
Submitted:
24 February 2024
Posted:
26 February 2024
You are already at the latest version
Abstract
Present research focus on the effect of different processing routes on physical and mechanical properties of nano Ti(CN) based cermet’s with metallic binders. Tungsten carbide (WC) is added as secondary carbide and Ni-Co are added as metallic binders in nano Ti(CN) based cermet processed via Conventional and Spark Plasma Sintering (SPS). Systematic comparison of composition and sintering conditions for different cermet’s’ systems is done to design the novel composition and sintering conditions. Nano TiCN powder was prepared by 30hr of ball milling. Highest density of >98.5% percent was achieved for SPS processed cermet’s sintered at 1200°C and 1250°C for 3 min. at 60 MPa pressure in comparison to conventionally sintered cermet’s at 1400°C for 1hr with two stage compaction process, uniaxially at 150 MPa and isostatically at 300 MPa pressure respectively. Comparison of XRD analysis of milled powders of different time intervals was done to understand the characteristics of the as received and milled powders. Peak broadening was observed after 5 hr. of ball milling, and it increased till 30hr. Also, peak broadening and refined carbide size was observed in XRD and SEM micrograph of SPS processed cermet. TEM analysis of milled powder showed internal structure having regular periodic arrangement of planes. SEM (BSE) images of all cermets primarily showed three major microstructural phases of core-rim-binder with black, grey and white contrast respectively. In the present sintering conditions high hardness of ~16 GPa and fracture toughness of ~9 MPa m1/2 was obtained for SPS processed cermets sintered at higher temperature.
Keywords:
Cermet System
; Spark Plasma Sintering
; Metal-Ceramic bond
; Ball Milling
; Ceramics
1. Introduction
Titanium carbonitrides based cermet’s are considered as candidate materials for machining purposes in the tool industry, because they possess high mechanical properties and high wear performance [1,2].
An attempt has been made to process densified “micro” and “nano” Ti(CN) base cermet with secondary carbides and metallic binders additions [3,4]. Generally, with ceramics, nickel (Ni) and cobalt (Co) are used as binders as they have high wettability with ceramic phase though the fundamental binder with the maximum wettability in the ceramic phase is Ni. During sintering at high temperature, liquid Ni-Co spread over the surface of hard phase, resulting in strong metal ceramic bond. In Ti(CN) cermet, WC is added as secondary carbide – it gets readily wetted by both molten nickel and cobalt during sintering and improve sinterability [4,5,6]. Ahn and Kang et al. [7,8] in their research reported that during sintering core-rim-binder morphology arises. Conventional processing, a cost-effective technique, is always preferred for processing as it is suitable for bulk production and different size and shape component can easily be fabricated [9]. Higher compaction load leads to increase in densification by eliminating large pores [10]. Design of an apparatus used for processing is provided by Yoo et al. [11,12]. It includes a chamber, a punch and die assembly for supporting a particle material, plungers for applying shear and/or axial pressures, and a power supply for applying a current. In today’s time Spark Plasma Sintering (SPS) technique is becoming popular as it fabricate densified product in short processing time and at lower sintering temperature [13,14,15]. Alvarez et al. [13] processed densified Ti(C,N) cermets with metallic binders having submicron particle size via SPS at 100 MPa uniaxial pressure for 2 min at 1400°C sintering temperature. Ping et al. [14] processed nano Ti(CN)-Mo/Ni cermet via SPS at 1050°C to 1450°C for 3min. at 30MPa pressure. Porosity is found to be negligible at 1200°C. Perfect external appearance of the sintered samples under 1350°C was observed and cracks were visible above 1430°C. Zheng et al. [15] processed nano Ti(CN) cermet having WC, Ni, Mo, VC and graphite addition via SPS. Nanoparticles size and plasma pressure for compaction also effects the properties of processed materials. In case of processing of bulk tungsten samples it is observed that under identical processing conditions (pressure applied, temperature and processing time) there is presence of porosity randomly distributed through the microstructure and density of 92 pct to 96 pct is achieved. For the tungsten sample that was obtained by consolidating powders of initial size 275 nm the porosity was evident through an agglomeration of both the macroscopic and fine microscopic pores [16,17]. Literature survey recommends that processing field of nano Ti(CN) based cermets is still to be explored. There are some challenges also in nano materials development. Selection of economical route of synthesis, to have non-agglomerated nanocrystalline ceramic powders is the primary concern. Nanoparticles compaction to obtain dense compact with avoidance of cracks and inhibition of grain growth to achieve full densification is also a major issue. In regard to nano composite, mechanical properties yet to show improvement upto expectation, that’s why they are not yet penetrated commercial market in a big way. Spark Plasma Sintering (SPS) is a fast densification route which prevents excessive grain growth encountered by Nanocrystalline powders during sintering. Suppression of particle/grain coarsening while augmenting densification is essential. Lowering of sintering time and temperature is the solution in which SPS proves to be suitable. Utilizing nano-scale tungsten carbide (WC) and graphene nanosheets (GNSs) as additives, cermets were created via spark plasma sintering (SPS) [38]. Hardness and fracture toughness were found greatly increased by 44.58% and 92.73%, respectively, when compared to the specimen without GNSs. By promoting the migration of hard phases in the liquid phase and preventing their solubility and grain development, a specific concentration of GNSs can significantly boost the fracture toughness of ceramic materials. The characteristics of cermets appeared improved and the creation of a (Ti,W) (C,N) rim phase is encouraged by the addition of nano-WC. Ti(C,N) and WC progressively dissolve into the liquid phase Co during the liquid phase sintering stage, and they precipitated as (Ti,W) (C,N) solid solution to produce a rim phase. It was concluded by the authors that cermets mechanical characteristics can be enhanced, and elements diffusion and densification encouraged by the creation of this rim phase and sample densification can also be accelerated, with enhancement in mechanical characteristics using SPS and adding nano-WC. Development of different core-rim morphologies in processed cermets were observed by reinforcing the produced ceramics with cubic β-cobalt (β-Co) as the binder phase [39]. Powders of (Ti, W, Mo, Ta) and (C, N) were added simultaneously to generate two different core-rim morphologies in an effort to improve the microstructure. Here, high-energy ball milling produced β-cobalt powders with face-centered cubic structures through a solid-phase reaction. The (Ti, W, Mo, Ta) (C, N) powders were made using a carbothermic reduction-nitridation process and a solid-phase chemical reaction. To create Ti(C, N)-based ceramics with two types of core-rim structures—black core/white rim and white core/gray rim, the cobalt and (Ti, W,Mo,Ta)(C,N) powders were mixed, pressed and were conventionally sintered resulting in improved toughness and performance. TiN and nano-TiB2 additions to titanium carbonitride (TiCN-WC-Cr3C2-Co)-based ceramics subjected to spark plasma sintering (SPS) processing have been found to have specific effects [40]. TiN and nano-TiB2 additions together affected the mechanical properties, in 0 to 15 weight percent. When TiN was added, the fracture toughness value increased more than when nano-TiB2 was added. On the other hand, the cermets generated with the inclusion of nano-TiB2 had higher hardness values. The outcomes indicated that the new ceramics function and are extremely tough. Also, sintered Ti(C,N)-primarily based cermets had been suggested to have advanced oxidation resistance, which may be further stepped forward via the addition of alloyed Cr [41]. Four united cermets comprised by Ti(C,N) as the earthenware stage and four high entropy combinations as the folio stage were synthesized by Obra et al.[42]. Mechanical alloying was used to create the four HEAs—CoCrCuFeNi, CoCrFeNiV, CoCrFeMnNi, and CoFeMnNiV—which resulted in the formation of a single (face centred cubic) fcc phase. Cold welding caused the materials to become highly agglomerated, however the particles are made up of misoriented nanocrystalline domains that are roughly 10–50 nm in size. Porosity persisted in majority of the cermets even though a high temperature of 1575°C was needed to achieve the maximum cermet densification through pressureless sintering. Distinct compositional shifts were noted in the ceramic and binder phases during liquid phase sintering with a core-rim microstructure in processed cermets. It is accounted that cermet is a sophisticated class of material that combines the benefits of both the metal and ceramic phases [43]. It is composed of a hard ceramic phase and a metallic binding phase. This class of materials' outstanding qualities are especially helpful in tribological, machining, and high temperature applications. Powder metallurgy (PM), reaction synthesis (RS), thermal spray (TS), cold spray (CS), and laser-based additive manufacturing techniques are the most widely used processing methods for cermet systems. Cermet’s are a type of materials that minimize the drawbacks of both the ceramic and the metals while combining the benefits of both the ceramic phase and the metallic binder. Modern technologies have partially addressed the inherent challenges of producing components with both metal and ceramic phases. Research on nano Ti(CN) based cermet’s is still in progress and yet to make more advances in regard to their processing and mechanical properties in regard to microstructural development. The present work deals with processing of nano Ti(CN) based cermet via conventional and SPS route followed with study of their physical and mechanical properties. The composition, processing routes and sintering parameters are defined on the basis of literature review on the work done by other researchers in the field of nano cermet systems. Table 1, Table 2 and Table 3 presents the summary of compositions, sintering routes and conditions with physical and mechanical properties.

Table 1.
Composition and sintering conditions summary of investigated cermets’ systems.
| Powder Info | Composition Info | Milling Parameters | Sintering | Paper Info (Year) |
Ref | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| TiCxN1-x, µm |
X | WC, µm |
Velo (RPM) |
Time (h) |
Tech Used |
Pressure (MPa) | Sintering Temp |
Holding Time (min) |
|||
| >0.1 | 0.7 | 0.85 | TiCN-43,WC-6.9,Ni-32, Mo-16,VC-0.6,C-1.5 | 200 | 24h | SPS | 20 | 1350 | 3 | 2004 | [15] |
| 3-4 | 0.5 | 1-4 | TiCN-65,WC-15,Ni-20 | 250 | 20 | VS | 150 | 1510 | 60 | 2004 | [19] |
| 1 | 0.7 | 0.8 | TiCN–WC–Mo2C–(Co,Ni) | * | 80 | VS | 100 | 1360 | 60 | 2008 | [20] |
| 0.1 | 0.5 | 1.14 | TiCN-(47.5-57.5),WC-20,Co-15,Mo-(5-15), C-2.5 | * | 24h | VS | 170 | 1430 | 60 | 2006 | [21] |
| <1 | 0.7 | <1 | TiCN-59,WC-15,Co+Ni-17,Mo2C-9 | 304 | 50h | VMS | 300 | 1400 | 5 | 2009 | [22] |
| 0.8-3 | 0.5 | 5.9 | TiCN-50,WC-21.22,Ni-20,{Mo+Ta(Nb)}-8.47 | * | 24h | VS | 125 | 1510 | 60 | 2012 | [23] |
| 0.7-0.95 | 0.5 | 0.4 | TiCN-55,WC-25,Ni-20 | * | 24h | VS | 100 | 1510 | 60 | 2001 | [24] |
| 0.13 | 0.7 | 0.45 | TiCN-53.5,WC-15,Co+Ni-14.5,TaC-7,Mo2C-10 | * | 45h | VS | * | 1450 | 60 | 2008 | [25] |
| 0.5-0.8 | 0.5 | 200 nm |
TiCN-51.87,WC-16,Ni-11,Co-9,Mo2C-12,VC-0.13 | 30 | 72h | VS | 120 | 1450 | 90 | 2010 | [26] |
| 0.3 | 0.7 | 0.2 | TiCN-55,WC-25,Ni-20 | * | 24h | VS | 100 | 1510 | 60 | 2003 | [27] |
| 0.13 | 0.7 | 0.45 | TiCN-X, Ni+Co-14.5,Mo2C-10, (WC-15/TaC-10) | 68 | 48h | VS | * | * | 2006 | [28] | |
| 1 | 0.7 | 0.2 | TiCN-51.4,WC-15,Co+Ni-15,Mo2C-10,TaC-8,Ce/Co-0.6 | * | 72h | VS | 100 | 1465 | 60 | 2012 | [29] |
| * | 0.5 | * | TiCN-85,Co-15 | 400 | 30min | SPS | 80 | 1300 | 1 | 2012 | [30] |
| * | 0.5 | * | TiCN-80.75,Al2O3-14.25,Mo-2.5,Ni-2.5 | * | * | SPS | 50 | 1450 | 2 | 2003 | [31] |
| 0.7 | 0.8 | 3.52 | TiCN-65,WC-15,Ni-7.5,Co-7.5,Mo-4,C-1 | 150 | 24h | VS | 180 | 1430 | 60 | 2006 | [32] |
| 1* | 0.7 | 0.72 | TiCN-43,WC-6.9,Ni-32,Mo-16,Cr3C2-0.6,C-1.5 | 150 | 12h | VS | 300 | 1450 | 60 | 2004 | [33] |
| TiC-3.87, TiN-0.04 |
0.5 | 3.25 | TiCN-X,WC-15, Co+Ni-24, Mo-8/15, | * | 24h | VS | 170 | 1450 | 60 | 2004 | [34] |
| 0.5 | 0.7 | 0.45 | TiCN-53.5,WC+TaC-22,Ni+Co-14.5,Mo2C-10 | 68 | 48h | VS | * | * | 2005 | [35] | |
| TiC-1.5, TiN-2.9 |
0.5 | * | TiCN-70,Ni-20,Mo2C-10 | * | 24h | VS | 100 | 1550 | 120 | 2008 | [36] |
| 0.21 | 0.7 | * | TiCN-76,Ni-12,Mo2C-12 | * | 36h | SPS | 30 | 1250 | 3 | 2003 | [37] |
Table 2.
Summary of physical and mechanical properties of investigated cermets’ systems.
| Composition | Properties of sintered cermets | Ref. | |||||
|---|---|---|---|---|---|---|---|
| % Density |
Relative Density (gm/cm3) |
Grain Size (µm) |
Hardness (Gpa) |
Fracture Toughness (Mpa.m1/2) |
Trans R.S MPa |
||
| TiCN-43,WC-6.9,Ni-32,Mo-16,VC-0.6,C-1.5 | * | 6.48 | >100nm | 14.2 | * | 879.5 | [15] |
| TiCN-65,WC-15,Ni-20 | 98.8 | 6.16 | 30-100nm | 12.2 | 12 | * | [19] |
| TiCN–WC–Mo2C–(Co,Ni) | * | * | * | * | * | * | [20] |
| TiCN-57.5,WC-20,Co-15,Mo-5, C-2.5 | * | * | 1.17 | 15.98 | 13.2 | 870 | [21] |
| TiCN-52.5,WC-20,Co-15,Mo-10,C-2.5 | * | * | 1.15 | 17.39 | 11.9 | 990 | [21] |
| TiCN-47.5,WC-20,Co-15,Mo-15,C-2.5 | * | * | 0.79 | 17.87 | 11 | 1030 | [21] |
| TiCN-59,WC-15,Co+Ni-17,Mo2C-9 | 99.5 | * | >1 | 17.36 | * | * | [22] |
| TiCN-50,WC-21.22,Ni-20, {Mo+Ta(Nb)}-8.47 | * | * | 1-4 | ~11 | ~10 | * | [23] |
| TiCN-55,WC-25,Ni-20 | * | 6.5 | 0.7-0.9 | 14.2 | 8.8 | * | [24] |
| TiCN-53.5,WC-15,Co+Ni-14.5,TaC-7,Mo2C-10 | * | 6.39 | >1 | 17.54 | * | 965 | [25] |
| TiCN-51.87,WC-16,Ni-11,Co-9,Mo2C-12, VC-0.13 | 99.5 | 6.74 | 0.5-1 | 14.7 | 10.1 | 2210 | [26] |
| TiCN-55,WC-25,Ni-20 | * | * | 1.2 | 14 | 7.3 | * | [27] |
| TiCN-60.5,WC-15,Ni+Co-14.5,Mo2C-10 | * | * | 0.5 | 18.63 | * | 1500 | [28] |
| TiCN-75.5,Ni+Co-14.5,Mo2C-10 | * | * | 0.5 | 18.7 | * | 1320 | [28] |
| TiCN-50.5,WC-15,Ni+Co-14.5,Mo2C-10, TaC-10 | * | * | 0.5 | 18.65 | * | 1600 | [28] |
| TiCN-51.4,WC-15,Co+Ni-15,Mo2C-10, TaC-8, Ce/Co-0.6 | * | * | 1-2 | 17.06 | 9.21 | 1639 | [29] |
| TiCN-85,Co-15 | 99 | * | >1 | 17.1 | 5.51 | 904 | [30] |
| TiCN-80.75,Al2O3-14.25,Mo-2.5,Ni-2.5 | * | 5.115 | 0.5> | 14.45 | * | * | [31] |
| TiCN-65,WC-15,Ni-7.5,Co-7.5,Mo-4,C-1 | * | 6.258 | >1 | 18.63 | 14.5 | 1623.5 | [32] |
| TiCN-43,WC-6.9,Ni-32,Mo-16,Cr3C2-0.6,C-1.5 | 98> | * | >1 | 12.3 | * | 2884 | [33] |
| TiCN-53,WC-15,Mo-8,Co+Ni-24 | * | * | 1 | 12.5 | 17 | 1425 | [34] |
| TiCN-46,WC-15,Mo-15,Co+Ni-24 | * | * | 1 | 12.74 | 18.2 | 1600 | [34] |
| TiCN-53.5,WC+TaC-22,Ni+Co-14.5,Mo2C-10 | * | 6.7 | 0.3 | 19.5 | 10.6 | 1740 | [35] |
| TiCN-70,Ni-20,Mo2C-10 | >98 | 5.56 | 3.2 | * | 14.2 | * | [36] |
| TiCN-76,Ni-12,Mo2C-12 | * | * | 0.42 | 16.78 | * | 295 | [37] |
Table 3.
Summary of patents of investigated cermets’ systems.
| S.No. | Patent Ref. | Filing date | Publication date | Applicant | Title | Ref No. |
| 1 | US2033513 | Jun 12, 1935 | Mar 10, 1936 | Firth Sterling Steel Co | Hard cemented carbide material | [44] |
| 2 | US4145213 | May 17, 1976 | Mar 20, 1979 | Sandvik Aktiebolg | Wear resistant alloy | [45] |
| 3 | US4942097 | 14 Oct 1987 | 17 Jul 1990 | Kennametal Inc. | Cermet cutting tool (TiCN,WC,TiC,Mo2C,Co,Ni) |
[46] |
| 4 | US4948425 | Apr 6, 1989 | Aug 14, 1990 | Agency Of Industrial Science And Technology | Titanium carbo-nitride and chromium carbide-based ceramics containing metals (TiC.5N.5, Cr3C2, Mo2C, B4C,Co,Ni,Si) |
[47] |
| 5 | US5186739 | Feb 21, 1990 | Feb 16, 1993 | Sumitomo Electric Industries, Ltd. | Cermet alloy containing nitrogen | [48] |
| 6 | US5370719 | Nov 16, 1993 | Dec 6, 1994 | Mitsubishi Materials Corporation | Wear resistant titanium carbonitride-based cermet cutting insert (TiCN,WC,Cr3C2, Mo2C,ZrC,TaC,NbCN,VC,Ni,Co) |
[49] |
| 7 | US5395421 | 30 Sep 1993 | 7 Mar 1995 | Sandvik Ab | Titanium-based carbonitride alloy with controlled structure (TiC,TiN, WC,Mo2C,TaC,VC, Co,Ni) |
[50] |
| 8 | US5766742 | 31 Oct 1996 | 16 Jun 1998 | Mitsubishi Materials Corporation | Cutting blade made of titanium carbonitride-base cermet, and cutting blade made of coated cermet (TiCN,TiN,TaC,NbC,WC,VC,ZrC, Cr3C2,Mo2C,Co,Ni,graphit powder C) |
[51] |
| 9 | US6004371 | 19 Jan 1996 | 21 Dec 1999 | Sandvik Ab | Titanium-based carbonitride alloy with controllable wear resistance and toughness (TiC,TiN, WC,Mo2C,TaC,VC,Co,Ni) |
[52] |
| 10 | US 6129891 A | 23 Aug 1999 | 10 Oct 2000 | Sandvik Ab | Titanium-based carbonitride alloy with controllable wear resistance and toughness (TiC,TiN, WC,Mo2C,TaC,VC,Co,Ni) |
[53] |
| 11 | EP1043414A1 | 5 Apr 2000 | 11 Oct 2000 | Mitsubishi Materials Corporation | Cermet cutting insert | [54] |
| 12 | US7332122 | 7 Oct 2003 | 19 Feb 2008 | Sandvik Intellectual Property Ab | Ti(C,N)-(Ti,Nb,W)(C,N)-Co alloy for milling cutting tool applications | [55] |
| 13 | US7588621 | 23 Aug 2007 | 15 Sep 2009 | Sandvik Intellectual Property Aktiebolag | Ti(C,N)-(Ti,Nb,W)(C,N)-co alloy for milling cutting tool applications | [56] |
| 14 | US7645316 | 30 Oct 2006 | 12 Jan 2010 | Sandvik Intellectual Property Aktiebolag | Ti(C,N)-(Ti,Nb,W)(C,N)-Co alloy for finishing and semifinishing turning cutting tool applications | [57] |
| 15 | US8007561 | 13 Jun 2006 | 30 Aug 2011 | Ngk Spark Plug Co., Ltd. | Cermet insert and cutting tool | [58] |
| 16 | US 8202344 B2 | 21 May 2007 | 19 Jun 2012 |
Kennametal Inc. | Cemented carbide with ultra-low thermal conductivity (TiC,WC,Cr3C2,TaNbC,Mo2C,Ni,Co) |
[59] |
2. Materials and Methods
Commercially available Ti(CN), WC, Ni, Co powders of sub-micron particle size from Stark and Aldrich were used and following cermet composition (wt%): 75TiCN-10WC-15(Ni-Co) was designed for investigation. Nano Ti(CN) powder ranging from 200 nm to 350 nm particle size was prepared via ball milling. Ti(CN) (1-2 µm) size powder was systematically milled consecutively for 1, 5, 10, 15, 20, 25, 30 hr to obtain unagglomerated, ultra-fine (nano) powder with narrow size distribution and minimum contamination. For the conventional sintering, the mixed powders were uniaxially compacted at 150 MPa and further pressed cold isostatically at 300 MPa to achieve uniform density in the compacts. Sample of 4-6 mm thickness were prepared and subsequently sintered at 1400°C temperature for 60min holding time in inert atmosphere. The spark plasma sintering experiments were performed at 1200°C and 1250°C for 3 min. at 60 MPa pressure. Sintering in SPS was a multiple-stage regime (non-linear) with holding periods at 800°C (4 min.) with constant 60MPa. Multistage SPS promotes activation of grain boundaries and their diffusion leads to densified bonded structure. Cermet samples were thoroughly polished. Vickers Hardness was taken at 10 kg load. Indent images were seen on optical microscope and hardness is calculated by formula given in eqn. 1. Shetty et al. [18] formula given in eqn. 2. is applied to calculate fracture toughness value. Average values of five readings are reported. Using a Vickers diamond pyramid indenter, indentation fracture of a number of well-characterized cermet’s was investigated. The obtained crack length-indentation load data were examined using relationships typical of fully developed radial/median crack geometries and radial crack geometries. For every alloy under investigation, the radial crack model provided a better fit to the data. It is demonstrated that the observed linear relationship between the radial crack length and the indentation load is consistent with an indentation fracture mechanics analysis predicated on the assumption of a wedge-loaded crack. A straightforward relationship between the alloys' hardness (H), Palmqvist toughness (W), and fracture toughness (Kic) is also predicted by the research.
Where load of Indentation (N) and diagonals average (mm).
Where KIc is the indentation fracture toughness (MPa.m1/2); , Where P is load of Indentation (N) and 2a is Vickers diagonal (D), E=Elastic Modulus (GPa), H=Hardness (GPa).
3. Results and Discussion
XRD of milled powder of different time periods is shown in Figure 1. Peak broadening is observed after 5 hr. of ball milling and it increased till 30 hr. of ball milling. Peak broadening indicates size reduction. SEM (EDS) and TEM analysis is done of 30 hr. milled powder shown in Figure 2 (a, b, c, d). SEM with EDS is shown in Figure 2 (a, b) revealing nano particle size and confirming the presence of basic elements of Ti, C and N. TEM analysis image Figure 2 (c, d) showed regular periodic arrangement of planes showing crystalline phase. Thereafter powders of the present composition were mixed in a WC jar at 500 rpm for 4 h.
Density of the sintered samples was measured by Archimedes principle. Highest density of >98.5% is achieved for SPS sintered cermet at 1250°C (Table 3). The liquid melt comprising of Ni and Co effectively dissolves Ti(CN) and WC ceramic powders and precipitates out ceramic solid solutions. Thus, dissolution and reprecipitation process contributes in the densification [5,6]. The phase evolution in sintered 75TiCN-10WC-15(Ni-Co) cermet is represented in Figure 3 (a, b, c). Fig. 3 (a, b) is XRD of SPS processed cermet at 1250°C and 1200°C. Figure 3 (c) is XRD pattern of conventionally processed cermet at 1400°C. XRD analyses for investigated cermet revealed the presence of constituent elements and solid solution with some broadening in SPS sintered cermet confirming refined carbide size as observed in micrograph after sintering.
Table 3.
Properties of processed sintered nano Ti(CN) based cermet.
| Cermet (wt%): 75TiCN-10WC-15(Ni-Co) | ||||||
|---|---|---|---|---|---|---|
| Sintering Technique | Sintering Temp. (°C) | Holding Time (min) | Pressure (MPa) | Relative Density % | HV10 (GPa) | KIc (MPa m1/2) |
| Conventional | 1400 | 60 | 150-uniaxial 300-isostatic |
~98 | 15.0± 0.15 | 7.7± 0.45 |
| SPS | 1200 | 3 | 60 | >98 | 15.8± 0.23 | 8.0± 0.30 |
| 1250 | 3 | 60 | >98.5 | 16.3 ± 0.34 | 8.5± 0.21 | |
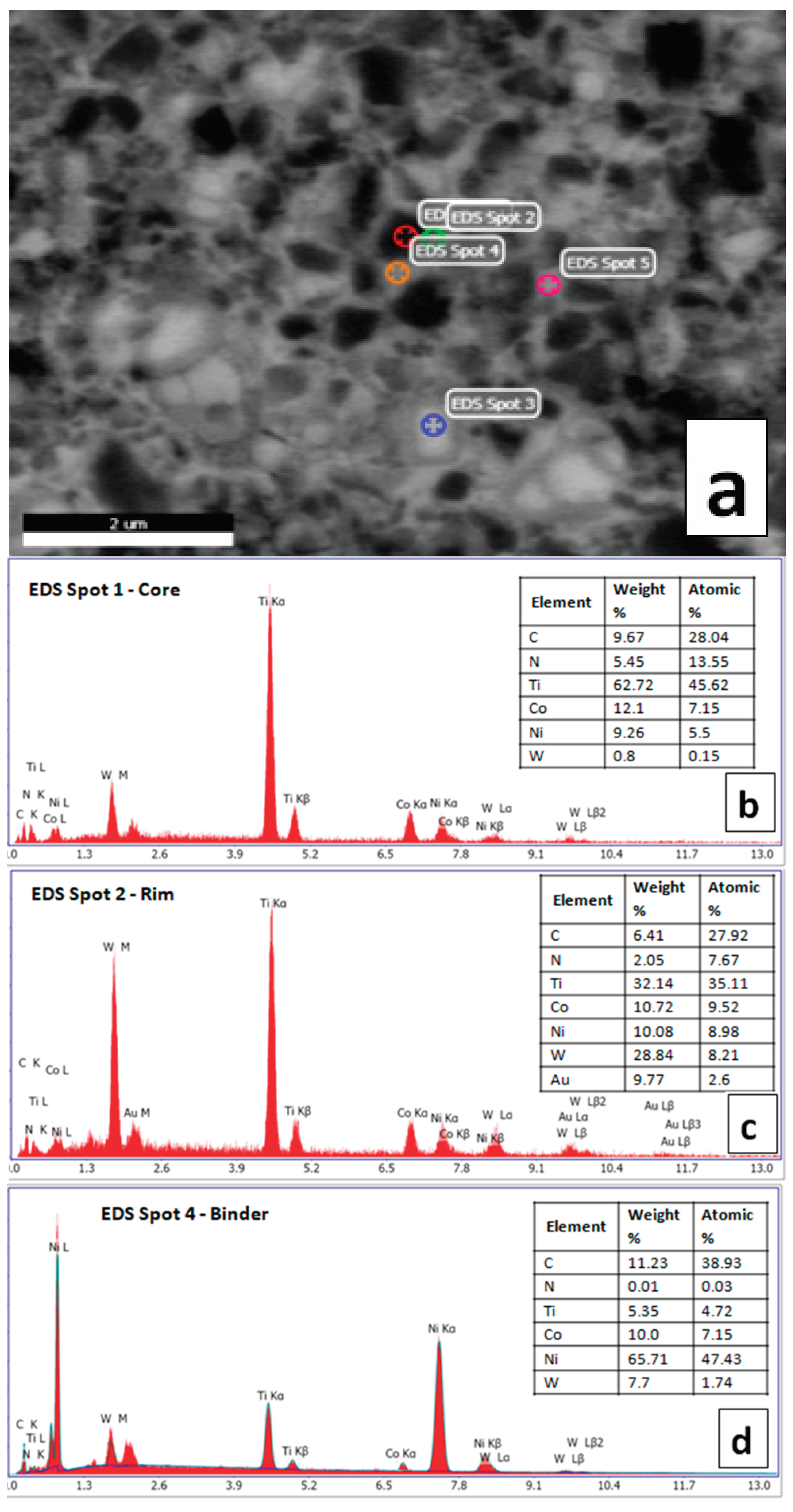
Figure 4a represents the micrograph of conventionally sintered cermet at 1400°C. Micrograph revealed core-rim morphology evolved due to dissolution and reprecipitation process. Generally there are three phases in cermets: one is hard phase which is core, second is surrounding phase rim and the third one is a metal binder phase. EDS confirming the typical core and rim structure are shown in Figure 4 (b, c, d). Figure 4b. reveal Ti, C, N elements presence in core, in addition W is also present in rim (Figure 4c). Figure 4d revealed majorly Ni and Co elements presence in binder. Figure 5 (a, b) revealed the micrograph of investigated cermet processed via spark plasma sintering at 1200°C and 1250°C. Figure 6 (a, b, c, d) present the results of EDS for SPSed cermet micrograph with region of core, rim and binder with the respective chemical compositions. It is observed that SPS processing helps in achieving high density in reduced sintering time. Good bonding with clean boundaries is the benefits with SPS. In the simultaneous presence of pressure and electric current, sintering occurred very fast and consequently the temperature raises and densification completes within few minutes. The novelty of multistage SPS is that activation of grain boundaries, their diffusion followed with lattice diffusion occurs resulting in good grain to grain bonding.
It was found that Vickers hardness for Ti(CN) based cermet processed via SPS at 1250°C is ~16GPa, at 1200°C is >15GPa and cermet processed via conventional sintering at 1400°C is ~15 GPa (Table.1). Fracture toughness value of 8.5 MPa m1/2 is achieved highest for cermet processed via SPS at 1250°C (Table 3). Spark Plasma Sintering (SPS) is a fast densification route which prevents excessive grain growth and shortens the sintering temperature and time and improves the properties of processed cermet.
4. Conclusions
Present work focus on effect of conventional and spark plasma sintering on physical and mechanical properties of advanced cermet system. Nano Ti(CN) based cermets of following 75TiCN-10WC-15(Ni-Co) composition is sintered via conventional sintering at 1400°C for 60min where powder cermets were compacted win two stages (uniaxially at 100 MPa and further isostatically at 300 MPa), Multi stage Spark Plasma Sintering (SPS) is done at 1250°C and 1200°C for 3 min at 60 MPa in flowing argon. Nano Ti(CN) ranging from 200 nm to 315 nm particle size is prepared by 30 hr of ball milling. . Peak broadening is observed after 5 hr. of ball milling and it increased till 30 hr. of ball milling. Peak broadening indicates size reduction. TEM results showed regular periodic arrangement of planes showing crystalline phase. Highest density of >98.5 % is achieved for SPS sintered cermets. XRD peaks of SPS processed cermet at 1250 °C show peak broadening, which confirms the refined carbide size. SEM micrographs revealed core-rim morphology evolved due to dissolution and reprecipitation process. Hardness and fracture toughness is found high in SPS sintered cermets.
Funding
This research received no external funding
Conflicts of Interest
The authors declare no conflict of interest.
References
- Peng, Y.; Miao, H.; Peng, Z. Development of Ti(CN)-based cermets: Mechanical properties and wear mechanism. International Journal of Refractory Metals and Hard Materials 2013, 39, 78–89. [Google Scholar] [CrossRef]
- Joardar, J.; Kim, S.W. Tribological Evaluation of Ultrafine Ti(CN) cermets. Materials and Manufacturing Processes 2002, 17, 567–576. [Google Scholar] [CrossRef]
- Soboyejo, W. Special Issue—Materials and Manufacturing Processes on Multifunctional Micro- and Nano-Structures. Materials and Manufacturing Processes 2007, 22, 139–139. [Google Scholar] [CrossRef]
- Kwona, W.T.; Park, J.S.; Kim, S.W.; Kang., S. Effect of WC and group IV carbides on the cutting performance of Ti(C,N) cermet tools. International Journal of Machine Tools and Manufacture 2004, 44, 341–346. [Google Scholar] [CrossRef]
- Ettmayer, P.; Kolaska, H.; Lengauer, W.; Dreyer, K. Ti(C,N) Cermets - Metallurgy and Properties. International Journal of Refractory Metals and Hard Materials 1995, 13, 343–351. [Google Scholar] [CrossRef]
- Shamanian, M.; Salehi, M.; Saatchi, A.; North, T.H. Influence of Ni Interlayers on the Mechanical Properties of Ti6Al4V/(WC-Co) Friction Welds. Materials and Manufacturing Processes 2006, 18, 581–598. [Google Scholar] [CrossRef]
- Ahn, S.Y.; Kang, S. Formation of core/rim structures in Ti(C,N)-WC-Ni cermets via a dissolution and precipitation process. Journal of the American Ceramic Society 2003, 83, 1489–1494. [Google Scholar] [CrossRef]
- Ahn, S.Y.; Kang, S. Effect of various carbides on the dissolution behavior of Ti(C0.7N0.3) in a Ti(C0.7N0.3)-30 Ni system. International Journal of Refractory Metals and Hard Materials 2001, 19, 539–545. [Google Scholar] [CrossRef]
- Zhang, S. Titanium carbonitride-based cermets: processes and properties. Materials Science and Engineering A 1993, 163, 141–148. [Google Scholar] [CrossRef]
- Zhang, S.; Lu, G.Q. Sintering of Ti(C,N)Based Cermets: The Role of Compaction. Materials and Manufacturing Processes 1995, 10, 773–783. [Google Scholar] [CrossRef]
- Yoo, S.H.; Sethuram, K.M.; Sudarshan, T.S. Apparatus for Bonding a Particle Materials to Near Theoretical Density. U.S. Patent 5,989,487, 23 November 1999. [Google Scholar]
- Yoo, S.H.; Sethuram, K.M.; Sudarshan, T.S. Method of Bonding a Particle Materials to Near Theoretical Density. U.S. Patent 6,001,304, 14 December 1999. [Google Scholar]
- Alvarez, M.; Sánchez, J.M. Spark plasma sintering of Ti(C,N) cermets with intermetallic binder phases. International Journal of Refractory Metals & Hard Materials 2007, 25, 107–118. [Google Scholar] [CrossRef]
- Ping, F.; Wei-hao, X.; Yong, Z.; Li-Xin, Y.; Yang-hua, X. Spark Plasma Sintering Properties of Ultrafine Ti (C, N)-based Cermet. Journal of Wuhan University of Technology Mater. Sci. Ed 2004, 19, 69–72. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, S.; You, M.; Tana, H.; Xiong, W. Fabrication of nanocomposite Ti(C,N)-based cermet by spark plasma sintering. Materials Chemistry and Physics 2005, 92, 64–70. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Manigandan, K.; Petraroli, M.; Trejo, R.M.; Sudarshan, T.S. Influence of size of nanoparticles and plasma pressure compaction on microstructural development and hardness of bulk tungsten samples. Advanced Powder Technology 2013, 24, 190–199. [Google Scholar] [CrossRef]
- Yoo, S.; Kalyanaraman, R.; Subhash, G.; Sudarshan, T.S.; Dowding, R.J. High Strain Rate Response of PAS (Plasma Activated Sintering) Consolidated Tungsten Powders; Materials Modification, Inc.; Available online: http://www.matmod.com/Publications/p2c_1.pdf (accessed October 2002).
- Shetty, D.K.; Wright, I.G.; Mincer P., N.; Clauer, A.H. Indentation fracture of WC-Co cermets. Journal of Material Science, 1985, 20, 1873–82. [Google Scholar] [CrossRef]
- Park, S. ; Kang. S. Toughened ultra-fine (Ti,W)(CN)–Ni cermets. Scripta Materialia 2005, 52, 129–133. [Google Scholar]
- Jun, W.; Ying, L.; Yan, F.; Jinwen, Y.; Mingjing, T. Effect of NbC on the microstructure and sinterability of Ti(C0.7, N0.3)-based cermets. Int. Journal of Refractory Metals & Hard Materials 2009, 27, 549–551. [Google Scholar]
- Zhang, X.; Liu, N.; Rong, C. Effect of molybdenum content on the microstructure and mechanical properties of ultra-fine Ti(C, N) based cermets. Materials Characterization 2008, 59, 1690–1696. [Google Scholar] [CrossRef]
- Zhang, H.; Yan, D.; Tang, S. Preparation and properties of ultra-fine TiCN matrix cermets by vacuum microwave sintering. RARE METALS 2010, 29, 528–532. [Google Scholar] [CrossRef]
- Kim, Y.-S.; Kwon, W.T.; Seo, M.; Kang, S. Tool Performance of New Wear-resistant Cermets. International Journal Of Precision Engineering And Manufacturing 2012, 13, 941–946. [Google Scholar] [CrossRef]
- Jeon, E.T.; Joardar, J.; Kang, S. Microstructure and tribo-mechanical properties of ultrafine Ti(CN) cermets. International Journal of Refractory Metals & Hard Materials 2002, 20, 207–211. [Google Scholar]
- Xiong, J.; Guo, Z.; Yang, M.; Shen, B. Preparation of ultra-fine TiC0.7N0.3-based cermet. International Journal of Refractory Metals & Hard Materials 2008, 26, 212–219. [Google Scholar]
- Liu, Y.; Jin, Y.; Yu, H.; Ye, J. Ultrafine (Ti, M)(C, N)-based cermets with optimal mechanical properties. Int. Journal of Refractory Metals and Hard Materials 2011, 29, 104–107. [Google Scholar] [CrossRef]
- Jung, J.; Kang, S. Effect of ultra-fine powders on the microstructure of Ti(CN)–xWC–Ni cermets. Acta Materialia 2004, 52, 1379–1386. [Google Scholar] [CrossRef]
- Xiong, J.; Guo, Z.; Shen, B.; Cao, D. The effect of WC, Mo2C, TaC content on the microstructure and properties of ultra-fine TiC0. 7N0.3 cermet. Materials and Design 2007, 28, 1689–1694. [Google Scholar] [CrossRef]
- Zhu, G.; Liu, Y.; Ye, J. Influence of Ce–Co pre-alloyed powder addition on the microstructure and mechanical properties of Ti(C, N)-based cermets. Int. Journal of Refractory Metals and Hard Materials 2013, 37, 134–141. [Google Scholar] [CrossRef]
- Borrell, A.; Salvador, M.D.; Rocha, V.G.; Ferna, A.; Aviles, M.A.; Gotor, F.J. Bulk TiCxN1-x–15%Co cermets obtained by direct spark plasma sintering of mechanochemical synthesized powders. Materials Research Bulletin 2012, 47, 4487–4490. [Google Scholar] [CrossRef]
- Gong, J.; Pan, X.; Miao, H.; Zhao, Z. Effect of metallic binder content on the microhardness of TiCN-based cermets. Materials Science and Engineering A 2003, 359, 391–395. [Google Scholar] [CrossRef]
- Liu, N.; Yin, W.; Zhu, L. Effect of TiC/TiN powder size on microstructure and properties of Ti(C, N)-based cermets. Materials Science and Engineering A 2007, 445–446, 707–716. [Google Scholar] [CrossRef]
- Zheng, Y.; Xiong, W.; Liu, W.; Lei, W.; Yuan, Q. Effect of nano addition on the microstructures and mechanical properties of Ti(C, N)-based cermets. Ceramics International 2005, 31, 165–170. [Google Scholar] [CrossRef]
- Liu, N.; Han, C.; Xu, Y.; Chao, S.; Shi, M.; Feng, J. Microstructures and mechanical properties of nano TiN modified TiC-based cermets for the milling tools. Materials Science and Engineering A 2004, 382, 122–131. [Google Scholar] [CrossRef]
- Xiong, J.; Guo, Z.; Wen, B.; Li, C.; Shen, B. Microstructure and properties of ultra-fine TiC0.7N0.3 cermet. Materials Science and Engineering A 2006, 416, 51–58. [Google Scholar] [CrossRef]
- Cardinal, S.; Malchère, A.; Garnier, V.; Fantozzi, G. Review Microstructure and mechanical properties of TiC–TiN based cermets for tools application. Int. Journal of Refractory Metals & Hard Materials 2009, 27, 521–527. [Google Scholar]
- Feng, P.; Xiong, W.H.; Zheng, Y.; Yu, L.X.; Xia, Y.H. Spark Plasma Sintering Properties of Ultrafine Ti ( C, N)-based Cermet. Journal of Wuhan Universityof Technology Mater.Sci.Ed. 2004, 19, 69–72. [Google Scholar]
- Zhang, G.; Huang, M.; Zhao, X.; Zhang, H.; Wang, Y.; Zhang, X.; Zheng, H.; Lu, P.; Zhao, Z. Preparation and properties of Ti(C,N)-based cermets with graphene nanosheet addition by spark plasma sintering. journal of materials research and technology 2023, 24, 185–199 doiorg/101016/jjmrt202303007. [Google Scholar] [CrossRef]
- Yan, H.; Deng, Y.; Su, Y.Y.; Jiang, S.; Chen, Q.W.; Cao, S.X.; Liu, B. Ti(C, N)-Based Cermets with Two Kinds of Core-Rim Structures Constructed by β-Co Microspheres. Advances in Materials Science and Engineering, 2020, 2020, 1–11. [Google Scholar] [CrossRef]
- Shankar, E.; Prabu, S.B.; Padmanabhan, K.A. Mechanical properties and microstructures of TiCN/nano-TiB 2 /TiN cermets prepared by spark plasma sintering. Ceramics International 2018, 44, 9384–9394. [Google Scholar] [CrossRef]
- Zhang, M.M.; Jiang, Y.; Lin, N.; Kang, X.Y.; Yan, Y.; Huang, J.H.; Liu, Y.; Qiu, S.; He, Y.H. Investigation of the oxidation behavior and high oxidation-resistant mechanism of Ti(C,N)-based cermets. Corrosion Science 2020, 108959. [Google Scholar] [CrossRef]
- De la Obra, A.G.; Sayagués, M.J.; Chicardi, E.; Gotor, F.J. Development of Ti(C,N)-based cermets with (Co,Fe,Ni)-based high entropy alloys as binder phase. Journal of Alloys and Compounds 2019, 152218. [Google Scholar] [CrossRef]
- Jose, S.A.; John, M.; Menezes, P.L. Cermet Systems: Synthesis, Properties, and Applications. Ceramics 2022, 5, 210–236. [Google Scholar] [CrossRef]
- Hard Cemented Carbide Material. United States Patent 2,033,513, 10 March 1936.
- Wear Resistant Alloy. United States Patent 4,145,213, 20 March 1979.
- Cermet Cutting Tool. United States Patent Office 4,942,097, 17 July 1990.
- Titanium carbo-nitride and chromium carbide-based ceramics containing metals. United States Patent 4,948,425, 14 August 1990.
- Cermet alloy containing nitrogen. United States Patent 5,186,739, 16 February 1993.
- Wear resistant titanium carbonitride-based cermet cutting insert. United States Patent 5,370,719, 6 December 1994.
- Titanium-based carbonitride alloy with controlled structure. United States Patent 5,395,421, 7 March 1995.
- Cutting blade made of titanium carbonitride-base cermet, and cutting blade made of coated cermet. United States Patent 5,766,742, 16 June 1998.
- Titanium-based carbonitride alloy with controllable wear resistance and toughness. United States Patent 6,004,371, 21 December 1999.
- Titanium-based carbonitride alloy with controllable wear resistance and toughness. United States Patent 6,129,891, 10 October 2000.
- Cermet cutting insert. European Patent Application – EP 1 043 414 A1, 5 aPRIL 2000.
- Ti(C,N)-(Ti,Nb,W)(C,N)-Co alloy for milling cutting tool applications. United States Patent Office – US 7,332,122 B2, 19 February 2008.
- Ti(C,N)-(Ti,Nb,W)(C,N)-Co alloy for milling cutting tool applications. United States Patent Office – US 7,588,621 B2, 15 September 2009.
- United States Patent Office – US 7,645,316 B2. Ti(C,N)-(Ti,Nb,W)(C,N)-Co alloy for finishing and semifinishing turning cutting tool applications. Patented January 12, 2010. d January 12, 2010.
- United States Patent Office – US 8,007,561 B2. Cermet insert and cutting tool. Patented August 30, 2011.
- United States Patent Office – US 8,202,344 B2. Cemented carbide with ultra-low thermal conductivity. Patented June 19, 2012.
Figure 1.
XRD analysis showing peaks of as received and ball milled Ti(CN) powder.
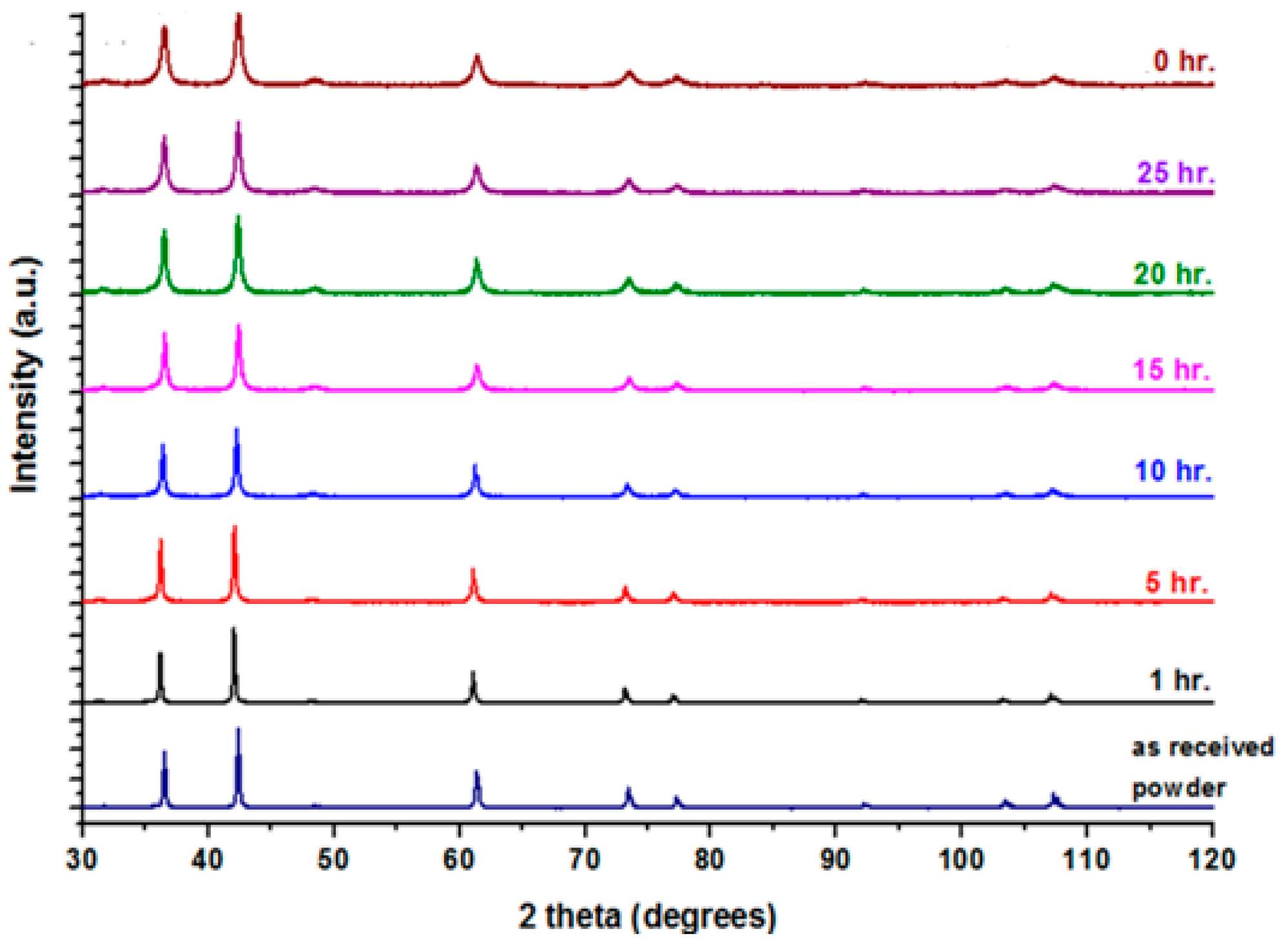
Figure 2.
SEM (a), EDS (b) with TEM images of 30 h ball milled Ti(CN) powder (c&d).
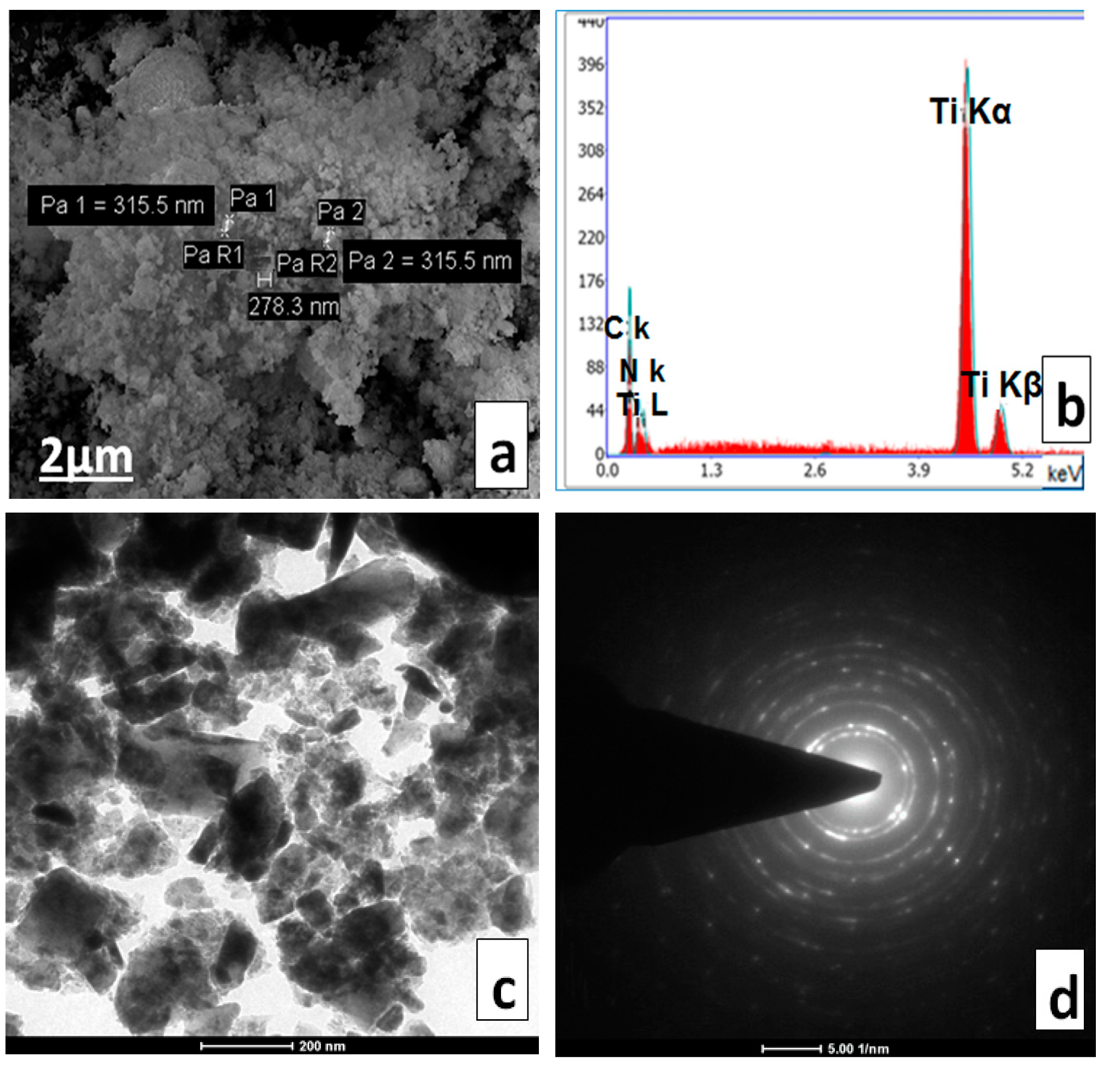
Figure 3.
XRD pattern of sintered TiCN based cermets, (a) SPS processed at 1250 °C. (b) SPS processed at 1200 °C. (c) Conventionally sintered at 1400 °C.
Figure 3.
XRD pattern of sintered TiCN based cermets, (a) SPS processed at 1250 °C. (b) SPS processed at 1200 °C. (c) Conventionally sintered at 1400 °C.
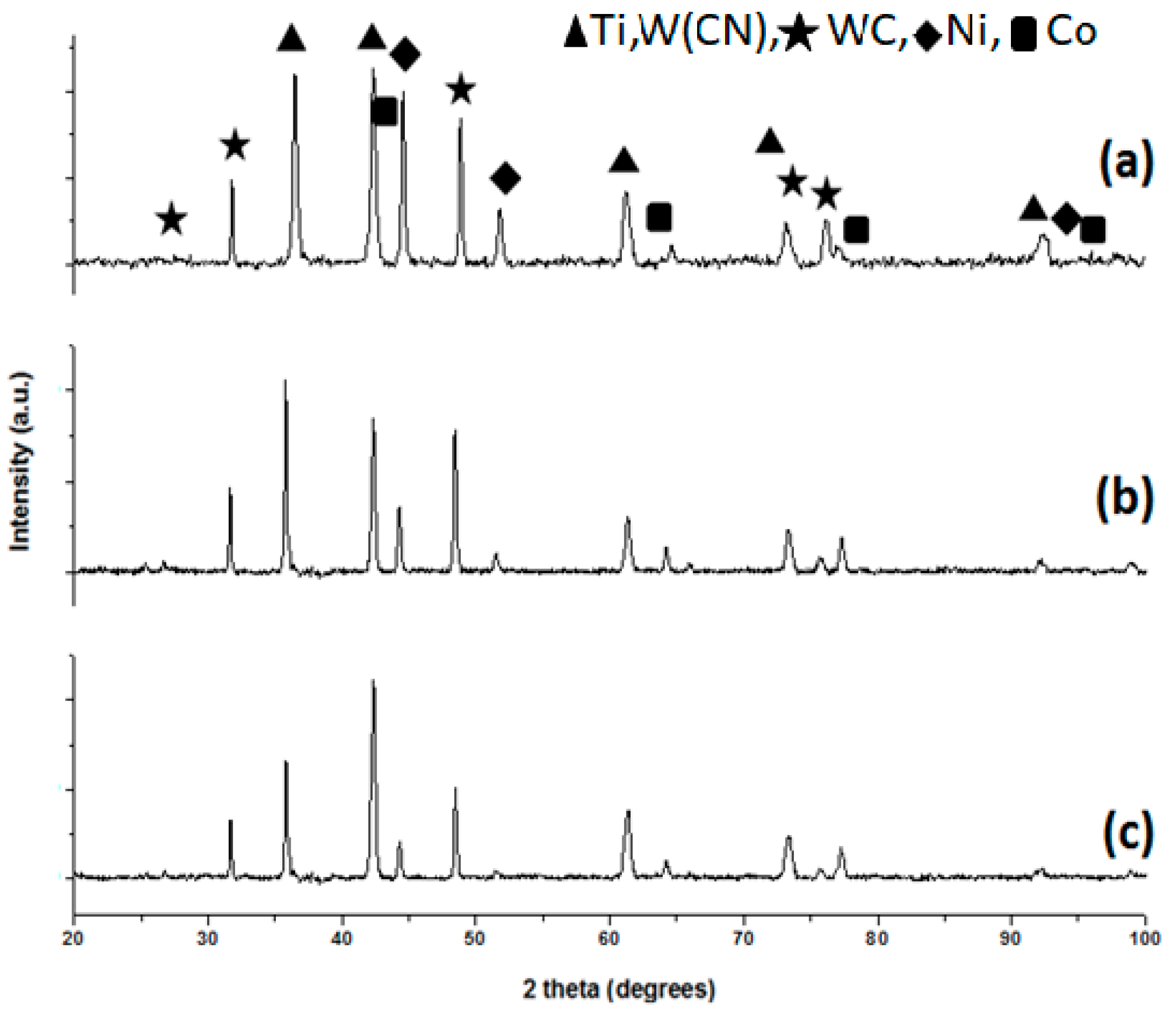
Figure 4.
SEM(BSE) (a) and EDS (b,c,d) of core-rim-binder phases of conventional processed Ti(CN) based cermet at 1400 °C for 3 min. .
Figure 4.
SEM(BSE) (a) and EDS (b,c,d) of core-rim-binder phases of conventional processed Ti(CN) based cermet at 1400 °C for 3 min. .
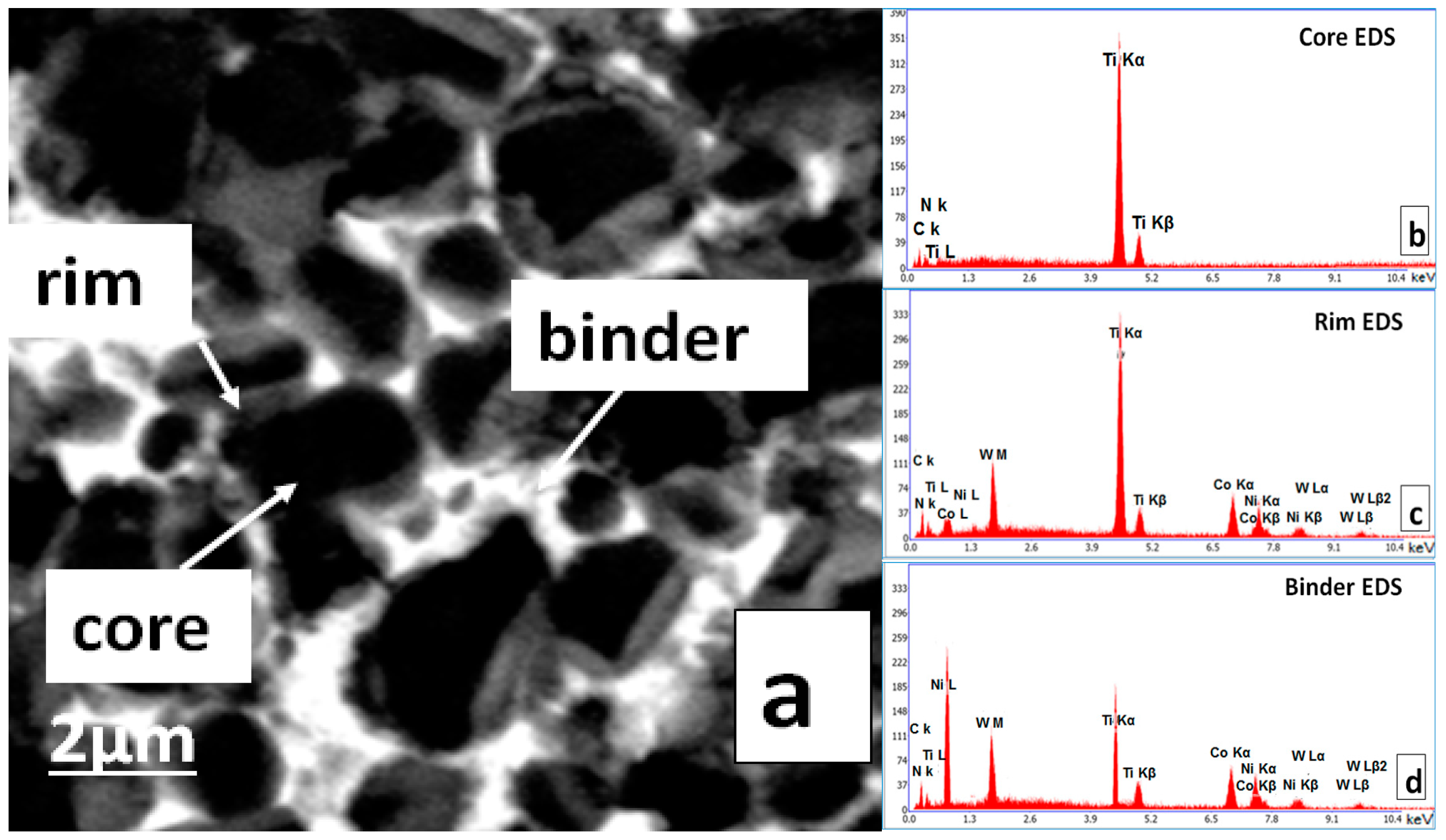
Figure 5.
Micrograph of SPS sintered cermet processed at 1200 °C (a) and 1250 °C (b).
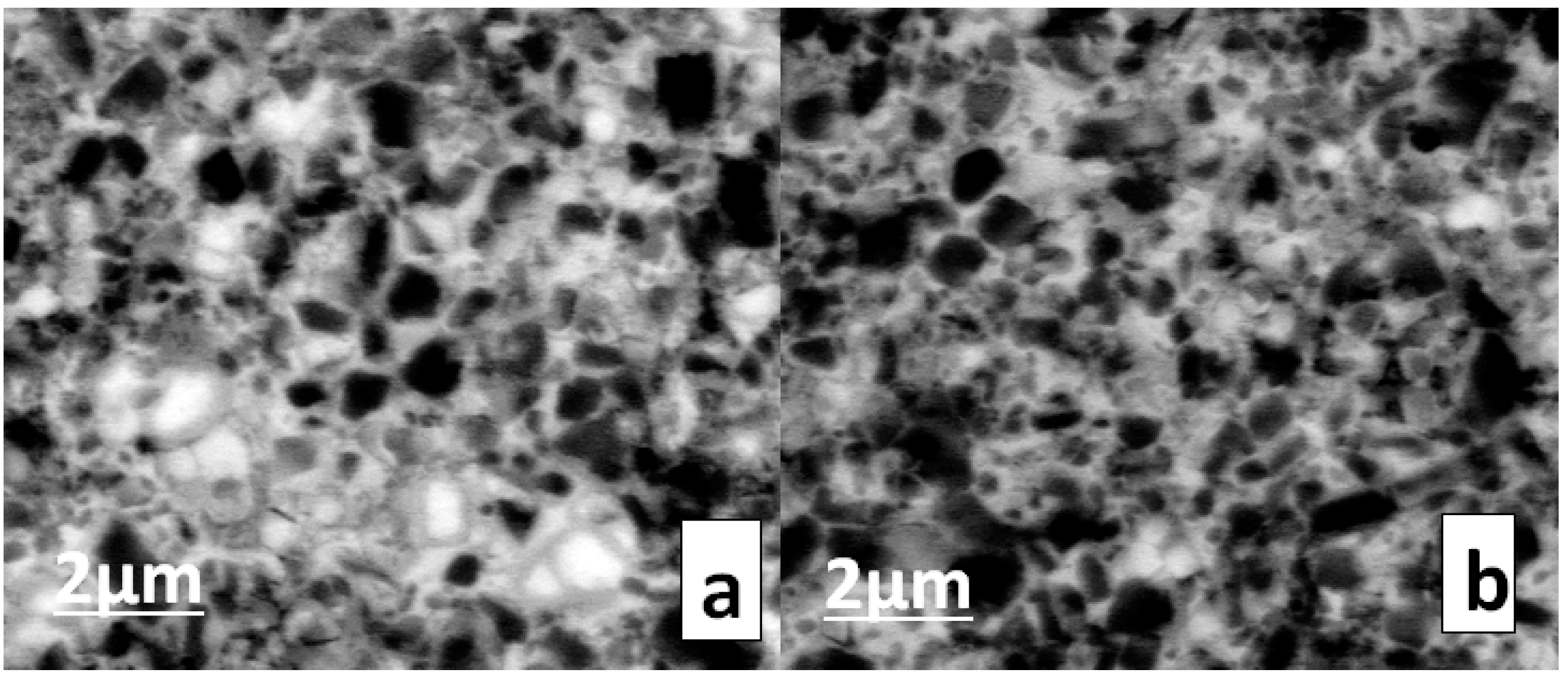
Figure 6.
EDS for SPSed cermet micrograph (a) with region of core (b), rim (c) and binder (d) with the respective chemical compositions.
Figure 6.
EDS for SPSed cermet micrograph (a) with region of core (b), rim (c) and binder (d) with the respective chemical compositions.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



