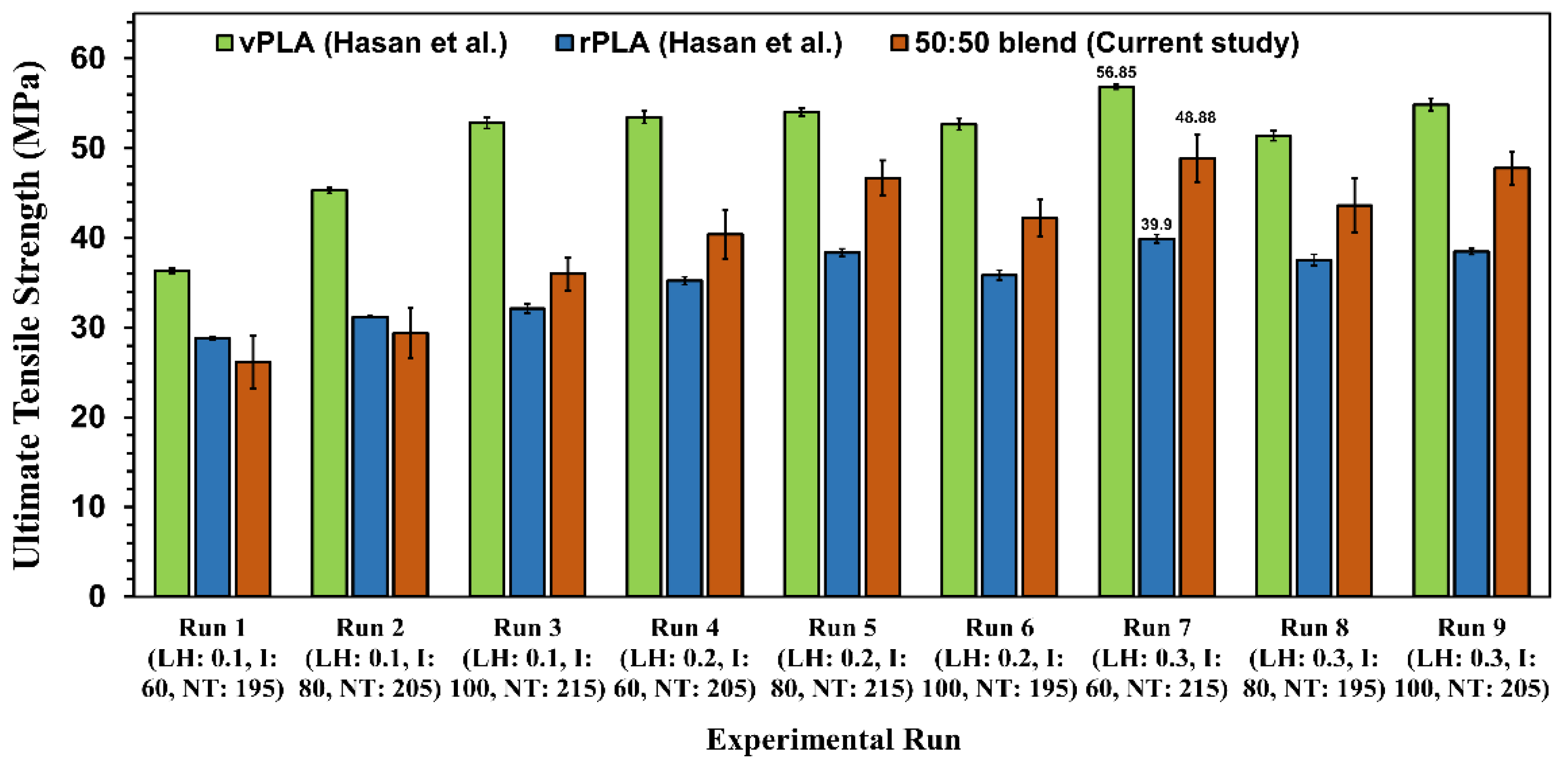
Figure 12.
Flexural stress–strain curves for vPLA: PC-PLA (50:50) blended filament-printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 12.
Flexural stress–strain curves for vPLA: PC-PLA (50:50) blended filament-printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
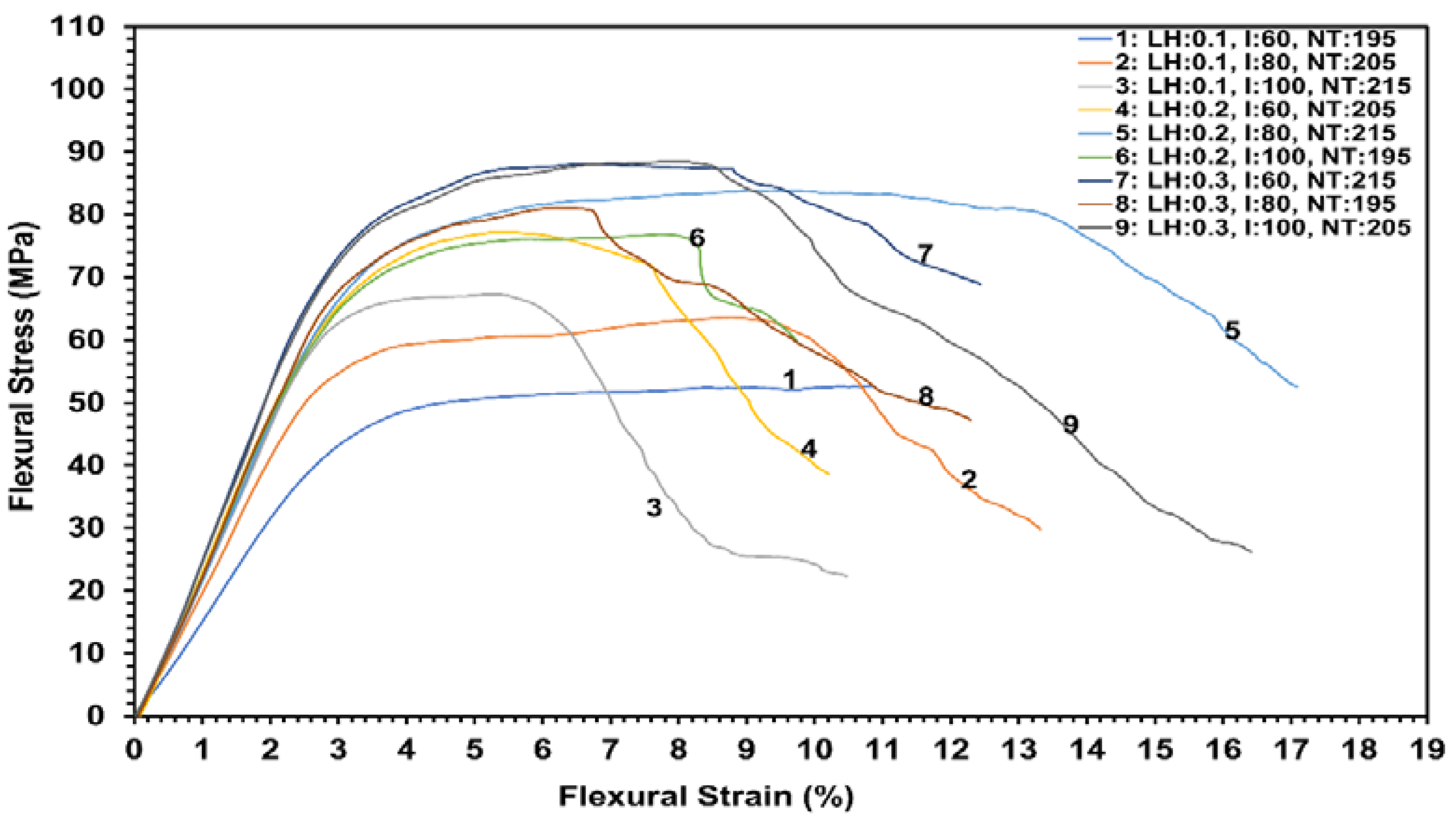
Figure 13.
Comparison of flexural strength for vPLA, rPLA, and vPLA:PC-PLA (50:50) blended filament specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 13.
Comparison of flexural strength for vPLA, rPLA, and vPLA:PC-PLA (50:50) blended filament specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
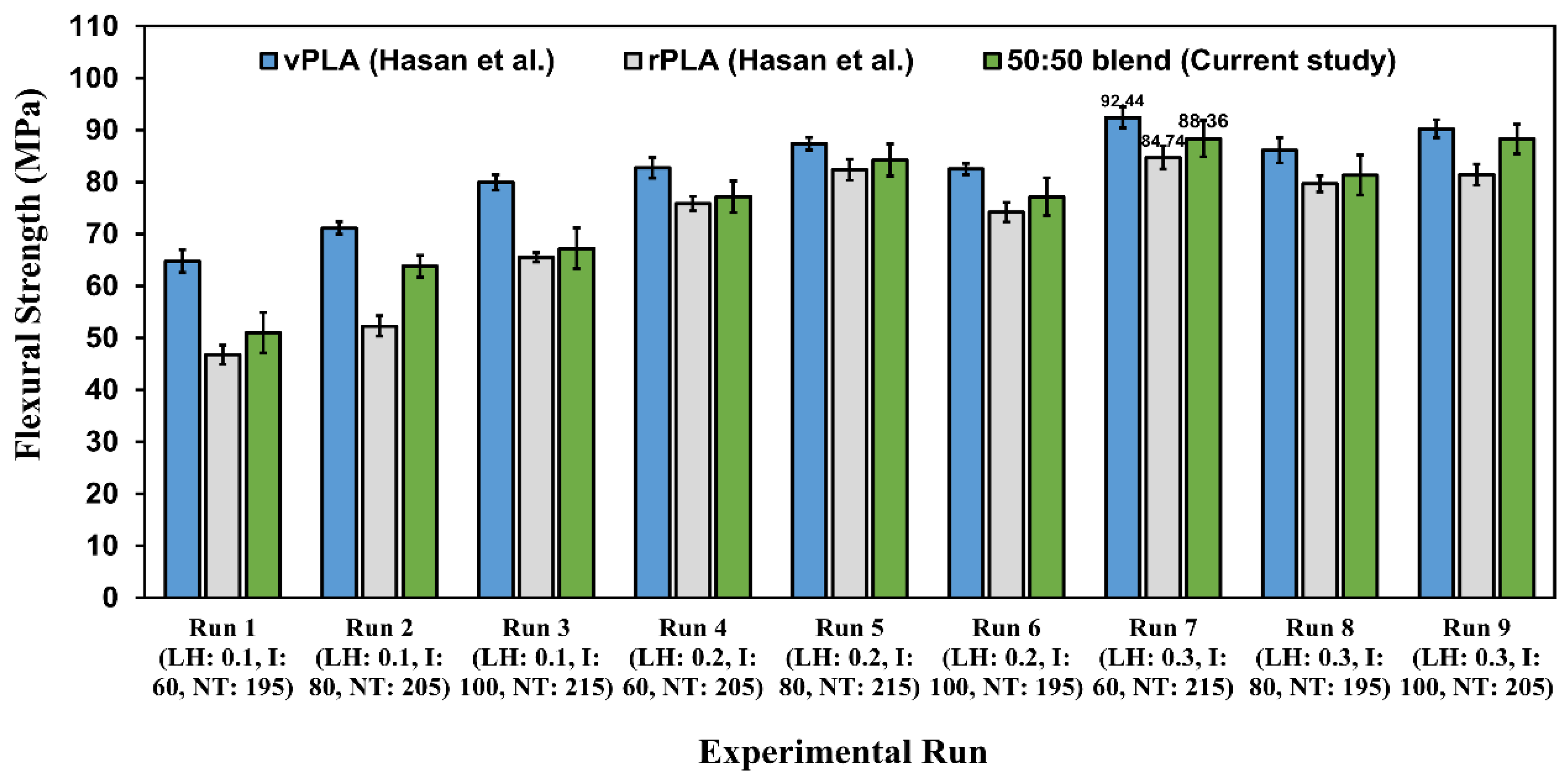
Figure 14.
Charpy impact strength of vPLA:PC-PLA (50:50) blended 3D printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 14.
Charpy impact strength of vPLA:PC-PLA (50:50) blended 3D printed specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
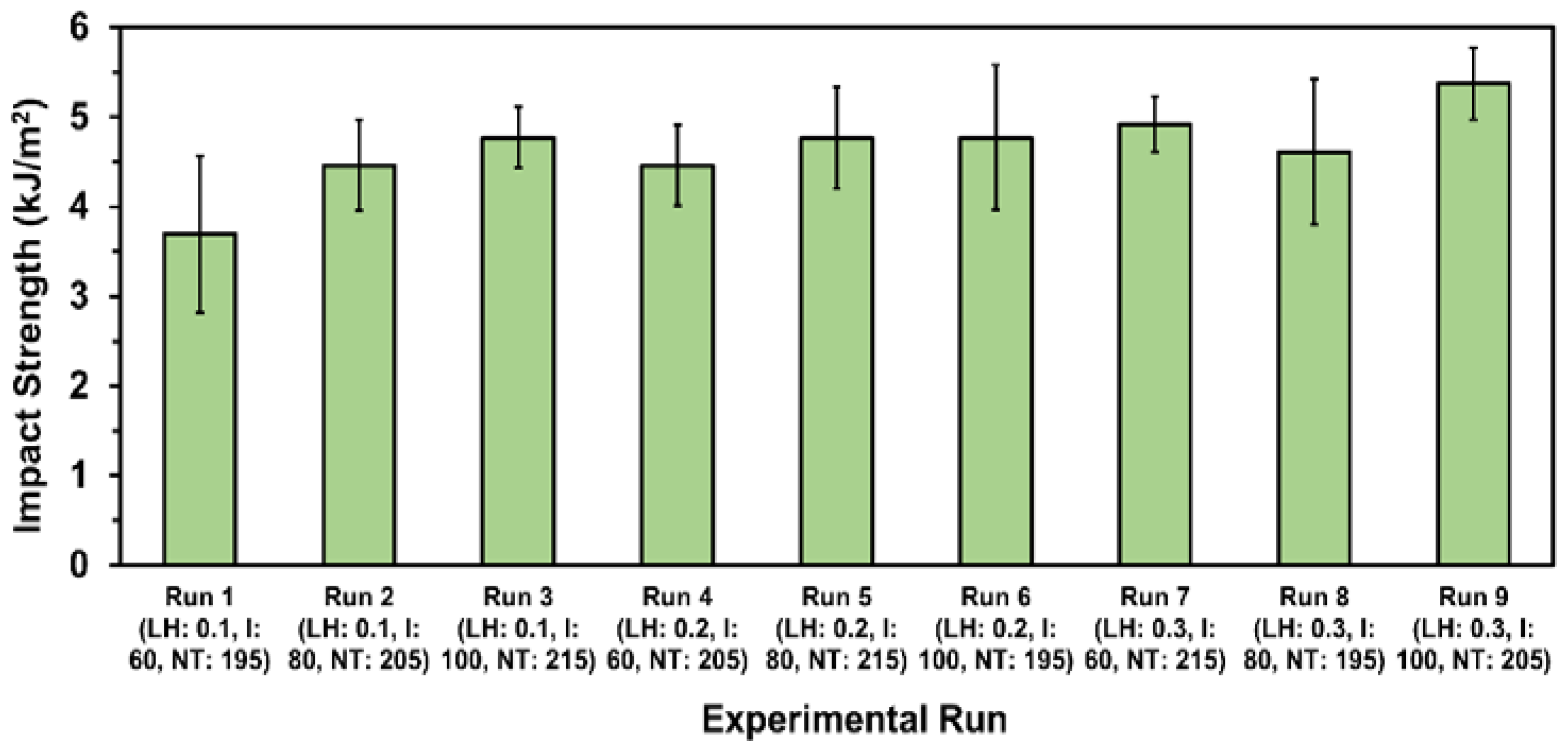
Figure 15.
Comparison of the impact strengths of vPLA, rPLA, and vPLA:PC-PLA (50:50) blended filament specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
Figure 15.
Comparison of the impact strengths of vPLA, rPLA, and vPLA:PC-PLA (50:50) blended filament specimens (where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature).
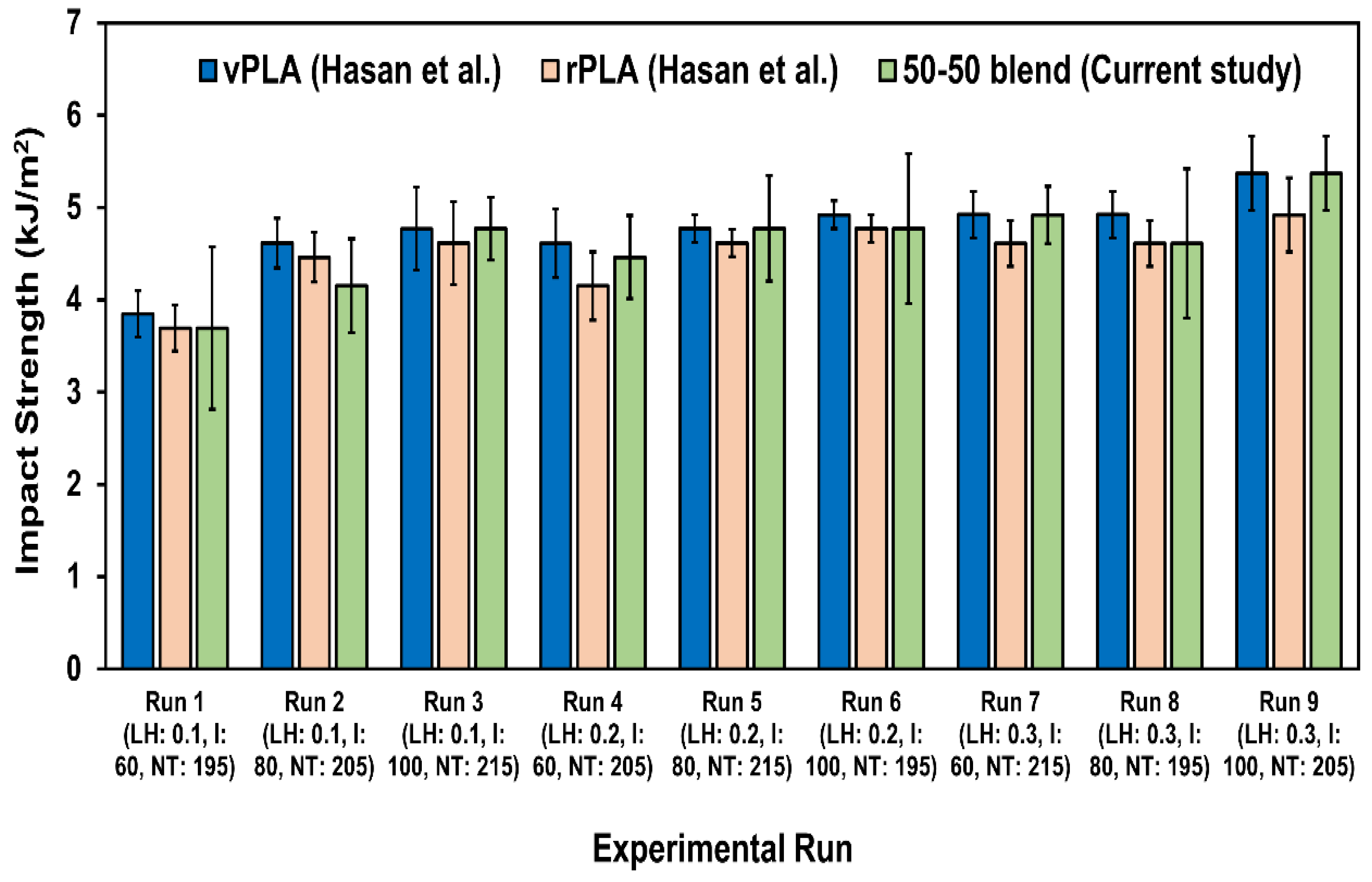
Figure 20.
Main effects plot of S/N ratios for surface roughness of blended specimen (a) Ra, (b) Rq.
Figure 20.
Main effects plot of S/N ratios for surface roughness of blended specimen (a) Ra, (b) Rq.
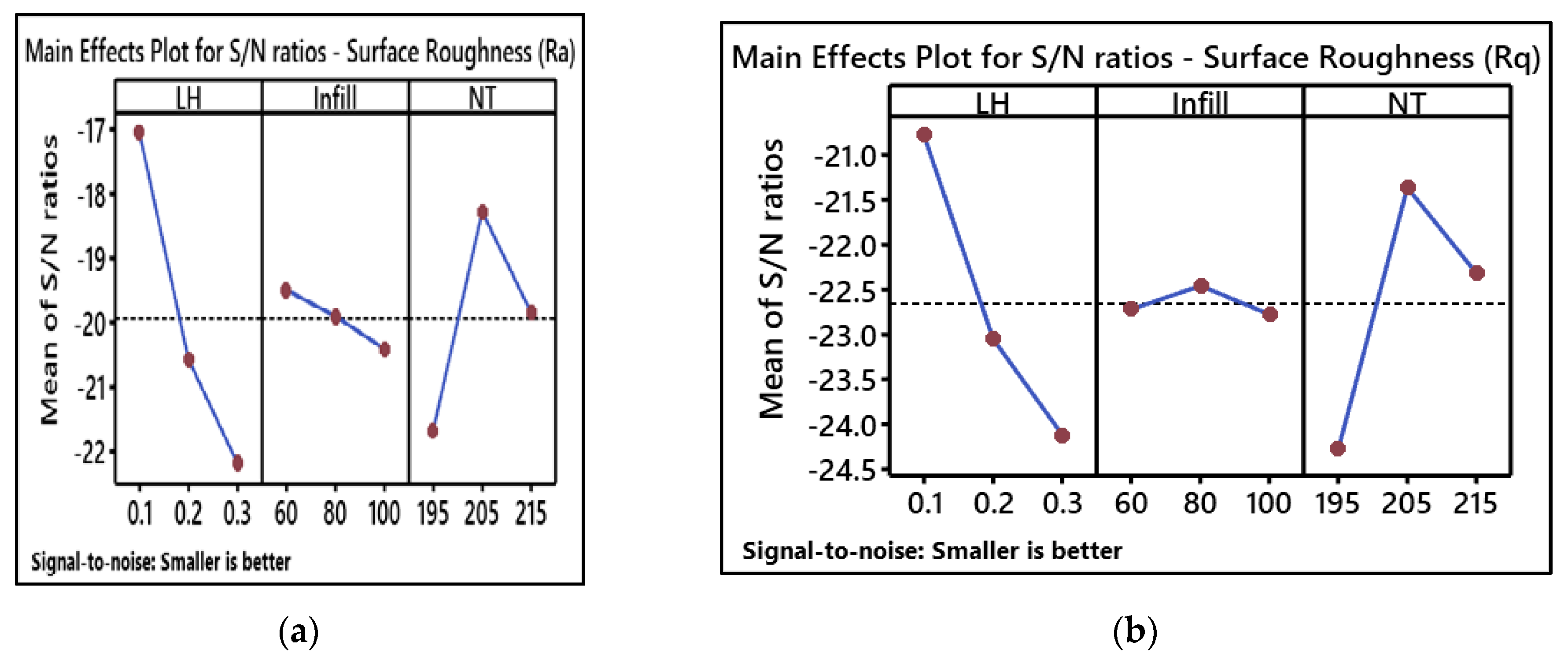
Figure 21.
(a) Stress-strain diagram of 100% PC-PLA 3D printed tensile sample, and (b) comparison of UTS for vPLA, rPLA, vPLA:PC-PLA (50:50) blended specimens, and 100% PC-PLA tensile samples.
Figure 21.
(a) Stress-strain diagram of 100% PC-PLA 3D printed tensile sample, and (b) comparison of UTS for vPLA, rPLA, vPLA:PC-PLA (50:50) blended specimens, and 100% PC-PLA tensile samples.
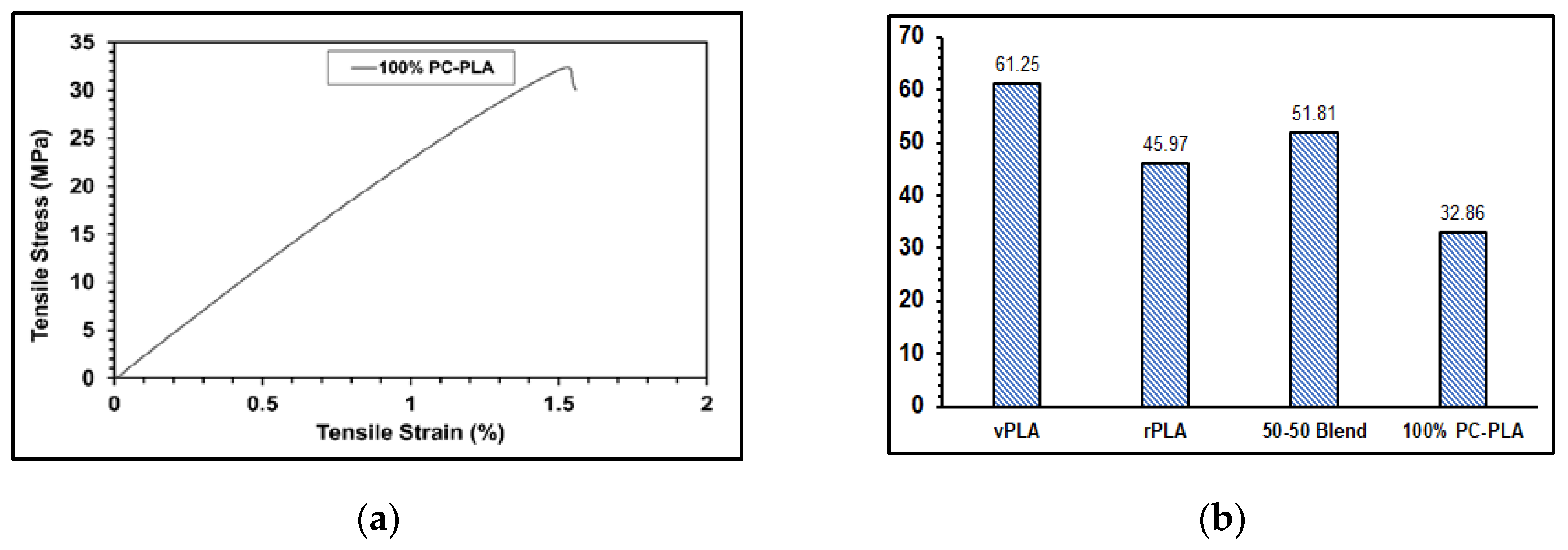
Table 3.
Tensile properties of the vPLA:PC-PLA (50:50) blended filament-printed specimens.
| Experimental Run | Yield Strength (MPa) | Ultimate tensile Strength (UTS) (MPa) |
Strain at UTS (%) |
Fracture Strength (MPa) | Strain at Fracture (%) | Elastic Modulus (GPa) | Work until UTS (kJ/m2) |
Work until Fracture (kJ/m2) |
|---|---|---|---|---|---|---|---|---|
| Run 1 (LH: 0.1, I: 60, NT: 195) | 25.35 ± 1.98 | 26.15 ± 2.95 | 2.09 ± 2.31 | 25.25 ± 1.56 | 2.90 ± 1.86 | 1.98 ± 1.15 | 21.97 ± 1.58 | 35.81 ± 1.51 |
| Run 2 (LH: 0.1, I: 80, NT: 205) | 28.72 ± 2.25 | 29.40 ± 2.85 | 2.13 ± 2.10 | 27.51 ± 1.85 | 3.15 ± 2.85 | 2.02 ± 1.17 | 23.36 ± 1.02 | 46.61 ± 1.92 |
| Run 3 (LH: 0.1, I: 100, NT: 215) | 28.12 ± 2.10 | 36.01 ± 1.85 | 2.14 ± 2.25 | 34.33 ± 1.93 | 3.05 ± 2.53 | 2.33 ± 1.02 | 28.62 ± 1.09 | 49.06 ± 1.52 |
| Run 4 (LH: 0.2, I: 60, NT: 205) | 31.24 ± 2.05 | 40.41 ± 1.12 | 2.12 ± 1.25 | 37.66 ± 1.83 | 3.03 ± 2.14 | 2.65 ± 1.05 | 32.25 ± 1.19 | 67.50 ± 1.38 |
| Run 5 (LH: 0.2, I: 80, NT: 215) | 41.85 ± 1.95 | 46.67 ± 1.98 | 2.20 ± 1.45 | 44.95 ± 1.84 | 3.41 ± 1.97 | 2.85 ± 1.14 | 39.74 ± 1.14 | 75.52 ± 1.52 |
| Run 6 (LH: 0.2, I: 100, NT: 195) | 32.37 ± 1.91 | 42.22 ± 2.25 | 2.17 ± 1.58 | 38.83 ± 1.79 | 3.42 ± 2.05 | 2.70 ± 1.54 | 34.18 ± 1.27 | 66.98 ± 1.24 |
| Run 7 (LH: 0.3, I: 60, NT: 215) | 43.64 ± 1.68 | 48.88 ± 1.56 | 2.37 ± 1.87 | 46.05 ± 1.89 | 3.35 ± 2.61 | 3.20 ± 1.32 | 42.31 ± 1.34 | 77.66 ± 1.34 |
| Run 8 (LH: 0.3, I: 80, NT: 195) | 34.01 ± 1.81 | 43.62 ± 2.10 | 2.14 ± 2.37 | 38.92 ± 1.87 | 3.69 ± 2.13 | 2.75 ± 1.29 | 34.524± 1.51 | 75.36 ± 1.05 |
| Run 9 (LH: 0.3, I: 100, NT: 205) | 43.47 ± 1.88 | 47.78 ± 2.54 | 2.28 ± 2.21 | 47.35 ± 1.94 | 3.54 ± 2.10 | 3.40 ± 1.18 | 42.51 ± 1.24 | 77.74 ± 1.19 |
* Where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature.
Table 4.
Flexural test results of the vPLA: PC-PLA (50:50) blended filament-printed specimens.
| Experimental Run | Yield Stress (MPa) |
Flexural Stress (MPa) |
Flexural Strain (%) |
Elastic Modulus (GPa) |
Work until Maximum Flexural Stress (kJ/m2) |
|---|---|---|---|---|---|
| Run 1 (LH: 0.1, I: 60, NT: 195) | 43.76 ± 3.21 | 51.01 ± 1.86 | 6.69 ± 1.89 | 1.97 ± 1.26 | 19.09 ± 2.83 |
| Run 2 (LH: 0.1, I: 80, NT: 205) | 54.04 ± 2.56 | 63.81 ± 2.10 | 7.69 ± 2.67 | 2.15 ± 2.57 | 25.86 ± 2.01 |
| Run 3 (LH: 0.1, I: 100, NT: 215) | 59.32 ± 2.21 | 67.23 ± 2.92 | 6.71 ± 2.15 | 2.29 ± 2.93 | 28.78 ± 2.12 |
| Run 4 (LH: 0.2, I: 60, NT: 205) | 63.80 ± 2.21 | 77.20 ± 2.04 | 6.25 ± 2.65 | 2.52 ± 2.34 | 33.49 ± 2.05 |
| Run 5 (LH: 0.2, I: 80, NT: 215) | 71.13 ± 2.14 | 84.23 ± 2.09 | 8.40 ± 2.39 | 2.65 ± 2.01 | 42.34 ± 2.45 |
| Run 6 (LH: 0.2, I: 100, NT: 195) | 69.19 ± 2.76 | 77.18 ± 1.67 | 7.64 ± 2.95 | 2.44 ± 1.85 | 36.30 ± 1.54 |
| Run 7 (LH: 0.3, I: 60, NT: 215) | 77.34 ± 2.89 | 88.36 ± 1.47 | 7.07 ± 2.28 | 2.89 ± 2.01 | 37.92 ± 2.31 |
| Run 8 (LH: 0.3, I: 80, NT: 195) | 70.87 ± 3.90 | 81.37 ± 1.85 | 6.92 ± 1.12 | 2.50 ± 1.45 | 37.19 ± 1.41 |
| Run 9 (LH: 0.3, I: 100, NT: 205) | 78.11 ± 2.29 | 88.29 ± 2.17 | 7.82 ± 2.56 | 2.67 ± 2.20 | 45.19 ± 2.07 |
* Where LH is the layer height, I is the infill percentage, and NT is the nozzle temperature.
Table 6.
Summary of optimum printing parameters for vPLA:PC-PLA (50:50) blended specimens.
| Factors | Tensile Strength | Flexural Strength | Impact Strength | Shore D hardness | Surface Roughness | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Level | Description | Level | Description | Level | Description | Level | Description | Level | Description | |
| Layer Height (mm) | 3 | 0.3 | 3 | 0.3 | 3 | 0.3 | 3 | 0.3 | 1 | 0.1 |
| Infill (%) | 3 | 100 | 3 | 100 | 3 | 100 | 3 | 100 | 1 | 60 |
| Nozzle Temperature (°C) | 3 | 215 | 3 | 215 | 2 | 205 | 3 | 215 | 2 | 205 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



