Submitted:
04 January 2024
Posted:
04 January 2024
You are already at the latest version
Abstract
Natural dyes offer a bio-based opportunity to support attractive coloration to textile fabrics made from natural fibers like cotton, wool, hemp and many other materials. They can be part of a strategy to realize fully bio-based textile materials and clothing. Following this statement, the actual study investigates the use of wood extracts for dyeing of cotton fabrics. Actually extract powders of Logwood (Haematoxylon campechianum L.), Brazilwood (Caesalpinia spp.), and Quebracho wood (Schinopsis lorentzii) are used. The dyeing process is modified using different mordants based on iron and aluminum salts. These mordants are applied in pre-, meta- or post-mordant procedures. Color and fastness properties of prepared textile samples are determined by spectroscopic measurements, color measurements, washing procedures and Xenotest for measuring the light fastness. Finally, a broad range of different colorations can be realized by different combinations of wood extracts and mordanting procedures. A good wash fastness is reached for some color shades. For reaching good wash fastness, pre- and meta-mordanting procedures are more advantageous compared to post-mordanting. However, the light fastness of realized samples is only moderate to low. In conclusion, it can be stated that dyes from wood extracts are excellent materials to dye natural fibers if they are combined with the right mordanting agent in pre- or meta-mordanting procedures. The actual study is therefore a good proof-of-concept for the realization of fully bio-based colored textile materials.
Keywords:
dyeing
; coloration
; cotton
; natural dye
; wood extract
; mordanting
; optical spectroscopy
; color measurement
; fastness properties
1. Introduction
Nowadays, the majority of textile fabrics are dyed using synthetic dyes [1,2,3,4]. The dominance of synthetic dyes compared to the use of natural dye stuffs is caused by several reasons, as availability, cost issues and excellent fastness properties [1,4]. Prominent examples for great washing fastness are the application of reactive dyes on cotton or disperse dyes on polyester fabrics [1,5,6,7,8]. However, the trend for fully bio-based and biodegradable materials is spreading and by this the demand for natural products is increasing by the consumer [9,10]. Synthetic dyes do not fulfill these demands. In contrast natural fiber materials like cotton or wool dyed with natural dyes can be part of a strategy to realize a textile product according to a fully bio-based product [11,12,13].
With this background the actual study aims on the use of extract powder of Logwood (Haematoxylon campechianum L.), Brazilwood (Caesalpinia spp.), and Quebracho wood (Schinopsis lorentzii) to dye cotton fabrics. These wood extracts are derived from renewable sources and considered mostly to be non-hazardous. Logwood is an invasive and rapidly spreading tree species. Regarding Brazilwood, its extract produces an orange color. Compared to other wood dyes, Quebracho wood is very rich in tannin, which is a natural mordant. Compared to the usage of wood as coloring agent, the use of extract powder leads to a more reproducible dyeing result and also minimizes transportation costs. In the current study, the effect of dye concentration and mordanting on the resulting color strength and color shade are investigated. To optimize mordanting, different mordanting procedures, mordant types and mordant concentrations are evaluated. Further, beside the determined color strength, fastness to light, rubbing, and washing are determined.
In the case of using wood extracts for dyeing purposes, it is essential to identify the plant materials correctly by using botanical names to guarantee the reproducibility of sample preparation. In fact, Caesalpinia echinata, C. sappan, and Haematoxylum brasiletto are closely related species. Haematoxylum brasiletto can be mistaken with logwood too, and there are large varieties of Quebracho trees [14,15]. Logwood belongs to the Fabaceae family; its botanic name is Haematoxylum (also known as Haematoxylon) campechianum, a native plant in the Yucatan Peninsula (Mexico). Due to major economic benefits, many logwood plantations were established in the eighteenth century. Nowadays, logwood trees can be found as well on islands in the Indian and Pacific Oceans, Caribbean islands, Brazil, Australia, India, Malaysia, and West Africa [14,16,17].
The heartwood of logwood contains the chemical component hematoxylin (C. I. 75290; Natural Black 1) [18]. Hematoxylin belongs to the category of flavonoids [19]. Pure hematoxylin in the tree is minor colored and after its oxidation it is transferred to the colored hematein (compare Figure 1) either by atmospheric oxygen or other oxidative agents [19,20]. There is already a certain amount of naturally oxidized hematein in hematoxylin powder. Hematoxylin dyes are not considered long-lasting, but the discovery of metal salts as mordants to bond the dye chemically to fabrics, offered new chances for fabric dyeing. It is reported that various metallic salts applied as mordant can lead in combination with logwood extracts to a variation of colors of dyed fabrics. Colors such as gray to black are obtained with iron salts, green blue to black with copper salts, blue to black with chromium salts, and violet to gray with aluminum salts. However, the demand for hematoxylin declined in the past due to the emergence of the synthetic dyes [21]. Beside application in the textile area, Hematoxylin finds application in hair dyeing, histology and surgical pathology [22,23].
Despite being red in color, Logwood powder produce brown, violets, greyish brown, grayish violet in textile dyeing [24]. Previous research by Prasad showed that dyed cotton can exhibit a good washing fastness even without mordant [24]. However, an earlier study by Zarkogianni et al. (2011) indicated that color change of non-mordanted cotton was only quite poor and pre-mordanting increases wash fastness [25]. Reported data from Prasad showed that without mordant or with same amount of mordants (Alum, Soda, Citric acid, Copper, and Iron), linen always had better light fastness than cotton [24]. If linen was mordanted with a combination of metallic mordant and oak gall, both wash and light fastness were improved further. Regarding wool, the study by Zarkogianni et al. suggests that even without mordant the chroma and color strength of wool was more than double compared to cotton [25]. According to the findings of Grifoni et al., the UV protective effect of flax and hemp fabrics could be improved by application of Logwood dye. [26].
Brazilwood is the common name for Caesalpinia echinata, a plant of the Fabaceae family. Its heartwood contains a component called Brazilin. In addition to brazilwood, some tree species, including C. sappan (Sappanwood), C. violacea, and Haematoxylum brasiletto (Peachwood), also have brasilin in their heartwoods. These plants grow in tropical regions such as Brazil, southeast Asia, the Caribbean islands, Central America, and northern South America. [14] Brazilin comes from the same botanical family as hematoxylin. Structurally similar to hematoxylin, brazilin can be easily oxidized to red colored Brazilein (C.I. 75280, Natural Red 24) [18]. This component is attracted to the fiber surface through hydrogen bridges or coordinative bonds in combination with particular metallic mordants. Brazilin is easily converted to Brazilein through oxidation with oxygen in the air or other oxidants, by forming a carbonyl group. [27] (compared Figure 2). A further methylation of Brazilein can improve its color stability against changes of pH [28]. There are numerous uses for Brazilwood like textile dyeing, folk medicine or histological staining. The population of Brazilwood trees was severely overexploited, but strong efforts have been made to rebuild a sustainable plant population. [14,21].
A comparison between wool and cotton dyed with Brazilwood was made by Zarkogianni et al. [25]. The dyed cotton became darker owing to metallic mordants. A pre-mordanting significantly increased color strength of dyed cotton samples. However, mordanted wool exhibits less improvement on dye adsorption than cotton since its dye adsorption was already significantly better than cotton without mordant. The wash fastness of the dyed cotton was enhanced in most cases with metallic salts used as mordant. [25].
Dyeing wool with Brazilwood has also been explored in a previous study by Mikropoulou et al. [29]. In this study it is reported that the usage of mordants leads to an increase in the dye absorption of cotton. However, mordanting does not always improve the washing fastness further. The inclusion of metallic mordants typically only results in a small enhancement in light fastness of wool. It is reported that for both light and wash fastness, K2Cr2O7 and CuSO4 are the most efficient mordants for wool fibres. [29].
For more than a century, wild Quebracho forests in the Gran Chaco region of Argentina, Bolivia, and Paraguay have been a source for vegetable tannins and timber. The extract from heartwood chips can be obtained by boiling water, treatment of the warm water-soluble extract with bisulfite, or boiling aqueous bisulfite solution [30] For this study, the extract used in experiments is Schinopsis lorentzii. Mainly two colored components in the heartwood of Schinopsis lorentzii were defined, namely catechin and ent-fise-tinidol-4b-ol [30,31]. Compare chemical structures in Figure 3 [30]
Nowadays, tannin from Quebracho wood still plays a role in the leather industry. The antibacterial properties of footwear leather may be improved by Quebracho extracts. [32] Tannin from Schinopsis balansae can be used to produce adsorbent for wastewater remediation, due to its capability to absorb cationic pollutants like heavy metals, surfactants, and basic dyes [33].
Although there are numerous studies on Quebracho, current research in textile dyeing with Quebracho remains limited because most studies have exclusively focused on other applications like leather tanning, wastewater treatment, and adhesive manufacturing. Only a small number of reports in the literature consider textile dyeing. For instance, a study by Thakker et al. investigated how plasma surface modification improved fabric absorbency, color strength, and fastness properties of wool and cotton fabrics which were digitally printed with Quebracho containing ink [34]. Another research of Alves et al. suggested using Quebracho extract (Schinopsis spp.) in conjunction with aluminum or iron salts in pre-mordanting before dyeing cotton with madder [35]. The findings indicated that K/S values, fastness to washing and UV light, and UV protective properties were enhanced by the pretreatment with Quebracho. Utilizing a combination of Quebracho and metallic salts is reported to be more effective to improve UV light fastness than solely metal salts. Pre-treated samples with these mordant mixtures also demonstrated better UV protective properties. [35].
Quebracho can be served as a dye or a mordant for cellulosic and protein fibers. To use Quebracho as a dye for cotton, dye stuff suppliers suggest quite dissimilar amounts of extract, as e.g. (10%, 20 - 30% for light to medium colors and pre-mordanting with 7 - 10% of Aluminum Acetate, 5 - 10% for a medium color and pre-mordanting with colorless tannin and 15% Alum, 1 - 15% for light, medium, dark colors) [36,37,38,39]. In general, they recommend dyeing temperatures of around 85°C for up to 60 minutes. Besides Aluminum Acetate and Alum, mordanting with Iron is reported to be another useful option. With iron based mordant the final coloration is darkener. [21].
In the current study, the three different types of wood extracts are evaluated for dyeing of the natural fiber cotton. Iron and aluminum salts are considered as mordant agents in different mordanting procedures. By this a proof-of-concept is aimed that colored textile fabrics as fully bio-based products can be reached.
2. Experimental Section
2.1. Materials
Plain-woven and undyed cotton fabric was purchased from Anita Pavani Stoffe OHG, Germany. This cotton fabric exhibits a weight per area of 135 g/m2. PERLAVIN NIC, PERIZYM DBS, and caustic soda were supplied by Textilchemie Dr. Petry GmbH and Carl Dicke GmbH & Co. KG, Germany. These three products were utilized for pre-wash treatment of the cotton fabrics before dyeing is performed. The extract powder of logwood (Haematoxylon campechianum L.), brazilwood (Caesalpinia spp.), and Quebracho wood (Schinopsis lorentzii) were gained from Pflanzenfärber Shop (Hückelhoven-Baal, Germany) (see Figure 4). Iron sulphate (FeSO4 7H2O) and Aluminum Acetate (Al(CH3COO)2OH) were obtained from Merck KGaA and Fa. Bernd Kraft GmbH in Germany. Throughout this study, dye extracts as well as metallic mordants, were used without further purification. Soft water was applied as a solvent to dissolve the wood extracts and metal mordants.
2.2. Sample preparation
Cotton fabrics were pre-washed using an industrial washing machine HC60 from IPSO (Belgium). Both dyeing and mordanting processes were conducted in a Datacolor Ahiba IR Pro dyeing machine (USA). Five grams of cotton fabric were treated in a dye bath of 50ml.
2.2.1. Pretreatment
Before dyeing or mordanting, cotton fabrics were washed at 70°C with a solution containing 3g/L non-ionic surfactant (PERLAVIN NIC) in an industrial washing machine. After the detergent was added into the washing machine, the pH level of washing liquor was measured to ensure a pH of 7-8. If the pH is found to be appropriate, 6g/L PERIZYM DBS will be introduced into the washing solution. Finally, the cotton fabric is treated with a solution containing 4g/L of caustic soda. After treatment, the fabric is thoroughly rinsed with soft water to be neutralized as much as possible and air-dried at room temperature. The whole washing and rinsing process takes 120 minutes.
2.2.2. Dyeing procedure without mordant
The pretreated fabric was cut into rectangle pieces with size of 13 cm x 27 cm, weighing approximately 5 grams, and then soaked in soft cold water for 60 minutes. Dye solutions were prepared by dissolving wood extracts in 90°C soft water with a liquor ratio of 10:1. To investigate the impact of dye concentration on the dyeing performance, samples were treated with varying amounts of wood extract, in the range of 2% to 20% on the weight of fabric (owf). The parameters dyeing temperature, time, and liquor ratio were kept unchanged. Because the wood extracts were naturally acidic, the original pH values of dye solutions were mainly in the range from 6.0 to 7.0.
The dye baths were heated from room temperature to 80°C and then maintained at this temperature for 60 minutes. The heating rate was set to 2°C/min. Afterwards, the vessels were cooled down to 50°C. The whole process took around 90 minutes. After dyeing, each sample was rinsed in a bath with one liter of soft cold water. Finally air-drying is done at ambient temperature.
2.2.3. Dyeing procedure with mordant
Based on the results of previous experiments without mordant, a specific concentration of each dye was selected for this mordant dyeing process. For dyeing with logwood and brazilwood extracts the concentration is set to 2% ofw. For application with Quebracho wood 5% ofw are applied. Cotton fabrics were cut into pieces weighing approximately 5 grams and wetted with soft cold water for one hour. Soft water with temperature of 90°C was used for dissolving wood extracts as well as metal salts used as mordants.
Three mordanting methods, pre-mordanting, meta-mordanting and post-mordanting, were employed to dye cotton fabric samples with wood extracts, using two types of metallic mordant at different concentrations (FeSO4 7H2O of 0.25% and 3% owf, Al(CH3COO)2(OH) of 5% and 10% ofw). The procedures for the different mordanting methods are schematically presented in Figure 5. No adjustment of pH was made. All dyeing and mordanting procedures were carried out with a liquor ratio 10:1 at the same temperature conditions using an Ahiba IR Pro machine. The temperature was raised from ambient temperature to 80°C with a heating rate of 2°C/min. The final process temperature was kept for 60 minutes. Finally, the bath was cooled down to around 50°C. The complete dyeing procedure takes around 90 minutes.
In pre-mordanting, wood extracts and mordants were dissolved separately in beakers with a liquor ratio of 10:1. Cotton fabrics were first immersed in metal salt solutions for about 90 minutes. Then mordanted samples were lifted from their beakers, given a single rinse with cold soft water to remove loosely bond mordant, and squeezed tightly. Mordanted fabrics were transferred to dye solutions, and the machine ran for another 90 minutes. When the dye procedure was completed, excess dye on the fabrics was removed by rinsing three times with soft cold water. For meta-mordanting or simultaneous mordanting, samples are treated in dyebaths containing both dyestuff and mordant. To prepare the liquor mixture, dye extract was added in the form of an aqueous solution, to the mordanting solution. In the case of post-mordanting technique, dyeing and mordanting processes were the same as described in the pre-mordanting method but carried out in the reverse order. Cotton fabric was first impregnated with a dye liquor and an aqueous solution of mordant afterwards. The fabric samples were washed once with soft cold water to remove unfixed dye before mordanting treatment. For all mordanting methods, the final samples were rinsed three times with soft cold water and dried at room temperature.
2.3. Analytical Methods
Color measurements were performed using a Datacolor 400 Spectrophotometer (USA). For washing, rubbing and light fastness tests, an Ahiba Polymat dyer (USA), a James H Heal crockmeter (UK) and an Atlas Xenotest Alpha LM instrument (Germany) were employed. Color change and color staining during these fastness tests were assessed in an Instrumental Colour Systems Multilight cabinet (UK) with artificial daylight D65 lamp.
3. Results and Discussion
The results of dyeing experiments are presented in two following sub-sections. First, dyeing experiments without mordanting procedure are presented. These experiments are done mainly as a function of increasing dye concentration. Second, the dye concentration is set to a low level and the combination with different mordants using different procedures is presented.
3.1. Dyeing without mordant
The dye application without mordant are done on cotton with increasing dye concentration from 2 to 20 %owf. The color impression of realized cotton samples are documented by photographs and presented in Figure 6. As expected, the color intensity increases with increasing dye concentration. The coloration can be best described as different shades of red and brown. Additional to the description of the visual appearance, the coloration is investigated by spectroscopic measurements and color measurements.
As a general trend, samples dyed with Logwood, Brazilwood, and Quebracho wood showed a maximum absorption wavelength at around 460nm. For this, the reflection values were recorded at 460nm and transferred to K/S values (Figure 7). Along with the deeper shade of the dyed samples, K/S values moved upwards when extract concentrations are increased.
For logwood and Brazilwood, a rapid increase in K/S value occurred from 5% to 15% extract concentrations. At over 15%, color strength continued increasing, but at a lower rate. This is likely due to decreased colorant absorption rate on cotton fiber. When the extract concentration surpassed 15% owf, the dye in the fabric became saturated. From this point, adding more dyestuff had less effect on the color yield than before. At 20% concentration, the K/S value had not yet achieved equilibrium.
The K/S values of Quebracho wood increased with a growth in the percentage of the applied dye too. However, it displayed a smaller increase compared to Logwood and Brazilwood. Their K/S values were initially close to each other. However, at 20% dye concentration, the color strength of Logwood and Brazil samples were above fivefold and sevenfold higher than that of Quebracho wood respectively.
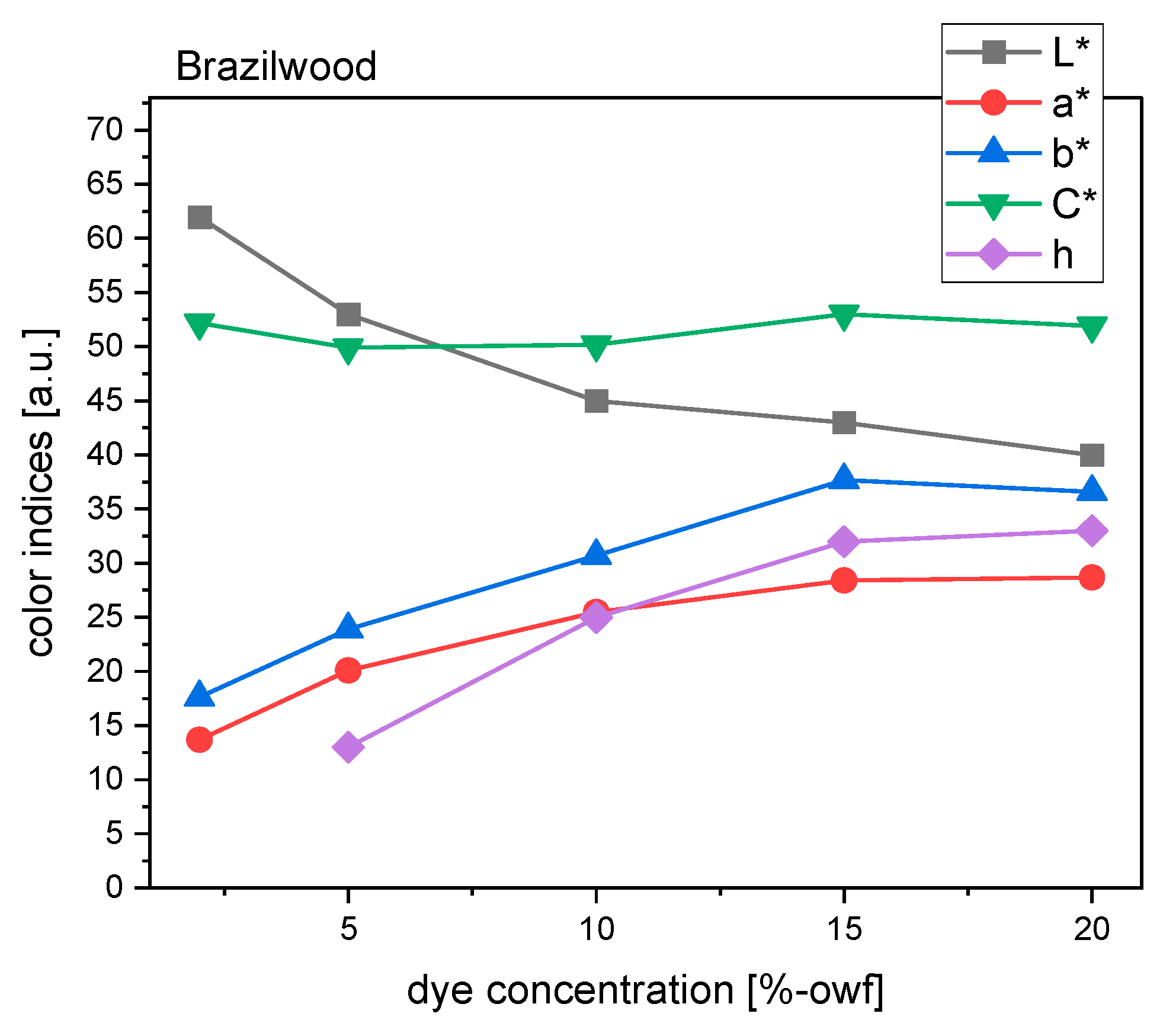
For description of color properties, the L*a*b* values are determined [40]. L*a*b* values of dyed samples were presented as function of applied dye concentration (Figure 8 to Figure 10). At first glance on the L* plane, the reduced value of lightness denoted darker shade of the color, meaning that application of more dyestuff generated darker shades. For Logwood and Brazilwood, luminance fell by more than 22 units when the dye concentrations increased from 2% to 20%. This demonstrated that the visual appearance of samples changed from light- to dark-colored, as can be seen also in Figure 6. Meanwhile, the fall in L* value of Quebracho wood dye was just over 10 units. As an overall trend, the redness a* as well as yellowness b* value increased due to higher dye concentrations, indicating more intense color. Among the three extracts, Brazilwood had the best color purity. Its samples looked vivid and intense, while with the other dyes, the fabric samples appeared more muted and closer to grey. With regard to color uniformity, dyed fabrics without mordant had nearly a visually uniform color (compare Figure 6).
For Logwood, the hue of the color appeared yellowish brown. There is a gradual decrease in hue angle, ranging from 71° to 54° (Figure 8). This tendency meant that the higher the dye concentration, the redder (bluer) the sample became. It is obvious that higher dye concentrations also resulted in a higher level of chroma and lower level of lightness. Especially there was roughly a threefold increase in chroma between 2% at 20% concentration. In short, a redder, darker, and stronger color was achieved applying a higher concentration of dye.
From 5% to 10% concentration, there was a higher increase in C* value, so at this range the greyish brown should transform to a much purer brown. As seen in Figure 8, greyish brown shades were achieved by 2% and 5%, while a moderate or strong brown was available with higher dye concentrations. With higher dye concentrations, the L* value continued decreasing, but with a lower gradient. The data between 15% and 20% concentration illustrated that three chromatic attributes (L*, h, C*) did not change much.
For samples dyed with Brazilwood, an upward tendency of C* value between 2% and 15% dye concentration indicated that the samples became more chromatic or saturated (Figure 9). At 15% concentration, chroma reached a peak of 47, but afterwards it started to reduce gently. Therefore, a more vivid color was still produced with higher dye concentrations, but not more than 15%. From 2% to 10% concentrations, the L* value went down significantly by nearly one-third. After that, luminous intensity continued to decline but at a slower rate. Similarly, the color difference ΔE did not increase considerably anymore when the dye concentration was more than 15%.
Figure 9.
Color indices determined for cotton fabrics after dyeing with Brazilwood extract using increasing dye concentration without mordanting.
Figure 9.
Color indices determined for cotton fabrics after dyeing with Brazilwood extract using increasing dye concentration without mordanting.
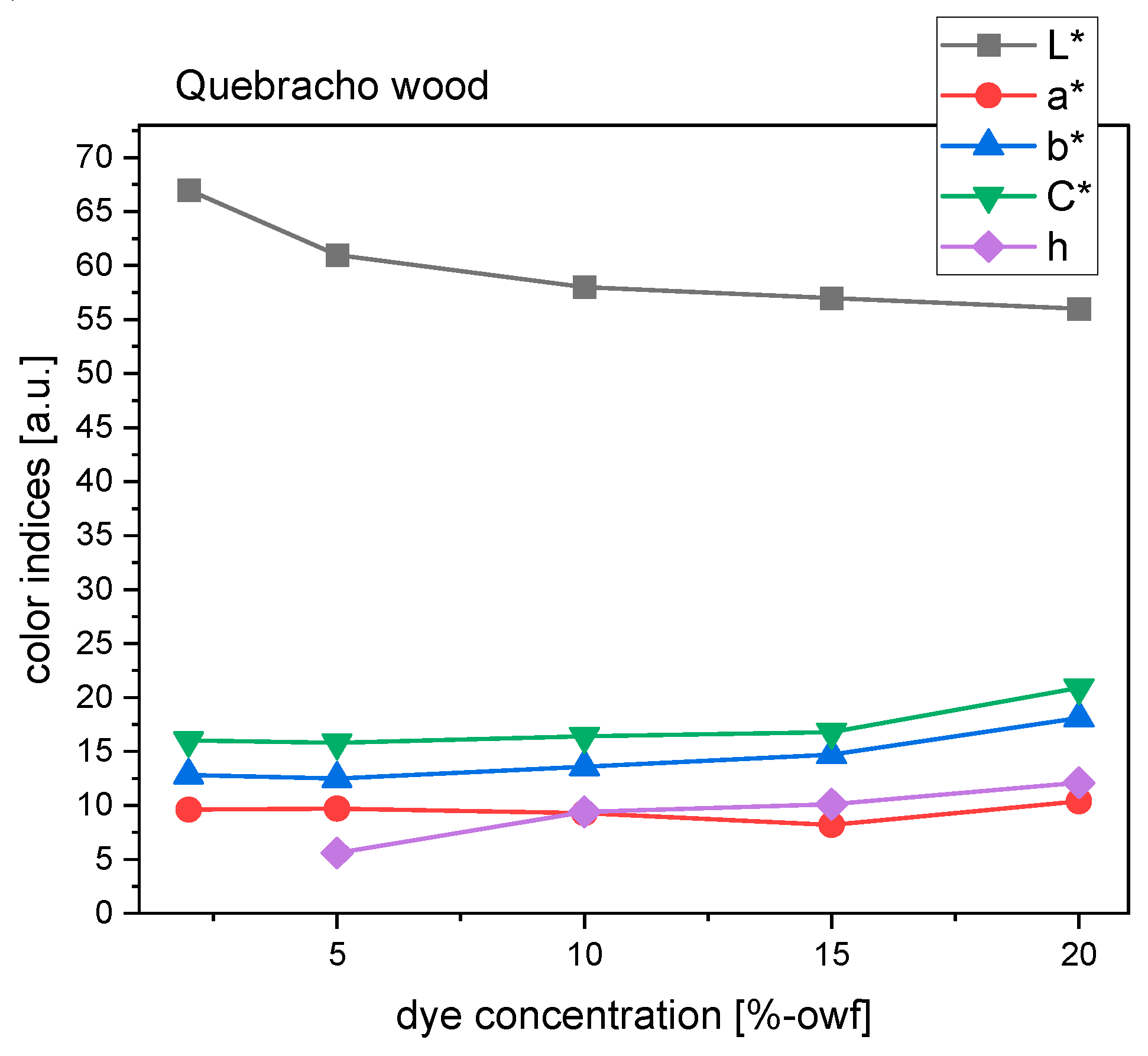
Turning to Quebracho wood, the hues were described as pale orange-yellow and yellowish brown (Figure 6). The attribute of hue went up and down, but the change is towards the yellow direction. Therefore, from 10% to 20% dye concentration, the hue is perceived as more yellow than that of the control sample (Figure 10). The hue angle of 5% concentration is a tiny bit smaller than at 2%, so the fabric looked a little redder. As for saturation, C* remained fairly unchanged when concentrations were below 15%, and it saw a moderate growth when the concentration reached 20%. This explains why its visual color in practice looked much more brilliant than the rest of the samples. Regardless, samples dyed with Quebracho wood were generally duller or less chromatic than with the other woods due to lower C*. Higher concentrations witnessed a reduction of lightness, which was indicative of the color being darker. However, the L* value was relatively stable from 10% to 20% dye concentrations (Figure 10).
Figure 10.
Color indices determined for cotton fabrics after dyeing with Quebracho wood extract using increasing dye concentration without mordanting.
Figure 10.
Color indices determined for cotton fabrics after dyeing with Quebracho wood extract using increasing dye concentration without mordanting.
3.2. Dyeing with mordant
Cotton fabrics dyed with wood extracts and metallic mordants according to three mordanting methods were evaluated in terms of color strength, color coordinates (CIEL*a*b*) and visual appearance. The visual appearance is documented by photographic images of each prepared sample shown in Figure 11. The control sample, which is dyed without a mordant, is used as a benchmark to assess how the mordants affect color and fastness attributes. The visual appearance of prepared cotton samples exhibits a broad range of different color shades appearing also in different intensity.
The color strength (K/S-values) of mordanted samples was calculated at 570, 540 and 450 nm for Logwood, Brazilwood and Quebracho wood, respectively (Figure 12, Figure 13 and Figure 14). Mordanting had a positive impact on the dye adsorption of cotton in most cases, as indicated by increased K/S values. For Logwood and Brazilwood, pre- and meta- mordant with both metallic salts proved to be more efficient in increasing K/S values than post-mordant. With regards to Quebracho, there is no single technique optimized for both iron and aluminum based mordant. It actually depends on the mordant concentration and the mordant itself.
Figure 12 depicts the impact of mordanting on the K/S values of the cotton fabrics dyed with Logwood extract. A remarkable improvement in color strength was observed in the pre- and meta-mordanting methods using 3% Iron Sulfate, 5% and 10% Aluminum Acetate.
The results confirmed that all samples had improved K/S values due to the used Iron Sulfate, and higher Iron concentrations were necessary to increase the color intensity. However, when it was utilized in the post-mordant procedure, a small loss in color strength was observed compared to the reference without mordant.
Similarly, higher Aluminum Acetate concentrations led to better K/S values except for the post-mordant process, in which its color strength even got lower with larger mordant concentrations.
When utilized in the pre-mordant procedure, Aluminum guaranteed better color yields than Iron sulfate. Overall, the pre- and meta-mordanting processes gave fabrics greater color strength than the post-mordanting technique. With only 0.25% of iron sulfate, one-bath mordant generated the best color strength. However, pre-mordanting is a far more effective way for 3% Iron concentration. In the case of Aluminum Acetate, pre-mordanting obtained the best results no matter in which of both concentrations the mordant is applied.
The K/S-values of the cotton fabrics dyed with Brazilwood extracts were compared in Figure 13. As it is observed, the biggest enhancement in K/S-value was revealed at the pre- and simultaneous-mordanting processes with a 3% concentration of iron sulfate, and 5% and 10% concentrations of Aluminum Acetate. Similar to Logwood, this analysis demonstrated that mordanting with iron salt always enhanced K/S values, and a higher concentration of iron salt yielded a visible improvement in color strength.
Aluminum Acetate provided higher K/S values than the reference sample, except for the post-mordanting method with 10% Aluminum Acetate. For pre- and one-bath mordanting, but not for post-mordanting, using more Aluminum had a favorable impact on K/S values. When using the pre-mordanting method, mordanting with aluminum provided greater color strengths than using iron sulfate. However, less favorable results were observed by meta- and post-mordanting methods.
Among three mordanting methods at the same mordant concentration, pre- or meta-mordanting could produce the highest K/S value. With 0.25% iron sulfate, the K/S value of the dyed fabric was highest by one-step mordanting. Despite this, pre-mordanting will be the most effective method for 3% Iron sulfate concentration. As for Aluminum Acetate concentrations, pre-mordanting always leads to the best results regardless of the salt concentration.
The influence of mordanting on the K/S values of cotton fabrics dyed with Quebracho extracts is depicted in Figure 14. The maximum color strength was obtained in one-bath mordanting with a 3% concentration of Iron salt.
For all three mordanting techniques, the K/S values of the Iron-mordanted fabrics exceeded that of the control sample at all concentrations. It also increased as the Iron Sulphate concentration rose from 0.25% to 3%. With a low concentration of Iron Sulphate, there was little change in the K/S values of the mordanted samples. For significantly greater color strength, a concentration of 3% is recommended.
Due to a moderate increase in K/S values, the pre-mordant procedure was best suited for Aluminum Acetate, whereas meta-mordanting resulted in unsatisfactory outcome. In Post-mordanting, the color strength was only slightly improved. It is not always beneficial to use more Aluminum Acetate because K/S values can decrease, as in meta- and post-mordanting methods. As for pre-mordanting, there is just a small jump between the K/S values of samples mordanted with 10% and 5% concentrations. Hence, it is generally not efficient to use more Aluminum Acetate.
Iron Sulphate and Aluminum Acetate are found to have similar color strengths in the pre-mordant method. However, in meta- and post- mordanting, Iron-treated fabrics had much higher K/S values than Aluminum-treated ones. Therefore, Iron Sulphate generally achieved better results. When comparing the three mordant processes, it is hard to identify a single method optimized for both Iron Sulphate and Aluminum Acetate. With just 0.25% Iron Sulfate, the post-mordant process was improved for dyeing. With 3% concentration, however, it is better to employ simultaneous-mordanting because the K/S value is more than doubled compared with other methods. For dyeing process using Aluminum Acetate, pre-mordanting was the best procedure. However, adding more Aluminum Acetate was not very effective because it only marginally increased color strength, as mentioned above.
Additional to the discussion of visual appearance and K/S-values, the color indices are determined and presented in Figure 15, Figure 16 and Figure 17.
With the addition of Iron Sulphate, lightness and chroma values of almost all samples in three dyes decreased, making them darker and more greyish (Figure 15, Figure 16 and Figure 17). On the other hand, Aluminum Acetate always increases color saturation. In short, the L* data demonstrated that Iron Sulfate had a comparatively greater darkening effect than Aluminum Acetate, whereas the C* value indicated that Aluminum Acetate produced more saturated colors. Besides, most mordanted samples had high ΔE values (total color difference), particularly for pre- and meta-mordanted ones.
The same wood extract produced a variation of hues or even new color by applying two mordants. There was a remarkable change of the color gamuts when Logwood and Brazilwood extracts interacted with metallic mordants according to pre- and simultaneous-mordanting techniques. This is in contrast to the post-mordanting procedure either by Iron or Aluminum salt, because the colors obtained were relatively similar to those of control samples. Turning to Quebracho, metallic salts did not change its original color completely.
The colorimetric data of samples dyed with Logwood. L*, a* and b* values are plotted in two- and three-dimensional space and presented in Figure 15.
The hue of not mordanted fabric was specified by a very light yellowish-brown color. Generally, the color shade was darker and duller with iron sulfate, but lighter and stronger with Aluminum Acetate. This is consistent with findings from previous research. As it is presented in Figure 11, the use of metallic mordants produced new colors. Although few mordanted samples still stayed in the orange range (35-70°) of hue circle like the non-mordanted one, all others shifted to 70-105° yellow, 195-285° blue, and 285-350° violet (Figure 15).
When Iron Sulfate was combined with Logwood in the pre-mordant process, there were two different colors depending on the concentration of Iron Sulfate as well as the mordant method.
The obtained data show that cotton fabrics meta-mordanted with Iron Sulfate (0.25% and 3%) and pre-treated with Iron Sulfate (3%) produced a bluish grey, because hue angles were inclined towards the blue coordinate of the blue-red zone. Meanwhile, the other Iron-mordanted samples had similar brown color like the not mordanted one since their hue angles moved fractionally from the standard of 67.11°. In general, Iron mordant had a darkening effect (lower L*, C* values) by generating black precipitates when it reacts with the logwood extract. Only in the case of post-mordanting with Iron Sulfate 3% (owf), the sample became slightly saturated, but the darkening effect persisted. The darkest shade was obtained from pre-mordanting with 3% of Iron Sulfate and followed by simultaneous-mordanting.
Aluminum Acetate also generated two different hues. The pre- and meta-mordanted cotton fabrics were violet, as evidenced by hue angles of 304.77° to 310.27°. Meanwhile, post-mordanted samples were still located in the yellow-red zone, and very close to the control sample. Consequently, post-treatment with Aluminum Acetate created the closest hue to the not mordanted one. Likewise, a larger amount of Aluminum Acetate did not significantly modify the color, as demonstrated by minor differences in all L*, C*, h° values. The photographs shown in Figure 11 visualizes how comparable their colors are.
As it is observed, the post-mordanting method did not bring such a substantial change in colorimetric data than pre- and simultaneous-methods. Compared to control sample, post-mordanted samples guaranteed the most equivalent outcomes of color measurement and visual assessment. Moreover, the L*a*b* values remained fairly static, and thus post-treated samples had the least color differences (ΔE).
When the visual appearances of all samples were mutually compared, it is found that meta-mordanted fabrics suffered most from uneven colorization. The cotton samples treated in the pre-mordanting method showed a more uniform color distribution, but this still needs slight improvement. For these two methods, a smaller amount of Iron Sulfate and a larger amount of Aluminum Acetate resulted in better color uniformity. The post-mordanting process achieved a high degree of uniformity regardless of types and concentrations of the used mordant. One-bath mordant is the most convenient preparation and should come to extensive use.
The colorimetric data of samples dyed with Brazilwood L*, a* and b* values are plotted in two- and three-dimensional space as presented in Figure 16.
The apparent color of the control sample was greyish orange, while those treated with Iron Sulfate and Aluminum Acetate could have new color shades (Figure 11). In general, both Iron Sulfate and Aluminum Acetate caused a less reduction in yellowness but an increase in bluish nuance compared to the control sample. Aluminum-treated fabrics have greater C* values and lower L* than the Iron-mordanted ones, and thus their samples are perceived as more vivid and lighter. The application of these two mordants created new colors (see Figure 11).
For Logwood, Iron Sulfate was used to achieve two distinct hues. Similarly, Iron Sulfate had two distinct hues for Brazilwood dyed cotton. It was not only the Iron itself but also its concentration and the mordanting procedure that determined the hue. Pre-mordanting with Iron Sulfate (0.25%) and post-mordanting with Iron Sulfate (0.25% and 3%) gave a shade comparable to that of the control sample. Their hue angles varied from 27.52° to 63.62°, indicating a red-orange hue. The minor difference was that post-mordanted fabrics looked less red than the others. On the other hand, a violet color was obtained with Iron salt by pre-mordanting (3%) or meta-mordanting (0.25% and 3%). The hues stayed within a small range of 324.92° - 334.72°, specifying violet color. Violet fabrics that were pre-mordanted seemed slightly darker than the meta-mordanted ones.
Like Iron Sulfate, Aluminum Acetate could result in two different hues. In pre- and meta-mordanting, the hue angle shifted clockwise towards the red direction (+a* axis) in a range of 354.13° to 3.6°, indicating a pink color. L* of the samples that had been pre-treated with Aluminum Acetate decreased considerably, roughly about two-thirds of the control sample. However, in meta-mordanted samples, there is a lower loss in L*, accompanied by better C* and lower -b*. Given such that the former is dark pink, and the latter is light pink but stronger and bluer. In contrast to pre- and meta-mordanting methods, the post-mordanting method did not significantly alter the a*, b*, and L* values of samples treated with Aluminum Acetate. Their hue angles of 24.02 - 29.23° indicated a slightly redder hue compared with the not mordanted sample. Their samples were most similar to the control sample, due to minimal ΔE. As a result, Aluminum Acetate post-treatment produced the most comparable shade to the non-mordanted one.
Visual comparisons among all samples revealed that meta-mordanted fabrics are less evenly dyed than those using other techniques. Hence, dye evenness is not feasible with Brazilwood in one-bath mordanting, as with Logwood. The cotton after pre-mordant treatment displayed quite good degrees of uniformity. In order to get better color uniformity, it is recommended to use less Iron Sulfate and more Aluminum Acetate for these two procedures. No matter what kind or how much of a mordant was employed, the post-mordanting process produced highly uniform colors.
The colorimetric data of samples dyed with Quebracho wood extract are plotted in two- and three-dimensional space and presented in Figure 17.
In the absence of a mordant, Quebracho dyeing resulted in yellowish brown shades on cotton (Figure 11). The hue of cotton dyed without mordant was not entirely different from those treated with mordants, which was attributed to the positions of the datapoints only moving along the red (+a*) and yellow (+b*) axes. Their h° values are in the same range as the control sample, which is 35-70° (orange) in the color circle. The hue difference between a mordanted sample and the non-mordanted sample was not so large as in Logwood or Brazilwood dyed samples.
In comparison to Iron Sulfate mordanted fabrics, Aluminum Acetate treated fabrics have greater CIEL*a*b* values, reflecting stronger and lighter colors. Regardless of the mordanting method, dyeing with Iron Sulfate would produce darker and less saturated shades, reflected in lower L* and C* values. Results also revealed that fabrics got more red in hue at lower Iron concentrations (0.25%), and yellower at higher concentrations (3%). Higher Iron Sulfate concentrations did not exert a profound darkening effect, with an exception in meta-mordanting with 3% Iron Sulfate. In this case, the lightness value declined sharply from 63.02 to 37.92. This explains why its sample appeared much darker than all other samples, and its ΔE value of 26.43 exhibited a huge difference from the control sample. Undesirably, this sample suffered from a serious uneven dyeing defect, whereas the colors of all other samples looked completely or mostly uniform.
Compared to the control sample, dyeing with Aluminum Acetate mordant (pre-, meta-, and post-mordanting) gave a more yellow and brilliant shade, as evidenced by higher C* and hue difference. As can be seen from the above table, the hue of the standard sample was 50.51°, while the hue of samples treated with Aluminum Acetate ranged from 54.45° to 61.35°, adding a slight yellowish nuance to the brown color. The increase of the C* value indicated that the fabrics were not only more yellow but also stronger in coloration. The chroma levels were at their best in the pre-mordanting method, giving an earth-yellow color. Furthermore, a higher concentration of Aluminum Acetate did not alter the color drastically, as evidenced by small differences in all color attributes (L*, C*, h°). Samples that look nearly identical to the control sample are the post-mordanted ones with Aluminum Acetate because of a slight change in L*, C*, h° values and low color change (ΔE < 3). Meta-mordanted samples are pale orange-yellow due to the highest L* and hue angles closest to the yellow direction.
Except for one-bath dyeing at a 3% Iron Sulfate concentration, the outcome of color uniformity was excellent when utilizing Iron Sulfate as a mordant. Small unevenness appeared with Aluminum Acetate in both pre- and meta-mordant methods. The more Aluminum Acetate used in the pre-mordant process resulted in better evenness, but performed worse in the one-bath dyeing. Additionally, colors produced by the post-mordanting process were highly uniform no matter what type of mordant or how much was applied.
3.3. Effects of mordanting on colour fastness properties
Mordanted fabrics were also tested for fastness to demonstrate their practicability. The Table 1 to Table 3 summarize the data about the evaluation of wash, rubbing and light fastness for Logwood, Brazilwood, and Quebracho wood applications, respectively. In general, the dyed fabrics without mordant displayed good color staining and rubbing fastness. However, Brazilwood and Quebracho wood showed fair to poor color change and light colorfastness, while Logwood had acceptable color change but only fair colorfastness to light.
The findings show that the addition of metal ions can enhance the color fastness of fabrics. However, the majority of mordanted and dyed samples did not show good performance in all three fastness tests simultaneously. For instance, Iron Sulfate often improved light fastness but not color change, while the opposite behavior was observed for mordanting with Aluminum salt. The mordant effect of iron sulfate on light fastness was better compared to applications with Aluminum salts.
The results obtained for Logwood dyed samples are displayed in Table 1. The rubbing and washing fastness of the control sample were all above grade 3. However, the color faded quickly when exposed to light, indicated by a grade of 2 in light fastness.
Following is a sequence starting from the highest to the lowest ratings of staining and rubbing fastness with Iron and Aluminum: post-mordant > meta-mordant > pre-mordant. Regarding color change, post-mordanted samples also showed the highest grade for both metallic mordants. Therefore, post-mordanting is generally the most reliable method for Logwood in terms of fading properties. Despite giving deeper shades, pre- and meta-mordanting did not really improve fastness properties.
Iron-mordanted samples achieved the same or better lightfastness than the control sample, reaching a grade of 2 to better than 3. The staining might be worsened, but in many cases their gradings were still good enough. The main issue of Iron-treated fabrics was the poorer color change than the control sample. Only one sample (L-Post-Fe-3%) could be regarded as good because it showed a rating of 3 or above for all colorfastness to washing (color change and staining), wet and dry rubbing, and light.
Aluminum Acetate generated worse washing, rubbing, and light fastness than the control sample when used as a mordant in pre- and meta-mordanting methods. With the post-mordanting process, it achieved better washing fastness and retained good rubbing fastness, but the light fastness was still less than that of the control sample. As a result, it is not recommended to use Aluminum Acetate with Logwood extracts, if a certain light fastness is demanded.
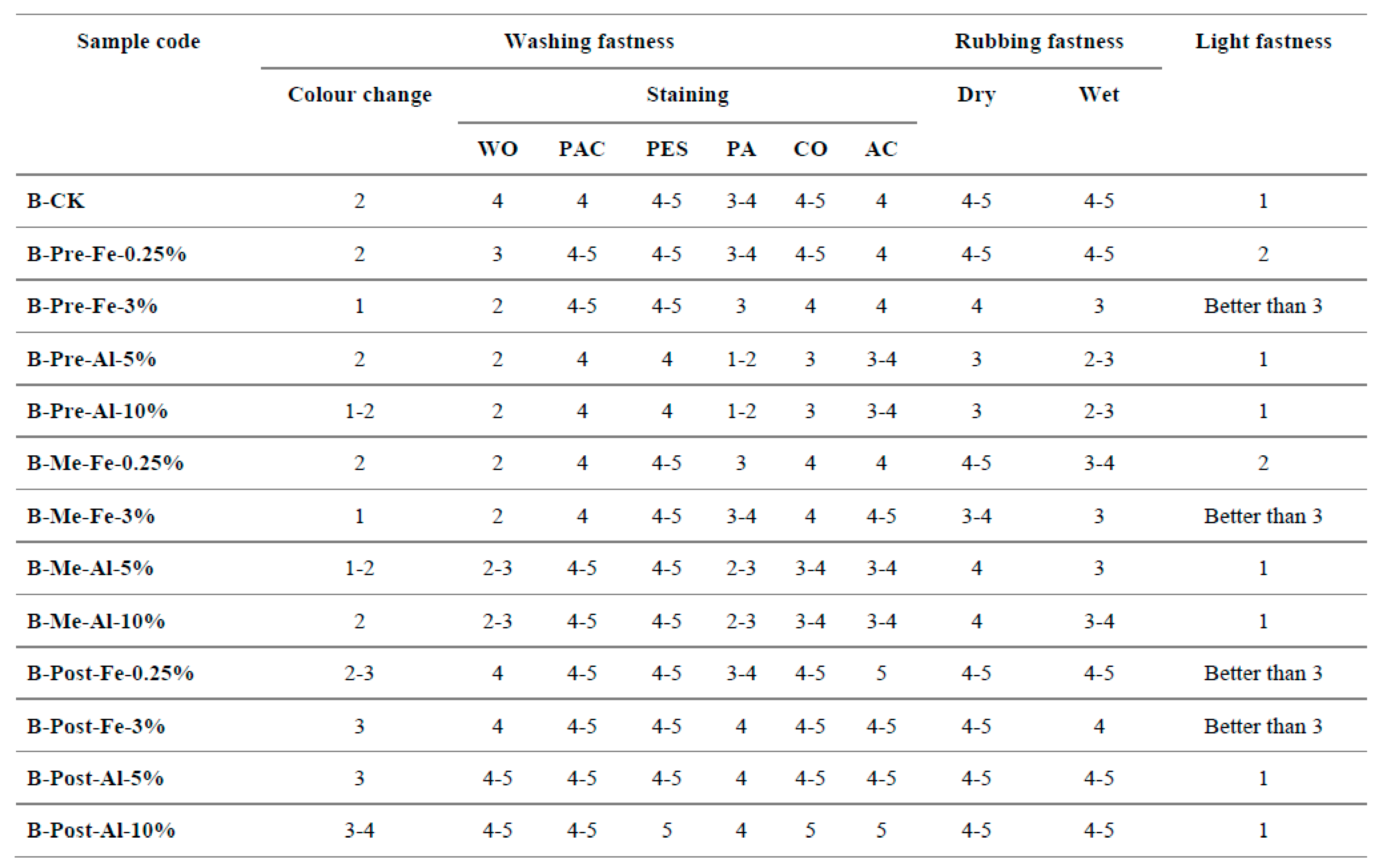
The results for fastness tests obtained for Brazilwood dyed samples are displayed in Table 2. For these samples without mordanting a color change of 2, staining of 3-4 to 4-5, rubbing fastness of 4-5 and light fastness of 2 are demonstrated. As shown in Table 2, the results of color staining and rubbing fastness with Iron Sulfate followed a sequence in following order post-mordant > pre-mordant > meta-mordant. With Aluminum Acetate, they exhibited another order: post-mordant > meta-mordant > pre-mordant. The best light fastness for samples treated with Iron Sulfate was likewise achieved with post-mordant. Overall, when it comes to fading properties, post-mordanting is the best procedure for Brazilwood.
In many cases, Iron-mordanted samples outperformed control samples in terms of lightfastness, with grades exceeding 3. Even though the stains frequently got worse, the grades could be nonetheless acceptable. The main problem with Iron-treated fabrics was mostly no enhancement in color change. Only one sample (B-Post-Fe-3%), which was graded 3 for color change and better than 3 for all other tests, could be considered good.
Regardless of concentration or mordanting method, Aluminum Acetate resulted in a lower light fastness than the control sample, although it can improve other fading properties to some extent. The best washing and rubbing fastness were seen in the post-mordanted sample with 10% Aluminum Acetate; however, its light fastness was still 1. Consequently, the use of Aluminum Acetate for Brazilwood extract was disadvantageous.
Logwood and Brazilwood have several results in common. First, color change and lightfastness ratings of both non-mordanted and mordanted sampled were frequently poor to very poor (1-2). Second, a higher concentration of Aluminum Acetate could slightly improve washing and rubbing fastness in some cases, but under no circumstances it enhanced the light fastness. Another similarity is that the most appropriate process for both dyes is post-treatment with 3% concentration of Iron. Lastly, although pre- and meta-mordanted samples had much higher color strength, their washing and rubbing fastness were actually worse than post-mordanted ones. This is because the dye adsorption has vastly improved, but much of the dye was only superficially absorbed on the surface of the cotton material, making it easy to be removed during wash and crock fastness tests. Although having significantly faded from their original hues after wash, many of them still have much deeper color than post-mordanted ones.
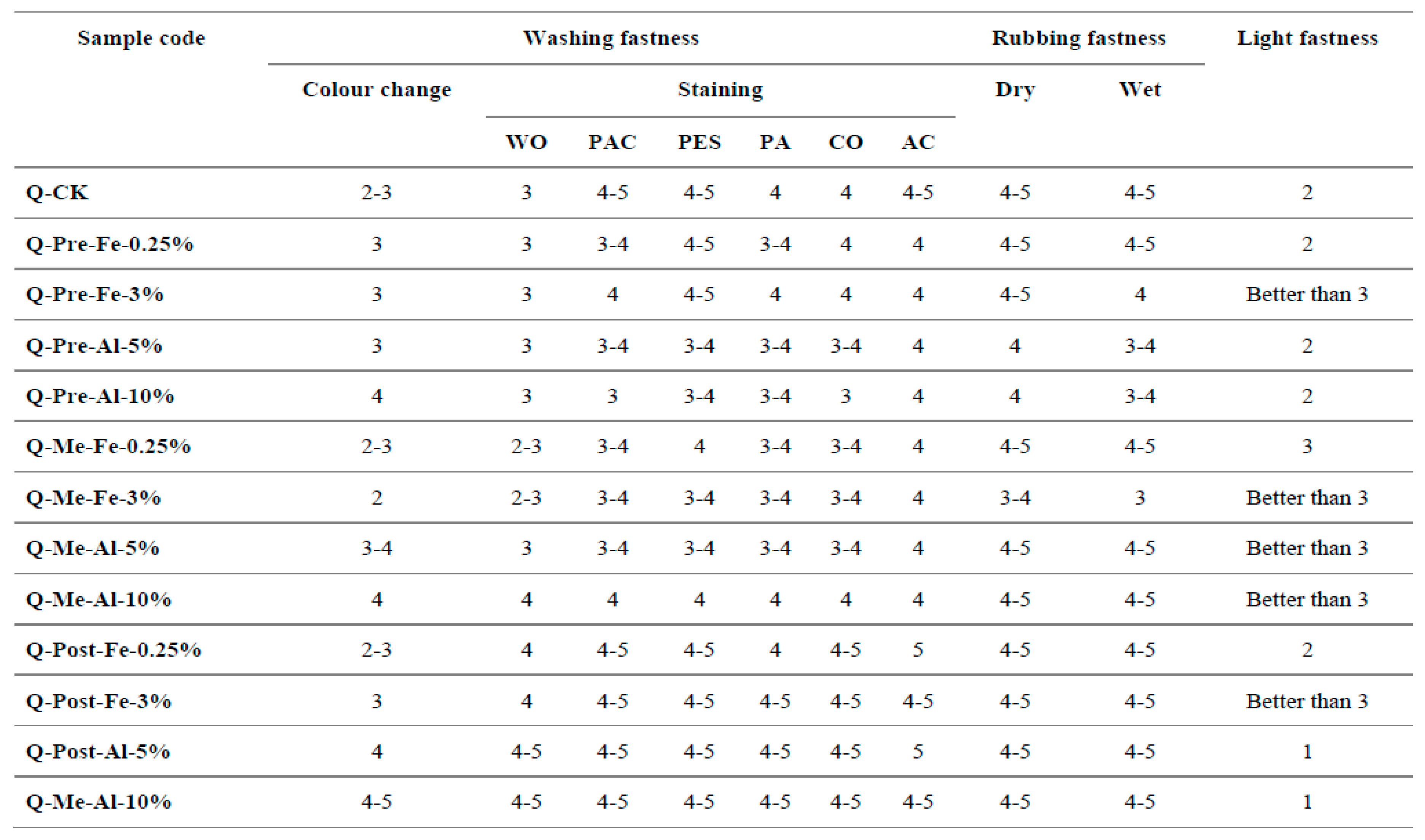
The results for fastness tests obtained for Quebracho dyed samples are displayed in Table 3. Staining and color fastness to crocking of the control sample were found to be in the range of 3 to 4-5. However, ratings of color change and light fastness were 2 or 2-3 (poor) (Table 3). The results demonstrated that color change in mordanted samples was better than in the control sample except for meta-mordanted ones with Iron Sulfate. More than half of the dyed samples had staining grades of good to very good (3 to 4-5). Additionally, half of them have shown improvement in light fastness. There would be three effective mordanting processes as described below.
Based on the control sample, Iron Sulfate was consistently effective in improving light fastness and, depending on the mordanting techniques, could also increase washing fastness. The best solution for Quebracho was found to be post-mordanting with 3% iron sulfate, which enhanced both wash and light fastness while maintaining good rubbing fastness. Pre-mordanting with 3% Iron Sulfate is also effective, but its staining is marginally worse than in the control sample.
With Aluminum Acetate, lightfastness values remained unchanged in pre-mordant, decreased in post-mordanting, and increased in meta-mordanting. Light fastness was subjected more to the mordanting method rather than the Aluminum Acetate concentration. In the post-mordanting method, it was undesirable that both washing and rubbing fastness were outstanding, but light fastness is only 1, making this method less efficient. The most effective way to treat cotton with Aluminum Acetate is one-bath mordanting since light fastness is considerably better than that of the control sample, although washing fastness is not that excellent but still acceptable. For an overall good fastness, a minimum concentration (5%) of Aluminum Acetate was sufficient. However, a 10% owf concentration would be recommended for marginally better color change and staining.

Table 3.
Color fastness properties of cotton fabrics after dyeing with Quebracho wood extract using different mordanting procedures.
Table 3.
Color fastness properties of cotton fabrics after dyeing with Quebracho wood extract using different mordanting procedures.
Overall, the fastness grades of Quebracho mordanted samples were higher than those of Logwood and Brazilwood. In terms of coloration durability for Logwood and Brazilwood, post-mordanting with Iron Sulfate 3% is the best option. Turning to Quebracho wood, besides pre- or post-mordanting with Iron Sulfate at 3%, cotton can be also treated well with Aluminum Acetate. One-bath dyeing is a definite advantage of dyeing with Quebracho wood extract because this method saves time and cuts down water and energy consumption. In summary, although Logwood and Brazilwood offer attractive hues like pink and violet, the color durability of these colors is lower and thus less attractive for commercial use. The color produced by all three extracts is greyish brown, and each of them had a different nuance. Wood extracts contain obviously less tannin than raw wood. For instance, tannin and cellulose fibers form strong connections, and Aluminum ions can effectively interact with the complex of tannins and fibers [41].
4. Summary and Conclusions
The use of three different extracts from colored wood is investigated in a set-up of three different mordanting procedures and two different mordanting agents based on aluminum and iron salts. By this, a sum of 18 different combinations are investigated for the usability to dye cotton fabric with a bio-based natural dye material. By using aluminum acetate and iron-(II)-sulfate, several color shades are generated for application of extracts from logwood and brazilwood. Using the same metallic salt, different mordant methods may result in drastically different hue color (h°) and CIELab values. Nevertheless, regarding Quebracho dye, the color of the mordanted samples did not significantly differ from the control sample prepared without mordanting agent. Overall, with iron based mordant, darker (lower L*) and less intense (lower C*) colors are gained compared to the recipes with aluminum based mordant. Depending on type, concentration and methods, metallic mordants can be utilized to raise or lower color strength and be effective or ineffective on raising fastness qualities. In most cases, cotton fabrics treated with mordant achieved higher K/S values than those without mordant. As demonstrated by an increase in color strength, mordanting mostly enhanced the dye adsorption on cotton fabric.
Many appealing shades were produced with the combination of wood dyes and two mordants. Nevertheless, to develop textile products that are feasible for commercial use, the improvement of fastness properties is a principle goal. The best fastness results were obtained using the extract from Quebracho wood with pre- or meta-mordanting procedures. By this, a variation of brown shades is provided, which are typical of natural dyes. The primary benefit of Quebracho dyeing in combination with aluminum acetate is the elimination of a second mordanting process or two-bath dyeing. A major similarity between Logwood and Brazilwood is that pre- and meta-mordanting with metallic salts did not have beneficial influence on washing and rubbing fastness. However, these mordanting methods resulted in the highest color strength. Post-mordanting gave generally better fastness results than others due to less unfixed pigments remaining on fiber surface. Further, cotton mordanted with iron salt displayed better light fastness compared to samples with aluminum based mordant.
By this current study it is shown that the use of wood extracts for dyeing purposes of textiles from natural fibers is an interesting approach to reach fully bio-based and biodegradable textile materials. The presented investigations show that a broad range of attractive colorations can be reached by different wood extract applications by modifying the mordanting procedure. By this a first proof-of-concept on the suitability of the method is made, which could be a starting point for development of further dyeing processes. These future developments should focus especially on the improvement of fastness properties.
Author Contributions
Sample preparation, analytics & data evaluation, Thanh Hoa Mai; supervision, writing & editing, Thomas Grethe & Boris Mahltig.
Funding
This research received no external funding.
Acknowledgments
The authors owe many thanks to Dipl.-Ing. Simone Wagner and Dipl.-Ing. Gudrun Lieutenant-Bister for their helpful advice during the dyeing experiments and colour analytics done in the finishing laboratory (Niederrhein University of Applied Sciences, Faculty of Textile and Clothing Technology). All product and company names mentioned in this article may be trademarks of their respected owners, even without labelling.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wardman, R.H. An Introduction to Textile Coloration; John Wiley & Sons Ltd., Hoboken, 2018.
- Slama, H. B.; Chenari Bouket, A.; Pourhassan, Z.; Alenezi, F. N.; Silini, A.; Cherif-Silini, H.; Oszako, T.; Luptakova, L.; Golinska, P.; Belbahri, L. Diversity of synthetic dyes from textile industries, discharge impacts and treatment methods. Applied Sciences 2021, 11, 6255. [Google Scholar] [CrossRef]
- Hagan, E.; Poulin, J. Statistics of the early synthetic dye industry. Heritage Science 2021, 9, 1–14. [Google Scholar] [CrossRef]
- Affat, S. S. Classifications, advantages, disadvantages, toxicity effects of natural and synthetic dyes: A review. University of Thi-Qar Journal of Science 2021, 8, 130–135. [Google Scholar]
- Anis, P.; Eren, H. A. Improving the Fastness Properties of One-Step Dyed Polyester/Cotton Fabrics. AATCC Review 2003, 3, 20–24. [Google Scholar]
- Aspland, J. R. Disperse dyes and their application to polyester. Textile Chemist and Colorist 1992, 24, 18–23. [Google Scholar]
- Siddiqua, U. H.; Ali, S.; Iqbal, M.; Hussain, T. Relationship between structure and dyeing properties of reactive dyes for cotton dyeing. Journal of Molecular Liquids 2017, 241, 839–844. [Google Scholar] [CrossRef]
- Hanbing, W.; Haase, H.; Mahltig, B. Cationic Pretreatment for Reactive Dyeing of Cotton and its Simultaneous Antibacterial Functionalisation. Tekstilec 2020, 63, 27–37. [Google Scholar] [CrossRef]
- Seidu, R. K.; Eghan, B.; Acquaye, R. A Review of Circular Fashion and Bio-based Materials in the Fashion Industry. Circular Economy and Sustainability 2023, 1–23. [Google Scholar] [CrossRef]
- Ribul, M.; Lanot, A.; Pisapia, C. T.; Purnell, P.; McQueen-Mason, S. J.; Baurley, S. Mechanical, chemical, biological: Moving towards closed-loop bio-based recycling in a circular economy of sustainable textiles. Journal of Cleaner Production 2021, 326, 129325. [Google Scholar] [CrossRef]
- Hamdy, D.; Hassabo, A. G.; Othman, H. A. Various natural dyes using plant palette in coloration of natural fabrics. Journal of Textiles, Coloration and Polymer Science 2021, 18, 121–141. [Google Scholar] [CrossRef]
- Benli, H. Coloration of cotton and wool fabric by using bio-based red beetroot (Beta Vulgaris L.). Journal of Natural Fibers 2022, 19, 3753–3769. [Google Scholar] [CrossRef]
- Bechthold, T.; Manian, A.; Pham, T. Handbook of Natural Colorants, John Wiley & Sons Ltd.: Hoboken, USA, 2nd edition, 2023.
- Dapson, R. W.; Bain, C. L. Brazilwood, sappanwood, brazilin and the red dye brazilein: from textile dyeing and folk medicine to biological staining and musical instruments. Biotechnic & Histochemistry 2015, 90, 401–423. [Google Scholar]
- SCRD Group, LeHavre, France, product catalogue on natural dyes. Available online: https://scrd.fr/gb/content/10-catalog (accessed on 28 August 2023).
- Dapson, R.; Horobin, R. W.; Kiernan, J. Hematoxylin shortages: their causes and duration, and other dyes that can replace hemalum in routine hematoxylin and eosin staining. Biotechnic & Histochemistry 2010, 85, 55–63. [Google Scholar]
- Ortiz-Hidalgo, C.; Pina-Oviedo, S. Hematoxylin: Mesoamerica’s gift to histopathology. Palo de Campeche (logwood tree), pirates’ most desired treasure, and irreplaceable tissue stain. International Journal of Surgical Pathology 2019, 27, 4–14. [Google Scholar] [CrossRef] [PubMed]
- Schweppe, H. Handbuch der Naturfarbstoffe, ecomed Verlagsgesellschaft; Landsberg, Germany, 1993.
- Kahr, B.; Lovell, S.; Subramony, J.A. The Progress of Logwood Extract. Chirality 1998, 10, 66–77. [Google Scholar] [CrossRef]
- Krifa, N.; Miled, W.; Behary, N.; Campagne, C.; Cheikhrouhou, M.; Zouari, R. Dyeing performance and antibacterial properties of air-atmospheric plasma treated polyester fabric using bio-based Haematoxylum campechianum L. dye, without mordants. Sustainable Chemistry and Pharmacy 2021, 19, 100372. [Google Scholar] [CrossRef]
- Bechtold, T.; Mussak, R. Handbook of Natural Colorants, John Wiley & Sons: Chichester, UK, 2009.
- Titford, M. The long history of hematoxylin. Biotechnic & Histochemistry 2005, 80, 73–78. [Google Scholar]
- Shahi, Z.; Khajeh Mehrizi, M.; Hadizadeh, M. A Review of the Natural Resources Used to Hair Color and Hair Care Products. Journal of Pharmaceutical Sciences and Research 2017, 9, 1026–1030. [Google Scholar]
- Prasad, M.N.V. Biomediation and Bioeconomy, Elsevier: Amsterdam, Netherlands, 2016.
- Zarkogianni, M.; Mikropoulou, E.; Varella, E.; Tsatsaroni, E. Colour and fastness of natural dyes: revival of traditional dyeing techniques. Coloration Technology 2011, 127, 18–27. [Google Scholar] [CrossRef]
- Grifoni, D.; Bacci, L.; Zipoli, G.; Albanese, L.; Sabatini, F. The role of natural dyes in the UV protection of fabrics made of vegetable fibres. Dyes and Pigments 2011, 91, 279–285. [Google Scholar] [CrossRef]
- Wongsooksin, K.; Rattanaphani, S.; Tangsathitkulchai, M.; Rattanaphani, V.; Bremner, J. B. Study of an Al (III) complex with the plant dye brazilein from Ceasalpinia sappan Linn. Suranaree J. Sci. Technol. 2008, 15, 160–163. [Google Scholar]
- Ulma, Z.; Rahayuningsih, E.; Wahyuningsih, T. D. Methylation of brazilein on secang (Caesalpinia sappan Linn) wood extract for maintain color stability to the changes of pH. IOP Conference Series: Materials Science and Engineering 2018, 299, 012075. [Google Scholar] [CrossRef]
- Mikropoulou, E.; Tsatsaroni, E.; Varella, E. A. Revival of traditional European dyeing techniques yellow and red colorants. Journal of Cultural Heritage 2009, 10, 447–457. [Google Scholar] [CrossRef]
- Venter, P. B.; Senekal, N. D.; Amra-Jordaan, M.; Bonnet, S. L.; Van der Westhuizen, J. H. Analysis of commercial proanthocyanidins. Part 2: An electrospray mass spectrometry investigation into the chemical composition of sulfited quebracho (Schinopsis lorentzii and Schinopsis balansae) heartwood extract. Phytochemistry 2012, 78, 156–169. [Google Scholar] [CrossRef]
- Roux, D. G.; Evelyn, S. R. Condensed tannins. 4. The distribution and deposition of tannins in the heartwoods of Acacia mollissima and Schinopsis spp. Biochemical Journal 1960, 76, 17. [Google Scholar] [CrossRef] [PubMed]
- Inanc, L.; Dogan, N. Investigation of Antibacterial Activity of Footwear Leather Obtained from Different Tanning. Textile and Apparel 2020, 30, 184–189. [Google Scholar]
- Sánchez-Martín, J.; Beltrán-Heredia, J.; Carmona-Murillo, C. Adsorbents from Schinopsis balansae: Optimisation of significant variables. Industrial Crops and Products 2011, 33, 409–417. [Google Scholar] [CrossRef]
- Thakker, A. M., Sun, D., Bucknall, D. Inkjet printing of plasma surface–modified wool and cotton fabrics with plant-based inks. Environmental Science and Pollution Research 2022, 29, 68357–68375. [CrossRef]
- Alves, C. S. P.; Fernandes, M. S. M.; Rodrigues, R. P. V.; Zille, A. Dyeing of cotton with madder using (bio) mordants: effects on fastness and UV protection properties. In Proceedings of the 21th World Textile Conference AUTEX 2022, Lodz, Poland, 7 June 2022. [Google Scholar]
- Wild Colours, Dyeing with Quebracho Extract, Available online: http://www.wildcolours.co.uk/html/quebracho_extract.html (accessed on 28 August 2023).
- Pflanzenfärbershop, Hückelhoven-Baal, Germany, dye extracts, Available online: https://shop.pflanzenfaerber.eu/13-farbepflanzenextrakte (accessed on 28 August 2023).
- Maiwa Handprints Ltd, The Maiwa Guide to Natural Dyes – what they are and how to use them, Available online: https://naturaldyes.ca/instructions (accessed on 28 August 2023).
- Botanical Colors, Natural Dye Extract Instructions, Available online: https://botanicalcolors.com/natural-dye-extract-instructions/ (accessed on 28 August 2023).
- Lübbe, E. Farbempfindung, Farbbeschreibung und Farbmessung, Springer Vieweg: Wiesbaden, Germany, 2013.
- Ding, Y.I.; Freeman, H.S. Mordant dye application on cotton: optimization and combination with natural dyes. Coloration Technology 2017, 133, 369–375. [Google Scholar] [CrossRef]
Figure 1.
Chemical structures of color components in logwood.
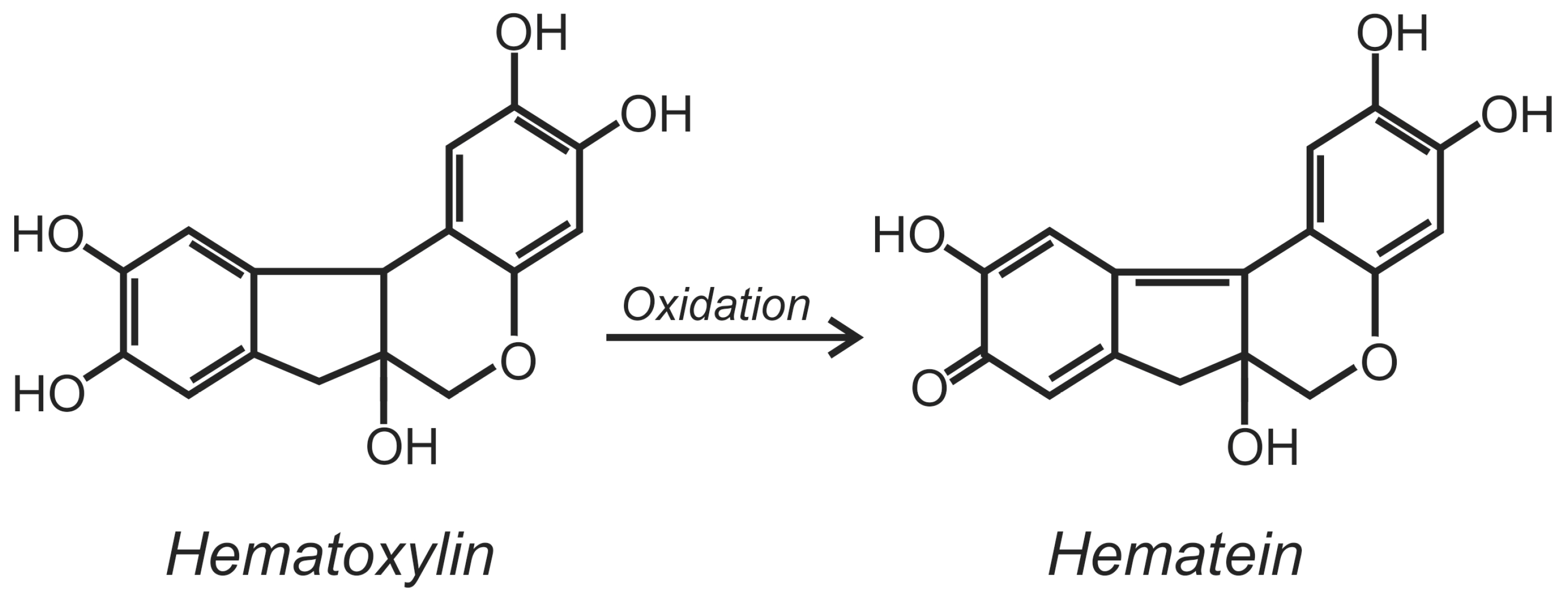
Figure 2.
Chemical structures of color components in brazilwood.
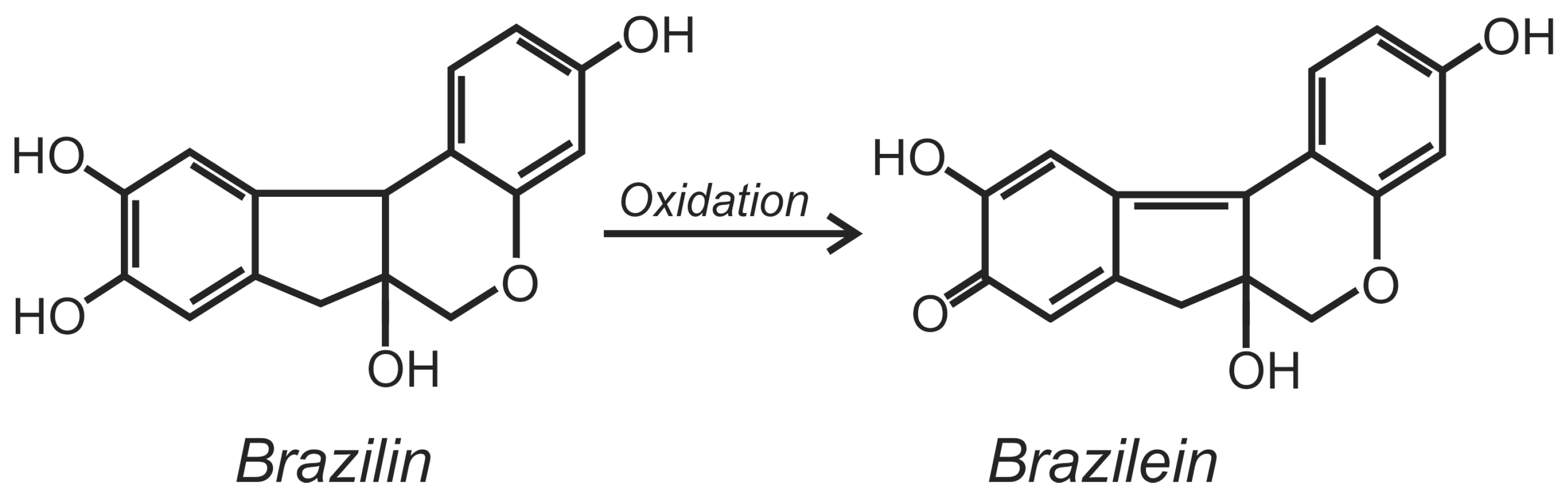
Figure 3.
Chemical structures of color components in Quebracho wood.
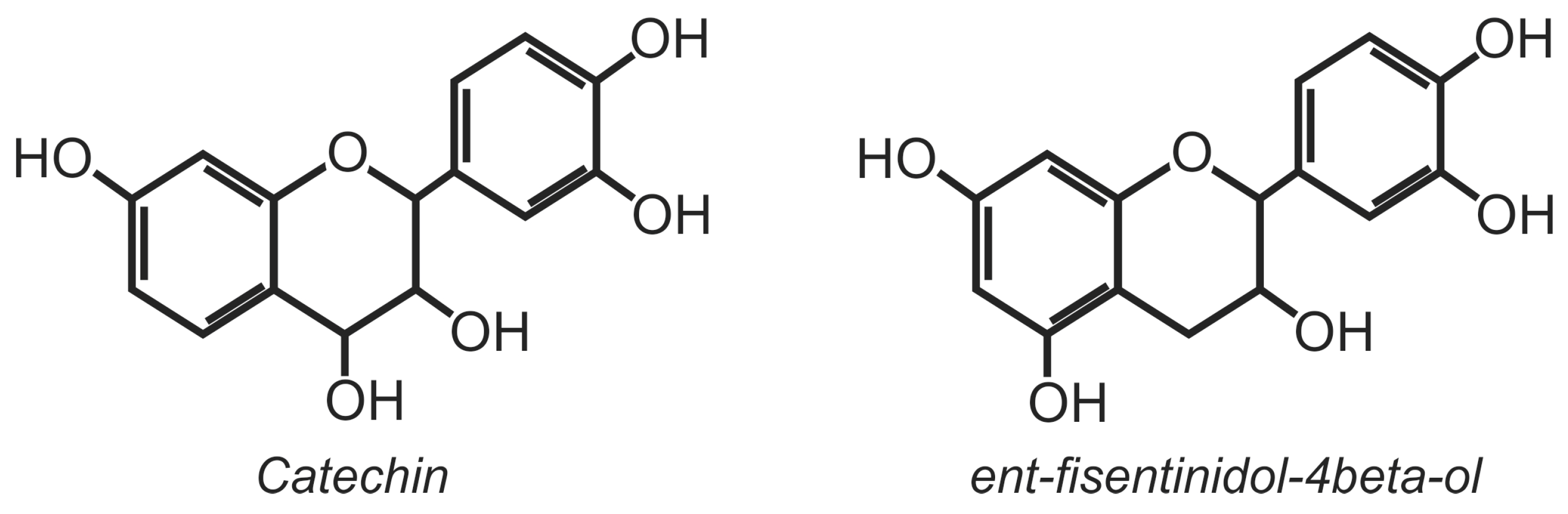
Figure 4.
Photographs of used wood extract powders as supplied.

Figure 5.
Schematic diagrams and temperature profiles for the three different processes with mordant.
Figure 5.
Schematic diagrams and temperature profiles for the three different processes with mordant.
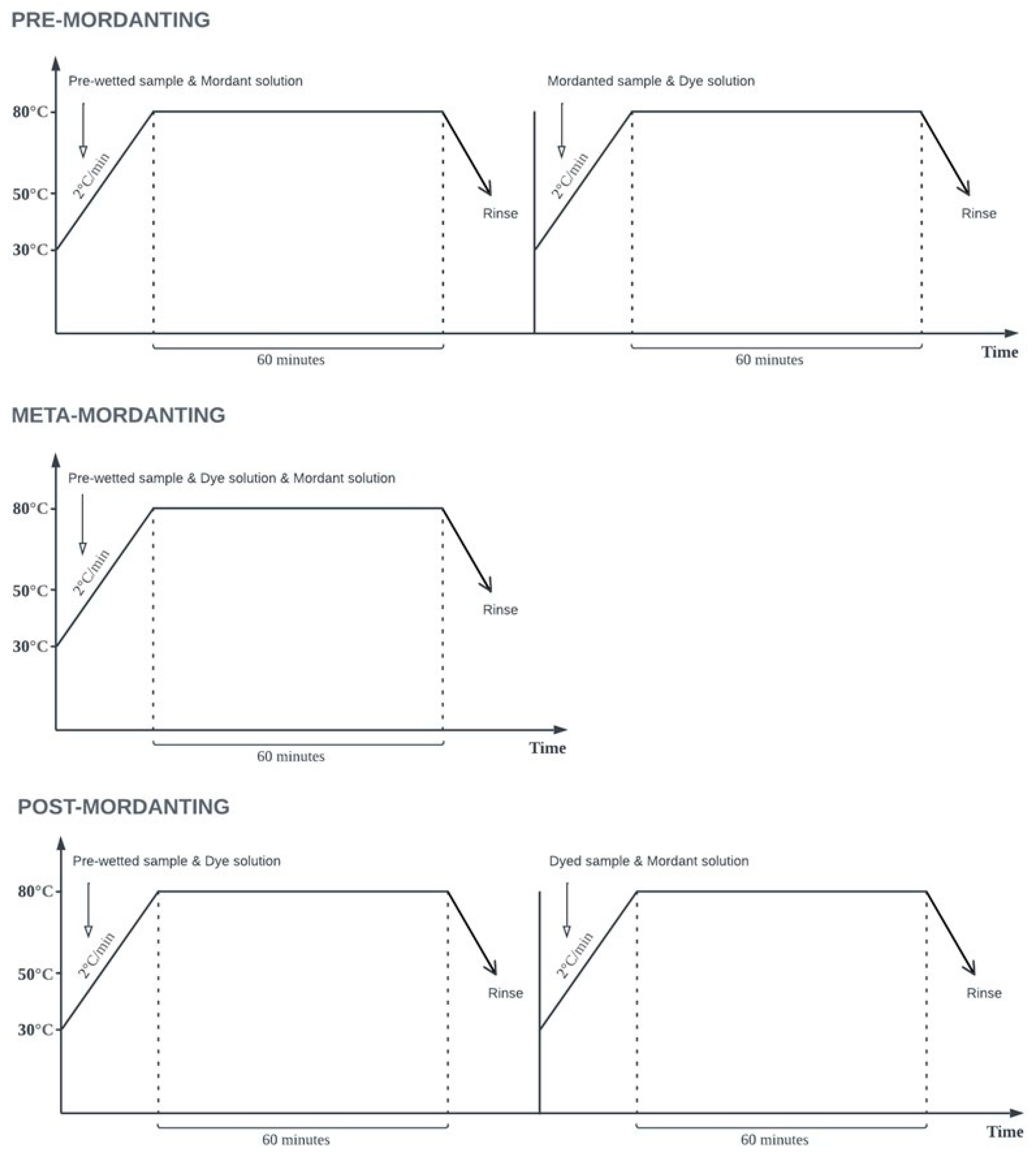
Figure 6.
Photographs of cotton fabrics after dyeing with wood extracts using increasing dye concentration without mordanting.
Figure 6.
Photographs of cotton fabrics after dyeing with wood extracts using increasing dye concentration without mordanting.
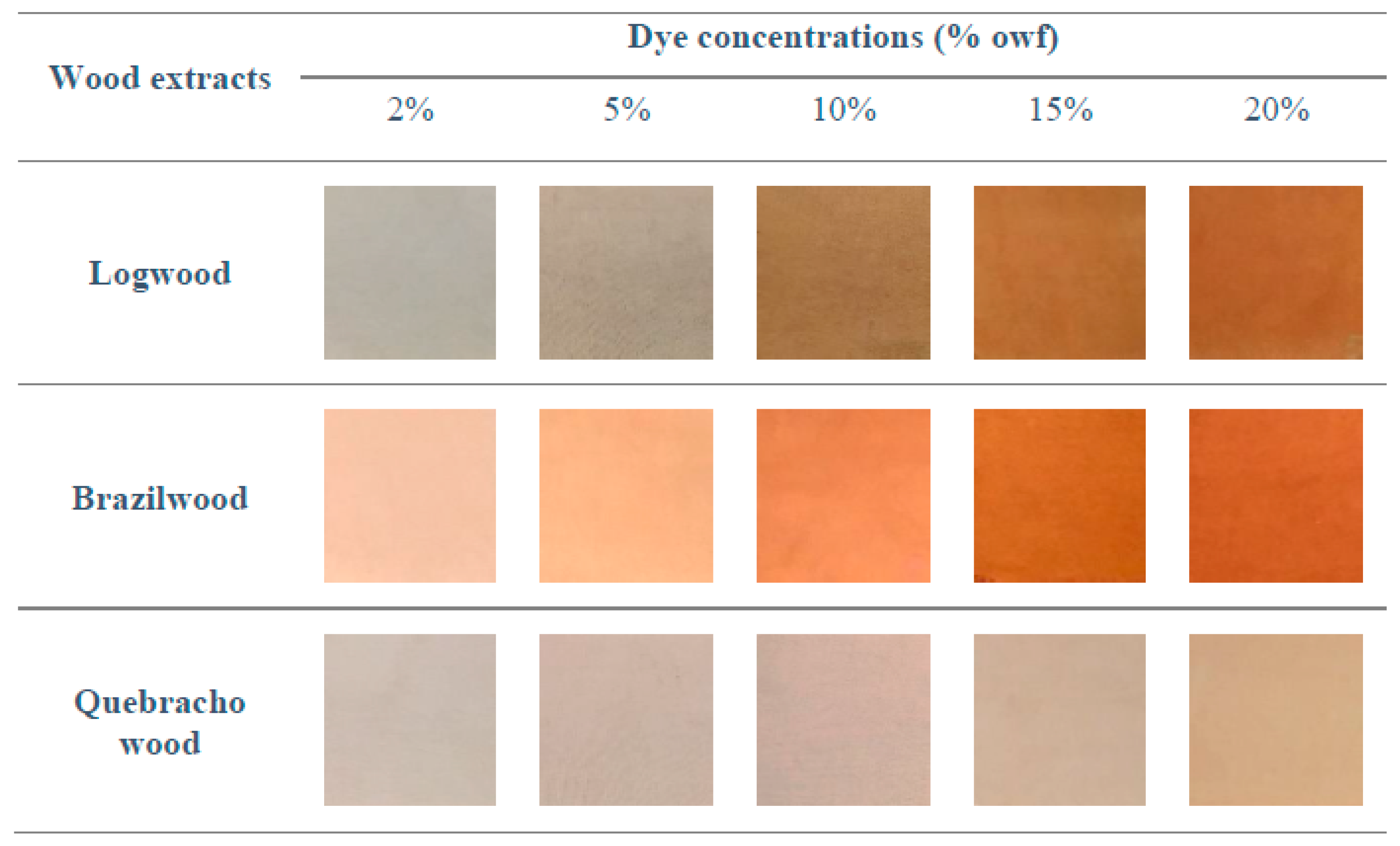
Figure 7.
K/S-values determined for the wavelength 460 nm of cotton fabrics after dyeing with wood extracts using increasing dye concentration without mordanting.
Figure 7.
K/S-values determined for the wavelength 460 nm of cotton fabrics after dyeing with wood extracts using increasing dye concentration without mordanting.
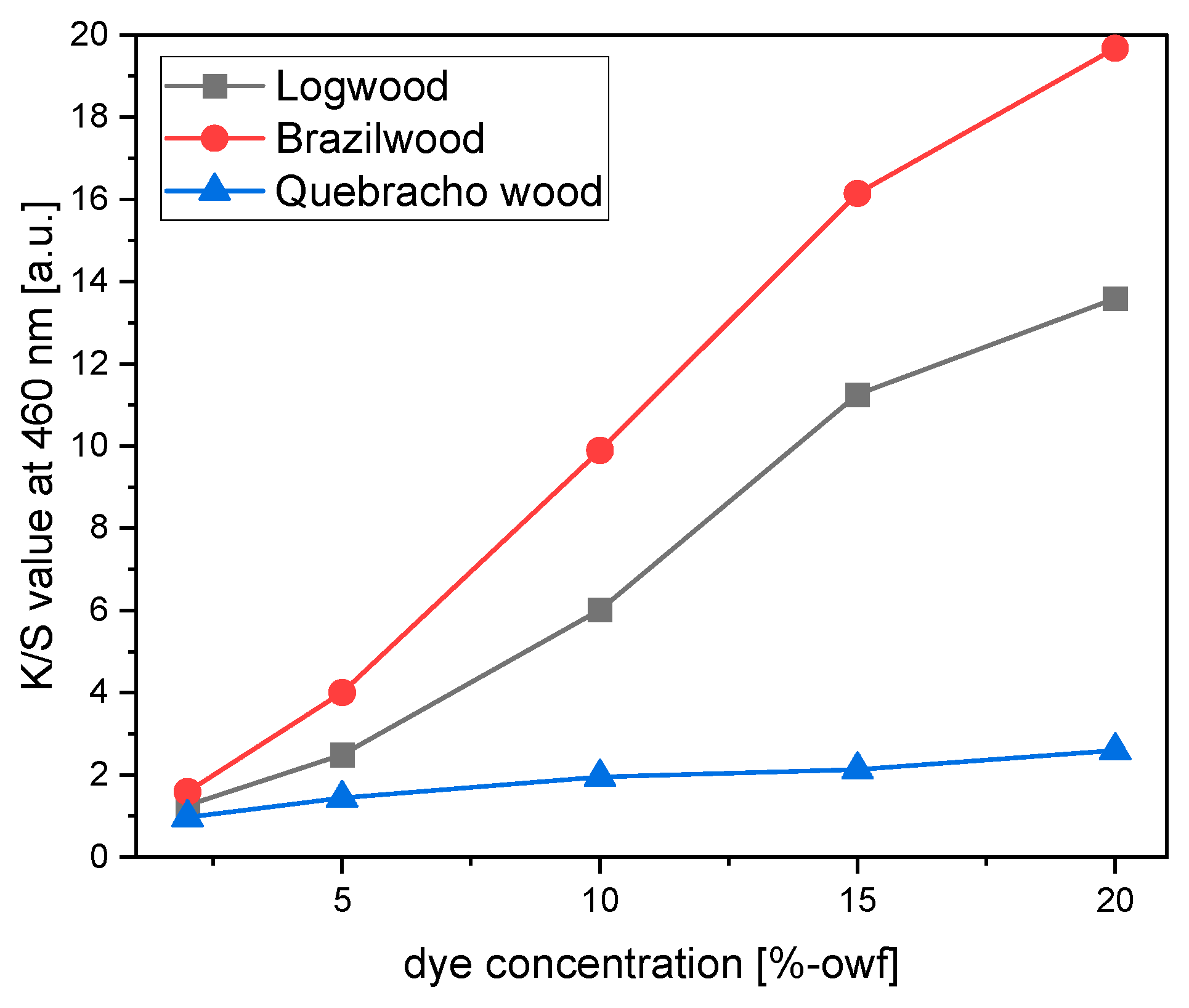
Figure 8.
Color indices determined for cotton fabrics after dyeing with Logwood extract using increasing dye concentration without mordanting.
Figure 8.
Color indices determined for cotton fabrics after dyeing with Logwood extract using increasing dye concentration without mordanting.
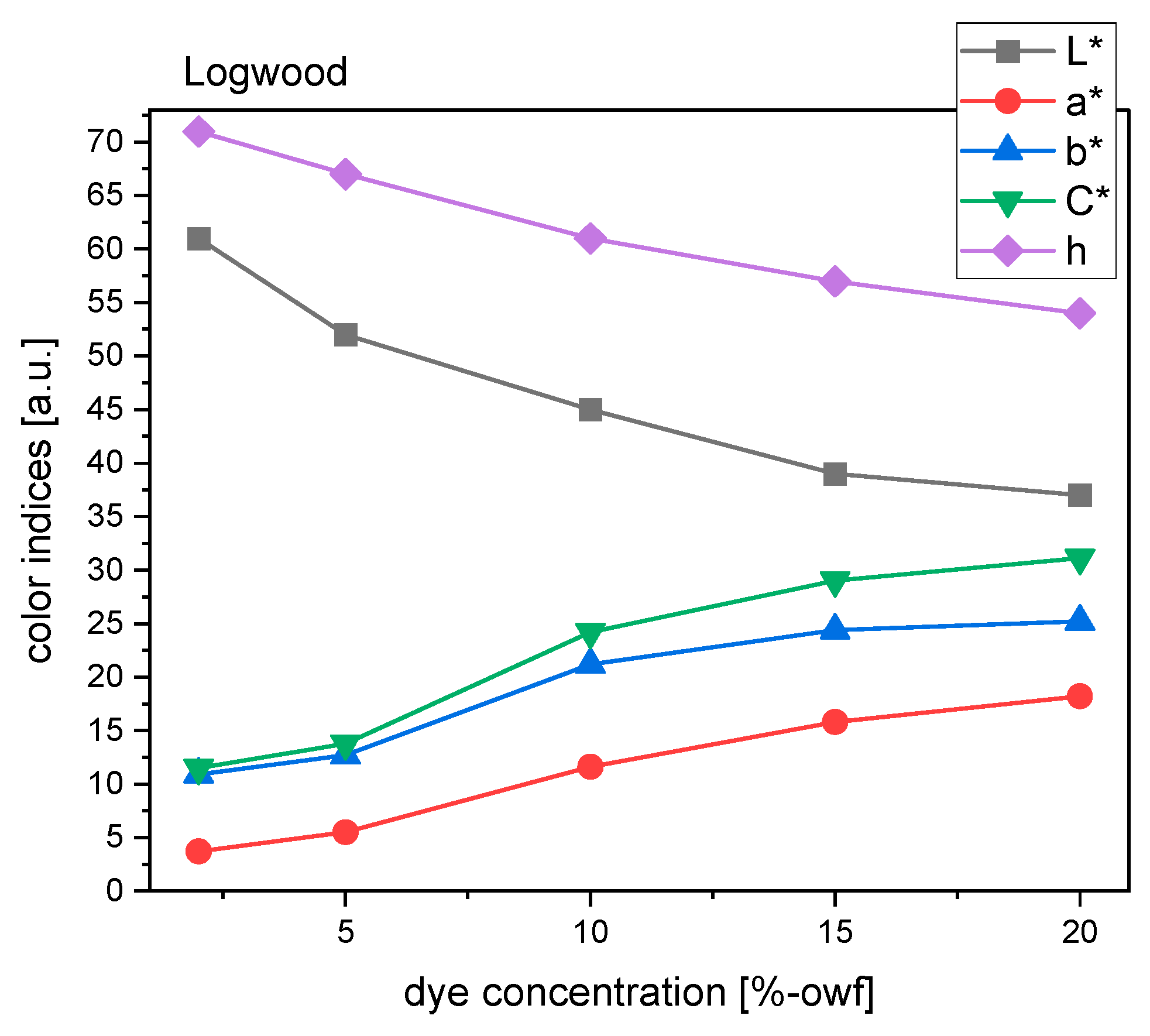
Figure 11.
Photographs of cotton fabrics after dyeing with wood extracts using different mordants and mordanting processes (pre-, meta- and post-mordanting).
Figure 11.
Photographs of cotton fabrics after dyeing with wood extracts using different mordants and mordanting processes (pre-, meta- and post-mordanting).
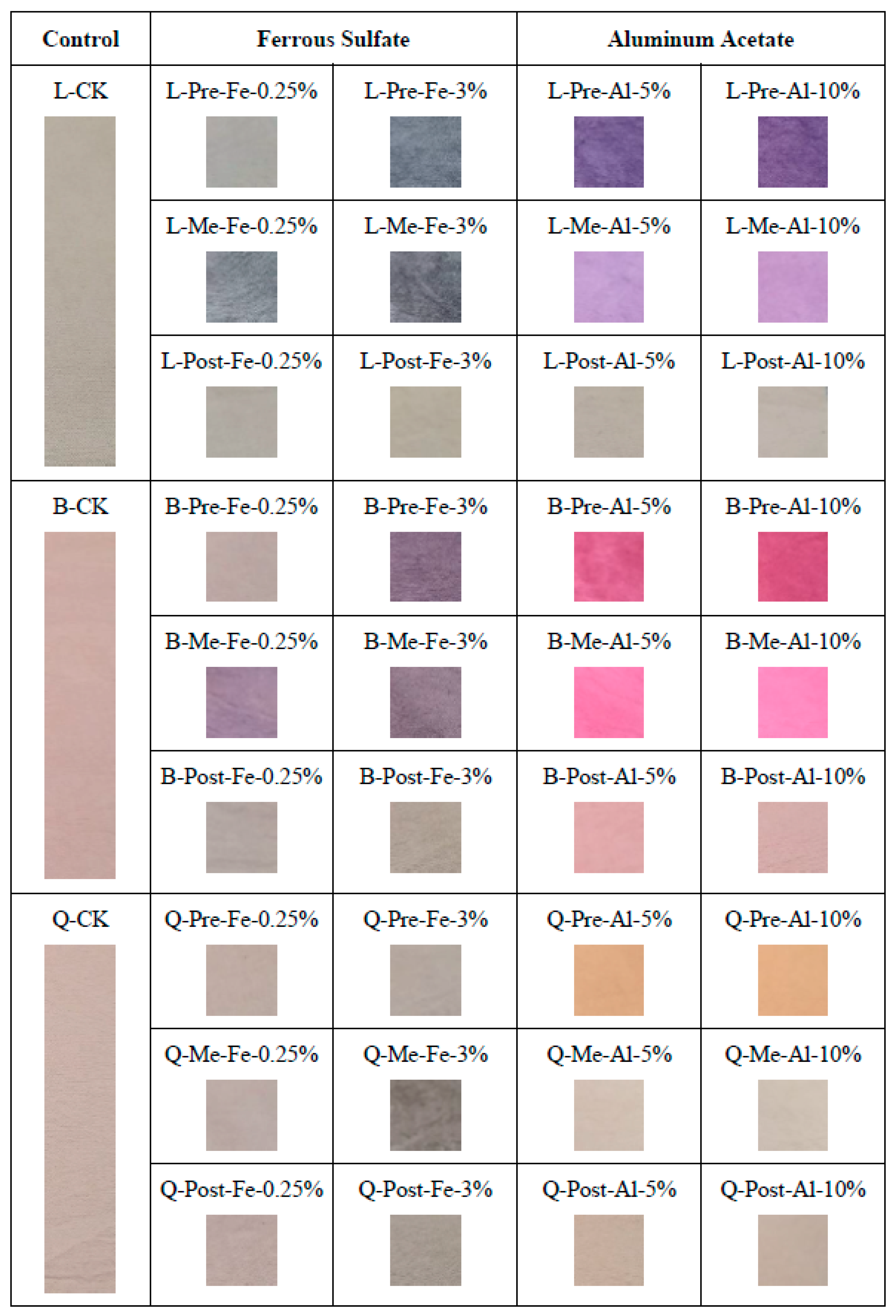
Figure 12.
K/S-values determined for the wavelength 570 nm of cotton fabrics after dyeing with logwood extract using different mordanting procedures.
Figure 12.
K/S-values determined for the wavelength 570 nm of cotton fabrics after dyeing with logwood extract using different mordanting procedures.
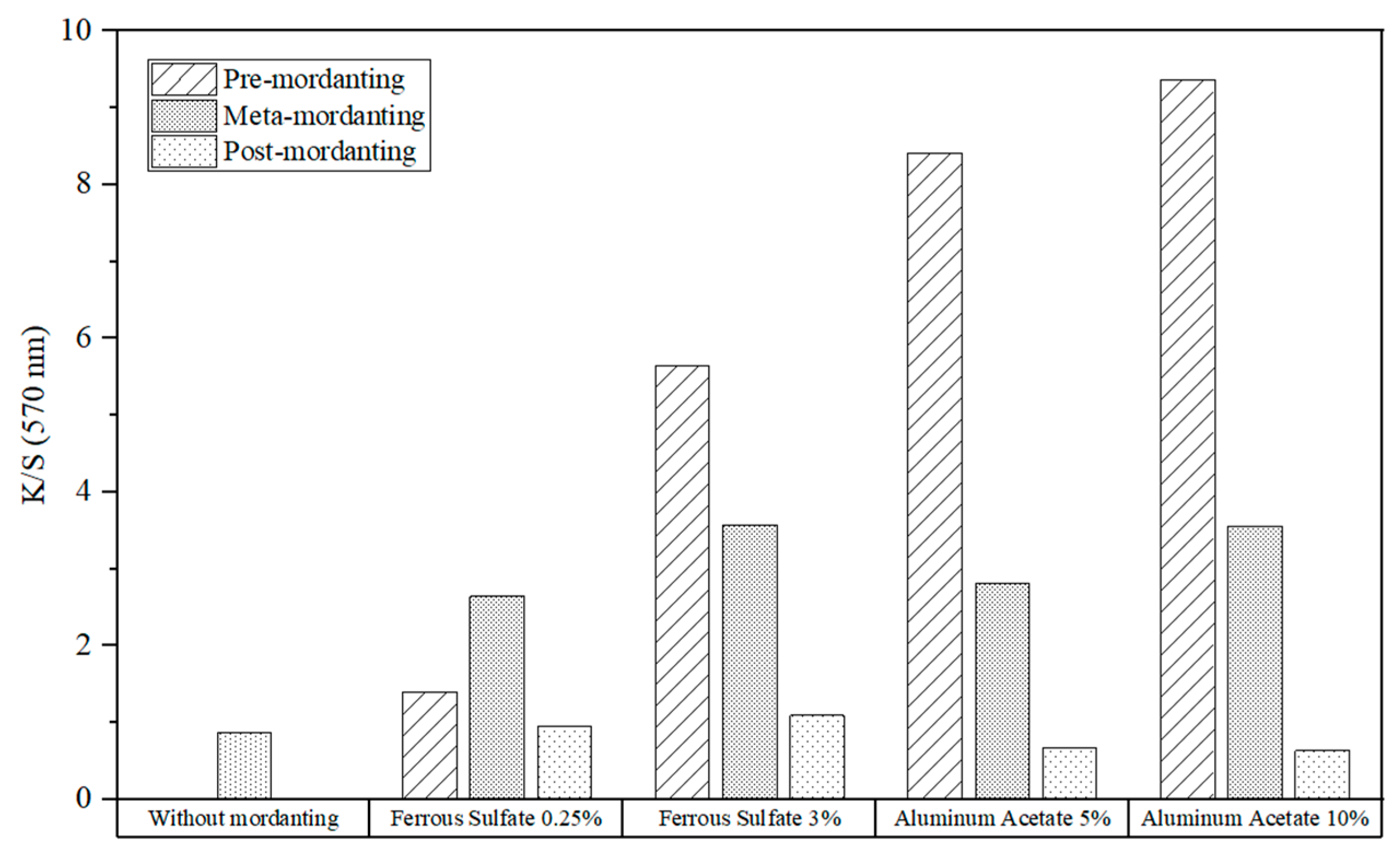
Figure 13.
K/S-values determined for the wavelength 540 nm of cotton fabrics after dyeing with brazilwood extract using different mordanting procedures.
Figure 13.
K/S-values determined for the wavelength 540 nm of cotton fabrics after dyeing with brazilwood extract using different mordanting procedures.
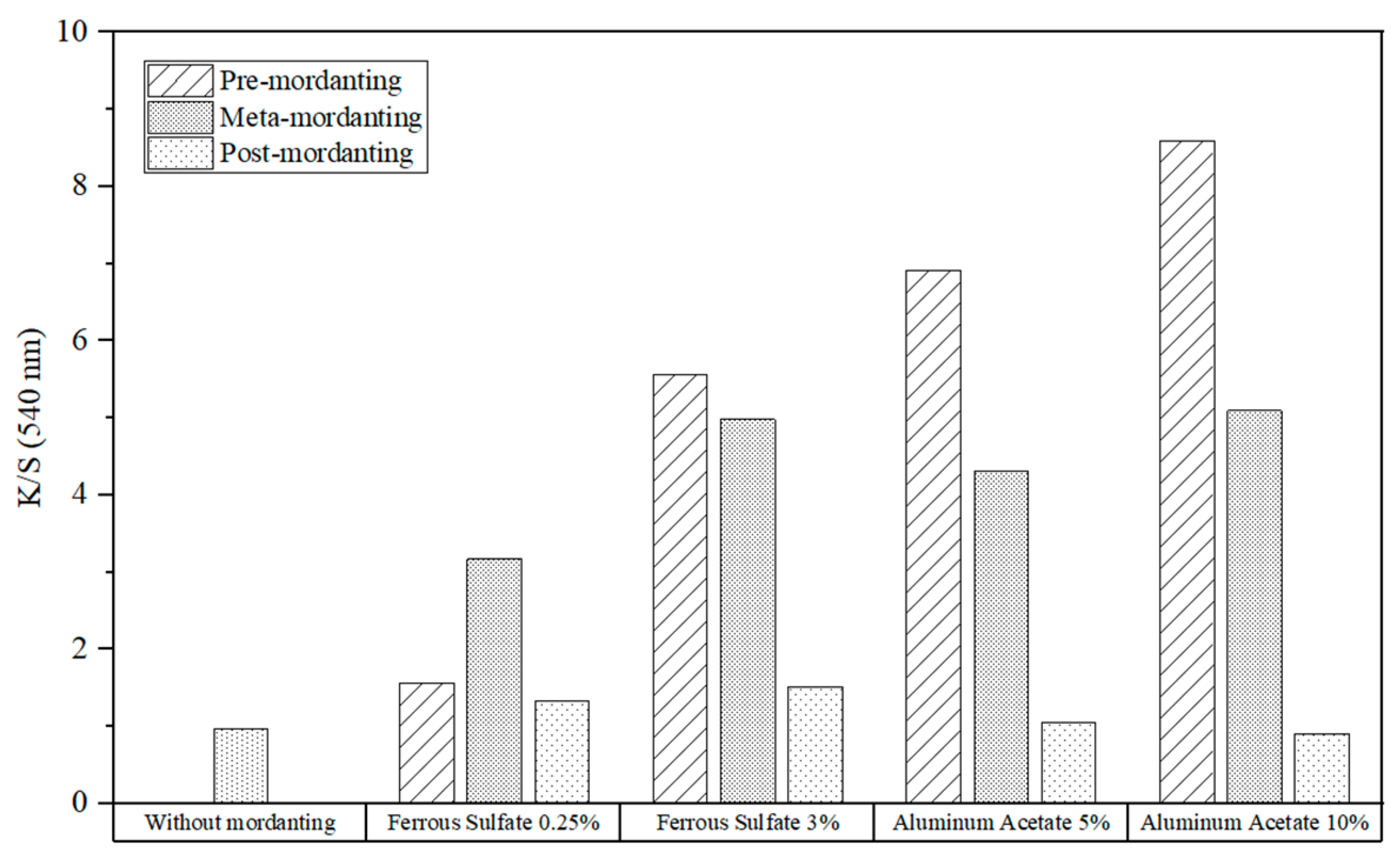
Figure 14.
K/S-values determined for the wavelength 450 nm of cotton fabrics after dyeing with Quebracho wood extract using different mordanting procedures.
Figure 14.
K/S-values determined for the wavelength 450 nm of cotton fabrics after dyeing with Quebracho wood extract using different mordanting procedures.
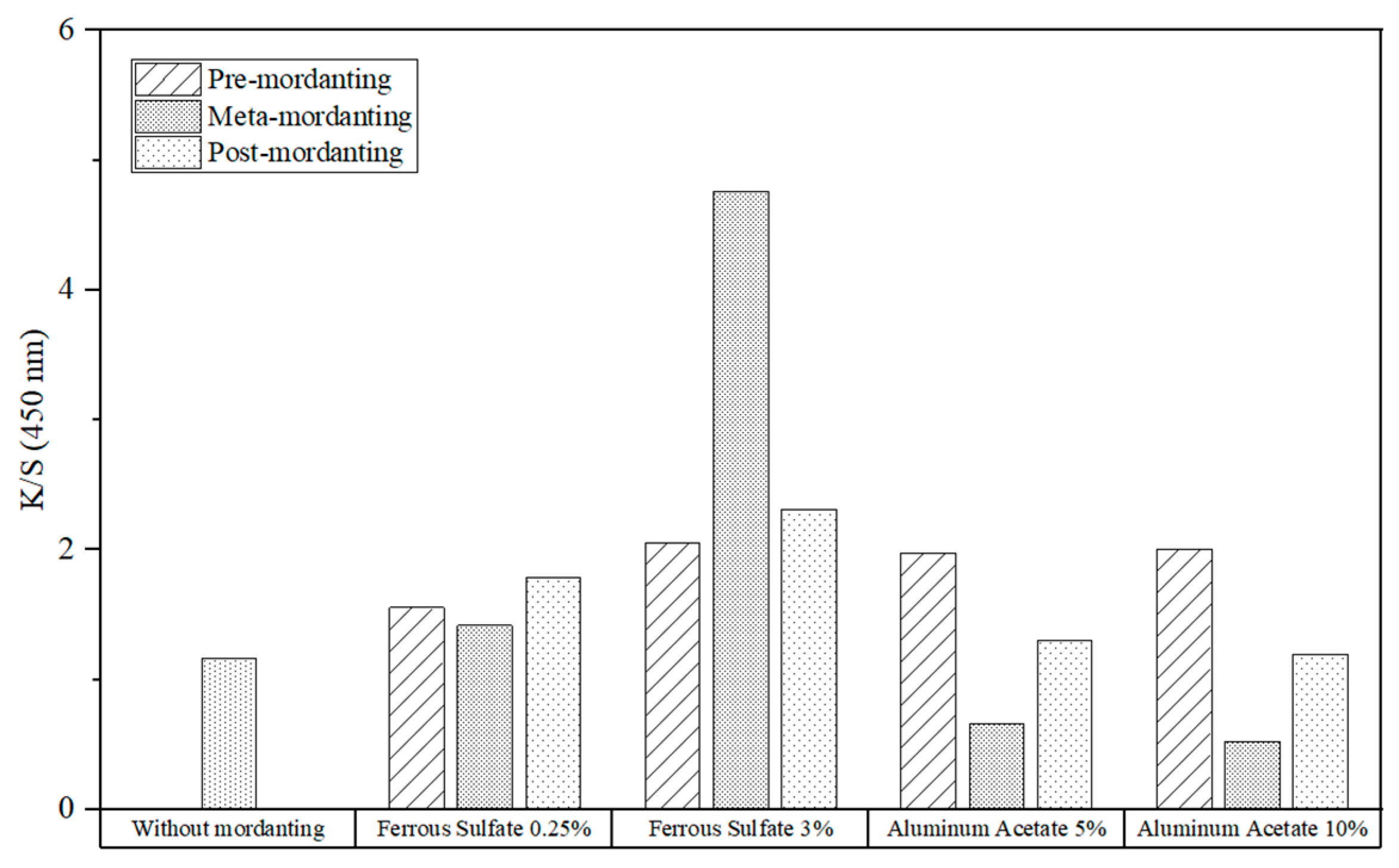
Figure 15.
Color indices determined for cotton fabrics after dyeing with logwood extract using different mordanting procedures – (a) relation of indices a* and b*; (b) comparison of indices a* and b* with L*.
Figure 15.
Color indices determined for cotton fabrics after dyeing with logwood extract using different mordanting procedures – (a) relation of indices a* and b*; (b) comparison of indices a* and b* with L*.

Figure 16.
Color indices determined for cotton fabrics after dyeing with brazilwood extract using different mordanting procedures – (a) relation of indices a* and b*; (b) comparison of indices a* and b* with L*.
Figure 16.
Color indices determined for cotton fabrics after dyeing with brazilwood extract using different mordanting procedures – (a) relation of indices a* and b*; (b) comparison of indices a* and b* with L*.
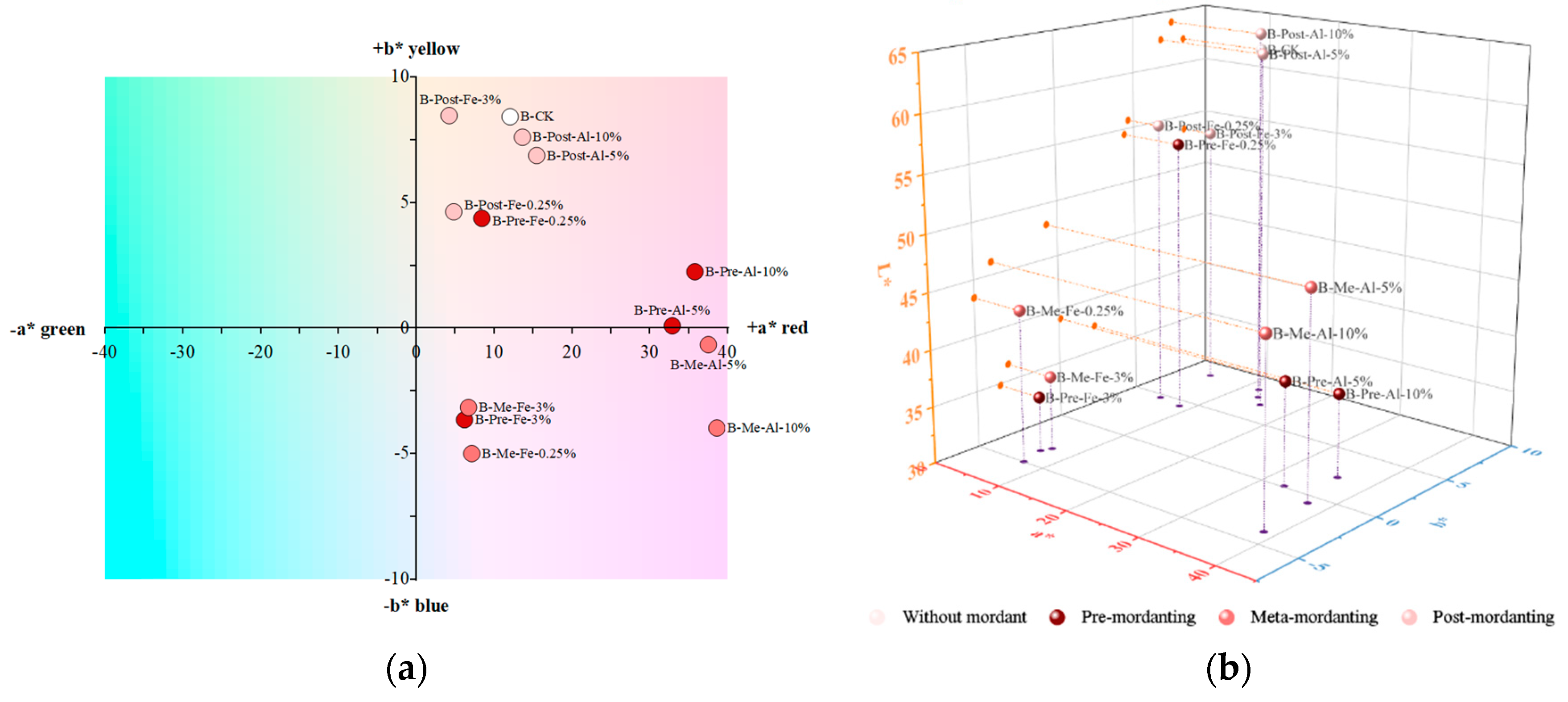
Figure 17.
Color indices determined for cotton fabrics after dyeing with Quebracho wood extract using different mordanting procedures – (a) relation of indices a* and b*; (b) comparison of indices a* and b* with L*.
Figure 17.
Color indices determined for cotton fabrics after dyeing with Quebracho wood extract using different mordanting procedures – (a) relation of indices a* and b*; (b) comparison of indices a* and b* with L*.
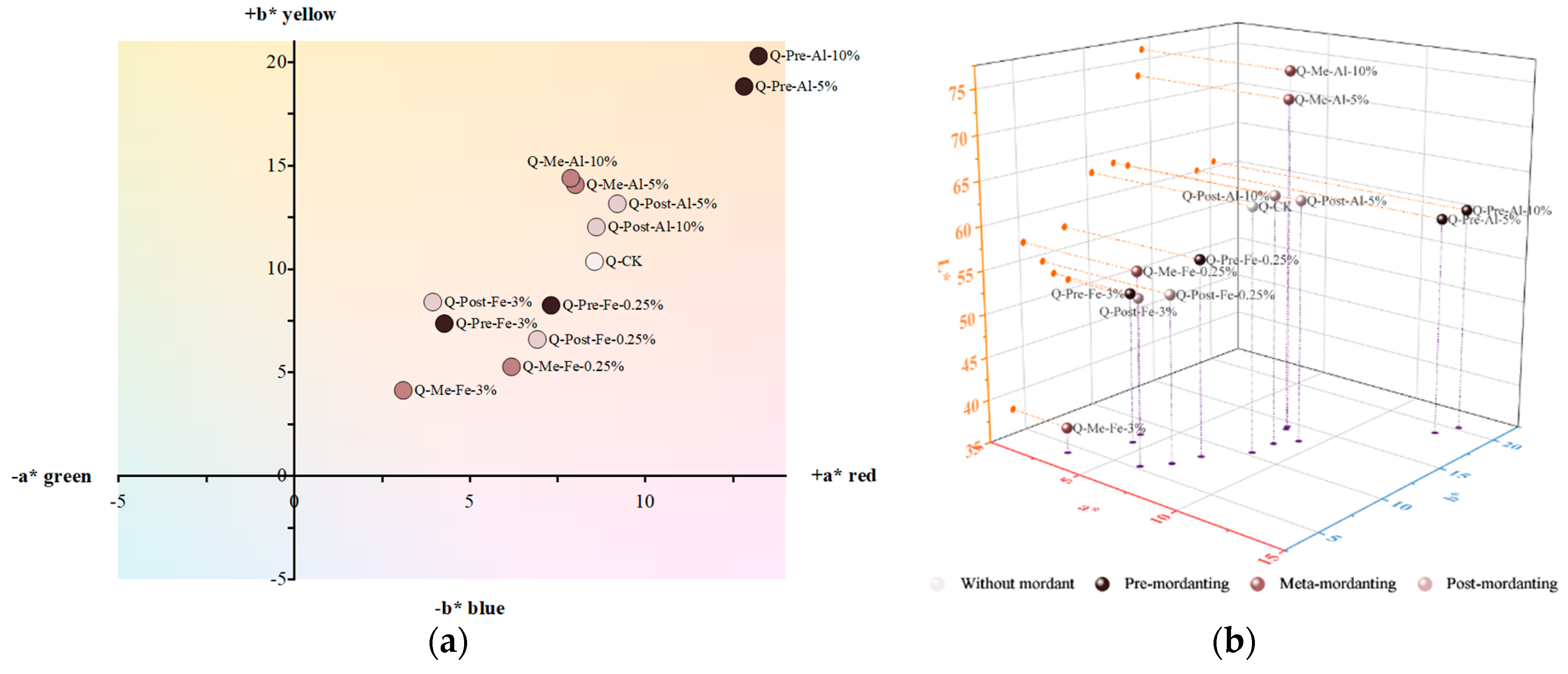
Table 1.
Color fastness properties of cotton fabrics after dyeing with logwood extract using different mordanting procedures.
Table 1.
Color fastness properties of cotton fabrics after dyeing with logwood extract using different mordanting procedures.
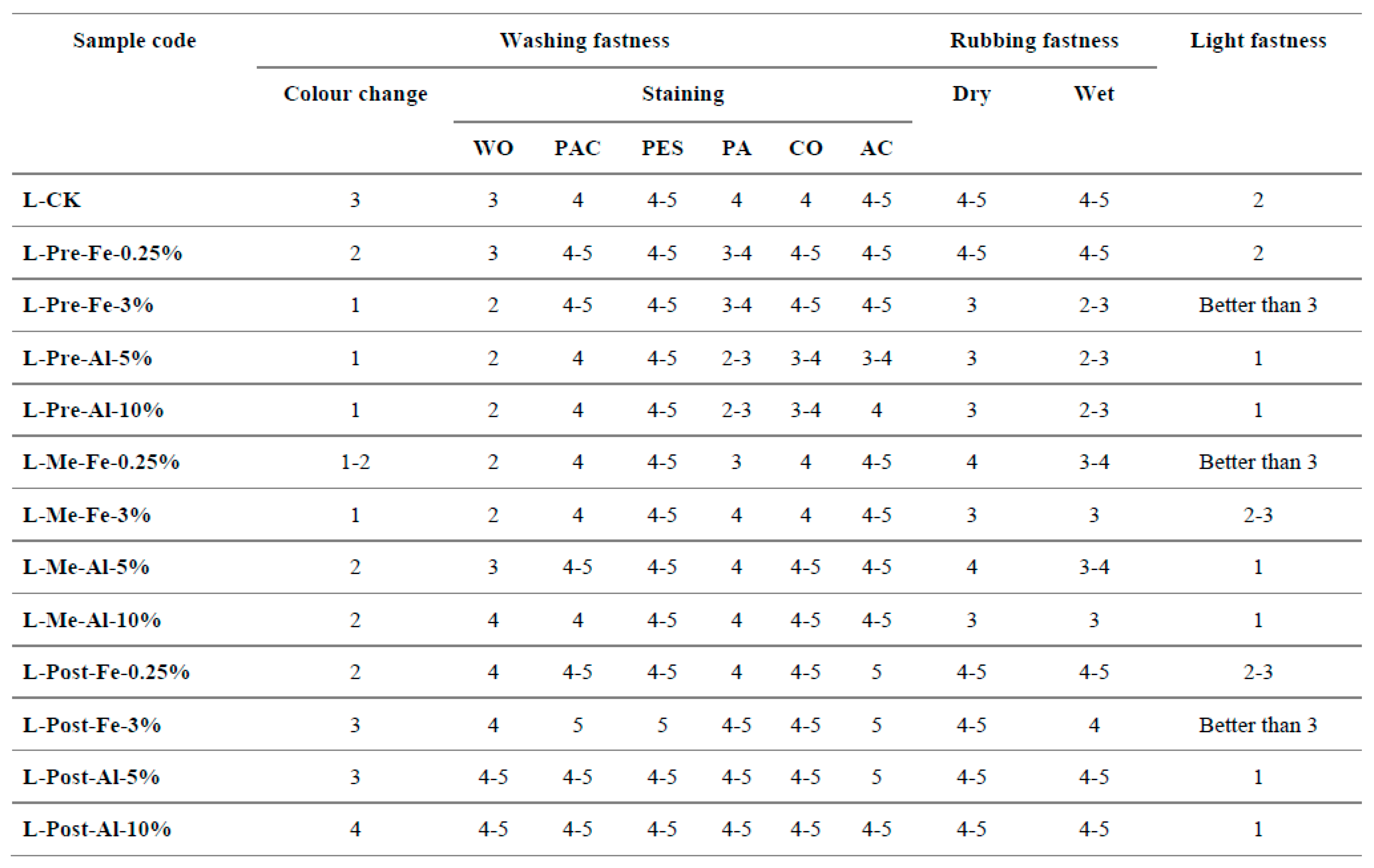
Table 2.
Color fastness properties of cotton fabrics after dyeing with brazilwood extract using different mordanting procedures.
Table 2.
Color fastness properties of cotton fabrics after dyeing with brazilwood extract using different mordanting procedures.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



