Submitted:
03 January 2024
Posted:
04 January 2024
You are already at the latest version
Abstract
The growing interest in modern polymer materials targeted the research on complex plastic coatings and the possibilities of modifying their features and properties during manufacturing. Today's modern coatings, including polyurea and polyurethane, are among the most modern developed resins. Compared to other polymer coatings, they are distinguished by their versatility, strength, and durability. They undoubtedly represent the next step in the evolution of coatings. Advances in coating technology have also led to the development of spray, injection, and roto-cast application equipment, improving polyurea-based elastomers’ performance. For many years, there has been much interest in increasing the flame resistance of polymers. This is dictated by safety considerations and the increasing requirements for the flammability of plastics, the area of application of which is growing every year. This text attempts to provide an overview of current research on flame retardant composites. Particular attention was paid to polyurea (PU) and polyurea-based hybrids and the application areas of polyurea coatings. The paper defines flame retardants, discusses how they work, and presents types of flame retardants and the current trends of their usage in the production of plastics.
Keywords:
flame retardant composites
; polyurea
; polyurea coatings
; flame retardants
; polymer composites
1. Introduction
Nowadays, composition materials such as plastics are one of the most commonly used materials for the production of most of the items we come into contact with on a daily basis. The properties of plastic materials are modified by means of additives. The additives for plastics form a group of important chemical specifics added to polymers before or during their processing. They are defined as substances with various physical states, often undergoing physical and chemical changes in the polymer, especially during processing [1]. They modify specific properties of polymers but usually do not change the molecular structure of the polymer. Their addition to polymers allows for obtaining materials with different processing and utility parameters, extending the possibilities of using synthetically obtained macromolecular compounds. Auxiliaries used in the production of polymer products include an extensive range of various chemicals. Figure 1 shows the share of individual groups of auxiliaries in the world market, excluding plasticizers.
As it may be seen, flame retardants used in the modification of plastics constitute one of the larger groups of components added to polymers. Although the use of polymer composite materials is growing exponentially due to their good mechanical behavior, chemical resistance, and corrosion resistance, their flame retardancy behavior poses a serious safety issue for possible applications [2]. Chemically, a majority of polymeric materials is composed of hydrocarbon chains and, when exposed to fire, burn rapidly with the release of large amounts of heat, flame, and smoke [3,4]. Ensuring an appropriate level of safety for users of items made of plastics requires compliance with strict requirements, especially the fire resistance of polymers. The degree of resistance of a given material to burning is assessed in flammability tests, in which, among others, the speed of fire spread, the amount of heat energy released, or the amount and toxicity of the gases produced are tested. Determining which of these parameters are the most important depends mainly on the application of the material.
Polymer composite materials are growing exponentially due to their excellent mechanical properties and chemical and corrosion resistance, but their fire resistance poses serious safety concerns. Therefore, it is essential to select and use effective and at the same time safe agents that hinder the burning of polymeric materials. The thermal decomposition of polymer composites under combustion is a multistage phenomenon which is explained in Figure 2. When a composite is exposed to heat generated from fire, it starts decomposing into various volatile gases. Some of the volatile gases react to the atmospheric oxygen and carry out the combustion process further. The products of combustion are heat and gases including carbon monooxide, carbon dioxide, and smoke. The heat released as a result of combustion supports the decomposition process further and the burning cycle works as self-sustained process. The processes of burning polymers and the effects of flame retardants have been repeatedly analyzed in the literature [11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31]. However, there is still significant interest in this issue among many research centers due to its importance in industrial practice and everyday life. There is a need to research chemical flame retardants that would retain their functions while reducing the toxicity and smoke formation of thermal decomposition and combustion products with their participation.
Flame retardants are designed to increase the fire resistance of polymers and/or modify their behavior in a flame [5], but at the same time, they must be compatible with the flame retardant polymer without affecting its processing parameters. They should also be characterized by good resistance to UV radiation, oxygen, and elevated temperature, and during combustion, their thermal decomposition products must not be toxic [6]. The required flame resistance standard and the physical dimensions for the particular application in question, and the class of polymers used determine the type of flame retardant material to use.
Flame retardants are one of the largest groups of additives used in plastics processing [7] (Figure 3). In 2020, the estimated value of the flame retardant market was USD 7.46 billion, an increase of over USD 350 million compared to the previous year (USD 7.09 billion in 2019). The global report [8] shows that in 2020 flame retardants were mainly used in the electrical, construction, and transport sectors. The number of combustion inhibitors available on the market is estimated at about 180 [9]. They can be divided into additive and reactive. The group of additive flame retardants are chemical compounds that are added to the polymer matrix during processing but are not able to react chemically with the polymer chains. These most often include compounds based on such elements as antimony, aluminum, phosphorus, boron, bromine, or chlorine (Figure 4). According to the market study of Townsend [8], the consumption of different types of FRs has grown substantially in the past four years. Many additive flame retardants are based on hydrated metal salts, which undergo endothermic decomposition in the presence of fire, lowering the temperature of the composition and slowing down the pyrolysis process of the burning material. Their decomposition is very often accompanied by the release of water vapor, which also causes the dilution of flammable, volatile compounds in the gas phase. The most prevalent compounds of this group include ammonium and boron oxides and aluminum hydroxide [7].
Reactive flame retardants are chemical compounds that are integrated into the polymer network. They are mainly based on elements from the group of halogens (chlorine, bromine) and phosphorus. Due to their high toxicity, halogen compounds are used less and less. Instead, flame retardants based on phosphorus compounds are becoming increasingly popular [7]. Regardless of which substance was selected as the most optimal flame retardant for a given polymer material [98], it should be distinguished by, among others, the following features [10]:
- high effectiveness in preventing fires with a content in the modified material of up to 10% by weight,
- physical and chemical stability during use,
- the ability to form a homogeneous mixture with the polymer,
- ease of use,
- no emission of toxic and corrosive substances during use,
- no impact on the physical, mechanical, and aesthetic properties of the polymer,
- ecological harmlessness, resistance to water, and degradation caused by UV radiation,
- low price.
Unfortunately, a combustion inhibitor that would have all the assumed features has not been invented so far. Therefore, intensive work is still being carried out all over the world in order to obtain an ideal flame retardant.
Due to the variety of their structure and the way they act on the material, there is no universal flame retardant that could be used as an additive to all polymer materials. The properties of plastics, including their combustibility, depend on the properties of all components of the mixture. The flame retardation resulting from the use of flame retardants is not to be considered in relation to the individual compounds incorporated into the polymer but from the point of view of the entire flammable polymer composition.
There is currently a rapid development of works on various types of new types of flame retardants, based on, e.g., tin compounds, synergistic combinations of nitrogen, phosphorus, and nano-modifiers. The purpose of their formation is the desire to limit toxic compounds in the polymer composition (e.g., halogen compounds) and stricter fire safety regulations.
2. Polyurea
2.1. Market Report
Continuous improvement of requirements for engineering and structural structures leads to the development and discoveries of modern building materials with extraordinary parameters. One of them is polyurea. The first compositions and applications of polyurea took place in the United States in the 1980s. These products entered the market as a commercial version of the construction industry in 1987. Their sales in 1990 were only 5 tons worldwide, while already in 2006 they had reached 35,000 tons. The demand for these products in 2013 was estimated at over 164,000 tons, and the forecast for 2020 is at least 225,000 tons. The parallel progress in the construction of modern spray pumps and their access and service contributed to increased interest in this technology.
The global polyurea coatings market is expected to grow from $ 885 million in 2020 to $ 1,481 million by 2025, with a CAGR of 10.8% in 2020-2025, in various industries. Construction, transportation, industry, and the landscape are expected to drive the development of the polyurea coatings industry. This technology is used more and more often in Europe, and these products belong to a broader group of polyurethanes. The constant development of different application areas of polyurea clearly shows its enormous potential.
2.2. Properties and Applications
Polyurea is formed by the reaction of two components: an isocyanate prepolymer and a mixture of amino-terminated resins (Figure 5) [32,33]. Both parts of the composition (isocyanate and mixture of amines) are processed under high temperature and high-pressure conditions with an appropriate proportion of the ingredients mentioned below.
Polyurea elastomer is today one of the most popular materials used in industrial coatings [34]. It is determined by many factors, such as progress in the technology of polyurea synthesis and application, high curing speed at relatively low temperatures [35], high chemical resistance, moisture impermeability, excellent mechanical properties (high flexibility, tear, abrasion, and tensile strength), and excellent durability [36]. Due to these properties, polyurea is superior to polyurethanes. However, due to the chemical composition and organic backbone, polyurea shows low flame retardancy properties.
The chain structure of polymers allows for the so-called segmental movements. Due to this property, when external forces are applied, mainly the bending of the chains is observed, not their breaking. For polyurea coatings, such a phenomenon is observed up to approx. 5MPa, where the material reaches a yield point. Above this value, tested PU membranes are still able to stretch (usually up to 20-30MPa). However, after the force is ceased, they do not return to their original shape. This characteristic feature ensures the integrity of the coating structure, which in turn translates into high durability, efficiency, and reliability of the protective system made of polyurea coating.
Polyurea and its hybrids are usually used as waterproofing landings and foundation walls, bridge deck waterproofing, swimming pool coatings, and other concrete constructions according to EN 1504-2. However, there are many more applications, such as roof coatings (ETAG 005 - Guideline for European technical approval of liquid applied roof waterproofing kits), pipe protection, secondary containers and tank linings, automotive industry, and more [33,37,38,39,40].
Polyurea has found a particular application as a protective material. In response to extensive national and global requirements, liquid storage tanks are designed to bypass environmental pollution. Storage tanks are usually metal containers used to store various liquids and chemicals such as oil, diesel, biodiesel, liquid fertilizers, industrial chemicals, petroleum products, etc. The life of such storage tanks is usually shortened due to corrosion, and one effective way to combat corrosion is the use of protective coatings on the metal surface [41]. Polyurea was also used as a protective layer on polyurethane insulation foam on roof slopes at the beginning. PU is now successfully used in tanks, garages, ballistic covers, membranes, linings, seals, transport vehicles such as bumpers, covers, side panels, dashboards, and as a joint filler / sealant [42,43]. Due to the continuous development of materials, the number of applications is still growing.
The advantage of using polyurea in the coating domain is the absence of any solvent or volatile organic compound (VOC), which allows suitable processing equipment to be used by spraying the two components (diisocyanate and diamine). The spraying technology was developed in the 1990s and is now the main technology of polyurea coatings [34,36].
Previously, polyurea elastomers were known, but the knowledge of that time did not allow for its application. This situation was described, among others, by Romanov [44]. He indicated a very high rate of reaction between the isocyanate and the amino groups (approx. 100 higher compared to polyurethane), which reduces the sensitivity of the coating to moisture during application. However, this phenomenon reduced the composition’s viability, making processing extremely demanding. Using high-pressure devices solved the problem of the short application time of polyurea membranes.
The polyurea coating is applied by direct spraying the mixture of both components on the selected surfaces. For this, specialized high-pressure spraying devices are used (the pressure of the components in the mixing head is often above 150 bar), simultaneously heating both components to a temperature of approx. 75 ° C. The processing conditions for polyurea membranes were described, among others, by Arunkumar [45], focusing in particular on the role of the spray gun. In a very short time, polymerization takes place, resulting in a bonded, durable, and resistant layer of polyurea elastomer. Depending on the composition, coatings with various physical properties are obtained.
Substrates for polyurea systems require a careful assessment of their type and technical condition. Proper preparation of the substrate (including priming) determines the durability of the entire system and the effectiveness of the coating. In many cases, where the substrate is extruded polystyrene or mineral wool, priming is not necessary. Therefore, one can find many material solutions to meet the requirements of a wide variety of substrates [43,46].
The influence of various parameters on the final properties of the coating and the physicochemical tests of polyurea elastomers have been widely described in the literature. Robert reported the most influencing parameters of the polyurea spray process, such as temperature, pressure, and volume ratio. Moreover, it turned out that the mixing ratio and pressure are essential in their properties compared to temperature [47]. On the other hand, the pressure and nozzle diameter control the effectiveness of the mixing ratio, and a greater pressure difference during the coating process is also not recommended [48].
Malguarnera et al. found that the mechanical properties, such as tensile strength and elongation, were increased due to the mixing ratio of isocyanate accumulation [49]. Roland et al. informed that a change in the content of 5 to 10% of isocyanate might lead to drastic changes in mechanical properties [50]. Generally speaking, the PU coating performance is based on various process parameters such as the mixing ratio, temperature, pressure, and distance [41,51]. Malguarnera presents the results of research on the influence of many parameters of the spray coating process, namely the mixing ratio, temperature, and coating pressure, comparing the mechanical properties such as hardness, tensile, elongation, Young’s modulus, tear, and PU wear index [49,52].
In turn, Iqbal N et al. [52] presented the results of research on the influence of the introduction of chemical cross-linking on the mechanical, thermal, and structural properties of spray-coated polyurea. A long-chain trifunctional amine was introduced into the resin blend as a co-reactant, the amount of cross-linking agent ranging from 0 to 3.5 mole% (cross-link density 28-180 mol / m3, fine mesh model). The mechanical properties of spray-coated polyurea films under both quasi-static and dynamic conditions were determined. The physically cross-linked polyurea coatings (in the absence of chemical cross-linking) showed a tensile strength of ~7.4±0.7 MPa and an elongation of 121±3.7%, which is much below typical parameters reported (usually >=24 MPa and 400%). The introduction of the long-chain amine improved these characteristic properties to the maximum of 2.2 mole%, after which both strength and elongation decreased. Chemical cross-linking inhibited the segmental movements reflecting the increased glass transition temperature, as evidenced by dynamic mechanical analysis and differential scanning calorimetry. The chemical resistance of polyurea was also significantly improved due to cross-linking, which was reflected in a reduction in the degree of swelling in various organic media.
2.3. Fire Resistance of Polyurea
Polyurea coatings without an additional flame retardant are classified as the European fire class E, in accordance with the EN 13501 standard [53]. It means the material is poorly resistant to fire. The general chemical structure of the polyurea molecule indicates that the compound can sustain the combustion process. This is due to the organic nature and the presence of oxygen in its chain. Higher temperature (above 250-300°C) breaks down most of the chemical bonds in the chemical structure and makes it difficult to stop the combustion process [44]. Thanks to its increased fire resistance, polyurea can find even wider use in some applications where fire resistance is required, such as roof coatings (to achieve external fire exposure on the level of B-Roof T1-4, based on ENV 1187:2002 due to certain climate zone) explosion mitigation, ballistic flooring in hazardous areas, and even fire resistance of structures. PU can be mixed with flame retardant (FR) additives to improve fire performance.
The use of FR in polyurea is relatively new and has, therefore, not been investigated in detail [19]. Systems exist, but most of them are subject to further improvement. A lot of research and development is underway to result in improved recipes (i.e., processing, new fire standards). Melamine Polyphosphate (MPP) is an additive of FR, a halogen-free compound with high thermal stability [44]. Some recent works include new flame retardants based on, e.g., polyvinylamine and poly(sodium phosphate) to improve the fire resistance of 3D-printed artifacts [54,55,56,57].
The need for improved damage control materials to mitigate fires has led to an interest in polyurea (PU). The main problem with PU is its poor combustion properties which emit smoke into the environment and endanger public health.
3. Mechanisms of Action of Flame Retardants
As already mentioned, flame retardant additives are used in the production of plastics in order to reduce their flammability. Such chemical compounds contain in their structure atoms of certain elements (including phosphorus, nitrogen, chlorine, bromine, as well as boron and aluminum), which are directly responsible for the increase in the fire resistance of the final product. This effect can be enhanced by combining different types of flame retardants that work synergistically with each other [17].
The mechanism of a given flame retardant is directly related to its structure and can be of a chemical or a physical nature. As far as the chemical mechanism is concerned, in the gas phase, radicals are deactivated, which sustain combustion due to their reactivity. At the same time, a charred layer is formed on the surface of the burning material - this stage takes place in the solid phase. In turn, the physical mechanism of flame retardant action is the dilution of the reaction mixture and the absorption of thermal energy released during combustion, taking place in the gas phase. In the solid phase, the access of oxygen and heat to the material is limited. The most effective are the flame retardants that decompose close to the front of the flame. If the decomposition occurs far ahead of this front, the generated radicals will disappear sooner than they are needed to suppress the fire. On the other hand, if their decomposition occurs much later, they will not be present in the burning phase for the required duration of their operation [58,59].
The action of flame retardants consists of a series of reactions and physicochemical phenomena that may occur simultaneously or sequentially. The entire process can take place in the gas phase as well as in the solid phase, such as these additives can reveal their anti-pyrene activity both in the flame and in the material itself, as well as in solid and liquid decomposition products of its components (condensed phase). In the condensed phase, the added flame retardant causes carbon formation on the polymer’s surface, which can be formed, for example, by cyclization and cross-linking reactions in combination with dehydrogenation and dehydration reactions. Carbon is an insulating layer and a barrier to the transport of oxygen and degradation products. The more carbon is present, the less volatile and combustible decomposition products of the polymeric material are. In the condensed phase, physical phenomena such as cooling, i.e., lowering the temperature of the polymeric material as a result of an endothermic reaction to which the flame retardant added to the polymer (metal hydroxides, carbonates, and hydroxy carbonates) are subjected, can also take place. The decomposition products of endothermic flame retardants (water and carbon dioxide) dilute the products of combustion and create a protective atmosphere that prevents oxygen from reaching the material. Anti-pyrene causes the formation of free radicals that participate in chemical reactions in the gas phase during the burning of the polymeric material and help to inhibit its spread.
3.1. Types of Flame Retardants Used in the Production of Plastics
The type of used flame retardant additive depends primarily on the final application of the polymeric material. The processing conditions for the material are also important and determine the form of the flame retardant - liquid or solid. One should also make sure that the chosen flame retardant is compatible with the material properties – for example, mineral fillers are not suitable for transparent applications. However, the most important factor that determines the type of flame retardant is its effectiveness. Among others, halogen and phosphorus additives are considered the most effective ones. However, one should also not forget about economic and environmental considerations that are leading to a gradual abandonment of the use of halogen compounds.
There are several main factors determining the use of a specific flame retardant. One of the aspects considered is the processing conditions of the material into which it is to be introduced. Depending on the type of plastic, a solid or liquid form of anti-pyrene is preferred. For example, in the processing of polyethylene, mainly powder flame retardants (bromine compounds, mineral additives) are used, while in the polyurethane industry, the vast majority of liquid flame retardants (phosphorus compounds, chlorine compounds) are used. The compatibility of the flame retardant with the material is also a significant factor. The fundamental argument for deciding on the application is the effectiveness of the anti-pyrene. Halogen compounds and phosphorus compounds are considered to be the two most effective groups of flame retardants. Another important selection criterion is also economic issues. Due to the low price, mineral compounds are the most commonly used (approx. 40% flame retardant materials). The disadvantage of these flame retardants is their low effectiveness, which means that they are used in large amounts to achieve the assumed flame retardant effect. This, in turn, has a negative impact on the performance properties of the material. Moreover, nowadays, more and more attention is paid to the fact that the additives introduced into the material do not have a negative impact on the environment. This is the reason for the currently observed trend of retreat from halogen flame retardants, which is why an increase in the use of halogen-free phosphorus compounds is forecasted in the coming years.
Due to the way they are introduced, anti-pyrenes can be divided into reactive and additive groups. Reactive anti-pyrenes modify the chemical composition of the plastic by incorporating atoms of flame-retardant elements into the structure of macromolecules. As a result, they are permanently bound to the polymer and do not evaporate during use. Reactive anti-pyrene is used primarily for condensation polymers (polyester resins, epoxy resins, polyurethanes, etc.) due to the ease of introducing them into the polymer chain through functional groups capable of polymerization reaction with the starting monomers. Additive anti-pyrenes are added during the processing of the material. They do not combine chemically with atoms of the polymer molecular structure. They can often serve both as plasticizers and fillers. Their cost is lower than that of reactive flame retardants, but their use may lead to an unfavorable change in the performance properties of the material [59].
The effect of flame retardants on the combustion reaction of polymeric materials is a very complex process. It takes place by several mechanisms at the same time, one of which generally exerts a dominant influence, but over time another one may take control. This makes it difficult to determine the mechanism of action of the combustion inhibitor precisely. The complexity of the phenomenon is influenced by many factors, such as the chemical structure of the polymer and flame retardant, the type of product and its physical properties, and the presence of other admixtures [60]. In general terms, the modification to increase the polymer’s fire resistance consists of changing the chemical structure of the macromolecules to obtain a material with the desired properties. The modification may improve thermal stability and reduce the rate of thermodestruction, the efficiency of flammable gas formation, and the toxicity of combustion products. The addition of flame retardants may also cause an increase in coke formation. Often, even a slight change in the chemical structure can significantly change the properties of the end product.
3.2. Halogen-Free Flame Retardants
Currently, flame retardancy is dominant by introducing additive compounds, i.e., compounds that do not combine with the polymer. In this respect, reports on the use of halogen-free flame retardants, including phosphorus compounds, prevail [15,18]. The gaseous decomposition products of phosphorus-containing compounds are considered to be the most effective inhibitors of gas-phase combustion outside the group of halogen flame retardants. Phosphor flame retardants include phosphates, red phosphorus, phosphites, phosphonates, and alkyl or hydroxyalkyl phosphamides. The benefits of using this type of flame retardant include, in addition to increased fire resistance, reduced smoke emission and the absence of toxic combustion products. In addition, phosphorus-containing polymer materials undergo thermal decomposition in the solid phase, releasing phosphoric acid, which ultimately dehydrogenates the polymer, forming a protective coke layer. The use of flame retardants, which are phosphorus-nitrogen compounds, is particularly beneficial. There is also a synergistic effect between phosphorus and nitrogen, which significantly improves the flame resistance of polymeric materials. All ammonium phosphorus derivatives play the most significant role in this group of flame retardants [61].
Due to halogenated flame retardants’ toxicity and environmental problems, phosphorus-containing flame retardants have attracted much attention as environmentally friendly alternatives. Recent patent and technical works indicate a growing interest in halogen-free solutions, with the predominance of the literature on phosphorus-based flame retardants. Among them, one can find information on the synthesis of organophosphorus based on 9,10-dihydro-9-oxa-10-phosphaphenanthrene 10-oxide (DOPO), and its use as flame retardants has attracted much attention in the flame retardant community [24].
Various chemical reactions and synthetic approaches are used to develop numerous DOPO derivatives [24]. Phosphorus flame retardants (PFRs) (organic and inorganic) show good thermal stability and perform better due to the synergistic P – N effect. It was found that non-halogenated phosphorus flame retardants have an environmentally friendly profile, e.g., 9,10-dihydro-9-oxa-10-10-phosphaphenanthrene oxide (DOPO). They do not tend to form toxic gases as phosphorus is mostly trapped in the char.
However, the chemical addition of DOPO to the epoxy resin significantly lowers the glass transition temperature (Tg) of the cured epoxy resin. Hence, new multifunctional, reactive DOPO derivatives, phosphorus-containing oligomers, and phosphorus-based hardeners, which would not have a detrimental effect on the Tg value of the cured resin, are the subject of extensive research [22]. Similar phosphorus content is required for DOPO-based additives and DOPO reactive derivatives to achieve UL 94-V0 classification. While the reactive approach has not yet been adopted by industry, it is of increasing interest to the academic community. Indeed, the reactive P-H bond of hydrogen phosphonates or phosphinates allows the flame retardant to be covalently bound to the polymer chain by reacting with the epoxy group [22].
Phosphorus-containing compounds form an significant group of flame retardants with low environmental impact [16,26,29]. In order to fire-retard polyurethane foam plastics, phosphates, red phosphorus, phosphites, phosphonates, and alkyl phosphamides are used. Ammonium polyphosphate (APP) is the most commonly used phosphorus flame retardant. It is used in the creation of, for example, intumescent coatings [7,62,63]. The type of flame retardant polymer and combustion conditions have an influence on the mechanism of action of the anti-pyrene. Phosphorus both reduces flammability and creates a flame-retardant glassy layer on the surface of the material. Phosphorus flame-retardant compounds work both in the condensed phase (reduce the degradation rate) and in the gas phase (binding of radicals). During decomposition, the following acids are formed: phosphoric and polyphosphoric. They form a thin layer on the surface of the burned material, limiting access to oxygen and heat [7].
3.3. Inorganic Metal Hydroxides
A very popular technique of flame-retarding plastics is based on a modification with flame retardants acting through endothermic dehydration [20,31]. This group is dominated by the use of Mg(OH)2 and Al(OH)3, but this applies only to their special grades, characterized by a modified surface and appropriate grain sizes of the material. Certain inorganic compounds, especially aluminum (ATH) and magnesium (MH) hydroxides, and to a lesser extent, metal carbonates, and hydroxy carbonates, are widely used as flame retardant fillers in polymer substrates. When added to plastic, they reduce flammability and reduce the number and amount of toxic gases produced during combustion. In the cable industry, ATH and MH are among the most frequently used flame retardants.
Inorganic metal hydroxides are also used in the construction industry and transport, especially in public places, due to the minimization of the risk of poisoning people in the event of a fire. Inorganic metal hydroxides decompose into metal oxides during heating, with the release of water vapor, which dilutes the gaseous products of polymer decomposition, thus reducing their flammability. A layer of aluminum oxide (Al2O3) is formed on the surface of the polymer, which prevents flame propagation. ATH starts decomposing at a temperature of about 190-230°C, which limits its use in processes with higher processing temperatures. MH reduces the flammability of polymeric materials in the same way as ATH. Its advantage is the high thermal stability of approx. 300°C. As a result, it is widely used where ATH cannot be used - e.g., in thermoplastics and thermosets. The use of both ATH and MH reduces the amount of fumes released.
The magnesium and aluminum oxides formed as a result of their decomposition have a relatively high heat capacity, which additionally lowers the polymer temperature. The use of hydroxides also significantly reduces the acidity of the combustion products. The undoubted advantage of aluminum and magnesium hydroxides is their non-toxicity. On the other hand, the main disadvantage is the necessity to introduce them into the material in large amounts and at low temperatures (temperature of introduction to the polymer about 120°C) in order to obtain the expected level of flame reduction.
Aluminum hydroxide is used for polymers processed at temperatures up to 190-230°C. This is due to its relatively low decomposition temperature. Al(OH)3 is used for flame retardation of such macromolecular materials as elastomers, thermosetting and thermoplastic materials. Due to its higher decomposition temperature, magnesium hydroxide is mainly used for flame retardant thermoplastics and thermosets, especially poly(phenylene oxide) (PPO) and polypropylene-polyamide (PP-PA) mixtures [7,64].
Czupryński B. et al. [65] obtained rigid polyurethane-polyisocyanurate foams using the one-step method from a two-component system in the equivalent ratio of -NCO to -OH groups equal to 3:1. The foams were modified with aluminum hydroxide in the amount of up to 25% by weight, and the influence of this filler on performance properties was determined. Processing times increased with the increase in the amount of filler. The apparent density and compressive strength increased from 41.3 kg/m3 to 54.7 kg/m3 and 164 kPa to 389.8 kPa, respectively. The introduction of Al(OH)3 into the system made these foams self-extinguishing in the horizontal test of burning time.
In the latest research, some works showing very good flame-retardant and smoke-reducing effects with the use of tin-zinc flame retardants can be found. Inorganic tin compounds, especially zinc hexahydroxycinate (ZHS) and zinc tinate (ZS), have found an application as commercial flame retardants, not only in many polymer materials. They are also used in the production of rubber, paints and varnishes, fabrics, and foams. These two inorganic tin compounds are essentially non-toxic. In addition, ZHS and ZS act as both flame retardants and smoke-reducing agents. There is a slight difference in the effectiveness of ZHS and ZS, but ZS is the recommended additive for polymers that are processed above 180°C. While it was initially developed as a non-toxic alternative to antimony oxide used for PVC and other halogenated polymer materials, more use of ZC has been observed in halogen-free systems, mainly when used in conjunction with other halogen-free systems ATH and MH fillers [25,65].
In order to increase the synergy of interactions between ingredients and to develop products that are more cost-effective than conventional flame retardants, low-cost inorganic fillers such as ATH, MH, calcium carbonate, talc, anhydrous aluminum sulfate, and titanium dioxide are coated with ultrafine particles ZHS or ZS. This activity results in much lower smoke emissions and a lower heat release coefficient. An additional advantage of coating inorganic fillers is the reduction of their amount added to flame retardant materials, which facilitates their processing and, in many cases, does not cause drastic changes in their mechanical, physical, and electrical properties [65].
3.4. Nanoparticles
Currently, the most popular method of flame-retarding plastics is the use of nanofillers and, thus, the creation of so-called nanocomposites [21,29,30,66]. Polymer nanocomposites containing organic clays have better thermal stability and fire resistance compared to polymers modified with traditional methods.
Polymer nanocomposites with the addition of aluminosilicates are environmentally friendly, unlike traditional composites with the addition of halogens or phosphates. Such nanocomposites do not emit such significant amounts of carbon monoxide and soot, which can be observed in the case of composites with traditional flame retardants [67]. The introduction of small amounts of the filler improves a number of material properties, such as tear strength, compressive strength, thermal expansion coefficient, and chemical resistance [68].
The excellent fire properties of nanocomposites result from the structure of these materials. Under the influence of high temperatures and flames, a robust and charred layer without cracks is formed on the material’s surface, isolating the polymer from the fire and restricting the access of flammable polymer decomposition products to the combustion zone.
A new and dynamically developing direction on the flame retardant market is the use of nanoparticles such as zinc tin and borates, colloidal silicas, zeolites, silicon derivatives, and others. Polymer nanocomposites, unlike traditional flame retardants, require low filling [19,20,25]. Fire resistance is improved as a result of carbonization, which causes thermal insulation of the polymer and delays the emission of gases during the burning of the material. In the production of polymer nanocomposites, layered silicates are used, with cations loosely connected between the planes formed by oxygen and silicon atoms. Montmorillonite clay is considered the most suitable, but other layered silicates (hectorite, saponite) or synthetic fluorinated mica can be used successfully. Flame-retardant nanocomposites take the form of organic-inorganic hybrids. The properties of the obtained materials are closely related to the structure of nanocomposites. The silicates remain intact at very high temperatures. While the combustion materials containing traditional flame retardants emit significant carbon monoxide and soot, flame-retardant, silicate polymer nanocomposites do not exhibit such phenomena. Low filling of nanocomposites does not cause discoloration, does not deteriorate mechanical properties, and makes it easier to obtain transparent products. Low silicate content (3-5% by weight) allows easy processing by calendaring and extrusion.
3.5. Synergistic Effect of Flame Retardant Action
The addition of such an amount of a compound that is not a polymer has a significant impact on the physicomechanical and processing properties of the material. A so-called synergistic effect can achieve a reduction in the content of flame retardant compounds [20]. It consists of the fact that the total effect in delaying the combustion of a mixture composed of two or more components may be greater than the sum of the individual actions of these components. Obtaining synergistic systems requires the appropriate selection of ingredients. It should be borne in mind here that the synergistic factor facilitates the transport of the active substances into their zone of action. Moreover, individual substances can act at different temperatures, and they act individually and together.
M. Modesti et al. [69] investigated the synergistic effect between phosphorus-based flame retardants and nanofillers from the group of layered aluminosilicates and its influence on the functional properties of rigid polyurethane foams. The foamed polyurethane materials were obtained in a two-step method. In the first step, the modified nanofiller in the amount of 5% of the total mass of the foam was added to the polyol component and further mixed at a temperature of 120°C until a good filler dispersion was obtained. Then the remaining components of the polyol mixture and the phosphorus flame retardant compound in the amount of 10 wt.% were added, and the whole was mixed until a homogeneous mass was obtained. In the second step, the polyol mixture was mixed with the isocyanate. The obtained foams were characterized by determining the cell structure, thermal stability, and flammability. Morphological characteristics showed that the structures obtained with the use of unmodified and modified aluminosilicates are intercalated. Thermal stability, the oxygen index, and the cone calorimeter test showed that the phosphorous flame retardant gave good results in the gas and condensed phase. The use of the synergistic effect between nanofillers and flame-retardant compounds gives good results because the foams are characterized by good fire resistance, and there is no deterioration of physical and mechanical properties.
Silicone flame retardants are a very popular group of flame retardants recently. The most desirable flame retardants are silicones which, in addition to methyl groups, contain irregularly spaced longer alkyl chains, cyanoalkyl groups or aromatic rings, and silicas, organosilanes, and aluminosilicates, which can be used as components or modifiers of polymers, copolymers, and polymer mixtures.
4. Improvement of Fire Resistance
Thirumal Mariappan and Charles Wilkie are one of the precursors of research on the flame retardation of polyurea elastomers. In their work, they described the influence of 40 different flame retardants on the fire resistance of polyurea, focusing on compounds containing halogen, phosphorus, and mineral fillers, as well as systems containing melamine compounds and swelling agents. The authors noted that it is difficult to clearly define which of the flame retardants turned out to be the best because it depended mainly on the intended use of the polyurea elastomer. However, Mariappan et al. have listed several flame retardants that perform best in certain areas, like chloroalkyl phosphates, melamine phosphates, or mineral fillers in synergy with nitrogen. It is crucial to say that every additive mentioned earlier has a different mechanism of action [70].
In order to improve the fire properties, PU can be mixed with flame retardant additives (FR). Melamine polyphosphate (MPP) is an additive of FR, a halogen-free compound with high thermal stability [71]. The paper presents the results of research on FR and thermal properties of PU, with and without the addition of MPP (0%, 5%, 10%, and 15% by weight), using flammability, limiting oxygen index, smoke density, and thermogravimetric analysis according to the standards of the American Society for Testing and Materials. The results indicate that 10% and more of the PU MPP has excellent FR, low heat release rate, and smoke suppression efficiency.
The thermal stability and fire resistance of polyurea with silylated zirconium phosphate and ammonium polyphosphate were investigated [72]. Adding ammonium polyphosphate reduces composites’ thermal stability with and without silylated zirconium phosphate. The reduction in peak heat release rate is less in microscale combustion calorimetry than in cone calorimetry, suggesting that some physical process, such as barrier formation, is the process by which fire resistance is achieved. Based on cone calorimetry, the peak heat release rate reduction is independent of the load on the silylated zirconium phosphate, and the combination with ammonium polyphosphate is less effective than ammonium polyphosphate alone.
In addition to the fillers mentioned above and researched by the authors, many other additives can be considered to increase the fire resistance of PU. In particular, α-zirconium phosphate Zr(HPO4) 2H2O (α-ZrP) is promising, mainly due to the controllable aspect ratio of the platelets [72,73,74]. ZrP has a capacity to exchange 664 meq/100 g, seven times more than montmorillonite (92.6 meq/100 g) [74]. This is a severe drawback for material dispersion at the nanometer level. The presence of network water in the ZrP makes the linear polycondensation between isocyanate and diamine uncontrolled; therefore, an immaculate ZrP must be modified to remove the water. The fire performance of silylated polystyrene (PS) based ZrP composites was recently investigated. It was discovered that silylation could completely remove crystalline water [75]. In the PS system, the nano-dispersion of silylated ZrP is not a prerequisite for increased fire resistance, and charging is not required. As PU is usually prepared by linear condensation within a few minutes at room temperature, it is unlikely to expect nanocomposites to be obtained.
Silylated zirconium phosphate was expected to provide fire resistance to PU without degrading the explosion-proof performance, as only a low load of silylated ZrP is needed. In the previous study, the different ZrP shape factors resulting from the reflux and hydrothermal methods did not significantly differ in the peak heat release rate (PHRR), and here only the reflux method was used.
The effect of modification of the surface of layered silicate (magadiite) on the flammability of polyurea and amine-hardened epoxy resin was the subject of research [76]. Based on the chemistry of the magadiite surface, both a quaternary alkylammonium and a silane modifier are used for the organic modification. The nanocomposites of both polymers were produced by in situ ultrasound-assisted polymerization. Magadiite dispersion was examined by means of X-ray diffraction and high-resolution transmission electron microscopy. Thermal stability and flammability were assessed by thermogravimetric analysis and cone calorimetry, respectively. The addition of a small amount of magadiite resulted in a significant improvement in fire resistance with little change in the thermal stability of both polymers. Ammonium-modified magadiite improves fire resistance, while silane modification helps extend the ignition time of both polymers [76].
Today, many industrial and academic researchers are focusing their efforts on developing and improving the properties of polymers using nanoscale inorganic materials. The interest in the development of polymer nanocomposites is mainly due to the fact that nanoscale particles have a high surface-area-to-volume ratio and a larger surface area that can produce unique properties compared to conventional composites [77,78,79]. In general, polymer nanocomposites contain dispersed particles of which at least one dimension is on a nanometric scale. However, homogeneous dispersion of nanoparticles in polymers is very difficult because the particles have high surface energy and tend to agglomerate during the preparation of polymer nanocomposites. To minimize this, nano-clays are always modified to increase the interaction between nanofillers and polymers in order to obtain good dispersion in the polymer matrix. The most popular nano-clay modifier is the quaternary alkyl ammonium ion because it can be easily exchanged with the ions between the layers. Silanes have also been used for their ability to react with hydroxyl groups both on the surface and at the edges of the layers.
Polymer nanocomposites for flame retardant applications are attractive because nanocomposite formation not only improves flame retardant properties but can also improve thermal and mechanical properties and reduce costs. Clays (especially montmorillonite (MMT)) for combustible applications [19,80,81,82], and layer silicic acids (magadiites) have received relatively little attention. Magadiite is a hydrated sodium silicate (Na2Si14O29 nH2O) with a multilayer structure with negatively charged silicate layers compensated by interlayer sodium ions. It is available in nature and also easily synthesized by hydrothermal reaction of aqueous sodium hydroxide with silica or silica gel in several mole ratios of SiO2/NaOH [83,84]. According to tunable surface chemistry, magadiite adopts various organic substances to form intercalation compounds and also has reactive silanol groups in their interlayer space. Organic groups can be grafted to these groups by reaction with organo-silanes to modify the interlayer [85,86]. There are very few reports of the use of magadiite as a flame retardant additive. Wang et al. [87] investigated the flammability of polystyrene (PS) using organically modified magadiite and found poor flame retardant properties compared to MMT clay. On the other hand, Costache et al. [88] observed almost similar flame retardant properties of polyethylene terephthalate (PET) filled with MMT, hectorite, and magadiite. The fire resistance of thermosetting resin nanocomposites, especially epoxy (EP) resins, has been extensively studied [89,90,91,92]. The general conclusion is that nanocomposite formation is able to help achieve some degree of fire resistance in EP resins.
The use of magadiite as a fire retardant material in both polyurea (PU) and EP resins has not been widely investigated. The aim of the authors of the study was to obtain organically modified magadiite by intercalation with a quaternary alkylammonium ion and organosilane grafting, using them for the preparation of nanocomposites with PU and EP resin and studying morphology as well as thermal and fireproof properties.
The research shows that compared to silane-grafted magadiite, magadiite with ammonium showed better dispersion in both PU and EP [93]. The thermal stability and flash time are improved by the silane vaccine magadium compared to the ammonium surfactant-modified material, which is attributed to the formation of strong covalent bonds between the silane and surface hydroxyl groups. The observation that the ignition time is reduced only for samples containing organically modified magadiite suggests that organic modifications in MMT and other smectite clays may also shorten the ignition time with these additives. Modification with silane leads to a slight improvement in the fire resistance of PU, while the use of ammonium surfactants provides much greater flame retardance. In most polymer/clay nanocomposites, a decrease in MLR (mass loss rate) results in a decrease in peak HRR (heat release rate), but this is not the case with magadiite.
Phosphorus-based flame retardants are widely used as effective additives or reactive flame retardants and are particularly effective in oxygen-containing polymers [18,93,94]. There are several forms of phosphorus-based flame retardants, both organic and inorganic, available in various degrees of oxidation, including phosphines (3), phosphine oxides (1), elemental phosphorus (0), phosphinates (+1), phosphites ( +3), phosphonates (+3), phosphates (+5), etc. Moreover, several synergistic combinations are known, including phosphorus-halogen, phosphorus-nitrogen, phosphorus-sulfur, and phosphorus-inorganic two-dimensional materials [95]. Due to the environmental problems with halogen-based flame retardants, more attention has recently been paid to phosphorus-based retarders. In general, phosphorus-containing flame retardants can act either in the gas phase, by flame retardation, or in the condensed phase, changing the degradation path to one that produces more carbon and, if necessary, less volatile carbon. In both cases, the amount of heat released during combustion is reduced by adding flame retardants [61,96].
Two reports describe the influence of the oxidation state of phosphorus on the properties of epoxy composites reinforced with carbon fiber and rigid polyurethane foam (PUF). Braun et al. compared the thermal and fire resistance properties of carbon-fiber-reinforced epoxy resin with phosphine oxide, phosphinate, phosphonate, and phosphate at a phosphorus content of 2.6 wt.% in the form of an organophosphorus-based curing agent. They found that a higher degree of phosphorus oxidation showed weaker flame-retardant properties than a lower degree of oxidation, and the amount of charring increased with an increasing degree of phosphorus oxidation [97]. Lorenzetti et al. [98] used a constant (1.2 wt.%) phosphorus content in commercial flame retardants (aluminum phosphinate, dimethylpropane phosphonate, triethyl phosphate, and ammonium polyphosphate) and investigated the thermal behavior in rigid PUFs.
There is no interaction between PUF and flame retardants, regardless of their degree of oxidation. The flame retardants with a higher oxidation state showed their activity only in the condensed phase compared to phosphorus flame retardants with a lower oxidation state, which work in both the condensed and vapor phase [19]. Unfortunately, no phosphorites were included in any of the reports.
Triphenyl phosphate is a classic example of a gas-phase flame retardant. It was investigated by Hastie [99]. Schartel’s group compared triphenylphosphate with larger aryl phosphates and found that with increasing decomposition temperature, the condensed phase has a more significant effect [100,101].
Thirumal Mariappan [93] tested three different oxidation states of phosphorus, triphenyl phosphite (+3), triphenyl phosphate (+5), and triphenylphosphine oxide (1), all with similar substituents, were tested in both polyurea and epoxy resins at 1.5 wt.%. phosphorus using commercially available flame retardants.
Thirumal M. et al., in their work [93], focus on determining how the oxidation states of phosphorus in phosphorus-based chemicals, which reduce flammability, influence the thermal properties and flammability of polyurea and epoxy resins. The authors used three different oxidation states of phosphorus: phosphite, phosphate, and phosphine. The oxidized phosphorus was added in each case to the epoxy resin (1.5 wt.% added). The research included, among other things, a thermal stability test (thermal analysis of samples), cone calorimeter test (analysis of the heat release rate), and thermogravimetric analysis (analysis allowing to determine the composition of gases released during the thermal destruction of samples).
Thirumal M. et al. [93] emphasized that in the case of polyurea, it is phosphate in the form of phosphate (triphenyl phosphate) and non-phosphite or phosphine, which more effectively improves fire resistance properties. The results were not as good as for other types of phosphates. Phosphate has been found to be a better flame retardant in polyurea, while phosphite is suitable for epoxy resins.
The article by Thirumal Mariappan et al. [102] relates to the flame retardation of polyurea using three different sulfonate salts, sodium diphenylamino-4-sulfonate, 3- (1-pyridine) -1-propanesulfonate and ammonium sulfamate, and their combination with some conventional flame retardants. Cone calorimetry and thermogravimetry are used to assess flame retardance and thermal stability. Among the sulfonate salts, ammonium sulfonate exhibits the best fire resistance, both alone and in combination. Conventional additives that have been used include ammonium polyphosphate, expandable graphite, aluminum diethylphosphate, melamine polyphosphate, and chloroalkylphosphonate as two-component and three-component mixtures under a total loading of 15 wt.%. A sulfur-free two-component system has a longer ignition time and better flame and smoke resistance than three-component mixtures.
A new hyperbranched carbonizer containing s-triazine, diphenylmethane, and urea groups (HBPU – hyper-branched polyurea) was synthesized from melamine and 4,4’-diphenylmethane diisocyanate, which is hydrophobic and thermally stable at high temperature (residual mass is 40% at 800°C) [103]. HBPU and Ammonium Polyphosphate (APP) work synergistically to improve the fire resistance and smoke suppression of Polypropylene (PP). When 30% APP and HBPU (2:1 or 3:1) were added, the PP composites were able to achieve a V-0 rating in the UL-94 test, and their peak heat release rates (PHRR) were reduced by 78.6% and 81.3%, appropriately. HBPU also improved APP compatibility with the PP matrix as a result of improved mechanical properties. In this intumescent flame retardant system, HBPU served simultaneously as a carbonizing and foaming agent. In addition, the interaction of HBPU and APP and their mechanism were discussed in detail.
Synthesized new hyperbranched polyurea containing s-triazine and benzene rings can be used simultaneously as a carbonizing and foaming agent. HBPU shows good charring efficiency and high thermal stability. HBPU and APP work strongly synergistically, and the optimal ratio is 1: 3.
Expandable graphite (EG) was microencapsulated by polyurea, and CuO was doped with the expandable graphite microcapsule shell (EG @ PO) to improve the thermal conductivity of the shell [104]. Microcapsules were characterized by SEM, thermogravimetric analysis, and Fourier transform infrared spectroscopy.
The effect of EG @ PO and ammonium polyphosphate (APP) on the flame retardant properties of natural rubber (NR) was also investigated by the limited oxygen index test, vertical combustion test, thermogravimetric analysis, cone calorimeter test, and thermal conductivity measurement. The results show that when the EG @ PO mass is 6 g, the limited oxygen index of the EG @ PO / NR composite is 28.3%, and the vertical combustion of the composite is V-0. The residual weight is 27.5% at 600°C. In addition, the heat release rate and total heat release for EG @ PO / NR composites drop dramatically to 467.7 kW / m2 and 48.4 MJ / m2, respectively, which is 49.8% and 25.7% less than in the case of pure NO. At the same time, the thermal conductivity of EG @ PO / NR composites increases to 0.266 W / (m K), because CuO doped in the coating has a positive effect on the heat exchange between the NR and EG matrix.
The effect of intumescent coating and flame retardant additives was conducted by Walid H. Awad. Charles A. Wilkie [105]. A series of polyurea (PU) samples were prepared and coated with varying thicknesses of commercially available solvents and water-based intumescent paints. The fire behavior of the samples was investigated by subjecting the samples to the heat flux of the cone calorimeter. The data indicate that the intumescent coat is very effective in imparting flame retardancy to the samples. Combining the flame retardant additives with the coating has no additional effect.
Rong et al. in [106] proposed a mixture of compounds to improve stiffness under flammable conditions, based on a synergistic effect of the aromatic diamine and aliphatic diisocyanate, to increase fire-retardancy of polyurea coatings. Their modification also improves tensile and compression strength, and surface hardness.
Dukarski et al. in [107] presented the results of research on the influence of aluminum hydroxide, resorcinol bis (diphenylphosphate) (RDP), and trischloropropyl phosphate (TCPP) on the flame retardance and morphology of coating composites based on polyurea elastomers. The tests showed a visible improvement in fire resistance of the produced polyurea coatings. The authors noted the high effectiveness of flame retardants based on chlorine and phosphorus compounds. Nevertheless, the work also showed the negative influence of flame retardants on the mechanical properties of the coating and processing parameters.
5. Conclusions
Due to the growing interest in modern polymer materials, scientific information related to the specialized literature on the complex chemical structure of plastics and the possibility of modifying their features and properties during processing may be useful for specialists from various fields of science and technology. In recent years, there has been an increase in interest in new types of plastics and the improvement of their functional properties. This applies not only to finding new applications and eliminating toxic raw materials from known recipes but also to producing materials with reduced flammability and increased fire resistance.
For many years, there has been a lot of interest in the issues related to increasing the flame resistance of polymers. This is dictated by security reasons and increasingly more significant requirements on the flammability of plastics, the area of application increasing every year. Fire safety is one of the essential requirements for the polymer industry, and it is one of the most important aspects taken into account in the design and production of products made of polymer materials.
The problem of limiting flammability has become very topical, inter alia, in connection with the introduction of restrictive recommendations in the European Union (EU) to reduce flammability, reduce smoke emissions, and the degree of toxicity of decomposition of these products. In the EU member states, there are currently efforts to limit the use of the halogen flame retardant method with a recommendation to abandon its use according to the relevant directives completely. The processes of burning polymers and the effects of flame retardants have been repeatedly analyzed in the literature; however, there is still a lot of interest in this issue in many research centers, due to its importance, both in industrial practice and in everyday life.
The intensive development of synthetic polymeric materials necessitated, at the same time, the development of works on a variety of new types of flame retardants based on, e.g., tin compounds, synergistic combinations of nitrogen and phosphorus, and nano-modifiers.
Recently we have observed increasing use of polymeric materials in the form of polyurea elastomers, formed as a result of the reaction of isocyanates with amines, for innovative anti-corrosion protection of steel and concrete elements characterized by high strength, no joint of the coatings obtained, and the possibility of application at low temperature. The disadvantage of polyurea coatings is their low resistance to fire, which is caused by the organic nature of the backbone. This fact necessitates their modification, which may consist in changing the polymer structure and using a fire retardant. Comparing the costs of chemical modification of polyureas with the costs of physical modification by the addition of flame retardants, a less expensive process is the addition of a non-flammable filler to the polymer matrix. The use of some flame retardants based on phosphorus, chlorine, bromine, and newly developed compounds, including nano clays and polyhedral oligomeric silsesquioxane, is very promising for obtaining a satisfactory class of flame retardancy. Nevertheless, flame retardants must work on different levels. Obtaining a good resistance to a flame is just one of them and usually depends on the amount of used additive. The other factors are processing properties and compatibility between flame retardant and polymer matrix. In practice, it means that an addition of a flame retardant causes problems during manufacturing, curing the final product, or the deterioration of its mechanical properties. The flammability of plastics remains a very complex scientific problem for which there is no one-size-fits-all solution, especially since currently available polymeric materials are extremely diverse, also meeting the new requirements for sustainable, cost-effective solutions [100]. It should be emphasized that a complete understanding of the nature and course of thermal destruction of polymers has become very important for the possibility of predicting the behavior of polymeric materials under fire conditions.
Author Contributions
Conceptualization, P.K., M.G. and I.R.; methodology, W.D and I.R.; data curation, W.D.; writing—original draft preparation, W.D.; writing—review and editing, P.K., M.G. and I.R.; supervision, I.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
n/a.
Conflicts of Interest
n/a.
References
- Bortel, K. Środki Pomocnicze Stosowane w Przetwórstwie Tworzyw Polimerowych. In Przetwórstwo Tworzyw 5; 2008; pp. 133–137. (in Polish).
- Bar, M.; Alagirusamy, R.; Das, A. Flame Retardant Polymer Composites. Fibers Polym 2015, 16, 705–717. [CrossRef]
- Cullis, C.F.; Hirschler, M.M. In The combustion of organic polymers; International series of monographs on chemistry; Clarendon Press ; Oxford University Press: Oxford: New York, 1981; pp. 1–10 ISBN 978-0-19-851351-3.
- Camino, G.; Costa, L.; Luda di Cortemiglia, M.P. Overview of Fire Retardant Mechanisms. Polymer Degradation and Stability 1991, 33, 131–154. [CrossRef]
- Kicko-Walczak, E.; Novel halogen-free flame retardants - flame retardation of unsaturated polyester resins with use of boron compound, , Polimery, 2008, 53(2), 126-132. (in Polish).
- Rybiński, P.; Janowska G.; Effect of flame retardants on thermal stability and flammability of cured nitrile rubber, Polimery 2009, 54 (11-12), 833-839. (in Polish).
- Mouritz, A.P.; Gibson, A.G. Flame Retardant Composites. In Fire properties of polymer composite materials; Springer, 2010; pp. 237–286 ISBN 978-90-481-7351-8..
- Flame Retardant Market Size, Share & Trends Analysis Report By Product (Halogenated, Non-Halogenated), By Application, By End Use, By Region, And Segment Forecasts, 2020 - 2027 [online]: https://www.grandviewresearch.com/industry-analysis/flame-retardant-market (accessed on 14 June 2021).
- Węgrzyn, M.; Development of the flame retardants used in polymers. Zeszyty Naukowe SGSP / Szkoła Główna Służby Pożarniczej (Scientific Notebooks of SGSP / Main School of Fire Service), 2018, 1, 37–54. (in Polish).
- Janowska, G.; Przygocki, W.; Włochowicz, A.; Palność polimerów i materiałów polimerowych, Wyd. naukowo – Techniczne, Warszawa WNT, 2007, ISBN: 978-83-204-3300-5. (in Polish).
- Klepka, T.; Bociaga, E.; Politechnika Lubelska Nowoczesne materialy polimerowe i ich przetwórstwo. Cz. 1 Cz. 1; Politechnika Lubelska: Lublin, 2014; ISBN 978-83-7947-090-7. (in Polish).
- Alani, H.; Southwell-Keely, J.; Moisidis, E.; Haddad, R.; Clarke, F.; Kernohan, M. Prevention of Surgical Fires in Facial Plastic Surgery. Australas J Plast Surg 2019, 2, 40–49. [CrossRef]
- Blazquez, E.; Thorn, C. Fires and Explosions. Anaesthesia & Intensive Care Medicine 2010, 11, 455–457. [CrossRef]
- Lowry, R.K.; Noone, R.B. Fires and Burns During Plastic Surgery: Annals of Plastic Surgery 2001, 46, 72–76. [CrossRef]
- Lu, S.-Y.; Hamerton, I. Recent Developments in the Chemistry of Halogen-Free Flame Retardant Polymers. Progress in Polymer Science 2002, 27, 1661–1712. [CrossRef]
- Levchik, S.; Piotrowski, A.; Weil, E.; Yao, Q. New Developments in Flame Retardancy of Epoxy Resins. Polymer Degradation and Stability 2005, 88, 57–62. [CrossRef]
- Lyon, R.E.; Janssens, M. Polymer Flammability; National Technical Information Service (NTIS): Springfield, Virginia, 2005;
- Levchik, S.V.; Weil, E.D. A Review of Recent Progress in Phosphorus-Based Flame Retardants. Journal of Fire Sciences 2006, 24, 345–364. [CrossRef]
- Chattopadhyay, D.K.; Raju, K.V.S.N. Structural Engineering of Polyurethane Coatings for High Performance Applications. Progress in Polymer Science 2007, 32, 352–418. [CrossRef]
- Bourbigot, S.; Duquesne, S. Fire Retardant Polymers: Recent Developments and Opportunities. J. Mater. Chem. 2007, 17, 2283. [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, Ph. New Prospects in Flame Retardant Polymer Materials: From Fundamentals to Nanocomposites. Materials Science and Engineering: R: Reports 2009, 63, 100–125. [CrossRef]
- Rakotomalala, M.; Wagner, S.; Döring, M. Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications. Materials 2010, 3, 4300–4327. [CrossRef]
- Dasari, A.; Yu, Z.-Z.; Cai, G.-P.; Mai, Y.-W. Recent Developments in the Fire Retardancy of Polymeric Materials. Progress in Polymer Science 2013, 38, 1357–1387. [CrossRef]
- Salmeia, K.A.; Gaan, S. An Overview of Some Recent Advances in DOPO-Derivatives: Chemistry and Flame Retardant Applications. Polymer Degradation and Stability 2015, 113, 119–134. [CrossRef]
- Kausar, A.; Rafique, I.; Anwar, Z.; Muhammad, B. Recent Developments in Different Types of Flame Retardants and Effect on Fire Retardancy of Epoxy Composite. Polymer-Plastics Technology and Engineering 2016, 55, 1512–1535. [CrossRef]
- Wendels, S.; Chavez, T.; Bonnet, M.; Salmeia, K.; Gaan, S. Recent Developments in Organophosphorus Flame Retardants Containing P-C Bond and Their Applications. Materials 2017, 10, 784. [CrossRef]
- Shah, A.U.R.; Prabhakar, M.N.; Song, J.-I. Current Advances in the Fire Retardancy of Natural Fiber and Bio-Based Composites – A Review. Int. J. of Precis. Eng. and Manuf.-Green Tech. 2017, 4, 247–262. [CrossRef]
- Choudhury, A.K.R. Advances in Halogen-Free Flame Retardants. LTTFD 2018, 1. [CrossRef]
- Movahedifar; Vahabi; Saeb; Thomas Flame Retardant Epoxy Composites on the Road of Innovation: An Analysis with Flame Retardancy Index for Future Development. Molecules 2019, 24, 3964. [CrossRef]
- Yue, X.; Li, C.; Ni, Y.; Xu, Y.; Wang, J. Flame Retardant Nanocomposites Based on 2D Layered Nanomaterials: A Review. J Mater Sci 2019, 54, 13070–13105. [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Asyraf, M.R.M.; Dayana, D.A.Z.N.; Amelia, J.J.N.; Rani, M.S.A.; Norrrahim, M.N.F.; Nurazzi, N.M.; Aisyah, H.A.; Sharma, S.; et al. Polymer Composites Filled with Metal Derivatives: A Review of Flame Retardants. Polymers 2021, 13, 1701. [CrossRef]
- Rabek, J.F. Współczesna wiedza o polimerach. 1, 1,; 2017; ISBN 978-83-01-19245-7 (in Polishh).
- Szafran, J.; Matusiak, A. Polyurea Coating Systems: Definition, Research, Applications.; Wydawnictwo WUM: Olsztyn, 2016.
- Vulcan, M.A.; Damian, C.; Stanescu, P.O.; Vasile, E.; Petre, R.; Hubca, G. Polymeric Composites Based on Polyurea Matrix Reinforced with Carbon Nanotubes. Mat.Plast. 2017, 54, 41–44. [CrossRef]
- Davis, T.L.; Ebersole, F. Relative Velocities of Reaction of Amines with Phenyl Isocyanate. J. Am. Chem. Soc. 1934, 56, 885–886. [CrossRef]
- Ghezzo, F.; Miao, X. Composite Coatings with High Vibration Damping Properties.; Lisbon, Portugal, 2013.
- Broekaert, M. Polyurea Spray Coatings The Technology and Latest Developments 2002.
- Shojaei, B.; Najafi, M.; Yazdanbakhsh, A.; Abtahi, M.; Zhang, C. A Review on the Applications of Polyurea in the Construction Industry. Polym Adv Technol 2021, 32, 2797–2812. [CrossRef]
- Wazarkar, K.; Kathalewar, M.; Sabnis, A. High Performance Polyurea Coatings Based on Cardanol. Progress in Organic Coatings 2017, 106, 96–110. [CrossRef]
- Tripathi, M.; Parthasarathy, S.; Roy, P.K. Spray Processable Polyurea Formulations: Effect of Chain Extender Length on Material Properties of Polyurea Coatings. J Appl Polym Sci 2020, 137, 48573. [CrossRef]
- Arunkumar, T.; Sunitha, S.; Theerthagiri, J.; Jeevagan, J.; Anish, M.; Tatarchuk, T. Effect of Polyurea Coating on Corrosion Resistance Over Mild Steel and Aluminium Substrates for Liquid Storage Applications. Molecular Crystals and Liquid Crystals 2018, 670, 60–73. [CrossRef]
- Ewen, J.H. Processing and Properties of Polyurea RIM. Journal of Elastomers & Plastics 1985, 17, 281–296. [CrossRef]
- T, A.; M, A.; Jayaprabakar, J.; Jeevahan, J.; Rb, D. Study on Mechanical Properties of Polyurea Coating with Various Process Parameters. Materials Research Innovations 2021, 25, 257–263. [CrossRef]
- Romanov, S.V.; Panov, Yu.T.; Botvinova, O.A. The Influence of Isocyanate Index on the Physico-Mechanical Properties of Sealants and Coatings Based on Polyurea. Polym. Sci. Ser. D 2015, 8, 261–265. [CrossRef]
- Arunkumar, T.; Ramachadran, S.; Sebastian, P.J.; Vipin Raj, C. Thermal and Fire Retardant Behaviour of Polyurea. International Journal of Applied Engineering Research 2015, 10, 10159–10162.
- Polyurea Elastomer Technology: History, Chemistry & Basic Formulating Techniques Available online: http://poly-g.com/files/uploads/polyurea-elastomer-technology-history-chemistry-and-basic-formulating-techniques-2004-18.pdf.
- Robert, M.L. Influence of Processing Pressure Differential and Mixing Module Configuration on Volumetric Ratio and Physical Properties of a Spray Polyurea Elastomer. 2002.
- Jadhav, K.T.; Vijay Babu, P.V. Effect of Various Parameters on Kinetics of Formation of Thepolyurea Microcapsules by Interfacial Polycondensation. International Journal of Engineering Research and Technology 2017, 10, 264–269.
- Malguarnera, S.C.; Suh, N.P. Liquid Injection Molding I. An Investigation of Impingement Mixing. Polym. Eng. Sci. 1977, 17, 111–115. [CrossRef]
- Roland, C.M.; Twigg, J.N.; Vu, Y.; Mott, P.H. High Strain Rate Mechanical Behavior of Polyurea. Polymer 2007, 48, 574–578. [CrossRef]
- Arunkumar, T.; Ramachandran, S. Surface Coating and Characterisation of Polyurea for Liquid Storage. International Journal of Ambient Energy 2017, 38, 781–787. [CrossRef]
- Iqbal, N.; Tripathi, M.; Parthasarathy, S.; Kumar, D.; Roy, P.K. Polyurea Spray Coatings: Tailoring Material Properties through Chemical Crosslinking. Progress in Organic Coatings 2018, 123, 201–208. [CrossRef]
- State of the Art Report: Polyurea in the Construction Industry and the Environment; Polyurea Development Association Europe: Frankfurt am Main, 2009.
- Quan, Y.; Shen, R.; Schweizer, CH.; Parajuli, P.; Zhang, Z.; Kalatilka, W.; Wang, Q.; Synergistic effects of zeolitic imidazolate frameworks (ZIFs) with different transition metals on intumescent flame-retarded polypropylene composites: A comparative study, Journal of Materials Science & Technology, 2023, 155, 102-110. [CrossRef]
- Kolibaba, T. J.; Shih, Ch.Ch.; Lazar, S.; Tai, B.L.; Grunlan, J.C.; Self-Extinguishing Additive Manufacturing Filament from a Unique Combination of Polylactic Acid and a Polyelectrolyte Complex, ACS Applied Materials & Interfaces, 2020, 12 (43), 49130–49137. [CrossRef]
- Feng, J.; Liu, L.; Zhang, Y.; Wang, O.; Liang, H.; Wang, H.; Song, P.; Rethinking the pathway to sustainable fire retardants, PERSPECTIVE, (2022). [CrossRef]
- Vahabi, H.; Laoutid, F.; Mehrpouya, M.; Saeb, M.R.; Dubois, P.; Flame retardant polymer materials: An update and the future for 3D printing developments, Materials Science and Engineering R: Reports, 2021, 144, doi: 100604, 10.1016/j.mser.2020.100604.
- Van Wabeeke, L. Flame Retardant Plastics: A General Review. International Polymer Science and Technology 2002, 29, 1–5. [CrossRef]
- Iwko, J. Zachowanie się tworzyw sztucznych w warunkach pożarowych. Część II – pomiary palności oraz metody uniepalniania tworzyw sztucznych. Tworzywa Sztuczne i Chemia 2009, 24–29. (in Polish).
- Janowska, G.; Przygocki, W.; Włochowicz, A. Palność Polimerów i Materiałów Polimerowych; WNT: Warszawa, 2007. (in Polish).
- Schartel, B. Phosphorus-Based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [CrossRef]
- Duquesne, S.; Delobel, R.; Le Bras, M.; Camino, G. A Comparative Study of the Mechanism of Action of Ammonium Polyphosphate and Expandable Graphite in Polyurethane. Polymer Degradation and Stability 2002, 77, 333–344. [CrossRef]
- Kulesza, K.; Pielichowski, K.; Kowalski, Z. Thermal Characteristics of Novel NaH2PO4/NaHSO4 Flame Retardant System for Polyurethane Foams. J Therm Anal Calorim 2006, 86, 475–478. [CrossRef]
- Almeida Pinto, U.; Visconte, L.L.Y.; Gallo, J.; Nunes, R.C.R. Flame Retardancy in Thermoplastic Polyurethane Elastomers (TPU) with Mica and Aluminum Trihydrate (ATH). Polymer Degradation and Stability 2000, 69, 257–260. [CrossRef]
- Czupryński, B.; Liszkowska, J.; Paciorek-Sadowska, J. Modification of rigid polyurethane-polyisocyanurate foam with selected powder fillers. Polymers 2008, 53, 133–137.
- Riegert, D. The Ability to Modification the Properties of Flammable Plastics. BiTP 30 (2), 2013, 51-57.
- Olejnik, M. Polymer nano-composites with montmorillonyte - obtaining, assesment methods, properties and applications. 2008, 16, 67–74.
- Kacperski, M. Polymer Nanocomposites. Part II. Nanocomposites Based on Thermoplastic Polymers and Layered Silicates. 2003, 48, 85–90.
- Modesti, M.; Lorenzetti, A.; Besco, S.; Hrelja, D.; Semenzato, S.; Bertani, R.; Michelin, R.A. Synergism between Flame Retardant and Modified Layered Silicate on Thermal Stability and Fire Behaviour of Polyurethane Nanocomposite Foams. Polymer Degradation and Stability 2008, 93, 2166–2171. [CrossRef]
- Mariappan, T.; Wilkie, C.A. Thermal and Fire Retardant Properties of Polyurea. Polymers 2013, 58, 371–384. [CrossRef]
- Arunkumar T, Anish M, J Jayaprabakar, Jeya Jeevahan, Durairaj RB, Study on mechanical properties of polyurea coating with various process parameters, Materials Research Innovations, 25(5), (2021) 257-26. [CrossRef]
- Cai, G.; Wilkie, C.A. Fire Retardancy of Polyurea and Silylated α-Zirconium Phosphate Composites with Ammonium Polyphosphate. Journal of Fire Sciences 2014, 32, 35–42. [CrossRef]
- Sun, L.; Boo, W.J.; Sue, H.-J.; Clearfield, A. Preparation of α-Zirconium Phosphate Nanoplatelets with Wide Variations in Aspect Ratios. New J. Chem. 2007, 31, 39–43. [CrossRef]
- Sue, H.-J.; Gam, K.T.; Bestaoui, N.; Spurr, N.; Clearfield, A. Epoxy Nanocomposites Based on the Synthetic α-Zirconium Phosphate Layer Structure. Chem. Mater. 2004, 16, 242–249. [CrossRef]
- Cai GP, Lu HD, Xu SR, et al. Fire properties of silylated a-zirconium phosphate composites based on polystyrene. Polym Adv Technol., 23(4) 2013. [CrossRef]
- Mariappan, T.; Yi, D.; Chakraborty, A.; Singha, N.K.; Wilkie, C.A. Thermal Stability and Fire Retardancy of Polyurea and Epoxy Nanocomposites Using Organically Modified Magadiite. Journal of Fire Sciences 2014, 32, 346–361. [CrossRef]
- Giannelis, E.P. Polymer-Layered Silicate Nanocomposites: Synthesis, Properties and Applications. Appl. Organometal. Chem. 1998, 12, 675–680. [CrossRef]
- Sinha Ray, S.; Okamoto, M. Polymer/Layered Silicate Nanocomposites: A Review from Preparation to Processing. Progress in Polymer Science 2003, 28, 1539–1641. [CrossRef]
- Pavlidou, S.; Papaspyrides, C.D. A Review on Polymer–Layered Silicate Nanocomposites. Progress in Polymer Science 2008, 33, 1119–1198. [CrossRef]
- Davis, R.D.; Gilman, J.W.; Sutto, T.E.; Callahan, J.H.; Trulove, P.C.; de Long, H.C. Improved Thermal Stability of Organically Modified Layered Silicates. Clays Clay Miner. 2004, 52, 171–179. [CrossRef]
- Gilman, J.W.; Bourbigot, S.; Shields, J.R.; Nyden, M.; Kashiwagi, T.; Davis, R.D.; Vanderhart, D.L.; Demory, W.; Wilkie, C.A.; Morgan, A.B.; et al. High Throughput Methods for Polymer Nanocomposites Research: Extrusion, NMR Characterization and Flammability Property Screening. Journal of Materials Science 2003, 38, 4451–4460. [CrossRef]
- Gilman, J.W.; Jackson, C.L.; Morgan, A.B.; Harris, R.; Manias, E.; Giannelis, E.P.; Wuthenow, M.; Hilton, D.; Phillips, S.H. Flammability Properties of Polymer−Layered-Silicate Nanocomposites. Polypropylene and Polystyrene Nanocomposites. Chem. Mater. 2000, 12, 1866–1873. [CrossRef]
- Dailey, J.S.; Pinnavaia, T.J. Silica-Pillared Derivatives of H+-Magadiite, a Crystalline Hydrated Silica. Chem. Mater. 1992, 4, 855–863. [CrossRef]
- Moura, A.O.; Prado, A.G.S. Effect of Thermal Dehydration and Rehydration on Na-Magadiite Structure. Journal of Colloid and Interface Science 2009, 330, 392–398. [CrossRef]
- Isoda, K.; Kuroda, K.; Ogawa, M. Interlamellar Grafting of γ-Methacryloxypropylsilyl Groups on Magadiite and Copolymerization with Methyl Methacrylate. Chem. Mater. 2000, 12, 1702–1707. [CrossRef]
- Sprung, R.; Davis, M.E.; Kauffman, J.S.; Dybowski, C. Pillaring of Magadiite with Silicate Species. Ind. Eng. Chem. Res. 1990, 29, 213–220. [CrossRef]
- Wang, D.; Jiang, D.D.; Pabst, J.; Han, Z.; Wang, J.; Wilkie, C.A. Polystyrene Magadiite Nanocomposites. Polym Eng Sci 2004, 44, 1122–1131. [CrossRef]
- Costache, M.C.; Heidecker, M.J.; Manias, E.; Wilkie, C.A. Preparation and Characterization of Poly(Ethylene Terephthalate)/Clay Nanocomposites by Melt Blending Using Thermally Stable Surfactants. Polym. Adv. Technol. 2006, 17, 764–771. [CrossRef]
- Wu, G.M.; Schartel, B.; Bahr, H.; Kleemeier, M.; Yu, D.; Hartwig, A. Experimental and Quantitative Assessment of Flame Retardancy by the Shielding Effect in Layered Silicate Epoxy Nanocomposites. Combustion and Flame 2012, 159, 3616–3623. [CrossRef]
- Schartel, B.; Weiß, A.; Sturm, H.; Kleemeier, M.; Hartwig, A.; Vogt, C.; Fischer, R.X. Layered Silicate Epoxy Nanocomposites: Formation of the Inorganic-Carbonaceous Fire Protection Layer: LAYERED SILICATE EPOXY NANOCOMPOSITES. Polym. Adv. Technol. 2011, 22, 1581–1592. [CrossRef]
- Zammarano, M.; Franceschi, M.; Bellayer, S.; Gilman, J.W.; Meriani, S. Preparation and Flame Resistance Properties of Revolutionary Self-Extinguishing Epoxy Nanocomposites Based on Layered Double Hydroxides. Polymer 2005, 46, 9314–9328. [CrossRef]
- Camino, G.; Tartaglione, G.; Frache, A.; Manferti, C.; Costa, G. Thermal and Combustion Behaviour of Layered Silicate–Epoxy Nanocomposites. Polymer Degradation and Stability 2005, 90, 354–362. [CrossRef]
- Mariappan, T.; Zhou, Y.; Hao, J.; Wilkie, C.A. Influence of Oxidation State of Phosphorus on the Thermal and Flammability of Polyurea and Epoxy Resin. European Polymer Journal 2013, 49, 3171–3180. [CrossRef]
- Feldman, D. International Plastics Flammability Handbook, 2nd Ed., J. Troitzsch, (Ed.), Hanser Publishers, Munich, Vienna, New York, 1990, 531 Pp. Price: D.M. 278, US $165.00, £110.00. J. Polym. Sci. A Polym. Chem. 1991, 29, 292–292. [CrossRef]
- Wilkie, C.A.; Morgan, A.B. Fire Retardancy of Polymeric Materials; CRC Press: Boca Raton, 2010; ISBN 978-1-4200-8400-9.
- Joseph, P.; Tretsiakova-Mcnally, S. Reactive Modifications of Some Chain- and Step-Growth Polymers with Phosphorus-Containing Compounds: Effects on Flame Retardance-a Review: Chemical Modifications of Polymers. Polym. Adv. Technol. 2011, 22, 395–406. [CrossRef]
- Braun, U.; Balabanovich, A.I.; Schartel, B.; Knoll, U.; Artner, J.; Ciesielski, M.; Döring, M.; Perez, R.; Sandler, J.K.W.; Altstädt, V.; et al. Influence of the Oxidation State of Phosphorus on the Decomposition and Fire Behaviour of Flame-Retarded Epoxy Resin Composites. Polymer 2006, 47, 8495–8508. [CrossRef]
- Lorenzetti, A.; Modesti, M.; Besco, S.; Hrelja, D.; Donadi, S. Influence of Phosphorus Valency on Thermal Behaviour of Flame Retarded Polyurethane Foams. Polymer Degradation and Stability 2011, 96, 1455–1461. [CrossRef]
- Hastie, J.W. Molecular Basis of Flame Inhibition. J. RES. NATL. BUR. STAN. SECT. A. 1973, 77A, 733. [CrossRef]
- Perret, B.; Pawlowski, K.H.; Schartel, B. Fire Retardancy Mechanisms of Arylphosphates in Polycarbonate (PC) and PC/Acrylonitrile-Butadiene-Styrene: The Key Role of Decomposition Temperature. J Therm Anal Calorim 2009, 97, 949–958. [CrossRef]
- Pawlowski, K.H.; Schartel, B. Flame Retardancy Mechanisms of Triphenyl Phosphate, Resorcinol Bis(Diphenyl Phosphate) and Bisphenol A Bis(Diphenyl Phosphate) in Polycarbonate/Acrylonitrile–Butadiene–Styrene Blends. Polym. Int. 2007, 56, 1404–1414. [CrossRef]
- Mariappan, T.; Wilkie, C.A. Formulation of Polyurea with Improved Flame Retardant Properties. Journal of Fire Sciences 2013, 31, 527–540. [CrossRef]
- Yan, H.; Zhao, Z.; Ge, W.; Zhang, N.; Jin, Q. Hyperbranched Polyurea as Charring Agent for Simultaneously Improving Flame Retardancy and Mechanical Properties of Ammonium Polyphosphate/Polypropylene Composites. Ind. Eng. Chem. Res. 2017, 56, 8408–8415. [CrossRef]
- Cheng, J.; Wang, X.; Wang, H. Expandable Graphite Microencapsulated with Polyurea Shell Flame Retardant Natural Rubber. Acta Materiae Compositae Sinica 2021, 38, 232–238.
- Awad, W.H.; Wilkie, C.A. Further Study on the Flammability of Polyurea: The Effect of Intumescent Coating and Additive Flame Retardants. Polym. Adv. Technol. 2011, 22, 1297–1304. [CrossRef]
- Rong, Z., Li, Y., Lim, R.Z. Rong, Z., Li, Y., Lim, R.Z., Fire-retardant effect of titania-polyurea coating and additional enhancement via aromatic diamine and modified melamine polyphosphate. npj Mater Degrad 6, 38 2022. [CrossRef]
- Dukarski, W.; Krzyżanowski, P.; Gonsior, M.; Rykowska, I. Flame Retardancy Properties and Physicochemical Characteristics of Polyurea-Based Coatings Containing Flame Retardants Based on Aluminum Hydroxide, Resorcinol Bis(Diphenyl Phosphate), and Tris Chloropropyl Phosphate. Materials 2021, 14, 5168. [CrossRef]
Figure 1.
The share of individual groups of auxiliaries in the world market, excluding plasticizers.
Figure 1.
The share of individual groups of auxiliaries in the world market, excluding plasticizers.
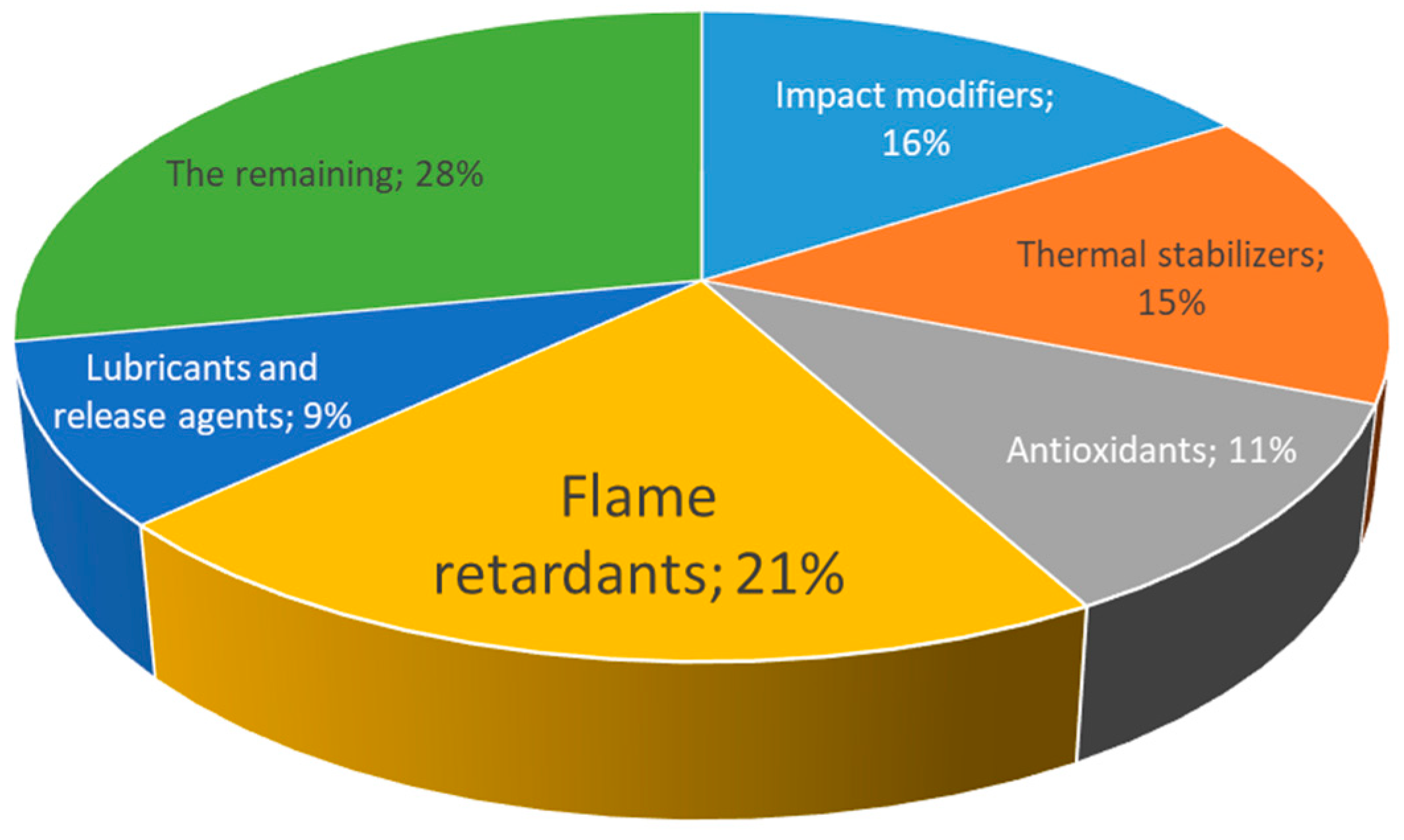
Figure 2.
Thermal decomposition of polymer composites.
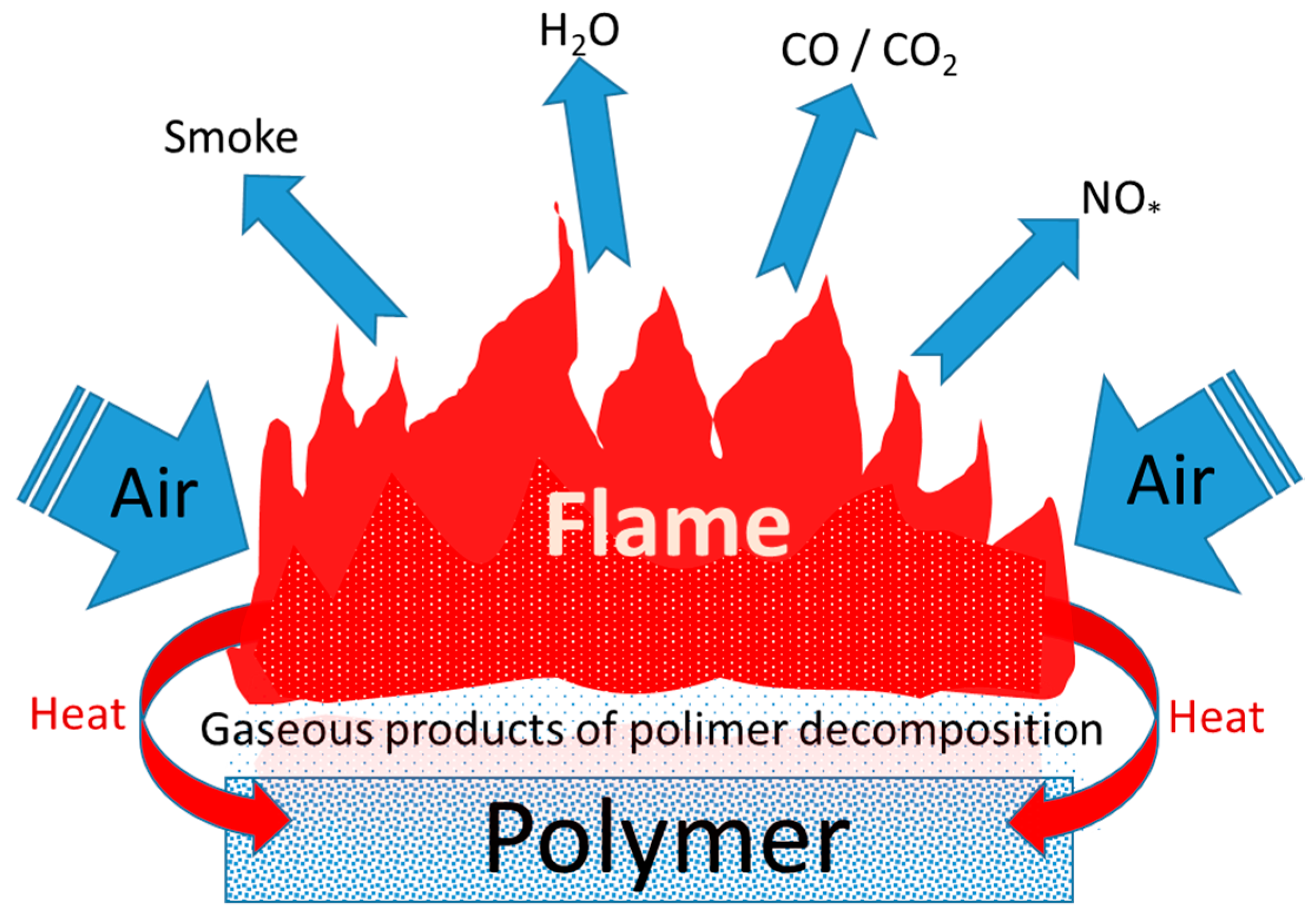
Figure 3.
Classification of flame retardants.
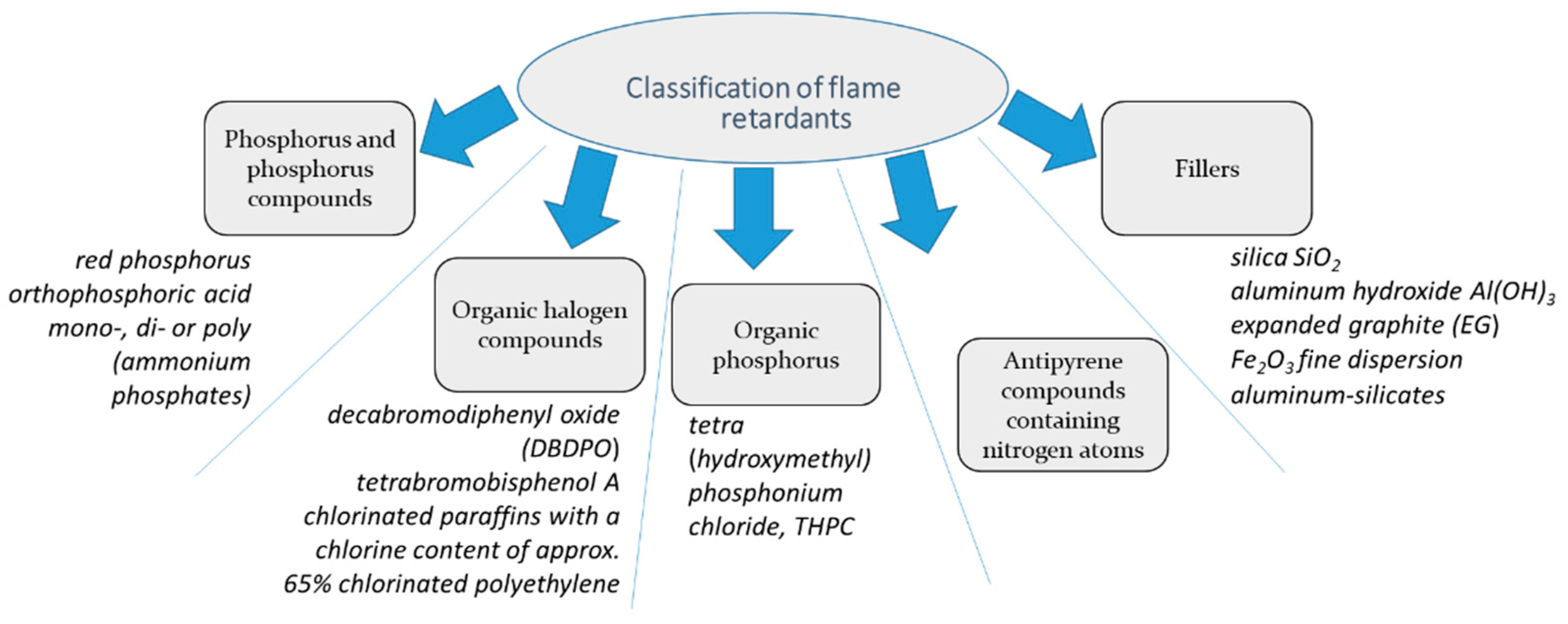
Figure 4.
Global consumption of FRs in plastics by type [8].
Figure 4.
Global consumption of FRs in plastics by type [8].
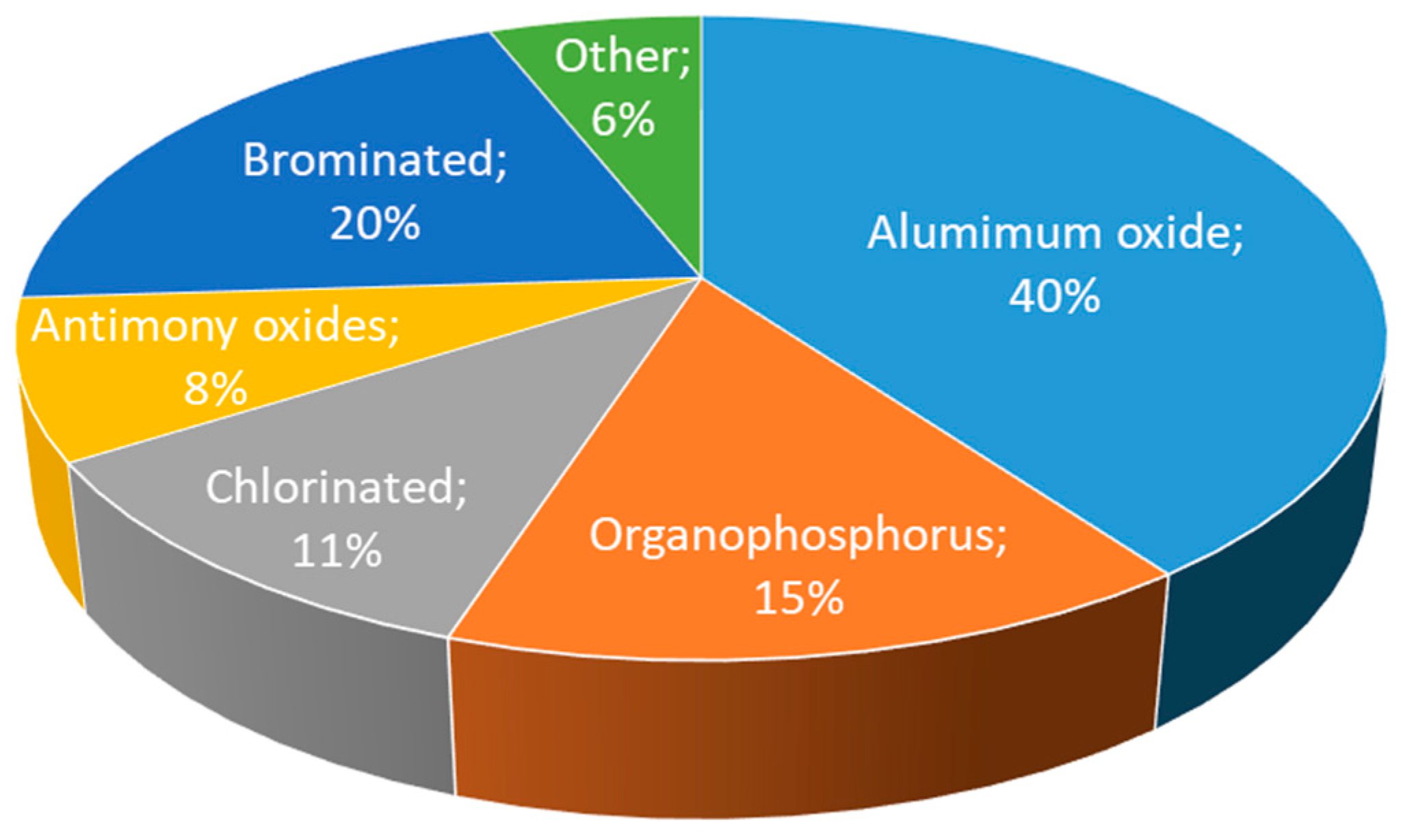
Figure 5.
Scheme of the reaction for the preparation of polyurea.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



